Tos токарный станок sv18ra – SV18RA Станок токарно-винторезный универсальныйСхемы, описание, характеристики
alexxlab | 18.09.2018 | 0 | Токарные станки
SV18RA Станок токарно-винторезный универсальныйСхемы, описание, характеристики
Производитель токарно-винторезного станка SV18RA – TOS Trencin Словакия.
Основано предприятие в 1937 году фирмой Walter, в 1998 предприятие получило наименование АО «TRENS», с 2011 года TRENS SK, a.s.
АО «ТРЕНС CK» (TRENS SK) является самым большим изготовителем металлорежущих станков в Словакии.
Самостоятельным выпуском металлообрабатывающих станков предприятие занимается с 1951 года.
Производственная линейка Trens состоит из универсальных токарно-винторезных станков, токарных станков с ЧПУ, токарно-фрезерных обрабатывающих центров с наклонной станиной.
TOS SV18RA Станок токарно-винторезный универсальный. Назначение, область применения
Универсальный токарный станок TOS SV18RA предназначен для выполнения самых разнообразных токарных, резьбонарезных и сверлильных работ. Станок позволяет нарезать метрические, дюймовые, модульные и питчевые резьбы.
Базовая модель универсального токарно-винторезного SV18R появилась в 1957 году.
В 60-х годах были представлены более совершенные модели станков: SV-18RA, SV-18RB и SV-18RD. Станки имели одинаковую переднюю бабку и суппорт, отличались они более угловатым внешним видом, новым приводом, модифицированным резьбонарезанием и имели выбор РМЦ 500, 1000, 1250 мм (размер РМЦ 750мм был добавлен позже).
Первая модель серии SV18RA оригинальную 12-скоростную коробку передач, модифицированную коробку подач с механизмом Нортона, усовершенствованную электросхему контроля. Станок пользовался успехом и продавался по всему миру до середины 80-х.
Станок инструментальный, очень качественный, точный, долговечный и удобный в работе. Очень ценились и ценятся работающими на них. Хорошо комплектовались. Обязательно на каждый – комплект цанг от 3мм до 25мм + переходной стакан. Люнеты, два патрона (трёхкулачковый самоцентрирующийся, четырёхкулачковый с разделным сведением + планшайба с пазами…..). Гитара позволяет нарезать все виды резьб. Запасные шестерни висят в отсеке гитары на крючках. Шпиндельные опоры – бронзовые. Маслостанция работает от отдельного мотора и включается вместе со станком. Включение электромеханическое. Привод от коробки скоростей на шпиндель – кожаным, широким (около 100мм) ремнём. Это позволяет быстро тормозить шпиндель реверсом, чем пользуются практически все токаря (кожа слегка проскальзывает при реверсировании).
Обороты переключаются вращением штурвала на уровне колена. За стеклом, в окошке штурвала видны два ряда цифр синее поле и красное – с перебором и без.
Конус шпинделя КМ6. Конус задней бабки КМ4. Патроны на резьбе.
Встречаются два основных вида резцедержателей – “лапка” и “четырёхсторонний”.
Блок резцедержателя имеет эксцентриковый, быстрый отвод, что удобно при нарезании резьб резцом.
Несмотря на размеры и вес близкие к 1К62, станок “тонкий”, инструментальный, “драть” на нём нельзя. По той же причине нельзя перегрузить (кожаный ремень не позволит).
Общий вид токарно-винторезного станка SV18RA

Фото токарно-винторезного станка sv18ra
Фото токарно-винторезного станка SV18RA. Смотреть в увеличенном масштабе
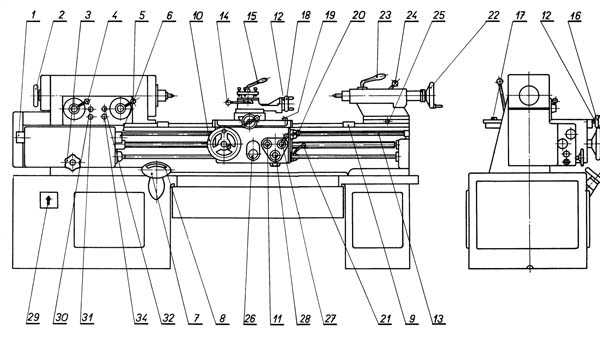
Расположение органов управления токарно-винторезным станком SV18RA
Расположение органов управления токарно-винторезным станком sv18ra
Расположение органов управления токарно-винторезным станком SV18RA. Смотреть в увеличенном масштабе
Спецификация органов управления токарно-винторезным станком SV18RA
- Головка включения подач и резьбы
- Маховичок цангового зажимного устройства
- Звездочка коробки Нортона
- Рычаг шпиндельной бабки для крутой нормальной резьбы
- Рычаг шпиндельной бабки для прямого зацепления или зацепления с передаточным отношением 1:9
- Головка для включения подач и резьбы
- Колесо включения скорости шпинделя
- Шкала чисел оборотов шпинделя
- Упор продольных салазок
- Колесо для ручной продольной подачи салазок
- Рукоятка выбора направления подачи
- Шкала
- Штанга выключения
- Рычаг эксцентрика для быстрого отвода резца от обрабатываемого изделия
- Зажимная рукоятка резцовой головки
- Рукоятка ручной поперечной подачи
- Упор поперечного суппорта
- Маховичок резцовых салазок
- Рычаг закрепления суппорта
- Рычаг изменения направления подач
- Рычаг пуска и торможения станка
- Маховичок для подачи пиноли задней бабки
- Крепежный рычаг пиноли задней бабки
- Крепежный рычаг задней бабки
- Винты боковой установки задней бабки
- Рычаг включения автоматической подачи
- Рычаг включения гайки
- Рычаг регулировки усилия, развиваемого муфтой
- Главный выключатель
- Пусковая кнопка системы смазки
- Кнопка выключения системы смазки
- Пусковая кнопка насоса охлаждающей жидкости
- Контрольная лампа главного выключателя
- Кнопка выключения насоса охлаждающей жидкости
Схема кинематическая токарно-винторезного станка SV18RA

Кинематическая схема токарно-винторезного станка sv18ra
Схема кинематическая токарно-винторезного станка SV18RA. Смотреть в увеличенном масштабе
Описание основных узлов токарного станка SV18RA
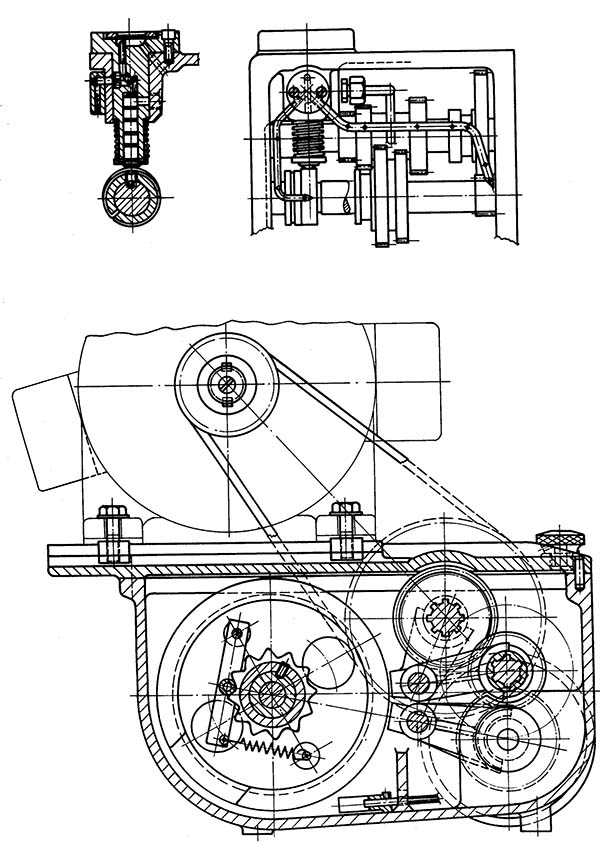
Привод токарно-винторезного станка sv18ra
Привод токарно-винторезного станка sv18ra
Привод станка sv18ra. Смотреть в увеличенном масштабе
При включении главного выключателя 29 зажигается белая контрольная лампа 33. При нажатии кнопки 30 зажигается синяя контрольная лампа 31. После этого можно включить главный электродвигатель Ml рукояткой, предотвращающей самопроизвольный пуск станка 21. Крутящий момент электродвигателя передается на коробку скоростей через клиноременную передачу и затем, посредством плоскоременной передачи непосредственно на шпиндель с передаточным отношением 1:1 или через контрпривод с передаточным отношением 1:8, приводимый в действие рукояткой 5.
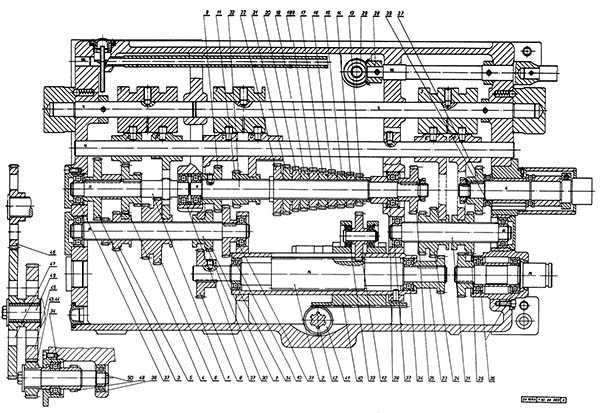
Коробка скоростей токарно-винторезного станка sv18ra

Коробка скоростей токарно-винторезного станка sv18ra
Коробка скоростей токарно-винторезного станка sv18ra. Смотреть в увеличенном масштабе
Коробка скоростей уложена в левой стойке станка с возможностью качания на пальцах, что позволяет легко производить натяжение плоского ремня, служащего для привода шпинделя. Заданная скорость шпинделя включается посредством маховичка 7 (рис. 4).
Шкала показывает установленное число оборотов.
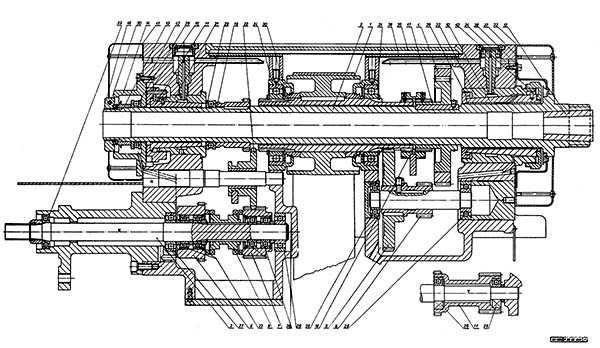
Шпиндельная бабка токарно-винторезного станка sv18ra
Шпиндельная бабка токарно-винторезного станка sv18ra
Шпиндельная бабка токарно-винторезного станка sv18ra. Смотреть в увеличенном масштабе
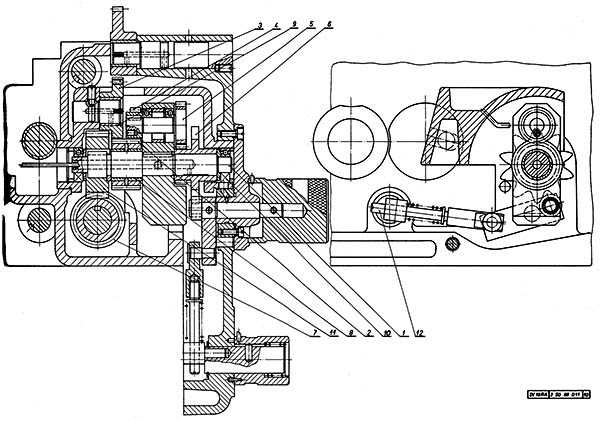
Шпиндельная бабка по всей своей длине уложена на призматической направляющей станины, которая определяет точность положения шпиндельной бабки. Шпиндельная бабка закреплена при помощи четырех, болтов. Привод осуществляется посредством широкого плоского ременного шкива, установленного в двух шарикоподшипниках независимо от шпинделя, причем шпиндель тягой ремня не подвергается напряжению на изгиб, и таким образом на него не передается вибрация. Путем перестановки зубчатой муфты 18 (рис.7) к промежуточных зубчатых колес 5 и 6 (рис. 7) производится включение передачи с передаточным отношением 1:1 рукояткой 5 – влево, или через контрпривод с передаточным отношением 1:8, рукояткой 5 – вправо.
Передача на коробку Нортона производится передвижением зубчатого колеса 22 (рис. 7), рукояткой 4 (рис. 4) с передаточным отношением 1:1 вправо, или же рукояткой 4 – влево с передаточным отношением 1:8 при нарезании крутой резьбы.
ПРИМЕЧАНИЕ: При нарезании некоторых видов резьбы бывают случаи, когда для реверсирования направления подачи нельзя применять однозубую муфту в шпиндельной бабке, а именно: при установке правой рукоятки 5 (рис. 4) в положении 1:8 при одновременной установке левой рукоятки 4 в положении 1:8. В этих случаях необходимо производить реверсирование электродвигателем. Включение контрпривода, передачи 1:1 или 1:8, должно производиться во всех случаях при выключенном электродвигателе. Изменение направления подачи салазок можно производить при скорости шпинделя до 280 об/мин.
Белая контрольная лампа сигнализирует, находится ли станок под напряжением или нет. Кнопкой 32 включается насос охлаждающей жидкости. Его выключение производится кнопкой 34 с синей контрольной лампой.
Коробка подач (Коробка Нортона)
Коробка подач (Коробка Нортона) токарно-винторезного станка sv18ra
Коробка подач (Коробка Нортона) токарно-винторезного станка sv18ra. Смотреть в увеличенном масштабе
Для привода коробки подач (коробки Нортона служат сменные колеса, насаженные на выводном валу шпиндельной бабки, на пальце гитары сменных колес и на валу коробки Нортона. Сменные колеса всегда установлены на передаточное отношение 1:1 и их замена производится только при нарезании питчевой диаметральной резьбы или в том случае, когда требуется нарезание резьбы с шагом не указанном на щитке дня нормального переключения колес а:Ь:с – 24:60:24. В этом случае передаточное отношение сменных колес устанавливается по таблицам. В остальных случаях получение всех видов и размеров резьбы и всех видов подач достигается путем изменения положения рукояток управления шпиндельной бабки и коробки подач – пункт 5.
Механизм Нортона отличается большой компактностью и позволяет получить арифметический ряд подач, необходимый при нарезании стандартных резьб; поэтому его широко применяют в коробках подач токарно-винторезных станков. Его достоинствами являются малые размеры вдоль оси и возможность свободного выбора передаточных отношений независимо от межцентрового расстояния. Он позволяет получить при небольших размерах большое количество передаточных отношений, необходимых для нарезания разных резьб с различным шагом.
Переключение механизма Нортона осуществляется перемещением на себя внутреннего цилиндра и поворотом его в одно из 7 возможных положений, причем указатель на цилиндре показывает, какие подачи и шаги резьб включены. После переключения механизма Нортона цилиндр перемещается от себя во внутреннюю часть барабана.
Основной недостаток механизма Нортона – малая жесткость крепления накидного колеса в каретке, в связи с чем передача больших крутящих моментов невозможна. Он применяется только в коробках подач токарно-винторезных станков.
Фартук

Фартук токарно-винторезного станка sv18ra
Фартук токарно-винторезного станка sv18ra. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка sv18ra
Фартук токарно-винторезного станка sv18ra. Смотреть в увеличенном масштабе
Назначение отдельных рукояток управления Фартука указано в перечне органов управления станком, содержащемся в настоящем руководстве. Ручная продольная подача салазок производится маховичком 10 (рис. 4). Для отсчета величины продольной подачи на маховичке имеется лимб со шкалой, одно деление которой соответствует 0,1 мм подачи салазок. Фиксирование лимба производится эксцентриком 18 (рис. 9).
Для ручного включения и выключения автоматической продольной и поперечной подачи, для выключения при набегании на неподвижный упор или при перегрузках служит муфта, конструкция которой изображена на рис. 10.
Включение или выключение этой муфты производится рукояткой 26 (рис. 4). Регулировка тягового усилия производится путем оттягивания и поворота регулировочной рукоятки 28. Минимальную силу развивает рукоятка в положении 1 и наибольшую силу в положении 10. Рекомендуется тяговое усилие муфты устанавливать на наименьшее значение, поскольку наименьшее усилие достаточно для преодоления сопротивления резания при обточке. В противном случае механизм фартука подвергается значительно большей нагрузке, чем требуется для преодоления сопротивления резания, особенно при набегании салазок на упор. Одновременно этим достигается более точное выключение. Если муфта произведет выключение во время работы или до набегания на упор, то это означает, что было установлено слишком малое тяговое усилие и необходимо повернуть регулировочную рукоятку 28 еще на одно деление. При превышении этой силы муфта выключится автоматически. Таким образом механизм подачи предохраняется автоматически от повреждений при перегрузке.
Суппорт и резцовые салазки
Суппорт токарно-винторезного станка sv18ra
Суппорт токарно-винторезного станка sv18ra. Смотреть в увеличенном масштабе

Суппорт и резцовые салазки токарно-винторезного станка sv18ra
Суппорт и резцовые салазки токарно-винторезного станка sv18ra. Смотреть в увеличенном масштабе
Салазки суппорта перемещаются вдоль по направляющим станины, к которым салазки прижимаются (спереди и сзади) ограничительными накладками. Для закрепления салазок на станине служит болт 19 (рис. 4). На упор набегает продольный упор 9. Перемещение суппортов в поперечном направлении производится путем вращения рукоятки 16 (рис. 4). Величина подачи отсчитывается на делительном кольце (рис. 11), цена одного деления на шкале которого равна подаче 0,05 мм на диаметр.
Для быстрого отвода суппорта при нарезании резьбы, продольный суппорт оснащен специальным поперечным суппортом, быстрый отвод которого при нарезании резьбы производится эксцентриком, управляемым рукояткой 14 (рис. 4), и который отодвигает резец на 10 мм от изделия»
Резцовая головка зажимается на резцовых салазках болтом 15 .
Задняя бабка
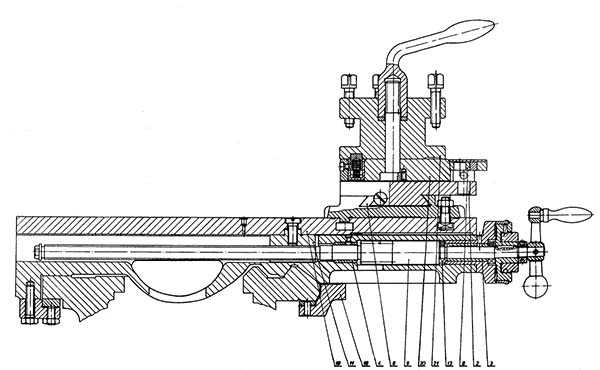
Задняя бабка закрепляется на станине токарного станка эксцентриком 24. Для обточки конусов задняя бабка может перемещаться на подкладке боковыми болтами 25. Пиноль зажимается рукояткой 23.
Работа на станке. Нарезание резьбы
Диапазон возможностей нарезания резьбы и величин подач указаны в руководстве на рис. 13, 14, 15, 16, 17. Для нормальной установки сменных колес а:Ь:с – 24:60:24, над звездочкой на коробке Нортона укреплен щиток обычных видов резьбы и подач. Виды резьбы, достигаемые при остальных установках сменных колес а:Ь:с указаны на двух щитках на коробке Нортона. При одной установке сменных колес можно производить нарезание резьбы с шагом в мм, в дюймах и модульную резьбу и включать подачи для обточки. При нарезании же питчевой диаметральной резьбы сменные колеса необходимо установить по щитку, расположенному на внутренней стороне кожуха сменных колес (таб. 18).
Примечание: При нарезании резьбы нельзя наталкиваться салазками на неподвижный упор, или инструментом на обрабатываемое изделие; это может привести к повреждению зубчатых колес и гитары или к повреждению передаточных колес в коробке Нортона.
Схема электрическая принципиальная токарного станка SV18RA
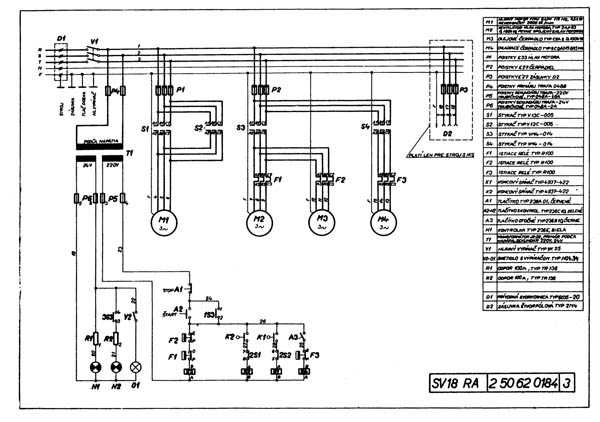
Электрическая схема токарно-винторезного станка sv18ra
Схема электрическая принципиальная токарного станка SV18RA. Смотреть в увеличенном масштабе
Установочный чертеж токарного станка SV18RA

Установочный чертеж токарно-винторезного станка sv18ra
Установочный чертеж токарного станка SV18RA. Смотреть в увеличенном масштабе
SV18RA Станок токарно-винторезный универсальный. Видеоролик.
Технические характеристики станка SV18RA
| Наименование параметра | SV18RA | SV18RA | 1К62 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | ||
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 380 | 400 | |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 215 | 220 | |
| Наибольший диаметр обработки в неподвижном люнете, мм | 100 | ||
| Наибольший диаметр обработки в подвижном люнете, мм | 100 | ||
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750, 1000, 1250 | 710, 1000, 1400 | |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 500 | ||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 300 | 1500 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 41 | 47 | |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 45 | ||
| Число ступеней частот прямого вращения шпинделя | 24 | 24 | |
| Частота вращения шпинделя в прямом направлении, об/мин | 14..2800 | 12,5..2000 | |
| Число ступеней частот обратного вращения шпинделя | 24 | 12 | |
| Частота вращения шпинделя в обратном направлении, об/мин | 14..2800 | 19..2420 | |
| Размер внутреннего конуса в шпинделе | Метрический 50 | Морзе 6 | |
| Передний конец шпинделя | М68 | 6К | |
| Диаметр планшайбы, мм | 360 | ||
| Диаметр зажимного патрона, мм | 160..250 | ||
| Диаметр поводкового патрона, мм | 220 | ||
| Суппорт. Подачи | |||
| Наибольшее перемещение продольной каретки суппорта, мм | 640, 930, 1330 | ||
| Наибольшее перемещение поперечной каретки суппорта, мм | 250 | ||
| Число продольных ступеней подач | 49 | ||
| Пределы рабочих подач продольных, мм/об | 0,01..2,8 | 0,07..4,16 | |
| Число ступеней поперечных подач | 49 | ||
| Пределы поперечных рабочих подач, мм/об | 0,027..0,522 | 0,035..2,08 | |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 3,4 | |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 1,7 | |
| Количество нарезаемых резьб метрических | 44 | ||
| Пределы шагов метрических резьб, мм | 0,2..140 | 1..192 | |
| Количество нарезаемых резьб дюймовых | 38 | ||
| Пределы шагов дюймовых резьб, ниток/дюйм | 1/5..140 | 24..2 | |
| Количество нарезаемых резьб модульных | 20 | ||
| Пределы шагов модульных резьб, модуль | 0,2..70 | 0,5..48 | |
| Количество нарезаемых резьб питчевых | 37 | ||
| Пределы шагов нарезаемых резьб питчевых | 1..224 | 96..1 | |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 140 | ||
| Перемещение резцовых салазок на одно деление лимба, мм | |||
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | |
| Наибольшее сечение державки резца, мм | 22 х 22 | 25 х 25 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | ||
| Число резцов в резцовой головке | 4 | 4 | |
| Задняя бабка | |||
| Диаметр пиноли задней бабки, мм | |||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | ||
| Наибольшее перемещение пиноли, мм | 120 | 150 | |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 | |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ||
| Электрооборудование | |||
| Количество электродвигателей на станке | 6 | 4 | |
| Электродвигатель главного привода, кВт | 7 | 10 | |
| Электродвигатель быстрых перемещений, кВт | нет | 0,8 | |
| Электродвигатель гидростанции, кВт | нет | 1,1 | |
| Электродвигатель насоса охлаждения, кВт | 0,185 | 0,125 | |
| Насос охлаждения (помпа) | ПА-22 | ||
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 950 х 2720 х 1210 | 2812 х 1166 х 1324 | |
| Масса станка (РМЦ = 1000), кг | 1850 | 2140 |
Полезные ссылки по теме. Дополнительная информация
Паспорта к станкам
Каталог металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
| Наименование параметра | SV18RA |
|---|---|
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 380 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 215 |
| Наибольший диаметр обработки в неподвижном люнете, мм | 100 |
| Наибольший диаметр обработки в подвижном люнете, мм | 100 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750, 1000, 1250 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 300 |
| Шпиндель | |
| Диаметр сквозного отверстия в шпинделе, мм | 41 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | |
| Число ступеней частот прямого вращения шпинделя | 24 |
| Частота вращения шпинделя в прямом направлении, об/мин | 14..2800 |
| Число ступеней частот обратного вращения шпинделя | 24 |
| Частота вращения шпинделя в обратном направлении, об/мин | 14..2800 |
| Размер внутреннего конуса в шпинделе | Метрический 50 |
| Передний конец шпинделя | М68 |
| Диаметр планшайбы, мм | 360 |
| Диаметр зажимного патрона, мм | 160..250 |
| Диаметр поводкового патрона, мм | 220 |
| Суппорт. Подачи | |
| Наибольшее перемещение продольной каретки суппорта, мм | |
| Наибольшее перемещение поперечной каретки суппорта, мм | |
| Число продольных ступеней подач | |
| Пределы рабочих подач продольных, мм/об | 0,01..2,8 |
| Число ступеней поперечных подач | |
| Пределы поперечных рабочих подач, мм/об | 0,027..0,522 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет |
| Количество нарезаемых резьб метрических | |
| Пределы шагов метрических резьб, мм | 0,2..140 |
| Количество нарезаемых резьб дюймовых | |
| Пределы шагов дюймовых резьб, ниток/дюйм | 1/5..140 |
| Количество нарезаемых резьб модульных | |
| Пределы шагов модульных резьб, модуль | 0,2..70 |
| Количество нарезаемых резьб питчевых | |
| Пределы шагов нарезаемых резьб питчевых | 1..224 |
| Резцовые салазки | |
| Наибольшее перемещение резцовых салазок, мм | |
| Перемещение резцовых салазок на одно деление лимба, мм | |
| Наибольший угол поворота резцовых салазок, град | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° |
| Наибольшее сечение державки резца, мм | 22 х 22 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | |
| Число резцов в резцовой головке | 4 |
| Задняя бабка | |
| Диаметр пиноли задней бабки, мм | |
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | |
| Наибольшее перемещение пиноли, мм | 120 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | |
| Электрооборудование | |
| Количество электродвигателей на станке | 6 |
| Электродвигатель главного привода, кВт | 7 |
| Электродвигатель быстрых перемещений, кВт | нет |
| Электродвигатель гидростанции, кВт | нет |
| Электродвигатель насоса охлаждения, кВт | 0,185 |
| Насос охлаждения (помпа) | |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 950 х 2720 х 1210 |
| Масса станка (РМЦ = 1000), кг | 1850 |
stankostroymash.ru
| Модель | TOS SV 18RA |
| Диаметр обточки над станиной, мм | 380 |
| Длина обточки при применении конусной линейки, мм | 350 |
| Диаметр обточки над суппортом, мм | 215 |
| Отверстие в шпинделе, мм | 41 |
| Конус шпинделя | Метрич. 50 |
| Конус центров | Морзе 4 |
| Передний конец шпинделя | М68 |
| Наибольший диаметр обточки в неподвижном и неподвижном люнете, мм | 100 |
| Ширина станины, мм | 340 |
| Диаметр планшайбы, мм | 360 |
| Диаметр поводкового диска, мм | 220 |
| Диаметр патрона, мм | 160-250 |
| Расстояние между сторонами четырехрезцовой головки внутреннее/наружное, мм | 80/125 |
| Наибольшее сечение резца, мм | 22 х 22 |
| Ход пиноли задней бабки, мм | 120 |
| Наибольший вес обрабатываемой детали, кг | 300 |
| Скорости шпинделя: 21 ступень в диапазоне, об/мин | 14/2800 |
| Подачи, мм/об Диапазон продольных Диапазон поперечных |
0,02-5,6 0,01-2,8 |
| Резьба: Диапазон метрических шаг в мм Диапазон дюймовых, количество ниток на один дюйм Диапазон модульных, модуль Диапазон диаметраль-питчевых, д. П. |
0,2 – 140 1/5 – 140 0,2 – 70 1 – 224 |
| Число оборотов электромотора, об/мин | 2800 |
| Число оборотов электромотора насоса охлаждающей жидкости, об/мин | 2800 |
| Мощность электромотора, квт | 6 |
| Мощность электромотора насоса для охлаждающей жидкости, квт | 0,185 |
| Расстояние между центрами, мм | 1250 |
| Вес станка, кг: | 1850 |
| Габаритные размеры, мм: длина, мм ширина, мм |
3020 950 |
| Завод изготовитель: | Чехия, TOS |
stankos.ru
Токарный станок TOS SV18RA (ТОС СВ18РА)
Есть станки, которые крайне высоко ценятся профессионалами. Модель тос tos sv18ra — является универсальным классом оборудования токарно-винторезного класса. Ее цена на первичном и вторичном рынке относительно невелика. Не пугают и массогабаритные показатели станка. Но главное в нем — высокоточный класс обработки. Поэтому, предлагая прекрасный баланс характеристик и особенностей, винторезный станок TOS SV18RA является желанным гостем как в небольших мастерских, так и в обрабатывающих и инструментальных цехах предприятий.
Описание и назначение
SV18RA производится в Словакии, крупнейшей в стране корпорацией АО ТРЕНС СК. Свое имя предприятие получило в 2011 году, до этого выпуская оборудование под брендом TRENS и нося аналогичное имя. Изначально свою деятельность в сфере производства металлообрабатывающего оборудования АО ТРЕНС начала в 1937 году. Предприятие было дочерней компанией известной фирмы Walter.
Таким образом, на стороне станка SV18RA — более 80 лет совершенствования процесса производства и исследования передовых инженерных решений. И устройство полностью соответствует ожиданиям потребителя. Сегодня базовая модель SV18R уже не производится, ей на смену пришли модификации с дополнительной маркировкой (A, B, D). Они отличаются по межцентровому расстоянию, сегодня доступны 500, 750, 1000, 1250 мм.
При поставке в комплекте к оборудованию предлагается множество удобных дополнений. В частности, предлагается комплект цанг с отдельным переходным стаканом, два патрона для установки на шпинделе (самоцентрирующийся с тремя кулачками, с четырьмя кулачками, раздельного сведения), пазированная планшайба. Станок позволяет проводить практически все основные группы операций:
- обработки цилиндрических поверхностей вращения;
- работу с конусными деталями;
- обработку в центрах, с зажимом в патроне шпинделя на передней бабке, с размещением детали в неподвижном люнете;
- сверловку отверстий, в том числе сквозных, как механическим, так и ручным способом после установки сверла в патроне задней бабки;
- обработку торца заготовок, подрезку;
- нарезку резьбы, как механическим, так и ручным способом, при помощи разнообразных метчиков и плашек.
Кроме операций точения токарно винторезный станок SV18RA высоко оценивается по долговечности и надежности инженерных решений. В частности, использованы бронзовые шпиндельные опоры, применена электромеханическая схема включения, привод передает момент вращения на шпиндель при помощи широкого 100 мм кожаного ремня, колес особой конфигурации, что дает возможность быстро тормозить реверсом.
Нет практически ни одного параметра данной модели, который не был бы положительно оценен опытными токарями. Особенно хорош класс точности станка, который гораздо выше ожидаемого в его сегменте стоимости на рынке.
Технические характеристики
Подробное описание технические характеристики, а также основные схемы настройки станка SV18RA для выполнения той или иной операции — приведены в паспорте к оборудованию. Отдельно некоторые правила приведены на табличках, расположенных непосредственно на корпусе. Параметры станка следующие:
- класс точности Н;
- максимум диаметра заготовки при расположении над станиной — 380 мм;
- ограничение диаметра при размещении над суппортом — 215 мм;
- максимум диаметра заготовки при размещении в неподвижном или подвижном люнете на станине — 100 мм;
- доступное межцентровое расстояние (РМЦ), в зависимости от исполнения — 750, 1000, 1250 мм;
- ограничение по массе заготовки при размещении в центрах — 300 кг;
- обороты на шпинделе от 14 до 2800 в прямом и обратном направлении;
- коробка скоростей обеспечивает 24 ступени переключения, в прямом и обратном направлении;
- стандарт внутреннего конуса шпинделя — метрический 50;
- диаметр сквозного отверстия шпинделя — 41 мм;
- доступный угол поворота резцовых салазок — 90 в обе стороны, при цене деления в 1 градус;
- задняя бабка оснащена пинолью, перемещаемой на 120 мм с ценой деления лимба в 0.1 мм, с фиксацией рукояткой;
- общее число электромоторов — 6;
- мощность главного привода 6 кВт, насоса охлаждающей системы 0,185 кВт.
Модель SV18RA имеет массу 1850 кг для исполнения с межцентровым расстоянием 1000 мм, габариты 950х2720х1210 для длины, ширины, высоты соответственно. В устройстве не предусмотрено механики быстрого продольного или поперечного перемещения каретки суппорта с отдельным приводом.
Конструктивные особенности
SV18RA — крайне продуманная и надежная модель. Она предназначена для тонких и точных работ, поэтому в ее конструкции заложена невозможность перегрузки. Кроме этого, модель предлагает крайне высокое удобство для персонала.
В SV18RA применен механизм Нортона в коробке подач. При этом гитара — достаточно универсальное устройство. С ее помощью легко нарезать практически все виды резьб с широким диапазоном изменения шага. Данные для настройки необходимого режима приводятся в специальной таблице на корпусе станка.
Замена шестерен гитары потребуется только в том случае, когда нужно нарезать резьбу, не приведенную в стандартных схемах переключения оборудования. Конструкция SV18RA позволяет это сделать быстро и точно, при этом сменные шестерни размещаются в специальном отсеке корпуса, что очень удобно для персонала.
Приводной кожаный ремень, расположенный между двумя подшипниками — не позволит развить достаточное усилие, чтобы перегрузить двигатель главного привода. Конструкция колес системы передачи крутящего момента допускает проскальзывание и работает как своеобразные предохранитель. Кроме этого, инженерное решение ременной передачи предусматривает нейтрализацию вибраций. Тяга ремня не оказывает изгибающих усилий на шпиндель, что гарантирует его плавное и стабильное вращение.
moistanki.ru
Tos sv 18 ra 750 Как первый токарный по металлу – Импортные токарные станки
Всем доброго здравия . (лирическое вступление , можно пропустить , про станок начнется дальше ) Начну с ужасного ))) По образованию я гуманитарий … Так что местами прошу понять и простить .
Не так давно , 5 лет назад стало скучно и грустно и вспомнив детские увлечения купил токарный по дереву на балкой . Долго ли коротко ли , но теперь у меня своя столярная мастерская , если кому любопытно то https://vk.com/slabshop группа вконтакте .
Занимаюсь крупным массивом , как сейчас модно говорить Слэбами .
И вот по случаю было приобретено 3 мамонта для особо талантливых . Тп-2 39 года токарный по дереву , высота центров 300 мм , чугунь – моща ! Ленточная пила но нейм но судя по всему лендлизовская , и болгарский фуганок Au-630 . Все требует приложения рук и деталек .
И вот прикинув и дав на просчет детальки для токарного по дереву я пришел к выводу что токарный по металлу в хозяйстве просто необходим , следующим будет фрезер , но это совсем другая история . И как все я начал охоту , пол года кораулил и купил Tos mn 80 a . Что то много букав получается ( если сократить мысль то пока разбирал его шабрил втулки и тд понял – Маловато будет . Почитав разные отзывы и истории бывалых (путь развития мн80 , тв4-6-7 , 16б у и тд , sv 18 r-ra , и далее sui 40 ) решил схитрить и перескочить переходные варианты , тем более случилось объявление , позвонив понял что вариант – Хватай и беги . Схватил и убежал .
Про станок !
https://[запрещенная ссылка]/photos/KBEZZdDCy6Knzzd3A Ссылка на альбом с фото
Информация от продавца – станок из нии после обновления парка . И в общем то я склонен верить . Движки родные , даже помпа сож родная . В пб на шестернях следы заводской шлифовки . Так у всех и они просто труться мало ? Потому что пока на мой не профессиональный взгляд особого криминала я не нашел . Но есть ряд моментов и вопросов . В общем я прошу совета !
Начнем с разборки , как правильно снять маслостанцию ? Как снять маховичек переключения скоростей . Какое масло можно лить в коробку скоростей , в фартук и в маслобак ? Я знаю , что все есть в паспорте , но за столько времени наверняка все поменялось . Мне бы марку чтобы в магазе купить или на крайняк заказать . Как правильно называется конический штифт которым все стопорят ? Где их купить и тд ? Как минимум одного не хватает , на месте соединения вала и винта поперечной подачи . Какие подшипники должны стоять на поперечке ? От одного упорного только обойма сохранилась и добито все шайбами было ( второй наш 2 гпз и третий басурсманский ) То есть собрали из того , что было в какой то момент .
На поперечно и ее клине следы разбивки . Местами , как только только сделанные . Сегодня сниму каретку и посмотрю что на ней , тогда думать буду про геометрию .
Фото с мест действия постараюсь регулярно докладывать в альбом ))))
Всем доброго здравия ) Заранее благодарен за советы помощь и подсказки .
www.chipmaker.ru
Токарный станок tos sv 18 ra
HDТокарный станок TOS SV 18 RA Часть 2
by : Сергей Маслов on : 28.07.2017
rated by 5353 users
- Add to favorites
- Share this video
- Play music
- Download MP3
- Download MP4
Failed to prepare MP3
Please wait preparing high quality MP3 for youFailed to prepare MP3
- Videos
- Video StreamsVideos
- Audio StreamsAudios
TOS SV 18 обзор токарного станка
by : Электроскалолаз on : 25.05.2018
rated by 2727 users
- Add to favorites
- Share this video
- Play music
- Download MP3
- Download MP4
Failed to prepare MP3
Please wait preparing high quality MP3 for youFailed to prepare MP3
- Videos
- Video StreamsVideos
- Audio StreamsAudios
знакомство с TOS SV18RA
by : Револь Вер on : 11.07.2018
rated by 1010 users
- Add to favorites
- Share this video
- Play music
- Download MP3
- Download MP4
Failed to prepare MP3
Please wait preparing high quality MP3 for youFailed to prepare MP3
- Videos
- Video StreamsVideos
- Audio StreamsAudios
Смотрим токарные станки.
by : Selhozmaster on : 06.05.2018
rated by 6767 users
- Add to favorites
- Share this video
- Play music
- Download MP3
- Download MP4
Failed to prepare MP3
Please wait preparing high quality MP3 for youFailed to prepare MP3
- Videos
- Video StreamsVideos
- Audio StreamsAudios
Токарный станок TOS SV 18 RA
by : Сергей Маслов on : 23.10.2016
rated by 3333 users
- Add to favorites
- Share this video
- Play music
- Download MP3
- Download MP4
Failed to prepare MP3
Please wait preparing high quality MP3 for youFailed to prepare MP3
- Videos
- Video StreamsVideos
- Audio StreamsAudios
знакомство с TOS SV18RA ч.3 Разборка фартука
by : Револь Вер on : 22.07.2018
rated by 1010 users
- Add to favorites
- Share this video
- Play music
- Download MP3
- Download MP4
Failed to prepare MP3
Please wait preparing high quality MP3 for youFailed to prepare MP3
- Videos
- Video StreamsVideos
- Audio StreamsAudios
фрезерная приставка ИТ 1М на ТОС SV 18RA
by : Арслан rulja on : 08.02.2018
rated by 1717 users
- Add to favorites
- Share this video
- Play music
- Download MP3
- Download MP4
Failed to prepare MP3
Please wait preparing high quality MP3 for youFailed to prepare MP3
- Videos
- Video StreamsVideos
- Audio StreamsAudios
Покупка токарных станков TOS SV18RA
by : Ion Iepure on : 10.02.2018
rated by 88 users
- Add to favorites
- Share this video
- Play music
- Download MP3
- Download MP4
Failed to prepare MP3
Please wait preparing high quality MP3 for youFailed to prepare MP3
- Videos
- Video StreamsVideos
- Audio StreamsAudios
знакомство с TOS SV18RA Дополнение по сальникам фартука
by : Револь Вер on : 27.07.2018
rated by 11 users
- Add to favorites
- Share this video
- Play music
- Download MP3
- Download MP4
Failed to prepare MP3
Please wait preparing high quality MP3 for youFailed to prepare MP3
- Videos
- Video StreamsVideos
- Audio StreamsAudios
aneka.scriptscraft.com