Станок токарный вики – Токарный станок Википедия
alexxlab | 25.06.2018 | 0 | Токарные станки
Токарный станок Википедия
 Токарный станок.
Изображение токарного станка (левый верхний угол), в средневековой германской книге, 1480 год.
Токарный станок.
Изображение токарного станка (левый верхний угол), в средневековой германской книге, 1480 год.Тока́рный стано́к — станок для обработки резанием (точением) заготовок из металлов, древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
Значительную долю станочного парка составляют станки токарной группы. Она включает, согласно классификации Экспериментального НИИ металлорежущих станков, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам.
Применение на станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования.
Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали, делятся на горизонтальные и вертикальные. Вертикальные предназначены в основном для обработки деталей значительной массы, большого диаметра и относительно небольшой длины.
Самые распространённые токарные станки в советское время — 1К62 и 16К20.
Виды токарных станков[ | ]
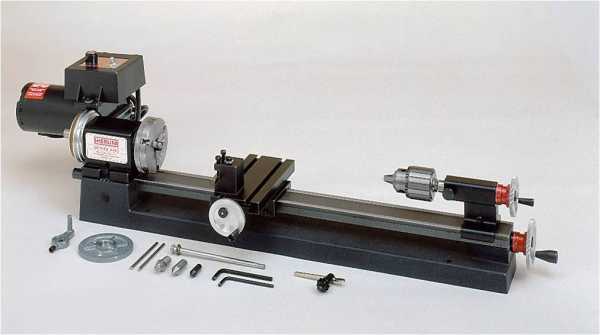
Доступны различные формы токарных станков в разных форматах и спецификациях. Есть деревообрабатывающие токарные станки, металлообрабатывающие станки и машины, используемые для декоративного точения, обработка стекла и алмазная обработка. Существуют легкие токарные станки, которые полезны для мягких работ, например, в мини-инструментальных комнатах или для практических применений или демонстраций. Существуют мощные токарные станки, используемые для массового производства на электростанциях, сталелитейных и бумажных фабриках, судостроительной и авто
ru-wiki.ru
Токарные станки Википедия
Токарный станок.
Изображение токарного станка (левый верхний угол), в средневековой германской книге, 1480 год.Тока́рный стано́к — станок для обработки резанием (точением) заготовок из металлов, древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
Значительную долю станочного парка составляют станки токарной группы. Она включает, согласно классификации Экспериментального НИИ металлорежущих станков, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам.
Применение на станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования.
Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали, делятся на горизонтальные и вертикальные. Вертикальные предназначены в основном для обработки деталей значительной массы, большого диаметра и относительно небольшой длины.
Самые распространённые токарные станки в советское время — 1К62 и 16К20.
Виды токарных станков[ | ]
Доступны различные формы токарных станков в разных форматах и спецификациях. Есть деревообрабатывающие токарные станки, металлообрабатывающие станки и машины, используемые для декоративного точения, обработка стекла и алмазная обработка. Существуют легкие токарные станки, которые полезны для мягких работ, например, в мини-инструментальных комнатах или для практических применений или демонстраций. Существуют мощные токарные станки, используемые для массового производства на электростанциях, сталелитейных и бумажных фабриках, судостроительной и авто
ru-wiki.ru
Токарная группа станков Википедия
Токарный станок.
Изображение токарного станка (левый верхний угол), в средневековой германской книге, 1480 год.Тока́рный стано́к — станок для обработки резанием (точением) заготовок из металлов, древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
Значительную долю станочного парка составляют станки токарной группы. Она включает, согласно классификации Экспериментального НИИ металлорежущих станков, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам.
Применение на станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования.
Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали, делятся на горизонтальные и вертикальные. Вертикальные предназначены в основном для обработки деталей значительной массы, большого диаметра и относительно небольшой длины.
Самые распространённые токарные станки в советское время — 1К62 и 16К20.
Виды токарных станков[ | ]
Доступны различные формы токарных станков в разных форматах и спецификациях. Есть деревообрабатывающие токарные станки, металлообрабатывающие станки и машины, используемые для декоративного точения, обработка стекла и алмазная обработка. Существуют легкие токарные станки, которые полезны для мягких работ, например, в мини-инструментальных комнатах или для практических применений или демонстраций. Существуют мощные токарные станки, используемые для массового производства на электростанциях, сталелитейных и бумажных фабриках,
история изобретения и современные модели
В настоящее время широко известен токарный станок. История его создания начинается с 700-х годов н.э. Первые модели применялись для обработки древесины, 3 века спустя был создан агрегат для работы с металлами.
Первые упоминания
В 700-х годах н.э. был создан агрегат, частично напоминающий современный токарный станок. История его первого удачного запуска начинается с обработки древесины методом вращения заготовки. Ни одной детали установки не было сделано из металла. Поэтому надежность таких устройств довольна низкая.
В то время низкий КПД имел токарный станок. История производства восстановлена по сохранившимся чертежам, рисункам. Чтобы раскрутить заготовку требовалось 2 крепких подмастерья. Точность получаемых изделий невысокая.
Информацию об установках, отдаленно напоминающих токарный станок, история датирует 650 годом до н. э. Однако общим у этих машин был только принцип обработки — методом вращения. Остальные узлы были примитивны. Заготовка приводилась в движение в прямом смысле руками. Использовался рабский труд.
Созданные модели в 12 веке уже имели подобие привода и на них могли получить полноценное изделие. Однако держателей инструмента еще не было. Поэтому о высокой точности изделия было рано говорить.
Устройство первых моделей
Старинный токарный станок зажимал заготовку между центрами. Вращение осуществлялось руками всего на несколько оборотов. Неподвижным инструментом осуществлялся рез. Аналогичный принцип обработки присутствует в современных моделях.
В качестве привода для вращения заготовки мастера использовали: животных, лук со стрелами привязанный веревкой к изделию. Некоторые умельцы для этих целей строили подобие водяной мельницы. Но значительно повысить производительность так и не получалось.

Первый токарный станок имел деревянные части, и с увеличением количества узлов терялась надежность устройства. Водяные приспособления быстро теряли актуальность ввиду сложности ремонта. Только к 14 веку появился простейший привод, значительно упростивший процесс обработки.
Ранние приводные механизмы
Прошло несколько веков с изобретения токарного станка до реализации на нем простейшего приводного механизма. Представить его можно в виде жерди закрепленной посередине на станине поверх заготовки. Один конец очепа привязан веревкой, которая обернута вокруг заготовки. Второй закреплен с педалью для ног.
Этот механизм успешно работал, но не мог дать необходимую производительность. Принцип работы был построен на законах упругой деформации. При нажатии на педаль осуществлялось натяжение веревки, жердь изгибалась и испытывала значительное напряжение. Последнее передавалось заготовке, приводя ее в движение.
Провернув изделие на 1 или 2 оборота, жердь освобождалась и снова изгибалась. Педалью мастер регулировал постоянную работу очепа, заставляя непрерывно вращаться заготовку. Руки при этом были заняты инструментом, совершая обработку древесины.
Этот простейший механизм унаследовали следующие версии станков, которые уже имели кривошипно-шатунный механизм. Аналогичную конструкцию привода впоследствии имели механические швейные машинки 20-го века. На токарных станках при помощи кривошипа добились равномерного движения в одну сторону.
За счет равномерного движения мастера стали получать изделия правильной цилиндрической формы. Единственное чего не хватало — жесткости узлов: центров, державок инструмента, приводного механизма. Из дерева изготавливались держатели резцов, что приводило к их отжиму при обработке.
Но, несмотря на перечисленные недостатки, стало возможным выпускать даже шарообразные детали. Обработка металлов еще была затруднительным процессом. Даже мягкие сплавы вращением не поддавались реальному точению.
Положительным сдвигом в конструировании станков было внедрение универсальности в обработке: уже на одной машине выполнялась обработка заготовок различного диаметра и длины. Это достигалось регулируемыми держателями и центрами. Однако большие детали требовали значительных физических затрат мастера на реализацию вращение.
Многие умельцы приспособили маховик из чугуна и других тяжелых материалов. Использование силы инерции и притяжения облегчило труд обработчика. Однако промышленных масштабов достигнуть было еще сложно.
Металлические детали
Основной задачей изобретателей станков было повысить жесткость узлов. Началом технического перевооружения стало применение металлических центров, зажимающих заготовку. Позже уже внедрили шестеренчатые передачи из стальных деталей.

Металлические запчасти позволили создать винторезные станки. Жесткости уже хватало для обработки мягких металлов. Постепенно совершенствовались отдельные узлы:
- держатель заготовок, позже названный главным узлом — шпинделем;
- конусные упоры оснащались регулируемыми механизмами для изменения положения по длине;
- работа на токарном станке стала легче с изобретением металлического держателя инструмента, но требовался постоянный отвод стружки при повышении производительности;
- чугунная станина повысила жесткость конструкции, что позволило обрабатывать детали значительной длины.
С внедрением металлических узлов раскрутить заготовку становится сложнее. Изобретатели задумались о создании полноценного привода, желая исключить ручной труд человека. Система передач помогла осуществить задуманное. Паровой двигатель впервые был приспособлен для вращения заготовок. Ему предшествовал водяной двигатель.
Равномерность перемещения режущего инструмента осуществлялась червячной передачей при помощи рукоятки. Благодаря этому получалась более чистая поверхность детали. Сменные блоки позволили реализовать универсальную работу на токарном станке. Механизированные конструкции усовершенствовались столетиями. Но по сей день принцип работы узлов базируется на первых изобретениях.
Ученые изобретатели
В настоящий момент, покупая токарный станок, технические характеристики анализируют в первую очередь. В них приводятся основные возможности в обработке, габариты, жесткость, скорость производства. Ранее с модернизацией узлов постепенно вводились параметры, согласно которым модели сравнивали между собой.
Классификация машин помогала оценивать степень совершенства того или иного станка. После анализа собранных данных Андрей Нартов, отечественный изобретатель времен Петра I-го, модернизировал предыдущие модели. Его детищем стал настоящий механизированный станок, позволяющий производить различные виды обработок тел вращения, нарезать резьбу.
Плюсом в конструкции Нартова была возможность изменять скорость вращения подвижного центра. Также им были предусмотрены сменные блоки шестерен. Внешний вид станка и устройство напоминают современный простейший токарный станок ТВ3, 4, 6. Аналогичные узлы имеют и современные обрабатывающие центры.

В 18-ом веке Андрей Нартов представил миру самоходный суппорт. Ходовой винт передавал равномерное перемещение инструмента. Генри Модсли, английский изобретатель, представил свою версию важного узла к концу столетия. В его конструкции изменение скорости перемещения осей осуществлялось благодаря разному шагу резьбы ходового винта.
Основные узлы
Для обработки 3D-деталей резанием методом вращения идеально подходят токарные станки. Обзор современной машины содержит параметры и характеристики основных узлов:
- Станина — основной нагруженный элемент, рама станка. Изготавливают из прочных и твердых сплавов, преимущественно применяется перлит.
- Суппорт — остров для крепления вращающихся инструментальных головок либо статичного инструмента.
- Шпиндель — выступает в роли держателя заготовок. Основной мощный узел вращения.
- Дополнительные узлы: ШВП, оси скольжения, механизмы смазки, подачи СОЖ, воздухоотборники из рабочей зоны, охладители.
Современный токарный станок содержит приводные системы, состоящие из сложной электроники управления и двигателя чаще синхронного. Дополнительные опции позволяют убирать стружку из рабочей зоны, измерять инструмент, подавать СОЖ под давлением непосредственно в область реза. Механика станка подбирается индивидуально под задачи производства, от этого зависит и стоимость оборудования.

Суппорт содержит узлы для размещения подшипников, которые насажены на ШВП (шарико-винтовую пару). Также на нем монтируются элементы для контакта с направляющими скольжения. Смазка в современных станках подается автоматически, контролируется ее уровень в бачке.
В первых токарных станках перемещение инструмента осуществлял человек, он выбирал направление его движения. В современных моделях все манипуляции осуществляет контроллер. Понадобилось несколько веков для изобретения подобного узла. Электроника значительно расширила возможности обработки.
Управление
В последнее время распространены токарные станки с ЧПУ по металлу — с число-программным управлением. Контроллер управляет процессом реза, отслеживает положение осей, вычисляет движение по заложенным параметрам. В памяти хранится несколько этапов реза, вплоть до выхода готовой детали.
Токарные станки с ЧПУ по металлу могут иметь визуализацию процесса, что помогает проверить написанную программу до начала движения инструмента. Весь рез можно увидеть виртуально и вовремя исправить ошибки кода. Современная электроника контролирует нагрузку на оси. Последние версии программного обеспечения позволяют определить поломанный инструмент.
Методика контроля поломанных пластин на державке основана на сравнении графика нагрузок оси при нормальном режиме работы и при превышении аварийного порога. Отслеживание происходит в программе. Сведения для анализа контроллеру подает приводная система либо датчик мощности с возможностью оцифровки значений.
Датчики положения
Первые станки с электроникой имели концевики с микровыключателями для контроля крайних положений. Позже на винтопару стали устанавливать кодеры. В настоящее время используются высокоточные линейки, способные замерить люфт в несколько микрон.
Оснащаются круговыми датчиками и оси вращения. Шпиндельный узел мог быть управляемым. Это требуется для реализации фрезерных функций, которые выполнялись приводным инструментом. Последний часто встраивался в револьверную головку.
Измерение целостности инструмента производится при помощи электронных щупов. Они же облегчают работу по поиску точек привязки для старта цикла реза. Зонды могут замерять геометрию получаемых контуров детали после обработки и автоматически вносить корректоры, закладываемые в повторную чистовую обработку.
Простейшая современная модель
Токарный станок ТВ 4 относится к учебным моделям с простейшим приводным механизмом. Все управление осуществляется вручную.

Рукоятки:
- регулируют положение инструмента относительно оси вращения;
- задают направления нарезания резьбы правой или левой;
- служат для изменения числа оборотов главного привода;
- определяют шаг резьбы;
- включают продольное перемещение инструмента;
- отвечают за крепление узлов: задней бабки и ее пиноли, головки с резцами.
Маховики перемещают узлы:
- пиноль задней бабки;
- каретку продольную.
В конструкции предусмотрена цепь освещения рабочей зоны. Система безопасности в виде защитного экрана предохраняет работников от попадания стружки. Конструкция станка компактная, что позволяет его использовать в учебных классах, помещениях сервиса.
Токарно-винторезный станок ТВ4 относится к простым конструкциям, где предусмотрены все необходимые узлы полноценной конструкции по обработке металлов. Шпиндель имеет привод через коробку передач. Инструмент закреплен на суппорте с механической подачей, приводится в движение винтопарой.
Размеры
Шпинделем управляет асинхронный двигатель. Максимальный размер заготовки может быть в диаметре:
- не более 125 мм, если проводить обработку над суппортом;
- не более 200 мм, если обработка проводится над станиной.
Длина заготовки зажимаемой в центрах не более 350 мм. В сборе станок весит280 кг, максимальные обороты шпинделя 710 об/мин. Эта скорость вращения является определяющей при чистовой обработке. Питание производится от сети 220В частотой 50 Гц.
Особенности модели
Коробка скоростей станка ТВ4 связана с двигателем шпинделя клиноременной передачей. На шпиндель же вращение передается от коробки через ряд шестерней. Направление вращения заготовки легко меняется фазировкой главного двигателя.
Гитара служит для осуществления передачи вращения от шпинделя к суппортам. Имеется возможность переключать 3 скорости подачи. Соответственно нарезается три разного типа метрические резьбы. Плавность и равномерность хода обеспечивает ходовой винт.
Рукоятками задается направление вращения винтопары передней бабки. Также рукоятками задаются скорости подач. Суппорт ходит только в продольном направлении. Узлы следует смазывать согласно регламентам станка вручную. Шестерни же забирают смазку из ванны, в которой они работают.
На станке реализована возможность работы вручную. Для этого используются маховики. Происходит зацепление реечной шестерни и зубчатой рейкой. Последняя прикручена к станине. Такая конструкция позволяет при необходимости включать ручное управление станком. Аналогичный маховик применяется для перемещения пиноли задней бабки.
fb.ru
Токарный станок – Википедия
Материал из Википедии — свободной энциклопедии
(перенаправлено с «»)Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 17 июня 2016; проверки требуют 25 правок. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 17 июня 2016; проверки требуют 25 правок.
Токарный станок. Изображение токарного станка (левый верхний угол), в средневековой германской книге, 1480 год.Тока́рный стано́к — станок для обработки резанием (точением) из металлов, древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
Значительную долю станочного парка составляют станки токарной группы. Она включает, согласно классификации Экспериментального НИИ металлорежущих станков, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам.
Применение на станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования.
Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали, делятся на горизонтальные и вертикальные. Вертикальные предназначены в основном для обработки деталей значительной массы, большого диаметра и относительно небольшой длины.
Самые распространённые токарные станки в советское время — и 16К20.
Виды токарных станков[ | ]
Токарно-винторезный станок[ | ]
encyclopaedia.bid
История развития токарного станка
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
ГОУ ВПО Череповецкий Государственный Университет
Институт Педагогики и Психологии
кафедра: профессионального образования
Доклад по дисциплине:
История развития науки, техники и технологий:
«История развития токарного станка».
Выполнила
студентка
группы 4ПО-41
Никифорова Т.В.
Проверил доцент:
Златоустов В. Д.
Череповец 2007
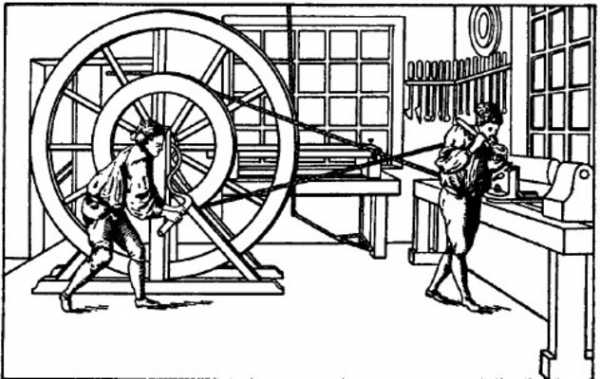
Токарные станки были изобретены и применялись еще в глубокой древности. Они были очень просты по устройству, весьма несовершенны в работе и имели вначале ручной, а впоследствии ножной привод.
Древний токарный станок ручного привода показан на рис. 1. Обтачиваемое изделие, установленное на двух деревянных стойках, обрабатывали два человека. Один вращал при помощи веревки изделие то вправо, то влево, а другой держал в руках режущий или скоолящии инструмент и обрабатывал им изделие.
Старинный русский токарный станок ножного привода показан на рис. 2. Этот станок совершеннее предыдущего: более устойчивое взаимное положение изделия и инструмента обеспечивало и более точную обработку, а замена ручного привода ножным позволила работать на станке вместо двух одному человеку. Обтачиваемое изделие устанавливалось на заостренных деревянных клиньях 1 и 2 (первых представителях современных центров). Клин 1 закреплялся в стойке наглухо, а клин передвигался до упора в изделие 3 и закреплялся вспомогательным клином 4, Веревка 5, навитая на изделие 1-2 оборота, одним концом прикреплялась к гибкой жерди 6, а другим — к деревянной подножке 7. Нажимая ногой на подножку, токарь приводил во вращение обтачиваемое изделие. Удерживая обеими руками режущий инструмент, опирающийся о деревянный брусок 8, он прижимал инструмент к изделию и обрабатывал его.

Рис.1 Древний токарный станок
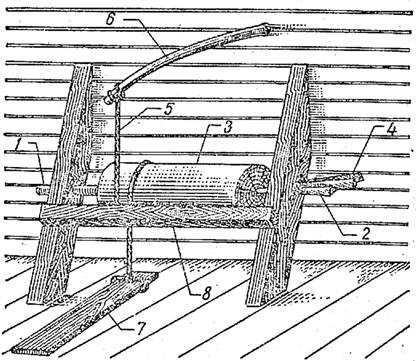
Рис.2 Старинный русский токарный станок
Затем нажим ноги на подножку прекращался, гибкая жердь выпрямлялась, тянула веревку вверх и вращала изделие в обратном направлении. Обтачивание в это время прерывалось, и таким образом, как и на предыдущем станке почти половина рабочего времени тратилась бесполезно.
Токарные станки, показанные па рис. 1 и 2 применялись главным образом для обработки деревянных изделий. Необходимость обработки металлических изделий ускорила развитие токарных станков, хотя это развитие происходило очень медленно. Приоритет в развитии токарных станков принадлежит русским техникам.
Андрей Константинович Нартов, один из самых замечательных русских техников XVIII в., воспитанник Московской школы «математических и навигационных наук», впервые в мире в 1715 г. изобрел и затем построил токарно-копировальный станок с суппортом – механическим держателем режущего инструмента, заменяющим руку человека. На этом станке, хранящемся ныне в Государственном Эрмитаже в Санкт – Петербурге, сохранилась надпись: «Начало произвождения к строению махины 1718-го, решена 1729- году. Механик Андрей Нартов». В 1719 г. Нартов писал Петру I —большому мастеру токарного дела по дереву и металлу — из Лондона о том, что он «здесь таких токарных мастеров, которые превзошли российских мастеров, не нашел, и чертежи махинам, которые ваше царское величество приказал здесь сделать, я мастерам казал, и оные сделать по ним не могут…». Так при первом знакомстве Нартова с зарубежной техникой он смог убедиться в том, что русские мастера не только не уступают зарубежным, но и превосходят их.
А. К. Нартов опередил почти на столетие Генри Модели, которому необоснованно приписывается буржуазными авторами изобретение суппорта в 1797 г. Хранящиеся в Государственном Эрмитаже станки Нартова доказывают, что он еще в начале XVIII в. работал на станках своего изобретения, на которых еще с большей точностью, чем в конце XVIII в,- у Модели, можно было изготовлять, притом автоматически, металлические изделия любой формы. Изобретение суппорта ознаменовало собой начало новой эпохи в развитии не только токарных, но и других металлорежущих станков.
Следовательно, благодаря изобретению А. К. Нартова Россия почти на столетие опередила Западную Европу и Америку в создании токарных станков с суппортами. А. К. Нартов за два с половиной столетия до наших дней предвосхитил создание металлорежущих станков, автоматически изготовляющих изделия из металла,- тех станков, которые являются наиболее важными для современной промышленности.
Заслугой Нартова является и воспитание им русских знатоков обработки металла резанием. Из петровской токарной мастерской, которой заведовал Нартов, вышел ряд учеников, в числе их особенно выделялись токари Александр Журавский и Семен Матвеев.
Ученики и последователи Нартова успешно совершенствовали и строили токарные станки. В конце 18 века тверской механик-часовщик Лев Собакин и тульский мастер Алексей Сурин разработали чертежи, по которым изготовлялись токарно-винторезные станки для обработки различных винтов. Сурин создал токарный станок и для изготовления ружейных стволов. На этом станке вращение изделия осуществлялось от трансмиссионного привода, а суппорт с режущим инструментом перемещался при помощи ходового винта. Впервые на этом станке было применено автоматическое выключение суппорта. Русские изобретатели и в этом усовершенствовании токарного станка опередили изобретателей зарубежных стран.
Особенно широко изготовление токарных станков было развито на Тульском и других оружейных заводах. На рис. 3 показан один из таких станков. На нем изделие приводилось во вращение от трансмиссии через ременную передачу 1, а суппорт 2 перемещался механически при помощи шестерен 3 и винта 4.
На рис. 4 показан токарный станок со ступенчатым шкивом и перебором, созданный в середине девятнадцатого столетия. На таких станках изделию сообщалось разное число оборотов при помощи ступенчатого шкива 1 и шестеренчатого перебора 2. Движение суппорту 3 передавалось через смежные шестеренки 4 и ходовой валик или винт 5. Подобные токарные станки изготовлялись и в начале ХХ века.
В конце девятнадцатого и в начале двадцатого столетия токарные станки со ступенчатым шкивом снабжались коробками передач для изменения скорости перемещения суппорта, а так же ходовым валиком и ходовым винтом.

Рис.3 Токарный станок, изготовленный на Тульском оружейном заводе в середине 18 века.

Рис.4 Токарный станок середины 19 века со ступенчатым шкивом

Рис.5 Токарно-винторезный станок ТН-20
До Великой Октябрьской социалистической революции в России станкостроение было плохо развито. Парк станков составлял всего 75 тысяч единиц. В период довоенных пятилеток было создано большое количество станкостроительных предприятий, освоен выпуск основных типов станков, а 1940 году парк станков вырос до 710 тысяч единиц.
В 1932 году в стране было освоено производство первого токарного станка с коробкой скоростей. Станок назывался ДИП («Догнать и перегнать»). Этим девизом советские станкостроители бросали вызов миру: «Мы догоним и перегоним вас по производству станков!».
На смену ДИПу в 1957 году пришел станок 1А62, а в последующие годы 1А16, 1А64, 1620, 16К20, 1К62 и др.
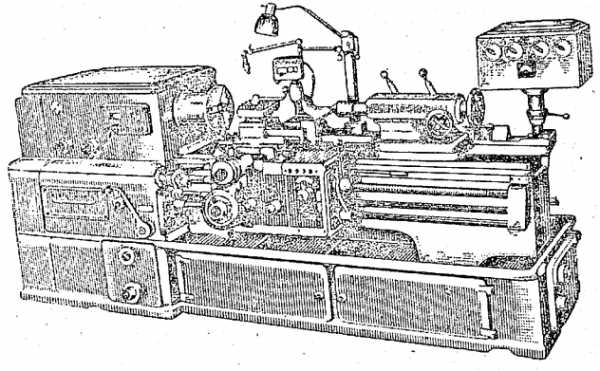
Рис.6 Токарно-винторезный станок 1620 завода «Красный пролетарий»
Такой станок, показанный на рис. 5, состоит из коробки подач 1, передней бабки 2, ступенчатого шкива 3, резцедержателя 4, суппорта 5, задней бабки 6, ходового винта 7, ходового валика 8, станины ножки 10, фартука 9 и
тумбы 11.
После изобретения и успешного применения быстрорежущей стали, а затем и твердых сплавов появились быстроходные мощные станки современной конструкции. Эти станки имеют массивные станины и снабжены коробками скоростей, позволяющими быструю перемену чисел оборотов обрабатываемого изделия, и более совершенными коробками подач. На рис. 6 показан наиболее совершенный токарно-винторезный станок модель 1620, изготовляемый заводом «Красный пролетарий».
В настоящее время на производстве применяются усовершенствованные многофункциональные станки, также станки типа 16К20, и ДИП 100, ДИП 200, ДИП 300, ДИП 400, ДИП 500, ДИП 800, ДИП 1000.
Таким образом, до появления современного токарного станка был пройден тяжелый путь от древних времен, когда использовались станки с применением ручной физической силы, до сегодняшнего момента, когда применяются полностью или частично автоматизированные станки, имеющие большую производительность и меньшие затраты рабочей силы.
Список литературы:
1. Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело. Уч. Пособие для проф. техн. училищ. – М: Высшая школа, – 1972. – 304 с.
2. Ятченко С.В. «Токарное дело», М.: Сельхозгиз, 1958 г., 532 с.
mirznanii.com
История изобретения токарного станка | Великие открытия человечества
Согласно дошедших до нас сведений токарный станок был изобретен примерно в середине седьмого столетия до нашей эры. Между двумя соосно установленными центрами зажималась заготовка из кости или дерева. Подмастерье вращал заготовку, а мастер прижимал резец к заготовке в нужном месте и снимал стружку, пока заготовка не приобретала требуемую форму. Позже заготовку приводили в движение с помощью лука с провисающей тетивой. Ее оборачивали петлей вокруг заготовки. Когда лук начинали двигать, словно пилу при распилке бревен, заготовка начинала вращаться вокруг своей оси то в одну, то в другую сторону. В XIV — XV веках получили распространение токарные станки, имевшие ножной привод. Упругая жердь (очеп) крепилась консольно над станком. На конец жерди крепили бечевку, обернутую на один оборот вокруг заготовки. Нижний конец бечевки крепили к педали. Когда на педаль нажимали, натягивалась бечевка и заготовка делала 1-2 оборота, а жердь сгибалась. Если педаль отпускали, жердь выпрямлялась и подтягивала бечевку вверх, заготовка совершала 1-2 оборота, но в другую сторону.
К 1430 году очеп заменили механизмом, состоящим их педали, кривошипа и шатуна. Получился привод, аналогичный ножному приводу в швейной машинке XX-го столетия. 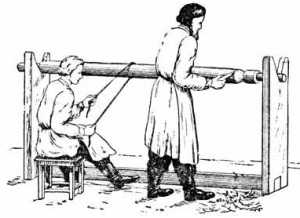 Теперь заготовка в течение всего процесса не совершала колебательного движения, как раньше, а вращалась в одну сторону. В 1500 г. на станке уже были стальные центры и люнет, позволившие обрабатывать достаточно сложные детали. Однако маломощный привод и недостаточная сила в руке рабочего делали обработку металла малоэффективной. Появление водяных приводов оказало большое влияние на повышение эффективности в металлообработке. В середине XVI века был изобретен токарный станок для нарезки конических и цилиндрических винтов. Его изобрел Жак Бессон.
Теперь заготовка в течение всего процесса не совершала колебательного движения, как раньше, а вращалась в одну сторону. В 1500 г. на станке уже были стальные центры и люнет, позволившие обрабатывать достаточно сложные детали. Однако маломощный привод и недостаточная сила в руке рабочего делали обработку металла малоэффективной. Появление водяных приводов оказало большое влияние на повышение эффективности в металлообработке. В середине XVI века был изобретен токарный станок для нарезки конических и цилиндрических винтов. Его изобрел Жак Бессон.
Со временем токарные станки стали часто использовать для нарезки металлов, а не дерева. Возникла необходимость в жестком креплении резца и механизированного передвижения его по обрабатываемой поверхности. Проблема самоходного суппорта разрешилась с изобретением А. К. Нартовым в 1712 году токарно-копировального станка. Во второй половине XVIII века значительно расширилась сфера использования металлорежущих станков, начались усиленные поиски универсального токарного станка. Проблема механизированного передвижения резца стала особенно острой, когда приходилось нарезать резьбу, изготавливать зубчатые колеса, наносить на предметы роскоши сложные узоры. А. К. Нартов успешно решил вопрос механизации операции. Копировальный палец и суппорт двигались благодаря одному ходовому винту, но шаг нарезки под копиром и резцом были разные. Соответственно была решена проблема автоматического передвижения суппорта вдоль оси заготовки. Поперечная подача пока отсутствовала, ее заменило качание системы «копир-заготовка».
Над созданием совершенного суппорта трудились многие изобретатели, наиболее удачную конструкцию изобрел англичанин Г. Модсли. В 1798 году он улучшил конструкцию суппорта и изобрел универсальный токарный станок. В 1800 году станок был усовершенствован и создан новый вариант,  включавший все детали, имеющиеся на токарно-винторезных станках и сегодня. Модсли впервые применил стандартизацию резьб на гайках и винтах и стал выпускать наборы плашек и метчиков для нарезания резьбы. Ученик изобретателя Р. Робертс установил ходовой винт перед станиной, на переднюю панель станка вынес ручки управления, добавил зубчатый перебор, улучшив тем самым токарный станок. Еще один сотрудник Модсли — Клемент изобрел лоботокарный станок, позволивший обрабатывать детали с большим диаметром. Д. Витворт изобрел в 1835 г. в поперечном направлении автоматическую подачу, связанную с механизмом продольной подачи. На этом принципиальное совершенствование токарного станка было завершено. Наступил период автоматизации токарных станков.
включавший все детали, имеющиеся на токарно-винторезных станках и сегодня. Модсли впервые применил стандартизацию резьб на гайках и винтах и стал выпускать наборы плашек и метчиков для нарезания резьбы. Ученик изобретателя Р. Робертс установил ходовой винт перед станиной, на переднюю панель станка вынес ручки управления, добавил зубчатый перебор, улучшив тем самым токарный станок. Еще один сотрудник Модсли — Клемент изобрел лоботокарный станок, позволивший обрабатывать детали с большим диаметром. Д. Витворт изобрел в 1835 г. в поперечном направлении автоматическую подачу, связанную с механизмом продольной подачи. На этом принципиальное совершенствование токарного станка было завершено. Наступил период автоматизации токарных станков.
mirnovogo.ru