Токарный станок 1в625м – 1В625М станок токарно-винторезный с выемкой в станине универсальный >, описание, характеристики
alexxlab | 31.10.2016 | 0 | Токарные станки
1В625М станок токарно-винторезный с выемкой в станине универсальный >, описание, характеристики
Сведения о производителе токарно-винторезного станка 1В625М
Изготовителем токарно-винторезного станка 1В625М является Астраханский станкостроительный завод, основанный в 1944 году.
Основным видом деятельности Астраханского станкостроительного завода является выпуск металлорежущего, кузнечно-прессового, абразивно-отрезного, деревообрабатывающего оборудования. Кроме того, завод производит комплектующие к станкам и оснастку.
Завод выпускает токарно-винторезные станки модели 1В62Г, 16В20, 1В625, 1В625М с расстоянием между центрами 750, 1000 и 1500 мм и токарный станок с ЧПУ АС16М20Ф3.
Станки, выпускаемые Астраханским станкостроительным заводом АСЗ
1В625М станок токарно-винторезный с выемкой в станине универсальный. Назначение и область применения
Станок 1В625М разработан на основе токарно-винторезного станка 1В625 и является аналогом токарно-винторезного станка модели 1К625Д.
Универсальные токарно-винторезные станки 1В625М предназначены для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения разнообразного осевого профиля, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Используются для внутрисоюзных поставок предприятиям всех отраслей народного хозяйства.
Наиболее целесообразно использовать станки в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Жесткая коробчатой формы станина с калеными, шлифованными направляющими обладает достаточной жесткостью.
Шпиндель смонтирован на точных подшипниках качения.
Конструкция резцедержателя обеспечивает стабильность положения фиксации инструмента. Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Все основные части станка изготовлены из высококачественной стали, что обеспечивает их надежную долговечную работу.
Термообработанные и шлифованные направляющие станины, зубчатые колеса и валы обеспечивают длительный срок службы и повышенную точность обработки.
Задняя бабка оснащена механическим разгрузочным устройством, обеспечивающим плавность и легкость ее перемещения.
Станок оснащен коробкой подач 077.0000.000 и фартуком 067.0000.000 со встроенным электродвигателем ускоренных перемещений суппорта и каретки, что улучшает динамику работы станка на ускоренном ходу и позволяет без настройки зубчатых колес гитары нарезать дюймовые резьбы с 11, 14 и 19 нитками на дюйм.
Коробка скоростей, коробка подач и фартук снабжены автономной системой смазки.
Конструкция станка позволяет устанавливать на шпиндельный узел электромеханический, гидравлический или пневматический патроны для зажима заготовок.
Основные отличия и преимущества станка 1В625М от станка 1В625:
- Удельный расход электроэнергии снижен на 10% при равнозначных условиях резания.
- Обеспечена возможность обработки конических поверхностей длиной до 400 мм и углом до 14 без применения дополнительных приспособлений, например, конусной линейки (техническое решение охраняется патентами РФ № 68395, №68396). Поставляется как дополнительная опция.
- В станке применена оригинальная конструкция облегченной станины повышенной жесткости, что подтверждено расчетами, силовыми и точностными испытаниями.
- Производительность станка увеличилась на 10% за счет применения в его конструкции электромеханической системы управления шпиндельным узлом (при помощи переключателя и электромагнитных муфт, снижающих усилие переключения шпиндельного узла).
- Диапазон частот вращения шпинделя расширен и составляет от 10 до 2000 оборотов в минуту.
- Торможение шпинделя производится электромагнитной муфтой, что сокращает время остановки шпинделя и позволяет производить нарезание резьбы в упор;
- Применение 2-х скоростного электродвигателя упростило кинематику передней бабки станка, что привело к увеличению его надежности, снижению шумовых характеристик.
- Увеличен диаметр проходного внутреннего отверстия шпинделя до 70 мм, что расширяет технологические возможности использования станка.
- Применение УЦИ 5100 (устройство цифровой индикации) повысило удобство и точность отсчета продольных и поперечных перемещений суппорта до 0,01 мм, что обеспечивает соответствие требованиям национальных и международных стандартов.
- Увеличена жесткость шпиндельного узла за счет применения увеличенного типоразмера подшипников, что повышает ресурс по точности станка.
- Современный дизайн станка, удобство эксплуатации и обслуживания повышают эффективность его использования, создают дополнительные преимущества перед существующими аналогами.
- Баланс качества, потребительских свойств и цены является оптимальным.
Станок сертифицирован на соответствие требованиям безопасности.
Исполнение и категория размещения станков в части условий эксплуатации — УХЛ4 по ГОСТ 15150-69 (Для эксплуатации во всех климатических районах стран ближнего зарубежья в закрытых отапливаемых (охлаждаемых) и вентилируемых производственных помещениях).
Класс точности станков — Н по ГОСТ 8—82Е.
Обозначение токарного станка
1 – токарный станок (номер группы по классификации ЭНИМС)
В – поколение станка или обозначение завода – производителя:
- А, К – Станкостроительный завод Красный Пролетарий
- Б – Средневолжский станкостроительный завод
- В – Астраханский станкостроительный завод
- ВТ – Витебский станкостроительный завод
- Д – Алма-Атинский станкостроительный завод им. 20-летия Октября
- Е, Л- Ереванское станкостроительное ПО
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
25 – высота центров над станиной (16, 20, 25, 30, 40, 50) (20 – высота центров 250 мм)
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
А, М – станок с механическим приводом верхнего (резцового) суппорта. Поставляется по особому заказу
К – станок с копировальным устройством
П – точность станка – (н, п, в, а, с) по ГОСТ 8-82 (П – повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Модификации универсального токарно-винторезного станка 1В625М
16В20 — станок без выемки в станине.
16В20А — станок с механическим приводом верхнего суппорта.
1В62Г — базовый станок с выемкой в станине. Станина станка мод. 1В62Г имеет выемку, закрываемую съемным мостиком. Это позволяет при снятом мостике обрабатывать более крупные (диаметром до 620 мм) заготовки типа дисков, колец и фланцев.
1В62ГА — базовый станок с выемкой в станине. Станок с механическим приводом верхнего суппорта.
1В62ГУ – Ø 445 В данной конструкции применена передняя бабка с упрощенной кинематической схемой и шпиндельным узлом повышенной точности и жесткости. Упрощенная кинематическая схема повышает надежность работы станка не ухудшая его технологические возможности при точении и нарезании резьбы как метрической, так и трубной, без дополнительной настройки коробки передач.
16Г20АС – Ø 445 универсальный токарно-винторезный станок повышенной мощности
1В625 – Ø 500 базовый универсальный токарно-винторезный станок с выемкой в станине
1В625М – Ø 500 перспективная разработка Астраханского станкостроительного завода – станок токарно-винторезный модель 1В625M. Предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне. Исполнение и категория размещения станка в части условий эксплуатации – УХЛ4 по ГОСТ 15150-69.1В625М Габариты рабочего пространства токарно-винторезного станка. Суппорт
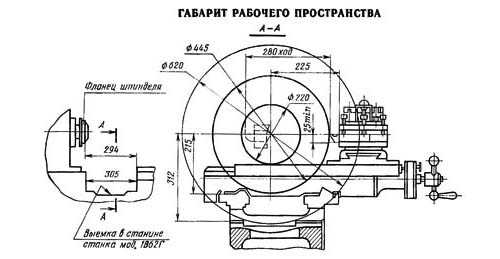
Габариты рабочего пространства токарного станка 1в625м
1В625М Посадочные и присоединительные базы токарно-винторезного станка
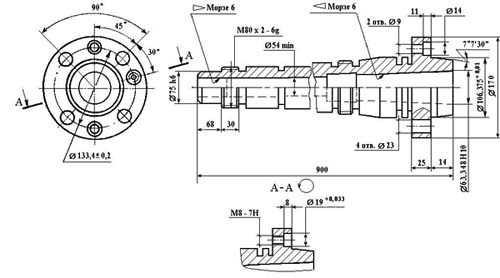
Шпиндель токарно-винторезного станка 1в625м
1В625М Посадочные и присоединительные базы станка. Станина
Станина токарно-винторезного станка 1в625м
Станина токарно-винторезного станка 1в625м. Скачать в увеличенном масштабе
1В625М Общий вид универсального токарно-винторезного станка

Фото токарно-винторезного станка 1в625м
Фото токарно-винторезного станка 1в625м. Скачать в увеличенном масштабе

Фото токарно-винторезного станка 1в625м
1В625М Расположение основных узлов токарно-винторезного станка
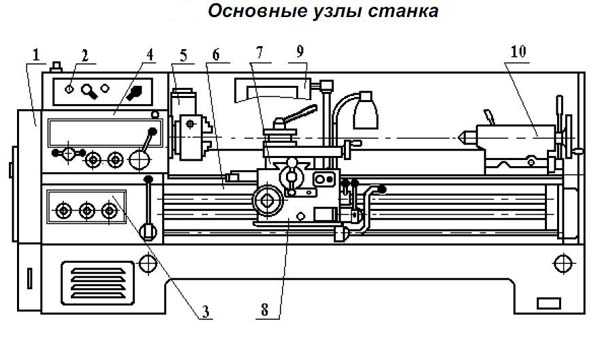
Расположение основных узлов токарно-винторезного станка 1в625м
Спецификация основных узлов токарно-винторезного станка 1В625М
- Коробка передач – 1В625М.81.000
- Электрошкаф – 1В62Г.83В.000-01
- Коробка подач – 077.0000.000
- Бабка передняя – 1В62Г.24.01
- Ограждение патрона – 1В62Г.93.01
- Станина – 1В625М.12.000,-01
- Каретка и суппорт – 1В62Г.35.000*
- Фартук – 067.0000.000
- Ограждение суппорта – 1В62Г.30.000-01
- Бабка задняя – 1В62Г.30.000
Расположение органов управления токарно-винторезным станком 1В625М
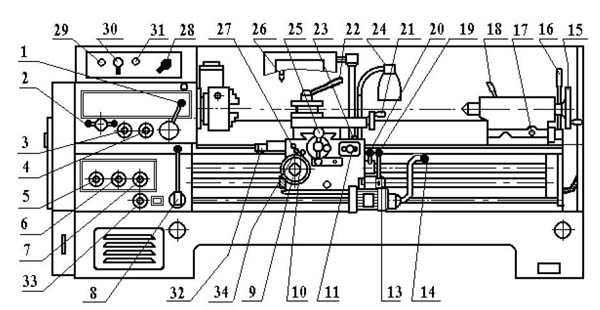
Расположение органов управления токарно-винторезным станком 1в625м
Перечень органов управления токарно-винторезного станка 1В625М
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьбы (подачи)
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- Рукоятка установки величины подачи и шага резьбы, а также отключения механизма коробки подач при нарезании резьб напрямую
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 14)
- Маховик ручного перемещения каретки
- Рукоятка включения и выключения реечной шестерни
- Кнопочная станция включения и выключения электродвигателя главного привода, а также «СТОП/АВАРИЙНЫЙ СТОП»
- Рукоятка включения подачи при ее выключении в результате перегрузки
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 8)
- Маховик перемещения пиноли задней бабки
- Рукоятка закрепления задней бабки на станине
- Винты поперечного перемещения задней бабки
- Рукоятка крепления (зажима) пиноли задней бабки
- Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка поворота и закрепления резцовой головки
- Винт закрепления каретки на станине
- Выключатель лампы местного освещения
- Рукоятка ручного перемещения поперечных салазок суппорта
- Сопло регулировки подачи охлаждающей жидкости
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Переключатель электронасоса подачи охлаждающей жидкости
- Сигнальная лампа “Станок подключен к сети”
- Вводный автоматический выключатель
- Сигнальная лампа «Главный электродвигатель включен»
- Упор продольного перемещения
- Рукоятка переключения шага дюймовой резьбы с 11 на 19 ниток на дюйм
- Рукоятка включения и выключения механического привода верхнего суппорта (салазок)
Кинематическая схема токарно-винторезного станка 1В625М
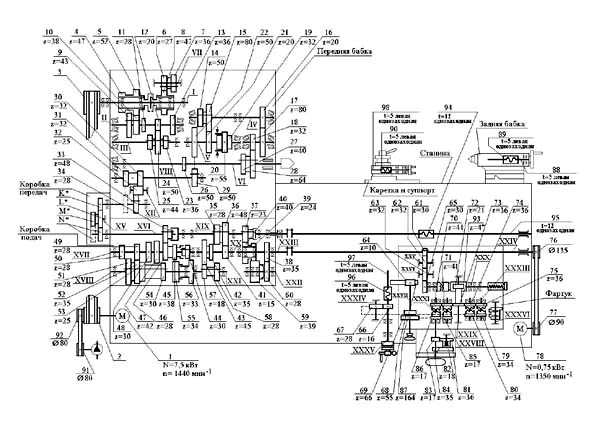
Кинематическая схема токарно-винторезного станка 1в625м
Схема кинематическая токарно-винторезного станка 1В625М. Скачать в увеличенном масштабе
Электрическая схема станка 1В625М
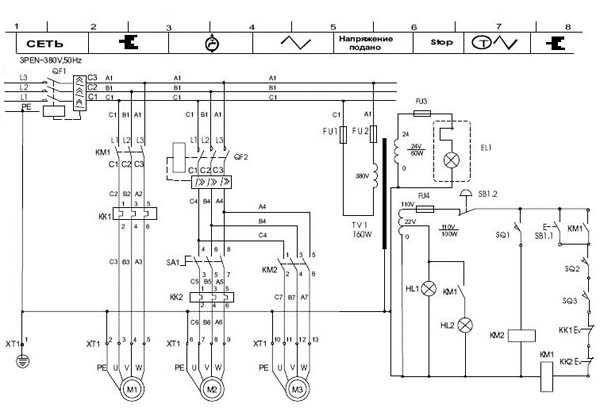
Электрическая схема токарно-винторезного станка 1в625м
Схема электрическая токарно-винторезного станка 1В625М. Скачать в увеличенном масштабе
Электрооборудование. Параметры электрических цепей станка
- Электрошкаф, модель 1В625М.83В.000
- Питающая сеть: напряжение – 380 В, ток – трехфазный, частота – 50 Гц
- Цепь управления: напряжение – 110 В, ток – переменный
- Цепь местного освещения: напряжение – 24 В, ток – переменный
- Цепь сигнализации: напряжение – 22 В, ток – переменный
- Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) – 17,6 А
Электрооборудование токарно-винторезного станка 1В625М
Электрооборудование станка предназначено для подключения силовых агрегатов, осветительных и сигнальных устройств к трехфазной сети переменного тока с глухозаземленным нейтральным проводом, а также для обеспечения их защиты от перегрузок, токов короткого замыкания и других факторов. Вся примененная релейно-контактная и другая электроаппаратура проста по конструкции и хорошо зарекомендовала себя при работе на станках. Это обеспечивает надежную работу электрооборудования и возможность ее обслуживания специалистами средней квалификации.
Электроаппаратура, за исключением нескольких аппаратов, смонтирована в электрошкафе 2 (рисунок 8), расположенном на задней стороне корпуса передней бабки.
Силовая цепь станка включает в себя три трехфазных асинхронных электродвигателя, предохранительные устройства и выключатели.
В цепь управления входят релейно-контактные и другие аппараты, расположенные в шкафу, а также кнопочная станция 11 SB1.1 SB1.2 (рисунок 9) пуска – останова главного привода, путевые выключатели 19 SQ1 управления электродвигателем ускоренных перемещений и путевые выключатели SQ2, SQ3 блокировок ограждения патрона и крышки коробки передач.
Цепь местного освещения EL1 обеспечивает работу станочного светильника с гибкой стойкой и со встроенным выключателем. Освещенность 1500 лк.
В цепь сигнализации входят сигнальные лампы 29 (HL1) и 31 (HL2).
Описание работы электро> токарно-винторезного станка 1В625М
Включение вводного выключателя QF1 (рисунок 12) при наличии напряжения в сети сопровождается загоранием лампы HL1.
Пуск электродвигателя главного привода М1 осуществляется при включенном вводном выключателе QF1 нажатием кнопки SB1.1 кнопочной станции, которая замыкает цепь катушки магнитного пускателя КМ1. При этом срабатывает магнитная система пускателя и замыкает его нормально разомкнутые главные и вспомогательные контакты КМ1, то есть: магнитный пускатель КМ1 перейдет на самопитание, т.к. один из его вспомогательных контактов замкнет цепь питания катушки параллельно кнопке SB1.1 и при отпускании последней цепь не разорвется; включится электродвигатель главного привода М1, питаемый силовой цепью через замкнутые главные контакты пускателя КМ1;
Останов электродвигателя главного привода М1 осуществляется нажатием кнопки кнопочной станции SB1.2. При этом произойдет размыкание цепи катушки магнитного пускателя КМ1, она обесточится, все контакты пускателя разомкнутся, т.е. электродвигатель М1 выключится, цепь самопитания магнитного пускателя разорвется.
Пуск электродвигателя быстрых перемещений М3 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель SQ1. Нормально разомкнутый контакт конечного выключателя при нажатии кнопки замыкает цепь питания катушки электромагнита пускателя КМ2, который в свою очередь замыкает контакты КМ2 силовой цепи электродвигателя быстрых перемещений. Выключатель QF2 включен постоянно.
При отпускании толчковой кнопки SQ1 цепь управления разомкнется и катушка пускателя обесточится, т.е. контакты КМ2 разомкнутся и электродвигатель М3 выключится. Пуск и останов электронасоса М2 осуществляются с помощью переключателя SA1, установленного на лицевой панели электрошкафа.
Технические характеристики станка 1В625М
| Наименование параметра | 16В20 | 1В62Г | 1В625М |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 445 | 445 | 500 |
| Наибольший диаметр заготовки над суппортом, мм | 220 | 220 | 290 |
| Наибольший диаметр заготовки над выемкой станины, мм | – | 620 | 690 |
| Наибольшая длина заготовки (РМЦ), мм | 750,1000,1500 | 750,1000,1500 | 1000,1500,2000 |
| Наибольшая длина обтачивания, мм | 650,900,1400 | 650,900,1400 | 900,1400,1900 |
| Наибольшая масса заготовки в патроне, кг | |||
| Наибольшая масса заготовки в центрах, кг | |||
| Высота устанавливаемого резца, мм | 25 | 25 | 25 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 54 | 54 | 60 |
| Наибольший диаметр прутка, мм | |||
| Число ступеней частот прямого вращения шпинделя | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 10…1400 | 10…1400 | 10…1400 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | |||
| Размер внутреннего конуса в шпинделе | М5 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение каретки суппорта, мм | 900 | 900 | 900 |
| Наибольшее поперечное перемещение суппорта, мм | 280 | 280 | 302 |
| Наибольшее поперечное перемещение верхнего суппорта (салазок), мм | 130 | 130 | 130 |
| Число ступеней продольных/ поперечных подач | 50/ 50 | 50/ 50 | 50/ 50 |
| Пределы скорости продольных подач, мм/об | 0,018..22,4 | 0,018..22,4 | 0,036..22,4 |
| Пределы скорости поперечных подач, мм/об | 0,009..11,2 | 0,009..11,2 | 0,018..11,2 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 4/ 2 | 4/ 2 | 4/ 2 |
| Продольное перемещение на одно деление лимба, мм | 1 | 1 | 1 |
| Продольное перемещение на одно деление нониуса, мм | 0,1 | 0,1 | 0,1 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Перемещение салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Количество нарезаемых резьб метрических | 36 | 36 | 36 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..224 | 0,5..224 | 0,5..224 |
| Количество нарезаемых резьб дюймовых | 45 | 45 | 45 |
| Пределы шагов нарезаемых резьб дюймовых | 77..0,125 | 77..0,125 | 77..0,125 |
| Количество нарезаемых резьб модульных | 36 | 36 | 36 |
| Пределы шагов нарезаемых резьб модульных | 0,5..224 | 0,5..224 | 0,5..224 |
| Количество нарезаемых резьб питчевых | 45 | 45 | 45 |
| Пределы шагов нарезаемых резьб питчевых | 77..0,125 | 77..0,125 | 77..0,125 |
| Предохранитель от перегрузки | есть | есть | есть |
| Блокировка продольных и поперечных подач | есть | есть | есть |
| Выключающие продольные упоры | есть | есть | есть |
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | Ra 2.0 | Ra 2.0 | |
| Задняя бабка | |||
| Наибольшая длина перемещения пиноли задней бабки, мм | 150 | 150 | 150 |
| Наибольшее перемещение задней бабки, мм | ±15 | ±15 | ±15 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 7,5 | 7,5 | 7,5 |
| Привод ускоренных перемещений, кВт | 0,75 | 0,75 | 0,37 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 |
| Суммарная мощность, кВт | 8,37 | 8,37 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота) (РМЦ 1000), мм | 2800 1190 1450 | 2800 1190 1450 | 2800 1370 1700 |
| Масса станка (РМЦ 1000), кг | 2450 | 2430 | 2430 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарных станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
|
Ваши консультанты
27.03.18 АКЦИЯ!!! Мощный цеховой листогиб для толщины металла до 1мм и длины заготовки до 3250мм 27.03.18 ВНИМАНИЕ!!! АКЦИЯ на сегментные листогибы Dachdecker!!! 22.09.17 Сегментные листогибы Stalex по СУПЕРЦЕНЕ! 18.09.17 Цены снижены! Польские сегментные листогибы Decker по суперцене! 15.01.17 Акция “Все опции за полцены!” |
Описание Станок токарно-винторезный модель 1В625M предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне. Исполнение и категория размещения станка в части условий эксплуатации – УХЛ4 по ГОСТ 15150-69. Класс точности станка – Н по ГОСТ 8-82Е. Все основные части станка изготовлены из высококачественной стали, что обеспечивает их надежную долговечную работу. Термообработанные и шлифованные направляющие станины, зубчатые колеса и валы обеспечивают длительный срок службы и повышенную точность обработки. Задняя бабка оснащена механическим разгрузочным устройством, обеспечивающим плавность и легкость ее перемещения. Станок оснащен коробкой подач и фартуком, имеющим собственный привод ускоренного перемещения суппорта и каретки, что улучшает динамику работы станка на ускоренном ходу, позволяющими нарезать дюймовые резьбы 11 и 19 ниток на дюйм без замены сменных зубчатых колес. Коробка скоростей, коробка подач и фартук снабжены автономной системой смазки. Конструкция станка позволяет устанавливать на шпиндельный узел электромеханический, гидравлический или пневматический патроны для зажима заготовок. Станок сертифицирован на соответствие требованиям безопасности. Особенности станка:
Опции
15.10.12 Николай, технолог. Нашли силы и возможность избавиться от токарных станков серии ДиП, на которых так и не сумели догнать Америку. Взамен по лизингу приобрели токарно-винторезные станки 1В625М – 1000. По характеристикам они нас вполне устраивали. Первое впечатление от них — можно попробовать догнать Америку. Похожие товары Другие товары в нашем магазине
Оставить отзыв |
x-profil.ru
Токарный станок 1В625М (2000) – euro-stanok.ru
Токарно-винторезный станок 1В625М (2000) – токарный станок, который предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.Особенности:
- Все основные части станка 1В625М (2000) изготовлены из высококачественной стали, что обеспечивает их надежную долговечную работу;
- Термообработанные и шлифованные направляющие станины, зубчатые колеса и валы обеспечивают длительный срок службы и повышенную точность обработки;
- Задняя бабка станка 1В625М (2000) оснащена механическим разгрузочным устройством, обеспечивающим плавность и легкость ее перемещения;
- Станок 1В625М (2000) оснащен коробкой подач и фартуком, имеющим собственный привод ускоренного перемещения суппорта и каретки, что улучшает динамику работы станка на ускоренном ходу, позволяющими нарезать дюймовые резьбы 11 и 19 ниток на дюйм без замены сменных зубчатых колес;
- Коробка скоростей, коробка подач и фартук снабжены автономной системой смазки;
- Конструкция станка 1В625М (2000) позволяет устанавливать на шпиндельный узел электромеханический, гидравлический или пневматический патроны для зажима заготовок.
Макс. длина заготовки, мм
2000
Макс. Ø заготовки над суппортом, мм
290
Макс. Ø заготовки над станиной, мм
500
Макс. Ø заготовки в выемке станины, мм
690
Ø отверстия шпинделя, мм
70
Конец шпинделя
6
Конус шпинделя
7032-0054 (Метр.80)
Кол-во скоростей шпинделя24
Диапазон скоростей шпинделя, об/мин
10-2000
Диапазон продольных подач, мм/об
0,032-28,0
Диапазон поперечных подач, мм/об
0,016-14,0
Шаг метрической резьбы, мм
0,5-280
Шаг дюймовой резьбы, нит/дюйм
77-0,125
Шаг модульной резьбы, мм
0,5-280
Шаг питчевой резьбы, питч
77-0,125
Напряжение питания, В
3×380
Мощность двигателя гл. привода, кВт
7
Габаритные размеры, мм
3800x1370x1700
Масса станка, кг
3100
www.euro-stanok.ru
|
Ваши консультанты
27.03.18 АКЦИЯ!!! Мощный цеховой листогиб для толщины металла до 1мм и длины заготовки до 3250мм 27.03.18 ВНИМАНИЕ!!! АКЦИЯ на сегментные листогибы Dachdecker!!! 22.09.17 Сегментные листогибы Stalex по СУПЕРЦЕНЕ! 18.09.17 Цены снижены! Польские сегментные листогибы Decker по суперцене! 15.01.17 Акция “Все опции за полцены!” |
Описание Станок токарно-винторезный модель 1В625M предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне. Исполнение и категория размещения станка в части условий эксплуатации – УХЛ4 по ГОСТ 15150-69. Класс точности станка – Н по ГОСТ 8-82Е. Все основные части станка изготовлены из высококачественной стали, что обеспечивает их надежную долговечную работу. Термообработанные и шлифованные направляющие станины, зубчатые колеса и валы обеспечивают длительный срок службы и повышенную точность обработки. Задняя бабка оснащена механическим разгрузочным устройством, обеспечивающим плавность и легкость ее перемещения. Станок оснащен коробкой подач и фартуком, имеющим собственный привод ускоренного перемещения суппорта и каретки, что улучшает динамику работы станка на ускоренном ходу, позволяющими нарезать дюймовые резьбы 11 и 19 ниток на дюйм без замены сменных зубчатых колес. Коробка скоростей, коробка подач и фартук снабжены автономной системой смазки. Конструкция станка позволяет устанавливать на шпиндельный узел электромеханический, гидравлический или пневматический патроны для зажима заготовок. Станок сертифицирован на соответствие требованиям безопасности. Особенности станка:
Опции
Похожие товары Другие товары в нашем магазине
Оставить отзыв |
x-profil.ru
Центр в пиноли задней бабки по ГОСТ 13214-79 | 7032-0039 (Морзе 5) | |||
Наибольшая длина перемещения в мм, не менее | ||||
– каретки | 760 1280 1780 2780 | |||
– нижнего суппорта | 250 | |||
– верхнего суппорта | 100 | |||
– пиноли | 150 | |||
– задней бабки (поперечное смещение) | ±15 | |||
Наибольший угол поворота верхнего суппорта, град. | ±45 | |||
Цена деления шкалы отчета перемещений, мм |
| |||
– каретки (по нониусу) | 1,0 | |||
– нижнего суппорта (удвоенное перемещение, т.е. изменение диаметра заготовки) | 0,1 | |||
– верхнего суппорта | 0,1 | |||
– пиноли (по нониусу) | 5 (0,05) | |||
Цена деления шкалы поворота верхнего суппорта, град. | 1 | |||
Пределы частот вращения шпинделя, мин-1 | 39-1700 | |||
Количество частот вращения шпинделя: |
| |||
– прямого вращения | 12 | |||
– обратного вращения | 12 | |||
Пределы рабочих подач суппорта, мм/об.: | ||||
– продольных | 0,082-1,586 | |||
– поперечных | 0,027-0,529 | |||
Пределы параметров нарезаемых резьб при основном наборе сменных колес, не менее: | ||||
– метрических, шаг, мм | 1,0-12 | |||
– модульных, шаг, модулей | 0,25-3,0 | |||
– дюймовых, число ниток на дюйм | 2,0-24 | |||
– питчевых, питчей | 7,0-96 | |||
Скорость быстрого перемещения суппорта, м/мин.,не менее | ||||
– продольного | 4,0 | |||
– поперечного | 2,0 | |||
Мощность привода главного движения, кВт | 7,5 | |||
Суммарная мощность электродвигателей, установленных на станке, кВт | 7,875 | |||
Габаритные размеры, мм | ||||
– длина | 2567 | 3087 | 3587 | 4587 |
– ширина | 1063 | 1063 | 1063 | 1063 |
– высота | 1510 | 1510 | 1510 | 1510 |
Масса, кг | 2290 | 2460 | 2760 | 3420 |
www.dvt.ru
Станок токарно-винторезный 1В625М (1В625) – Афалина ГК

Перспективная разработка Астраханского станкостроительного завода станок токарно-винторезный модель 1В625M. Предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне. Исполнение и категория размещения станка в части условий эксплуатации – УХЛ4 по ГОСТ 15150-69.
Основные отличия и преимущества станка 1В625М от станка 1В625:
- Удельный расход электроэнергии снижен на 10% при равнозначных условиях резания.
- Обеспечена возможность обработки конических поверхностей длиной до 400 мм и углом до 14 без применения дополнительных приспособлений, например, конусной линейки (техническое решение охраняется патентами РФ № 68395, №68396). Поставляется как дополнительная опция.
- В станке применена оригинальная конструкция облегченной станины повышенной жесткости, что подтверждено расчетами, силовыми и точностными испытаниями.
- Производительность станка увеличилась на 10% за счет применения в его конструкции электромеханической системы управления шпиндельным узлом (при помощи переключателя и электромагнитных муфт, снижающих усилие переключения шпиндельного узла).
- Диапазон частот вращения шпинделя расширен и составляет от 10 до 2000 оборотов в минуту.
- Торможение шпинделя производится электромагнитной муфтой, что сокращает время остановки шпинделя и позволяет производить нарезание резьбы в упор;
- Применение 2-х скоростного электродвигателя упростило кинематику передней бабки станка, что привело к увеличению его надежности, снижению шумовых характеристик.
- Увеличен диаметр проходного внутреннего отверстия шпинделя до 70 мм, что расширяет технологические возможности использования станка.
- Применение УЦИ 5100 (устройство цифровой индикации) повысило удобство и точность отсчета продольных и поперечных перемещений суппорта до 0,01 мм, что обеспечивает соответствие требованиям национальных и международных стандартов.
- Увеличена жесткость шпиндельного узла за счет применения увеличенного типоразмера подшипников, что повышает ресурс по точности станка.
- Современный дизайн станка, удобство эксплуатации и обслуживания повышают эффективность его использования, создают дополнительные преимущества перед существующими аналогами.
- Баланс качества, потребительских свойств и цены является оптимальным.
Технические характеристики
| Наибольшая длина обрабатываемой заготовки, мм | 1000; 1500; 2000 | |||
| Наибольший диаметр обрабатываемой заготовки, мм | Над направляющими Над суппортом В выемке станины |
500 290 690 |
||
| Шпиндель | Конец шпинделя по ГОСТ 12593-93 Диаметр отверстия шпинделя, мм Центр в шпинделе по ГОСТ 13214-79 |
6 70 7032-0054 (Метр.80) |
||
| Привод | Количество скоростей шпинделя Диапазон оборотов, об/мин Мощность 2-х скоростного главного двигателя, кВт |
24 10-2000 7,1/6 |
||
| Подачи, мм\об | Диапазон продольной подачи Диапазон поперечной подачи |
0,032-28,0 0,016-14,0 |
||
| Резьбы | Шаг метричекой резьбы, мм Шаг дюймовой резьбы, нит\1” Шаг модульной резьбы, модуль Шаг питчевой резьбы, питч |
0,5-224 77-0,125 0,5-224 77-0,125 |
||
| Габаритные размеры для расстояний между центрами, мм | 1000 | 1500 | 2000 | |
| Габариты станка, мм | Длина Ширина Высота |
2800 1370 1700 |
3300 1370 1700 |
3800 1370 1700 |
| Масса станка, кг | 2430 | 2800 | 3100 | |
Другая информация из этого раздела:
afalina74.ru
Токарный станок 1В625М (1000) – euro-stanok.ru
Токарно-винторезный станок 1В625М (1000) – универсальный токарный станок, который предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.Особенности:
- Все основные части станка 1В625М изготовлены из высококачественной стали, что обеспечивает их надежную долговечную работу;
- Термообработанные и шлифованные направляющие станины, зубчатые колеса и валы обеспечивают длительный срок службы и повышенную точность обработки;
- Задняя бабка станка 1В625М оснащена механическим разгрузочным устройством, обеспечивающим плавность и легкость ее перемещения;
- Станок 1В625М оснащен коробкой подач и фартуком, имеющим собственный привод ускоренного перемещения суппорта и каретки, что улучшает динамику работы станка на ускоренном ходу, позволяющими нарезать дюймовые резьбы 11 и 19 ниток на дюйм без замены сменных зубчатых колес;
- Коробка скоростей, коробка подач и фартук снабжены автономной системой смазки;
- Конструкция станка 1В625М позволяет устанавливать на шпиндельный узел электромеханический, гидравлический или пневматический патроны для зажима заготовок.
Макс. длина заготовки, мм
1000
Макс. Ø заготовки над суппортом, мм
290
Макс. Ø заготовки над станиной, мм
500
Макс. Ø заготовки в выемке станины, мм
690
Ø отверстия шпинделя, мм
70
Конец шпинделя
6
Конус шпинделя
7032-0054 (Метр.80)
Кол-во скоростей шпинделя24
Диапазон скоростей шпинделя, об/мин
10-2000
Диапазон продольных подач, мм/об
0,032-28,0
Диапазон поперечных подач, мм/об
0,016-14,0
Шаг метрической резьбы, мм
0,5-280
Шаг дюймовой резьбы, нит/дюйм
77-0,125
Шаг модульной резьбы, мм
0,5-280
Шаг питчевой резьбы, питч
77-0,125
Напряжение питания, В
3×380
Мощность двигателя гл. привода, кВт
7
Габаритные размеры, мм
2800x1370x1700
Масса станка, кг
2430
www.euro-stanok.ru