Токарный станок настольный универсал – Универсал Станок токарный настольный. Паспорт, схема, описание, характеристики
alexxlab | 16.09.2020 | 0 | Токарные станки
| УНИВЕРСАЛ-В б/с привод. | (ф150, РМЦ400мм) | Россия | Снят с производства | |
| ТВ-7М (ТВ7М) | (ф220, РМЦ275мм) | Россия | 352 000.00 | |
| ТВ-9У | (ф220, РМЦ680мм) | Россия | Снят с производства | |
| QUANTUM D250x550 | Quantum (Германия) | Снят с производства | ||
| OPTI D180x300 Vario | (ф180 РМЦ300мм) | Quantum (Германия) | Снят с производства | |
| ВМ-180V (WM180V) Универсал | (ф180, РМЦ 300мм, вариатор) | Weiss Machinery (Китай) | 119 048.00 | |
| Profi-350 Профи | (ф180 РМЦ350мм) | Китай | Снят с производства | |
| BD-7 | (ф180, РМЦ300мм, JET) | JET (Швейцария) | 86 240.00 | |
| BD-920W | (ф220, РМЦ500мм, JET) | JET (Швейцария) | 161 700.00 | |
| МЛ-200 (ML200) | (ф200, РМЦ 350мм, механическая коробка скоростей) | Weiss Machinery (Китай) | 999 999 999 999.00 | |
| (ф250, РМЦ 450мм, механическая коробка скоростей) | Weiss Machinery (Китай) | 130 000.00 | ||
| BD-8A | (ф210, РМЦ 450мм, без индикации перемещения, JET) | JET (Швейцария) | 192 500.00 | |
| TU2304V CNC | OPTIMUM (Германия) | 182 369.00 | ||
| TU2404 | (РМЦ 450 мм, Ø250 мм) | OPTIMUM (Германия) | 148 000.00 | |
| TU2404V | (РМЦ 450 мм, Ø250 мм) | OPTIMUM (Германия) | Под заказ | |
| TU2404 (380) | (РМЦ 450 мм, Ø250 мм) | OPTIMUM (Германия) | Под заказ |
www.russtanko.ru
Токарный станок Универсал – помогите разобраться с резьбами! – Настольный станок Универсал
Всех приветствую,приобрёл станок уневерсал,в токарной обработке я профан буду осваивать.
Прошу вашей помощи,
так как сам разобраться я не смог
В табличке настройка гитары под шкивами А,Б,В указаны я так понял шестерни с числом зубьев
вот допустим шестерня А-16,18,20,24,28,40
шестерня Б-с числом зубьев 50
В-16,20,24,40,80
так вот допустим что бы нарезать резьбу с шагом 2 надо установить шетерню А на 40 зубов Б-50 В-20 верно я рассуждаю?
когда покупал станок не каких дополнительных шестерён к гитаре не было
Ради интереса пересчитал зубья на шестернях
получил следующую картину
Так же интересует как правильно открутить шкивы!
сейчас шкивы в таких положениях.
Так же хотел уточнить вопрос на шкиве А гайка с левой резьбой?Я так и не смог открутить её
Шкив В вообще не задействован болтается и нет ремня на него,для чего нужен шкив В
А во время проточки детали станок неожиданно остановился слетел (гайка да и гайкой это не назовёшь) шкив Б
сидит он там просто на шпонке без натяга, и не какой гайкой не контриться как то странно ,может есть недостоющие детали?
Спасибо всем кто откликнется!!!
www.chipmaker.ru
ТН-1 Станок токарно-винторезный настольный универсальный схемы, описание, характеристики
Сведения о производителе настольного токарного станка ТН-1
Производитель настольного токарного станка ТН-1 – Мичуринский завод Прогресс, основанный в 1957 году.
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO. За 40 лет продано свыше 600 тысяч станков.
Станок начал производиться серийно на предприятии Московский станкостроительный завод СтанкоКонструкция
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
Настольный токарно-винторезный станок ТН-1. Назначение, область применения
Станок ТН-1 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали до 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка метрических резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен.
Станок поставляется в токарно-револьверном исполнении. При необходимости имеется возможность переналадки станка из токарно-револьверного исполнения в токарно-центровой. При этом револьверная головка снимается со станка, устанавливается задняя бабка и на суппорт устанавливается подвижная резцедержка.
Дополнительные принадлежности к настольному токарному станку ТН-1
Дополнительные принадлежности, входящие в комплект поставки служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка, токарно-центровое, фрезерно-сверлильное, шлифовальное, фуговальное, заточное, для работы лобзиком, для работы дисковой пилой, расточное.
Резцедержки
В комплект поставки входят две резцедержки
- подвижная резцедержка
- неподвижная резцедержка
С помощью подвижной резцедержки, смонтированной на каретке можно обрабатывать конусные поверхности и нарезать резьбы.
В каретке расположены два винта, которые с помощью сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта 5 в основании каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки 1
ВНИМАНИЕ! После разворота каретки на требуемый угол необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше.
Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна.
Задняя бабка
С помощью задней бабки можно производить обработку изделий в центрах.
При этом заднюю бабку устанавливают и фиксируют с учетом длины обрабатываемой детали. Один конец детали зажимают в каком либо приспособлении (трехкулачковый патрон, поводковый патрон) установленном на шпинделе, а второй конец детали поджимают центром (подвижным или НЕ подвижным) Поджим осуществляется перемещением пиноли 2 от маховика 5. После поджима пиноль зажимается сухарем 6.
Центр задней бабки может также служить для поджима других приспособлений входящих в комплект станка.
Цанговый зажим
Зажим состоит из втулки 1, цанги 3 и гайки 2.
Втулка с цангой вставляются в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Фрезерно-сверлильное устройство токарного станка ТН-1
Устройство представляет собой стойку 3, по направляющим которой перемещается стол 4. Перемещение осуществляется вращением маховичка 1 жестко связанного с ходовым винтом 2.
Заготовка крепится к столу прихватами 11 с помощью шпилек 10, гаек 9, винтов 8 и сухарей входящих в Т-образные пазы стола. Для того, чтобы наладить станок на фрезерные или сверлильные работы необходимо стойку закрепить на суппорте станка с помощью планок 6 и винтов 5, как это показано на рис. 16.
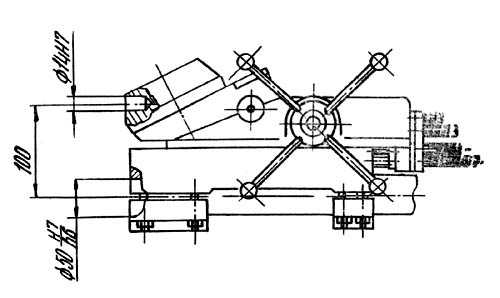
ТН-1 Габариты рабочего пространства токарного станка. Эскиз суппорта

Габариты рабочего пространства токарного станка тн-1
ТН-1 Посадочные и присоединительные базы токарного станка. Эскиз шпинделя

Эскиз шпинделя токарного станка тн-1
ТН-1 Посадочные и присоединительные базы токарного станка. Эскиз револьверной головки
Эскиз револьверной головки токарного станка тн-1
Общий вид токарно-винторезного станка ТН-1

Фото токарно-винторезного станка тн-1
Фото токарно-винторезного станка ТН-1. Смотреть в увеличенном масштабе

Фото токарно-винторезного станка тн-1
Расположение составных частей токарно-винторезного станка ТН-1 в токарно-центровом исполнении
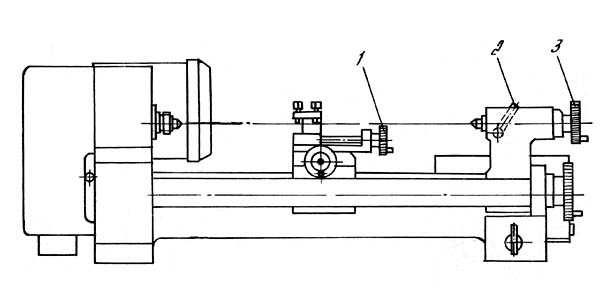
Расположение основных узлов токарного станка тн-1
Расположение составных частей токарно-винторезного станка ТН-1 в токарно-револьверном исполнении

Расположение основных узлов токарного станка тн-1
Перечень основных узлов станка ТН-1 в токарно-револьверном исполнении
- привод
- шпиндельная бабка
- электродвигатель
- суппорт
- станина
- револьверная головка
- коробка электрооборудования
При работе с прутком на суппорте устанавливается солдатик, состоящий из винта 1, стойки 2 и гайки 3. В стойке 2 крепится винтом 1 отрезкой резец.
Схема кинематическая токарно-винторезного станка ТН-1

Кинематическая схема токарного-винторезного станка тн-1
Схема кинематическая токарно-винторезного станка ТН-1. Смотреть в увеличенном масштабе
Цепь привода главного движения токарного станка тн1
В этой цепи вращение шпинделя осуществляется от электродвигателя 1 через клиноременную передачу. Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 271 об/мин) можно получить, если шкив 2, жестко сидящий на валу электродвигателя 1, соединить ремнем с промежуточным шкивом 4, а тот, в свою очередь по ручью «а»— со шкивом 5, свободно вращающимся относительно вала электродвигателя 1, Со шкива 5 по одному из двух свободных ручьев «в» или «с» вращение передается непосредственно на шкив 6, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 5 прямо на шкив 6, минуя промежуточные шкивы 4 и 5.
Еще две ступени 525 и 1000 об/мин) можно получить, если на шкив 2 надеть сменный шкив 3, чтобы торец, на котором имеются кулачки, был обращен наружу Со шкива 3, как и в первом случае, вращение передается на промежуточный шкив 4, а с него, по ручью «в» на шкив 5, который передает вращение шкиву 6 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин) получаются, если вал электродвигателя 1 соединить со шкивом 5 через шкив 3 с помощью кулачков, имеющихся на одном из торцев последнего. Тогда по любому из четырех ручьев вращение можно передавать на шкив 6.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется ходовым винтом VII.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на кем зубчатым колесом 7.
Через зубчатое колесо 8 вращение передается зубчатыми колесами 9 и А, далее на промежуточный валик VI. Имеется два варианта передачи вращения на этот валик:
- первый вариант (на схеме обозначен сплошной линией) через блок зубчатых колес Б-В и колесом Г
- второй вариант (на схеме обозначен пунктирной линией) через зубчатые колеса Б и В
Первый вариант используется для осуществления подачи при обычном точении, второй при нарезании резьбы.
С валиком VI жестко связано зубчатое колесо 11. С этого колеса на колесо 14, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 12 и 13 и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 11, что обеспечит перемещение суппорта вправо. Все три колеса 11, 12 и 13) смонтированы на поворотном устройстве 12 и находятся в постоянном зацеплении с центральным зубчатым колесом 10. Таким образом, можно осуществлять перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключать подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес 7 и 8 с помощью того же поворотного устройства.
Поперечное перемещение суппорта осуществляется от маховичка 38 через винт VIII.
Кинематическая цепь револьверной головки
Перемещение корпуса револьверной головки осуществляется при вращении штурвала 25 через передачу зубчатое колесо 26 рейка 27 Зубчатое колесо 26 закреплено на оси штурвала 25, а рейка 27 на салазках револьверной головки.
Поворот инструментального диска 39 на одну позицию осуществляется следующим образом. При перемещении корпуса револьверной головки вправо одно плечо рычага 29, упирается в упор 30 закрепленный в салазках револьверной головки и рычаг 29, поворачиваясь вокруг своей оси вторым плечом выводит фиксатор 31 из зацепления с звездочкой 38. При этом сжимается пружина 32. При дальнейшем перемещении корпуса 28 револьверной головки упор 34 входит в один из шести винтовых пазов барабана 33. При этом барабан 33 начинает поворачиваться. Одновременно поворачивается вал X синхронно с барабаном 33 и через конические зубчатые колеса 36, 37 вал IX с инструментальным диском 39 и звездочкой 38. При дальнейшем движении вправо рычаг 29 соскакивает с упора 30 и пружина 32 заводит фиксатор 31 в соответствующую впадину звездочки 38 фиксируя инструментальный диск револьверной головки 39. Одновременно поворачивается и барабан 35 с регулируемыми упорами. При этом напротив упора 34 располагается соответствующий упор. При движении влево барабан 33 вращается упором 34 в обратном направлении. Кулачки муфты проскальзывают, отжимая пружину 36. Упор 34 выходит из паза кулачка 33. При дальнейшем движении влево осуществляется рабочий ход.
Кинематическая цепь подвижной резцедержки станка ТН-1

Кинематическая цепь подвижной резцедержки станка тн-1
Перемещение подвижной резцедержки осуществляется от маховичка 39 через винт XI.
Неподвижная резцедержка станка ТН-1

Неподвижная резцедержка токарного станка тн-1
Кинематическая цепь задней бабки
Перемещение пиноли задней бабки осуществляется от маховичка 40 через винт XII.
Привод шпинделя и сменные зубчатые колеса цепи привода подач токарного станка тн-1

Привод шпинделя и сменные зубчатые колеса станка тн-1
Схема электрическая токарно-винторезного станка ТН-1
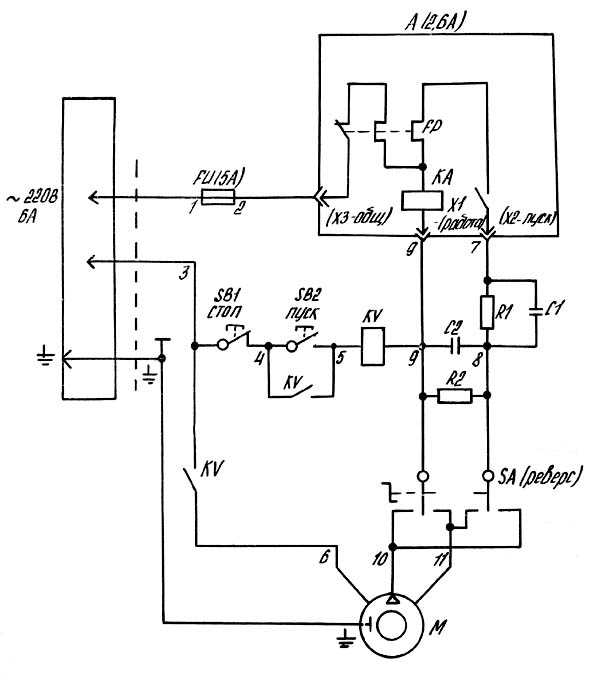
Электрическая схема токарного станка тн-1
Основные технические характеристики станка ТН-1
| Наименование параметра | ТН-1М | ТН-1 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности | Н | Н |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 150 | 150 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 90 | 90 |
| Высота центров над плоскими направляющими станины, мм | 75 | 75 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 350 | 350 |
| Наибольшая диаметр заготовки, обрабатываемой в патроне, мм | 70 | 70 |
| Наибольшая диаметр сверления по стали, мм | 6 | 6 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 15 | 15 |
| Присоединение патрона к шпинделю. Конец шпинделя | М27х2 | М27х2 |
| Конус Морзе шпинделя | Морзе 2 | Морзе 2 |
| Число ступеней частот прямого вращения шпинделя | 9 | 9 |
| Частота прямого вращения шпинделя, об/мин | 200, 271, 525, 650, 1000, 1200, 1700, 2800, 3200 | 200, 271, 525, 650, 1000, 1200, 1700, 2800, 3200 |
| Число ступеней частот обратного вращения шпинделя | 9 | 9 |
| Частота обратного вращения шпинделя, об/мин | 200, 271, 525, 650, 1000, 1200, 1700, 2800, 3200 | 200, 271, 525, 650, 1000, 1200, 1700, 2800, 3200 |
| Наибольший крутящий момент на шпинделе, Нм | 1,2 | 1,2 |
| Торможение шпинделя | нет | нет |
| Блокировка рукояток | нет | нет |
| Суппорт. Подачи | ||
| Наибольшее продольное перемещение суппорта, мм | 350 | 350 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольшее поперечное перемещение суппорта, мм | 90 | 90 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,05 |
| Число ступеней продольных подач суппорта | 6 | 6 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,05; 0,75; 0,1; 0,125; 0,150; 0,175 | 0,05; 0,75; 0,1; 0,125; 0,150; 0,175 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет |
| Количество нарезаемых резьб метрических | 18 | 18 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..2,5 | 0,2..2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет |
| Высота резца, мм | 8 | 8 |
| Подвижная резцедержка | ||
| Наибольшее перемещение верхних (резцовых) салазок, мм | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Угол поворота резцовых салазок, град | нет | ±90° |
| Револьверная головка | ||
| Количество позиций | 6 | 6 |
| Диаметр базового отверстия под инструментальные державки, мм | 14 | 14 |
| Рабочий ход (ручное перемещение), мм | 40 | 40 |
| Установочное перемещение, мм | 50 | 50 |
| Задняя бабка | ||
| Конус Морзе пиноли | Морзе 2 | Морзе 2 |
| Наибольшее перемещение пиноли, мм | 30 | 30 |
| Электрооборудование. Привод | ||
| Параметры питающей сети | 220 В, 50 Гц | 220 В, 50 Гц |
| Электродвигатель главного привода, кВт | 0,55 | 0,55 |
| Синхронная частота вращения электродвигателя главного привода, об/мин | 3000 | 3000 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 825 х 410 х 280 | 825 х 410 х 300 |
| Масса станка, кг | 80 | 85 |
Полезные ссылки по теме. Дополнительная информация
Паспорта к настольным токарным станкам и оборудованию
Каталог справочник настольных токарных станков
stanki-katalog.ru