Станок токарный 1п611 технические характеристики – 1П611 Станок токарно-винторезный повышенной точности универсальный схемы, описание, характеристики
alexxlab | 13.04.2020 | 0 | Токарные станки
1П611 Станок токарно-винторезный повышенной точности универсальный схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1П611
Производителями станка 1П611 являются два станкостроительных завода СССР Одесский станкостроительный завод и Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616, в шестидесятых годах модели – 1В616 и 1А616, а с начала семидесятых годов начался выпуск серии 16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT
Станки токарные производства СВСЗ
Обозначение токарного станка
1 – токарный станок (номер группы по классификации ЭНИМС)
П – поколение станка (А, Б, В, Д, К, Л, П)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
11 – высота центров над станиной (11, 16, 20, 25, 30, 40, 50) (11 – высота центров 135 мм)
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с копировальным устройством, с автоматической коробкой скоростей
П – точность станка – (н, п, в, а, с) по ГОСТ 8-82 (П – повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
1П611 Станок токарно-винторезный повышенной точности универсальный. Назначение и область применения
Разработчик токарно-винторезный станок 1П611 – Одесский станкостроительный завод. Начало серийного производства – 1968 год.
Универсальный токарно-винторезный станок 1П611 повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб
Станок применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Станок обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах;
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности;
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне;
- Наружное и внутреннее шлифование деталей в центрах и патроне.
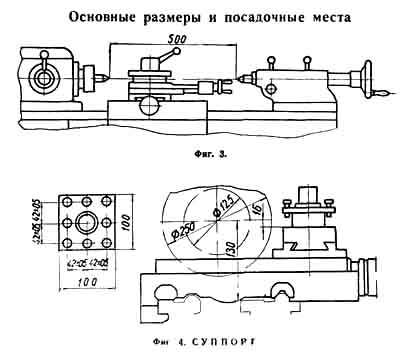
Габаритные размеры рабочего пространства токарного станка 1П611
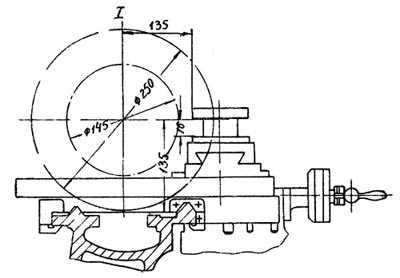
Габариты рабочего пространства токарного станка 1п611
Посадочные и присоединительные базы токарного станка 1П611
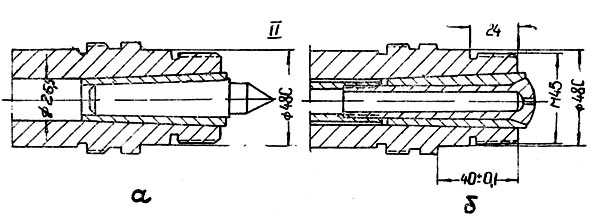
Посадочные и присоединительные базы токарного станка 1п611
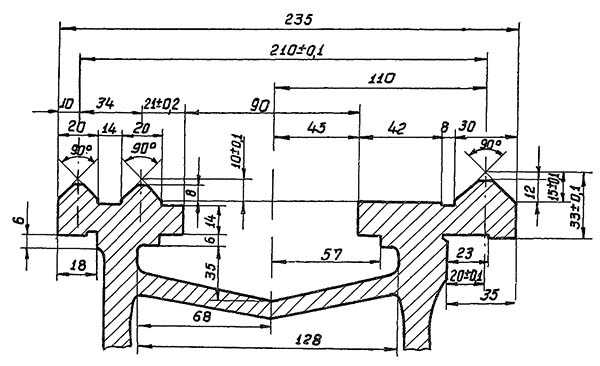
Станина токарно-винторезного станка 1п611
Станина токарно-винторезного станка 1п611. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка 1П611
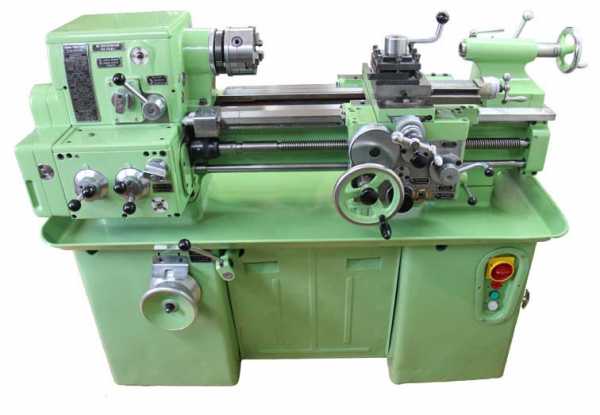
Фото токарно-винторезного станка 1п611

Фартук токарно-винторезного станка 1п611
Фартук токарно-винторезного станка 1п611. Смотреть в увеличенном масштабе
Расположение составных частей токарно-винторезного станка 1П611
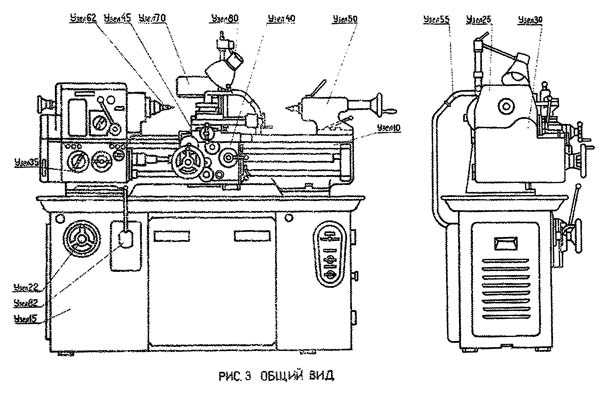
Расположение составных частей токарного станка 1п611
Спецификация составных частей токарно-винторезного станка 1П611
- Станина – 10
- Тумба – 15
- Редуктор – 20*
- Механизм управления – 22
- Передняя бабка – 25
- Гитара – 30
- Коробка подач – 35
- Фартук – 40
- Суппорт – 45
- Задняя бабка – 50
- Конусная линейка – 52*
- Охлаждение – 55
- Неподвижный люнет – 60*
- Подвижный люнет – 61*
- Принадлежности – 62*
- Ограждение – 70*
- Электрооборудование – 80
- Переключатель – 82
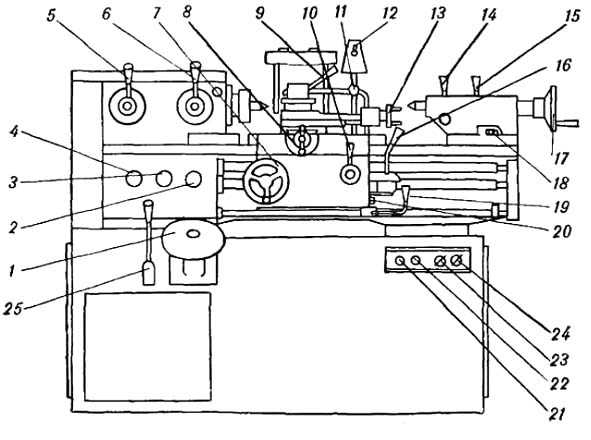
Расположение органов управления токарно-винторезным станком 1П611
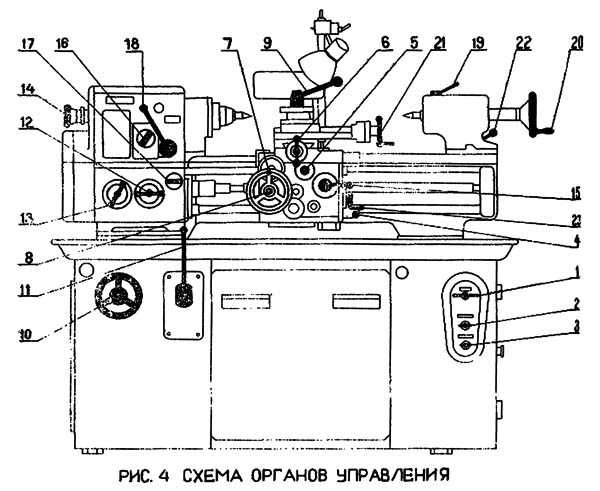
Расположение органов управления токарным станком 1п611
Спецификация органов управления токарно-винторезного станка 1П611
- Входной выключатель
- Выключатель освещения
- Выключатель охлаждения
- Рукоятка перегрузочной муфты
- Рукоятка включения механического продольного и поперечного перемещения
- Рукоятка ручного поперечного перемещения
- Рукоятка ручного продольного перемещения
- Рукоятка включения и выключении вращения маховичка
- Рукоятка зажима резцедержателя
- Маховичок изменения числа оборотов шпинделя
- Рукоятка изменения направления вращения шпинделя и торможения
- Рукоятка переключения подачи
- Рукоятка переключения подачи
- Маховичок зажима цанги
- Рукоятка трензеля и включения маточной гайки
- Рукоятка переключения с резьбы на подачу
- Рукоятка переключения ходового винта и валика
- Рукоятка перебора
- Рукоятка зажима пиноли
- Маховичок перемещения пиноли
- Рукоятка верхней каретки
- Рукоятка зажима бабки
- Рукоятка маслонасоса
Схема кинематическая токарно-винторезного станка 1П611
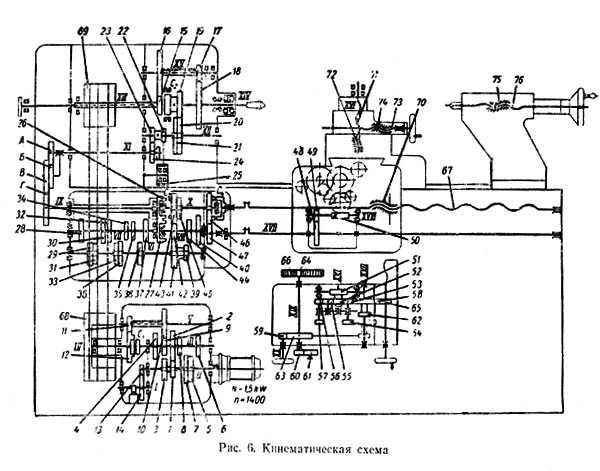
Кинематическая схема токарного станка 1п611
Схема кинематическая токарно-винторезного станка 1П611. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 1П611
Передняя бабка токарно-винторезного станка 1П611
Передняя бабка устанавливается в левой верхней части станины. Состоит из следующих элементов:
- Шпиндель
- Переборные шестерни
- Привод подачи
- Механизм управления
Вращательное движение шпиндель получает от шкива либо через перебор, либо через зубчатую муфту. Шпиндель имеет 14 ступеней скоростей и частоту вращения 33,5…3000 оборотов в минуту. В передней опоре шпинделя установлены роликовый подшипник , воспринимающий радиальные нагрузки и два упорных подшипника, воспринимающие осевые нагрузки. В задней опоре установлен радиально упорный подшипник.
Гитара токарно-винторезного станка 1П611
Гитара сменных зубчатых колес предназначена для нарезания различных резьб. Состоит из корпуса, прикрепленного к передней бабке и коробке приклона и крышки. Приклон проворачивается на фланце выводного вала передней бабки и фиксируется в нужном положении болтом. Настройка привода подачи обеспечивается установкой различных наборов сменных зубчатых колес.
Суппорт токарно-винторезного станка 1П611
Суппорт станка переперемещается по двум призматическим направляющим в продольном направлении станины. Снизу к продольным салазкам крепится фартук. В верхней части по направляющим продольных салазок перемещаются поперечные салазки. Сзади и сверху на салазках выполнены Т-образные пазы, предназначенные для монтажа заднего резцедержателя. Резцедержатель установлен на верхней каретке.
Смазка подшипников суппорта осуществляется при помощи шариковых масленок.
Задняя бабка токарно-винторезного станка 1П611
Задняя бабка предназначена для поддержания длинных заготовок центром во избежание радиального биения, а также для установки режущего инструмента (сверло, метчик, плашка).
Задняя бабка монтируется на плоские направляющие станины. Фиксируется положение бабки при помощи эксцентрикового прижима. Смещение в поперечном направлении корпуса задней бабки осуществляется двумя винтами. Данное смещение необходимо при точении конусов. В Корпусе бабки перемещается пиноль. Пиноль зажимается с помощью рукоятки, стягивающей сухари.
Смазка задней бабки осуществляется шариковой масленкой.
Схема электрическая принципиальная токарно-винторезного станка 1П611
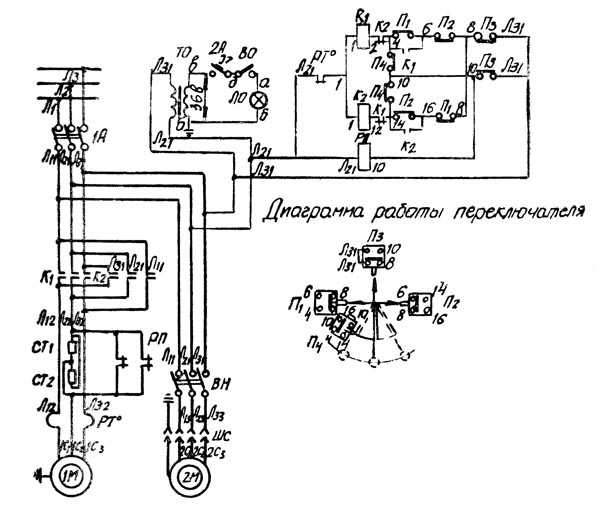
Электрическая схема токарного станка 1п611
Электрооборудование станка содержит:
- 1М – электродвигатель привода станка
- 2М – электронасос охлаждения
- Переключатель управления
- СТ – тормозное сопротивление
- Местное освещение
- Пусковая, защитная аппаратура
Работа эектросхемы токарно-винторезного станка 1П611
- Поворотом вводного выключателя ВВ подается напряжение на силовые цепи и цели управления
- Переключателем II задается необходимое включение:
- поворотом рукоятки влево начинается вращение шпинделя плево, а рукоятка из нефиксированного положения возвращается в первоначальное сроднее положение;
- аналогично производится включение вращения шпинделя вправ
- поворотом рукоятки к себе происходит торможение шпинделя (рукоятка возвращается в исходное положение)
Защита электрооборудования
- Защита от токов короткого замыкания осуществляется предохранителями
- Защита от перегрузки электродвигателей осуществляется тепловыми реле
- Нулевая защита осуществляется магнитными пускателями
- Станок должен быть надежно заземлен на цеховой контур согласно существующим правилам и нормам
- Эксплуатация электрооборудования стенка должна производиться в соответствии с документом “Правила устройства электрических установок”
1П611 Станок токарно-винторезный повышенной точности. Видеоролик.
Технические характеристики токарно-винторезного станка 1П611
| Наименование параметра | 1П611 | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Наибольший диаметр заготовки над станиной, мм | 250 | |
| Наибольший диаметр заготовки над суппортом, мм | 145 | |
| Наибольшая длина заготовки (РМЦ), мм | 500 | |
| Наибольшая длина обточки заготовки, мм | 450 | |
| Высота центров над станиной, мм | 135 | |
| Шпидель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 26,5 | |
| Наибольший диаметр обрабатываемого прутка в патроне, мм | 25 | |
| Наибольший диаметр обрабатываемого прутка в цанге, мм | 16 | |
| Число ступеней частот прямого вращения шпинделя | 14 | |
| Частота прямого вращения шпинделя, об/мин | 33,5..3000 | |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | |
| Резьбовой конец шпинделя | М45 | |
| Суппорт | ||
| Наибольшее перемещение суппорта продольное/ поперечное, мм | 580/ 150 | |
| Число ступеней продольных подач | 24 | |
| Пределы рабочих подач продольных, мм/об | 0,05..0,7 | |
| Пределы рабочих подач поперечных, мм/об | 0,025..0,35 | |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | |
| Количество нарезаемых резьб метрических | ||
| Пределы шагов нарезаемых резьб метрических, мм | 0,25..3,5 | |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 80..7 | |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 0,25..1,75 | |
| Количество нарезаемых резьб питчевых | нет | |
| Пределы шагов нарезаемых резьб питчевых | нет | |
| Перемещение на одно деление лимба в продольном/ поперечном направлении, мм | 1/ 0,02 | |
| Диаметр и шаг ходового винта, мм | 30 х 6 | |
| Диаметр ходового вала, мм | 20 | |
| Верхние салазки | ||
| Наибольшее перемещение салазок, мм | 150 | |
| Перемещение салазок на одно деление лимба, мм | 0,02 | |
| Перемещение салазок на один оборот лимба, мм | 2,0 | |
| Угол поворота салазок, град | ±45 | |
| Наибольшее сечение державки резца, мм | 16 х 16 | |
| Расстояние от опорной поверхности резца до линии центров, мм | 16 | |
| Задняя бабка | ||
| Наибольшее перемещение пиноли задней бабки, мм | 70 | |
| Конус пиноли задней бабки, мм | Морзе 3 | |
| Диаметр пиноли задней бабки, мм | 40 | |
| Наибольшее поперечное смещение задней бабки, мм | ±10 | |
| Перемещение пиноли на одно деление линейки, мм | 1 | |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | |
| Электродвигатель главного привода, кВт | 1,5 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1510 х 700 х 1360 | |
| Масса станка, кг | 560 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарных станков
Паспорта и руководства токарных станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарно-винторезный станок 1П611:фото,устройство,характеристики
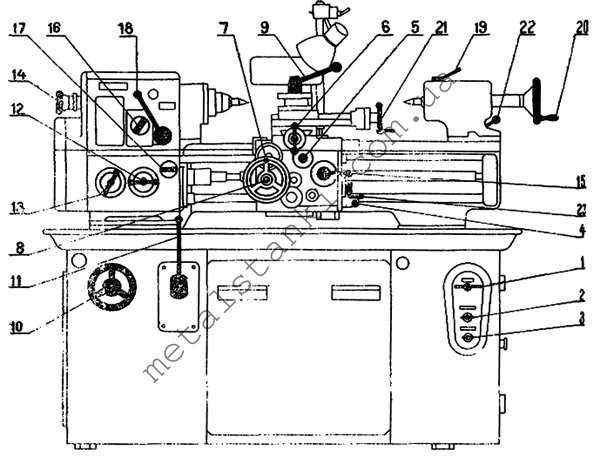
фото:органы управления токарного станка 1П611
Передняя бабки токарного станка 1П611
Передняя бабки устанавливается в левой верхней части станины. Состоит из следующих элементов: шпиндель 31б,переборные шестерни 32,33,привод подачи и механизм управления.
Вращательное движение шпиндель получает от шкива 104а либо через перебор, либо через зубчатую муфту 61. Шпиндель имеет 14 ступеней скоростей и частоту вращения 33,5-3000 оборотов в минуту. В передней опоре шпинделя установлены роликовый подшипник 1 , воспринимающий радиальные нагрузки и два упорных подшипника, воспринимающие осевые нагрузки. В задней опоре установлен радиально упорный подшипник 3.
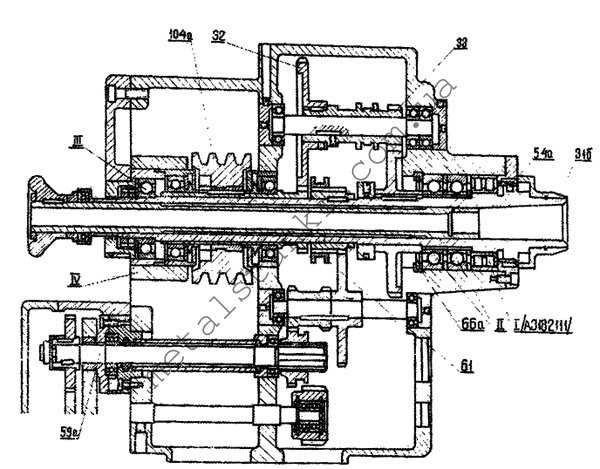
фото:передняя бабки токарного станка 1П611
Гитара токарного станка 1П611
Гитара сменных зубчатых колес предназначена для нарезания различных резьб. Состоит из корпуса 81а, прикрепленного к передней бабки и коробки приклона 11 и крышки 82а. Приклон проворачивается на фланце выводного вала передней бабки и фиксируется в нужном положении болтом 1. Настройка привода подачи обеспечивается установки различных наборов сменных зубчатых колес.
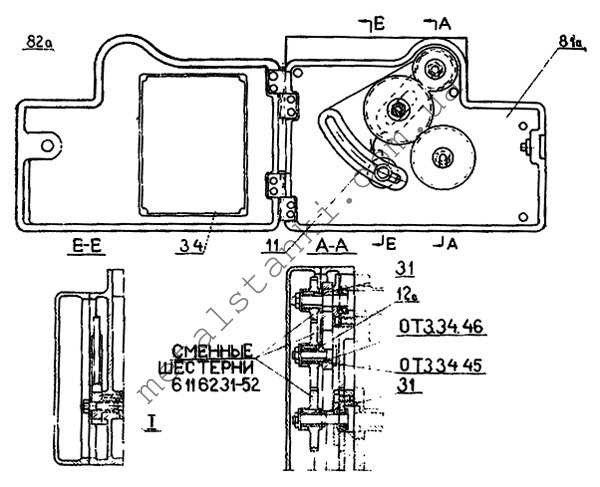
фото:гитара токарного станка 1П611
Суппорт токарного станка 1П611
Суппорт пере перемещается по двум призматическим направляющим в продольном направлении станины. Снизу к продольным салазкам крепится фартук. В верхней части по направляющим продольных салазок перемещаются поперечные салазки. Перемещаются при помощи винта 31. Сзади и сверху на салазках выполнены Т-образные пазы, предназначенные для монтажа заднего резцедержателя. Резцедержатель 33а установлен на верхней каретке.
Смазка подшипников суппорта осуществляется при помощи шариковых масленок.

фото:суппорт токарного станка 1П611
Задняя бабка токарного станка 1П611
Задняя бабка предназначена для поддержания длинных заготовок центром во избежание радиального биения, а также для установки режущего инструмента (сверло, метчик, плашка).
Задняя бабка монтируется на плоские направляющие станины. Фиксируется положение бабки при помощи эксцентрикового прижима 40. Смещение в поперечном направлении корпуса задней бабки 11а осуществляется двумя винтами 43. Данное смещение необходимо при точении конусов. В Корпусе перемещается пиноль 31а. Пиноль прижимается с помощью рукоятки 2, стягивающие сухари 33 и 42а.
Смазка задней бабки осуществляется шариковой масленкой.
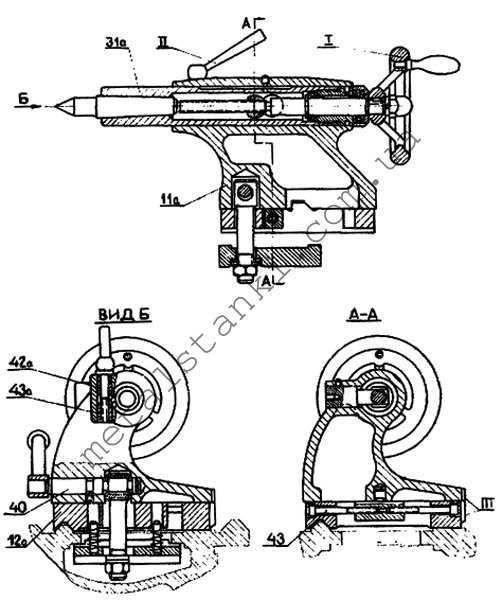
фото:задняя бабка токарного станка 1П611
Технические характеристики токарно-винторезного станка 1П611
| Основные параметры | 1П611 |
|---|---|
| Высота центров над станиной,мм | 135 |
| Расстояние между центрами,мм | 500 |
| Наибольший диаметр обрабатываемой заготовки,мм: | |
| над суппортом | 145 |
| над станиной | 250 |
| прутка в патроне | 25 |
| прутка в цанге | 16 |
| Наибольшая длина проточки,мм | 450 |
| Число скоростей шпинделя | 14 |
| Частота вращения шпинделя, об/мин | 33,5-3000 |
| Пределы продольных подач,мм/об | 0,05-0,7 |
| Пределы поперечных подач,мм/об | 0,025-0,35 |
| Диаметр отверстия шпинделя,мм | 26,5 |
| Конус шпинделя | Морзе 4 |
| Наибольшее перемещение пиноли задней бабки,мм | 70 |
| Конус пиноли | Морзе 3 |
| Габариты станка,мм: | |
| длина | 1510 |
| ширина | 700 |
| высота | 1360 |
| Вес станка,кг | 560 |
Видео:токарно-винторезный станок 1П611
www.metalstanki.com.ua
Наименование характеристики | Ед. измерения | Значение |
Высота центров над станиной | мм | 135 |
Расстояние между центрами | мм | 500 |
Наибольший диаметр обрабатываемой детали |
|
|
над станиной | мм | 250 |
над суппортом | мм | 145 |
прутка в патроне | мм | 25 |
прутка в цанге | мм | 16 |
Наибольшая длина обточки | мм | 450 |
Количество скоростей шпинделя |
| 14 |
Пределы чисел оборотов шпинделя в мин. | об/мин | 33,5-3000 |
Пределы продольных подач | мм/об | 0,05-0,7 |
Пределы поперечных подач | мм/об | 0,025-0,35 |
Нарезаемые резьбы: |
|
|
Метрическая | мм | 0,25…2 |
Дюймовая | число ниток на 1″ | 80…7 |
Модульная | модуль в мм | 0,25…1,5 |
Диаметр отверстия шпинделя | мм | 26,5 |
Конус шпиндели |
| Морзе №4 |
Наибольшее перемещение пиноли | мм | 70 |
Наибольшее поперечное перемещение задней бабки | мм | 110 |
Конус в пиноли |
| Морзе 3 |
Тип электродвигателя |
| А041-4 |
Мощность | кВт | 1,7 |
Число оборотов | об/мин | 1420 |
Тип насоса |
| ПА22 |
Производительность | л/мин | 22 |
Габариты станка: |
|
|
Длина | мм | 1510 |
Ширина | мм | 700 |
Высота | мм | 1360 |
Вес | кг | 560 |
www.stanoktehpasport.ru
Токарно винторезный станок 1П611
Токарно-винторезный станок 1П611 выпускали два инструментальных завода – Одесский и Средневолжский (г. Самара).
Его серийное производство началось в 1968 году.
Описание и назначение
Проектантом этого оборудования выступил станкостроительный завод расположенный в Одессе. Это оборудование применяют для точения заготовок устанавливаемых в патрон, цанги или зажимаемые в конусных центрах. На этом устройстве допустимо точить заготовки, выполненные из разных сортов металла – черного или цветного.
Станок 1П611 приспособлен для нарезания основных типов резьбы.
Это оборудование нецелесообразно для выполнения черновых операций. Чаще всего его применяют для производства чистового и получистового точения. Оптимальная сфера использования этого станка это ремонтные подразделения, в том числе и передвижные, а так же на судах морского и речного флота.
На этом оборудование допустимо выполнять следующие технологические операции:
- точение цилиндрических и конических изделий;
- фрезерование заготовок с помощью концевого инструмента, зажимаемого в патрон;
- обработку сквозных и глухих отверстий;
- шлифовка внутренних и внешних поверхностей заготовок.
Одна из особенностей этого оборудования заключается в том, что у него широкий диапазон числа оборотов и подач, который обеспечивает высокую производительность и\труда с надлежащим качеством точения.
Технические характеристики
К ключевым техническим параметров отнесят следующие:
Максимальный размер детали, который допустимо обрабатывать, мм:
- над суппортом 145;
- над станиной 250;
- РМЦ 500;
- предельная длина точения 450;
- расстояние от центров до станины 135.
Суммарная мощность установленных двигателей составляет 3,62 кВт.
Этот станок относят к оборудованию с повышенной точностью обработки деталей. Об этом говорит буква П в его названии.
Особенности конструкции
Станок спроектирован и изготовлен по типовой схеме токарного оборудования. В конструкцию входят такие узлы и агрегаты как:
- Станина.
- Передняя и задняя бабки.
- Суппорт;
- Фартук и другие компоненты
Станина
Это литая деталь, в составе которой выполнены ребра жесткости. На верхней части выполнены направляющие по которым происходит перемещение суппорта и задней бабки. Направляющие прошли необходимую термическую обработку и шлифование. Такая обработка заметно облегчает перемещение по ним других узлов станка.
Передняя бабка токарно-винторезного станка 1П611
Этот узел установлен в левой стороне станины. В его состав входят следующие компоненты:
- шпиндель;
- органа управления;
- набор .
Шпиндель может получать вращение от:
- шкива;
- передачи;
- муфты.
В этом компоненте установлены подшипниковые узлы, состоящие из роликовых и упорных подшипников. Это вызвано тем, что они хорошо воспринимают и осевые и радиальные нагрузки.
Шпиндельный узел
Шпиндель вращаеться с четырнадцатью скоростями. Количество оборотов на нем составляет 33,5 – 3000 об./мин. Скорость обратного вращения лежит в тех же пределах.
В теле шпинделя выполнено отверстие 26,5 мм. Это позволяет обрабатывать прутки до 25 мм в сечении. Но необходимо учесть, что с применением цанговых зажимов предельный размер прутка не должен превышать 16 мм.
Рабочий конец шпинделя выполнен по ГОСТ 12593-72. На нем может быть установлен токарный патрон, в котором производят фиксацию заготовки.
Внутренний конус, в который закрепляют технологическую оснастку (центра), Морзе 4.
Смазка зубчатых колес, размещаемых в этом узле, происходит за счет создания масляного облака. Масло подается плунжерным насосом.
Гитара
Этот узел необходим для получения резьбы разного профиля. В ее состав входят:
- корпус, закрепляемый на передней бабке;
- наборы шестерен с разными параметрами.
- регулировку привода осуществляют сменой наборов разных шестерен.
Суппорт
Суппорт этого оборудования перемещается на направляющих, сформированных в продольном направлении. К суппорту фиксируют фартук.
На верхней части выполнены направляющие, по которым происходит перемещение поперечных салазок. На них выполнены пазы в форме буквы Т. В этих пазах происходит крепление резцедержателя. На суппорте устанавливают защитный экран, предохраняющий рабочего и людей рядом с ним находящихся от стружки, возникающей в процессе резания.
Этот узел может перемещаться на расстояние до 580 мм вдоль оси шпинделя и 150 в поперечном направлении. Для обеспечения продольного перемещения применяют 24 скорости.
Рабочая подача суппорта составляет от 0,05 до 0,7 мм на один оборот шпинделя.
Смазка подшипников производят через масленки.
Верхние салазки
В них входит резцедержатель, на котором кроме резцов допустимо закрепление технологической оснастки. Они могут передвигаться на в 150 мм. Точность хода составляет 0,2 мм. Предельный угол поворота равен 45 градусам. Для выполнения работ на этом оборудовании применяют токарные резцы с сечением 16*16.
Задняя бабка
Ее назначение состоит в поддержке длинномерных заготовок центром. Это помогает избежать радиального биения. Кроме этого, в пиноли, которая входит в состав этого узла закрепляют инструмент, например, стержневой, или технологическую оснастку, например, плашкодержатель.
Пиноль может выдвигаться вперед, навстречу шпинделю. Эту операцию можно выполнять при помощи штурвала и винтовой пары, на которой закреплена пиноль. Она может выдвигаться на 70 мм.
Задняя бабка может быть зафиксирована в любом месте станины. Для этого использую рычажный механизм.
Смазывание задней бабки выполняют через шариковые масленки.
Габаритно-весовые параметры
Это оборудование обладает следующими габаритами — 1510 х 700 х 1360. Вес изделия составляет 560 кг.
Электрическая часть
В нее входят два электрических двигателя, один выполняет функции главного привода, второй задействован в системе охлаждения. Суммарная мощность составляет 1,62 кВт.
Кроме них в состав электрооснащения входит такая арматура как:
- автоматика включения/выключения.
- тормоз;
- локальное освещение;
- защитная арматура.
В комплект оборудования входит и электрический шкаф, в него подводят питание. В нем размещены автоматы выключения, реле, переключатели и предохрантели.
Управление
Рукоятки управления размещены на лицевой панели передней бабки и фартука. С их помощью токарь может выставлять требуемые режимы работы.
moistanki.ru
Токарный станок 1И611П: технические характеристики
Станок токарный 1и611п – успешно эксплуатируется уже более полувека. Обработку данным устройством можно осуществлять и в патроне, и в центрах. Благодаря высокой надежности, относительной простоте в использовании и универсальности в применении токарный станок 1и611п пользуется заслуженной популярностью на протяжении нескольких десятков лет.
Предназначение устройства и особенности конструкции
Токарный станок ИЖ 1и611п был сконструирован еще в далеких 1960-х, но и сегодня продолжает благополучно выполнять работы по металлу самых разных сложностей. Станок успешно справляется с:
- Точением.
- Шлифованием.
- Фрезеровкой.
Кроме того, устройство позволяет работать с металлом при помощи концевого инструмента, закрепленного в патроне для сверления. Благодаря техническим характеристикам данного станка, с его помощью можно успешно работать с заготовками в форме конуса и цилиндра. Устройство может создавать резьбу основных разновидностей.
Надежное функционирование данного станка обеспечивается конструкцией:
- простота коробки подач. Благодаря этому, различные типы резьбы создаются, не прибегая к замене шестерней;
- жесткая фиксация резцовой головки повышает точность обработки металла;
- система жидкостного охлаждения, которая находится в специальном контейнере вместе с электрооборудованием, своевременно понижает температурные показатели рабочих узлов устройства;
- система отвода стружки. Станок имеет специальный контейнер, которые принимает отходы обработки металла.
Ключевые характеристики
Характеристики станка позволяют работать с деталями размером до 25 сантиметров над станиной и до 12, 5 сантиметров над суппортом. Установка может работать с деталями, длина которых не превышает 50 сантиметров. Частота вращения шпинделя у данного токарного станка колеблется от 20 до двух тысяч оборотов в минуту, при этом размер сквозного отверстия составляет 25 миллиметров.

Отдельно стоит рассказать о характеристиках отдельных узлов этого станка:
- Продольные и поперечные подачи суппорта осуществляются на интервалах 0,01-1,8 мм/об и 0,005-0,9 мм/об соответственно.
- Каретка токарно-винторезного станка иж 1и611п имеет ход до 50 сантиметров.
Габариты станка отличаются относительной компактностью. Длина установки – 1, 77 м; высота – 0, 97 м; ширина – 1,3 м. Вес устройства – 1120 кг. Эти показатели значительно расширяют область применения данного механизма. Установку этого типа одинаково успешно используют в небольших мастерских и на внушительных предприятиях.
Детальные технические характеристики данного устройства предоставлены в следующей таблице:
Строение
Ключевыми элементами строения данного токарного станка являются:
- Фартук – позволяет перемещать суппорт в продольном и поперечном направлении. Осуществлять эти движения можно и вручную и при помощи коробки подач. Реверсная и прямая подача обеспечивается наличием в фартуке 4 муфт, а одновременная работа винта и ходового валика становится невозможной благодаря наличию устройства блокировки.
- Задняя бабка – ее действие заключается в жестком поджатии длинной детали, что повышает точность проводимых работ. Задняя бабка на данном токарном станке может смещаться на 10 мм в обе стороны по отношению к центрам. Это позволяет расширить диапазон обрабатываемых деталей.
- Передняя бабка – шпиндель станка приводится в движение передачей с 4 ремнями. Работа всех 12 скоростей шпинделя обеспечивается ведомым шкивом через муфту. Управление узлом осуществляется через приводы переключения шестерен и зубчатой муфты. Механизм блокировки предотвращает совместную работу перебора и муфты.
- Станина данного токарного станка имеет две призматические и две плоские направляющие и располагается на целостной тумбе. Фронтальная призма – это основа для установки передней бабки. В устройство станины входит охлаждающая система, система смазки, полка защиты ходового винта от стружки, редуктор основного движения. Контейнер для сбора смазочно-охлаждающих жидкостей находится в тумбе.
- Конусная линейка – с ее помощью на станке можно обрабатывать заготовки конусной формы, делать конические нарезы. Каретка суппорта жестко удерживается при помощи тяги и кронштейна. Верхняя часть суппорта передвигается на необходимый угол посредством скольжения ползушки по линейке.
- Гитара – данный механизм установлен на левом торце коробки подач и позволяет не менять шестерни при изготовлении метрической резьбы разных типов и обычной сложности. При создании дюймовой и модульной резьбы уже появляется необходимость замены шестерней. После их установки можно изготовлять резьбу не прибегая к применению механизмов коробки подач. В каждом паспорте токарного станка 1и611п имеются четкие инструкции по настройке параметров гитары. Перед применением установки необходимо детально изучить соответствующие рекомендации.
Видео: токарно-винторезный станок 1и611п.
Электрооборудование
Отдельно стоит описать и строение электрооборудования данного станка. Надежная работа установки базируется на функционировании трех электрических двигателей, которые отвечают:
- За главное движение.
- За смазку ключевых узлов устройства.
- За применение охлаждающей жидкости.
Асинхронные двигатели устройства приводятся в движение от трехфазной электросети и включаются при помощи включателя пакетного типа. Двигатель, который отвечает за подачу смазки к механизмам устройства, приводится в действие магнитным включателем. Для запуска «главного» двигателя используют специальную рукоятку.
Двигатель, отвечающий за систему охлаждения, также приводится в действие только после включения системы подачи смазки. Этот электродвигатель запускают при помощи включателя с надписью «ВН». Кроме него в строение электрической системы (Рис. 1.2 ) данного токарного механизма имеется еще два включателя: «ВО» – включает освещение обрабатываемой зоны, а «КТ» – сбавляет обороты основного двигателя во время переключения шестерней в редукторе.
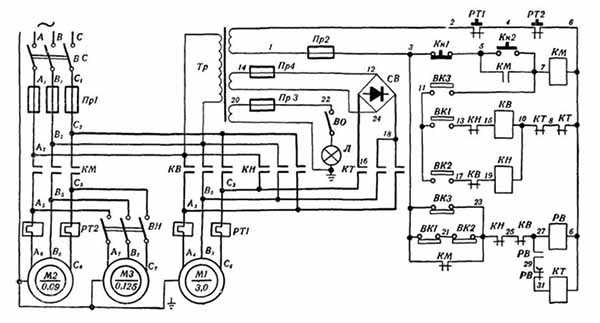
Рис. 1.2 Электросхема станка токарного 1и611п.
Система управления
Для эффективной и безопасной работы со станком необходимо детально изучить его паспорт и знать следующие нюансы:
- Ходовой винт станка смазывается в автоматическом режиме.
- Скорость вращения шпинделя выбирается оператором перед началом обработки металла.
- Приводные ремни можно менять, не прибегая к разборке шпиндельного узла.
- Для выполнения фрезерных работ на поперечной каретке суппорта устанавливают соответствующий механизм. Для более точных движений суппорта задействуют верньер.
- Суппорт двигается в том направлении, в котором отклонена ручка управления (мнемонический принцип работы).
- На тыльной стороне станка нет никаких рычагов и узлов управления. Это повышает удобность его использования, и облегчает размещение устройства на производственных площадях.
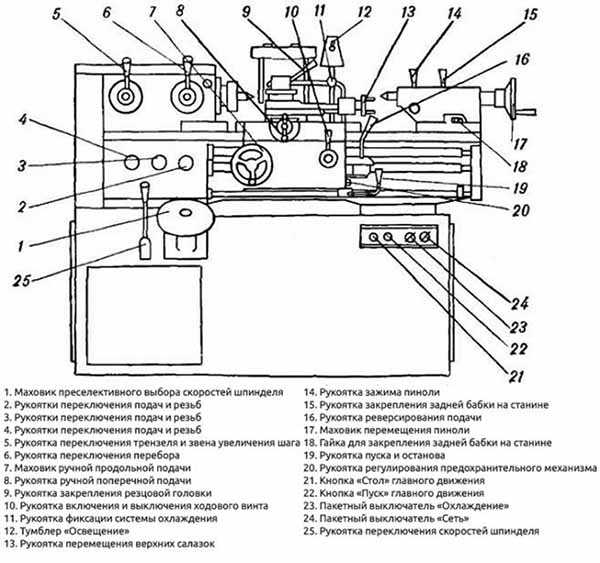
Рис 1.3 Система управления.
metmastanki.ru
Паспорт на Токарно-винторезный станок 1П611
Назначение технического устройства.
Токарно-винторезный станок модели 1П611 является универсальным станкам повышенной точности и предназначен для различных токарных работ, выполняемых в центрах или патроне, в том числе для нарезания резьб: метрической, дюймовой и модульной.
Станок обеспечивает качество обрабатываемой поверхности и точность работы (точность размеров, геометрических форм) более высокого класса, чем обычные токарные станки.
Технические характеристики.
Высота центров над станиной, мм – 135
Расстояние между центрами, мм – 500
Наибольший диаметр обрабатываемой детали, мм:
над станиной – 250
над суппортом – 145
прутка в патроне – 25
Наибольшая длина обточки – 450
Количество скоростей шпинделя – 14
Пределы чисел оборотов шпинделя в мин. – 33,5 -3000
Пределы продольных подач, мм/об. – 0,05-0,7
Пределы поперечных подач, мм/об. – 0,025-0,35
Нарезаемые резьбы:
метрическая, мм – 0,25-2
дюймовая, число ниток на 1 ʺ — 80-7
модульная, модуль на мм – 0,25-1,5
Диаметр отверстия шпинделя, мм – 26,5
Корпус шпинделя – Морзе №4
Наибольшее перемещение пиноли, мм – 70
Наибольшее перемещение задней бабки, мм — ±10
Тип электродвигателя – АО41-4
Мощность, Вт – 1,7
Число оборотов, в мин. – 1420
Тип насоса – ПА22
Производительность, л/мин. – 22
Габариты станка, мм:
длина – 1520
ширина – 700
высота – 1360
Масса станка, кг – 560
Руководство по эксплуатации, паспорт на Токарно-винторезный станок 1П611 скачать бесплатно в формате djvu (56 страниц):
tu-passport.ru
1И611П Станок токарно-винторезный повышенной точности универсальный схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1И611П
Изготовитель и разработчик токарного станка модели 1И611П – Ижевский станкостроительный завод ИжмашСтанко, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
1И611П Станок токарно-винторезный повышенной точности универсальный. Назначение и область применения
Универсальный токарно-винторезный станок 1И611П повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Станок 1И611П применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 1И611П – наиболее массовая модель, которую производил завод. Он выпускался с 1964 по 1982 год – 18 лет. Станок 1И611П сохранил почти все узлы предыдущей модели станка ИЖ-250, ИЖ-250П, но стал значительно удобнее в эксплуатации. В редукторе появился узел преднабора скоростей, на фартуке с правой стороны появилась рукоятка управления движением суппорта.
Особенности конструкции токарного станка 1и611п
Габаритные размеры рабочего пространства остались теми же: наибольший диаметр изделия, устанавливаемого над станиной – Ø250 мм, межцентровое расстояние – 500 мм.
Шпиндель станка 1И611П установлен на двухрядные роликовые подшипники спереди и шариковые радиально-упорные сзади.
Передний конец шпинделя – фланцевый, выполнен по ГОСТ 12593 под поворотную шайбу с коротким конусом для центровки токарного патрона. Условного размера – 4 (Ø63,512 мм), исполнение – 1. Стандартный патрон – Ø160 мм.
Шпиндель имет 24 ступени оборотов вращения: 12 скоростей шпиндель получает от от редуктора на приемный шкив через клиноременную передачу, 12 скоростей через перебор коробки скоростей в передней бабке.
Токарно-винторезный станок 1И611П обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне
- наружное и внутреннее шлифование деталей в центрах и патроне
Главное отличие от многих других токарных станков – коробка скоростей, конструктивно схожа с коробкой скоростей фрезерных станков 675-676 и рукоятка включения продольной – поперечной подачи.
Станок производился с середины 60х годов. В отличие от современных станков имеет закруглённые углы на передней бабке.
Все станки этой серии имеют калёные направляющие. Достаточно надёжны и точны. Имеет централизованную систему смазки, работающую от электрической гидростанции.
Старые модели, на вторичном рынке имеются изобильно. Это весьма массовое изделие. Цены колеблются от 25 000руб до 130 000руб и более.
Особенности конструкции токарного станка 1И611П
- Универсальная коробка подач даёт возможность нарезать все метрические резьбы и распространённые дюймовые и модульные резьбы без смены шестерён на гитаре;
- Преселективное управление скоростями шпинделя позволяет подготовить последующее переключение во время работы станка;
- Исключается необходимость обслуживания с задней стороны станка, что важно при ограниченных производственных площадях;
- Сварной контейнер со встроенным электрооборудованием и емкостью СОЖ;
- Объемный стружкосборник, удобное удаление стружки;
- Механизм-верньер для точного отсчета поперечного перемещения суппорта;
- фрезерное приспособление, устанавливаемое на поперечной каретке суппорта;
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой;
- Беззазорная фиксация резцовой головки обеспечивает высокую жёсткость и точность установки;
- Ходовой винт смазывается автоматически при нарезании резьбы;
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла;
- Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы;
- Предохранительное устройство от перегрузки механизма подач;
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жёсткому упору при точении.
Габаритные размеры рабочего пространства станка 1И611П
Габаритные размеры рабочего пространства станка 1и611п
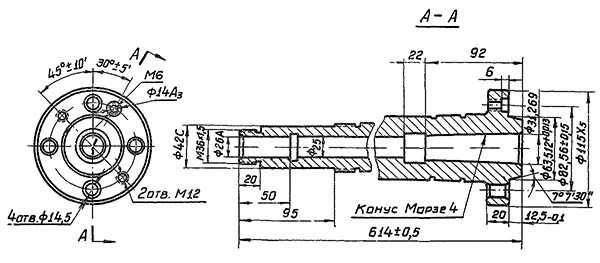
Шпиндель токарно-винторезного станка 1и611п
Шпиндель токарно-винторезного станка 1и611п. Смотреть в увеличенном масштабе
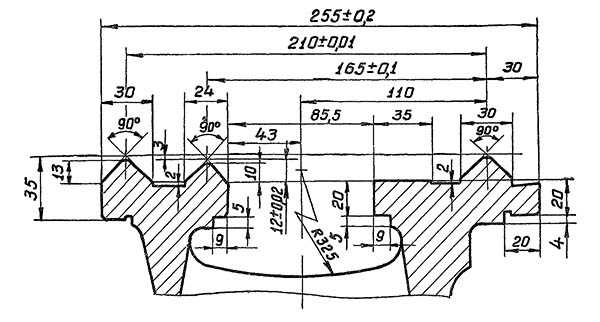
Станина токарно-винторезного станка 1и611п
Станина токарно-винторезного станка 1и611п. Смотреть в увеличенном масштабе
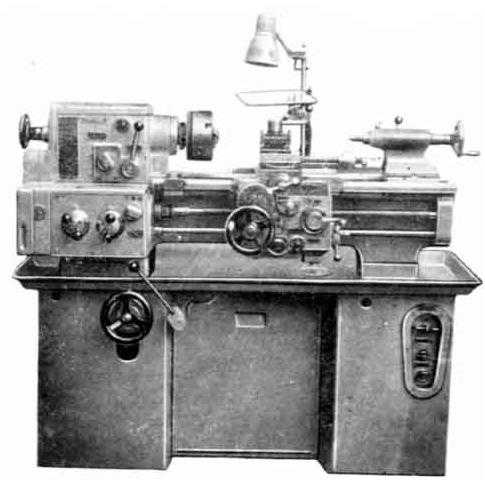
Общий вид токарно-винторезного станка 1И611П

Фото токарно-винторезного станка 1и611п
Фото токарно-винторезного станка 1И611П. Смотреть в увеличенном масштабе

Фото токарно-винторезного станка 1и611п
Фото токарно-винторезного станка 1И611П. Смотреть в увеличенном масштабе

Фото токарно-винторезного станка 1и611п
Расположение органов управления токарно-винторезным станком 1и611п
Расположение органов управления токарно-винторезным станком 1И611П
Спецификация органов управления токарно-винторезным станком 1И611П
- Маховик преселективного выбора скоростей шпинделя;
- Рукоятки переключения подач и резьб;
- Рукоятки переключения подач и резьб;
- Рукоятки переключения подач и резьб;
- Рукоятка переключения трензеля и звена увеличения шага;
- Рукоятка переключения перебора;
- Маховик ручной продольной подачи;
- Рукоятка ручной поперечной подачи;
- Рукоятка закрепления резцовой головки;
- Рукоятка включения и выключения ходового винта;
- Рукоятка фиксации системы охлаждения;
- Тумблер «Освещение»;
- Рукоятка перемещения верхних салазок;
- Рукоятка зажима пиноли;
- Рукоятка закрепления задней бабки на станине;
- Рукоятка реверсирования подачи;
- Маховик перемещения пиноли;
- Гайка для закрепления задней бабки на станине;
- Рукоятка пуска и останова;
- Рукоятка регулирования предохранительного механизма;
- Кнопка «Стол» главного движения;
- Кнопка «Пуск» главного движения;
- Пакетный выключатель «Охлаждение»;
- Пакетный выключатель «Сеть»;
- Рукоятка переключения скоростей шпинделя.
Схема кинематическая токарно-винторезного станка 1И611П
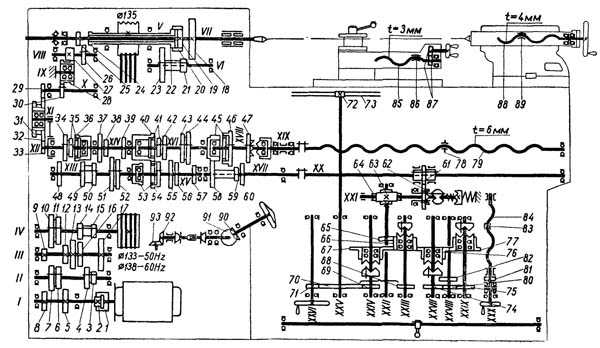
Кинематическая схема токарно-винторезного станка 1И611П
1. Схема кинематическая токарно-винторезного станка 1И611П. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1И611. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 1И611П
Редуктор

Редуктор токарно-винторезного станка 1И611П
Редуктор, установленный в левой части тумбы, представляет собой четырехосную коробку скоростей с приводом от фланцевого электродвигателя. Редуктор имеет плоские направляющие для перемещения по направляющим тумбы при натяжении ременной передачи и закрепляется с помощью плит крепежными болтами.
Изменение чисел оборотов осуществляется преселективным устройством, позволяющим производить выбор чисел оборотов во время работы станка. Выбор чисел оборотов производится посредством маховика, поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.
Переключение скоростей осуществляют следующим образом: предварительно маховиком устанавливают требуемое число оборотов шпинделя, в нужный момент включения осуществляют с ‘помощью рукоятки в два этапа — вначале рукоятку оттягивают на себя до появления заметного усилия, удерживая рукоятку в этом положении, выжидают пока не снизится число оборотов шпинделя (не выше 100 об/мин), затем рукоятку оттягивают до отказа, производя, таким образом, включение требуемой скорости.
При работе на низких скоростях шпинделя (ниже 100 об/мин) включение может быть произведено сразу — движением рукоятки до отказа. В случае, если, по каким-либо причинам (остановился двигатель и т. д.) после первой попытки переключения не произошло, необходимо отпустить ручку и повторить переключение снова.
Передняя бабка


Передняя бабка токарно-винторезного станка 1И611П
В середине бабки на гильзе находится шкив. Движение на шпиндель от редуктора передается четырьмя клиновыми ремнями. Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую муфту и 12 — через перебор 1:8. На передней стенке бабки (справа) находится рукоятка переключения шестерен перебора и зубчатой муфты. Управление перебором и зубчатой муфтой сблокировано так, что одновременное их включение невозможно. Чтобы не смять торцы шестерен, переключение перебора на ходу не рекомендуется.
В корпусе передней бабки имеется звено увеличения шага (8:1) и трензель, с которого вращение через гитару передается на коробку подач.
Коробка подач

Коробка подач токарно-винторезного станка 1И611П
Коробка подач закрытого типа позволяет без применения сменных шестерен нарезать метрические резьбы всех стандартных шагов от 0,2 до 48 мм, дюймовые резьбы с числом ниток на дюйм от 24 до 0,5, модульные с модулем 0,2-30 мм и получать подачи в пределах от 0,02 до 6 мм/об. Величина поперечных подач равна половине продольных.
Для нарезания резьб повышенной точности механизм подач позволяет произвести прямое соединение ходового винта с гитарой, минуя механизм подач. При этом каждый шаг подбирается только сменными шестернями гитары.
Гитара
Гитара крепится на левом торце коробки подач. Общее передаточное отношение цепи подач от шпинделя до 1-го ведущего вала гитары 1 : 2.
Передаточное отношение гитары 5:8 соответствует настройке на метрическую резьбу. Для нарезания модульных, дюймовых резьб и резьб повышенной точности (минуя механизм коробки подач) на гитаре предусмотрена возможность установки сменных шестерен.
В руководстве приводятся данные для настройки станка на нарезание резьб повышенной точности, а также специальных резьб, не указанных в таблице настройки механизма подач.
Схема электрическая принципиальная токарно-винторезного станка 1И611П
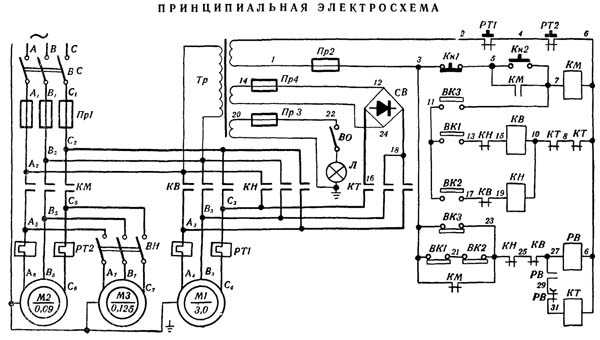
Электрическая схема токарно-винторезного станка 1И611П
Схема электрическая токарно-винторезного станка 1И611П. Смотреть в увеличенном масштабе
На станке установлены три трехфазных асинхронных электродвигателя:
- Электродвигатель главного привода 1Д, мощность 3 кВт, 1430 об/мин, тип АОЛ2-32-4
- Электродвигатель насоса смазки 2Д, мощность 0,08 кВт, 1390 об/мин, тип АОЛ-012-4
- Электродвигатель насоса охлаждения ЗД, мощность 0,125 кВт, 2800 об/мин, насос ПА-22
Электродвигатели и аппаратура рассчитаны на включение в сеть с частотой и номинальным напряжением, соответствующим заказу. Напряжение местного освещения 36 в. и цепи управления 127 в. Динамическое торможение напряжением 60 в. постоянного тока.
Описание работы электросхемы станка
Подключение электрической части станка к сети осуществляется пакетным выключателем ВС. Затем кнопкой 2КУ через магнитный пускатель П происходит включение электродвигателя смазки 2Д. После этого рукояткой валика управления, который связан с конечными выключателями 1KB и 2KB, осуществляется включение главного привода 1Д через реверсивный магнитный пускатель В (вперед) или Н (назад).
После включения одного из пускателей В или Н включается реле времени РВ и замыкает свой нормально разомкнутый контакт, подготавливая цепь для динамического торможения через пускатель Т. Пускатель Т включается после установки рукоятки валика управления в нейтральное положение через нормально замкнутые контакты конечных выключателей 1KB, 2KB и магнитных пускателей В, Н. При этом катушка реле времени отключается, а его контакт размыкается с выдержкой времени и отключает пускатель Т. Величина выдержки времени настраивается на время, необходимое для полного останова электродвигателя главного привода 1Д, но не более 2,5 сек, так как настройка на более длительное время может привести к выходу из строя селенового выпрямителя и трансформатора.
Динамическое торможение происходит путем подачи постоянного тока через селеновый выпрямитель СВ в обмотку статора электродвигателя.
Конечный выключатель КТ служит для притормаживания электродвигателя 1Д в момент переключения шестерен редуктора на ходу.
Включение электронасоса охлаждения производится пакетным выключателем ВН при работающем электродвигателе смазки 2Д. Включение освещения осуществляется тумблером ВО.
Токарно-винторезный универсальный станок 1И611П. Видеоролик.
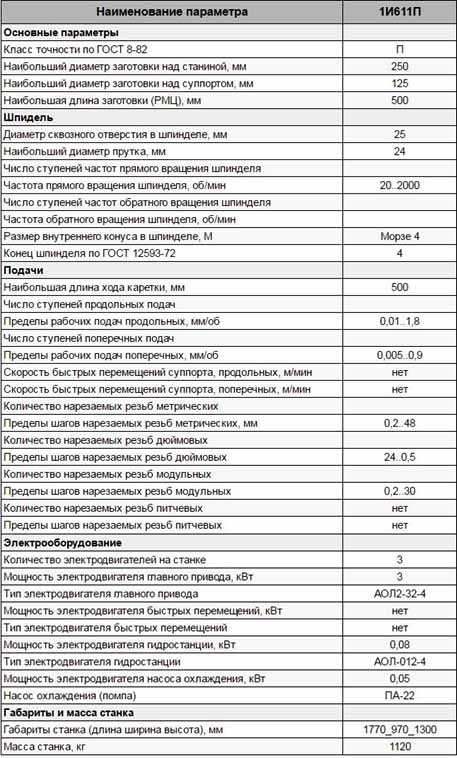
Технические характеристики токарно-винторезных станков 1И611П
| Наименование параметра | 1И611П | 250ИТВМ.01 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | В |
| Наибольший диаметр заготовки над станиной, мм | 250 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 |
| Шпидель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 |
| Наибольший диаметр прутка, мм | 24 | 24 |
| Число ступеней частот прямого вращения шпинделя | ||
| Частота прямого вращения шпинделя, об/мин | 20..2000 | 25..2500 |
| Число ступеней частот обратного вращения шпинделя | ||
| Частота обратного вращения шпинделя, об/мин | ||
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 |
| Подачи | ||
| Наибольшая длина хода каретки, мм | 500 | 500 |
| Число ступеней продольных подач | ||
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | ||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет |
| Количество нарезаемых резьб метрических | ||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 0,2..30 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет |
| Электрооборудование | ||
| Количество электродвигателей на станке | 3 | 3 |
| Мощность электродвигателя главного привода, кВт | 3 | 3 |
| Тип электродвигателя главного привода | АОЛ2-32-4 | АИР100S4ПУ3 |
| Мощность электродвигателя быстрых перемещений, кВт | нет | нет |
| Тип электродвигателя быстрых перемещений | нет | нет |
| Мощность электродвигателя гидростанции, кВт | 0,08 | |
| Тип электродвигателя гидростанции | АОЛ-012-4 | |
| Мощность электродвигателя насоса охлаждения, кВт | 0,05 | |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1770_970_1300 | 1790_810_1400 |
| Масса станка, кг | 1120 | 1180 |
Связанные ссылки. Дополнительная информация
Каталог-справочник токарных станков
Паспорта и руководства токарных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1И611П станок токарно-винторезный: – паспорт, (djvu), 1968 г., 1,1 Мб, Скачать
stanki-katalog.ru