Станок токарно винторезный 16к20 технические характеристики: Токарный станок 16К20 – технические характеристики, паспорт, фото
alexxlab | 05.01.2023 | 0 | Винторезный
Токарный станок 16К20: технические характеристики, схемы, работа
Станок токарно винторезный 16К20 относится к категории универсального металлорежущего оборудования, пригодного к выполнению целого ряда операций. Станок выпускался в период с начала 70-х до середины 80-х годов московским . В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Назначение станка
В начале 70-х советский маш после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.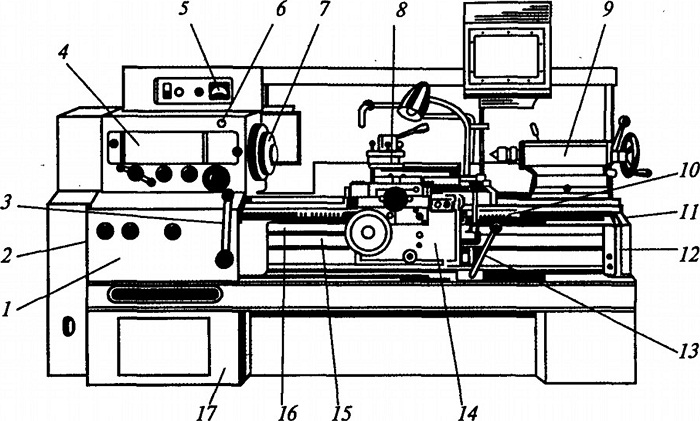
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.

- С – особо точные (мастер).
Технологический маршрут ремонта шпинделя
При проверке шпинделя (рис. 27) установлено, что:
- биение поверхности 2 — [Ø50k6]1 составляет 0,04 мм
- биение поверхности 6 — [Ø70k6] — 0,06 мм
- биение буртика поверхности 6 — 0,06 мм
- износ поверхности 1 — [М48]х1,5 составляет 0,4 мм на сторону
- износ поверхности 2 — Ø49,96 мм [Ø50k6]
- износ поверхности 3 — Ø59,95 мм [Ø60k6]
- износ поверхности 4 — [М64]х6 — резьба замята по 0,3 мм на сторону
- износ поверхности 5 — Ø74,97 мм [Ø75k6]
- износ поверхности 6 — Ø69,87 мм [Ø70k6]
- износ поверхности 7 — [М68]х2 —резьба замята по 0,35 мм на сторону
- износ поверхности 8 — надиры и забоины до 0,8 мм
- износ поверхности 10 — 6,07 мм [6j86]
- износ поверхности 11 — 6,07 мм [6j86]
1 В квадратных скобках указаны номинальные размеры шпинделя (до износа)
Для выполнения ремонта шпинделя необходимо иметь следующее оборудование:
- токарно-винторезный станок
- вертикально-фрезерный станок
- круглошлифовальный станок
- отремонтированный станок с установленным на нем шпинделем
- верстак со слесарными тисками
- гальваническая ванна
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.

- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.

- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).

- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
Схема органов управления токарным станком
Инструкция по первому запуску и эксплуатации
Перед первым запуском, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.

Важно!
Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода. После полной проверки электродвигателя, можно приступать к работе.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
Сферы использования и модификации станка 16К20
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно здесь: Паспорт 16К20
Токарно-винторезный станок модели 16К20 принадлежит к категории универсального оборудования для обработки деталей из металла. Его характеристики, конечно, не позволяют заменить им фрезерное оборудование, но дают возможность использовать его для выполнения целого перечня специализированных операций. К таким операциям, в частности, относятся нарезание резьбы различного типа (метрической, дюймовой, модульной, питчевой), сверление, зенкерование и другие виды токарной обработки.
К таким операциям, в частности, относятся нарезание резьбы различного типа (метрической, дюймовой, модульной, питчевой), сверление, зенкерование и другие виды токарной обработки.
Возможности этого токарно-винторезного станка таковы, что с его помощью можно обрабатывать заготовки и из горячекатаного, и из холоднокатаного проката. До появления данного станка на предприятиях использовалась модель оборудования 1К62, которая значительно уступает ему по всем своим характеристикам. Так, к преимуществам токарно-винторезного станка 16К20 (по сравнению с прежней моделью) можно отнести:
- безопасность эксплуатации;
- высокую надежность;
- возможность обрабатывать детали с высокой точностью;
- простоту и удобство обслуживания;
- исключительную долговечность даже при активной эксплуатации;
- высокую производительность.
Применяют токарно-винторезные станки 16К20 на предприятиях, выпускающих продукцию единично или мелкими сериями, а также в инструментальных цехах, где такое оборудование может использоваться для выполнения как получистовых, так и чистовых работ.

Из конструктивных особенностей данного токарно-винторезного станка можно отметить следующие.
- Станина оборудования выполнена в коробчатой форме и установлена на массивное монолитное основание, что придает высокую жесткость всей конструкции. Точность передвижения по станине суппорта и подвижной задней бабке обеспечивают надежные направляющие, которые подвергнуты термообработке и шлифованию.
- В зависимости от типа обработки и конфигурации заготовки могут фиксироваться в патроне или зажиматься в центрах.
- Устройство держателя для резца разработано таким образом, чтобы обеспечить надежную фиксацию инструмента.
- Для установки шпинделя используются высокоточные (прецизионные) подшипники качения, необходимые для точности его расположения и вращения.
- В конструкции токарно-винторезного станка 16К20 предусмотрен целый ряд блокировочных и ограждающих технических элементов, обеспечивающих безопасность работы на нем.
- Для обеспечения точности обработки на станке установлены линейки с визирами, по которым можно контролировать продольные, а также поперечные перемещения инструмента.

- Экстренно отключить подачу суппорта станка 16К20 можно при помощи специального устройства, установленного на фартуке станка.
Резцедержатель 16К20 на суппорте станка выглядит следующим образом:
Резцедержатель станка 16К20
Благодаря универсальности, надежности, простоте устройства и обслуживания токарно-винторезного станка 16К20 аналоги данного оборудования выпускались на ряде отечественных и зарубежных предприятий, где они обозначались:
- МК6058 (6057, 6056) – Станкостроительный в Москве;
- 16В20П, 16В20 – Астраханский станкостроительный завод;
- ЖА-805 – Завод автоматических станков в Житомире;
- 16Б16 и модификации, Samat 400 – Средневолжский станкостроительный завод в Самаре;
- GH-1840ZX («Jet» – Швейцария), CU402 («Враца» – Болгария), CD6140A («Anhui Chizhou» – Китай), BJ1630G, CS6240, CS6240 («Bochi» – Китай), CA6240B, CA6140A («SMTCL» – Китай).
- КА-280 – в Киеве.
- 16ВТ20П, 16ВТ20 – в Витебске.
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.

- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Шпиндель токарного станка. Технологический маршрут ремонта 3
Технологический маршрут 3 ремонта шпинделя токарного станка
Технологическая оснастка для ремонта шпинделя:
- четырехкулачковый патрон 7103—0049 (ГОСТ 3890—72)
- поводковый патрон 7108—0055 (ГОСТ 2572—72)
- люнет неподвижный
- станочные винтовые самоцентрирующие рычажные тиски 7200—0154 (МН 5790—65)
- внутришлифовальное приспособление, оправка для установки шпинделя
- проходной отогнутый резец 2102—0055—Т15К6—IV (МН 575—64)
- расточный резец 2140—0010—Т15К6—1
- резьбовой резец δ = 60° 2131—0506—Т15К6
- центра (ГОСТ 13214—67)
- гаечный двусторонний ключ (ГОСТ 2839—62)
- медные подкладки, хомутик (ГОСТ 2578—74)
- фреза концевая 2220—0007—Р18 (ГОСТ 17025—71)
- шлифовальный круг ПП400х40х127-Э5-К ГОСТ 2424—75
- пробка шпоночная 6,5js6 Mh3978—61
- штангенциркуль ШЦ-II (ГОСТ 166—73)
- микрометр рычажный МР 50—75 (ГОСТ 4381—68)
- индикатор ГОСТ 9695—75
- конусный калибр Морзе 5
Токарный станок 16К20 – технические характеристики, паспорт, фото
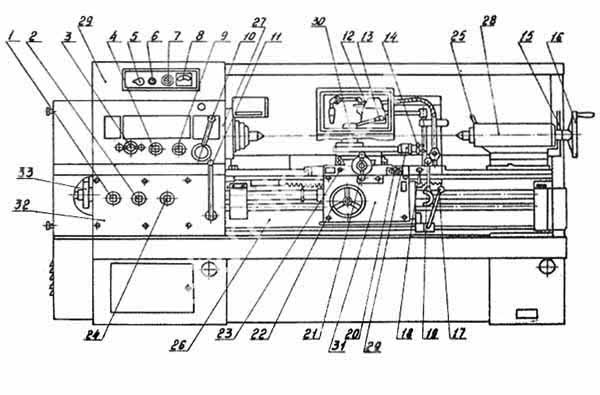
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нареза-ния резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления вращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок. | Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф, 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 1 9 — задняя бабка, 22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины |
Словарь терминов
1 (третья цифра в названии модели станка) — вертикально-фрезерный консольный тип станков по классификации.
2 (четвертая цифра в названии модели станка) — номер, выражающий размер стола по ширине и длине, равный 320×1250 мм.
2.5-координатная обработка — управление тремя координатами с помощью двух каналов управления, один из которых является переключаемым.
3 (четвертая цифра в названии модели станка) — номер, выражающий размер стола по ширине и длине, равный 400×1600 мм.
6 (первая цифра в названии модели станка) — фрезерная группа металлорежущих станков по классификации.
8 (третья цифра в названии модели станка) — горизонтально-фрезерный консольный тип станков по классификации.
Автоматические циклы — совокупность автоматически выполняемых движений узлов станка, выполняемых в определенной последовательности.
АСИ — автоматическая смена инструмента.
АСУП — автоматизированная система управления предприятием.
Бесступенчатое регулирование подачи — обеспечивает в данном диапазоне подач любую скорость перемещения рабочих органов, позволяет точно устанавливать требуемые режимы обработки.
Быстрые перемещения узлов — установочные перемещения узлов со скоростью, значительно превышающей скорость рабочей подачи.
Валец — рабочий орган вальцового станка, предназначенный для измельчения зерна и промежуточных продуктов размола зерна.
Вальцовый станок — станок для размола зерна и промежуточных продуктов.
Вертикально-фрезерный станок — фрезерный станок с вертикальным расположением шпинделя.
Вертикальный шпиндель — шпиндель, ось которого расположена вертикально.
Гидроразгрузка консоли — уменьшение реакций в направляющих консоли при ее перемещении путем применения гидравлических устройств.
Гидросистема — гидростанция, набор трубопроводов и рабочий орган.
Гидростанция (гидронасосная установка) — устройство, в котором электрическая энергия преобразуется в энергию жидкости, движущейся под давлением.
Гидрофицированное зажимное приспособление — приспособление для зажима, использующее гидрофицированный привод.
Горизонтально-фрезерный станок — фрезерный станок с горизонтально расположенным шпинделем.
Горизонтальный шпиндель — шпиндель, ось которого расположена горизонтально.
Делительная головка — приспособление у металлорежущих станков для поворота обрабатываемой заготовки на определенный угол.
Дискретность — перемещение узла станка в мм за единицу информации управления.
Долбежная головка — приспособление у металлорежущих станков, предназначенное для выполнения операций долбления.
Допуск — разность между наибольшими и наименьшими предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями.
Жесткость — способность конструкции сопротивляться деформации.
Зазор — расстояние между неплотно сопрягаемыми поверхностями.
Зенкерование — технологическая операция при получистовой обработке отверстий.
Зеркало станины — основная плоскость направляющих станины.
Зубодолбление — строгание зубьев инструментом в виде зубчатого колеса, контур торца зубчатого венца которого служит режущей кромкой.
Зубозакругление — закругление торцов зубьев.
Зубофрезерные станки — фрезерные станки для обработки зубьев зубчатых колес.
Зубчатое колесо — колесо с выступами (зубьями) для передачи движения посредством взаимодействия с зубьями другого звена (колеса, рейки и т.д.)
Класс точности станка — Н — нормальная точность, П — повышенная точность, В — высокая точность, А — особо высокая точность, С — особая точность.
Консоль — консольно расположенный, вертикально перемещаемый узел станка, несущий на себе рабочий стол. В технике так принято называть балку, закрепленную одним концом.
Консольный фрезерный станок — фрезерный станок, рабочий стол которого расположен на консоли.
Контурно-позиционная система — система, имеющая возможность работы как по контуру, так и в режиме позиционирования.
Конус Морзе — коническая поверхность с малым углом конуса для сопряжения инструмента и шпинделя.
Конус шпинделя — коническое отверстие в торце шпинделя, служащее для установки инструментов.
Концевая фреза — фреза для одновременной обработки двух взаимно перпендикулярных поверхностей.
Копировальный станок — станок для обработки криволинейных поверхностей с применением копировального устройства.
Коробка скоростей — многозвенный механизм, предназначенный для изменения частоты вращения выходного вала при постоянной частоте вращения входного вала путем изменения передаточного отношения.
Круглый поворотный стол — стол, предназначенный для позиционирования или подачи путем вращения вокруг своей оси.
Круговая подача — подача, осуществляемая путем вращательного движения вокруг оси стола.
Линия центров — воображаемая линия, проходящая через центры станка или контрольно-измерительного приспособления.
Люнет — дополнительная опора для избежания прогиба заготовки.
Магазин с инструментами — приспособление для размещения инструментов.
Механизм замедления — механизм уменьшения рабочей подачи до определенной величины.
Механизм подач — многозвенный механизм металлорежущего станка, предназначенный для изменения скорости и направления подачи.
Механизм пропорционального замедления подач — механизм уменьшения рабочей подачи пропорционально ее величине.
Многооперационная обработка — реализация многих операций при одной установке детали.
Многооперационный станок — станок, имеющий один шпиндель и оснащенный системой ЧПУ и магазином для хранения и смены инструмента.
Многошпиндельный станок — станок с несколькими шпинделями.
Муфта — устройство для соединения двух валов, передающее крутящий момент без изменения его направления.
Накладная фрезерная (шпиндельная) головка — приспособление, имеющее свой шпиндель, который получает вращение от шпинделя станка.
Направляющие — поверхности, служащие для перемещения одного узла станка относительно другого в определенном направлении.
Обрабатываемая поверх ь — образованный при резании поверхностный слой обрабатываемого материала.
Обрабатывающий центр — станок с ЧПУ и АСИ, предназначенный для последовательного выполнения нескольких технологических операций различными инструментами по заданной программе.
Одношпиндельные станки — станки с одним шпинделем.
Оправка — приспособление, используемое для крепления на нем заготовок или инструментов при обработке на металлорежущих станках.
Осевая подача — подача, осуществляемая путем перемещения вдоль оси инструмента или заготовки.
Оснастка — набор приспособлений для выполнения различных технологических операций.
Отклонение — алгебраическая разность между фактическим размером и номинальным размерами.
Патрон — приспособление для закрепления заготовок или инструмента на металлорежущих станках.
Планшайба — приспособление в виде фланца, установленного на шпинделе токарного, расточного и других станков для закрепления обрабатываемой заготовки или инструмента и передачи им вращения.
Плоскость стола — рабочая поверхность стола для закрепления заготовок или приспособлений.
Поворотная фрезерная (шпиндельная) головка — приспособление, имеющее свой шпиндель, который получает вращение от шпинделя станка и имеющее возможность поворота.
Подача стола — перемещение стола при выполнении технологических операций.
Ползун — узел станка, образующий поступательную пару с другим узлом.
Поперечный ход — движение, перпендикулярное продольной оси стола.
Привод главного движения — привод, обеспечивающий скорость резания (относительную скорость резца относительно заготовки).
Привод — система взаимосвязанных устройств для приведения в движение одного или нескольких твердых тел, входящих в состав машины или механизма, включающий источник энергии, механизм для передачи движения и аппаратуру управления.
Принадлежность — чаще всего такое приспособление, как вертикальная накладная головка, долбежная накладная головка, делительная головка и делительный стол.
Приспособление — технологическое устройство, присоединяемое к машине или используемое самостоятельно для базирования и закрепления заготовки при выполнении технологических операций.
Продольно-фрезерные станки — фрезерные станки с перемещением стола только в продольном направлении.
Рабочая поверхность стола — поверхность стола для установки и закрепления на ней детали или приспособления.
Развертывание — процесс получистовой и чистовой обработки конических и цилиндрических отверстий специальным инструментом — развертками.
Разметочные работы — работы, связанные с нанесением на заготовки точек и линий, указывающих контуры подлежащих механической обработке поверхностей, а также осевых и вспомогательных линий и центровых знаков для выверки заготовок при установке на станках.
Рассверливание — обработка сверлением предварительно просверленного или полученного в отливке отверстия.
Растачивание — (получистовая обработка) применяется при обработке отверстий коротких, ступенчатых и точных по размерам и форме.
Редуктор — устройство для изменения угловых скоростей и вращающих моментов.
Резание — обработка металлов снятием стружки.
Резец — обычно стальной брусок прямоугольного, квадратного или круглого сечения, режущая часть которого имеет определенную геометрическую форму и углы. Состоит из головки (несущей режущую часть) и тела (державки).
Резьбонарезные работы — нарезание резьбы на наружной или внутренней поверхности заготовок со снятием стружки.
Рейка — планка или стержень с зубьями, элемент зубчатой передачи для преобразования вращательного движения в поступательное.
Рифли — острые бороздки на какой-либо поверхности.
Сверлильно-фрезерный станок — металлорежущий станок для сверления и фрезерования заготовок.
Следяще-регулируемый привод подач — привод подач с устройством контроля скорости перемещающегося узла, его положения в режиме реального времени.
СниП — строительные нормы и правила.
Станина — основная часть машины, на которой монтируются рабочие узлы и механизмы.
Стол — узел металлорежущего станка (обычно подвижный) для закрепления на нем приспособления или заготовки.
Твердосплавный инструмент — инструмент, режущий элемент которого выполнен из твердого сплава (карбид вольфрама, карбид титана и др.)
Тиски станочные — приспособление для закрепления заготовки при обработке.
Торцевая фреза — фреза для обработки плоских поверхностей, ось которых перпендикулярна обрабатываемой поверхности.
Т-образный паз — паз в виде перевернутой буквы «Т», служащий для закрепления и базирования заготовки или приспособления.
Универсальный фрезерный станок — фрезерный станок для выполнения разнообразных фрезерных операций на различных заготовках.
Управляемые координаты — координаты перемещения узлов станка, по которым осуществляется управление движением.
Управляющая программа — упорядоченная последовательность команд, обеспечивающая выполнение технологического процесса.
Устройство цифровой индикации — устройство, отображающее значения контролируемых параметров в цифровом виде.
Фасонное отверстие — отверстие с формой, отличной от круглой.
Фасонная фреза — фреза для обработки поверхностей, повторяющих по форме ее саму.
Фрезерная (шпиндельная) головка — часть фрезерного станка, несущая шпиндель. Бывают горизонтальные, вертикальные и наклонные, в том числе поворотные.
Фрезерование — обработка со снятием стружки многолезвийным вращающимся инструментом — фрезой.
Хобот фрезерный — узел станка, выполненный в виде консольной балки, применяемый обычно для поддержки оправки с рабочим инструментом.
Цапфа — часть вала или оси, опирающаяся на опоры качения или скольжения.
Центр — стальной конус, применяемый для установки изделия при обработке на станке или в контрольно-измерительных приборах.
Цилиндрическая фреза — фреза для обработки плоских поверхностей, ось которых параллельна обрабатываемой поверхности.
Червяк — ведущее звено червячной или глобоидной передачи, представляющее собой винт, сцепляющийся с червячным колесом.
ЧПУ — числовое программное управление.
Шероховатость поверхности — микронеровности обрабатываемой поверхности.
Широкоуниверсальный фрезерный станок — фрезерный станок с расширенными технологическими возможностями.
Шпиндель станка — выходной вал коробки скоростей станка, предназначенный для закрепления заготовок или режущих инструментов.
Шпиндельная оправка — приспособление, используемое для крепления и базирования инструмента и заготовок в шпинделе металлорежущих станков.
Шпонка — деталь шпоночного соединения, устанавливаемая в пазах двух соприкасаемых деталей и предотвращающая их относительный проворот или сдвиг.
Шпоночно-фрезерный станок — станок для обработки шпоночных пазов.
Шпоночный паз — паз для установки шпонки.
Штоссель — держатель резца, совершающий возвратно-поступательные движения.
Эквидистанта — траектория движения центра фрезы относительно контура обрабатываемой поверхности.
Электромагнитная муфта — муфта, управляемая электромагнитом.