Токарный вращающийся центр – Вращающийся токарный центр в России
alexxlab | 08.11.2020 | 0 | Токарные станки
Центры станочные вращающиеся: ГОСТ, описание и типы
Центры станочные вращающиеся предназначаются для создания дополнительной опоры при обработке на токарных станках заготовок большой длины. Применяются на обычных и на станках металлорежущих с программным управлением. С их помощью появляется возможность качественной обработки резанием деталей с недостаточной жёсткостью или с длиной, превышающей поперечные размеры более чем в 5 раз.
Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции.
Вращающиеся центры для токарного станка состоят из вала и конусовидной части. Именно эта часть выполняет функцию центрирования. Технологическая оснастка изготавливается на инструментальном производстве из качественных конструкционных материалов, чаще всего из легированной стали. Шарикоподшипник, входящий в состав вращающегося центра, увеличивает КПД оборудования и уменьшает нагрев оснастки.
Корпуса вращающихся станочных центров отшлифованы и термообработаны. Все элементы конструкции изготавливаются с высокой точностью. Используются качественные подшипники со значительным ресурсом работы (порядка 2000 часов и более). Вращающиеся центры, в отличие от упорных, рассчитаны на значительные величины радиальных нагрузок, имеют продолжительный срок эксплуатации.
Типы токарных центров
Отечественными производителями изготавливают центры вращающиеся в соответствии с требованиями ГОСТ 8742-75. Согласно этому нормативному документу они могут иметь два типа конструкции:
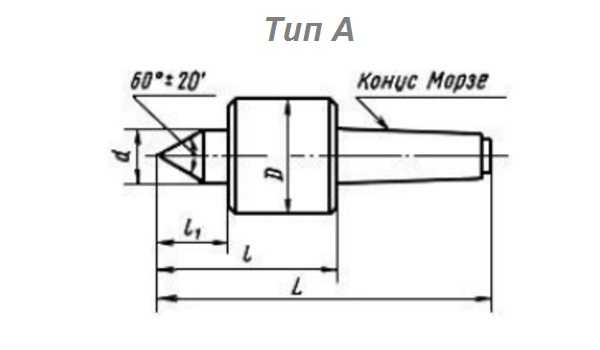
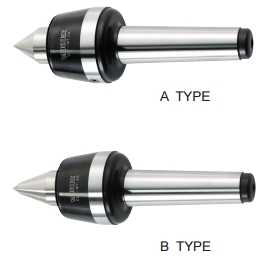
- с постоянными центровыми валиками (тип А)
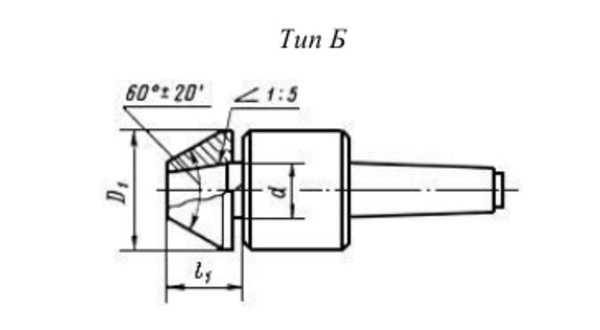
- с насадками на центровые валики (тип Б)
Применение быстросъёмных насадок типа Б позволяет использовать один и тот же вращающийся центр для токарного станка при обработке деталей, несущественно отличающихся по продольному размеру.
Насадки обоих типов производят в 2 модификациях – с центровым валиком с конусом 60° или с центровым валиком с конусом 60°, расточенным дополнительно под конус 30°. Таким образом, стандартом регламентированы 4 основных комбинации параметров. Кроме того, различаются центры станочные вращающиеся по жёсткости конструкции (стандартная, повышенная), по точности изготовления.
Размеры вращающихся центров
Таблица основных размеров вращающихся центров.
|
Центры вращающиеся станочные ГОСТ 8742-75 Тип А — с постоянным центровым валиком Тип Б — с насадкой на центровой валик |
||||||||||
|
Центр вращающийся тип-исполнение-конус морзе-серия |
||||||||||
|
Центр вращающийся А-1-2-Н |
Центр вращающийся А-2-2-Н |
Центр вращающийся Б-2-Н |
||||||||
|
Центр вращающийся А-1-3-Н |
Центр вращающийся А-2-3-Н |
Центр вращающийся Б-3-Н |
||||||||
|
Центр вращающийся А-1-4-Н |
Центр вращающийся А-2-4-Н |
Центр вращающийся Б-4-Н |
||||||||
|
Центр вращающийся А-1-5-Н |
Центр вращающийся А-2-5-Н |
Центр вращающийся Б-5-Н |
||||||||
|
Центр вращающийся А-1-4-У |
Центр вращающийся А-2-4-У |
Центр вращающийся Б-4-У |
||||||||
|
Центр вращающийся А-1-5-У |
Центр вращающийся А-2-5-У |
Центр вращающийся Б-5-У | ||||||||
|
Центр вращающийся А-1-6-У |
Центр вращающийся А-2-6-У |
Центр вращающийся Б-6-У |
||||||||
Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке. Это важно при обработке фасонных изделий сложной конфигурации.
Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров. Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
mekkain.ru
Вращающийся центр Bison для токарного станка

ROHM GmbH – на сегодняшний день является самым крупный и высокотехнологичным производителем зажимной техники для металлообрабатывающего оборудования в мире. Вращающийся центр ROHM применяется при обработке деталей большой длины, малой жёсткости, и в других ситуациях когда закрепление только со стороны шпинделя является недостаточным, или при точении в центрах.
ROHM GmbH – на сегодняшний день является самым крупный и высокотехнологичным производителем зажимной техники для металлообрабатывающего оборудования в мире. Вращающийся центр ROHM применяется при обработке деталей большой длины, малой жёсткости, и в других ситуациях когда закрепление только со стороны шпинделя является недостаточным, или при точении в центрах.
Токарный вращающийся центр ROHM применяется для установки заготовок типа тел вращения при выполнении точных работ на металлорежущих станках с ручным и программным управлением. Оснастки этого типа обеспечивает возможность зажима заготовки максимального диаметра и габаритов для обработки резанием на максимальной скорости вращения при минимальном биении.
Развернуть описание Bison-Bial Вращающиеся центры ПольшаТокарные вращающиеся центры BISON-BIAL используются при базировании заготовок или обработке на металлорежущих станках. Предназначены для расположения заготовок на токарных станках многих типов, например для ЧПУ, для обработки с высокими скоростями резания и большими нагрузками.
Токарные вращающиеся центры BISON-BIAL используются при базировании заготовок или обработке на металлорежущих станках. Предназначены для расположения заготовок на токарных станках многих типов, например для ЧПУ, для обработки с высокими скоростями резания и большими нагрузками.
Производятся различных видов:
- тип А – с постоянным центровым валиком;
- тип Б – с насадкой на центровой валик.
Они производятся в двух модификациях: в одной из них центровой валик с конусом 60°, а в другой центровой валик с конусом 60°, специфически расточенным под конус 30°.
Новые центры токарные- серия «R»:
- Корпус закален и отшлифован;
- Высокая точность и коаксиальность;
- Допустимая скорость вращения до 7000 об. / мин.;
- Макс. масса обрабатываемой детали до 5000 кг;
- Срок работы подшипников до 2000 часов.
Развернуть описание
 Skoda вращающиеся центры Чехия
Skoda вращающиеся центры ЧехияЦентр токарный Skoda применяется для установки заготовок типа тел вращения при выполнении точных работ на металлорежущих станках с ручным и программным управлением.
Центр токарный Skoda применяется для установки заготовок типа тел вращения при выполнении точных работ на металлорежущих станках с ручным и программным управлением.
Предлагаемые центра предназначены для зажима обрабатываемых деталей на токарных станках. Зажимная часть их своей формой облегчает подход инструмента к обрабатываемой детали; это особенно удобно при обработке фасонных деталей. Центра по своей конструкции дают возможность регулировать зазор в переднем радиальном подшипнике.
Развернуть описаниеОдним из основных видов оснастки для токарного станка являются вращающиеся центры. В интернет-магазине предлагаются вращающиеся центры Bison, а так же различные его модефикации от разных известных производителей – центр вращающийся конус, центр упорный вращающийся, центр вращающийся грибковый, производства Rohm, Skoda, Bison. Вращающийся центр – это приспособление позволяет надежно фиксировать обрабатываемую деталь; даже при высокой скорости резания он прочно зажимает цилиндрическую заготовку (трубы и валы). Используется на станках с ручным приводом и управлением ЧПУ. Вращающийся центр состоит из вала и конусовидной части, который выполняет центрирующую функцию. Чаще всего такая оснастка изготавливается из легированной стали (ГОСТ 8742-75), и может быть как стандартной, так и усиленной.
 В каталоге компании «Мир ISO» можно найти вращающийся центр Bison для токарного станка с повышенной жесткостью и увеличенной точностью. Здесь представлены легкие модели для подготовительных и заключительных задач обработки (до 450 кг), а также тяжелые – для деталей массой до 850 кг.
В каталоге компании «Мир ISO» можно найти вращающийся центр Bison для токарного станка с повышенной жесткостью и увеличенной точностью. Здесь представлены легкие модели для подготовительных и заключительных задач обработки (до 450 кг), а также тяжелые – для деталей массой до 850 кг.
Вращающийся центр Bison может принадлежать к одному из следующих видов:
- вращающиеся центр с твердосплавной рабочей частью;
- вращающиеся центр удлиненный;
- вращающиеся центр с гайкой;
- вращающиеся центр с лучевой компенсацией;
- вращающиеся центр со сменными наконечниками и дисками;
- вращающиеся центр грибковый;
- вращающиеся центр обратный;
- вращающиеся центр стандартный.
Токарный вращающийся центр Bison применяется для обработки длинных заготовок. Он обязательно имеет шарикоподшипник, позволяющий избежать нагрева и увеличить КПД.
Продажа токарных вращающихся центров
Чтобы выбрать правильный токарный вращающийся центр Bison, необходимо, в первую очередь, уточнить название модели станка — так совпадут все размеры и установка оснастки будет точной. Также важно учесть посадку — ищите данные в маркировке изделия. Помните, что возможность смены наконечника играет важную роль при выборе вращающегося центра.
В «Мир ISO» представлен вращающиеся центры Bison различных видов (вращающиеся центр с твердосплавной рабочей частью, вращающиеся центр удлиненный, вращающиеся центр с гайкой, вращающиеся центр с лучевой компенсацией, вращающиеся центр со сменными наконечниками и дисками, вращающиеся центр грибковый, вращающиеся центр обратный, вращающиеся центр стандартный) по низким ценам, а так же продукция компаний Skoda и Rohm. Налаженные отношения с данным производителем позволяют предлагать исключительно качественные товары.  В каталоге предлагаются проверенные сертифицированные варианты оснастки для токарных станков, имеющие гарантию качества. В разделе «Сертификаты» указана вся важная документация.
В каталоге предлагаются проверенные сертифицированные варианты оснастки для токарных станков, имеющие гарантию качества. В разделе «Сертификаты» указана вся важная документация.
Звоните по номеру, указанному на сайте, и получите больше подробной информации, касательно особенностей вращающихся центров Bison, их правильного выбора и тонкостей оформления заказа у профессиональных консультантов компании. Осуществляем продажу оптом и на выгодных условиях. Доставка выполняется в строго оговоренные сроки.
www.miriso.ru
Центр вращающийся. Паспорт | PRO-TechInfo
Назначение.
Вращающиеся центры применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками.
Изготавливаются двух типов:
- тип А — с постоянным центровым валиком;
- тип Б — с насадкой на центровой валик.
Изготавливаются двух исполнений:
- исп. 1 — центровой валик с конусом 60°;
- исп. 2 — центровой валик с конусом 60°, дополнительно проточенным под конус 30°.
Центры вращающиеся изготавливаются по ГОСТ 8742-75.
Пример обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.
Твердость центрового валика (насадки) — не менее HRC 58.
Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.
Устройство и принцип работы.
3.1. Конструкция вращающегося центра представлена на рис.2.
Рис.2 Конструкция вращающегося центра
3.2. В хвостовой части центра на опорах качения смонтирована ось, на конце которой выполнена рабочая часть центра, что обеспечивает ее вращение вместе с обрабатываемой заготовкой.
Порядок работы и техническое обслуживание.
4.1. Перед установкой вращающегося центра на токарный станок, его необходимо расконсервировать и проверить подвижность оси. При необходимости поверхности скольжения вращающегося центра (опоры качения) смазать машинным маслом, заливая масло в технологические отверстия и вращая ось центра.
4.2. После необходимой проверки и подготовки центр установить в пиноль задней бабки токарного станка.
4.3. После окончания работы центр протереть мягкой тканью и смазать противокоррозионной смазкой.
4.4. Условия эксплуатации вращающегося центра – ГОСТ 15150-69 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию изделия.
Комплектность.
В комплект входят:
- центр вращающийся;
- паспорт.
Правила хранения.
Хранить в футляре в сухом отапливаемом помещении при температуре воздуха от +5 до +40˚С и относительной влажности не более 80% при температуре +20˚С.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) уровня, при условии соблюдения потребителем правил хранения и эксплуатации прибора.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
Центр вращающийся. Паспорт
pro-techinfo.ru
Центр вращающийся для скоростного точения деталей на токарных станках
Центр вращающийся — оснастка для скоростного точения на токарных станках.
 центр вращающийся
центр вращающийся центр вращающийся токарный
центр вращающийся токарныйПередний центр во время работы станка служит только опорой для обрабатываемой детали, вращается вместе с ней и поэтому не нагревается. Задний центр неподвижен, деталь вращается на нем часто с большой скоростью, вследствие чего центр нагревается, теряет свою твердость и быстро изнашивается. Поэтому задние центры делаются из углеродистой стали или с твердосплавным наконечником.
Для предупреждения вредного влияния износа заднего центра, в особенности при скоростном точении, применяются вращающиеся центры различных конструкций.
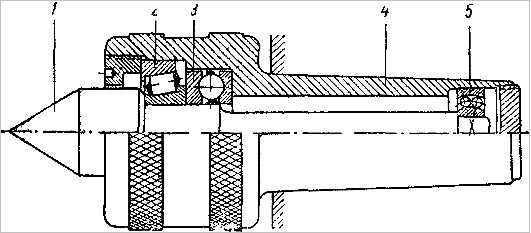
Собственно центр 1 в этом случае вращается на роликовом 2 и шариковом 5 подшипниках, расположенных в корпусе 4. Осевые усилия, действующие на центр, воспринимаются упорным подшипником 3.
Центры изготовляются двух типов:
А — с постоянным центровым валиком;
Б — с насадкой на центровой валик.
При вращении корпуса центра относительно
неподвижного центрового валика радиальное
биение хвостовика не должно быть более:
для нормальной серии 0,030 мм
для нормальной серии повышенной точности 0,016 мм
для усиленной серии 0,040 мм
Узнать более подробную информацию об вращающихся центрах можно позвонив по тел. 8-800-100-2667
Заказать вращающиеся центры можно оставив сообщение на почту: [email protected]
stavincom.ru
Центры для токарных станков
Конструкция токарных станков предусматривает использование определенной оснастки. Только при наличии необходимого оснащения можно сделать деталь с нужными параметрами точности. При этом нужно приобрести специальное оснащение или сделать самодельный вариант исполнения. Стоит отметить, что своими руками можно создать не все для точного точения.

Токарные вращающиеся центры
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
1. Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
2. Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
3. Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
4. Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Фиксация по двум торцам происходит в нижеприведенных случаях:
1. Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
2. Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
3. В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Виды токарных центров
Провести фиксацию необходимого инструмента в пиноли можно своими руками. Для выполнения этой работы понадобиться несколько минут, и выполнить ее можно самостоятельно. Согласно ГОСТ можно выделить следующие виды:
1. упорный. ГОСТ определяет то, что наконечник и хвостовик имеют практически одинаковый диаметр. Устройство этой конструкции определяет то, что наконечник изготавливают из закаленной стали или твердого сплава согласно ГОСТ 13214-79.
2. грибковый вариант несколько отличается от предыдущего. Грибковый наконечник имеет согласно ГОСТ 8742-75 больший диаметр с усеченным рабочим конусом. согласно ГОСТ 8742-75 есть два типа наконечника, которыми обладает грибковый центр: с центрированным валиком или с насадкой для него. грибковый наконечник позволяет использовать рассматриваемое устройство для крепления тел вращения с полыми торцевыми отверстиями во время обработки.
Грибковый токарный центр
Вращающиеся токарные центры
Упорные вращающиеся центры
При точении во время большой центробежной силы сделать наиболее благоприятные условия можно при применении центра, в конструкции которого есть подшипник. Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник. Большой выбор токарных центров представлен на сайте http://meatec.ru/catalog/tokarny-centry/.
Угол конуса может быть 60 или 90 градусов. Угол выбирается в зависимости от режима резания.
Существуют более сложные виды оснастки для установки в пиноли, которые могут иметь, к примеру, устройство для измерения прижимной силы. Сделать своими руками некоторые варианты центров для токарного станка невозможно. Обратный ход шпинделя не оказывает влияние на возможность использования пиноли.
www.proektant.ru
|
Вращающиеся центры Vertex серии VPC Вращающиеся центры Vertex серии VPC применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Вращающиеся центры Vertex серии VLC Вращающиеся центры Vertex серии VLC применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Вращающиеся центры Vertex серии VLC-MT Вращающиеся центры Vertex серии VLC-MT применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании.
|
Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Вращающиеся центры Vertex серии VCF-MT Вращающиеся центры Vertex серии VCF-MT применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании.
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вращающиеся центры Vertex серии VLC со сменными наконечниками Вращающиеся центры Vertex серии VLC со сменными наконечниками применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вращающиеся центры Vertex серии VCS со сменными наконечниками для станков с ЧПУ Вращающиеся центры Vertex серии VCS со сменными наконечниками для станков с ЧПУ применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Универсальный токарный центр Vertex серии VCP со сменными наконечниками Универсальный токарный центр Vertex серии VCP со сменными наконечниками. Вал центра изготовлен из сплава SKD11 методом литья в вакууме, что позволило добиться оптимальной твердости в 60 HRC и износо стойкости. Вращающаяся часть патрона выполнена из сплава SCM21 и собрана на вал посредством двух радиально- опорных подшипников, уже зарекомендовавшей себя фирмы SKF. Такие патроны отлично подходят для быстрого крепления заготовок в патроне токарных станков. Так же есть возможность быстрой замены вращающегося концевика различного диаметра и угла. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вставки Vertex для вращающихся центров Вставки Vertex для вращающихся центров |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Вращающиеся центры Vertex серии VLC (EURO STYLE) Вращающиеся центры Vertex серии VLC (EURO STYLE) применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Центры токарные вращающиеся грибковыеVertex серии VLC Центры токарные вращающиеся грибковыеVertex серии VLC применяются для поджатия в патрон токарного станка пустотелых изделий, труб, втулок. Высокая точность изготовления. Отклонение от окружности – 5 микрон, Соосность – 5 микрон. Применены качественные подшипники, позволяющие центрам работать при нагрузке поджатия 800-1600 кг и окружных скоростях 1500-2000 об\мин. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Упорные центры Vertex серии VLC Упорные центры Vertex серии VLC применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ. Упорный центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Упорные центры Vertex серии VLC Упорные центры Vertex серии VLC применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ. Упорный центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Упорные центры Vertex серии VLC Упорные центры Vertex серии VLC применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ. Упорный центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Центр токарный поводковый Vertex серии VDK (Конус Морзе 4) Центр токарный поводковый Vertex серии VDK. Конус Морзе 4. Эти центры служат для надежной фиксации заготовок и передаче им вращающего момента. Конструкция патрона на столько проста, что практически лишена возможности сломаться. Материал центра сплав SDL закаленный до HRC62. |
Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Центр токарный поводковый Vertex серии VDC со сменными наконечниками Центр токарный поводковый Vertex серии VDC со сменными наконечниками служит для надежной фиксации заготовок и передаче им вращающего момента. Наконечник, втулка и корпус выполнены из инструментальной закаленной стали. |
Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Центр токарный Vertex серии VLC в наборе со сменными наконечниками Центр токарный Vertex серии VLC в наборе со сменными наконечниками применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Токарный центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вращающиеся центры Vertex серии VLC Вращающиеся центры Vertex серии VLC применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Втулки переходные (переходники) Vertex Морзе-Морзе. Втулки переходные (переходники) Vertex Морзе-Морзе. Втулки переходные с конусом Морзе предназначены для установки режущего инструмента (сверл, разверток, зенкеров и др.) с коническим хвостовиком с конусом Морзе, не совпадающим с конусом шпинделя. Применение втулки позволяет, значительно снизить затраты на технологическую подготовку производства. |
Технические характеристики |
osnastka.pro
Вращающийся центр | Станочная оснастка
Сменные вращающиеся центра, применяемые при токарной обработке, имеют недостаточную жесткость и являются причиной возникновения вибрации. При черновой и скоростной обработках применяют вращающийся центр, встроенный в пиноль задней бабки (рис. 2). Центр 1 вставляют в удлиненную втулку 7, которая вращается в конических 4 и шариковых 8 подшипниках. Осевые силы воспринимаются упорными подшипниками 6. Натяг подшипников регулируют гайкой 2.
Рис 2 Встроенный вращающийся центр
При работе в центрах запорный штифт 5 вывертывается из корпуса 9 пиноли и втулка 7 вращается на подшипниках. При сверлении и центрировании запорный штифт 5 ввертывается в корпус 9 до захода штифта 5 в конусное отверстие втулки 7, вследствие чего инструмент жестко закрепляется в конусе задней бабки. Толкатель 3 служит для удаления инструмента или центра из втулки 7. Встроенный вращающийся центр обеспечивает получение необходимого класса чистоты обрабатываемой поверхности при получистовом и чистовом точении на высоких режимах резания; при этом вибрации отсутствуют.
Рис 3 – Поводковый центр
Поводковый центр (рис. 3), применяемый для получистовых работ, имеет конус 1, сферическую опору 2, гайку 3 и поводковую шайбу 4. Съемные поводковые шайбы 4 выполняют диаметром 22, 28 и 35 мм. Пиноль задней бабки поджимают дважды: после установа валиков в центрах и после врезания резца в деталь. Вследствие применения сменных поводковых центров вспомогательное время при установе валиков в центра уменьшается.
Похожие материалы
www.metalcutting.ru