Станок бесцентрово токарный – ()
alexxlab | 18.11.2019 | 0 | Токарные станки
Станок специальный бесцентрово-токарный КЖ-9309 | Станочный Мир
Если Вам необходимо купить Станок специальный бесцентрово-токарный КЖ-9309 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок специальный бесцентрово-токарный КЖ-9309 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Станки бесцентрово-токарные
Станки бесцентрово-токарные
Станки бесцентрово-токарные предназначены, в основном, для удаления дефектного и обезуглероженного слоя с поверхности стальных круглых прутков большой длинны. Принцип работы основан на совмещении двух движений: вращения резцовой головки и подачи прутка. Станки работают в автоматическом цикле. Шпиндельная бабка обеспечивает вращение резцовой головки. Станки оснащаются многорезцовой головкой с набором резцовых блоков. Подающий механизм, обычно роликового типа обеспечивает зажим и подачу прутков через центрующий механизм в резцовую головку. Центрующий и поддерживающий механизмы обеспечивают гашение колебаний прутка во время резания. Станки снабжаются загрузочным и разгрузочным устройствами, а также транспортером стружки. Загрузочное устройство обеспечивает поштучную подачу прутков на рольганг подающего механизма или подачу прутка из бунта. Отделяющий механизм отделяет обработанный пруток от обрабатываемого и подает его на разгрузочное устройство, которое выгружает обработанный пруток в накопитель. Управление автоматическим циклом работы станков осуществляется от программируемых командконтроллеров. Конструкция станков обеспечивает возможность поднастройки резцов на величину износа режущей кромки без остановки процесса обработки. Станки имеют возможность механизированной переналадки механизмов на различные диаметры обработки. Процесс резания осуществляется при обильном охлаждении СОЖ и использовании стружколомателя для размельчения сливной стружки.
СПЕЦИАЛЬНЫЙ БЕСЦЕНТРОВО-ТОКАРНЫЙ СТАНОК МОДЕЛИ КЖ9301М
Краматорского завода тяжелого машиностроения
Предназначен для обточки и накатки прутков из углеродистых и легированных сталей на заводах черной металлургии.
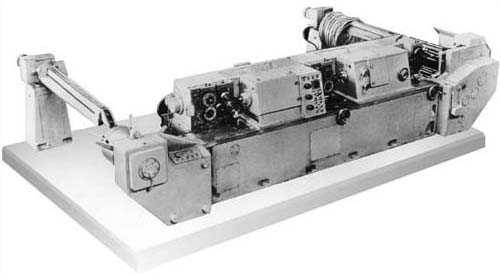
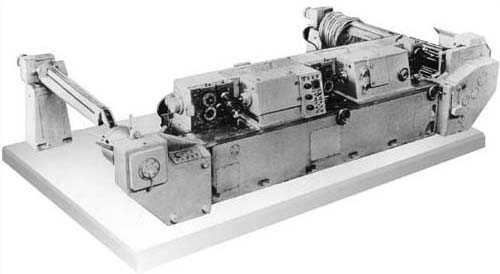
СПЕЦИАЛЬНЫЙ БЕСЦЕНТРОВО-ТОКАРНЫЙ СТАНОК МОДЕЛИ КЖ9304
Краматорского завода тяжелого машиностроения
Предназначен для обработки сортовой горячекатанной стали Ø 5-12 мм в бунтах с целью удаления дефектного и обезуглероженного слоя с поверхности проката.
turner.narod.ru
Станки бесцентрово-токарные
Станки бесцентрово-токарные
Станки бесцентрово-токарные предназначены, в основном, для удаления дефектного и обезуглероженного слоя с поверхности стальных круглых прутков большой длинны. Принцип работы основан на совмещении двух движений: вращения резцовой головки и подачи прутка. Станки работают в автоматическом цикле. Шпиндельная бабка обеспечивает вращение резцовой головки. Станки оснащаются многорезцовой головкой с набором резцовых блоков. Подающий механизм, обычно роликового типа обеспечивает зажим и подачу прутков через центрующий механизм в резцовую головку. Центрующий и поддерживающий механизмы обеспечивают гашение колебаний прутка во время резания. Станки снабжаются загрузочным и разгрузочным устройствами, а также транспортером стружки. Загрузочное устройство обеспечивает поштучную подачу прутков на рольганг подающего механизма или подачу прутка из бунта. Отделяющий механизм отделяет обработанный пруток от обрабатываемого и подает его на разгрузочное устройство, которое выгружает обработанный пруток в накопитель. Управление автоматическим циклом работы станков осуществляется от программируемых командконтроллеров. Конструкция станков обеспечивает возможность поднастройки резцов на величину износа режущей кромки без остановки процесса обработки. Станки имеют возможность механизированной переналадки механизмов на различные диаметры обработки. Процесс резания осуществляется при обильном охлаждении СОЖ и использовании стружколомателя для размельчения сливной стружки. Нужен сайт https://arctika.kz можно заказать

СПЕЦИАЛЬНЫЙ БЕСЦЕНТРОВО-ТОКАРНЫЙ СТАНОК МОДЕЛИ КЖ9301М
Краматорского завода тяжелого машиностроения
Предназначен для обточки и накатки прутков из углеродистых и легированных сталей на заводах черной металлургии.
СПЕЦИАЛЬНЫЙ БЕСЦЕНТРОВО-ТОКАРНЫЙ СТАНОК МОДЕЛИ КЖ9304
Краматорского завода тяжелого машиностроения
Предназначен для обработки сортовой горячекатанной стали Ø 5-12 мм в бунтах с целью удаления дефектного и обезуглероженного слоя с поверхности проката.
turnercraft.ru
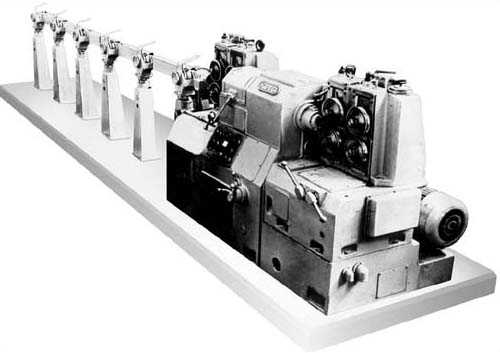
СПЕЦИАЛЬНЫЙ БЕСЦЕНТРОВО-ТОКАРНЫЙ СТАНОК МОДЕЛИ КЖ9301М
СПЕЦИАЛЬНЫЙ БЕСЦЕНТРОВО-ТОКАРНЫЙ СТАНОК МОДЕЛИ КЖ9301М
Предназначен для обточки и накатки прутков из углеродистых и легированных сталей на заводах черной металлургии.
Особенности конструкции
Устройство подвода прутка осуществляет создание условий непрерывной обработки прутков и представляет собой рольганг с вмонтированными на отдельных стойках роликами. Устройство отвода прутка имеет четыре тумбы и установленный на них лоток.
Обрабатываемый пруток по выходе из механизма тянущих роликов попадает на призму лотка, где установлен клин, сбрасывающий в карманы тумб.
Шпиндель смонтирован на подшипниках качения. Соосно шпинделю смонтирована специальная цанга, центрирующая и поддерживающая обрабатываемый пруток перед поступлением его в резцовую головку.
Коробка подач обеспечивает подающим роликам 18 различных скоростей вращения на один оборот резцовой головки.
Механизм подающих осуществляет подачу обрабатываемого прутка в резцовую головку.
Исполнительным органом служат две пары рифленных роликов на горизонтальных осях.
Механизм текущих роликов идентичен механизму подающих роликов за исключением некоторых различий:
- ролики гладкие, шлифованные;
- окружная скорость тянутых роликов несколько выше скорости подающих.
|
Техническая характеристика |
|
|
Диаметр обрабатываемых прутков, мм: наименьший |
|
|
Длина обрабатываемых прутков, мм: наименьшая |
1 600 |
|
Максимальное усилие зажима прутка роликами, кг |
1 800 |
|
Число оборотов шпинделя, об/мин: наибольшее |
1 680 |
|
Диапазон подач, мм/об |
0,75-4,8 |
|
Габариты станка: длина |
14 450 |
|
Вес станка, кг |
6 830 |
slavers.ru
Бесцентрово-токарный станок
Изобретение относится к станкостроению и может быть использовано в бесцентрово-токарных станках. Целью изобретения является повышение производительности и надежности работы станка при одновременном улучшении условий его обслуживания. Станок содержит станину 1, шпиндель с резцовыми головками и приводом вращения. Выравнивание положения и натяжение ремня передачи 11 производится регулировкой положения кронштейна 14, закрепленного на станине и связанного с цапфой, и поворотом эксцентриковой втулки 12. 1 з.п. ф-лы, 4 ил.
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК
Л(„, 1570852 (51)5 В 23 В 5 08
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
: Н ABTOPCHOMV СВИДЕТЕЛЬСТВУ (21) 4415694/25-08 (22) 27.04.88 (46) 15.06.90. Бюл. № 22 (71) Московское особое конструкторское бюро металлорежущих станков (72) В. И. Денисов, С. М. Шнайдер и Ю. H. Цветков (53) 621.941.2 (088.8) (56) Чертежи бесцентрово-токарного станка. Модель 2К382А. Разработки МОКЕ, 1987. (54) БЕСЦЕНТРОВО-ТОКАРНЫ! 1 СТАНОК (5?) Изобретение относится к станкостроению и может быть использовано в бесцентрово-токарных станках. Целью изобретения является повышение производительности и надежности работы станка при одновременном улучшении условий его обслуживания. Станок содержит станину 1, шпиндель с резцовыми головками и приводом вращения. Выравнивание положения и натяжение ремня передачи 11 производится регулировкой положения кронштейна
14, закрепленного на станине и связанного с цапфой, и поворотом эксцентриковой втулки 12. 1 з. и. ф-лы, 4 ил.
1570852
Формула изобретения
50
Изобретение относится к станкостроению, и может быть использовано в бесцентрово-токарных станках. г
Цель изобретения — повышение производительности и надежности работы станка, а также улучшение условий его обслуживания.
На фиг. 1 представлен станок, общий вид; на фиг. 2 — станина и привод вращения шпинделя, разрез; на фиг. 3— разрез А — А на фиг. 2; на фиг. 4 — разрез
Б — Б на фиг. 2.
Бесцентрово-токарный станок содержит станину 1, на которой установлены направляющие ролики 2, полый шпиндель 3 с резцовыми головками и приводом вращения, и поддерживающие ролики 4. Привод вращения содержит электродвигатель 5 постоянного тока, клиноременную передачу 6, вал 7, карданный вал 8 и вал 9 с ведущим шкивом 10 плоскоременной передачи 11. На валу 9 установлена эксцентриковая втулка 12, выполненная на наружной поверхности с зубчатым венцом 13.
Опора вала 9 выполнена подвижной и представляет собой кронштейн 14, установленный на станине 1 с возможностью углового установочного смещения и выполненный с расточкой для эксцентриковой втулки 12.
В кронштейне 14 также размещен червяк 15, имеющий квадратный конец и взаимодействующий с зубчатым венцом 13 эксцентриковой втулки 12. В расточках станины 1 с возможностью поворота установлена цапфа 16, жестко соединенная с кронштейном, причем ось цапфы 16 должна быть перпендикулярна плоскости, проходящей через оси вращения шкивов плоскоременной передачи 11 и пересекать ось вращения ведущего шкива 10 в плоскости, равноудаленной от его торцов.
Кронштейн и станина 1 шарнирно соединены между собой посредством регулируемой тяги 17. В установленном положении кронштейн фиксируется болтами 18.
Ста нок работает следующим образом.
Пруток подается на направляющие ролики 2 и далее через полый шпиндель 3— в зону резцовых головок. От электродвигателя 5 вращение через клиноременную передачу 6, вал 7, карданный вал и вал 9 передается на ведущий шкив 10 плоскоременной передачи 11 и на шпиндель 3.
Натяжение ремня плоскоременной передачи 11 осуществляется за счет поворота эксцентриковой втулки 12 посредством червчка 15. Карданный вал 8 при этом обеспечивает необходимое смещение своей оси.
Выравнивание натяжения ремня, связанное с различным натяжением его волокон по ширине, а также необходимое для устранения погрешностей в случае непараллельных расточек под вал плоскоременной передачи и под ось шпинделя, осуществляетсяя следующим образом. Осла бляютс я болты 18 на кронштейне 14 и посредством регулируемой тяги 17 осуществляется его поворот вокруг оси цапфы 16 в ту или иную сторону на требуемый угол.
При этом происходит угловое смещение шкива, обеспечивающее равномерное натяжение ремня. После чего положение кронштейна 14 фиксируется болтами 18.
Таким образом, в предложенном бесцентрово-токарном станке, за счет созданчя возможности углового поворота ведущего шкива плоскоременной передачи, обеспечивающего равномерное натяжение ремня по всей ширине, а также с учетом внутренних напряжений и устранение неточности расточек под приводные валы и ось шпинделя, повышается производительность и увеличивается надежность раб-. ы.
1. Бесцентрово-токарный станок, содержащий станину, шпиндель с резцовыми головками и привод его вращения, включающий клиноременную передачу, карданный вал с эксцентриковой втулкой и ведущий шкив плоскоременной передачи, отличающийся тем, что, с целью повышения производительности и надежности в работе станка, привод вращения шпинделя снабжен кронштейном, в котором размещена эксцентриковая втулка, и цапфой, при этом кронштейн размещен на станине с возможностью установочного углового перемещения посредством введенной в станок регулируемой тяги и жестко связан с цапфой, установленной на станине с возможностью поворота, при этом ось цапфы перпендикулярна плоскости, проходящей через ось вращения шкива плоскоременной передачи, и пересекает указанную ось в плоскости, равноудаленной от торцов шкива.
2. Станок по и. 1, отличающийся тем, что привод снабжен червяком, а эксцентриковая втулка выполнена с зубчатым венцом на наружной поверхности, предназначенным для взаимодействия с червяком, размещенным в кронштейне.
1570852 б
1570852
14
12
Составитель 10. Ельчанин
Редактор М. Келемеш Техред И. Верес Корректор В. Кабаций
Заказ 1476 Тираж 703 Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж вЂ” 35, Рву шская наб., д. 4/5
Производственно-издательский комбинат «Патент», г. Ужгород, ул. Гагарина, 101
www.findpatent.ru
Механизм подачи к бесцентрово-токарному станку
с
У ; Ал (ОП ИСАНИЕ
И ЗОБ РЕТЕ Н ИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Соэетскик
Социалистических
Республик (11) 452432 (61) Зависимое от авт. свидетельства (22) Заявлено 26.04.73(21) 1912084/25-8 (51) у Кл В23 Я 5/08 с присоединением заявки—
Государственный комитет
Совете Министров СССР во делам изооретений и открытий (32) Приоритет
Опубликовано 05.12.74. Бюллетень № 45
Дата опубликования описания 4.О4.75 (5 ) ÀK 621. 941-229.. 3(088.8) (72) Авторы изобретения
И. A. Преснов, Н. И. Иванов и И. А. Сухов (71) Заявитель Ленинградское специальное конструкторское бюро тяжелых и уникальных станков (54) МЕХАНИЗМ ПОДАЧИ К EECIIEHTPOBOTOKAPHOMY СТАНКУ
Известны механизмы непрерывной подачи в бесцентрово-токарных станках обрабатываемого прутка, содержащие бесконечный цепной привод с призматическими захватами, поступательно перемещающимися в прямоугольных направляющих звеньев цепи, 5 получающих поперечное перемещение от копиров, закрепленных на салазках, с силовым замыканием от пружин или гидроцилиндра.
Однако такой механизм не обеспечивает
10 постоянство величины подачи заготовки изза специфики цепного привода, является сложным и малонадежным ввиду наличия многих пар трения, скольжения и большого
15 количества сопрягаемых деталей.
Предлагаемый механизм отличается от известных тем, что он выполнен в виде вращающихся тисков, представляющих собой два корпуса, на замкнутых направляющих которых расположены на опорах качения звенья призматических зажимов, имеющих с внутренней стороны рейки, введенные в зацепление с центральными приводными
Lшестернями, причем оба корпуса подвижны по цилиндрическим направляющим от кривошипно-шатунного механизма с силовым замыканием от гидроцилиндра.
Такое выполнение механизма обеспечивает высокую стабильность подачи и повышает его надежность.
На фиг. 1 изображены подающее и центрирующе-зажимное устройство, входящие в механизм подачи, продольный разрез; на фиг. 2 — то же, поперечный разрез.
Подающее устройство 1 механизма подачи прутка с призматическими зажимами 2 выполнено в виде вращающихся тисков, имеющих два подвижных корпуса 3, установленных на цилиндрических направляющих 4. В корпусах 3 смонтированы на опорах качения приводные шестерни 5. На замкнутые направляющие корпусов 3 на опорах 6 качения монтируются звенья призматических зажимов 2, шарнирно связан» ных между собой. Рейки призматических зажимов 2 находятся в зацеплении с приводной шестерней 5. Корпуса 3 перемещаются по цилиндрическим направляющим 4
I при помощи гидроцилиндра 7, шток 8 ко452432
3 торого связан с одним корпусом 3, а цилиндр 7 через жесткую связь цилиндрических направляющих 4 – с другим.
Самоцентрирование корпусов 3 с призматическими зажимами 2 осуществляется посредством кривошипно-шатунного механизма 9, закрепленного на неподвижном корпусе, один шатун 10 которого связан с одним корпусом 3, а второй – с другим.
Призматические зажимы 2 своими реи- О ками, находящимися в зацеплении с приводной шестерней 5, получают движение от привода подач. Перемещаясь по направляющим корпусов 3, призматические зажимы 2, при- жатые друг к другу силой гидроцилиндра 7, на криволинейном участке захватывают пруток и поочередно, прохода по цилиндрическому участку, подают его к резцовои головке, находящейся в цилиндрической ой бабке.
Обработанный пруток, пройдя резцовую головку, выходит с другой стороны шпиндельной бабки, попадает в тянущее устройство, аналогичное подающему, которое направляет обработанный пруток на механизм разгрузки. Далее цикл повторяется.
Во время работы подающих механизмов неравномерность диаметра прутка компенсируется при помощи гидроцилиндра 7.
Силовое замыкание вращающихся тисков осуществляется гидроцилиндром 7, З1
7 шток 8 которого связан с одной группой призматических зажимов 2, а корпус цилиндра 7 через четыре направляющих штайги 4 — с дру-4 гой группой.
За ким прутка в призматических зажимах 2 производится автоматически, т. е. когда подается пруток в зону прохождения призматических зажимов 2, последние, скользя своими опорами 6 качения по фасонной поверхности и постепенно сужая зо- ну захвата, выходят на ровный участок, захватывают пруток и подают его к резцовой головке. На выходе опоры 6 призматических зажимов 2, перемещаясь по фасонной поверхности, освобождает пруток и перемещаются по замкнутому контуру для после> дующего захвата и подачи обрабатываемого прутка.
Предмет изобретения
Механизм подачи к бесцентрово-токарному станку с призматическими зажимами и с центрируюшим устройством, о т л и ч аю шийся тем, что, с целью обеспечения постоянства величины подачи и повышения надежности, он выполнен в виде вращающихся тисков, представляющих собой два корпуса, на замкнутых направляющих которых расположены на опорах качения звенья призматических зажимов, имеющих с внутренней стороны рейки, введенные в зацепление с центральными приводными шестер- нями, причем оба корпуса подвижны по цилиндрическим направляющим от кривошипношатунного механизма с силовым замыканием от гидроцилиндра.
www.findpatent.ru
Устройство активного контроля для бесцентрово-токарного станка
Изобретение относится к станкостроению и может быть использовано в бесцентрово-токарных станках. Целью изобретения является повышение надежности при одновременном повышении производительности . Устройство состоит из корпуса с направляющими, по которым перемещаются от привода каретки с измерительными роликами, дифференциального винта и преобразователя перемещений. В устройство введена обойма 17 и гиДроцилиндр, установленный на корпусе соосно оси дифференциального винта 5. Последний выполнен Я Фиг. 2, из двух частей, концы которых установлены в обойме 17 с возможностью осевого перемещения и передачи крутящего момента и связаны между собой посредством механизма , обеспечивающего их синхронное и разнонаправленное перемещение. Один из концов дифференциального винта 5 соединен со штоком гидроцилиндра. Механизм, обеспечивающий синхронное и разнонаправленное перемещение, выполнен из трех рычагов 19-21, из которых крайние рычаги непосредственно соединены каждый со своим концом дифференциального винта, а центральный рычаг установлен на оси 22. закрепленной на обойме. При подходе заготовки к измерительным роликам по сигналу гидроцилиндр толкающим усилием, воздействуя на дифференциальный винт, перемещает одну каретку вправо. Благодаря механизму, обеспечивающему синхронное и разнонаправленное перемещение, другая каретка перемещается влево, заготовка входит в зону измерения и снова по сигналу каретки с измерительными роликами сходятся и происходит процесс измерения. 1 з.п ф-лы, 2 ил. сл С vi Јь ел о Сл
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (я)5 В 23 В 5/12
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К А8ТОРСКОМУ С8ИДЕТЕЛЬСТВУ
Ы 8 f7 (21) 4780847/08 (22) 10,01.90 (46) 07,07.92. Бюл. ¹ 25 (71) Ленинградское специальное конструкторское бюро тяжелых и уникальных стан- ков (72) В,К. Соловьев. E.Б. Бескин, B.Н. Яблонский и В.Х. Тресков (53) 621.941,1(088,8) (56) Проспект фирмы Кизерлинг унд Альбрехт на станок мод. WDH-160, 1965. (54) УСТРОЙСТВО АКТИВНОГО КОНТРОЛЯ
ДЛЯ БЕСЦЕНТРОВО-ТОКАРНОГО СТАНКА (57) Изобретение относится к,станкострое- . нию и может быть использовано в бесцентрово-токарных станках. Целью изобретенияявляется повышение надежности при одновременном повышении производительности. Устройство состоит из корпуса.с напр авляющими, по которым перемещаются от привода каретки с измерительными роликами, дифференциального винта и. преобразователя перемещений. В устройство введена обойма 17 и гидроцилиндр, уста+ новленный на корпусе соосно оси диффе- ренциального винта 5, Последний выполнен
„„5U„„1745403 А1 из двух частей, концы которых установлены в обойме 17 с возможностью осевого перемещения и передачи крутящего момента и связаны между собой посредством механизма, обеспечивающего их синхронное и разнонаправленное перемещение. Один из концов дифференциального винта 5 соединен со штоком гидроцилиндра. Механизм. обеспечивающий синхронное и разнонаправггенное перемещение, выполнен из трех рычагов 19-21, из которых крайние рычаги непосредственно соединены каждый со своим концом дифференциального винта, а центральный рычаг установлен на оси 22. закрепленной на обойме. При подходе заготовки к измерительным роликам по сигналу гидроцилиндр толкающим усилием, воздействуя на дифференциальный винт, перемещает одну .каретку вправо, Благодаря механизму. обеспечивающему синхронное и разнонаправленное перемещение, другая каретка перемещается влево. заготовка входит в зону измерения и снова по сигналу каретки с измерительными роликами сходятся и происходит процесс измерения. 1 з.п.ô-лы, 2 ил.
1745403
Изобретение относится к области станкостроения и может быть использовано в бесцентрово-токарных станках, Известно устройство активного контроля для бесцентрово-токарного станка фирмы ФРГ “Кизерлинг унд Альбрехт” мод.
WDH-160. Устройство активного контроля диаметра заготовок включает корпус с направляющими, на которых установлена подпружиненные каретки с измерительными роликами, связанными между собой посредством подвижного вдоль оси дифференциального винта, соединенного с приводом, и преобразователь перемещений. Одна каретка связана с дифференциальным винтом посредством кронштейна и пружины. Другая каретка подпружинена пружиной, Для точной поднастройки на размер служит маховик.
Недостатком данного устройства является то, что при вхождении прутка в измерительные ролики, особенно при больших подачах, происходит удар заготовки об измерительные ролики, а в MQMGHT выхода заготовки из роликов происходит удар кронштейна о преобразователь перемещений, установленный на каретке, Это приводит к преждевременному износу измерительных роликов и отражается на точности результатов измерения. Таким образом надежность работы устройства уменьшается, э добиться той же точности можно только уменьшением подач заготовки, что в итоге существенно сказывается на производительности.
Износ измерительных роликов приводит к их частой смене, увеличивается время на поднэстройку и обслуживание устройства активного контроля, что в конечном счете также понижает производительность, Цель изобретения — повышение надежности устройства при одновременном повышении его производительности.
Указанная цель достигается тем, что в устройство активного. контроля для бесцентрово-токарного станка, включающее корпус с направляющими, на которых установлены подпружиненные каретки с измерительными роликами, подпружиненные каретки связаны между собой посредством подвижного вдоль оси дифференциального винта, соединенного с приводом, и преобразователь перемещений, введена обойма и гидроцилиндр, установленный на корпусе соосно от дифференциального винта, дифференциальный винт выполнен из двух частей, концы которых установлены в обойме с возможностью осевого перемещения и передачи крутящего момента и кинематически связаны между собой посредством механизма, обеспечивающего их синхронное и разнонаправленное перемещение, один из концов дифференциального винта соединен со штоком гидроцилиндра. Механизм, обес5 печивающий синхронное и разнонаправленное перемещение, выполнен из трех соединенных между собой рычагов, крайние рычаг.и которого непосредственно соединены каждый со своим концом
10 дифференциального винта, а центральный рычаг установлен на оси, закрепленной нэ обойме.
На фиг,1 изображено устройство, разрез; на фиг,2 — механизм, обеспечивающий
15 синхронное и разнонаправленное перемещение, разрез.
Устройство активного контроля диаметра заготовки 1 состоит из корпуса 2 с направляющими, присоединенного кронш20 тейна.3, привода кареток4, дифференциального винта 5.
Дифференциальный винт состоит из двух частей — правой и левой, между которыми установлен механизм 6, обеспечивэю25 щий синхронное и разнонаправленное перемещение, Дифференциальный винт 5 через гайки 7 и пружины 8 связан со скобами 9, закрепленными на каретках 10 и 11, которые установлены нэ направляющих
30 корпуса 2. К каретке 10 присоединена преобразующая головка 11 и измерительный ролик 12, а к каретке 11 присоединена линейка преобразователя 13 перемещений и измерительный ролик 12. В качестве преоб35 разователя перемещений использован фотоэлектрический датчик, состоящий из преобразующей головки 14 и преобразователя 13 линейных перемещений, Дифференциальный винт 5 соединен со штоком
40 гидроцилиндра 15 через шарнир 16, Механизм 6, обеспечивающий синхронное и разнонаправленное перемещение, представляет из себя рычажную систему иэ трех соединенных между собой рычагов, ус45 тановленную в обойме 17.
Обе части дифференциального винта 5 соединены с обоймой 17 при помощи подвижного шпоночного соединения 18, а
50 между собой — при помощи вышеуказанных рычагов 19-21. В обойме 17 установлен центральный рычаг 20, имеющий возможность поворота на оси 22. Центральный рычаг 20 соединен с обеими частями дифференци55 ального винта при помощи рычагов 19 и 21, причем концы этих рычагов соединены с периферийными концами центрального поворотного рычага.
Устройство работает следующим образом.
1745403
Перед началом работы необходимо настроить устройство активного контроля на требуемый диаметр обрабатываемой заготовки. С пульта управления (не показан) набирается необходимый диаметр и дается 5 команда в систему управления на его обработку. Включается привод кареток 4 и вращением дифференциального винта 5 осуществляется перемещение гаек 7, которые передают усилия пружинами 8 через 10 скобы 9 на каретки 10 и 11, осуществляя перемещение последних по направляющим корпуса 2 в противоположные стороны.
Передача крутящего момента с одной части винта на другую осуществляется че- 15 рез обойму 17 и шпоночное соединение 18, Преобразующая головка 14 считывает импульсы, перемещаясь относительно измерительной линейки 13, установленных соответственно на каретках 10 и 11. Число 20 импульсов соответствует заданному диаметру, Процесс измерения происходит следующим образом.
По команде от датчика пути, при подхо- 25 де заготовки 1 к зоне измерения, гидроцилиндр 15 устройства активного контроля тянущим усилием через шарнир 16 перемещает правую часть дифференциального винта 5. Вместе с ним перемещается правая 30 гайка 7, которая сдвигает скобу 9 кареткой l1 также вправо. Зазор А (фиг.1) отсутствует, так как без заготовки скобы 9, закрепленные на каретках 10 и 11, прижимаются пружинами 8 к гайкам 7, 35
Другая часть дифференциального винта (левая) соединена с правой частью непосредственно механизмом, обеспечивающим их синхронное и разнонаправленное перемещение. При перемещении правой части 40 дифференциального винта он скользит по шпоночному соединению 18 обоймы 17 и через рычаги 19 — 21 перемещает по аналогичному шпоночному соединению 18 левую часть дифференциального винта в противо- 45 положную сторону. Вместе с ним перемещается гайка 7, толкая каретку 10 влево, Таким образом происходит разведение роликов 12, 50
Когда заготовка 1 вошла в устройство активного контроля по команде от датчика пути, гидроцилиндр 15, перемещаясь в противоположном направлении; сдвигает каретки 10 и 11 с измерительными роликами до соприкосновения с заготовкой (действие происходит в обратном порядке, как описано выше), Ход штока гидроцилиндра 15 при сведении в момент измерения больше хода кареток 10 и 11 на величину А, определяемую из условия создания надежного контакта изме.— рительных роликов с заготовкой и максимальной возможной величиной кривизны обрабатываемых заготовок.
Формула изобретения
1.Устройство активного контроля для бесцентрово-токарного станка, содержащее корпус с направляющими, на которых установлены подпружиненные каретки с измерительными роликами, связанные между собой посредством подвижного вдоль оси дифференциального винта, соединенного с приводом, и преобразователь перемещений, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности при одновременном повышении производительности, устройство снабжено обоймой и гидроцилиндром, установленным на корпусе соосно оси дифференциального винта, при этом дифференциальный винт выполнен из двух частей, концы которых установлены в обойме с возможностью осевого перемещения и передачи крутящего момента и кинематически связаны между собой с возможностью синхронного и разнонаправленного перемещения, причем один из концов дифференциального винта соединен со штоком гидроцилиндра.
2.Устройство по п.1, о т л и ч а ю щ е ес я тем, что кинематическая связь, обеспечивающая синхронное и разнонаправленное перемещение, выполнена в виде трех соединенных между собой рычагов, из которых крайние рычаги непосредственно соединены каждый со своим концом дифференциального винта, а центральный рычаг установлен на оси, закрепленной на обойме, 1745403
Составитель B.Ñîëîõàé
Редактор Е,Пап п Техред M.Moðãåíòàë . Корректор А.Осауленко
Заказ 231 7 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат “Патент”, г. Ужгород, ул, Гагарина, 101
www.findpatent.ru