Токарный станок 1е61м – Токарный станок 1е61м: технические характеристики, паспорт
alexxlab | 17.10.2019 | 0 | Токарные станки
Токарный станок 1е61м: технические характеристики, паспорт
Модель 1Е61М занимает достойное место в ряду токарно-винторезных станков повышенной точности обработки заготовок. Данная модель выпускалась на Ульяновском машзаводе им. Володарского, многопрофильном производителе, специализировавшемся на выпуске оружейных патронов, свечей зажигания для двигателей внутреннего сгорания автомобилей, оборудования для подъема и перемещения грузов и прочих механизмов широкого применения.
Выпуск винторезно-токарных станков и запчастей к ним – одно из основных направлений производства.
Основное назначение модели 1Е61, как винторезно-токарной, состоит в исполнении следующих токарных работ:
- растачивание внутренней и наружной поверхностей;
- изготовление точением всевозможных деталей с коническими поверхностями;
- резьбовое нарезание различных диаметров и шагов.
Существуют следующие конфигурации станка 1Е61:
- М – модели повышенной точности обработки деталей.
- МТ – высокоточные, применяемый для проведения финишных операций чистовой обработки.
- ВТ – модели с самой высокой точностью.
Технические параметры модели 1Е61М
Для токарного промышленного оборудования применяются некоторые критерии исходя из которых определяются условия эксплуатации конкретного станка. Для описываемой нами модели подобными критериями выступают:
- максимально допустимая длина подлежащей обработке заготовки;
- максимально допустимые обороты шпинделя в пределах минуты;
- наибольший диаметр подлежащей обработке детали.
Рассматриваемая нами модель способна обрабатывать заготовки максимальной длиной до 710 и наибольшим диаметром относительно суппорта 320 миллиметров. Количество оборотов шпинделя регулируется соответствующим переключателем в пределах от 35 до 1335 в минуту.
Следующие технические параметры модели 1Е61М, на которые следует обратить внимание
Массо-габаритные характеристики станка (в миллиметрах):
- Ширина 2 190.
- Глубина 930.
- Высота 1 500.
- Масса станка (без учета электрооборудования) 1650 кг.
Электрические двигатели:
- главное движение осуществляется двигателем мощностью 4,5 кВт;
- мощность двигателя насоса системы охлаждения 125 Вт;
- мощность двигателя насоса смазочной системы 125 Вт.
Рассматриваемая модель из ряда токарного оборудования имеет системы:
- Защищающие от перегрузок.
- Гарантирующие блокировку.
- Обеспечивающие противотоковое стопорение шпинделя.
- Отключающих упоров.
Описание передней бабки станка
Шпиндельный шкив приводится во вращательное движение посредством редуктора индивидуальным электродвигателем. Клиноременная передача обеспечивается ремнями “Б” типа. Сквозь перебор либо обходя его, непосредственно к шпинделю.

Конструктивное исполнение с двумя подшипниками качения обеспечивает центровку и отсутствие биений клиновидному шкиву привода, ориентированному по центру шпиндельной бабки. Этот шкив исключает негативное влияние натяжения клиновидных ремней на нагрузки шпинделя.
Шпиндельная бабка обладает шестью скоростными ступенями. Шпиндельное вращение регулируется передвижением по шлицам блок-шестерен 11-12, 9-10 и 7-8.
Смазывание передней бабки выполняется отдельным насосом с приводом от электродвигателя. Системы, включающие электродвигатель привода и смазочный механизм сблокированы, тем самым не допуская вероятность пуска вращения шпинделя с отсутствием подачи смазочной жидкости.
Суппорт модели 1е61м
Перемещения суппорта токарного агрегата в продольной и поперечной плоскостях аппарата производится механическим способом, с использованием валика посредством фартука и коробки подачи.
Операция по ручному продольному перемещению выполняется через шестерни с использованием маховика.
Операция по ручному поперечному перемещению производится с помощью рукоятки механизма винт-гайка.
Основные регулировочные манипуляции со станком
Для гарантирования надежной работы агрегата огромное значение имеет тщательные первичная и текущая регулировки его составляющих его узлов и механизмов. К примеру, выставление зазора направляющим салазкам, производится винтом, своим буртом проникающим в клиновые пазы. Жесткость присоединения поперечных салазок, по которым движется каретка, обеспечивается за счет настройки их клина. Для регулировки степени натяжения необходимо:
- немного ослабить затяжку винта;
- подтягивать клин винтом, размещенным рядом, добиваясь плавности хода салазок;
- максимально затянуть первичный винт для окончательной фиксации положения регулировки.
В периодической регулировке натяжения нуждаются и клиновые ремни, подвергающиеся растяжению в результате длительной и интенсивной эксплуатации. Тяжело переоценить роль, которую играет клиновидный ремень, ведь именно он сообщает движение, которое принимает коробка скоростей от электродвигателя, позволяя выполнять качественное исполнение резьбового нанесения и прочих ответственных операций.
Последовательность натяжки клиновидных ремней на токарном станке следующая:
- Предварительно следует демонтировать крышки с передней тумбы.
- Затем, с помощью винта, подтягиваются салазки по продольным пазам, пока натяжение ремней не будет соответствовать требованиям.
- Необходимую регулировку заканчивают фиксацией достигнутого положения затягиванием гаек до упора.
Для натягивания шпиндельных ремней, следует снять заднюю крышку с передней тумбы. Затем, не до конца откручивая гайку регулировки, следует натянуть ремни до желаемого уровня. Завершите операцию завинчиванием гайки до упора.
Подшипник шпинделя регулируется гораздо сложнее. Конусообразная передняя шейка шпинделя скользит в двухрядном роликовом подшипнике, внутреннее кольцо которого имеет коническое отверстие, позволяющее регулировать зазоры шпинделя.
При грамотной и тщательной регулировке токарь в процессе эксплуатации станка не столкнется со случаями заедания шпинделя, который даже при ручном вращении должен свободно вращаться. А это, в свою очередь, гарантирует качественность обработки заготовок, отсутствие дробления при выполнении операций точения или нарезания резьб.
Задняя шейка шпиндельного узла вращается в радиально-упорном шариковом подшипнике, который функционально связан с шарикоподшипником, принимающим на свою конструкцию помимо радиального усилия также усилия, векторы которых направлены в двух плоскостях относительно шпинделя.
Натяжка упорного подшипника необходима для избавления от осевого и возможного радиального зазора (эта операция выполняется на предварительных стадиях регулировок). В дальнейшем выполняется настройка переднего подшипника по следующей методике:
- ослабляется затяжка стопорного винта;
- размещенное внутри подшипника кольцо подтягивается навертыванием гайки на шпиндель.
Технические характеристики токарного станка 1е61м гарантируют высокоточную обработку изделий только при выполнении следующих требований:
- Не допускается монтирование станка в непосредственной близости от аппаратов ударного действия и механизмов, оказывающих внешнюю вибрацию.
- Станок обязан монтироваться в хорошо освещенном чистом помещении, однако попадание прямых солнечных лучей следует исключить.
- Не допускается монтаж станка в непосредственной близости от систем обогрева или централизованного отопления.
- Температурный режим помещения должен обеспечиваться в пределах 16—22° по Цельсию.
- Замена ремней должна производиться согласно регламенту или по мере необходимости с учетом износа.
Видео: токарный станок 1Е61М.
metmastanki.ru
1Е61М Станок токарно-винторезный повышенной точности Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1Е61М
Производитель токарно-винторезного станка повышенной точности 1Е61М – Ульяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Завод выпускал универсальные токарно-винторезные станки моделей: ТВ-01, ТВ-01М, 1Е61, 1Е61М, 1Е61МТ, 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ, УТ16ВМ, УТ16ПМ, УТ16ВМТ, УТ16ПМТ, УТ-320.
Станки, выпускаемые Ульяновским машиностроительным заводом им. Володарского
1Е61М Назначение и область применения токарно-винторезного станка
Токарные станки моделей 1Е61М созданы на базе станка ТВ-01М и относятся к классу легких токарных станков. Начало серийного выпуска станка 1е61 – 1965 год. Выпуск следующей модели 1Е61ПМ, 1Е61ВМ начался в 1975 году.
Станок токарно-винторезный модели 1Е61М является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка – П.
Гладкие цилиндрические поверхности обтачивают при закреплении заготовок в трехкулачковом патроне проходным резцом.
Растачивание цилиндрических поверхностей – это обработка резанием предварительно просверленного или необработанного отверстия расточным резцом.
Подрезание, протачивание канавок и отрезание выполняются с целью придания заготовке определенной Формы, размера и шероховатости.
Наружные канавки протачивают прорезными резцами. Отрезку осуществляют отрезными резцами.
Обработку наружных конических поверхностей
в зависимости от длины конусной части и угла уклона конической поверхности можно обтачивать широким резцом, поворотом салазок верхнего продольного суппорта, поперечным смещением корпуса задней бабки при помощи копировально-конусной линейки.Обработка отверстий. На токарном станке можно сверлить, а также обрабатывать отверстия (рассверливать, развертывать, зенкеровать, выполнять цилиндрическое и коническое растачивания).
Описание конструкции токарно-винторезного станка
Привод станка осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб повышенной точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.
- Температура в помещении должна поддерживаться в пределах 18—20° С.
Габариты рабочего пространства и присоединительные базы токарно-винторезного станка 1Е61М
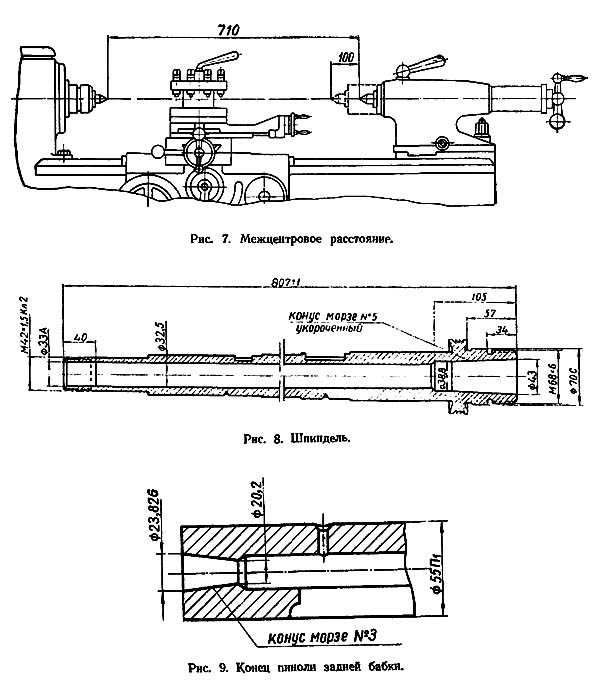
Габариты рабочего пространства токарного станка 1е61м

Габариты рабочего пространства токарного станка 1е61м

Станина токарно-винторезного станка 1е61м
Станина токарно-винторезного станка 1е61м. Смотреть в увеличенном масштабе
1Е61М Общий вид универсального токарно-винторезного станка модели

Станина токарно-винторезного станка 1е61м
1Е61М Расположение основных узлов и органов управления станком

Расположение органов управления станком 1е61м
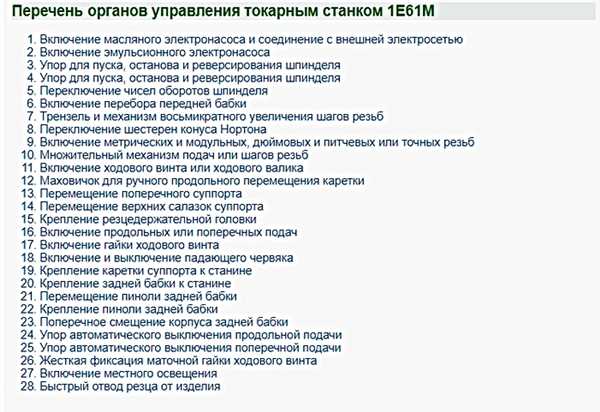
Перечень органов управления токарным станком 1Е61М
- Включение масляного электронасоса и соединение с внешней электросетью
- Включение эмульсионного электронасоса
- Упор для пуска, останова и реверсирования шпинделя
- Упор для пуска, останова и реверсирования шпинделя
- Переключение чисел оборотов шпинделя
- Включение перебора передней бабки
- Трензель и механизм восьмикратного увеличения шагов резьб
- Переключение шестерен конуса Нортона
- Включение метрических и модульных, дюймовых и питчевых или точных резьб
- Множительный механизм подач или шагов резьб
- Включение ходового винта или ходового валика
- Маховичок для ручного продольного перемещения каретки
- Перемещение поперечного суппорта
- Перемещение верхних салазок суппорта
- Крепление резцедержательной головки
- Включение продольных или поперечных подач
- Включение гайки ходового винта
- Включение и выключение падающего червяка
- Крепление каретки суппорта к станине
- Крепление задней бабки к станине
- Перемещение пиноли задней бабки
- Крепление пиноли задней бабки
- Поперечное смещение корпуса задней бабки
- Упор автоматического выключения продольной подачи
- Упор автоматического выключения поперечной подачи
- Жесткая фиксация маточной гайки ходового винта
- Включение местного освещения
- Быстрый отвод резца от изделия
Основные узлы токарного станка и их назначение
Источником движений в станке является электродвигатель, который через коробку скоростей (редуктор) передает вращение на шпиндель, а от шпинделя через гитару сменных зубчатых колес и коробку подач вращение передается на ходовой винт м (при нарезке резьбы) или на ходовой вал Н (при других токарных операциях).
Торможение шпинделя осуществляется противотоком.
Короткие заготовки закрепляются в кулачковом патроне, а правый конец длинной заготовки поддерживается центром, расположенным в пиноли задней бабки.
Задняя бабка используется также для закрепления и подачи сверла и другого осевого инструмента.
Суппорт служит для осуществления перемещений закрепленного в резцедержателе резца в продольном и поперечном направлениях.
Механизм фартука преобразует вращательное движение ходового вала или ходового винта в поступательное движение суппорта.
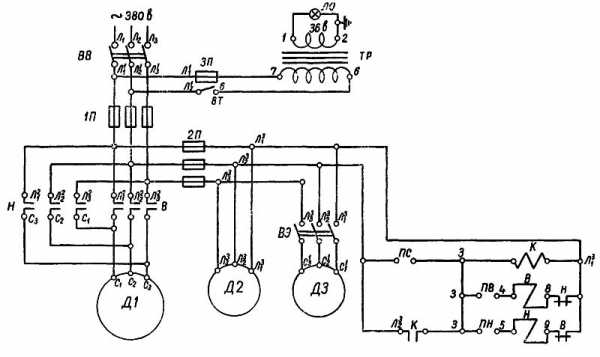
1Е61М Кинематическая схема токарно-винторезного станка
Кинематическая схема токарно-винторезного станка 1е61м
Схема кинематическая токарно-винторезного станка 1Е61М. Смотреть в увеличенном масштабе
1Е61М Расположение рукояток управления коробкой передач

Расположение рукояток управления коробкой передач станка 1е61м
Назначение рукояток управления коробки передач токарного станка 1Е61М
- Рукоятка конуса Нортона
- Гитара
- Передняя бабка
- Дюймовые и питчевые резьбы
- Метрические и модульные резьбы
- Точные резьбы
- Рукоятка множительного механизма подач
- Ходовой валик
- Ходовой винт
- Ручка переключения
- Ручка настройки
1Е61М Схема настройки гитары токарного станка 1е61м
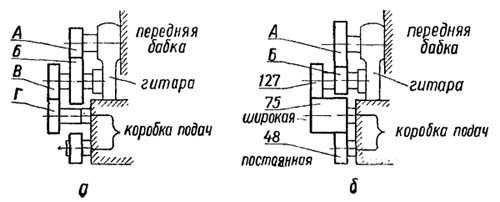
Схема настройки гитары токарного станка 1е61м
- а) Настройка гитары на точные, нормальные, метрические и модульные резбы
- б) Настройка гитары на нормальные, дюймовые и питчевые резбы
1Е61М Передняя бабка токарно-винторезного станка

Передняя бабка токарно-винторезного станка 1е61м
Особенности разборки и сборки станка 1Е61М при ремонте
При разборке станка в случае ремонта или по другой причине необходимо обратить внимание на следующее:
- Отключить станок от электросети, прежде чем приступить к его разборке
- отсоединить нагнетательную 3 и сливную 13 трубки от масляной системы (рис.21)
Прежде чем снять шпиндельную бабку со станка необходимо:
- снять клиновые ремни со шкива коробки скоростей
- отвернуть четыре болта Ml4, крепящих шпиндельную бабку к станине (два болта находятся внутри корпуса в задней части бабки)
- снять бабку со станины
Для снятия клиновых ремней передней бабки необходимо вынуть шпиндель передней бабки, а затем ступицу с сидящим на ней шкивом.
Чтобы вынуть шпиндель 1 из корпуса передней бабки, необходимо снять верхнюю крышку 24, задние крышки 12, 13 и передний фланец 2. Вместе с задней крышкой вынуть трензельный валик 8. С конца шпинделя вывернуть гайку 10, предварительно ослабить винт 11. Затем ослабить гайку 3, а гайкой 23 путем навертывания на втулку 25 ослабить вкладыш 26, тем самым увеличится зазор между шпинделем и вкладышем. Таким же образом проделать с задним подшипником скольжения. После вывернуть стопорные винты шестерен трензеля 15 и перебора 4. Далее при помощи свинцового молотка выбивать слабыми ударами шпиндель.
Для снятия шкива со ступицей из корпуса передней бабки необходимо снять задний фланец 14, ослабить стопорный винт 6 и отвернуть гайку 7, затем вынуть трензель 9. Дальше необходимо ослабить стопорный винт 20, отвернуть гайку 21, ослабить установочные винты 19 и 16. После этого ударами в торец переборной шестерни 22 выбить ступицу 18 вместе со шкивом 17.
Снять сливную резиновую трубку 5 и вынуть клиновые ремни. Сборка передней бабки будет происходить в обратном порядке.
Разборка остальных узлов станка, ввиду ясности демонтажа, пояснения не требует.
Электрооборудование станка
Электрическая схема токарного станка 1е61м
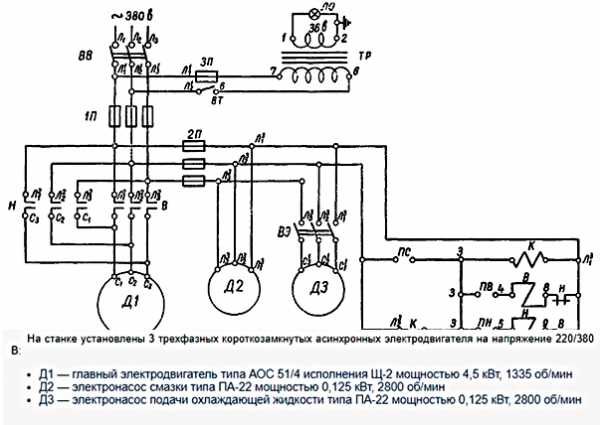
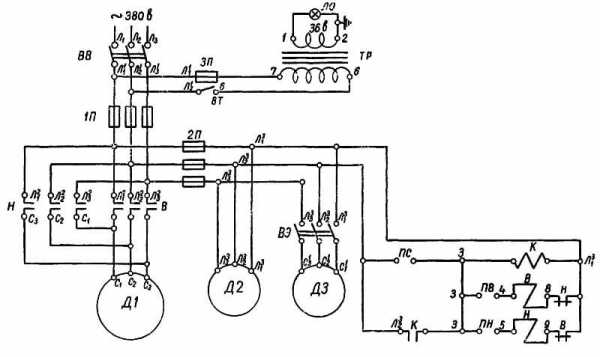
На станке установлены 3 трехфазных короткозамкнутых асинхронных электродвигателя на напряжение 220/380 В:
- Д1 — главный электродвигатель типа АОС 51/4 исполнения Щ-2 мощностью 4,5 кВт, 1335 об/мин
- Д2 — электронасос смазки типа ПА-22 мощностью 0,125 кВт, 2800 об/мин
- Д3 — электронасос подачи охлаждающей жидкости типа ПА-22 мощностью 0,125 кВт, 2800 об/мин
Электрооборудование станка смонтировано на напряжение 380 В.
В случае необходимости станок с электрооборудованием на напряжение 220 В может быть выполнен только по особому заказу.
1Е61 Станок токарно-винторезный повышенной точности. Видеоролик.
Основные технические характеристики токарного станка 1Е61М
| Наименование параметра | 1Е61М | 1Е61МТ | 1Е61ПМ | УТ61ПМ |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-82 | П | В | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 | 320 | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 188 | 188 | 170 | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 710 | 710 | 710 | 750 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 185 | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 170 | 170 | 175 | 175 |
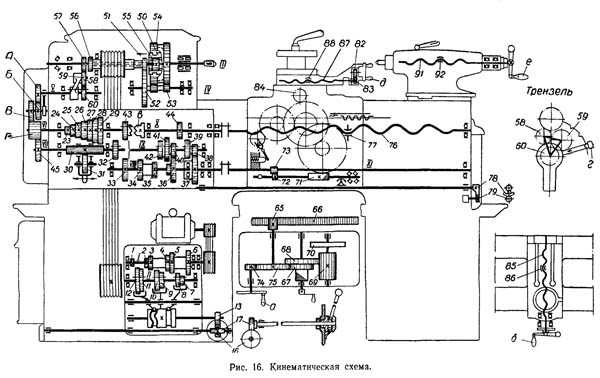
| Шпиндель | ||||
| Диаметр отверстия в шпинделе, мм | 32,5 | 32,5 | 30 | 32 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 32 | 32 | 25 | |
| Частота вращения шпинделя, об/мин | 35..1600 | 35..1600 | 35,5..1800 | 40..2000 |
| Количество прямых/ обратных скоростей шпинделя | 12 | 12 | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | 5К | 5К | ||
| Торможение шпинделя | есть | есть | есть | есть |
| Блокировка шпинделя | есть | есть | есть | есть |
| Защита от перегрузок шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшая длина хода суппорта (каретки) – продольное перемещение, мм | 640 | 640 | 710 | 710 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 200 | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,2 | 0,2 | 0,1 | 0,1 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 140 | 140 | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 |
| Количество подач продольных/ поперечных суппорта | 21 | 21 | 40 | |
| Пределы подач продольных, мм | 0,04..1,99 | 0,04..6 | 0,018..1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,025..1,24 | 0,012..1,87 | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 22 | 22 | 35 | |
| Количество нарезаемых резьб модульных, мм | 19 | 19 | 31 | |
| Количество нарезаемых резьб дюймовых, мм | 15 | 15 | 26 | |
| Пределы шагов метрических резьб, мм | 0,2..30 | 0,2..30 | 0,1..56 | 0,1..56 |
| Пределы шагов модульных резьб, модуль | 1..7,5 | 1..7,5 | 0,1..28 | 0,1..28 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 4,0..30 | 4,0..30 | 3,0..30 | 3,0..60 |
| Пределы шагов питчевых резьб, питчей | 8..60 | 8..60 | ||
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 | 20 | 20 | 20 |
| Задняя бабка | ||||
| Наибольшее перемещение пиноли, мм | 100 | 100 | 100 | 100 |
| Цена деления лимба задней бабки, мм | 1 | 1 | 0,05 | 0,05 |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±5 | ±5 | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | |||
| Диаметр сверла при сверлении чугуна, мм | 15 | |||
| Электрооборудование станка | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Мощность электродвигателя главного привода, кВт | 4,5 | 4,5 | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт | 0,125 | 0,125 | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет | нет | 0,18 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2190 х 930 х 1500 | 2191 х 930 х 1500 | 2290 х 1150 х 1365 | 2110 х 1050 х 1395 |
| Масса станка, кг | 1650 | 1650 | 1670 | 1810 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1Е61ПМ, 1Е61ВМ, С1В61ПМ, С1В61ВМ Паспорт токарно-винторезного станка, 1981, Формат: pdf, Размер: 24,9 Мб, Скачать
stanki-katalog.ru
Токарный станок 1Е61М повышенной точности
Токарный станок 1Е61М согласно классификации установок по нарезанию различных типов резьбы относят к высокоточной группе подобного оборудования. Если произвести полную настройку и детально отрегулировать каждый параметр узловых модулей производительность, точность и функциональность этого станка существенно повысится. В умелых руках на установке можно нарезать практически любой тип резьбы.
Технические характеристики
Модификация 1Е61МТ занимает высокую позицию в списке лидирующих установок по многим показателям эффективности, но для массовой штамповки деталей она не годится.

Токарный станок 1е61мт
Перед началом работы на токарном устройстве необходимо сравнить допустимые параметры заготовок, основными из которых являются:
- Деталь должна проходить по своей длине.
- Основу операции составляет выбранный скоростной режим, проверяется соответствие необходимо для обработки частоты вращений.
- Производится сверка диаметра будущей резьбы.
При совпадении этих условий мастер переходит непосредственно к настройке станка.

Токарный станок 1Е61М обладает массой отличий от альтернативных моделей. Технические параметры винторезного оборудования:
- Мощность главного привода, обеспечивающего вращение – 4,5 кВт.
- Отдельный двигатель насоса охлаждения работает при 125 Вт, двигатель смазочного механизма также на 125 Вт.
- Допустимая высота центров составляет 170 мм.
- Диаметр использующихся прутков доходит до 32 мм.
- Число резцов в главном держателе равняется 4.
- Две резцовые головки – на передней части, вторая расположена на заднем участке.
- Довольно точные параметры смещения лимба – 0,2 мм по продольной направляющей, и 0,02 мм по поперечной.
- Частота вращений минимальная – 35, максимальна доходит до 1600 оборотов.
- Масса оборудования без дополнительного оснащения – 1650 кг.
Токарная модель дополнительно оборудована специальной защитной системой от чрезмерных перегрузок шпинделя.

Шпиндель токарного станка
При возникновении необходимости он автоматически блокируется либо постепенно останавливается.
Тонкости регулировки: настройка оборудования
Стабильность и функциональность 1Е61МТ зависит от предварительной настройки каждого отдельного модуля для определенной операции.
Регулировка подходящей жесткости передвижных салазок производится путем настройки клина, дополнительных деталей токарного агрегата. Подтяжки клина обеспечивается следующими действиями:
- Предварительно немного отпускается винт.
- Клин поджимается другим винтом, он расположен поблизости, при этом мастер добивается плавного хода салазок.
- Окончательная фиксация обеспечивается первым винтом, после регулировки его необходимо завернуть максимально сильно.
Следует перед каждым запуском проверять состояние натяжки клиновых ремней, они могут сильно растягиваться, такая ситуация выступает нарушением безопасности точения.

Необходимо проверять состояние натяжки клиновых ремней
Подтягивание ремней осуществляется:
- Передняя тумба полностью оголяется от крышек.
- Салазки подтягиваются, проходя по продольным пазам при помощи специального винта, так подбирается оптимальная натяжка.
- Окончательная фиксация выполняется гайками.
Специализированной настройке подвергаются шпиндельные ремни токарного агрегата, проверяется даже подшипник основного шпинделя.
Смазочный механизм
Станок токарно-винторезный 1Е61М смазывается при помощи высокоэффективного масляного насоса, электрического вида, его модификация ПА-22. Этот механизм функционирует благодаря последовательному погружению в смазку основных элементов станка.
Специальный индикатор позволяет осуществлять контроль уровня масла перед каждым запуском установки, при его недостаче требует осуществить долив.
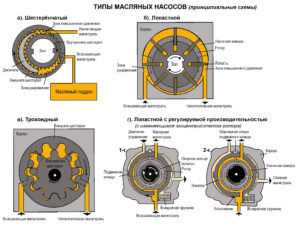
Типы масляных насосов в токарных станках
Поступление масляного раствора на направляющие для плавного передвижения салазок происходит через небольшую трубку. Присутствие системы отверстий позволяет распределять поступившее количество масла равномерно.
Необходимо систематически очищать эти отверстия от загрязнений и частичек мусора. Если токарный агрегат смазывает хорошо, то величина его срока эксплуатации приближается к десяткам лет.
Производительность и точность
Поскольку машина ориентирована преимущественно на конечную обработку и получистовые операции, то мастеру следует избегать больших производственных нагрузок на узловые модули установки.
Производительность первой базовой модели этой серии была на достаточном уровне, но чрезмерная нагрузка быстро выводила из строя коробку скоростей, привод и механизм переключения операций.
Для повышения точности была снижена общая мощность, устранены негативные воздействия нагрузки на основные агрегаты, сохранилась возможность присоединения дополнительных модулей, которые обеспечивают повышенную точность.
При разработке установки использовались передовые, на то время технологии безопасности. Станок для защиты работника оборудован несколькими системами.
Надежная функция контроля перегрузок не допускает разрушительных процессов в механизме переключения скоростей и приводе.
Система полной блокировки, которая может активироваться собственноручно работником либо автоматически при наступлении определенных опасных условий.
Имеет противооткатная блокировка главного шпинделя, что исключает возможность повреждения рук мастера.
Автоматический выключатель упоров.
Такая высокоточная установка используется практически в каждом строительном учреждении, в частном ремонтном деле, небольших мастерских, часто находятся такие установки в частном пользовании.
Работать на модели 1Е61М несложно, безопасно, а, главное, результат не требует сильных производственных затрат. Время обработки деталей, нарезка резьбы при предварительной настройке выполняется практически за считаные секунды, что позволяет экономить электроэнергию.
Видео по теме: «Новая мастерская 1Е61М»
promzn.ru
Токарный станок 1е61м: технические характеристики, схемы, габариты
Это одна из модификаций первой модели винторезно-токарных станков, которые появились на российском рынке. Повышенная точность при обработке любых деталей – главная особенность данного агрегата. Выполнение получистовых и чистовых работ остаётся основным назначением для токарного станка 1Е61М. Он так же помогает при высокоточном нарезании резьбы различного вида.
Назначение и область применения токарно-винторезного станка
TB-01M – модель станка, на которой построена разновидность из серии 1E61M. Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Устройство можно назвать универсальным, класс точности – П. Подходит при выполнении следующих операций:
- Финишные действия при токарной обработке различных деталей.
- Нарезание резьб.
Существует несколько разновидностей действий, которые выполняются при помощи станков:
- Сверление, обработка отверстий с различной формой. В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.
- Обработка наружных поверхностей в форме конуса. При этом длина конусной части может быть различной. То же самое касается угла наклона. Обычно при обработке используются специальные резцы, корпус задней бабки, копировально-конусная линейка.

- Прорезные резцы помогают протачивать наружные канавки.
- Для придания заготовкам определённой формы осуществляют операции вроде подрезания, протачивания канавок и отрезания.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание цилиндрических поверхностей, которые остаются гладкими.
Технические характеристики
Станок 1E61MT занял лидирующую позицию в своей сфере, и на то есть определённые причины. Для массовой штамповки установка не подходит, но на ней можно проводить множество других операций.
Основными параметрами, заслуживающими внимания, можно назвать:
- Диаметр будущей резьбы.
- Выбранные скоростные режимы.
- Длина детали, её соответствие параметрам используемого оборудования.
Если названные выше габариты соответствуют условиям эксплуатации, то можно переходить дальше, к этапу настройки самого станка.

Винторезное оборудование отличается следующими параметрами:
- 1650 килограмм – общая масса станка, если не учитывать дополнительное оборудование.
- Минимальная частота вращения – 35, максимальная может составлять 1600 оборотов.
- Точные параметры, связанные со смещением лимба. По продольной направляющей это 0,2 миллиметра, по поперечной – 0,02 миллиметра.
- На передней части устанавливаются две резцовые головки. Вторая монтируется на участке сзади.
- В главном держателе имеется всего до 4 резцов.

- 32 миллиметра – таков диаметр использующихся прутков.
- 170 миллиметров – допустимая высота для центральных частей.
- При 125 Вт работает отдельный двигатель насоса охлаждения. На 125 Вт – двигатель, связанный со смазочным механизмом.
- 4,5 кВт – показатель мощности главного привода, за счёт которого осуществляется движение.
Дополнительно в токарной установке присутствует система, предотвращающая повреждения, связанные с чрезвычайными нагрузками. Механизм просто блокируется, если возникает опасная ситуация. Примерно так же работает модель типа 1Е61ПМ.
Габариты рабочего пространства
Межцентровое расстояние составляет до 700 миллиметров. Через шпиндель можно вставлять заготовки с минимальным диаметром до 32 миллиметров, диаметр шпинделя – 35. Высота центра от станины равна 170 мм.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
Расположение основных узлов
- Основной узел – станина.
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.

- Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
- Передняя бабка вмещает в себя коробку скоростей.
Рычаги управления размещаются снаружи. Гитара сменных шестерёнок монтируется в передней части. Перед нарезанием резьбы шестерёнки меняются, если в этом возникает необходимость. Коробка скоростей – место, где можно отыскать шпиндельный узел. Сам шпиндель вращается при поддержании скоростей до 16-2000 оборотов в минуту.
Двигатель главного привода у станка находится в специальной тумбе, с левой стороны. Прямое и обратное вращение шпинделя включаются в любой удобный момент.

- Задняя бабка – у станины справа.
В эту часть вставляются различные инструменты, включая центр и плашки, метчики, свёрла.
Задняя бабка отличается надёжным креплением, она легко движется по поверхности станины. Ход пиноли – 100 мм.
- Фартук, через который проходят вал с винтом.
- Суппорт.
- Коробка подач.
- Электрический шкаф.
- Смазывающе-охлаждающая жидкость.
- Экран для дополнительной защиты.
Передняя бабка
Редуктор участвует в процессе передачи вращательного движения шпиндельного шкива. Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
В конструкции присутствует два подшипника качения. Благодаря чему сохраняется свойство центровки, клиновидный шкив провода не утрачивает своего первоначального положения. Ориентация происходит на основе центральной части шпиндельной бабки. Натяжение клиновидных ремней не оказывает на конструкцию негативного влияния. Шпиндель не испытывает повышенных нагрузок.

Всего у шпиндельной бабки шесть скоростных ступеней. Блок-шестерни передвигаются по шлицам, что и позволяет контролировать скорость, выбирать определённый вариант.
Отдельный насос, с приводом от электродвигателя, отвечает за смазывание передней бабки. Благодаря наличию блокировки исключается вероятность того, что система запустится при отсутствии соответствующей жидкости.
Электрическая схема
Асинхронный электродвигатель типа AO2-61-4 НА 13 кВт – основной агрегат, который приводит систему в движение. Достаточно нажать на кнопку «Пуска», чтобы это приспособление начало работать. С помощью фрикциона, включаемого от рукоятки, осуществляется управление подобными частями механизма. В зависимости от включения или выключения фрикциона механизм реагирует по-разному на начало работы.
1,1 кВт – мощность двигателя, отвечающего за рабочие подачи.
Кинематическая схема
Многоскоростные двигатели для включения устройств тоже используются, но достаточно редко. Односкоростные приспособления остаются главными для подобных схем.
С двигателя движение идёт к коробке скоростей. В этом процессе принимает участие клиноременная передача. В коробке передач размещается по 6-8 валов. К ним добавляются колёса зубчатой формы. Для удобства при нумерации валов пользуются римскими цифрами. Скорость вращения шпинделя может быть различной в зависимости от тех или иных условий. Две фрикционные муфты отвечают за обратное движение у этой же модели.

Схема настройки гитары
Передача вращения, крутящего момента – основное назначение данной детали. Она снабжается сменными зубчатыми колёсами, которые и обеспечивают максимально точную настройку по параметрам.
Замена деталей проводится в зависимости от регламента, либо по степени износа.

Заключение
Первичная и текущая регулировка – операции, которые играют важную роль для стабильной работы всех составляющих, механизмов. Для каждой детали при этом используется отдельный инструмент, позволяющий добиться наилучших результатов. Остаётся только решить, какие параметры будут актуальными при той или иной ситуации.
Станки серии 1E61M до сих пор пользуются спросом не только у частных мастеров, но и на различных предприятиях. Это классический вариант, сохраняющий актуальность даже при появлении более современных аналогов. Учитывается и стоимость установки, которая остаётся доступной по всем параметрам.


vseochpu.ru
Токарный 1Е61М. Миссия – впихнуть невпи…. – Промышленные станки
Итак, выкладываю отчет с фото о покупке второго (надеюсь, последнего) большого токарного станка.
Покопав довольно много предложений – остановился на этом.
Станок явно уступает по точности ИЖ250 (хоть и “повышенной точности”, но 60 лет свое дело сделали).
В пользу этого решения была цена (8000 грн), наличие его в Одессе (не из Киева или еще откуда переть, погрузка-доставка-разгрузка эвакуатором 450 грн) и большое РМЦ – 710 мм.
В станках приемлемого для меня класса (до 1,5 тонн и до 4,5 кВт) – наверное, самый большой.
Тема посвящена его такелажу, чтобы не засорять основную тему A_Tima.
Сразу скажу, драйва было поменьше, чем от фрезера. Уже четко знали, что делать…
Ну, 10 метров по цеху ломами на катках протолкали без вопросов.
Дальше – эвакуатор:


Нагло везем по городу незакрытым, менты, хвала Аллаху не заинтересовались 🙂
Разгрузка… Помня о моих трубах-кабелях (понавешал сосед, блин), специально вызвал тот же эвакуатор.
Новый мастер-класс:





Поясню – станок вешается на цепях, пропущенных под ребрами жесткости в станине. Очень странно – но так в паспорте.
Так же и грузили (там своя проблема есть – патрон мешал. Хорошо хоть местные токари знали в чем дело и за пять минут открутили.
Дальше манипулятор поднес станок к трубе, опустил его на землю. Потом выдвинул стрелу НАД трубой, зацепили повторно и опять переместили. Бедный забор! (впрочем, все равно чинить).
Спустя неделю – миссия впихнуть невпих… 🙂 Станок – таки толстожо…й 🙂 Дверные проемы в подвале – впритык по ширине нижней тумбы… Снимаем рычаг переключения скоростей, все щиты передней тумбы, маховики продолной и поперечной подач…
Копаем новый пандус и кладем рельсы. причем размер пандуса – впритык по передней тумбе (я надеялся, что в случае чего станок поедет и заклинится).
А дальше – как всегда. Ломы под станок, заводим стальные листы, катки и поехали….
Спускаем переднюю тумбу на пандус:

Задняя, есесссно, зависает в воздухе. Игорь (150 кг) становится на нее, но станку (1500 кг) это пофиг 🙂

По пандусу станок идет впритирку:

Есессно, Ваш покорный в любимой позе 🙂

Потихоньку въезжаем в подвал:


Дальше, надо на что-то опираться. Одесские ролевики настолько суровы, что протыкают ломом наковальню 🙂

Первую дверь (входная не считается) проходим без приключений, а вторая – уже. Просовываем переднюю тумбу, отогнав суппорт назад, потом долбаем канавку под винт поперечной подачи и провозим суппорт вперед:

Передняя тумба прошла впритирку:


Дальше – развернули и поставили. Поставлю на виброопоры, сфоткаю конечное положение.
Мораль – 1Е61 проходит везде, где проходит его передняя тумба!
www.chipmaker.ru
Наименование характеристики | Ед. измерения | Параметры |
Размеры обрабатываемых изделий | ||
Наибольший диаметр прутка | мм | 32 |
Над верхней частью суппорта | мм | 188 |
Над нижней частью суппорта | мм | нет |
Над станиной | мм | 320 |
В выемке | мм | нет |
Расстояние между центрами | мм | 710 |
Высота центров | мм | 170 |
Суппорт | ||
Число резцов, установленных в резцедержателе | шт | 4 |
Наибольшие размеры державки резца (ширина х высота) | мм | 12х20 |
Наибольшее перемещение суппорта |
|
|
От руки: |
|
|
Продольное | мм | 640 |
Поперечное | мм | 200 |
По ходовому валику: |
|
|
Продольное | мм | 640 |
Поперечное | мм | 200 |
По ходовому винту: |
|
|
Продольное | мм | 640 |
Поперечное | мм | нет |
Быстрое перемещение суппорта | м/мин | нет |
Цена одного деления лимба |
|
|
В продольном направлении | мм | 0,2 |
В поперечном направлении | мм | 0,02 |
Перемещение на один оборот лимба |
|
|
В продольном направлении | мм | 28 |
В поперечном направлении | мм | 3 |
Выключающие упоры |
| Есть |
Число суппортов: |
|
|
Передних | шт | 1 |
Задних |
| Нет |
Число резцевых головок в суппорте: |
|
|
Передних | шт | 1 |
Задних | шт | 1 |
Резцовые салазки | ||
Наибольший угол поворота | град | 360 |
Цена одного деления шкалы поворота | град | 1 |
Наибольшее перемещение | мм | 140 |
Цена одного деления лимба | мм | 0,020 |
Перемещение на один оборот лимба | мм | 3 |
Задняя бабка | ||
Конус пиноли |
| Морзе № 3 |
Наибольшее перемещение пиноли | мм | 100 |
Перемещение пиноли на одно деление шкалы | мм | 1 |
Поперечное смещение |
|
|
вперед | мм | 5 |
назад | мм | 5 |
Параметры нарезаемых резьб | ||
Метрическая: |
|
|
Повышенной точности | мм | 0,35…12 |
Нормальной точности | мм | 0,2…30 |
Дюймовая |
|
|
Повышенной точности | ниток на дюйм | 3…20 |
Нормальной точности | ниток на дюйм | 4…30 |
Модульная |
|
|
Повышенной точности | модуль | 0,3…6 |
Нормальной точности | модуль | 1,0…7,5 |
Питчевая |
|
|
Повышенной точности | питч | нет |
Нормальной точности | питч | 60…8 |
Для крутых резьб увеличение шагов восьмикратное | ||
Дополнительные данные | ||
Торможение шпинделя (противотоком) |
| есть |
Блокировка |
| есть |
Предварительная настройка числа оборотов муфты трения, шпинделя |
| нет |
Предохранение от перегрузки |
| есть |
Габариты и масса | ||
Габариты станка (длина, ширина, высота) | мм | 2190х930х1500 |
Вес станка | кг | 1650 |
Привод | ||
Электродвигатель главного движения |
| АОС 51/4 |
Число оборотов | об/мин | 1335 |
Мощность | кВт | 4,5 |
www.stanoktehpasport.ru
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки: устройство, паспорт
Для получения высокоточных деталей применяется специальное токарное оборудование. Довольно больше распространение получил токарный-винторезный станок 1Е61М и модели 1Е61ПМ, 1Е61Мт. Расшифровка маркировки указывает на то, что рассматриваемые станки относятся к токарно-винторезной группе, при этом высота центров над станиной 175 мм, последние символы указывают на высокую и повышенную точность. Предназначение токарно-винторезного станка 1Е61ПМ заключается в проведении механической обработке точением. Токарный винторезный станок 1Е61МТ также относится к рассматриваемой группе, характеризуется высокой точностью точения и резьбонарезания.

Устройство данных моделей
Компоновка станков С1Е61ПМ и 1Т61М схожа с теми, что у оборудования токарно-винторезной группы. К ее особенностям можно отнести нижеприведенные моменты:
- Станина. Для точного позиционирования всех узлов относительно друг друга используется жесткая основа. Уделяется довольно много внимания точности позиционирования всех элементов.
- Передняя бабка. Для передачи вращения устанавливается шкив, связанный со шпинделем. Основное вращение создает индивидуальный электрический двигатель. Исключить вероятность перегрева двигателя в случае заклинивания механизма решили при помощи клиноременной передачи. Она также применяется для изменения количества оборотов. Шпиндельная бабка характеризуется наличием шести скоростей переключения передачи. При этом регулировка происходит за счет перемещения блока-шестерни. Наличие большого количества трущихся элементов определяет то, что для снижения степени износа установлен насос для подачи смазки. Он работает также от основного привода.
- Суппорт. Продольное и поперечное передвижение суппорта осуществляется механическим способом. Для этого установили коробку передач и фартук с валиком. При необходимости может применяться ручной привод, представленный шестернями и маховиком. Также имеется и быстрая подача, которая нужна для смены положения суппорта.
- Задняя бабка. Она используется для существенного повышения точности резания. При установке требующейся оснастки можно провести фиксацию заготовки по второму торцу, за счет чего снизить вибрацию.
- Салазки для перемещения подвижных элементов. Они изготавливаются при применении нержавеющей стали с высокой прочностью и надежностью. Для того чтобы перемещение основных элементов проходило без сопротивления на салазки подается смазочная жидкость.
- Блоки управления представлены различными рукоятками и клавишами, а также лимбами.

При изготовлении применяется нержавеющая сталь и чугун. Токарно-винторезный станок токарный 1Е61 имеет стандартную компоновку, применение качественных материалов и точное позиционирование всех элементов позволило повысить точность резания. Шестерни гитары спрятаны в передней бабке. Кроме этого, станок токарно-винторезный 1Е61М имеет встроенную защиту от перегрузок, за счет чего существенно продлевается срок службы оборудования. Следующие технические параметры модели 1Е61М должны учитываться:
- Перемещение суппорта.
- Габаритные показатели.
- Область применения.
- Возможные режимы работы.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 1Е61ВМ
У рассматриваемых моделей технические характеристики практически не отличаются. При учете основных параметров можно определить то, какого типа обработка может проводится.
Технические характеристики
Эффективность оборудования определяется различными качествами. Конструктивные и другие особенности определяют, может ли винторезный станок применяться для проведения тех или иных операций. Наиболее важным параметром назовем класс точности. Токарный станок 1Е61М имеет следующие технические характеристики:
- Высота центров 170 мм.
- Максимальный диаметр прутка составляет 32 мм. Рассматриваемые токарно-винторезные станки могут применяться для резания прутка. Для его подачи в передней бабке создается специальное отверстие.
- Ширина державки для резцов составляет 12 мм. Этот показатель определяет то, с какими державками могут применяться резцы.
- Высота у державки 20 мм.
- Максимальное перемещение суппорта в продольном направлении 200 мм. Этот показатель определяет то, какой длины может закрепляться заготовка.
- Деление лимба в продольном направлении 0,2 мм, в поперечном 0,02 мм. За счет этого обеспечиваются условия для получения деталей с минимальными погрешностями.


Кроме этого, технические характеристики определяют максимальное перемещение пиноли 100 мм, устанавливаемый конус соответствует Морзе 3. Паспорт станка С1Е61ВМ содержит и другую информацию о технических характеристиках, которая должна учитываться при разработке режимов обработки заготовки.
Назначение оборудования
В качестве прототипа токарного станка 1Е61М использовалась модель ТВ-01М. Рассматриваемое оборудование относится к классу легких моделей, первый вариант исполнения появился в продаже в 1965 году. Другие варианты исполнения токарно-винторезных станков по металлу появились в 1975 году. К особенностям подобных предложений отнесем следующие моменты:
- Конструкция характеризуется универсальными параметрами. Именно поэтому оно может применяться для выполнения финишных операций при создании деталей высокой точности или нарезании резьбы.
- Гладкие цилиндрические поверхности могут обтачиваться при закреплении заготовок в трехкулочковом патроне. Может применяться проходной резец самого различного типа. Наружное точение цилиндрических поверхностей может проводится в несколько проходов при черновой и чистовой обработке.
- Растачивание цилиндрической поверхности проводится при применении соответствующего резца. Довольно часто проводится растачивание внутренних отверстий.
- Операции отрезания и протачивания канавок. Для отрезания заготовки применяется соответствующий резец. Протачивание канавок проводится при получении самых различных заготовок.
- Получение и обработка наружных конических поверхностей. Повысить точность обработки можно при применении копировально-конусной линейки. Больше всего трудностей возникает при обработке конусной поверхности. Для этого требуется специальный станок и соответствующая оснастка.
- Обработка отверстий. При установке соответствующей оснастки можно проводить сверление отверстий, а также некоторые другие схожие операции. Отверстия можно встретить в самых различных изделиях.

Стоит учитывать, что рассматриваемые станки не подходят для проведения массовой обработки. Кроме этого, токарно-винторезные станки уступают по своим характеристикам многим другим предложениям, которые выпускаются сегодня.
Токарно-винторезные станки должны устанавливаться исключительно с рекомендациями производителя.
Они выглядят следующим образом:
- Нельзя проводить установку оборудования вблизи аппаратов ударного или механического воздействия. Внешняя вибрация может существенно снизить точность резания.
- Установка должна проводится в хорошо освещенном чистом помещении. Однако, прямое попадание солнечных лучей должно быть исключено. Подобная рекомендация связана с тем, что подобная установка может привести к нагреву важных элементов конструкции.
- Нельзя проводить установку вблизи систем обогрева и центрального отопления, так как они также становятся причиной нагрева оборудования.
- Температурный режим в помещении должен быть в пределах 16-22 градусов Цельсия. Для выдерживания подобного показателя устанавливается приточная вентиляция. Слишком высокая температура может привести к нагреву устройства на момент длительной эксплуатации.
- Замена ремней и других элементов должна проводится в соответствии с регламентом.
В целом можно сказать, что область применения подобных станков весьма обширна. Чаще всего они устанавливаются на заводах машиностроительной сферы. В некоторых других областях промышленности показателя производительности и точности обработки недостаточно. Как ранее было отмечено, в продаже встречаются модели с более привлекательными эксплуатационными характеристиками.
Информация о производителе
Разработкой и производством рассматриваемого токарно-винторезного оборудования занимался Ульяновский машиностроительный завод. Наладив производство в 1964 завод выпустил еще несколько других моделей, которые отличаются несущественно.
Завод занимался выпуском и других станков, а также оснастку. Многие модели характеризуются схожей кинематической схемой и унифицированной конструкцией. На сегодняшний день рассматриваемые модели больше не выпускаются, приобрести подобное оборудование довольно сложно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru