Токарный станок тв 16 характеристика – Токарный станок ТВ-16 характеристики,описание
alexxlab | 15.01.2020 | 0 | Токарные станки
технические характеристики, описание и отзывы :: SYL.ru
Токарный станок ТВ-16 отечественного производства предназначен для различных токарных работ, включающих в себя нарезку резьбы, сверление отверстий, расточку и прочую обработку металлических заготовок. Агрегат рассчитан на единичное производство, широко используется в профессиональных училищах, школах, небольших мастерских.

Немного истории
Токарный станок ТВ-16 начали выпускать в послевоенное время. Производство было налажено на нескольких комбинатах. Верстак относится к настольному типу, разработан на базе чешских аналогов. Хотя сейчас станок не выпускается, он до сих пор используется частными мастерскими, а также для обучения молодых специалистов в учебных заведениях.
Изготавливались ТВ-16 в нескольких странах бывшего Советского Союза (Украине, России, Белоруссии, Казахстане). Все верстаки имели идентичные характеристики, отличались только по форме литья остова. Далее рассмотрим более подробно параметры и устройство агрегата.
Устройство и управление
Токарный станок по металлу ТВ-16 состоит из нескольких основных частей:
- Чугунного остова.
- Фронтальной и задней бабки.
- Приводного механизма.
- Системы подачи.
- Фартука, суппорта.
- Электрического оборудования.
- Стола.
Для управления работой агрегата предусмотрено несколько элементов, а именно:
- кнопка включения и выключения;
- рукоятки изменения подачи скорости вращения, направления и фиксации детали;
- ручки передвижения верхних и поперечных салазок;
- кнопка активации основной гайки.
Кроме того, в управлении верстаком участвуют маховики перемещения пиноли задней бабки и продольной корректировки суппорта.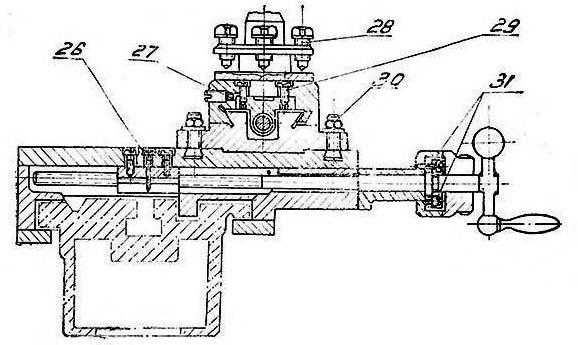
Токарный станок ТВ-16: технические характеристики
Ниже приведены параметры технического плана:
- Длина / ширина / высота – 1,15 / 0,6 / 1,2 метра.
- Вес – 150 килограммов.
- Высота центров, расстояние между ними – 85 / 250 миллиметров.
- Максимальная величина обрабатываемых заготовок над верхней частью суппорта – 90 мм.
- Аналогичная величина над станиной – 160 мм.
- Максимальная обточка по длине – 250 мм.
- Нарезаемая резьба (шаг) – от 0,2 до 3 мм.
- Количество резцов – 4 штуки.
Станина и рабочие элементы
Токарный станок ТВ-16 имеет чугунный остов, который предназначен для поддержки и обоюдного соединения основных узлов верстака. Профиль станины оснащен тремя разъемами, которые служат для перемещения и фиксации суппорта, а также задней бабки. Во фронтальной части остова имеется ходовой винт и рейка. Люфт по осям нивелируется путем установки контргайки. Фиксируется станина при помощи подставок к столу из дерева. Предусмотрена специальная емкость для сбора отходов.

Агрегат оборудован узлом сменных зубчатых шестерен, который дает возможность нарезать резьбы с различным шагом, а также перемещать суппорт в продольной плоскости. Фартук станка передает движение от ходового винта посредством специальной разъемной гайки. Предусмотрена рукоятка для активации и выключения этой опции.
При включении рабочего элемента фартука суппорт подается в продольной плоскости механическим путем, при взаимодействии с винтом. Если функция не активирована, операция осуществляется вручную вращением маховика. В этом случае подача суппорта производится через рейку и шестерню.
Настольный токарный станок ТВ-16: электрическое обустройство
Электрическая схема верстака имеет простую конструкцию, не представляет сложности по освоению для начинающих. Перед пуском агрегата в работу необходимо заземлить корпус. Для этого используют специальное приспособление, расположенное сбоку остова. Это необходимо для обеспечения безопасности пользователей.
Основные функции электрооборудования выполняют следующие элементы:
Основное предназначение электрооборудования – запуск и остановка станка, реверсивный пуск мотора, блокировка двигателя при критическом напряжении или перепадах в электросети.

Передняя и задняя бабки
Токарный станок ТВ-16, характеристики которого позволяют выполнять несколько одиночных операций, оснащен передней и задней бабками. Они служат для обеспечения вращения заднего вала и фиксации обрабатываемой детали на нужном расстоянии.
В корпусе фронтального узла установлен подшипник, предназначенный для монтажа основного рабочего вала агрегата. Элемент радиально-упорного типа принимает на себя продольные и радиальные воздействия. Размещен он в передней части вала. На главном вале расположен шкив, обеспечивающий заданную скорость вращения. Такое решение позволяет агрегировать силовой агрегат напрямую с основным валом. Имеется возможность реверсивной перекидки благодаря предусмотренному в конструкции трензелю.
Задняя бабка двигается по станине продольно, с использованием специальных направляющих элементов. Облегчает управление узлом рукоять с эксцентриком. Предусмотрено перемещение блока перпендикулярно посредством регулировки производимой манипуляции нижним винтом. В пиноли есть отверстие, служащее для монтажа центрального конуса. Пиноль перемещать вручную помогают размещенные в ней винты, гайки и маховик с измерительной шкалой. Рабочие валы на обоих механизмах смазываются при помощи пары масленок и войлочных подушек.

Обобщение
Токарный станок ТВ-16, технические характеристики которого оптимально подходят для обучения новичков, отлично справляется со своей миссией. Судя по отзывам пользователей, он прост в обслуживании, продуктивен, не требует особого ухода.
Все операции максимально понятны, при этом не требуют особых трудовых и временных затрат. Токарный станок ТВ-16 – это детище советской промышленности. Однако он остается востребованным не только в качестве обучающего пособия, но и как агрегат для основной работы в небольших мастерских. Доступные запчасти, надежность, простота в управлении, точность обработки – основные преимущества рассматриваемого верстака.
www.syl.ru
Токарный станок по металлу ТВ-16: технические характеристики
Содержание статьи:
Для комплектации учебных классов применяется специальное оборудование. Ознакомление с основами токарной обработки можно сделать на специальном станке по металлу ТВ-16. Несмотря на то, что в настоящее время его не изготавливают, этот тип оборудования до сих пор используется не только в учебных процессах, но и для работы в домашних условиях.
Описание компонентов станка
Внешний вид
Во время проектирования станка придерживались принципа универсальности. Это отразилось на классической компоновке его элементов, а также функциональности. Разница между профессиональным оборудованием и рассматриваемой моделью составляют технические параметры, габаритные размеры и вес.
Станина предназначена для установки всех компонентов. Она изготовлена из чугуна и имеет коробчатую форму. На ее верхней поверхности расположены шлифованные направляющие. Задняя бабка монтируется с помощью т-образных и призматических пазов. Элементы управления и контроля (ходовой винт и рейка) установлены на лицевой части.
Токарный станок ТВ-16 имеет следующие компоненты:
- передняя бабка. Монтаж шпинделя на ней осуществлен с помощью шарикоподшипников. Трехступенчатый шкив конструкции получает привод от ременной передачи;
- привод. Для передачи вращательного момента установлен трехфазный электродвигатель. Он располагается на салазках. Во избежание попадания мусора и возникновения опасных ситуаций двигатель заключен в короб. Ступенчатые шкивы обеспечивают переключение передач;
- механизм подач. Он необходим для настройки параметров подач. Дополнительно служит для нарезания резьбы. Зубчатые передачи устройства располагаются в закрытой коробке. Туда же подаются смазывающие материалы;
- суппорт. Его основная функция – перемещение резцов относительно вращающейся заготовки. Все компоненты суппорта расположены на каретке, которая передвигается по направляющим станка;
- задняя бабка. Для регулировки положения она имеет призматические направляющие. Необходима для фиксации детали.
В схеме станка по металлу постарались избежать сложных компонентов. Однако это отразилось на его параметрах. Оборудование нельзя использовать на серийных производственных линиях из-за ограничений параметров токарной обработки и низкой производительности.
Помимо прямого вращения, внедрен механизм реверса электродвигателя. Для этого предусмотрен пакет специальных переключателей. Магнитный пускатель также выполняет функции нулевой защиты.
Технические характеристики оборудования
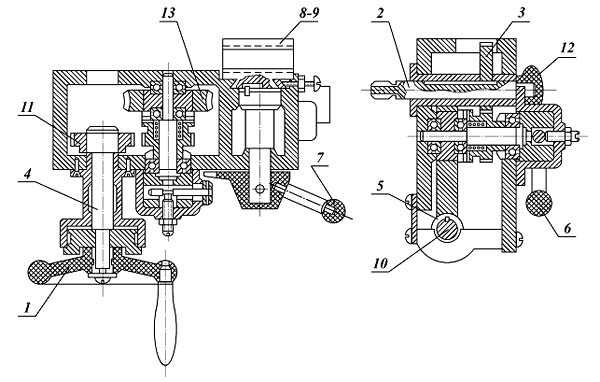
Расположение компонентов станка
Станок серии ТВ-16 является последней моделью этого типа оборудования для обучения. Поэтому он обладает оптимальными эксплуатационными параметрами. Для детального изучения его характеристик следует ознакомиться с содержанием паспорта.
Масса станка в собранном состоянии составляет всего 160 кг. Это оптимальный показатель для оборудования подобного типа. Его габаритные размеры (115*60*120 см) позволят установить агрегат даже в небольшом помещении. Но при этом нужно оставить свободное пространство для выполнения профилактических и ремонтных работ.
Характеристики станка по металлу:
- диаметры заготовок не могут превышать определенных размеров, которые зависят от способа их крепления. Над станиной — 16 см, над суппортом – 9 см;
- максимальная длина детали и протяженность ее обтачивания совпадают — 25 см;
- шпиндель имеет отверстие 18 мм. В него можно установить пруток 17 мм;
- при прямом вращении число ступней равно 6. Такое же значение для обратного вращения;
- частота вращения шпиндельной головки, об/мин – от 160 до 1600;
- максимально допустимое продольное смещение суппорта – 26 см;
- резцовые салазки могут перемещаться на 10 см;
- количество продольных подач – 19. В конструкции не предусмотрены поперечные подачи.
С помощью этого станка можно формировать метрическую резьбу. Ее параметры: пределы шагов – от 0,2 до 3 мм; количество резьб – 19.
Привод станка осуществляется с помощью электродвигателя мощностью 0,5 кВт. Он подключается к трехфазной сети 380 В. Обустройство заземляющего контура обязательно.
Рекомендации по эксплуатации
Электрическая схема
Так как станок относится к классу учебных – особое внимание следует уделить предварительному инструктажу учащихся и подготовительным работам по монтажу и настройке оборудования. Установка станка осуществляется только согласно инструкции по эксплуатации.
Так как станок ТВ-16 является настольной моделью – подготавливают рабочую поверхность. Она должна обеспечить устойчивость всей конструкции. Дополнительно рекомендуется предусмотреть механизмы регулирования положения основания. Использование специальных опор не целесообразно, так как оборудование обладает небольшой массой.
Профилактика и ремонт проводятся согласно инструкции. При возникновении неполадок следует обесточить агрегат. Устранение поломки выполняют только профессиональные работники.
Для визуального представления о станке следует ознакомиться с видеоматериалом:
stanokgid.ru
Купил токарный станок ТВ-16… – Токарные ТВ-16 и MN80A
Станок брался скажем так для души.. что нибудь помастерить, сделать туже масленку как на Ютубе… Отвертки.. поэтому критериев особых не было… да и не силен я пока что в токарном деле…
Вот прилагаю несколько фото оснастки станка… что мог взять …
Метчики
Микрометр и с ним наверно штук под сто сверлышек диаметром от 2мм до 3 мм..
Напильники различные и штангельциркуль
Также были патрон для ЗБ и центра… последний сделан как я понял для зажима различных трубок из пальца от рулевой тяги
Целая куча разный резцов, много целых, есть обломанные, есть просто как я понял обломки какой то стали от резцов…
Также были выпрошены сверла, и какие то “сверла” с плоским наконечником не знаю как они называються там на фото видно предполагаю что они для рассверливания готовых отверстий меньшего диаметра:
также взял плашки и плашкодержатель
Плюс фото 3 патронов, и одной планшайбы, один патрон без кулачков, на одном прямые, на одном прямые и комплект обратных:
также метровый кусок медного стержня, примерно такой же кусок эбонита, несколько кусочков бронзы, латуни.. и брусок алюминия…
Вот такое приобретение мной было сделано, теперь в планах у меня такие дела:
1. Почитать литературу по токарному делу.
2. Знакомый токарь поможет разобрать, помыть, смазать, собрать.
3. Переделать схему питания с 380 В на 220 В.
Ну и вопрос с чего начинать освоение такого интересного дела?
www.chipmaker.ru
Токарный станок ТВ 16 – особенности конструкции и работы
Токарный станок ТВ 16 считается оснащением, предназначенным для обрабатывания металлических заготовок и располагающим малыми габаритами. Он создан для выполнения простых токарных процедур. С его помощью возможно точить и растачивать детали, а также осуществлять более сложные операции, к примеру, нарезать резьбу, сверлить отверстия и так далее. Обычно подобное оборудование устанавливают в учебных мастерских разнообразных образовательных учреждениях.
Эксплуатационные показатели
Описание технических характеристик:
- высота центров – 8,5 см,
- дистанция между центрами – 25 см,
- максимальная длина протачивания – 25 см,
- передвижение лимба за 1 оборот – 3,2 см (продольно), 0,15 см (поперечно),
- количество инструментов в держателе резца – 4,
- шпиндельный конус Морзе – 3,
- радиус шпиндельного отверстия – 0,9 см,
- конус Морзе задней бабки – 1,
- максимальное передвижение пиноли – 6,5 см,
- габаритные параметры – 115x60x120 см,
- масса – 0,18 т.
| Хотите починить дефектные ролики? Попробуйте проверенную методику роботизированной наплавки! Оперативно, прочно, бюджетно. Рассчитать стоимость — http://shop.deloproltd.ru/kommercheskoe-predlozhenie/. |
Максимальный диаметр детали, которая обрабатывается, не может быть больше шестнадцати сантиметров над несущей рамой. Над суппортным элементом наибольшая дистанция сокращается до девяти сантиметров.
Конструктивные элементы
- Чугунное литое основание. Является опорой всех компонентов и агрегатов токарно-винторезного станка. Располагает 3 пазами направления, размещенными продольно. Они обеспечивают перемещение суппортного элемента и фиксирование задней бабки. Винт хода и рейка находятся в передней части.
- Передняя бабка. Позволяет детали вращаться.
- Мотор. Функционирует на электричестве, является асинхронным. Мощность равняется 400-500 Вт, быстрота кручения – тысяча четыреста оборотам в минуту.
- Коробка подач. Главное предназначение – регулирование продольных подач и создание нарезки.
- Фартук. Дает возможность держателю резца перемещаться от винта хода к суппортному элементу. Если фартучная гайка включена, подача будет происходить автоматически. В противном случае нужно прокручивать маховик с лимбом.
- Суппортный элемент. Отвечает за то, чтобы инструменты закреплялись и передвигались.
- Задняя бабка. Предназначается для фиксации больших деталей, применяется при проточке отверстий. Резец крепится посредством данного компонента.
- Столешница. Станок ТВ 16 необходимо устанавливать на столешнице из дерева, крепя его винтовыми элементами. Мотор и электрическое оснащение размещаются с левой стороны стола.
- Электрическое оснащение. Предназначается для того, чтобы защищать оборудование от коротких замыканий, скачков напряжения в электросети, обеспечивать реверс мотора.
Электрическое оснащение
Электрическая схема станка проста, не заключает в себе компонентов, которые сложно освоить. Ввиду этого разобраться в принципе функционирования оборудования смогут даже новички. Прежде чем начать эксплуатировать станок, станочный корпус требуется заземлить особой колодкой, которая располагается с боковой стороны.
Электрическое оснащение включает в себя:
- пакетный реверсивный выключатель,
- включатель с 2 клавишами на магнитах,
- предохранительную систему,
- контакты, блокирующие пуск устройства при закрытых дверках стола/блока подач,
- панель с зажимами для подключения станка к электросети.
Передняя, задняя бабка
В корпусе передней бабки монтирован блок подшипников, который предназначается для монтажа основного рабочего вала. Упорно-радиальный подшипник находится спереди вала. Кроме того, на основном вале располагается шкив, обеспечивающий определенную быстроту кручения. Вал можно реверсивно вращать посредством трензеля на передней бабке.~
При обрабатывании конусных деталей задняя бабка перпендикулярно перемещается по нижней плите с помощью винтового компонента. В пиноли задней бабки есть особое отверстие, позволяющее устанавливать центр с конусом.
Суппорт
Суппортный компонент предназначается для того, чтобы удерживать и перемещать и резец. Он состоит из:
- салазок, на которые монтируется держатель резца. Они находятся вверху суппорта, располагают отдельными направляющими,
- каретки – несущий компонент, который перемещается по направляющим литого основания,
- узел для закрепления инструментов.
Салазки, которые расположены вверху и перпендикулярно, передвигаются посредством маточной гайки и лимбовых винтов. В маточной гайке есть особый разрез, позволяющий выбирать промежутки при ее объединении с винтами.
Узел закрепления инструментов поворачивается на триста шестьдесят градусов. Держатель резца возможно фиксировать каждые сорок пять градусов. На клиньях имеются особые винты, посредством которых устраняются появляющиеся в направляющих промежутки.
Особенности
Крепление шпиндельных подшипников осуществляется посредство гайки. Правильный выбор втулок распора дает возможность предотвратить образование осевого люфта. Необходимо правильно натягивать ремни клиноременной передачи, не очень сильно. Также нельзя допускать, чтобы ремни проскальзывали на шкивах. Настройка осуществляется с применением эксцентрика, с дальнейшим закреплением.
Перед установкой станка токарного ТВ 16 станочные шестеренки тщательно чистятся и смазываются. Посредством клиньев и винтовых компонентов корректируются промежутки во всех направляющих суппортной каретки, верхних и поперечно расположенных салазок.
Конусное обрабатывание детали в центрах предусматривает смещение задней бабки по отношению к ее плитке. Применение винтовых компонентов дает возможность точным образом отрегулировать необходимое положение.
В начале монтажа токарно-винторезный станок по металлу необходимо транспортировать к участку установки, распаковать его. В расширенной комплектации присутствует столешница. Для того чтобы по максимуму точно зафиксировать оборудование на столешнице из древесины, требуется использовать шесть винтовых компонентов, закреплявшие станок в упаковке. На приводной шкив нужно монтировать ремень привода. Заземляющий кабель необходимо корректно подсоединить. Для этого провод пропускают через специальные отверстия в основании, фиксируют его болтом.
Горизонталь выравнивается посредством уровня. Кабели при помощи предохранителей проводят от общего щитка распределения. На последнем этапе противокоррозийная масляная жидкость аккуратно удаляется со всех частей токарно-винторезного устройства.
Перед тем как эксплуатировать настольный станок для точения, нужно тщательно осмотреть и проверить все его агрегаты. Правильность функционирования проверяется как при холостом, так и при рабочем ходе.
Эксплуатационные правила
Прежде чем начать точить детали, требуется отрегулировать число оборотов изделия. От специфики осуществляемого обрабатывания зависит то, какие шестеренки коробки подач нужно устанавливать. На шпиндельном компоненте закрепляется патрон либо планшайба. Инструменты монтируются и фиксируются на держателе резца. Заготовка, которая подвергается обрабатыванию, закрепляется в патроне либо центрах. При обрабатывании центров нужно подводить заднюю бабку. Пуск токарно-винторезного устройства осуществляется после того, как нажата специальная клавиша. Выключается станок кнопкой «Стоп».
Если необходимо выполнить реверс шпиндельного компонента, рукоять переключателя устанавливают в положение «назад». Стоит отметить, что на метке «Стоп» выключается лишь электромотор. Ввиду этого по завершении обрабатывания, чтобы безопасно обесточить устройство, нужно перевести рукоять в положение «выключено».
Чрезмерное нагревание шпиндельного компонента указывает на то, что нужно поменять смазочную жидкость, проверить качество соединений. Нужно регулярно проверять состояние подшипников, чтобы своевременно устранять неполадки.
Лишь профессионал, разбирающийся в технических тонкостях, должен обслуживать токарно-винторезное устройство. Для того чтобы предотвратить травмы, требуется соблюдать следующую технику безопасности:
- нельзя очищать и смазывать станочные части при функционировании устройства,
- запрещено оставлять устройство запущенным. Перед уходом его нужно выключать либо полностью останавливать,
- рабочее место должно быть хорошо освещено,
- при возникновении любых неполадок требуется немедленно прекращать обработку детали и обращаться к наладчику,
- при аварии требуется сразу же отключать устройство от сети,
- станок должен быть надежно заземлен.
Аналоги
В настоящее время ТВ-16 не производится. Альтернативой ему служат такие токарные устройства, как JET BD-7, JET BD-X7. Они абсолютно идентичны, изготовлены известной компанией. К их отличительным чертам возможно причислить высочайшее качество, удобное регулирование оборотов посредством рукояти, продольную подачу, кручение шпиндельного компонента в 2 направлениях, большую мощность мотора. Аналогичными устройствами считаются Optimum TU1503V, Proma SM-300E. Кроме того, стоит обратить внимание на TSA-16, сделанный в Польше, и MN-80A, изготовленный в Чехии. Они располагают аналогичными ТВ 16 техническими характеристиками.
ТВ-16, невзирая на то, что снят с производства по-прежнему конкурентоспособен, обладает множеством бесспорных достоинств, которые выгодно выделяют его среди иных токарных устройств. Стоит помнить, что он предназначается для обучения новичков, а не для массового производства разнообразных металлических изделий.
shop.deloproltd.ru
Школьный токарный станок ТВ 6:устройство,фото,видео,характеристики
Кинематическая схема токарного станка ТВ 6
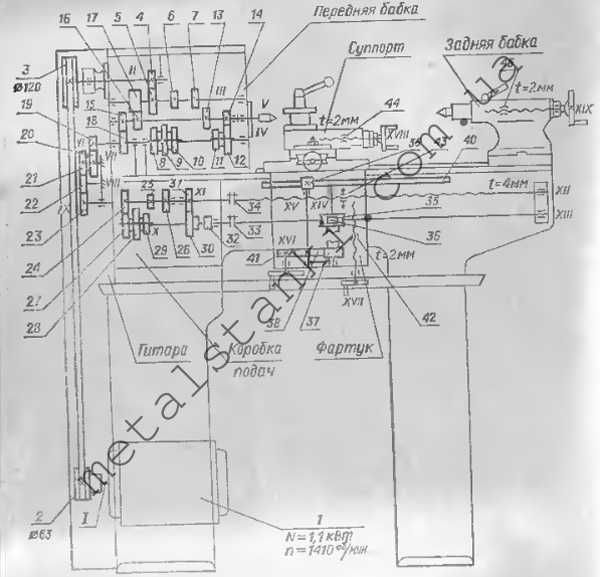
фото:кинематическая схема токарного станка
Электрическая схема токарного станка ТВ 6
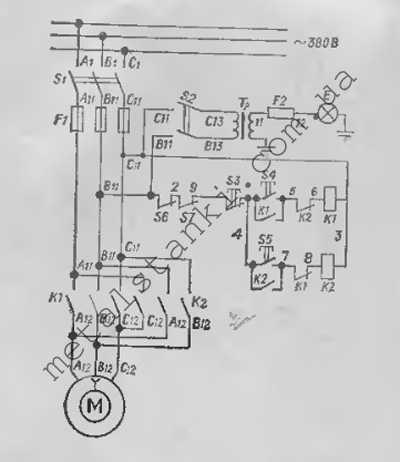
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.

фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
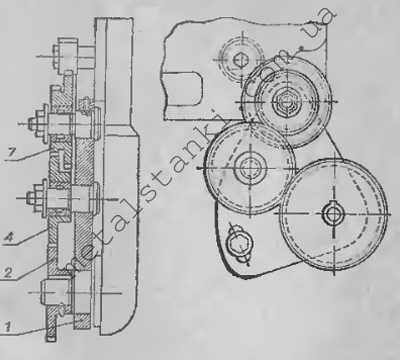
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.

фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
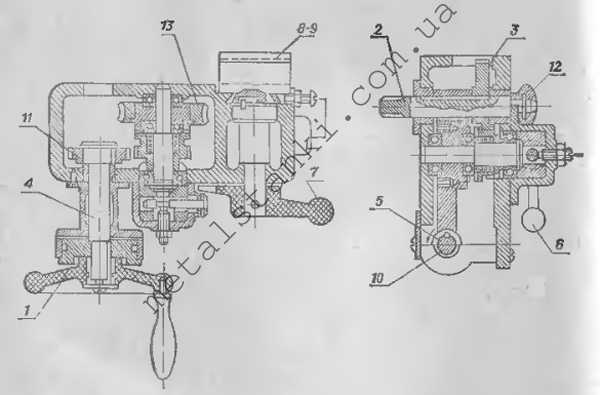
фото:фартук токарного станка
Задняя бабка токарного станка ТВ 6
Задняя бабка предназначена для поддержания конца заготовки, во избежание радиального биения. Кроме этого, в заднюю бабку устанавливается сверло для обработки отверстий.
Корпус 1 расположенный в основании 2 перемещается по направляющим станины.
Пиноль перемещается в осевом направлении в корпусе. В пиноли имеется коническое отверстие, в которое вставляется различные инструменты для выполнения токарных и сверлильных работ (упорный центр, сверло, развертки и т.д.). Осевое перемещение пиноли осуществляется при помощи маховика 4 и винта 5.
Регулировка сооснтости пиноли задней бабки и шпинделя осуществляется гайкой 12 и двумя винтами 11, расположенных с обеих сторон задней бабки.
Фиксация задней бабки в нужном положении выполняется поворотом вправо рукоятки 13.

фото:задняя бабка токарного станка
Техническая характеристика школьного токарно-винторезного станка по металлу ТВ 6
| Основные параметры | ТВ 6 |
|---|---|
| Наибольший диаметр обрабатываемой заготовки,мм | 12 |
| Наибольший диаметр заготовки, устанавливаемый над станиной,мм | 200 |
| Наибольший диаметр заготовки, устанавливаемый над суппортом,мм | 80 |
| Наибольшая длина обтачивания,мм | 300 |
| Шаг нарезаемой резьбы,мм | 0,8;1;1,25 |
| Высота центров,мм | 108 |
| Расстояние между центрами,мм | 350 |
| Частота вращения шпинделя,об/мин | 130…170 |
| Суппорт | |
| Перемещение на одно деление лимба,мм: | |
| продольное | 0,5 |
| поперечное | 0,025 |
| Перемещение на один оборот лимба,мм: | |
| продольное | 30 |
| поперечное | 2 |
| Масса станка,кг | 300 |
| Габаритные размеры,мм: | |
| длина | 1100 |
| высота | 470 |
| ширина | 110 |
Видео:Токарный станок ТВ 6
www.metalstanki.com.ua
ТВ-4 (ТВ4) Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) – Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический завод “Октябрь” – г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы “взрослого” токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель – Завод “Учебное оборудование № 1” г. Ростов на Дону.
Основные параметры станка – в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта – Ø 125 мм
- Расстояние между центрами – 350 мм
- Наибольшая длина обтачивания – 300 мм
- Мощность электродвигателя – 0,6 кВт
- Вес станка полный – 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой – М36х4
- Диаметр отверстия в шпинделе – Ø 16 мм
- Наибольший диаметр обрабатываемого прутка – Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту – (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона – Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: – (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических – (3 шага) 0,8; 1; 1,25 мм
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 – Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей – разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач – фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Габаритные размеры рабочего пространства станка ТВ-4

Габаритные размеры рабочего пространства станка ТВ-4
Общий вид токарно-винторезного станка ТВ-4

Фото токарно-винторезного станка ТВ-4
Расположение составных частей и органов управления токарным станком ТВ-4
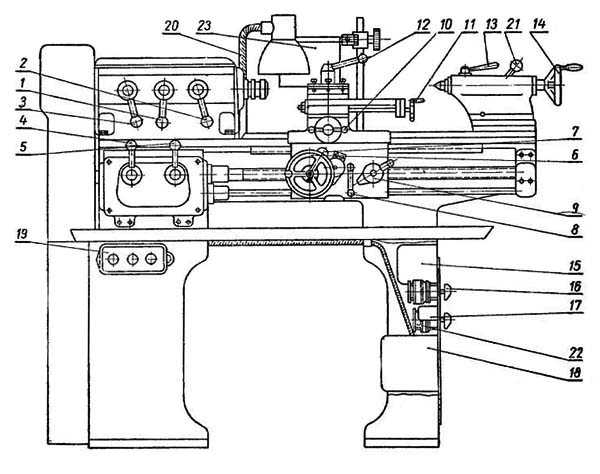
Расположение составных частей и органов управления токарным станком ТВ-4
Спецификация составных частей и органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
Схема кинематическая токарно-винторезного станка ТВ-4
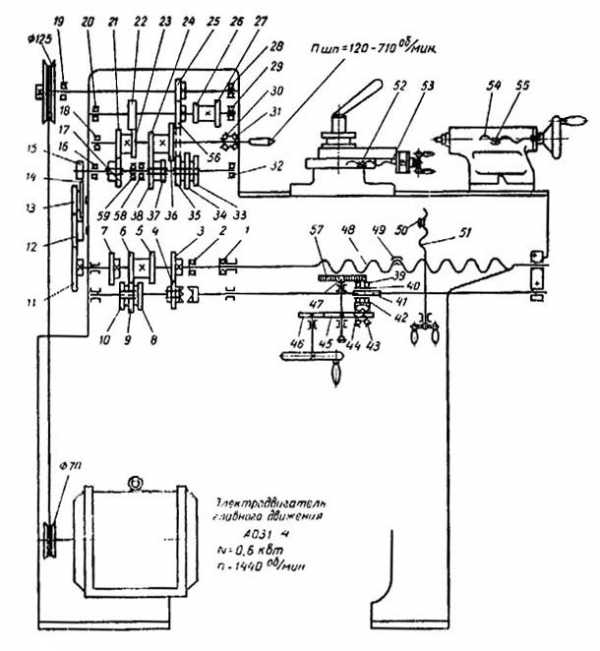
Схема кинематическая токарно-винторезного станка ТВ-4
Конструкция токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВ-4
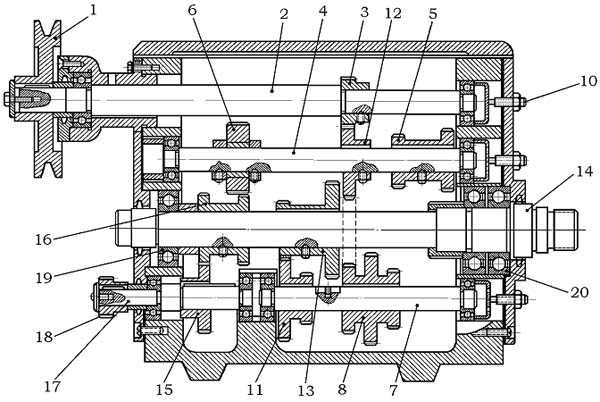
Чертеж передней бабки токарного станка ТВ-4
Чертеж передней бабки токарного станка ТВ-4
Фото передней бабки станка ТВ-4

Фото передней бабки токарно-винторезного станка ТВ-4
Фото передней бабки станка ТВ-4. Вариант с укороченным ведущим валом
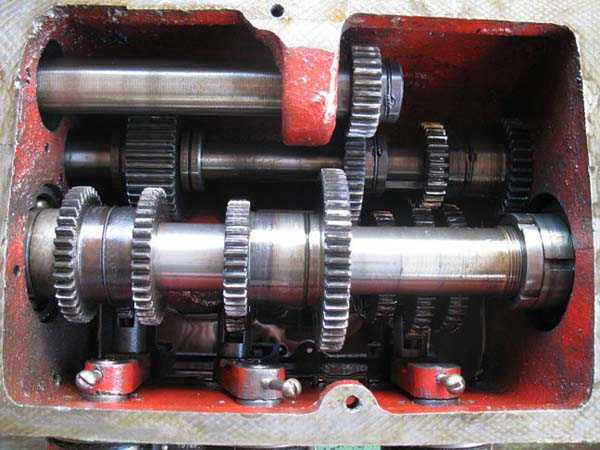
Фото передней бабки станка ТВ-4. Вариант с укороченным ведущим валом
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
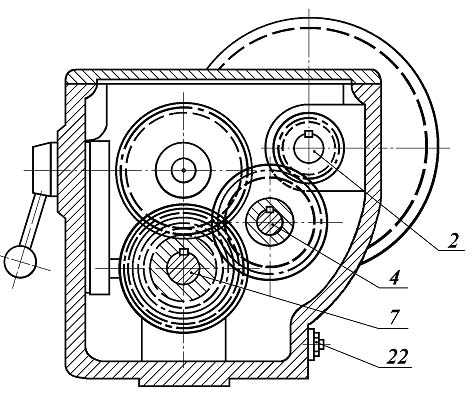
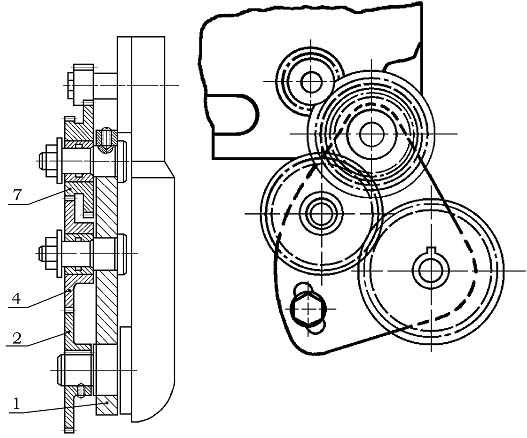
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.’
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
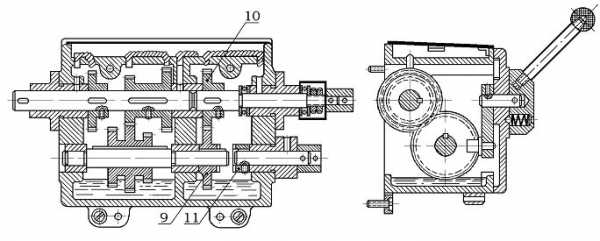
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
Гитара токарно-винторезного станка ТВ-4
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
Коробка подач токарно-винторезного станка ТВ-4
Чертеж коробки подач токарно-винторезного станка ТВ-4
Фото коробки подач токарно-винторезного станка ТВ-4

Фото коробки подач токарно-винторезного станка ТВ-4
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис. 1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
Суппорт токарно-винторезного станка ТВ-4

Чертеж суппорта токарно-винторезного станка ТВ-4
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Фартук токарно-винторезного станка ТВ-4
Чертеж фартука токарно-винторезного станка ТВ-4
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Задняя бабка токарно-винторезного станка ТВ-4

Чертеж задней бабки токарно-винторезного станка ТВ-4
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Схема электрическая токарно-винторезного станка ТВ-4

Электрическая схема токарно-винторезного станка ТВ4
Электрооборудование токарно-винторезного станка ТВ-4
К электрооборудованию станка относятся: трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,0 кВт; магнитный пускатель с кнопочной станцией и электрощит, на котором смонтированы переключатели местного освещения и общего включения станка; трансформатор местного освещения и плавкие вставки.
Щиток электрооборудования и магнитный пускатель установлены в правой тумбе станка, электродвигатель и кнопочная станция — в левой тумбе.
Токарно-винторезный станок ТВ-4. Видеоролик
Обзор токарного станка ТВ-4
На что обратить внимание при покупке токарного станка ТВ-4
Токарно-винторезный станок ТВ-4
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
тв-4 Паспорт токарно-винторезного станка, Скачать
stanki-katalog.ru
Зарегистрирован: 05-07-2012, 22:25 Сообщения: 840 Откуда: Беларусь, Минск |
|
stanok.maxbb.ru