Станок металлорежущий токарный – Металлорежущие станки – классификация, маркировка, устройство
alexxlab | 04.04.2019 | 0 | Токарные станки
| Станки | Группа | Типы станков | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Токарные | 1 | Автоматы и полуавтоматы | Револьверные | Сверлильно-отрезные | Карусельные | Винторезные | Многорезцовые | Специализированные для фасонных изделий | Разные токарные | |
| одношпиндельные | многошпиндельные | |||||||||
| Сверлильные и расточные | 2 | Вертикально-сверлильные | Одношпиндельные полуавтоматы | Многошпиндельные полуавтоматы | Координатно-расточные одностоечные | Радиально-сверлильные | Горизонтально-расточные | Алмазно-расточные | Горизонтально-сверлильные | Разные сверлильные |
| Шлифовальные, полировальные, доводочные | 3 | Круглошлифовальные | Внутришлифовальные | Обдирочношлифовальные | Специализированные шлифовальные | – | Заточные | Плоскошлифовальные с прямоугольным или круглым столом | Притирочные и полировальные | Разные станки, работающие абразивным инструментом |
| Комбинированные | 4 | Универсальные | Полуавтоматы | Автоматы | Электрохимические | Электроискровые | – | Электроэрозионные, ультразвуковые | Анодно-механические | – |
| Зубо-, резьбо- обрабатывающие | 5 | Зубострогальные для цилиндрических колёс | Зуборезные для конических колёс | Зубофрезерные для цилиндрических колёс и шлицевых валиков | Зубофрезерные для червячных колёс | Для обработки торцов зубьев колёс | Резьбофрезерные | Зубоотделочные | Зубо- и резбо- шлифовальные | Разные зубо- и резьбо- обрабатывающие |
| Фрезерные | 6 | Вертикально-фрезерные | Фрезерные непрерывного действия | – | Копировальные и гравировальные | Вертикальные бесконсольные | Продольные | Широкоуниверсальные | Горизонтальные консольные | Разные фрезерные |
| Строгальные, долбежные, протяжные | 7 | Продольные | Поперечно-строгальные | Долбёжные | Протяжные горизонтальные | – | Протяжные вертикальные | – | Разные строгальные | |
| одностоечные | двухстоечные | |||||||||
| Разрезные | 8 | Отрезные, работающие: | Правильно-отрезные | Пилы | – | – | ||||
| токарным резцом | абразивным кругом | фрикционным блоком | ленточные | дисковые | ножовочные | |||||
| Разные | 9 | Муфто- и трубо- обрабатывающие | Пилонасекательные | Правильно- и бесцентрово- обдирочные | – | Для испытания инструмента | Балансировочные | – | – | |
wikiredia.ru
История развития токарного станка | Металлорежущие станки
Простейшие токарные станки были известны еще в глубокой древности. Эти станки были весьма примитивны по конструкции: заготовка вращалась от ножного привода, а режущий инструмент (тип современного долота) приходилось держать в руках. Работа на таких станках была непроизводительной, утомительной и неточной.
Дальнейшее развитие токарного станка относится к XVIII в., когда русский механик токарь Петра I А. К. Нартов в 1712- 1725 гг. впервые в мире изобрел механический суппорт, создав тем самым исполнительный механизм токарного станка.
Изобретение суппорта освободило руки токаря от необходимости держать резец во время обтачивания детали и ознаменовало собой начало новой эпохи в развитии не только токарных, но и других металлорежущих станков.
В середине XVIII в. в отечественное станкостроение внес большой вклад гениальный русский ученый М. В. Ломоносов. Для обработки сложных поверхностей металлических зеркал он создал специальный сферо-токарный станок.
В конце XVIII в. славные традиции русских машиностроителей продолжали тверской механик-часовщик Лев Собакин и тульский мастер Алексей Сурнин. По их чертежам изготовлялись токарно-винторезные станки для обработки винтов.
Развитие машиностроения
Значительно ближе к современным станкам токарные станки, изготовлявшиеся в середине прошлого столетия. Эти станки уже имели переднюю бабку со ступенчатым шкивом, позволявшим изменять число оборотов обрабатываемых деталей. Суппорт перемещался при помощи ходового винта и сменных зубчатых колес.
Позднее на токарных станках со ступенчато-шкивным приводом для изменения скорости перемещения суппорта стали применять коробку подач; помимо ходового винта, стали применять и ходовой вал.
В начале XX в. с изобретением быстрорежущей стали появляются относительно быстроходные и мощные (по тому времени) токарные станки с приводом от трансмиссии (рис. 232).

Рис. 232. Токарно-винторезный станок со ступенчатым шкивом: 1 – коробка подач, 2 – ступенчатый шкив, 3 – ходовой винт, 4 – ходовой вал
Бурное развитие отечественного станкостроения началось у нас после Великой Октябрьской социалистической революции.
Современные токарные станки выпускаются с индивидуальным электрическим приводом; универсальные токарно-винторезные станки оборудованы коробкой скоростей, обеспечивающей быстрое изменение чисел оборотов обрабатываемой детали, и более совершенной коробкой подач.
Станкостроительных завод «Красный пролетарий»
К группе токарно-винторезных станков, получивших широкое распространение на наших машиностроительных заводах, относится станок модели 1А62 (рис. 233), выпускавшийся заводом «Красный пролетарий». Этот станок был получен в результате модернизации широко распространенного ранее токарно-винторезного станка (1Д62М) ДИП-200, у которого верхний предел чисел оборотов шпинделя был увеличен с 600 до 1200 в минуту, мощность электродвигателя – с 4,3 до 7 квт, а плоскоременная передача от электродвигателя заменена клиноременной.
Начиная с 1956 г. станок 1А62 заменен токарно-винторезным станком модели 1К62 (рис. 234). Этот новый станок более соответствующий современному уровню техники имеет более мощный электродвигатель (N= 10 квт). Коробка скоростей дает возможность устанавливать 23 различные скорости шпинделя (от 12,5 до 2 тыс. об/мин). Число подач 48 – от 0,075 до 4,16 мм на один оборот шпинделя.
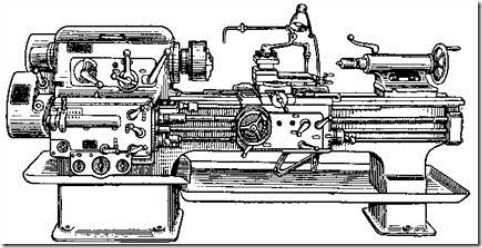
Рис. 233 Токарно-винторезный станок модели 1А62 завода «Красный пролетарий»
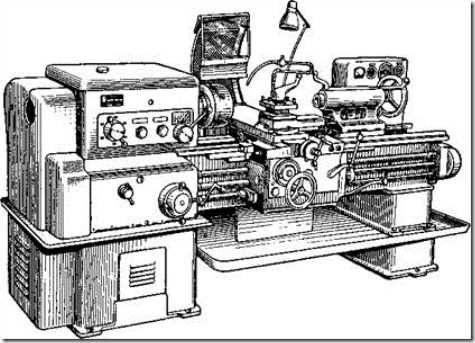
Рис. 234. Токарно-винторезный станок модели 1К62 завода «Красный пролетарий»
Наряду с совершенствованием токарно-винторезных станков средних размеров советские инженеры и новаторы производства создали новые конструкции тяжелых токарных станков для обработки деталей большого размера. Например, коллектив Краматорского завода тяжелого машиностроения освоил производство мощного полностью механизированного токарного станка для обработки деталей диаметром до 2,5 м, длиной до 16 м и весом до 100 т.
Второй гигант тяжелого машиностроения – Коломенский станкостроительный завод – строит для токарной обработки еще более крупные станки. Здесь освоены карусельные станки, на которых можно обрабатывать детали диаметром 13 и 22 м.
Похожие материалы
www.metalcutting.ru
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек – в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки – в наличии на складе! Металлорежущие станки по своей конструкции являются преемниками механизмов, предназначенных для производства изделий из древесины, камня и кости. От своих предшественников металлорежущие станки унаследовали основные принципы устройства и действия. Поэтому «Очерки истории станков для резания металлов» необходимо начать с исследования развития станков, им предшествовавших. Возможность получения гладких поверхностей с помощью вращательного движения изделия или инструмента стала известна человеку в весьма отдаленную эпоху. Уже добывание огня трением показало возможность получения тела вращения и соответствующей формы отверстия. Первые устройства для получения поверхностей вращения нельзя отнести к какой-либо группе станков (токарной, сверлильной, шлифовальной) в современном представлении. Эти устройства были элементарна просты и универсальны. Путем усовершенствования на протяжении тысячелетий они превратились в станки. Токарный станок является наиболее старым. Он играл ведущую роль среди устройств для резания материалов. Значение станков токарной группы сохраняется и в современном машиностроении, несмотря на то что многие виды работ выполняются в настоящее время другими станками. До эпохи промышленного переворота металлические изделия подвергались токарной обработке редко, но с ростом производства машин понадобились станки, приспособленные специально для изготовления металлических частей. В первой половине XVIII в. уже существовали токарные и токарно-винторезные станки по металлу, но широкого распространения они тогда еще не приобрели, так как не было массовых заказов на их изделия, и важнейшие детали машин, в том числе и паровых, изготовлялись слесарями вручную. Необходимость в машинном изготовлении металлических- деталей машин, связанная с широким переходом к машинному производству во всех отраслях промышленности, в полной мере проявилась лишь в конце XVIII—первой четверти XIX в. и послужила толчком к усовершенствованию металлорежущих станков, в первую очередь токарных. При этом были использованы или открыты вновь ранее известные усовершенствования и сделаны новые замечательные изобретения, позволившие далеко двинуть вперед технику машиностроительного производства. Таким был, в самых общих чертах, путь развития токарных металлорежущих станков. Выделение в самостоятельную группу сверлильно-расточных станков было связано с потребностью в изготовлении артиллерийских орудий. В XV в. появились сравнительно сложные и тяжелые металлорежущие станки, предназначенные для обработки канала ствола орудия. Затем были созданы агрегаты, которые производили, кроме того, наружную обточку орудийного ствола, отрезание литейной прибыли и обточку цапф. Эти станки в XVIII в. были использованы также для обработки цилиндров насосов, воздуходувок и паровых машин. Как и для других металлорежущих станков, толчком для их усовершенствования послужило широкое развитие в начале XIX в. машиностроения и прежде всего изготовление паровых машин. Абразивные станки (точила) выделились в самостоятельную группу оборудования довольно рано. Они представляли собой круги естественного камня, приводимые в движение мускульной силой человека, лошадьми или водяным колесом. На протяжении весьма длительного времени конструкции этих станков менялись очень мало. Появление усовершенствованных абразивных станков относится уже ко второй половине XIX в. Возникновение станков фрезерной группы, прежде всего зубофрезерных, связано с потребностью в большом количестве точно изготовленных зубчатых колес для часов, получивших в XVII в. весьма большое распространение. Опыт конструирования мелких зуборезных станков часового производства был впоследствии, в XVIII в., перенесен на изготовление крупных станков, предназначенных для обработки ответственейших и наиболее трудоемких деталей машин — зубчатых колес. Фрезерование металлических поверхностей стало практиковаться еще в XVIII в., но в промышленности этот вид обработки металлов был применен лишь в первой четверти XIX в. Принцип возвратно-поступательного движения резца или изделия, легший в основу создания строгальных станков, возник из опыта английских ремесленников, выстрагивавших модные в XVII в. узоры на черенках ножей. Конструкции английских устройств были описаны в литературе. В то же время возникла потребность в изготовлении инструментов с точными плоскостями для научной работы и делались попытки создания оборудования для исполнения этой работы. А. К. Нартов, выдающийся механик первой половины XVIII в., сконструировал и построил машины, имевшие все элементы современных нам продольно-и поперечно строгальных станков. Далее француз Фок, англичане Модели, Клемент, Роберте и другие создали станки, в которых не только принцип действия, но и конструктивное оформление приняло устойчивые формы. Таким, вкратце, был путь развития металлорежущих станков. В литературе он отражен слабо, что не соответствует значению этого рода орудий производства, являющихся машинами для производства всех других машин. Истории металлорежущих станков на русском языке посвящено немного работ. Первой по времени является статья В. А. Каменского о машинах для сверления канала ствола орудия. Хотя автор ставил себе более частную задачу — описать сохранившуюся модель станка, работа его содержит также краткое изложение истории этих машин. В. А. Каменский привлек большое количество печатных источников, использовал данные из Архива Артиллерийского исторического музея и известную рукопись В. И. Гениина (тогда еще не изданную). Несмотря на то что работа написана весьма основательно, она все же далеко не полна в отношении печатных и особенно архивных источников и содержит ряд спорных положений. В 1935 г. появилась работа И. А. Ростовцева, содержавшая обзор книг XVIII в. по токарным станкам. В этой статье дается краткий обзор работ Моксона, Плюмье, «Иллюстраций» к «Энциклопедии» Дидро и Да- ламбера, относящихся к токарному искусству, книг Гюло-отца, Бержерона, Гаспара Монжа. Характер статьи обзорный, и автор ее почти не углубляется в старинные книги далее их предисловий, из которых и черпает основные материалы. Кроме того, он широко использует привилегии и сертификаты, которыми снабжалось в XVIII в. большинство технических изданий. Глубокого анализа содержания рассмотренных книг и их обоснованной оценки автор не дает. Эта статья отражает первую стадию работы ее автора по собиранию фактического материала. После довольно длительного перерыва, начиная с 1945 г., в СССР вышло несколько популярных статей и брошюр, посвященных А. К. Нартову, Я. Т. Батищеву и другим выдающимся деятелям в области станкостроения. Эти брошюры в большей своей части не содержали новых фактов, а факты, ранее известные, излагали неточно. Поэтому останавливаться на них нет надобности. Серьезный интерес представляет небольшая статья конструктора станкостроительного завода им. Свердлова И. А. Дружинского о некоторых токарно-копировальных станках непроизводственного назначения из коллекции Государственного Эрмитажа. Статья является изложением доклада на Всесоюзной конференции по обработке металлов резанием. В работе Дружинского приводятся кинематические схемы, составленные в результате обмера станков, а также и некоторые расчетные данные, характеризующие особенности процесса резания. Важным вкладом в исследование истории металлорежущих станков явилась книга проф. А. С. Бриткина и С. С. Видонова, посвященная деятельности выдающегося машиностроителя XVIII в. А. К. Нартова. В книге значительное место отведено истории токарных станков, впервые даны кинематические схемы, снятые с натуры, и описания всех токарных станков коллекции, хранящейся в Государственном Эрмитаже. Схемы и описания, данные проф. А. С. Бриткиным, являются предельно ясными и исчерпывающими. Они составляют лучшую часть книги, которая наряду с этими исключительно ценными материалами содержит также ряд спорных положений по вопросу о приоритете. Следует отметить, что книга А. С. Бриткина и С. С. Видонова, так же как и работа И. А. Дружинского, освещает историю лишь тех станков, которые предназначались для изготовления индивидуальных художественных изделий и не имели назначением выпускать какую-либо промышленную продукцию. В 1952 г. в Туле вышла брошюра-В. Н. Ашуркова, посвященная деятельности М. В. Красильникова, Я. Т. Батищева, II. Д. Захаво и А. М. Сур- нина — выдающихся станкостроителей на Тульском оружейном заводе. Брошюра написана с привлечением значительного количества архивных материалов и благодаря этому содержит ряд достоверных биографических данных, которые ранее не были известны. Следующим по времени выхода в свет трудом, посвященным истории станков в России, является книга И. А. Дружинского и Е. П. Федосеевой, посвященная рукописи А. К. Нартова «Театрум Махинарум». В этой книге дается краткое изложение замечательной рукописи выдающегося машиностроителя, воспроизводятся некоторые помещенные в ней иллюстрации, а также дано несколько кинематических схем станков для изготовления художественных изделий. Полезность книги заключается прежде всего в том, что она вводит в научный обиход новый ценнейший материал. Недостатком ее является отсутствие подробных описаний, позволяющих полностью овладеть материалом рукописи Нартова. Термины, введенные Нартовым и непонятные в наши дни, остаются в книге нераскрытыми. В 1957 г. вышла большая книга Л. А. Айзенштадта и С. А. Чихачева «Очерки по истории станкостроения в СССР», в которой собраны интересные материалы, относящиеся к XX в., особенно к истории станкостроения за годы Советской власти, но ее главы, посвященные истории металлорежущих станков до XX в., являются компилятивными. Здесь не рассматривается книга проф. В. В. Данилевского «Нартов и “Ясное зрелище машин”» (1958), поскольку трактовка содержащихся в ней материалов является спорной. Кроме указанных выше работ, не считая популярных, на русском языке можно отметить лишь краткие исторические очерки, предпосылаемые курсам металлорежущих станков. Лучшим является очерк, помещенный в книге проф. Н. С. Ачеркана. Литература на иностранных языках также небогата. Работы Поппе и Кармарша, вышедшие еще в XIX в., не содержат конкретных материалов. Следующим по времени является труд английского ученого Смайлса «Биографии деятелей промышленности». Самуэл Смайлс (1812—1904) собирал материалы для своей книги (в которой помещены биографии Брама, Модсли, Клемента, Фокса, Мэри, Робертса, Витворта, Нэсмита и Ферберна) тогда, когда некоторые из этих замечательных станкостроителей были в расцвете творческих сил и, являясь учениками деятелей старшего поколения, могли сообщить о них и о себе данные исключительной ценности. Биографии читаются как произведения художественной литературы, но вместе с тем написаны с глубоким знанием техники. Одним из первых, находясь на позициях стихийного материализма, Смайлс пытался также нарисовать в отдельных главах общую картину роста техники на фоне развития человеческого общества. Обширный труд американского профессора Роу, вышедший на 70 лет позже, представляет добросовестную компиляцию из ряда журнальных статей (отчасти самого проф. Роу) и книги Смайлса. Вторая часть книги посвящена восхвалению американских фирм по производству вооружения и плохо увязана с первой частью. Сам проф. Роу в этой работе ввел в научный обиход мало новых материалов. В известном немецком энциклопедическом труде по истории техники, написанном проф. Францем Фельдхаузом, имеются небольшие, но интересные статьи по истории токарных и сверлильных станков, маленькая статья по фрезерным станкам, в которой Фельдхауз допустил явную фактическую неточность, а также краткие заметки по строгальным и абразивным станкам. Немецкий инженер Бертольд Буксбаум в 1920 г. выпустил небольшую брошюру по истории металлорежущих станков, в которой пытался выявить основные пути и внутреннюю логику их развития. Однако, отойдя от конкретного материала, которым в своих журнальных статьях он владел превосходно, Буксбаум перешел в область абстракции, и ему не удалось сделать что-либо значительное. В 1938 г. проф. Фельдхауз принял участие в создании рекламного каталога немецкой машиностроительной фирмы Ган и Кольб. В этом каталоге, являющимся библиографической редкостью, имеется обширное введение, написанное проф. Фельдхаузом, ценные иллюстрации и библиография. Первые 50 страниц этого введения (около половины его объема занимают иллюстрации) посвящены истории развития металлорежущих инструментов и станков. Здесь содержится много фактического материала, но анализа сообщаемых фактов почти нет. К 1942 г. относится издание докторской диссертации немецкого инженера Карла Витмана «Развитие токарного станка». Книга эта невелика — всего около 200 страниц небольшого формата. Однако по глубине исследования и обилию изученных автором материалов она может считаться лучшей работой в данной области. Наиболее заметным ее недостатком является наличие путаных схем и классификаций при описании развития токарного станка до XIX в., причем существенные, коренные изменения конструкций смешиваются со второстепенными. Кроме того, если поверить Витману, все существенные узлы современного токарного станка (кроме суппорта) были созданы еще Леонардо да Винчи. В действительности гениальное фантазирование этого великого человека не оказало влияния на развитие машиностроения. Конструкции Леонардо да Винчи не были и не могли быть поняты современниками, так как потребность в этих конструкциях возникла только через несколько столетий. Тогда их изобрели вновь, независимо от Леонардо. Наброски самого Леонардо были вскоре после его смерти утеряны и обнаружены лишь в XIX в., когда они явились только свидетельством гениальности автора, а практической ценности уже не имели. Однако ни отмеченные выше, ни ряд менее существенных недостатков книги Витмана не умаляют ее значения как первого систематического научного труда в области истории металлорежущего оборудования, который охватывает, хотя и в очень сжатой форме, весь путь совершенствования токарного станка от его создания на ранних стадиях развития техники до наших дней. Кроме указанных выше основных иностранных работ по истории металлорежущих станков, имеется некоторое количество компиляций, которые приводить здесь нецелесообразно. На иностранных языках, английском и немецком, имеется также около десятка ценных статей, помещенных преимущественно в журнале «Энджинир» (Лондон), в периодических сборниках английского Общества по изучению истории техники и технологии им. Ньюкомена, а также в известных сборниках проф. Конрада Мачоса. Эти статьи, вышедшие большей частью в первой четверти текущего столетия, обобщены в упомянутой выше книге Роу. В иностранных книгах и статьях нет даже упоминаний о достижениях станкостроения в России. В отечественной литературе сведений по истории металлорежущих станков в России имеется очень мало. При написании «Очерков» материалы о творчестве русских техников были почти целиком взяты из рукописных источников, хранящихся в архивах и библиотеках. Сложившееся> |
www.autowelding.ru
Токарный металлообрабатывающий станок
Технологическое обеспечение современных промышленных предприятий активно модернизируется, в результате чего улучшается и эффективность рабочих процессов. Это касается и методов обработки металлических заготовок, среди которых можно выделить термические, гидроабразивные и лазерные. Однако сохраняет свою востребованность и металлообрабатывающий станок, который имеет немало преимуществ перед упомянутыми и, конечно, более технологичными агрегатами. Во-первых, такие станки обходятся дешевле по стоимости, а во-вторых, они обеспечивают довольно высокое качество обработки, которое в большинстве случаев устраивает заказчиков.

Основные характеристики токарного станка
В техническом отношении станок представляет собой сложную многокомпонентную машину, эффективность которой в первую очередь определяется силовой установкой. От мощности, в частности, зависит и сфера, где может применяться металлообрабатывающий станок с его уровнем производительности. Например, модели с потенциалом в 400 Вт можно отнести к бытовым. Это мини-установки, используемые в обработке элементов конструкций, облицовочных металлических материалов, коррекции частей инструментов и т. д. Полупрофессиональные модели уже располагают мощностью порядка 750 Вт.
Высокопроизводительный металлообрабатывающий станок, который рассчитывается на применение в промышленности, может обеспечивать отдачу на уровне 7500 Вт. Важной характеристикой является и расстояние между отдельными баками станка, то есть технологическими центрами. От этого параметра зависит то, с какими заготовками будет работать агрегат.

Разновидности оборудования
И в промышленности, и в бытовом хозяйстве могут использоваться разные виды станков этого семейства. Например, фрезеровочная токарная установка сочетает в себе функции резчика, расточки, а также реализует операции зенкерования и формирования пазов. Важно отметить, что организацию системы переключения между режимами обработки четко регулирует ГОСТ. Станки металлообрабатывающие, способные выполнять несколько функций, в соответствии с нормативами, при переходе в один из режимов должны полностью отключать узлы, которые не задействуются в конкретной операции.
Другой разновидностью станков является винторезная модель. Ее можно отнести к узкоспециализированным установкам из-за ориентированности на выполнение малого спектра операций. В частности, такие машины в основном реализуют формирование резьбы и точение. Также агрегаты различаются по типу управления. Сегодня все чаще используются металлообрабатывающие станки с ЧПУ, к особенностям которых можно отнести способность эксплуатации в соответствии с параметрами, заложенными в компьютерную программу обработки.

Дополнительные приспособления
Конструкция станка не всегда может предусмотреть элементы, которые окажутся эффективными в процессе эксплуатации во всех случаях. Поэтому некоторые компоненты технического обеспечения вводятся опционально. К таким можно отнести различные резцедержатели, подставки, средства позиционирования и т. д. Наиболее востребованы именно фиксирующие устройства. Благодаря таким приспособлениям токарные станки металлообрабатывающие стабильно реализуют свою функцию независимо от особенностей формы обрабатываемой заготовки. Но фиксаторы и резцедержатели не стоит путать с компонентами, обеспечивающими позиционирование. Задача таких аксессуаров заключается не в механическом удержании оснастки, а в повышении точности ее положения относительно рабочих элементов станка.

Производители станков
Заинтересованному строителю, производителю материалов или домашнему мастеру не составит труда найти подходящий станок на отечественном рынке. Импортные модели предлагают такие компании, как Jet, Proma, Sturm, Stalex и т. д. Это высокотехнологичные, эффективные и надежные агрегаты, в которых также применяются современные системы контроля и управления. На высоком уровне находится и производство металлообрабатывающих станков в России. По некоторым данным, изготовлением токарных агрегатов в стране занимается более 50 предприятий. Передовую отечественную продукцию в этом сегменте можно найти под марками «Зубр», «Корвет», «Калибр» и т. д.
Безопасность в эксплуатации станка
В первую очередь оператор должен позаботиться о своей безопасности. В составе экипировки обычно присутствует защитная роба, маска или очки, закрытая обувь и специальный головной убор. Важно отметить, что требования к металлообрабатывающим станкам запрещают работать в перчатках. Отдельная группа требований относится к подбору оснастки. Выполнять операции следует только с применением оптимально заточенного инструмента, который также необходимо надежно фиксировать в патронах и центровать.
Если речь идет о технике обработки, предусматривающей использование подручного инструмента, то, к примеру, стамеску следует удерживать двумя руками. Каждый раз перед началом рабочего процесса следует выполнять так называемый черновой прогон. Дело в том, что безопасность металлообрабатывающих станков во многом определяется и готовностью оборудования к работе на пиковых мощностях. Проверочная обработка позволит оценить эту способность техники в конкретный момент эксплуатации без риска нанесения непоправимого вреда заготовке.

Заключение
Хотя токарные модели обрабатывающих станков считаются морально устаревающими, производители стремятся поддерживать их эксплуатационные свойства на высоком уровне. Кроме того, современный металлообрабатывающий станок этого типа оснащается электронной программируемой начинкой, что повышает и его технологический уровень. Сам принцип механической обработки при этом остается прежним, в чем есть свои плюсы и минусы. Например, тот факт, что, помимо режущих компонентов, станок не требует внесения дополнительных материалов в ходе обработки, является несомненным плюсом. Но по точности резки такие модели все же не могут конкурировать с машинами, реализующими лазерный или гидроабразивный принцип обработки.
fb.ru
Станина токарного станка по металлу:фото,виды,шабрение и шлифовка
Устройство чугунной станины
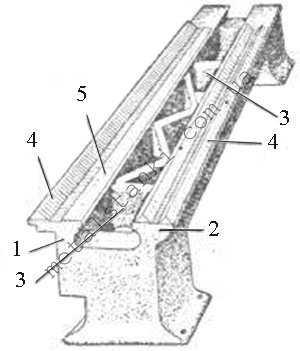
фото:устройство чугунной станины
- Продольное ребро;
- Продольное ребро;
- Поперечное ребро, служащее для связи продольных ребер;
- Призматические направляющие продольных ребер;
- Плоские направляющие, которые служат для установки задней и передней бабки, а также для передвижения по ним суппорта;
Стоит отметить, что у направляющих станины поперечное сечение может иметь различные формы. Обязательным правилом является соблюдение параллельного расположения, так что все должно быть равноудаленным от оси центров. Это требует точной фрезеровки или строгания. После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
Виды станин станков
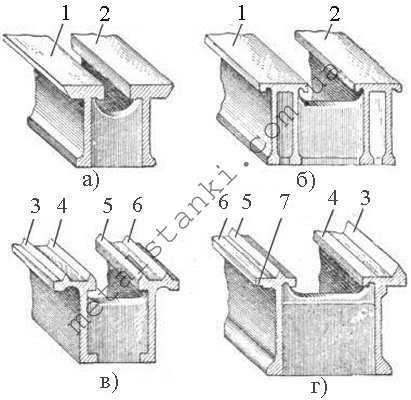
фото:виды станин станков
- Станина токарного станка по металлу, которая представлена на рисунке «а» под номерами 1 и 2, имеет трапецеидальное сечение направляющих. В данном случае основной упор сделан на большую опорную поверхность. Они обладают большой износостойкостью, что позволяет долго оставлять свою точность. В то же время, для перемещения по ним суппорта нужно прилагать множество усилий, особенно, если он перекосился.
- На рисунке «б» представлена станина с плоским прямоугольным сечением направляющих. В отличие от предыдущего, они имеют уже по два ребра жесткости, а не одному, что делает их крепче.
- Рисунок «в» демонстрирует станину с направляющими треугольного сечения. С учетом того, что здесь используется достаточно малая опорная поверхность, с большим весом работать получается сложно, так что данный вид используется преимущественно для малых станков.
- На рисунке «г» показана станина с треугольным сечением и опорной плоскостью. В данном случае она также применяется для станков мелких размеров.
Если станина предназначается для тяжелого станка, то она имеет не только большое сечение, но и большее сопротивление на изгиб. Одними из наиболее распространенных является такой вид, как представлен на рисунке «г». Здесь каретка суппорта делает упор на призму №3 спереди, а сзади упирается на плоскость №6. Чтобы не произошло опрокидывание, ее удерживает плоскость №7. При задаче направления основную роль играет призма №3, тем более, что она воспринимает на себя большую часть давления, осуществляемого резцом.
Если на станине возле передней бабки имеется выемка, то она служит для тог, чтобы обрабатывать изделия большого диаметра. Если же происходит обработка изделия, радиус которых меньше высоты центров, то выемку перекрывают специальным мостиком.
Ремонт станины токарного станка
Шабрение станины токарного станка является технологическим процессом во время которого станина выверяется для закрепления коробки подач при помощи рамного уровня. Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач.
- Первым делом станина устанавливается на жесткий фундамент и проверить продольное направление по уровню вдоль поверхности, а поперечное направление по рамному уровню. Допустимые отклонения составляют не более 0,02 мм на 1 метр длины изделия.
- Шабрят верхние поверхности направляющей, сначала с одной стороны, используя поверочную линейку на краску. Во время этого процесса желательно периодически проверять извернутость направляющих.
- Затем шабрят поверхность второй направляющей. Максимальный допуск отклонений здесь остается таким же 0,02 мм на 1 метр длины изделия.
Шлифовка станины токарного станка
Шлифовка станины токарного станка состоит из следующих процедур:
- Необходимо провести зачистку и запиливание задиров и забоин имеющихся на поверхности;
- Станина устанавливается на столе продольно-строгального станка и надежно закрепляются там;
- Далее идет проверка извернутости направляющих, которая производится уложенного на мостике задней бабки уровня;
- Во время установки станины получается небольшой прогиб изделия, который следует исправить путем максимально плотного соприкосновения со столом;
- Повторно проверяется извернутость направляющих, чтобы результаты совпадали с тем, что было до закрепления;
- Только после этого приступают к шлифовке всех контактных поверхностей изделия. Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.
www.metalstanki.com.ua
Токарные станки: токарный станок по металлу и токарный станок по дереву.
Токарные станки: токарный станок по металлу и токарный станок по дереву
Токарные станки по дереву и токарные станки по металлу – это наиболее востребованное оборудование на каждом предприятии.
 Токарный станок по праву называется старейшим станком, поскольку с помощью него были разработаны и произведены расточные, сверлильные и прочие группы станков. Существуют разные типы металлорежущих токарных станков, это зависит от того, какую токарную обработку можно на них выполнить: это может быть притирка, обтачивание фасонных, цилиндрических или конических поверхностей, подрезка торцов, растачивание, нарезание резьбы, сверление и отрезка отверстий, накатка рифлений и многое другое.
Токарный станок по праву называется старейшим станком, поскольку с помощью него были разработаны и произведены расточные, сверлильные и прочие группы станков. Существуют разные типы металлорежущих токарных станков, это зависит от того, какую токарную обработку можно на них выполнить: это может быть притирка, обтачивание фасонных, цилиндрических или конических поверхностей, подрезка торцов, растачивание, нарезание резьбы, сверление и отрезка отверстий, накатка рифлений и многое другое.
На большинстве предприятий как металлообрабатывающих, так и деревообрабатывающих, значительный процент станочного оборудования занимают именно токарные станки. Они включают в себя, согласно классификации ЭНИМС (экспериментальный научно-исследовательский институт металлорежущих станков), девять типов станков, которые различаются по таким факторам как: назначение станка, его конструктивная компоновка, уровень автоматизации и другим признакам. Токарные станки предназначены, в основном, для обработки внутренних и наружных фасонных, цилиндрических и конических поверхностей, нарезания различных резьб и обработки торцовых поверхностей с помощью различных плашек, резцов, метчиков, свёрел, развёрток и зенкеров. Также, в состав токарной группы станков входят станки, которые выполняют разные операции точения: обдирку, снятие фасок, растачивание и т. д..
Процесс резания и составляющие токарного станка
Свое основное предназначение токарные станки нашли в обработке тел вращения посредством точения, и снятия при этом с них стружки, в этом и заключается токарная обработка. Применение на станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования. С помощью них на станке производиться нарезание зубьев, шлифование, фрезерование и другие виды обработки. Есть также и специальные токарные станки, на которых можно обрабатывать такие изделия, как муфты, колесные пары и трубы. В процессе резания на токарном станке заготовка, закрепляющаяся в зажимном патроне или в центрах, вращается за счет привода главного движения. Он способен как ступенчато, так и бесступенчато регулировать частоту, с которой вращается шпиндель, чтобы настроиться на необходимую для резания скорость.
Режущий инструмент двигается поступательно за счет специальной кинематической цепи, которая включает шпиндель (первое звено) и зубчато-реечную передачу (последнее звено). Второй вариант – движение за счет пары, которая состоит из маточной гайки и ходового винта. При использовании коробки подач, можно с легкостью настраивать подачу.
Шпиндельный узел, опорами которого, как правило, служат подшипники качения, производят жестким и виброустойчивым. Патрон или планшайба для установки заготовки располагается на переднем конце шпинделя, а задняя бабка используется, когда обрабатывают заготовки в центрах, или для закрепления инструмента при зенкеровании, сверлении и развёртывании.
Привод главного движения токарного станка может включать в себя регулируемый электродвигатель постоянного тока, многоступенчатую коробку скоростей, механический вариатор асинхронный электродвигатель, коробку скоростей. В некоторых токарных станках могут применяться гидравлические, или другие приводы.
Изредка в центровых станках применяются автоматизированные задние бабки и поводковые самозажимные патроны. Чаще у станков есть револьверные поворотные головки, для которых спроектирован и установлен в индивидуальном прядке гидро- или электропривод. Подача может посылаться от шаговых электродвигателей, которые оборудованы гидроусилителями, а также от двигателей постоянного тока или от гидродвигателей. Настройка инструментов осуществляется не на станке, и производиться с использованием, как оптических устройств, так и приспособлений для наладки резцов согласно индикаторам или шаблонам.
Виды и подразделения токарных станков
Токарные станки подразделяются на полуавтоматы и автоматы, это зависит от размещения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали и делится на горизонтальное и вертикальное. Вертикальные применяются в основном для обработки деталей большой массы, диаметра и сравнительно небольшой длины. Самым распространенным заводским оборудованием в своетсвкое время токарный токарный станок 16К20
Виды токарных станков:
1. Токарно-револьверный станок;
2. Многошпиндельный токарный автомат;
3. Токарно-винторезный станок;
4. Автомат продольного точения;
5. Настольные токарные станки.
Различают, также, три вида автоматов и полуавтоматов, что зависит от реализации холостых движений. Первый вид – это станки с одним распределительным валом, управляющий всеми движениями и вращающийся с постоянной частотой. Такая схема характерна для небольших автоматов, количество холостых движений у которых невелико. Ко второму виду включают станки также с одним распределительным валом. У них есть малая и большая частота вращения – для холостых и рабочих операций, соответственно. Как правило, такую схему применяют или в полуавтоматах, или в многошпиндельных автоматах. И, наконец, третий вид – это станки, у которых присутствует быстроходный вспомогательный вал, помимо распределительного. Он и выполняет холостые движения.
В многосерийном производстве применяют токарные и револьверные автоматы и полуавтоматы. Использование автомата несет в себе его налаживание через некоторый период времени, подачу материалов на станок и контроль деталей. Главная и отрицательная черта полуавтомата состоит в том, что отсутствует автоматизированное движение по снятию и загрузке заготовок. Для автоматического программирования рабочего цикла таких станков применяется специальный распределительный вал с установленными кулачками.
Токарные станки с ЧПУ
Проектирование, развитие и выход на рынок обрабатывающих центров с ЧПУ (числовым программным управлением) было обусловлено возникшими проблемами по автоматизации мелкосерийного производства. Главная и самая важная черта станков с ЧПУ состоит в том, что в них, кроме простой компоновки, применяется компоновка, которая характеризуется наличием у станины наклонных направляющих. Это свойство упрощает удаление стружки и повышает безопасность рабочей области. При этом зона резания огораживается кожухами.
На токарные станки с ЧПУ устанавливаются: автоматическая смена инструмента (для этого нужен многоинструментальный магазин), переключение скоростей шпинделя, остановка и реверс привода главного движения, поворот револьверной головки, быстрые вращение суппорта, поперечные и продольные передвижения суппорта.
На такие станки блоки или заранее настроенный резцедержатель лишь заменяют или закрепляют. Для универсальных токарных станков, в основном, применяется или единичное или мелкосерийное производство. Оснащая токарный станок такими специальными приспособлениями как электро- или гидрокопировальный суппорт, быстрозажимной автоматизированный патрон, область использования теперь может удовлетворять и массовому производству.
Random Posts
stankitokarnie.ru