Токарный прутковый автомат – Прутковые токарные автоматы в России
alexxlab | 14.08.2019 | 0 | Токарные станки
Токарные прутковые автоматы с ЧПУ цены, отзывы, каталог, доставка, описание
Компания «РуСтан» предлагает купить токарный автомат продольного точения с ЧПУ (т.н. “шведского типа” – “swiss type”) по выгодной цене.
Это оборудование используют для высокоскоростного и высокопроизводительного производства мелких серийных деталей из металлического прутка, профиля или проволоки. Обрабатывающий центр может изготавливать детали из черных и цветных металлов.
.Токарный автомат с ЧПУ применяется в крупном производстве и имеют ряд неоспоримых достоинств:
- получение сложных поверхностей;
- высокая точность изготовления детали;
- невысокие затраты на изготовление детали.
CNC-станки рассчитаны на продолжительную работу.
Возможности оборудования
Благодаря применению токарно-револьверного пруткового автомата можно вести следующие виды механической обработки деталей:
- токарную;
- фрезерную;
- обработку сверлом.
Также среди возможности программируемого станочного оборудования имеется:
- автоматическое устройство подачи прутка;
- несколько управляемых осей обработки;
- расширенное количество обрабатывающих инструментов.
Следует отметить и такие замечательные особенности автоматов:
- высокая точность обрабатываемых деталей;
- обработка мелких деталей ведется без использования задней бабки;
- несимметричная обработка деталей;
- лёгкость перенастройки;
- простота обслуживания;
- возможность дооснащения необходимыми опциями.
Компания «РуСтан» предлагает к продаже станки по выгодной цене. Также мы рекомендуем заказать дополнительное оборудование. Напоминаем, при покупке действует гибкая система скидок! Доставка в Москве и по России, возможен самовывоз. Звоните и заказывайте по телефону +7 (495) 249-49-90!
rustan.ru
Компактные прутковые автоматы с ЧПУ
Отправить заявкуX
серия Mini
Токарные станки серии Mini предназначены
для обработки как штучных заготовок, так и деталей из прутка.
Цельная литая станина с ребрами жесткости позволяет добиваться высокоточной обработки.
Станки оснащаются инструментальной плитой наклонного типа.
В зависимости от задач комплектуются как прутковым податчиком,
так и автоматическим загрузчиком штучных заготовок.
Компактные размеры позволяют грамотно разместить их на рабочем участке.
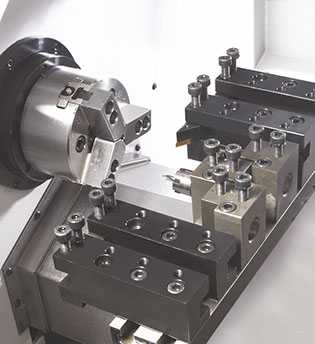

Инструментальная плита
с быстросменными державками,
расположенными непосредственно
в зоне обработки,
позволяет снизить машинное время
В комплектации
с приводным инструментом
Вибробункер
для автоматиеской
загрузки штучных заготовок
| POLYGIM | Mini-88 | Mini-88-20 | Mini-88-25 | Mini-88Y |
| Максимальный диаметр обработки, мм | Ø60 | Ø21 | Ø60 | Ø25 |
| Максимальная длина обработки, мм | 90 | 100 | 220 | 110 |
| Максимальный диаметр прутка, мм | Ø25 | Ø21 | Ø25 | Ø25 |
| Диаметр патрона (3-х кулачковый/цанговый, мм) | 4”/25 | -/20 | 4”/25 | 4”/25 |
| Диаметр торца шпинделя, мм | Ø85 | — | Ø85 | Ø85 |
| Мощность двигателя главного шпинделя, кВт | 2,2 | 2,2 | 2,2 | 2,2 |
| Мощность двигателя противошпинделя, кВт | — | — | 1,5 | — |
| Максимальная частота вращения главного шпинделя, об/мин | 5000 | 8000 | 6000 | 6000 |
| Максимальная частота вращения противошпинделя, об/мин | — | — | 6000 | 6000 |
| Максимальная частота вращения приводного инструмента, об/мин | — | — | 6000 | — |
| Максимальное число позиций инструмента, шт. | 11 | 8 | 8 | 18 |
| Размер хвостовика инструмента для наружной обработки, мм | ☐16×100 | ☐16×100 | ☐16×100 | ☐12×100 |
| Размер хвостовика инструмента для внутренней обработки, мм | Ø20 | Ø16 | Ø20 | Ø20 |
| Габаритные размеры станка, мм | 1200×1000×1500 | 1100×1000×1500 | 1200×1200×1680 | 1420×1210×1710 |
| Масса станка, кг | 1058 | 1008 | 1380 | 1158 |
| […] опционально | ||||
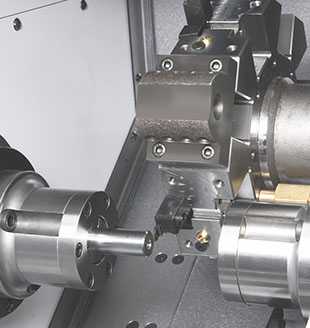
Модель с противошпинделем
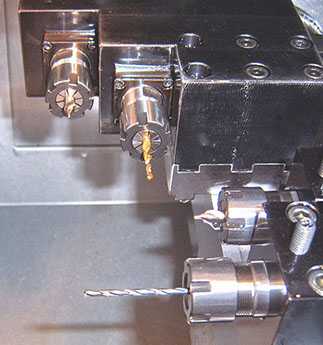
Инструментальная система токарного станкас осью “Y” состоит из:
- 6 инструментов для
наружного точения - 4 неподвижных инструмента
для внутренней обработки - 4 приводных вертикальных
инструмента - 4 приводных торцевых
инструмента для внеосевой обработки.

Mini-88Y


Револьверная голова
и задняя бабка
Улавливатель
готовых деталей
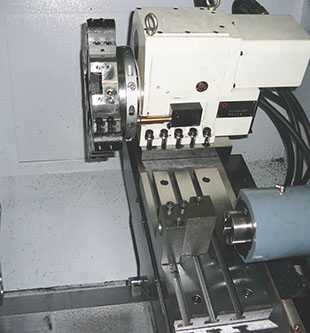
Инструментальная система
на 18 позиций инструмента, включая приводные головки c осью Y
(для модели Mini-88Y)

Станок в комплектации с барфидером и магазином прутков,
позволяющим обрабатывать до 1,5 метров пруткового материала
в автоматическом режиме.
ВИДЕО

Токарные прутковые автоматы
Если нужно купить прутковый токарный автомат в Саратове, Москве, Санкт-Петербурге и других городах России, Вам предлагает свою помощь и услуги компания «МВМ Инжиниринг»! Мы представляем Вашему вниманию продукцию тайваньского бренда POLY GIM – компактные токарные прутковые автоматы, оснащенные ЧПУ, которые позволят реализовать любые инженерные замыслы.
В чем преимущества этой техники?
Прутковые автоматы с ЧПУ, особенно компактные, представленные серией Mini, а также оснащенные числовым программным управлением, призваны решить ряд производственных задач:
- повысить скорость обработки деталей – и штучных, и из прутка;
- добиться высокой точности в создании заготовок;
- увеличить производительность рабочей линии;
- автоматизировать важные процесс – подачу прутка, загрузку заготовок;
- эргономично использовать место под размещение оборудования.
Это далеко не все плюсы, которыми обладает токарный прутковый автомат с ЧПУ, к ним относится также выгодная стоимость и возможность существенно снизить затраты производства за счет увеличения его скорости и объемов.
«МВМ Инжиниринг» приглашает к сотрудничеству – сделайте металлообработку эффективнее вместе с нами!
www.mwm-eng.ru
Классификация и основные принципы работы токарных автоматов и полуавтоматов
Автоматы — это такие станки, где все вспомогательные и основные операции автоматизированы, включая установку, подачу, закрепление заготовки, а также освобождение и выдачу обработанного изделия. Функции оператора при обслуживании автомата сводятся к таким процессам: периодическая загрузка, выборочный контроль и наблюдение за общей работой станка (может включаться и его подналадка).
Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.

Классификация
Токарные автоматы и полуавтоматы классифицируют следующим образом:
- по режиму холостых и рабочих ходов;
- по количеству и расположению шпинделей;
- по роду заготовок;
- по назначению.
По назначению
- Универсальные. Они предназначаются для выполнения токарных и прочих операций над разнообразными элементами.
- Специализированные. Используются для выполнения некоторых операций над определёнными элементами.
 Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
В автоматах прутковых пруток вводится в полый шпиндель, а в дальнейшем для каждой изготовляемой детали подаётся и зажимается автоматически.
В автоматах магазинных заготовки загружаются в бункер или магазин, а уже оттуда подаются автоматически к зажимному приспособлению станка.
По расположению шпинделей
- Устройства с вертикальным шпинделем.
- Устройство с горизонтальным шпинделем.
По количеству шпинделей
- Одношпиндельные. Могут одновременно обрабатывать только один элемент.
- Многошпиндельные. Могут обрабатывать несколько элементов одновременно. Количество элементов равняется числу шпинделей или на один меньше.
Одношпиндельные автоматы
Автоматы одношпиндельные имеют разновидности. Наиболее распространены автоматы одношпиндельные прутковые. К ним относят:
- токарно-револьверные автоматы;
- продольного точения;
- фасонно-отрезные.
Фасонно-отрезные
 Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Основным движением таких станков является вращение шпинделя и движене подачи — перемещения суппортов поперечных. У некоторых моделей фасонно-отрезных оборудований имеется продольный суппорт, который перемещается вдоль оси шпинделя и позволяет сверлить отверстия.
Продольного точения
Это оборудование предназначено для изготовления в большом количестве элементов из бунта или прутка малого диаметра, но длинных. Используется такое оборудование на предприятиях точной индустрии (приборостроение, часовое производство и прочие). Высокие требования к чистоте поверхности и точности деталей обусловили ряд конструктивных особенностей таких автоматов. Во вращающемся шпинделе закрепляется заготовка при помощи цангового патрона. По направляющим станины перемещается шпиндельная бабка, сообщая движение подачи заготовке относительно неподвижного резца, который закреплён в суппорте.
Суппорт резцу установочные перемещения при переходе на обработку ступени иного диаметра и движение поперечной подачи при фасонном обтачивании и отрезке. В станке есть суппорт сбалансированного типа и два или три вертикальных суппорта. Суппорт сбалансированного типа несёт два резца и совершает вокруг оси, которая закреплена в кронштейне, качательное движение. Чтобы увеличить жёсткость системы, пруток (заготовка) перемещается в люнетной втулке. Нарезание резьбы, развёртывание, зенкерование, сверление могут осуществляться с помощью специальных приспособлений, которые устанавливаются напротив обрабатываемой заготовки.
Часто шпиндели этих приспособлений имеют независимый привод для поступательного и вращательного движений.
Токарно-револьверные
 Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Револьверная головка совершает автоматические перемещения, которые связаны с подачей продольной, включая автоматические повороты для замены инструментов. Поперечная подача осуществляется двумя или тремя суппортами. Принцип работы и конструкция такого оборудования изучается в лабораторных условиях.
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.
Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Многошпиндельные горизонтальные
Они нужны для обработки элементов из калиброванных прутков шестигранного, квадратного и круглого профилей, а также из труб при массовом и крупносерийном производстве различных отраслей машиностроения.
Основными технологическими операциями, которые выполняются на этом оборудовании, являются:
- фасонное обтачивание;
- накатывание резьбы;
- отрезка;
- нарезание резьбы;
- развёртывание;
- сверление;
- обтачивание.
Все нужные движения в оборудовании происходят автоматически при помощи кулачков, которые располагаются на распределительном валу. При одном его обороте происходит полный комплекс движений механизмов устройства, который необходим для производства одного обрабатываемого элемента. Такой комплекс определяет цикл обработки, а время цикла — это период, за который производится один оборот распределительного вала.
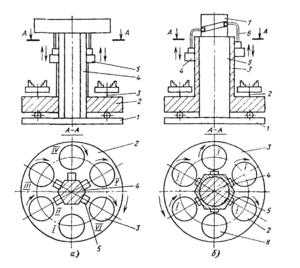
В многошпиндельном горизонтальном прутковом устройстве шпиндели располагаются в шпиндельном блоке по окружности. Поперечные суппорты находятся с торца шпиндельного блока, а продольный суппорт может перемещаться на центральной гильзе. Шпиндели устройства получают через зубчатые колёса вращение от центрального вала. После того как готовое изделие отрезается, шпиндельный блок разворачивается на угол, который соответствует количеству шпинделей.
Через направляющие трубы вводится прутковый материал в отверстия шпинделей и закрепляются в цанговых патронах устройства. На каждой позиции последовательно осуществляется обработка каждого элемента. Все заготовки находятся в обработке одновременно. На последней позиции производят отрезку готового изделия. Поперечные суппорты обслуживают каждую позицию. Суппорт продольный может обслуживать все позиции. Могут на нём находиться державки с независимым друг от друга и от продольного суппорта приводом продольной подачи.
А ещё на нём могут размещаться инструментальные шпиндели для сверлильного инструмента с независимой скоростью вращения от рабочих шпинделей. Бесступенчато осуществляется регулирование величины ходов поперечных и продольного суппортов.
 Токарные многошпиндельные полуавтоматы изготавливают аналогично многошпиндельным автоматам в вертикальном и горизонтальном положениях. Отличаются такие полуавтоматы тем, что на них штучные заготовки обрабатываются в патронах, а загрузка заготовок производится при помощи загрузочного устройства или вручную. У полуавтомата многошпиндельного имеется гидропривод, который нужен для зажима в патронах заготовок. В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
Токарные многошпиндельные полуавтоматы изготавливают аналогично многошпиндельным автоматам в вертикальном и горизонтальном положениях. Отличаются такие полуавтоматы тем, что на них штучные заготовки обрабатываются в патронах, а загрузка заготовок производится при помощи загрузочного устройства или вручную. У полуавтомата многошпиндельного имеется гидропривод, который нужен для зажима в патронах заготовок. В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
В позициях загрузочных установлены приспособления для выключения и включения вращения шпинделя и зажима в патроне заготовки. В полуавтоматах нет механизма зажима прутка и его подачи.
Многошпиндельные вертикальные полуавтоматы необходимы для обработки в патронах, а реже — в центрах, элементов сравнительно небольшого размера в крупносерийном производстве. Вертикальные многошпиндельные полуавтоматы по принципу работы могут подразделяться на такие типы:
- параллельного действия;
- последовательного действия.
В шестишпиндельном полуавтомате с последовательным действием на основании установлена колонна, около которой стол с шестью шпинделями периодически поворачивается. Пять шпинделей одновременно обслуживают пять суппортов с режущим инструментом. Готовую деталь снимают в загрузочной позиции, а вместо неё ставят новую. Шпиндели получают вращение после поворота стола на шестую часть оборота, а готовую деталь вновь снимают на исходной позиции и устанавливают новую.
Время цикла работы подобных полуавтоматов состоит из времени, которое требуется для выполнения холостых ходов и обработки самой трудоёмкой позиции (установка новой заготовки, фиксация детали и стола, поворот).
В полуавтоматах параллельного действия установлена вертикальная неподвижная колонна на основании. Около неё вращается непрерывно стол, несущий шпиндели и шестигранная гильза с шестью суппортами, которая представляет собой карусель — единое целое. Суппорты при повороте гильзы перемещаются по направляющим, установленным вертикально, от неподвижного барабана, с которым их связывают тяги. На каждом шпинделе, который проходит загрузочную зону, за один оборот завершается обработка детали. Здесь выключается автоматически вращение шпинделя, деталь освобождается от зажима, суппорт уходит в верхнее положение, готовая деталь снимается, а новая вставляется.
tokar.guru
Автомат токарный и его характеристики. Токарный станок-автомат многошпиндельный продольного точения с ЧПУ. Изготовление и обработка деталей на токарных автоматах
Токарным автоматом называют особый станок, обработка деталей на котором производится без участия рабочего. Стоит оборудование этого типа дороже обычного. Однако и в использовании считается более удобным. Все операции на таких станках производятся в автоматическом режиме. Рабочий следит лишь за загрузкой заготовок и осуществляет контроль качества изготовленных деталей.
Разновидности станков автоматов
Существует несколько типов такого оборудования. Изготовление деталей может производиться на одношпиндельных или многошпиндельных станках-автоматах. Конструктивно они отличаются мало чем. Отличие заключается лишь в том, что на таком оборудовании, как одношпиндельные токарные автоматы, точение производится с использованием только одного рабочего инструмента. В конструкции многошпиндельных станков их несколько. По виду обрабатываемых деталей все токарные автоматы подразделяются на:
винторезные;
карусельные;
лоботокарные;
токарно-фрезерные;
токарно-револьверные;
продольного точения.

Винторезные машины используются для выполнения всех видов токарных операций, карусельные — для обработки заготовок большой массы. Лоботокарные автоматы применяются для вытачивания цилиндрических, лобовых и конических изделий. Фрезерное оборудование используется для рельефной обработки. Токарно-револьверные автоматы применяют для изготовления деталей сложной формы. О том, для чего предназначены станки продольного сечения и каковы особенности их конструкции, во всех подробностях поговорим ниже.
Назначение токарных автоматов
Как и на обычных станках, на оборудовании этого типа производятся такие работы, как:
продольное точение цилиндрических и ступенчатых поверхностей;
обработка наружных конических;
прорезание канавок, обработка торцов и уступов;
растачивание отверстий;
сверление;
нарезка резьбы;
рифление;
фасонное обтачивание.
Общие особенности конструкции
Все токарные автоматы и полуавтоматы, как и обычные станки, таким образом, предназначены для удаления определенных частей заготовки при вращении последней. По конструкции разные виды этого оборудования могут сильно различаться. Однако основные черты для большинства типов являются общими. В конструкцию любого токарного станка входят: станина, передняя и задняя бабка, каретка. Последняя предназначена для удерживания инструмента и перемещения его в нужном направлении. Отвечает за этот процесс специальный механизм подачи.
На передней бабке такого оборудования, как токарный станок-автомат, крепятся шпиндель и механизм изменения скорости. Закрепляется она очень прочно, так как может вызвать вибрации, передающиеся к заготовке и снижающие качество готовой детали. Шпиндель в бабке фиксируется на подшипниках и оснащается специальными зажимными устройствами (петлями или патронами). В движение он приводится от отдельного электродвигателя через коробку передач.
Станины в токарных станках могут использоваться разные (перевернутые, V-образные, плоские). Расположен этот элемент конструкции должен быть максимально точно. Любые отклонения приводят к значительному снижению качества изготавливаемых изделий.
Задняя бабка используется для поддержания во время точения длинных заготовок. Располагается она обычно вдоль стола и фиксируется в максимально удобном для изготовления детали положении.
Автоматизироваться токарные станки могут с использованием контроллера или механического командоаппарата. От простых станков с ЧПУ оборудование этого типа отличается тем, что заготовки в данном случае на обработку подаются также автоматически. ЧПУ такие станки могут оснащаться дополнительно.
Отличие автоматов от обычных станков
Работы на машинах этого типа, таким образом, могут выполняться те же самые, что и на простом токарном оборудование. Отличие заключается в том, что обточка деталей на автоматах производится по жестко заданному циклу. На обычном станке рабочий, окончив изготовление одной детали, может сразу же приступить к вытачиванию другой. На автомате переналадка кулачков занимает несколько часов, а подготовка к ней — несколько дней.
Сфера использования
Токарные автоматы имеют гораздо большую производительность, чем обычные станки. Поскольку частые их переналадки ведут к потере производственного времени, используют это оборудование обычно на крупносерийных производствах. Кроме того, поскольку стоит такое оборудование довольно-таки дорого, применять его целесообразно только в том случае, если имеется необходимость в изготовлении деталей очень сложных форм с большим количеством переходов. Очень часто на предприятиях используют узкоспециализированные станки этого типа, предназначенные для производства какой-то одной детали или небольшой группы изделий.
Многошпиндельные автоматы
Эта разновидность токарного автоматического оборудования используется на предприятиях для массового изготовления деталей разных форм и размеров. Этим такие станки отличаются от одношпиндельных, применяемых в основном для производства серийных одинаковых изделий. Существует две разновидности таких автоматов:
Горизонтальные. Основным преимуществом таких станков удобство загрузки исходного материала. Поэтому используют их там, где применяется непрерывная подача прутка.
Вертикальные. Плюсом многошпиндельных станков этой разновидности считаются небольшие размеры. Места в помещении оборудование этого типа занимает не слишком много.

Многошпиндельный токарный автомат иногда может применяться и в малосерийном производстве. Но только в том случае, если оснащен ЧПУ.
Автоматы продольного точения
Оборудование этого типа в последнее время становится все более популярным. Используются станки продольного точения для изготовления в основном маленьких деталей очень сложной формы. Отличительной особенностью их конструкции является наличие подвижной шпиндельной бабки. Тип зажима в таких станках используется цанговый. Противошпиндель в автоматах продольного точения устанавливается на высокоточных линейных направляющих.
Особенностью станков этой разновидности, помимо всего прочего, являются небольшие габариты. Рабочая зона у них также не слишком обширная. Функционируют автоматы этого типа обычно на очень высокой скорости.
Токарный автомат продольного точения может применяться как в массовом, так и в серийном производстве деталей. Чаще всего оборудование этого типа используется в оптической, электротехнической и приборостроительной отраслях промышленности. Резцы в таких станках устанавливаются в суппортах и перемещаются только в горизонтальном направлении. На производстве используются автоматы продольного точения как одношпиндельные, так и многошпиндельные.
Токарный автомат продольного точения предназначен для выполнения таких операций, как:
обтачивание ступеней;
обработка канавок и конусов;
расточка неглубоких отверстий;
обработка фасонных поверхностей;
нарезка резьбы внутренней и наружной;
развертывание отверстий;
накатка наружных поверхностей;
фрезеровка шлицов у винтов;
сверление.
Поверхности на автоматах этого типа могут обрабатываться самые разные: конические, цилиндрические, ступенчатые и т. д. Для расширения возможностей станков продольного точения используются всевозможные дополнительные приспособления. К примеру, применение передаточных рычагов позволяет снизить износ кулачков и башмаков толкателей.
Особенности конструкции автоматов продольного точения
Шпиндельная бабка у таких станков закреплена на верхней плоскости станины. Впереди на ней имеется специальный платик, предназначенный для установки дополнительных приспособлений. На верхней ее плоскости установлен вертикальный суппорт, а на задней — качающийся упор. Управление таким оборудованием, как продольно-токарный автомат, производится посредством системы кулачков и распредвалов, закрепленных в станине.
Основные преимущества
К плюсам станков продольного точения в первую очередь относят:
возможность получения фасонных и конических поверхностей при использовании призматических резцов;
гладкую качественную поверхность готовых изделий;
возможность фрезерования как вдоль оси детали, так и поперек нее;
возможность накатывания мелких цифр, знаков и букв.
Обработка деталей на токарных автоматах этого типа может производиться с максимальной точностью.
Принцип работы
В процессе обработки исходному материалу на таких станках придается не только вращательное движение, как на обычных, но и поступательное — вдоль оси. Сами резцы в таком оборудовании, как токарные прутковые автоматы продольного точения, перемещаются только перпендикулярно прутку. Возникающие в процессе обработки радиальные усилия воспринимаются люнетом. Это позволяет устранить разного рода вибрации и прогибы и соответственно обеспечить высокую точность обработки.
Цикл движения бабки и инструментов в станках-автоматах продольного точения задается кулачками, настроенными именно на данную конкретную деталь. Последние установлены на специальный вал, число оборотов которого может меняться в том числе и при неизменной скорости движения шпинделя.
Обслуживание автоматов продольного точения
В эксплуатации станки этого типа просты. Однако, разумеется, определенного ухода они требуют. К примеру, для того чтобы система охлаждения функционировала бесперебойно, в ней нужно периодически менять масло. Также рекомендуется ежемесячно промывать ванну для жидкости. В конструкцию системы охлаждения также входит фильтр, который следует прочищать с той же периодичностью. Соблюдать эти рекомендации следует обязательно. Ремонт токарного автомата — дело дорогостоящее.

Машины с ЧПУ
Как уже упоминалось, станки, предназначенные для изготовления металлических деталей, могут дополнительно оснащаться ЧПУ. Такие системы управления обычно применяются в том случае, если автомат токарный предназначен для выпуска деталей в серийном или мелкосерийном производстве. Используемое в ЧПУ программное обеспечение позволяет:
автоматизировать процесс обработки;
улучшить качество обрабатываемых деталей;
значительно сократить время наладки станка.
Разного рода приводы и преобразователи в ЧПУ используются цифровые. Представляют они собой электродвигатели, работающие либо от переменного, либо от постоянного тока. В кинематическую схему станка при использовании ЧПУ встраиваются специальные датчики. Рабочий инструмент в станках, оборудованных ЧПУ, используется максимально прочный, так как функционируют они с очень высокой скоростью и производительностью. Конструкция основания у таких машин должна быть предельно жесткой.
Автомат продольного точения многошпиндельный с ЧПУ
Собственно само числовое программное обеспечение представляет собой ничто иное, как компьютерную систему с установленным на нее специальным ПО, управляющую приводами станка. Обычно стандартная комплектация автоматов, оборудованных ЧПУ, следующая:
шпиндель;
система охлаждения;
противошпиндель;
освещение для рабочей зоны;
датчик выброса обработанных деталей;
втулка переменная;
специальное устройство, предназначенное для приемки готовых изделий;
инструменты для наружного и внутреннего точения;
фронтальные и поперечные приводные инструменты;
сама система ЧПУ.
Простые токарные автоматы многошпиндельные продольного точения без ЧПУ используются в основном для многосерийного изготовления большого количества разного рода мелких деталей, чаще всего длинных и небольшого сечения, сложной формы. Последние обычно служат элементами конструкции современного медицинского и лабораторного оборудования, электроники, часов и пр.
Установка ЧПУ на такие станки позволяет выпускать также большое количество изделий, но не одинаковой, а разной формы (то есть небольшими партиями). Обычные автоматы чаще всего настраиваются на производство какой-нибудь конкретной детали и только один раз. Дело в том, что механическое «перепрограммирования» оборудования этого типа, как уже упоминалось — процедура крайне сложная и длительная. Простаивание же производства при переналадке очень сильно влияет на его рентабельность. Поэтому использование обычных автоматов для производства мелких партий деталей разных форм считается нецелесообразным.

Установка ЧПУ помогает решить эту проблему и совместить преимущества автомата с возможностью расширения ассортимента изготавливаемой продукции. При наличии на станке системы числового программного управления перенастроить его можно очень быстро. К примеру, смена режущей пластины производится непосредственно на самом станке без снятия державки. Для изменения же скорости вращения инструментов и порядка их работы нужно только ввести определенные значения в окно программы на компьютере ЧПУ.
Изготовление деталей на токарных автоматах продольного точения с ЧПУ: особенности
Участие рабочего при использовании станков этого типа сводится к минимуму. Все что требуется от специалиста — это следить за бесперебойностью работы оборудования. Конечно же, качество выпускаемой продукции в данном случае напрямую зависит от точности настройки автомата. Поэтому программы ЧПУ должны быть максимально продуманными.
Главной задачей тех производств, на которых используется такое оборудование, как токарный автомат с ЧПУ продольного точения, является выпуск деталей с точно заданными параметрами и при этом низкой себестоимости. Прутки, используемые в качестве исходного материала на таких станках, обычно имеют геометрически не слишком выверенную форму (даже калиброванные). При этом все погрешности и неточности могут легко передаться готовой детали. Ведь произвольно изменить свое положение или скорость вращения без участия человека рабочие инструменты, конечно же, не могут. Эта особенность резки на автоматах называется «наследственностью» и является основной проблемой технических программистов предприятий. Решается она обычно путем снижения скорости режимов обработки по всей длине резания. Что разумеется, ведет к увеличению себестоимости выпускаемой продукции из-за повышения временных затрат.
Между тем избавиться от «наследственности» с минимальными потерями можно, используя специальные современные прикладные программы ЧПУ, разработанные с учетом обуславливающих ее динамических характеристик обрабатывающей системы. Их применение позволяет назначить режим максимально точного резания с сокращением потерь времени более чем в два раза.
Лучшие марки
Таким образом, правильная наладка автомата продольного точения с использованием программ ЧПУ позволяет сделать производство мелких деталей максимально рентабельным. Но разумеется, только в том случае, если само оборудование будет качественным. Ремонт автоматов продольного точения с ЧПУ отличается сложностью, дороговизной и длительностью по времени. Поэтому выбор таких машин — дело очень серьезное и ответственное.
При покупке такого оборудования, как токарный станок-автомат, в первую очередь следует обращать внимание на его производителя. Хорошие отзывы заслужили, к примеру, машины многошпиндельные продольного точения с ЧПУ следующих марок:
Автоматы Tornos
К достоинствам станков серии MultiSwiss относят в первую очередь высокую производительность и относительно простую конструкцию. Многошпиндельный токарный автомат с ЧПУ Tornos довольно-таки легко и быстро налаживается и переналаживается. Для того чтобы работать на такой машине, не нужно быть специалистом по многошпиндельным станкам. Управление производится полностью через ЧПУ. Технические характеристики станков этой линейки представлены в таблице.
Параметр | Значение |
Количество инструментальных суппортов | 7 шт. |
Максимальный диаметр прутка | 14 мм |
Максимальная длина изготавливаемой детали | 40 мм |
Количества шпинделей | 6 шт. |
Максимальная скорость вращения шпинделей | 8000 об/мин |
Мощность | 5.6 кВт |
Максимальный момент | 7.5 Нм |
Количество противошпинделей | 1 шт. |
Максимальная скорость вращения противошпинделя | 8000 об./мин |
Мощность противошпинделя | 5 кВт |
Система ЧПУ | Fanuc |
Масса автомата | 7000 кг |
Габариты | 1440x5920x2120 мм |
Модели ЛА155Ф30
Трехшпиндельные токарные автоматы этой марки относятся к классу точности «В». Основными достоинствами станков ЛА155Ф30 считаются надежность и долгий срок службы. Даже после длительного использования эти машины позволяют обрабатывать детали с максимальной точностью. Помимо этого, станки ЛА155Ф30 отличаются не слишком высокой стоимостью и ремонтопригодностью.
Характеристики токарных автоматов этого производителя такие:
диаметр обрабатываемого прутка мин/макс — 6/16 мм;
наибольшая длина изделия — 160 мм;
скорость вращения главного шпинделя — 80-8000 об./мин;
мощность электродвигателя — 5.5 кВт;
масса автомата — 2270 кг;
габариты с приставным оборудованием — 5600х900х1720 мм.

Станки HJM SQC38
Многошпиндельный токарный автомат этой марки также обеспечивает максимальную точность обработки деталей. Предназначено это оборудование для высокоскоростной обработки деталей (продольного точения и фрезерования). Ниже представлены технические характеристики HJM SQC38.
Параметр | Значение |
Количество приводного инструмента | 6 шт. |
Максимальный диаметр прутка | 38 мм |
Максимальная длина изделия | 210 мм |
Частота вращения приводного инструмента | 4000 об./мин |
Частота вращения противошпинделя | 8000 об./мин |
Вес автомата | 4500 кг |
Габариты | 2100х1450х1700 мм |
Заключение
Таким образом, современные токарные автоматы продольного точения с ЧПУ — оборудование очень удобное, производительное и в большинстве случаев надежное. Самое главное при его эксплуатации — это использовать максимально продуманное программное обеспечение. Это позволит повысить рентабельность производства и выпускать качественную продукцию с точными размерами.
fb.ru
Прутковые автоматы
Прутковые автоматы (812) 497-41-81
(812) 497-42-00
(812) 497-46-61
|
www.interprom-spb.ru
Автоматы токарно – револьверные одношпиндельные прутковые повышенной точности моделей 1И125П – 140П – 165П
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание – как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Железная дорога
- Паспорта и техническая документация
- Металлообра-батывающие станки
- Деревообра-батывающие станки
- Сварочное оборудование
- Естествознание
- Правила
- Контакты
- Вы здесь:
- Главная
- Библиотека
- Паспорта и техническая документация
- Металлообра-батывающие станки
forkettle.ru
| Диапазон обрабатываемого прутка (мм) | 3-20 |
| Максимальный диаметр зажима противошпинделя (мм) | 20 |
| Максимальная длина обработки (люнетная втулка на прямом приводе, мм) | 170 |
| Максимальная длина обработки (механическая люнетная втулка, мм) | 80 |
| Максимальная длина обработки (не вращающаяся люнетная втулка, мм) | 210 |
| Максимальная длина обработки (без люнетной втулки, мм) | 45 |
| Максимальный диаметр сверления в шпинделе (мм) | 10 (М10) |
| Максимальный диаметр сверления в противошпинделе (мм) | 8 (М8) |
| Максимальный диаметр сверления радиальным приводным инструментом (мм) | 6 (М5) |
| Макс. диаметр х количество дисковых фрез | 30 мм х 2 шт. |
| Максимальный диаметр сверления осевым приводным инструментом (мм) | 6 (М5) |
| Скорость вращения шпинделя (об./мин.) | 200~10000 |
| Скорость вращения противошпинделя (об./мин.) | 200~12000 |
| Скорость вращения радиальных приводных инструментов (об./мин.) | 200~5000 |
| Количество резцов наружного точения, левые | 2 шт. |
| Количество резцов наружного точения, правые | 3 |
| Количество расточных инструментов, шпиндель | 4 |
| Количество расточных инструментов, противошпиндель | 4+2 |
| Количество радиальных приводных инструментов | 4 |
| Количество осевых приводных инструментов | 2 |
| Размеры токарных резцов наружного точения | 12 х 12 х 85 мм. |
| Диаметр расточной державки | 20 мм. |
| Цанги радиальных приводных инструментов | ER-11 х 2 шт./ER-16 x 2 шт. |
| Цанги осевых приводных инструментов | ER-11 х 2 шт. |
| Ускоренное перемещение | 32 м/мин (Х: 24 м/мин) |
| Количество управляемых осей | 6 (X1, Z1, Y1, X2, Z2, C) |
| Мощность двигателя шпинделя (кВт) | 2.2/3.7 кВт. |
| Мощность двигателя противошпинделя (кВт) | 1.5/2.2 |
| Мощность осевых серводвигателей (кВт) | 0.5 |
| Мощность двигателя радиальных приводных инструментов (кВт) | 0.75 |
| Мощность двигателя осевых приводных инструментов (кВт) | 0.5 |
| Мощность насоса подачи СОЖ (кВт) | 0.75 |
| Мощность насоса смазки (Вт) | 11 |
| Мощность насоса масла охлаждения шпинделя (Вт) | 190 |
| Масса нетто (кг) | 1 700 |
| Потребление электроэнергии (КВА) | 11 |
| Давление воздуха (кг./см.кв) | 4 |
| Расход воздуха (л/мин) | 30 |
| Емкость бака СОЖ (л) | 115 |
| Габаритные размеры (мм) | 1640 х 1080 х 1700 |
stanko-group.net