Окоф станок токарно винторезный: ОКОФ 330.28.41.21 — Станки токарные металлорежущие
alexxlab | 26.04.2023 | 0 | Винторезный
ОКОФ (ОК 013-94) МАШИНЫ И ОБОРУДОВАНИЕ
Лугасофт| ОКОФ | Общероссийский классификатор основных фондов |
| ОК 013-94 | действует с 01.01.1996 по 31.12.2016 |
| 10 0000000 | МАТЕРИАЛЬНЫЕ ФОНДЫ |
| 14 0000000 | МАШИНЫ И ОБОРУДОВАНИЕ |
| 14 0001000 | Машины и оборудование, не включенные в другие группировки |
| 14 2716000 | Арматура промышленная трубопроводная |
| 14 2813000 | Котлы паровые, кроме котлов (бойлеров) для центрального отопления |
| 14 2894000 | Инструмент для металлообрабатывающих и деревообрабатывающих станков |
| 14 2895000 | Инструмент алмазный и абразивный |
| 14 2896000 | Оснастка технологическая для машиностроения |
| 14 2897000 | Оборудование санитарно – техническое металлическое |
| 14 2911000 | Двигатели, турбины (кроме автомобильных, авиационных и мотоциклетных двигателей) |
| 14 2912000 | Насосы и оборудование компрессорное |
| 14 2914000 | Оборудование термическое и электротермическое |
| 14 2915000 | Оборудование подъемно – транспортное |
| 14 2916000 | Устройства гидро- и пневмоавтоматики |
| 14 2918000 | Тракторы; промышленные теплицы и технологическое оборудование для них |
| 14 2919000 | Машины и оборудование общего назначения прочие |
| 14 2920000 | Машины и оборудование специального назначения |
| 14 2921000 | Машины и оборудование сельскохозяйственные и лесохозяйственные (кроме тракторов) |
| 14 2922000 | Станки |
| 14 2923000 | Машины и оборудование для металлургии |
| 14 2924000 | Машины и оборудование для горнодобывающей промышленности, строительства и эксплуатации карьеров |
| 14 2925000 | Машины и оборудование для пищевой и табачной промышленности |
| 14 2926000 | Машины и оборудование для производства текстильных и кожаных изделий |
| 14 2927000 | Оружие спортивное, охотничье и военная техника двойного применения |
| 14 2928000 | Оборудование буровое нефтепромысловое и геолого – разведочное |
| 14 2929000 | Машины и оборудование целлюлозно – бумажное, полиграфическое, для переработки полимерных материалов и производства резинотехнических изделий |
| 14 2941000 | Оборудование технологическое для лесозаготовительной и торфяной промышленности |
| 14 2942000 | Оборудование технологическое для стекольно – ситалловой промышленности |
| 14 2943000 | Оборудование технологическое специализированное для производства электрических ламп |
| 14 2944000 | Машины и оборудование для коммунального хозяйства, включая оборудование для пожаротушения (автомашины специальные для коммунального хозяйства и машины пожарные 14 3410000) |
| 14 2945000 | Оборудование технологическое для предприятий торговли и общественного питания |
| 14 2946000 | Оборудование технологическое для медицинской промышленности |
| 14 2947000 | Машины и оборудование строительно – монтажное, строительно – отделочное, технологическое для производства строительных материалов |
| 14 2949000 | Машины и оборудование технологическое специализированное прочее, не включенное в другие группировки |
| 14 3010000 | Средства механизации и автоматизации управленческого и инженерного труда |
| 14 3020000 | Техника электронно – вычислительная |
| 14 3110000 | Электродвигатели, генераторы и трансформаторы силовые |
| 14 3112000 | Электродвигатели переменного тока мощностью от 0,25 кВт и выше (кроме специальных силовых и крупногабаритных) |
| 14 3113000 | Электродвигатели специальные силовые |
| 14 3114000 | Машины электрические крупногабаритные, агрегаты электромашинные, турбо- и гидрогенераторы |
| 14 3115000 | Трансформаторы электрические, преобразователи статические и индукторы |
| 14 3120000 | Оборудование электрораспределительное и аппаратура контроля |
| 14 3131000 | Провода и кабели силовые |
| 14 3149000 | Источники автономного электропитания силовые |
| 14 3190000 | Электрооборудование прочее |
| 14 3200000 | Оборудование и аппаратура радио, телевидения и связи |
| 14 3219000 | Специальное технологическое оборудование для производства электронной и радиотехники |
| 14 3220000 | Аппаратура радио- и телевизионная передающая и приемная; аппаратура телефонной и телеграфной связи; аппаратура радиолокационная |
| 14 3221000 | Средства радиосвязи, радиовещания и телевидения; средства радиолокации и радионавигации |
| 14 3222000 | Средства кабельной связи и аппаратура проводной связи оконечная и промежуточная |
| 14 3230000 | Аппаратура теле- и радиоприемная |
| 14 3311000 | Оборудование медицинское и хирургическое |
| 14 3312000 | Средства измерений общего применения, кроме контрольного оборудования для технологических процессов |
| 14 3313000 | Оборудование для контроля технологических процессов |
| 14 3314000 | Оборудование испытательное |
| 14 3315000 | Приборы для научных исследований |
| 14 3319000 | Приборы ядерные и радиоизотопные, приборы и аппаратура систем автоматического пожаротушения и пожарной сигнализации, оборудование специальное для приборостроения |
| 14 3321000 | Приборы оптические |
| 14 3322000 | Фото- и киноаппаратура |
| 14 3330000 | Часы (кроме бытовых) и приборы времени |
| 14 3410000 | Машины пожарные и автомобили специальные для коммунального хозяйства (машины уборочные, машины для жилищного, газового, энергетического хозяйства города и машины специальные прочие) |
| 14 3440000 | Оборудование гаражное и автозаправочное (машины и оборудование для ремонта и обслуживания автомобилей) |
| 14 3513000 | Оборудование судовое (судовые устройства и палубные механизмы; оборудование корпусное, судовые котлы, электротехническое оборудование, системы управления судном и судовыми механизмами) |
| 14 3520000 | Машины и оборудование для эксплуатации и ремонта рельсового подвижного состава и железнодорожных путей |
| 14 3533000 | Оборудование для летательных аппаратов |
| 14 3599000 | Электрооборудование для производственного напольного безрельсового транспорта. Оборудование для регулирования и обеспечения безопасности дорожного движения Оборудование для регулирования и обеспечения безопасности дорожного движения |
| 14 3692000 | Инструменты музыкальные |
| 14 3696000 | Оборудование для театрально – зрелищных предприятий и учреждений культуры |
| 14 3699000 | Машины и оборудование прочие, не включенные в другие группировки |
| 14 4590000 | Оборудование строительное, не включенное в другие группировки |
| 300.00.00.00.000 | МАШИНЫ И ОБОРУДОВАНИЕ, ВКЛЮЧАЯ ХОЗЯЙСТВЕННЫЙ ИНВЕНТАРЬ, И ДРУГИЕ ОБЪЕКТЫ |
Программы
ОКОФ (ОК 013-94) Станки металлообрабатывающие, металлорежущие (токарной группы, сверлильно – расточной группы, зубообрабатывающие, фрезерные; строгальные и долбежные; болто
Лугасофт| ОКОФ | Общероссийский классификатор основных фондов |
| ОК 013-94 | действует с 01.01.1996 по 31.12.2016 |
| 10 0000000 | МАТЕРИАЛЬНЫЕ ФОНДЫ |
| 14 0000000 | МАШИНЫ И ОБОРУДОВАНИЕ |
| 14 2922000 | Станки |
| 14 2922010 | Станки металлообрабатывающие, металлорежущие (токарной группы, сверлильно – расточной группы, зубообрабатывающие, фрезерные; строгальные и долбежные; болто- и гайконарезные; станки отрезные, специальные и специализированные) |
| 14 2922100 | Станки металлорежущие токарной группы |
| 14 2922101 | Автоматы и полуавтоматы токарные (одношпиндельные и многошпиндельные) |
| 14 2922102 | Станки токарно – револьверные (с вертикальной и горизонтальной осью револьверной головки) |
| 14 2922103 | Станки токарно – затыловочные, токарные комбинированные и лоботокарные |
| 14 2922104 | Станки токарно – карусельные |
| 14 2922105 | Станки токарно – центровые (токарно – винторезные и токарные) |
| 14 2922110 | Станки сверлильно – расточной группы |
| 14 2922111 | Станки сверлильные (вертикально – сверлильные, координатно – сверлильные, радиально – сверлильные) |
| 14 2922112 | Станки расточные (горизонтально – расточные, вертикально – расточные, координатно – расточные) |
| 14 2922120 | Станки шлифовальной группы |
| 14 2922121 | Станки круглошлифовальные |
| 14 2922122 | Станки внутришлифовальные |
| 14 2922123 | Станки плоскошлифовальные |
| 14 2922124 | Станки бесцентрово – шлифовальные |
| 14 2922125 | Станки шлицешлифовальные |
| 14 2922126 | Станки резьбошлифовальные |
| 14 2922127 | Станки профилешлифовальные |
| 14 2922128 | Станки координатно – шлифовальные |
| 14 2922129 | Станки обдирочно – шлифовальные и точильно – шлифовальные |
| 14 2922130 | Станки заточные (для резцов, сверл, фрез, протяжек, универсально – заточные) |
| 14 2922131 | Станки универсально – заточные |
| 14 2922132 | Станки заточные для резцов |
| 14 2922133 | Станки заточные для сверл |
| 14 2922134 | Станки заточные для фрез |
| 14 2922135 | Станки заточные для протяжек |
| 14 2922139 | Станки заточные прочие |
| 14 2922140 | Станки зубообрабатывающие |
| 14 2922141 | Станки зубострогальные и зуборезные для конических колес |
| 14 2922142 | Станки зубошлифовальные |
| 14 2922143 | Полуавтоматы зубошлифовальные для цилиндрических колес |
| 14 2922144 | Полуавтоматы зубошлифовальные для конических колес |
| 14 2922149 | Станки зубообрабатывающие прочие |
| 14 2922150 | Станки фрезерные |
| 14 2922151 | Станки вертикально – фрезерные |
| 14 2922152 | Станки горизонтально – фрезерные |
| 14 2922153 | Станки универсально – фрезерные |
| 14 2922154 | Станки копировально – фрезерные |
| 14 2922155 | Станки продольно – фрезерные |
| 14 2922159 | Станки фрезерные прочие |
| 14 2922160 | Станки строгальные, долбежные, протяжные, отрезные, болто- и гайконарезные, для электрофизической и электрохимической обработки металла и металлорежущие прочие |
| 14 2922161 | Станки строгальные и долбежные |
| 14 2922162 | Станки болто- и гайконарезные |
| 14 2922163 | Станки для электрофизической и электрохимической обработки металла |
| 14 2922164 | Станки протяжные |
| 14 2922165 | Станки отрезные |
| 14 2922169 | Станки металлорежущие прочие |
| 14 2922170 | Станки специальные, специализированные и агрегатные |
| 14 2922171 | Станки специальные, специализированные токарной группы |
| 14 2922172 | Станки специальные, специализированные сверлильно – расточной группы |
| 14 2922173 | Станки специальные, специализированные шлифовальной группы |
| 14 2922174 | Станки специальные, специализированные зубообрабатывающие |
| 14 2922175 | Станки специальные, специализированные фрезерные |
| 14 2922176 | Станки специальные, специализированные строгальные, долбежные, протяжные, отрезные, болто- и гайконарезные, для электрофизической и электрохимической обработки металла, балансировочные и металлорежущие прочие |
| 14 2922177 | Станки агрегатные |
330. 28.41 28.41 | Оборудование металлообрабатывающее |
| 330.28.41.3 | Станки металлообрабатывающие прочие |
Программы
Gearing of Lathes for Screwcutting Брайан Вуд – Электронная книга
Ebook323 страницы2 часа
Рейтинг: 0 из 5 звезд
()
Об этой электронной книге
мастерская. Он предназначен для того, чтобы убрать как можно больше математики и мистики из расчета передаточных чисел, чтобы более приятная работа на вашем токарном станке стала как можно проще. Темы, затронутые в этом последнем дополнении к Руководствам по металлообработке Crowood, включают Myford и другие типы токарных станков; приближения и альтернативы; ошибки и их значение и безредукторный мини-токарный станок. Полностью иллюстрирован 102 цветными фотографиями.
Skip Carousel
LanguageNglish
PublisherCrowood
Дата выпуска 6, 2017
ISBN9781785002519
Автор
Brian Wood
Brian Wood был родился в 1970 году и посещал Университет Университета. получил степень по английскому языку в 1994 году после того, как заставил своих профессоров пройти через ад. После окончания учебы он переехал в Ванкувер, где работал на Коулза, а затем на Индиго. В 2006 году он стал литературным агентом, представляя интересы таких людей, как Боб Маккензи, Эл Страчан, Брайан Килреа и Джеймс Дати. Ему нравится смотреть игры НФЛ по телевизору, читать, писать, играть в теннис и слушать музыку, примерно в таком порядке.
получил степень по английскому языку в 1994 году после того, как заставил своих профессоров пройти через ад. После окончания учебы он переехал в Ванкувер, где работал на Коулза, а затем на Индиго. В 2006 году он стал литературным агентом, представляя интересы таких людей, как Боб Маккензи, Эл Страчан, Брайан Килреа и Джеймс Дати. Ему нравится смотреть игры НФЛ по телевизору, читать, писать, играть в теннис и слушать музыку, примерно в таком порядке.
Связанные категории
Skip Carousel
Обзоры для передачи точек для просеивания
Рейтинг: 0 из 5 звезд
0 Оценки
0 Обзоры
Предварительный просмотр
.
Введение Эта книга не является ни руководством по изготовлению вещей, ни руководством по тому, «как делать такие вещи», как сама операция по нарезанию винтов; уже есть много информации, доступной в других местах по этим темам. В основном это справочная работа, предназначенная специально для инженеров для использования в их мастерской. Он предназначен для того, чтобы избавить их от проблем и времени, затрачиваемых на определение промежуточных передаточных чисел, необходимых для нарезания винтовой резьбы – передаточных чисел, которые не соответствуют языку резьбонарезания, для которого была создана их машина, или которые становятся необходимыми, потому что шаг в некотором роде необычен. .
В основном это справочная работа, предназначенная специально для инженеров для использования в их мастерской. Он предназначен для того, чтобы избавить их от проблем и времени, затрачиваемых на определение промежуточных передаточных чисел, необходимых для нарезания винтовой резьбы – передаточных чисел, которые не соответствуют языку резьбонарезания, для которого была создана их машина, или которые становятся необходимыми, потому что шаг в некотором роде необычен. .
Наличие на токарном станке редуктора для нарезания резьбы дает удобный и компактный способ быстрого выбора из ряда различных вариантов зубчатого зацепления в редукторе для получения альтернативного шага резьбы без необходимости внесения каких-либо изменений в сменные колеса вне редуктора. . В токарных станках, оборудованных отдельным подающим валом для наплавки и поперечной резки, изменения редуктора затрагивают и те, так как они обычно связаны между собой зубчатым зацеплением. Тем не менее, эта книга посвящена исключительно шагу резьбы, поскольку другие подачи обычно определяются на самом станке некоторым простым фиксированным отношением к шагу резьбы.
Любой шаг, выходящий за пределы выбора, доступного в самом редукторе, требует изменения внешней передачи вниз от шпинделя токарного станка, как это было бы в случае токарного станка без редуктора. Производители обычно прикрепляют пластины к крышке редуктора сменного колеса для английских или метрических преобразований (в зависимости от машины), хотя другие преобразования, скажем, для шага BA, могут быть перечислены только в справочнике.
В этой книге показаны подробные таблицы настройки зубчатых передач для наиболее часто используемых токарных станков в мастерских моделистов и других светотехнических мастерских, за одним заметным исключением. Охвачен широкий диапазон шагов, и впервые многие из них представлены с включением шагов, выходящих за рамки более обычных преобразований, таких как метрические из имперских. Некоторые неясные поля включены для тех, кто занимается реставрационными проектами.
В случае токарного станка Myford, оснащенного редуктором компании, описан радикально иной подход к преобразованию зубчатого зацепления, который сохраняет очень ценную настройку точной подачи для всех шагов. Когда преобразование выполняется в соответствии с опубликованным производителем способом, настройка точной подачи больше недоступна, что является неудобным последствием преобразования токарного станка для обработки не британского шага. Чтобы исправить это, необходимо внести некоторые незначительные и незаметные модификации в оборудование токарных станков Myford. Они просты и полностью описаны с необходимыми рисунками; все они вполне по силам любому инженеру-практику. Я не извиняюсь за то, что проявляю предвзятое отношение к токарным станкам Myford, будучи владельцем более пятидесяти лет, но справедливое отношение к другим, часто более совершенным и более производительным станкам представлено таким же несложным образом.
Когда преобразование выполняется в соответствии с опубликованным производителем способом, настройка точной подачи больше недоступна, что является неудобным последствием преобразования токарного станка для обработки не британского шага. Чтобы исправить это, необходимо внести некоторые незначительные и незаметные модификации в оборудование токарных станков Myford. Они просты и полностью описаны с необходимыми рисунками; все они вполне по силам любому инженеру-практику. Я не извиняюсь за то, что проявляю предвзятое отношение к токарным станкам Myford, будучи владельцем более пятидесяти лет, но справедливое отношение к другим, часто более совершенным и более производительным станкам представлено таким же несложным образом.
Вся цель этой книги состояла в том, чтобы максимально избежать математики и мистики расчета передаточных чисел, которые для некоторых могут быть ужасной задачей, чтобы более приятная работа на токарном станке для изготовления вещей стала такой же легкой. насколько это возможно.
Одним из наиболее универсальных применений токарного станка в качестве станка является нарезание резьбы с широким шагом, который не ограничен диаметром заготовки. Эта свобода просто невозможна с резьбонарезными плашками фиксированного размера, а поскольку сам токарный станок обычно используется для определения размеров изделия, любая такая нарезка резьбы в качестве дальнейшей операции также будет гарантированно соосна с изделием.
Зубчатые колеса (более правильно известные в данном контексте как сменные колеса, как они будут называться в дальнейшем) могут быть установлены по желанию для изменения передаточного числа между шпинделем токарного станка и, в конечном счете, ходовым винтом каретки, для изменения шага результирующая резьба, которую можно изготовить.
Рис. 0.1 Типичный токарный станок с щелевой станиной, показывающий соответствующие детали (рисунок Гэри Вудинга).
Рис. 0.1 представляет собой упрощенный чертеж типичного токарно-винторезного станка, на котором обозначены эти основные характеристики. Поскольку задняя бабка не участвует в расчетах токарно-винторезных работ, на чертеже не указана задняя бабка. Показано положение резьбонарезного редуктора; это последнее звено в цепи зубчатых передач между шпинделем в передней бабке и ходовым винтом, который перемещает каретку инструмента, по очень веской причине, что он легко поддается оператору токарного станка, чтобы использовать его по мере необходимости.
Поскольку задняя бабка не участвует в расчетах токарно-винторезных работ, на чертеже не указана задняя бабка. Показано положение резьбонарезного редуктора; это последнее звено в цепи зубчатых передач между шпинделем в передней бабке и ходовым винтом, который перемещает каретку инструмента, по очень веской причине, что он легко поддается оператору токарного станка, чтобы использовать его по мере необходимости.
Со страниц Википедии мы узнаем, что Леонардо да Винчи рисовал эскизы токарно-винторезных станков; один из них записан как оснащенный двумя ходовыми винтами и колесами для изменения шага.
В конце восемнадцатого века Джесси Рамсден построил первый узнаваемо современный токарно-винторезный станок; он был оснащен ходовым винтом, направляющей для инструментов и механизмом сменного колеса. Генри Модслею приписывают внедрение этой успешной конструкции в мир в 1800 году в качестве станка, который можно было надежно и механически направлять для нарезания шага металлических винтов. С тех пор стало возможным крупномасштабное промышленное производство резьбовых деталей.
С тех пор стало возможным крупномасштабное промышленное производство резьбовых деталей.
Именно Джозеф Уитворт в 1841 году внес очень необходимый заказ, а также систему для классификации и объединения множества резьб, которые к тому времени производились несколькими компаниями. До Уитворта не было никакой надежды пойти в хозяйственный магазин за новым винтом или гайкой; у всех этих компаний были свои невзаимозаменяемые стандарты. В этой книге вы найдете таблицы высоты тона для нитей, истоки которых восходят к тем ранним временам. Некоторые из них использовались на заводе стрелкового оружия в Энфилде, Англия, а другие с конца восемнадцатого века лондонскими токарными мастерами Holtzapffell при производстве своих декоративных токарных станков.
Промышленные требования Методы сменных роликов позволяют получить самый широкий диапазон шага из запаса сменных роликов. Однако использование методов изменения колеса для изменения шага токарных винтов не совсем подходит для требований промышленного производства, поскольку оно слишком медленное в работе.
Первоначально, конечно, не было альтернативы ручному изменению колесных пар, после чего необходимо произвести правильное зацепление выбранных колес. Чтобы справиться с медленными темпами производства, вызванными этими ограничениями, вполне вероятно, что для выполнения разных задач по нарезанию резьбы были бы настроены разные токарные станки, а на каждом станке был бы оператор, чтобы получить некоторую скорость производства. Промышленное давление в то время неуклонно росло, чтобы что-то ускорило весь процесс, и в конце концов родился селективный редуктор для нарезки винтов.
Сегодня такая операция выполнялась бы автоматическим кулачковым механизмом, штампующим десятки тысяч отдельных винтов за раз. Даже подача прутка из накопительного бункера в машину осуществляется автоматически, так что она будет работать день и ночь, выполняя эту задачу.
Исторические патенты В ходе исследования разработки, приведшей к созданию успешного редуктора для резьбонарезания, я обратился к небольшой книге Оскара Э. Перриго, которая была опубликована в Нью-Йорке в 1903. ¹ В своей книге Перриго бросил взгляд инженера на список патентов, связанных с редуктором для нарезки винтов; в то время в патентном ведомстве США находилось 164 патента, выпущенных в течение чуть менее полувека с 1854 по 1903 год. работа над шорт-листом из двадцати девяти патентов. Он считал, что в них содержались зародыши идей и изобретательности, многие из которых были развиты другими, и поэтому они оказали наибольшее влияние на результат. Делая свой выбор, он отказался от «также-ранов» с точки зрения практичности или долговечности. Многие из них, по его мнению, должны были облагать налогом патентное ведомство при установлении достоинств новой патентной заявки по сравнению с чем-то очень похожим. Здесь надо иметь в виду, что читать и понимать патентную заявку непросто, а начинать с новой темы становится вдвойне сложно.
Перриго, которая была опубликована в Нью-Йорке в 1903. ¹ В своей книге Перриго бросил взгляд инженера на список патентов, связанных с редуктором для нарезки винтов; в то время в патентном ведомстве США находилось 164 патента, выпущенных в течение чуть менее полувека с 1854 по 1903 год. работа над шорт-листом из двадцати девяти патентов. Он считал, что в них содержались зародыши идей и изобретательности, многие из которых были развиты другими, и поэтому они оказали наибольшее влияние на результат. Делая свой выбор, он отказался от «также-ранов» с точки зрения практичности или долговечности. Многие из них, по его мнению, должны были облагать налогом патентное ведомство при установлении достоинств новой патентной заявки по сравнению с чем-то очень похожим. Здесь надо иметь в виду, что читать и понимать патентную заявку непросто, а начинать с новой темы становится вдвойне сложно.
Подводя итог его работе как можно короче, можно сказать, что концепция конуса шестерен, из которых можно выбирать людей для зацепления ходового винта, возникла у Джона Хамфриса из Чикопи, штат Массачусетс, когда она появилась в патенте 83 774, выданном 3 ноября 1868 года.
Затем последовало множество вариаций на эту тему с некоторыми весьма необычайно опасными изобретениями, все открытые шестерни, в изобилии различных форм. Один только беспорядок масла, сбрасываемого с этих устройств, и шум, создаваемый ими в процессе использования, сделал бы их чрезвычайно неприятными в использовании машинами. Некоторые из них также были чрезвычайно сложными, с несколькими конусами зубчатых колес, которые нужно было правильно зацепить — задача, безусловно, выше обычного токаря, от которого ожидалось, что он поймет сложность и использует ее для получения результатов.
Первый редуктор: Norton Из всего этого появилось первое устройство, содержащее весь необходимый механизм, соответствующим образом сжатый, чтобы поместиться в отдельной коробке, которую можно было установить в приводе ходового винта токарного станка. Он содержал двенадцатиступенчатый конус шестерен, непосредственно соединенных с ходовым винтом, и простые надежные средства доступа к отдельным шестерням в конусе.
Рис. 0.2 Выдержка из патента, выданного Уэндаллу П. Нортону (с любезного разрешения Управления по патентам и товарным знакам США).
Эта конструкция стала явным лидером, и патент США 470 591 был выдан 8 марта 1892 года Уэндаллу П. Нортону, затем из Маунт-Вернон, штат Нью-Йорк, а затем в Торрингтоне, штат Коннектикут, когда он добавил реверс уточнение в следующем патенте. Его имя сейчас во всем мире прочно ассоциируется с редукторами для резьбонарезных станков. Рис. 0.2 является копией чертежа из этого патента, представленного оператору токарного станка. Передняя бабка токарного станка находится вверху рисунка.
С тех пор конструкция Norton полностью перешла на новый уровень, и уже более века промышленные токарные станки оснащаются редукторами, в целом соответствующими этой модели. Нортону явно повезло найти покровителя в компании Hendey Company из Торрингтона, штат Коннектикут, в нужное время для промышленного применения его конструкции.
Хенди установил редуктор своей конструкции на свой токарный станок в том же году, когда был выдан патент. Комбинация продвинула Norton вперед к известности, и другие станкостроительные компании сели и обратили на это серьезное внимание. Одна только зарождающаяся автомобильная промышленность США имела огромный спрос на станки всех видов, и Hendey была лишь одной из многих компаний, поставлявших для нее. Менее чем за тридцать лет Hendey выпускала токарные станки, оснащенные редуктором Norton для нарезки винтов, на базе полномасштабной производственной линии.
Итак, по крайней мере, в коммерческом плане приз достается Уэнделлу П. Нортону за создание редуктора компактной формы, основанного на оригинальной идее Джона Хамфри о конусе шестерен, общая конструкция которого используется до сих пор.
На некоторых современных токарных станках, предназначенных для инструментальных цехов, эти редукторы могут стать довольно сложными с выбором рычага или, самое большее, одной легко реверсивной групповой шестерней для обеспечения доступа к другим шагам.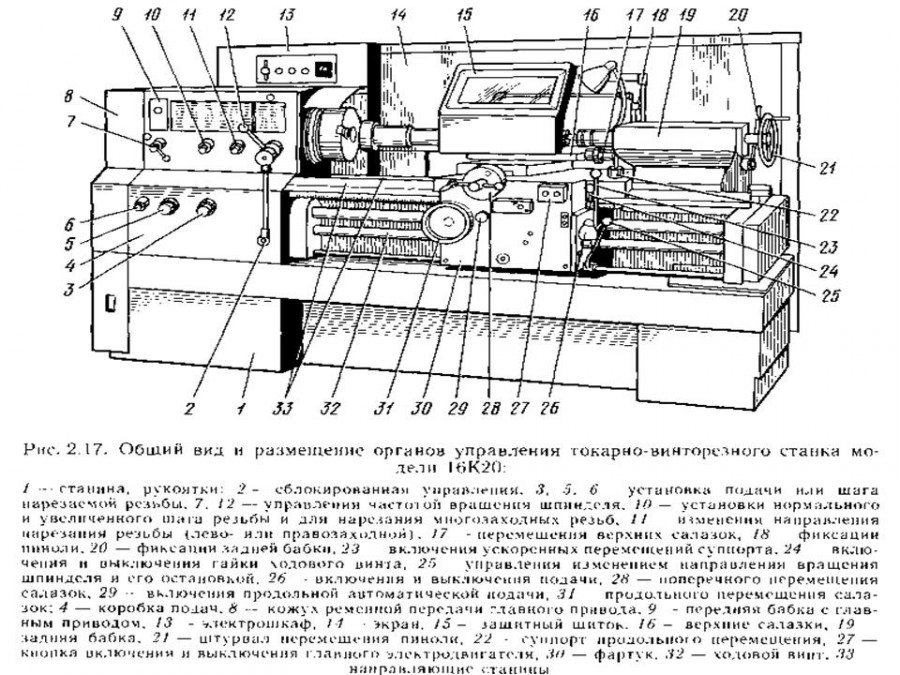 После этого через коробку передач может быть обеспечен быстрый выбор из дальнейшего диапазона других тонов.
После этого через коробку передач может быть обеспечен быстрый выбор из дальнейшего диапазона других тонов.
Рис. 0.3 Изображение современного редуктора для токарного станка, установленного на немецком токарном станке (с любезного разрешения www.lathes.co.uk).
Пример от немецкого производителя показан на Рис. 0.3, который показывает уровень сложности, который может быть встроен в сложный редуктор для нарезки винтов. Конус основной шестерни хорошо виден в правой половине, в данном случае это двенадцатиступенчатая версия. Однако то, как смешиваются передаточные числа в левой части корпуса коробки передач, было бы откровенно сбивающим с толку без надлежащего руководства в табличной форме, чтобы перечислить все варианты, которые он может предоставить. Вполне вероятно, что он содержит передачу для других языков, доступ к которой осуществляется простым положением рычага.
Для того, что можно было бы назвать любительским рынком в Великобритании, стоимость и размер даже простых редукторов не позволяли использовать их на токарных станках меньшего размера, произведенных для этого рынка. Для этих станков дальнейшее использование сменных колес для нарезания резьбы было всем, что было доступно до окончания Второй мировой войны.
Для этих станков дальнейшее использование сменных колес для нарезания резьбы было всем, что было доступно до окончания Второй мировой войны.
Рис. 0.4 Ранний токарный станок Drummond с педалью, приобретенный в виде ржавой груды деталей; тщательно отреставрирован и перестроен членами клуба (с любезного разрешения Питера Горинга, часового клуба Эппинг Форест).
Рис. 0.5 Крупный план токарного станка Drummond. Сейчас это рабочая машина, которую регулярно выставляют на различных мероприятиях (с любезного разрешения Питера Горинга, часового клуба Эппинг Форест).
Фотография в Рис. 0.4 была сделана из раннего Drummond
Наслаждаетесь предварительным просмотром?
Страница 1 из 1
История резьбы и измерения | Cutting Tool Engineering
Резьба использовалась во времена Платона, около 500 г. до н.э., в прессах для винограда и оливок. Около 100 лет спустя Архимеду приписывают изобретение водяного насоса на основе винта для орошения посевов и удаления воды из трюмов кораблей. Позже римляне использовали этот насос для осушения шахт.
Позже римляне использовали этот насос для осушения шахт.
До тех пор, пока Джесси Рамсден, английский инструментальный мастер, не разработал в 1770 году первый удовлетворительный токарно-винторезный станок, вся резьба нарезалась вручную. Это ограничивало большую часть резьбы большими деревянными для прессов и зажимов до 1800 года, когда Генри Модслей, машинист, изготовил токарно-винторезный станок.
Развитие паровых двигателей, поездов и станков создало спрос на резьбу в виде гаек, болтов и ходовых винтов. Но отсутствие стандартизации было большим препятствием для широкого использования резьбовых креплений. Каждая мастерская имела свои конструкции крепежа и они не были взаимозаменяемы.
Предоставлено Все изображения: Памела Таллман
Части нити.
Резьбовой микрометр.
Трехпроводной метод.
Метод треугольника резьбы.
Чтобы преодолеть эти проблемы, Джозеф Уитворт собрал образцы винтов из большого количества британских мастерских и в 1841 году предложил стандартизировать угол резьбы на уровне 55° и стандартизировать количество витков на дюйм для различных диаметров. Его предложения стали стандартной практикой в Великобритании в 1860-х годах.
Его предложения стали стандартной практикой в Великобритании в 1860-х годах.
В 1864 году Уильям Селлерс, инженер и производитель станков из Пенсильвании, независимо друг от друга предложил другой стандарт, основанный на резьбе с углом 60° и установленном шаге резьбы для разных диаметров. Это было принято в качестве стандарта США и впоследствии превратилось в Американскую стандартную серию грубой обработки (NC) и серию Fine (NF). В континентальной Европе появилось несколько различных стандартов резьбы, но преобладали немецкие и французские стандарты, основанные на метрической системе и резьбе 60 °, и были установлены метрические резьбы.
Сегодня резьба используется для приведения в действие других механических компонентов, таких как закрылки на самолетах, для измерения расстояния в виде микрометровой резьбы, регулировки и удержания длины в качестве стяжек и талрепов, а также для крепления, например, с помощью гаек и болтов.
Основными частями резьбы являются большой диаметр (наружный или наибольший диаметр), малый диаметр (наименьший диаметр), шаг (расстояние между соседними витками) и форма (профиль или форма резьбы).
Существуют различные способы измерения резьбы:
■ Один из них представляет собой микрометр с винтовой резьбой, который отличается от обычного микрометра тем, что имеет конусообразный шпиндель и ответную пятку. Они надеваются на резьбу и измеряют большой диаметр резьбы за вычетом глубины одной резьбы. Этот метод хорошо подходит для операций нарезания резьбы, потому что деталь не нужно снимать с токарного станка для измерения.
■ В трехпроводном методе используется обычный микрометр, помещенный на три одинаковых проволоки определенного диаметра для измеряемой резьбы. Ввод размеров резьбы в следующую формулу дает диаметр по проводам для полной глубины 60 ° американской национальной резьбы. Этот метод хорошо подходит для операций нарезания резьбы на токарном станке, поскольку его можно выполнять, пока работа остается на токарном станке.
Формула M = D + 3G – (1,5155/N), где M – размер проволоки, D – наружный диаметр резьбы, G – диаметр проволоки, P – шаг (1/N) и N — количество нитей на дюйм (tpi).
Наибольшее сечение провода 1,010/N = 1,010 P.
Оптимальное сечение провода 0,57735/N = 0,57735 P.
Наименьшее сечение провода 0,505/N = 0,505 P. больше или не меньше размеров, указанных выше. Можно использовать любой провод от самого большого до самого маленького. Все провода должны быть одинакового размера.
■ Метод треугольника резьбы измеряет расстояние по паре стальных треугольников между корнями резьбы. Затем используется справочная таблица для определения глубины резьбы. Этот метод измерения также хорошо подходит для нарезания резьбы на токарном станке, когда работа остается на токарном станке.
■ Резьбовые калибры-кольца и калибры-пробки являются серийными эталонными калибрами резьбы для наружной и внутренней резьбы. Они очень точны и часто используются в парах размеров GO и NO-GO. Работу необходимо снять с токарного станка, чтобы измерить наружную резьбу между центрами.
■ Оптический компаратор, который проецирует увеличенную тень детали на экран из матового стекла, полезен для определения формы и размеров резьбы, но бесполезен для проверки работы на токарном станке.