Токарный станок 1е61вм технические характеристики – 1Е61ПМ, 1Е61ВМ Станок токарно-винторезный повышенной точности Схемы, описание, характеристики
alexxlab | 08.05.2019 | 0 | Токарные станки
1Е61ПМ, 1Е61ВМ Станок токарно-винторезный повышенной точности Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1Е61ПМ
Производитель токарно-винторезного станка повышенной точности 1Е61ПМ, 1Е61ВМ Ульяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Завод выпускал универсальные токарно-винторезные станки моделей: ТВ-01, ТВ-01М, 1Е61, 1Е61М, 1Е61МТ, 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ, УТ16ВМ, УТ16ПМ, УТ16ВМТ, УТ16ПМТ, УТ-320.
Станки, выпускаемые Ульяновским машиностроительным заводом им. Володарского
1Е61ПМ, 1Е61ВМ станок токарно-винторезный повышенной точности. Назначение и область применения
Токарные станки моделей 1Е61ПМ, 1Е61ВМ созданы на базе станка 1Е61М и относятся к классу легких токарных станков. Начало серийного выпуска станка 1Е61ПМ, 1Е61ВМ – 1975 год.
Станок токарно-винторезный модели 1Е61ВМ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка – В.
Станок токарно-винторезный модели 1Е61ПМ является универсальный и предназначен для выполнения различных токарных и винторезных работ. Класс точности станка – П.
Токарно-винторезные станки высокой точности 1Е61ВМ и повышенной точности 1Е61ПМ:
- предназначены для выполнения чистовых и получистовых токарных работ с широким диапазоном регулирования частот вращения шпинделя, подач и шагов нарезаемых резьб
- комплектуются широкой номенклатурой принадлежностей, что дает возможность выбрать оптимальный вариант обработки
- отличаются простотой управления, удовлетворяют требованиям эргономики и безопасности
- на станках возможна точная и экономичная обработка широкой номенклатуры деталей из сталей и цветных металлов
Станок специальный токарно-винторезный модели С1Е61ВМ оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход.
Станок специальный токарно-винторезный повышенной точности модели С1Е61ПМ, оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход.
Токарные станки С1Е61ПМ, С1Е61ВМ выполнены на базе основной модели 1Е61ВМ, имеют одинаковые кинематические схемы и унифицированную конструкцию.
Особо нужно учесть, что эти модели являются станками высокой и повышенной точности и поэтому во избежание потери точности не следует использовать их для черновой обработки.
Краткое описание конструкции и работы станка
Привод станка осуществляется от индивидуального электродвигателя.
От электродвигателя через клиноременную передачу движение передается редуктору. От редуктора тоже посредством клиноременной передачи вращение передается шпиндельной бабке, а затем через зубчатые передачи на шпиндель станка
Резьбы нарезаются посредством коробки подач. Цепь подачи имеет звено восьмикратного увеличения значения подач и шагов резьб, расположенное на трензеле в шпиндельной бабке. Включая звено увеличения шага можно производить нарезку резьб с увеличенным шагом.
Кроме того, имеется возможность нарезания резьб путем соединения ходового винта с гитарой и комплектом сменных зубчатых колес нужной настройки, минуя цепь коробки подач. Тем самым создается кратчайшая винторезная цепь.
Фартук станка имеет механизм автоматического отключения продольной и поперечной подач при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломки при перегрузках.
Включение главного электродвигателя и выключение насоса смазки блокированы, что исключает возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится от электронасоса, включение которого осуществляется по мере надобности рукояткой 10.
Реверсирование главного движения – электрическое, осуществляется рукояткой 22.
Торможение вращения шпинделя осуществляется электромагнитной тормозной муфтой, расположенной в редукторе.
Технологические возможности станка значительно расширяются благодаря дополнительным принадлежностям, поставляемым по особому заказу.
- 1Е61 – первая (базовая) модель серии токарно-винторезных станков Ø 320 мм
- 1Е61М – токарно-винторезный станок повышенной точности
- 1Е61МТ – токарно-винторезный станок повышенной точности
- 1Е61ПМ – токарно-винторезный станок повышенной точности
- 1Е61ВМ
- С1Е61ПМ – токарно-винторезный станок повышенной точности – оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход
- С1Е61ВМ – токарно-винторезный станок высокой точности – оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход
- УТ16ВМ – токарно-винторезный станок высокой точности
- УТ16ПМ – токарно-винторезный станок повышенной точности
- УТ16ВМТ – токарно-винторезный станок высокой точности
- УТ16ПМТ – токарно-винторезный станок повышенной точности
- УТ16Д – токарно-винторезный станок повышенной точности
Модификации токарно-винторезного станка 1Е61ПМ
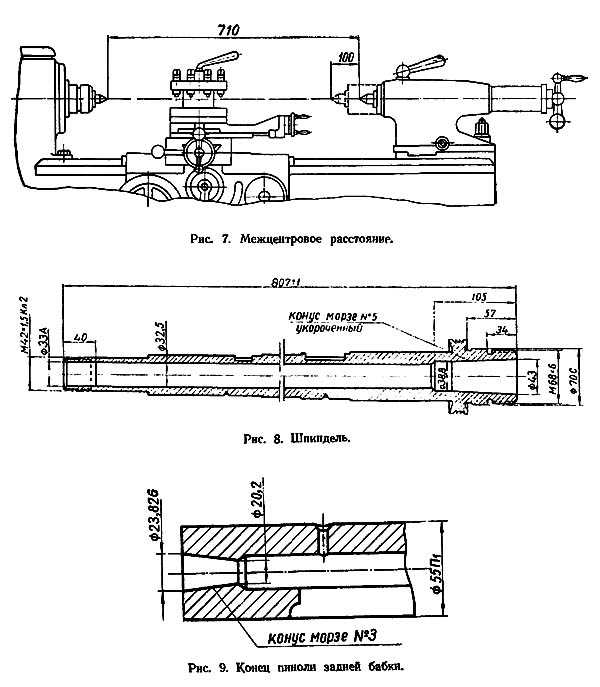
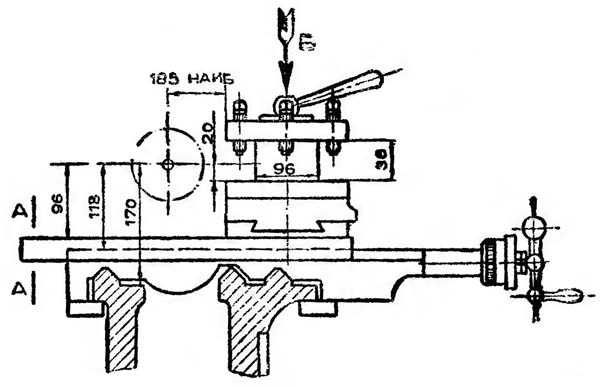
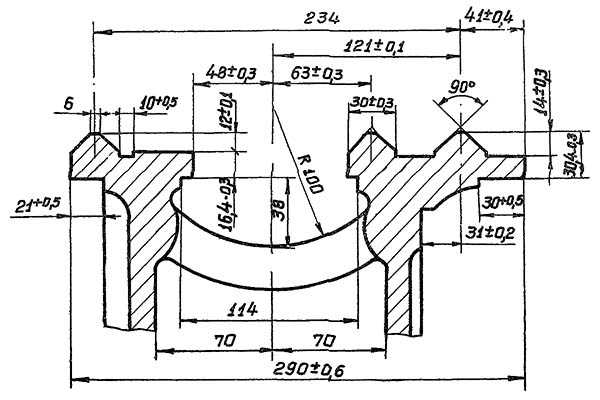
Габариты рабочего пространства токарно-винторезного станка 1Е61ПМ
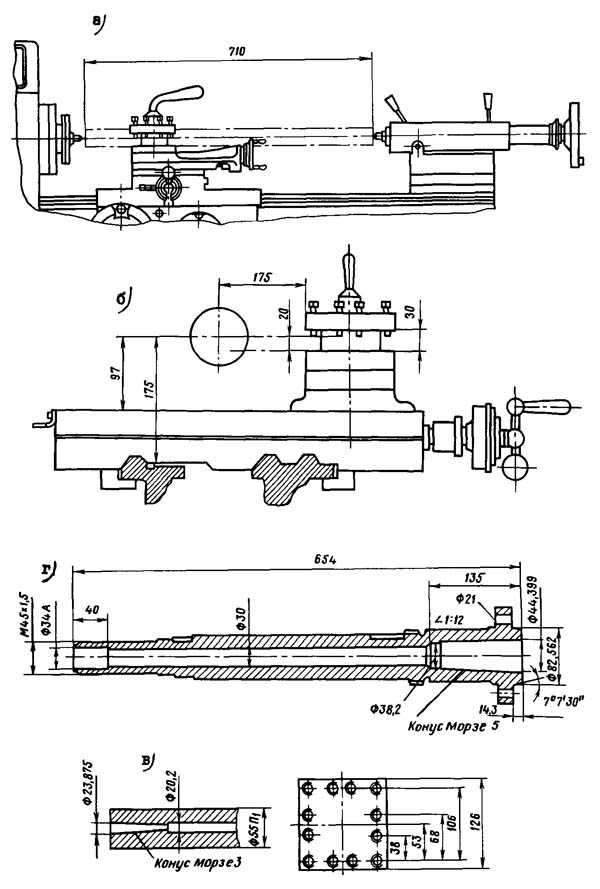
1Е61ПМ, 1Е61ВМ Общий вид универсального токарно-винторезного станка

Фото токарно-винторезного станка 1е61пм
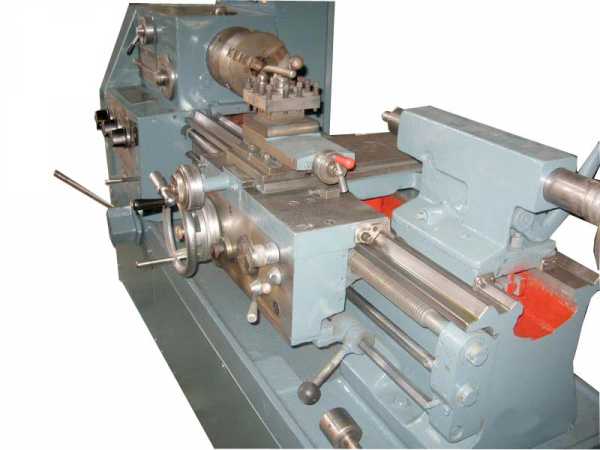
Фото токарно-винторезного станка 1е61пм
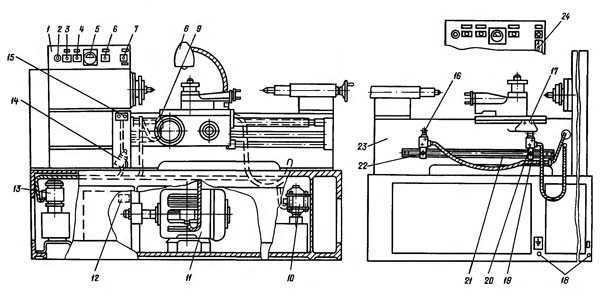
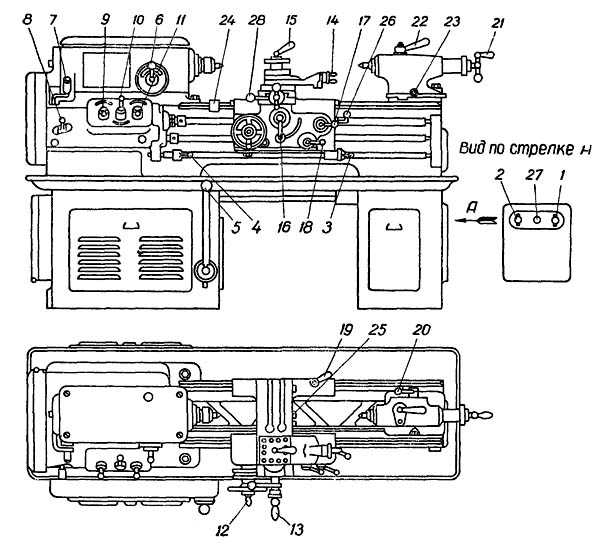
1Е61ПМ, 1Е61ВМ Расположение органов управления станком
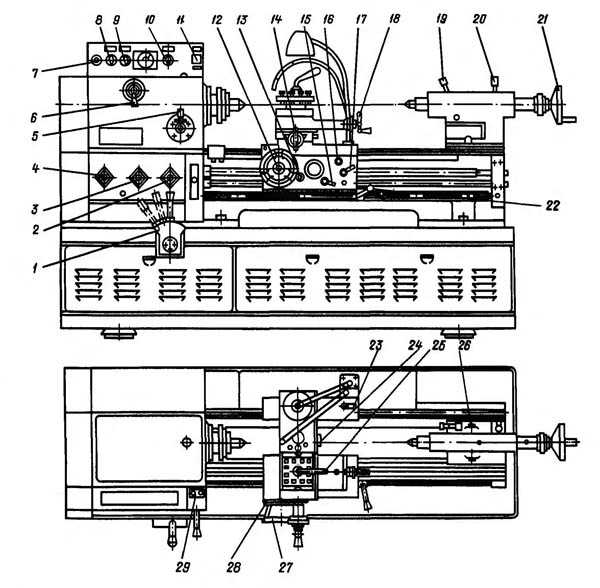
Расположение органов управления станком 1е61пм
Перечень органов управления токарным станком 1Е61ПМ, 1Е61ВМ
- Рукоятка установки частоты вращения шпинделя
- Рукоятка переключения множительного механизма и ходового винта или ходового валика
- Рукоятка переключения наборного механизма при нарезании резьб напрямую
- Рукоятка переключения множительного механизма
- Рукоятка включения перебора
- Рукоятка включения трензеля и механизма восьмикратного увеличения шагов резьб
- Вводной выключатель
- Переключатель оборотов электродвигателя
- Рукоятка включения насоса подачи охлаждающей жидкости
- Тумблер включения и выключения тормоза
- Рукоятка включения и выключения маховика ручного перемещения каретки
- Кнопка установки нейтрального положения продольной или поперечной подач
- Рукоятка перемещения поперечных салазок суппорта
- Рукоятка включения и выключения продольной и поперечной подач
- Рукоятка регулирования тяговых усилий подачи
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка ручного перемещения верхнего суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка пуска, останова и реверсирования шпинделя
- Рукоятка крепления каретки к станине
- Упор автоматического останова поперечного суппорта
- Рукоятка поворота и крепления резцовой головки
- Винт поперечного перемещения задней бабки
- Маховик ручного перемещения
- Кнопка золотника смазки направляющих каретки и поперечного суппорта
- Пост управления включения станка
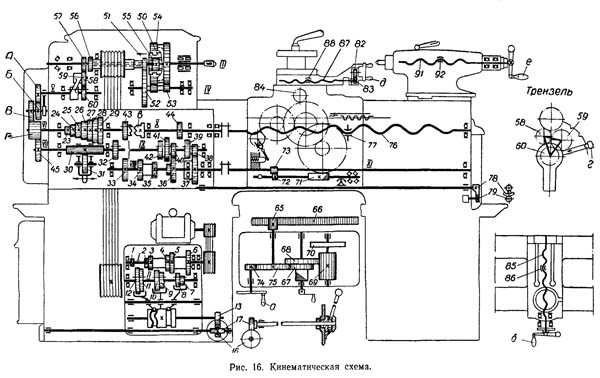
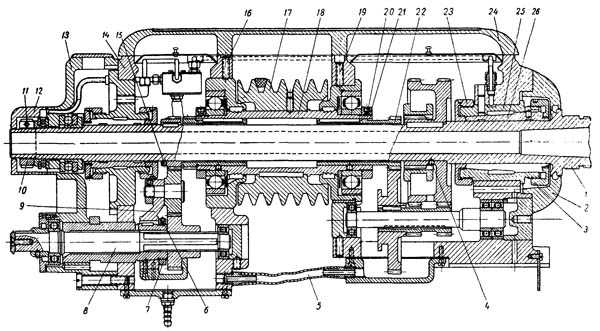
1Е61ПМ, 1Е61ВМ Кинематическая схема токарно-винторезного станка
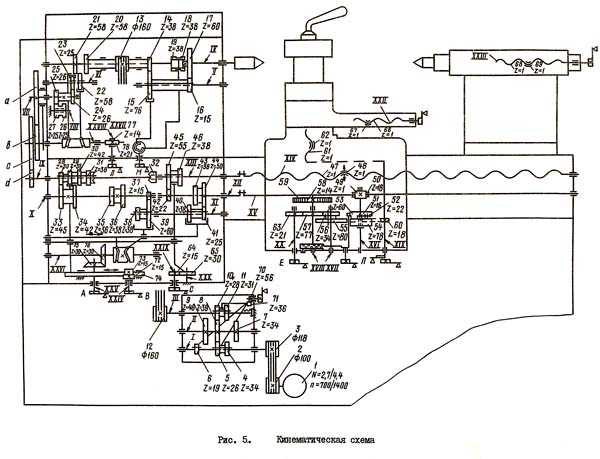
Кинематическая схема токарно-винторезного станка 1е61пм
Схема кинематическая токарно-винторезного станка 1Е61ПМ, 1Е61ВМ. Смотреть в увеличенном масштабе
Описание кинематической схемы токарно-винторезного станка 1Е61ПМ, 1Е61ВМ
Привод движения резания состоит из двух клиноременных передач, шеcтиступенчатого редуктора и переборного устройства.
Приводной вал I редуктора связан с двухскоростным электродвигателем мощностью 2,7/4,4 кВт клиноременной передачей через шкивы 2 и 3. Трехваловый редуктор имеет два двойных подвижных блока губчатых колес 5-4, 10-И и одно подвижное зубчатое колесо 6. Вал II получает вращение от вала I через зубчатые колеса 5-8, когда блок 5-4,(рис.5), сдвинут влево либо через губчатые колеса 4-7 при крайнем правом положении блока 5-4 или посредством зубчатых колес 6-9. В последнем случае зубчатое колесо 6 вводится в зацепление с зубчатым колесом 9, а блок 5-4 устанавливается в среднее нейтральное положение: Двойной блок IO-II позволяет увеличить количество скоростей на выходном валу III редуктора до 6.
Вращение от редуктора посредством клиноременной передачи через шкивы 12-13 и зубчатые колеса 14-15-16-17 сообщается шпинделю IV.
Нижний ряд чисел оборотов от 35,5 до 280 в минуту передается шпинделю через перебор.
Применяемый двухскоростной электродвигатель позволяет изменить нижний и верхний ряд чисел оборотов и получить 24 скорости вращения шпинделя. Вследствие совпадения шести скоростей шпиндель имеет 18 различных скоростей вращения (см. табл. 3).
Движение подачи суппорта передается от шпинделя. Вал VII получает вращение через зубчатые колеса 21-22-23-24. Подвижное зубчатое колесо 23, расположенное на валу VI, служит для изменения направления перемещения суппорта. При смещении зубчатого колеса влево вал VII получает вращение от блока 26-27, минуя промежуточное зубчатое колесо 24.
Для подачи суппорта сменные губчатые колеса a, b, c, d устанавливаются так, как показано на кинематической схеме, и вал IX приводится в движение от вала VII. Дальше движение передается через зубчатые колеса 28-33-37-39 на промежуточный вал XI. Выходной вал ХII и связанный с ним предохранительной муфтой ходовой валик XV получают вращение через зубчатые колеса 40-43 или 41-44.
Ходовой валик XV передает вращение посредcтвом червячной пары 49-50 валу XVI, на последнем установлены зубчатые колеса 51-52-53-54 планетарного механизма. Через планетарный механизм вращение передается на вал XVII, затем, через зубчатые колеса 55-56-57-58 передается движение на рейку. Таким образом, суппорт получает продольную подачу.
Поперечная подача осуществляется ходовым винтом XIX, который получает вращение от вала XVI через зубчатые передачи 51-52-53-54 и 55-60.
Для нарезания резьбы с шагом до 7-ми движение, как и при подаче суппорта, заимствуется от шпинделя станка. Резьбы с более крупным шагом нарезаются с использованием звена увеличения шага при включенном переборе. Для этого зубчатое колесо 22 вводят в зацепление с зубчатым колесом 20.
Для нарезания резьб минуя множительный механизм коробки подач, ходовой винт XIV соединяется посредством муфты 32 напрямую с гитарой.
Для нарезания метрической, дюймовой и модульной резьб сменные зубчатые колеса а, в, c, d гитары (см. табл. 6) устанавливаются так, как указано в табл. 15, 16.
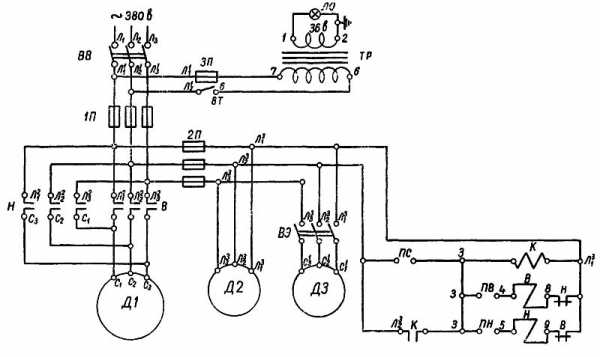
1Е61ПМ, 1Е61ВМ Электрическая схема токарного станка
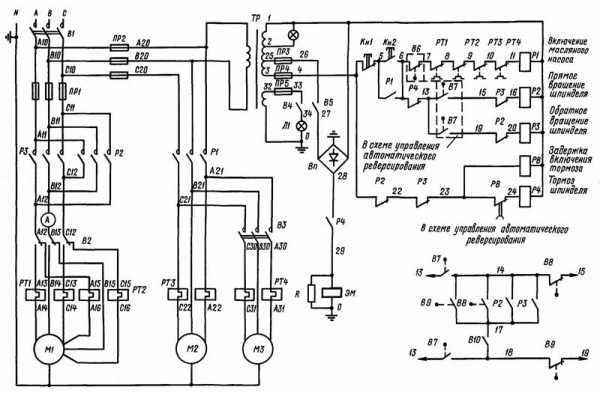
Электрическая схема токарно-винторезного станка 1е61пм
1Е61ПМ, 1Е61ВМ Электрооборудование токарного станка
Расположение электрооборудования на токарном станке 1е61пм
Расположение электрооборудования токарного станка
- электрошкаф
- сигнальная лампа
- вводной выключатель
- переключатель частоты вращения электродвигателя главного привода
- амперметр, указывающий нагрузку
- выключатель электронасоса охлаждения
- тумблер включения тормоза
- лампа местного освещения
- конечный выключатель продольной подачи
- электронасос охлаждения
- электродвигатель главного привода
- электромагнитная муфта тормоза шпинделя
- электронасос смазки
- выключатель реверса шпинделя
- пост управления станком
- конечный выключатель автоматического реверсирования и блокировки
- упор
- болт заземления
- винт крепления установки конечного выключателя
- конечный выключатель автоматического реверсирования и блокировки
- штанга
- винт крепления установки конечного выключателя
- станина
- переключатель автоматического режима
Примечание. Поз. 16, 17, 19, 20, 21, 24 только для станков С1Е61ВМ и С1Е61ПМ.
1Е61 Станок токарно-винторезный повышенной точности. Видеоролик.
Основные технические характеристики токарного станка 1Е61ПМ
Основные параметры согласно ГОСТ 440-71.
| Наименование параметра | 1Е61МТ | 1Е61ПМ | УТ61ПМ |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | В | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 188 | 170 | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 710 | 710 | 750 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 170 | 175 | 175 |
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 32,5 | 30 | 32 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 32 | 25 | |
| Частота вращения шпинделя, об/мин | 35..1600 | 35,5..1800 | 40..2000 |
| Количество прямых/ обратных скоростей шпинделя | 12 | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | 5К | 5К | |
| Торможение шпинделя | есть | есть | есть |
| Блокировка шпинделя | есть | есть | есть |
| Защита от перегрузок шпинделя | есть | есть | есть |
| Подачи | |||
| Наибольшая длина хода суппорта (каретки) – продольное перемещение, мм | 640 | 710 | 710 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,2 | 0,1 | 0,1 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 140 | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Количество подач продольных/ поперечных суппорта | 21 | 40 | |
| Пределы подач продольных, мм | 0,04..6 | 0,018..1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,012..1,87 | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 22 | 35 | |
| Количество нарезаемых резьб модульных, мм | 19 | 31 | |
| Количество нарезаемых резьб дюймовых, мм | 15 | 26 | |
| Пределы шагов метрических резьб, мм | 0,35..12 | 0,1..56 | 0,1..56 |
| Пределы шагов модульных резьб, модуль | 0,3..6 | 0,1..28 | 0,1..28 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 20..3,0 | 30..3,0 | 60..3,0 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 | 20 | 20 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 100 | 100 | 100 |
| Цена деления лимба задней бабки, мм | 1 | 0,05 | 0,05 |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±5 | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | ||
| Диаметр сверла при сверлении чугуна, мм | 15 | ||
| Электрооборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 4 |
| Мощность электродвигателя главного привода, кВт | 4,5 | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,125 | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт | 0,125 | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет | 0,18 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2191 х 930 х 1500 | 2290 х 1150 х 1365 | 2110 х 1050 х 1395 |
| Масса станка, кг | 1650 | 1670 | 1810 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1Е61ПМ, 1Е61ВМ, С1В61ПМ, С1В61ВМ станок токарно-винторезный: – паспорт, (pdf) 24,9 Мб, Скачать
stanki-katalog.ru
Станок токарно-винторезный высокой точности 1Е61ВМ
Если Вам необходимо купить Станок токарно-винторезный высокой точности 1Е61ВМ звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный высокой точности 1Е61ВМ звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
1Е61МТ Станок токарно-винторезный высокой точности Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1Е61МТ
Производитель токарно-винторезного станка высокой точности 1Е61МТ Ульяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Завод выпускал универсальные токарно-винторезные станки моделей: ТВ-01, ТВ-01М, 1Е61, 1Е61М, 1Е61МТ, 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ, УТ16ВМ, УТ16ПМ, УТ16ВМТ, УТ16ПМТ, УТ-320.
Станки, выпускаемые Ульяновским машиностроительным заводом им. Володарского
1Е61МТ станок токарно-винторезный высокой точности. Назначение и область применения
Токарные станки моделей 1Е61МТ созданы на базе станка 1Е61М и относятся к классу легких токарных станков.
Станок токарно-винторезный модели 1Е61МТ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка – П.
Описание конструкции токарно-винторезного станка
Привод станка осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб высокой точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.
- Температура в помещении должна поддерживаться в пределах 18—20° С.
Габариты рабочего пространства и присоединительные базы токарно-винторезного станка 1Е61МТ
Габариты рабочего пространства токарного станка 1е61м
Габариты рабочего пространства токарного станка 1е61м
Станина токарно-винторезного станка 1е61мт
Станина токарно-винторезного станка 1е61мт. Смотреть в увеличенном масштабе
1Е61МТ Общий вид универсального токарно-винторезного станка модели

Фото токарно-винторезного станка 1е61мт

Фото токарно-винторезного станка 1е61мт

Фото токарно-винторезного станка 1е61мт

Фото токарно-винторезного станка 1е61мт
1Е61МТ Расположение основных узлов и органов управления станком
Расположение органов управления станком 1е61мт
Перечень органов управления токарным станком 1Е61МТ
- Включение масляного электронасоса и соединение с внешней электросетью
- Включение эмульсионного электронасоса
- Упор для пуска, останова и реверсирования шпинделя
- Упор для пуска, останова и реверсирования шпинделя
- Переключение чисел оборотов шпинделя
- Включение перебора передней бабки
- Трензель и механизм восьмикратного увеличения шагов резьб
- Переключение шестерен конуса Нортона
- Включение метрических и модульных, дюймовых и питчевых или точных резьб
- Множительный механизм подач или шагов резьб
- Включение ходового винта или ходового валика
- Маховичок для ручного продольного перемещения каретки
- Перемещение поперечного суппорта
- Перемещение верхних салазок суппорта
- Крепление резцедержательной головки
- Включение продольных или поперечных подач
- Включение гайки ходового винта
- Включение и выключение падающего червяка
- Крепление каретки суппорта к станине
- Крепление задней бабки к станине
- Перемещение пиноли задней бабки
- Крепление пиноли задней бабки
- Поперечное смещение корпуса задней бабки
- Упор автоматического выключения продольной подачи
- Упор автоматического выключения поперечной подачи
- Жесткая фиксация маточной гайки ходового винта
- Включение местного освещения
- Быстрый отвод резца от изделия
1Е61МТ Кинематическая схема токарно-винторезного станка
Кинематическая схема токарно-винторезного станка 1е61мт
Схема кинематическая токарно-винторезного станка 1Е61МТ. Смотреть в увеличенном масштабе
1Е61МТ Расположение рукояток управления коробкой передач
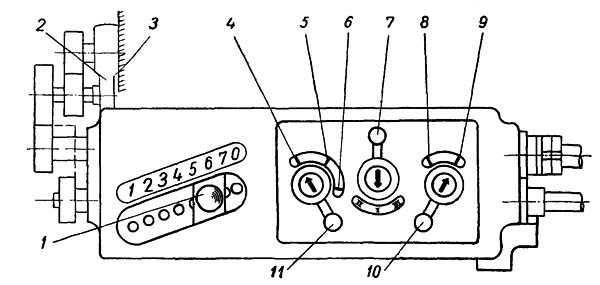
Расположение рукояток управления коробкой передач 1е61мт
Назначение рукояток управления коробки передач токарного станка
- Рукоятка конуса Нортона
- Гитара
- Передняя бабка
- Дюймовые и питчевые резьбы
- Метрические и модульные резьбы
- Точные резьбы
- Рукоятка множительного механизма подач
- Ходовой валик
- Ходовой винт
- Ручка переключения
- Ручка настройки
1Е61МТ Схема настройки гитары токарно-винторезного станка 1е61мт

Схема настройки гитары токарного станка 1е61мт
Схема настройки гитары токарно-винторезного станка
- а) Настройка гитары на точные, нормальные, метрические и модульные резбы
- б) Настройка гитары на нормальные, дюймовые и питчевые резбы
1Е61МТ Передняя бабка токарно-винторезного станка
Передняя бабка токарно-винторезного станка 1е61мт
Особенности разборки и сборки станка 1Е61МТ при ремонте
При разборке станка в случае ремонта или по другой причине необходимо обратить внимание на следующее:
- Отключить станок от электросети, прежде чем приступить к его разборке
- отсоединить нагнетательную 3 и сливную 13 трубки от масляной системы (рис.21)
Прежде чем снять шпиндельную бабку со станка необходимо:
- снять клиновые ремни со шкива коробки скоростей
- отвернуть четыре болта Ml4, крепящих шпиндельную бабку к станине (два болта находятся внутри корпуса в задней части бабки)
- снять бабку со станины
Для снятия клиновых ремней передней бабки необходимо вынуть шпиндель передней бабки, а затем ступицу с сидящим на ней шкивом.
Чтобы вынуть шпиндель 1 из корпуса передней бабки, необходимо снять верхнюю крышку 24, задние крышки 12, 13 и передний фланец 2. Вместе с задней крышкой вынуть трензельный валик 8. С конца шпинделя вывернуть гайку 10, предварительно ослабить винт 11. Затем ослабить гайку 3, а гайкой 23 путем навертывания на втулку 25 ослабить вкладыш 26, тем самым увеличится зазор между шпинделем и вкладышем. Таким же образом проделать с задним подшипником скольжения. После вывернуть стопорные винты шестерен трензеля 15 и перебора 4. Далее при помощи свинцового молотка выбивать слабыми ударами шпиндель.
Для снятия шкива со ступицей из корпуса передней бабки необходимо снять задний фланец 14, ослабить стопорный винт 6 и отвернуть гайку 7, затем вынуть трензель 9. Дальше необходимо ослабить стопорный винт 20, отвернуть гайку 21, ослабить установочные винты 19 и 16. После этого ударами в торец переборной шестерни 22 выбить ступицу 18 вместе со шкивом 17.
Снять сливную резиновую трубку 5 и вынуть клиновые ремни. Сборка передней бабки будет происходить в обратном порядке.
Разборка остальных узлов станка, ввиду ясности демонтажа, пояснения не требует.
Электрооборудование станка
Электрическая схема токарного станка 1е61мт
На станке установлены 3 трехфазных короткозамкнутых асинхронных электродвигателя на напряжение 220/380 В:
- Д1 — главный электродвигатель типа АОС 51/4 исполнения Щ-2 мощностью 4,5 кВт, 1335 об/мин
- Д2 — электронасос смазки типа ПА-22 мощностью 0,125 кВт, 2800 об/мин
- Д3 — электронасос подачи охлаждающей жидкости типа ПА-22 мощностью 0,125 кВт, 2800 об/мин
Электрооборудование станка смонтировано на напряжение 380 В.
В случае необходимости станок с электрооборудованием на напряжение 220 В может быть выполнен только по особому заказу.
1Е61 Станок токарно-винторезный высокой точности. Видеоролик.
Основные технические характеристики токарного станка 1Е61МТ
| Наименование параметра | 1Е61МТ | 1Е61ПМ | УТ61ПМ |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | В | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 188 | 170 | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 710 | 710 | 750 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 170 | 175 | 175 |
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 32,5 | 30 | 32 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 32 | 25 | |
| Частота вращения шпинделя, об/мин | 35..1600 | 35,5..1800 | 40..2000 |
| Количество прямых/ обратных скоростей шпинделя | 12 | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | 5К | 5К | |
| Торможение шпинделя | есть | есть | есть |
| Блокировка шпинделя | есть | есть | есть |
| Защита от перегрузок шпинделя | есть | есть | есть |
| Подачи | |||
| Наибольшая длина хода суппорта (каретки) – продольное перемещение, мм | 640 | 710 | 710 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,2 | 0,1 | 0,1 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 140 | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Количество подач продольных/ поперечных суппорта | 21 | 40 | |
| Пределы подач продольных, мм | 0,04..6 | 0,018..1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,012..1,87 | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 22 | 35 | |
| Количество нарезаемых резьб модульных, мм | 19 | 31 | |
| Количество нарезаемых резьб дюймовых, мм | 15 | 26 | |
| Пределы шагов метрических резьб, мм | 0,35..12 | 0,1..56 | 0,1..56 |
| Пределы шагов модульных резьб, модуль | 0,3..6 | 0,1..28 | 0,1..28 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 20..3,0 | 30..3,0 | 60..3,0 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 | 20 | 20 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 100 | 100 | 100 |
| Цена деления лимба задней бабки, мм | 1 | 0,05 | 0,05 |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±5 | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | ||
| Диаметр сверла при сверлении чугуна, мм | 15 | ||
| Электрооборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 4 |
| Мощность электродвигателя главного привода, кВт | 4,5 | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,125 | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт | 0,125 | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет | 0,18 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2191 х 930 х 1500 | 2290 х 1150 х 1365 | 2110 х 1050 х 1395 |
| Масса станка, кг | 1650 | 1670 | 1810 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Наименование характеристики | Ед. измерения | Параметры |
Размеры обрабатываемых изделий | ||
Наибольший диаметр прутка | мм | 30 |
Над верхней частью суппорта | мм | 188 |
Над нижней частью суппорта | мм | нет |
Над станиной | мм | 320 |
В выемке | мм | нет |
Расстояние между центрами | мм | 710 |
Высота центров | мм | 170 |
Суппорт |
|
|
Число резцов, установленных в резцедержателе | шт | 4 |
Наибольшие размеры державки резца (ширина х высота) | мм | 12х20 |
Наибольшее перемещение суппорта |
|
|
От руки: |
|
|
Продольное | мм | 640 |
Поперечное | мм | 200 |
По ходовому валику: |
|
|
Продольное | мм | 640 |
Поперечное | мм | 200 |
По ходовому винту: |
|
|
Продольное | мм | 640 |
Поперечное | мм | нет |
Быстрое перемещение суппорта | м/мин | нет |
Цена одного деления лимба |
|
|
В продольном направлении | мм | 0,2 |
В поперечном направлении | мм | 0,02 |
Перемещение на один оборот лимба |
|
|
В продольном направлении | мм | 28 |
В поперечном направлении | мм | 3 |
Выключающие упоры |
| есть |
Резьбоуказатель |
| нет |
Число суппортов: |
|
|
Передних | шт | 1 |
Задних |
| Нет |
Число резцевых головок в суппорте: |
|
|
Передних | шт | 1 |
Задних | шт | 1 |
Резцовые салазки | ||
Наибольший угол поворота | град | 135 |
Цена одного деления шкалы поворота | град | 1 |
Наибольшее перемещение | мм | 140 |
Цена одного деления лимба | мм | 0,02 |
Перемещение на один оборот лимба | мм | 3 |
Задняя бабка |
|
|
Конус пиноли |
| Морзе № 3 |
Наибольшее перемещение пиноли | мм | 100 |
Перемещение пиноли на одно деление шкалы | мм | 1 |
Поперечное смещение |
|
|
вперед | мм | 5 |
назад | мм | 5 |
Параметры нарезаемых резьб |
|
|
Метрическая: |
|
|
Повышенной точности | мм | 0,35…12 |
Нормальной точности | мм | 0,2…30 |
Дюймовая |
|
|
Повышенной точности | ниток на дюйм | 3…20 |
Нормальной точности | ниток на дюйм | 4…30 |
Модульная |
|
|
Повышенной точности | модуль | 0,3…6 |
Нормальной точности | модуль | 1,0…7,5 |
Питчевая |
|
|
Повышенной точности | питч | нет |
Нормальной точности | питч | 60…8 |
Для крутых резьб увеличение шагов восьмикратное | ||
Дополнительные данные | ||
Торможение шпинделя (противотоком) |
| есть |
Блокировка |
| есть |
Предварительная настройка числа оборотов муфты трения, шпинделя |
| нет |
Предохранение от перегрузки |
| есть |
Габариты и масса |
|
|
Габариты станка (длина, ширина, высота) | мм | 2190х930х1500 |
Вес станка | кг | 1500 |
Привод | ||
Электродвигатель главного движения |
| АОС2-32-4 |
Число оборотов | об/мин | 1365 |
Мощность | кВт | 4 |
www.stanoktehpasport.ru
Паспорт на токарно-винторезный станок С1Е61ВМ / Токарные станки / Stanok-online.ru
Модель, название: С1Е61ВМ Токарно-винторезный станок
Производство: –
Название, маркировка: Руководство по эксплуатации 1Е61ВМ 610.001РЭ
Год: 1981
Страниц: 60
Формат: jpg
Просмотреть образец документации
Узнать стоимость документации
В руководстве освещаются вопросы по установке, пуску, эксплуатации, уходу и обслуживанию токарно-винторезных станков моделей 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ. Последние три модели, выполненные на базе основной модели 1Е61ВМ, имеют одинаковые кинематические схемы и унифицированную конструкцию. Различия станут ясны из приведенных в данном руководстве таблиц и описаний. Соблюдение правил ухода и обслуживания станков позволит длительное время сохранять первоначальную точность и предотвращать преждевременный износ и поломки деталей. Особо нужно учесть, что эти модели являются станками высокой и повышенной точности и поэтому во избежание потери точности не следует использовать их для черновой обработки.
Описание станков:
– Станок токарно-винторезный модели 1Е61ВМ является универсальным и предназначен для выполнения операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка – В;
– Станок токарно-винторезный модели 1Е61ПМ является универсальным и предназначен для выполнения различных токарных и винторезных работ. Класс точности станка – П;
– Станок специальный токарно-винторезный модели С1Е61ВМ оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход;
– Станок специальный токарно-винторезный повышенной точности модели С1Е61ПМ, оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход;
Краткое описание конструкции и работы станка. Привод станка осуществляется от индивидуального электродвигателя. От электродвигателя через клиноременную передачу движение передается редуктору. От редуктора тоже посредством клиноременной передачи вращение передается шпиндельной бабке, а затем через зубчатые передачи на шпиндель станка. Резьбы нарезаются посредством коробки подач. Цепь подачи имеет звено восьмикратного увеличения значения подач в шагов резьб, расположенное в шпиндельной бабке. Включая звено увеличения можно производить нарезку резьб с увеличенным шагом. Кроме того, имеется возможность нарезания резьб путем соединения ходового винта с гитарой в комплектом сменных зубчатых колес нужной настройки, минуя цепь коробки подач. Тем самым создается кратчайшая винторезная цепь. Фартук станка имеет механизм автоматического отключения продольной и поперечной подач при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломки при перегрузках. Включение главного электродвигателя и выключение насоса смазки блокированы, что исключает возможность работы шпиндельной бабки без смазки. Подвод смазочно-охлаждающей жидкости в зону резания производится от электронасоса, включение которого осуществляется по мере надобности рукояткой. Реверсирование главного движения электрическое, осуществляется рукояткой. Торможение вращения шпинделя осуществляется электромагнитной тормозной муфтой, расположенной в редукторе. Технологические возможности станка значительно расширяются благодаря дополнительным принадлежностям, поставляемым по особому заказу.
stanok-online.ru
Токарный станок 1е61вм технические характеристики
На любом предприятии (заводы, фабрики), большое значение имеет грамотная подача воздуха, а так же охлаждение воды, необходимое в любом технологическом процессе. Для этих целей применяют специальные системы, оснащенные вентиляторами. Различные насосы и вентиляторы — это токарный станок 1е61вм технические характеристики для стабилизации температурного процесса на производстве. Специальные машины контролируют расход электрической энергии и поглощают шумовой эффект.
На любом предприятии торговли, реализующем продовольственные товары, используются весы. Современные весы представляют собой автоматический прибор, с точностью измеряющий вес товара. Прибор оснащен дисплеем, а так же специальной клавиатурой, за счет чего токарно винторезный станок samat 400sv определяет и выводит необходимую информацию для продавца и клиента. Весы могут работать от электрической сети, или заряжаться от аккумулятора (переносной вариант).
В любом офисе или на предприятии, с помощью специальных приборов, поддерживается оптимальная температура воздуха, и воздухообмен. Это необходимо для организации комфортного рабочего процесса. Среди разновидностей приборов используют строгальный станок корвет 101 цена: вытяжки, кондиционеры различных модификаций, вентиляционные шахты с естественным и искусственным охлаждением. Вентиляция бывает вытяжная, приточная и механическая.
Важно: токарный станок 1е61вм технические характеристики
Также координатно-расточный станок кр цена, оборудование для нефтебаз бу, ручное оборудование для бурение скважин на воду цена, газовое оборудование 4 поколения цена купить, оборудование водоотведения, оборудование изготовление пончиков, оборудование для разливного пива саратов, снегоуборочное оборудование для камаза, оборудование победы, рейсмусовый станок d-510 цена.
На предприятиях, занимающихся выпуском продовольственной продукции, применяют различные машины, которые обеспечивают автоматизированный процесс работы. Установленную автоматику можно классифицировать в оборудование для сервиса тюмень по определенным признакам. Это различные группы машин, различающиеся выполняемыми функциями. Все технологические операции можно классифицировать по принципу выполняемой работы, по устройству и методам выполнения.
Предприятия, на которых производятся полуфабрикаты для реализации в продовольственных супермаркетах, оснащены специальными холодильными установками. Морозильные камеры представляют собой оборудование для спортзала детских садов, с помощью которого готовая продукция хранится определенное время на складах. В морозильные камеры, готовые полуфабрикаты поступают по специальному конвейеру, которые оснащены спиралевидной лентой.
obo.tw1.ru
Паспорта на станки и КПО, схемы, чертежи, доска объявлений, каталог фирм, технические характеристики станков и многое другое
Модель, название: С1Е61ВМ Токарно-винторезный станок
Производство: –
Название, маркировка: Руководство по эксплуатации 1Е61ВМ 610.001РЭ
Год: 1981
Страниц: 60
Формат: jpg
Узнать стоимость документации
В руководстве освещаются вопросы по установке, пуску, эксплуатации, уходу и обслуживанию токарно-винторезных станков моделей 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ. Последние три модели, выполненные на базе основной модели 1Е61ВМ, имеют одинаковые кинематические схемы и унифицированную конструкцию. Различия станут ясны из приведенных в данном руководстве таблиц и описаний. Соблюдение правил ухода и обслуживания станков позволит длительное время сохранять первоначальную точность и предотвращать преждевременный износ и поломки деталей. Особо нужно учесть, что эти модели являются станками высокой и повышенной точности и поэтому во избежание потери точности не следует использовать их для черновой обработки.
Описание станков:
– Станок токарно-винторезный модели 1Е61ВМ является универсальным и предназначен для выполнения операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка – В;
– Станок токарно-винторезный модели 1Е61ПМ является универсальным и предназначен для выполнения различных токарных и винторезных работ. Класс точности станка – П;
– Станок специальный токарно-винторезный модели С1Е61ВМ оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход;
– Станок специальный токарно-винторезный повышенной точности модели С1Е61ПМ, оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход;
Краткое описание конструкции и работы станка. Привод станка осуществляется от индивидуального электродвигателя. От электродвигателя через клиноременную передачу движение передается редуктору. От редуктора тоже посредством клиноременной передачи вращение передается шпиндельной бабке, а затем через зубчатые передачи на шпиндель станка. Резьбы нарезаются посредством коробки подач. Цепь подачи имеет звено восьмикратного увеличения значения подач в шагов резьб, расположенное в шпиндельной бабке. Включая звено увеличения можно производить нарезку резьб с увеличенным шагом. Кроме того, имеется возможность нарезания резьб путем соединения ходового винта с гитарой в комплектом сменных зубчатых колес нужной настройки, минуя цепь коробки подач. Тем самым создается кратчайшая винторезная цепь. Фартук станка имеет механизм автоматического отключения продольной и поперечной подач при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломки при перегрузках. Включение главного электродвигателя и выключение насоса смазки блокированы, что исключает возможность работы шпиндельной бабки без смазки. Подвод смазочно-охлаждающей жидкости в зону резания производится от электронасоса, включение которого осуществляется по мере надобности рукояткой. Реверсирование главного движения электрическое, осуществляется рукояткой. Торможение вращения шпинделя осуществляется электромагнитной тормозной муфтой, расположенной в редукторе. Технологические возможности станка значительно расширяются благодаря дополнительным принадлежностям, поставляемым по особому заказу.
binf.info