Токарно винторезный настольный станок – Токарный станок по металлу для дома – настольное мини-оборудование
alexxlab | 16.03.2020 | 0 | Винторезный
Настольный токарный станок по металлу: конструкция, классификация, выбор
Производство некоторых деталей может проводится в домашней мастерской или гараже. Для этого проводится установка самого различного оборудования. Довольно больше распространение получил настольный токарный станок. Его функциональности вполне достаточно для получения самых различных изделий. Рассматриваемый металлообрабатывающий станок во многом напоминает промышленные модели, однако применяются для получения изделий небольших размеров.

Конструкция оборудования
Маленький станок токарный настольный по металлу обладает схожими свойствами с промышленными моделями. Сложность создаваемой конструкции определяет то, что она соответствует высоким требованиям к точности получаемой продукции. Конструктивными особенностями назовем следующие моменты:
- Основными деталями рассматриваемого механизма можно назвать станину и суппорт. Станина применяется в качестве основания для соединения всех элементов и их точного позиционирования. Для фиксации инструмента используется суппорт. Резцы настольного токарного для обработки металлических заготовок могут поворачиваться под определенным углом относительно обрабатываемой поверхности.
- Деталь, которая в большинстве случаев напоминает тело вращения, закрепляется в шпинделе. В передней части есть стойка, внутри которой расположен электрический двигатель для создания основного вращения, передаваемого заготовке. Спереди есть коробка скоростей, представленная сочетанием шестерен.
- Перемещение суппорта осуществляется в продольном и поперечном направлении. Для этого устанавливается передаточное устройство и вал хода.
- Для существенного повышения точности обработки устройство снабжается задней бабкой, в которой крепится центр. В некоторых случаях можно провести крепление инструмента для растачивания. Кроме этого, задняя бабка может менять свое положение за счет салазок. Снизить вибрацию можно за счет расположения люнета требующегося диаметра.
Ключевой особенностью конструкции назовем то, что ее вес варьируется в пределе от 13 до 60 килограмм. За счет этого упрощается процесс транспортировки, монтажа и обслуживания. Мощность электрического двигателя составляет около 500 Вт. При этом питание осуществляется от сети 220 В, что также упрощает процесс установки в домашней мастерской.

Некоторые модели снабжаются функцией фрезерования. Для того чтобы повысить качество обработки устанавливается блок программного управления. Он позволяет проводить резание, сверление и фрезерование в автоматическом режиме по написанной программе.
Классификация настольных токарных станков
Основное предназначение оборудования рассматриваемого типа заключается в получении изделий при обработке заготовок цилиндрической формы. При снятии определенного количества материала с поверхности придается определенная форма. Настольный токарно-винторезный станок используется в различных мастерских. Классификация по степени модификации проводится следующим образом:
- Револьверный.
- Винторезный.
- Многошпиндельный.
- С ЧПУ.
Широкое распространение получил токарно-фрезерный настольный станок, так как подобное оборудование может применяться для получения самых различных изделий. Фрезерование отличается от точения тем, что основное вращение передается инструменты. За счет этого появляется возможность проводить обработку плоских поверхностей.
Токарный комбинированный настольный станок также характеризуется весьма высокой производительностью и функциональностью. Кроме этого, есть настольный токарный станок с ЧПУ, который может устанавливаться для получения точных изделий.
Винторезный вариант исполнения устанавливается для проведения следующих операций по металлообработке:
- Обработка торцов.
- Точение и растачивание.
- Развертывание различных отверстий.
- Нанесение витков резьбы.
- Вытачивание пазов и канавок.
- Зенкерование.
Стоит учитывать, что функциональность устройства можно существенно расширить за счет приобретения и установки дополнительного оборудования.
Однако, для настольного токарного механизма найти требуемую оснастку достаточно сложно.
Достоинства и недостатки оборудования
Мини токарные станки по металлу настольные характеризуются достаточно большим количеством различных достоинств и недостатков. К преимуществам можно отнести следующие моменты:
- Небольшой вес и размеры устройства. Компактные размеры определяют то, что устройство просто транспортировать и устанавливать в домашних мастерских. Как ранее было отмечено, вес может составить всего 70 килограмм. В сравнении с промышленными вариантами исполнения, масса которых несколько тонн, рассматриваемые весьма легкие. Стоит учитывать, что оснастка токарного станка существенно увеличивает массу оборудования.
- Может применяться для получения точных изделий из самых различных материалов. Это достигается за счет применения жесткой основы.
- Если рассматривать универсальный токарный станок, то он может применяться для проведения самых различных операций. Поэтому после установки его в домашней мастерской можно провести практически все требуемые операции.
- В качестве основания может применяться стол или верстак. Стоит учитывать, что основание должно быть жестким.
- Нужно учитывать и относительно низкий показатель энергопотребления. Именно поэтому при обработке небольших изделий можно существенно сэкономить.
Однако, нужно учитывать и достаточно большое количество различных недостатков токарных моделей рассматриваемого типа. Использование мини станка характеризуется следующими моментами:
- Нельзя проводить обработку больших и наиболее распространенных изделий.
- Возникают трудности с подбором наиболее подходящей оснастки.
- При слишком высокой нагрузке может происходить деформация устройства.

Кроме этого, стоит учитывать относительно невысокую стоимость оборудования. Приобрести настольный вариант исполнения можно по меньшей стоимости, если сравнивать с промышленными токарными настольными станками.
Рекомендации по выбору станка
В продаже встречается просто огромное количество различных вариантов исполнения настольных токарных станков по металлу для дома. Основными рекомендациями по выбору назовем следующие моменты:
- Размер станины и вес всего продукта. В продаже есть весьма компактные модели, которые не требуют особых условий установки. Однако, слишком легкое оборудование подвержено вибрации и менее устойчиво. При весе конструкции около 100 килограмм могут возникнуть трудности с подбором наиболее подходящей токарной модели.
- Параметры электросети также имеют важное значение. Большинство вариантов исполнения работает от сети 220 В, но есть и модели, которые питаются от трехфазной сети. Трехфазный вариант исполнения устанавливать намного тяжелее, так как приходится прокладывать отдельный кабель.
- Размеры определяют то, какой длины могут обтачиваться заготовки. Между центрами может быть расстояние около 40 см. Этого вполне достаточно для получения самых распространенных изделий.
- Мощность токарного механизма также является наиболее важным параметром. Рекомендуется отдавать предпочтение моделям с показателем 500-750 Вт. Производители устанавливают различные типы электрических двигателей. Асинхронные варианты исполнения обладают более длительным эксплуатационным сроком и высокими характеристиками.
- Лимб. При выборе также рекомендуется уделять внимание тому, насколько разделен весь лимб. С уменьшением показателя существенно повышается точность обработки.
- Еще важными параметрами можно назвать наличие режима обратного хода шпинделя и оборотистость модели. Практически все модели имеют функцию регулировки скорости. Показатель резания выбирается в зависимости от типа металла и характера процедуры. Удобной опцией считается реверс, но она применяется крайне редко.
- Рекомендуется уделять внимание варианту исполнения с дополнительной оснасткой. Специалисты не рекомендуют вкладывать средства в узкоспециализированные устройства, так как их возможности не столь обширны. За счет применения оснастки можно существенно расширить функциональность устройств.
Также выделяют и определенные рекомендации, касающиеся выбора, наиболее подходящего настольного токарного устройства. Они выглядят следующим образом:
- Проверяется отсутствие люфта. Подобная ситуация приводит к снижению точности обработки.
- На момент теста рекомендуется проверять устройство во всех режимах.
- Одним из наиболее важных параметров считается точность точения, которой можно достигнуть. Если показатель низкий, то никакая оснастка, настройка не позволит достигнуть требуемого результата.
Меньшее распространение получил мини токарный станок по металлу с ЧПУ. Блок числового программного управления позволяет автоматизировать процесс и добиться более высокой точности обработки.
В заключение отметим, что станок своими руками изготовить достаточно сложно. Для этого требуется электрический двигатель, а также другие элементы. Самодельное оборудование характеризуется относительно невысокой точностью работы, а также низкой функциональностью. Однако, за счет использования подручных материалов можно существенно снизить затраты на обустройстве собственной мастерской.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарные станки по металлу универсальные, настольные, профессиональные токарно-винторезные, токарно фрезерные
Основное назначение токарного оборудования состоит в:
- обработке наружной, внутренней и торцевой поверхности тел вращения;
- нарезании любых видов резьб;
- рассверливания отверстий;
- накатке рифлений;
- притирке.
Отдельные виды станков токарников могут выполнять и фрезерование.
Оборудование разделяется на три группы:
- настольные, весом от 13 до 100 кг, мощностью до 400 Вт. Используются в небольших домашних или частных мастерских;
- полупрофессиональные, мощностью до 1000 Вт, используемые в мелкосерийном производстве. Могут совмещать, также, функции сверлильного и фрезерного оборудования;
- профессиональные высокопроизводительные станки с ЧПУ (CNC), используемые в промышленном производстве.
В зависимости от расположения шпинделя подразделяются на горизонтальные и вертикальные.
Основные характеристики
Возможности, а также цена токарного станка по металлу зависит от его основных характеристик:
- Мощность, кВт
- Тип электропитания – однофазное (220 В) или трехфазное (380 В)
- Максимальный диаметр обрабатываемой над станиной заготовки, мм
- Максимальное расстояние между его центрами (РМЦ) или наибольшая длина обрабатываемой детали, мм
- Ход верхней каретки суппорта, мм
- Ход поперечной каретки суппорта, мм
- Высота державки резца, мм
- Диаметр отверстия шпинделя, мм
- Пределы шага нарезаемых метрических резьб, мм
- Пределы шага нарезаемых дюймовых резьб, мм
- Количество скоростей шпинделя
- Класс точности
При покупке действует гибкая система скидок! Доставка в Москве и по России, возможен самовывоз.
Звоните по телефону +7 (495) 150-05-90 и заказывайте станочное оборудование и оснастку по выгодной цене!
rustan.ru
mn-80 a Станок токарно-винторезный настольный схемы, описание, характеристики
Производителем токарно-винторезного настольного станка mn-80a является словацкое предприятие TОС Челаковице (TOS Celakovice, TOS ČELÁKOVICE) , которое было создано в 1856 году. В 2004 году предприятие включено в компанию CETOS, А.S. С 2011 года владельцем предприятия стала компания “Slovácké strojírny,a.s. Uherský Brod”.
Под торговой маркой ТОС, которая зарегистрирована по всему миру, продолжается разработка и производство станков, которые успешно поставляем по всему миру. Произво́дственным ассортиме́нтом является производство высокоточных шлифовальных станков, обычных и токарных станков с ЧПУ, а также станки для производства шестерен.
Настольный токарно-винторезный станок TOS MN-80a выпускался в Чехословакии предприятием TОС Челаковице (TOS Celakovice, TOS ČELÁKOVICE) в 50-х годах прошлого века и, в настоящее время, производство их прекращено.
В СССР производили копии станка mn-80 сразу на нескольких заводах:
- ТВ-16 токарно-винторезный станок выпускался несколькими станкостроительными предприятиеми и учебными заведениями
- ТС-1 токарно-винторезный станок выпускался Производственным объединением Старт, Пензенская область, г. Заречный
TOS mn-80 a станок токарно-винторезный настольный. Назначение, область применения
Мини-токарный станок mn-80a является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Станок предназначен для токарной обработки заготовок из металлов или пластмасс с поверхностями, имеющими форму тел вращения. При этом обработанная поверхность детали может быть внешней или внутренней, цилиндрической, конической или сложной, образованной сочетанием различных кривых.
Токарный станок по металлу mn-80 a предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок mn-80 a является настольным токарным станком и предназначается для всевозможных токарных работ:
- проточка и расточка цилиндрических, фасонных и конических поверхностей
- сверление, снятие фасок
- растачивание
- отрезка
- Широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен.
Станок TOS mn-80 a – отличное решение для домашней мастерской.
Станок предназначен для работы от однофазной сети переменного тока напряжением 220 В ± 10 % и частотой 50 Гц.
Станок предназначен для эксплуатации в следующих условиях:
- температура окружающей среды от +5 до +35 °С
- относительная влажность воздуха до 80 % при температуре 25 °С
Общий вид токарного станка mn-80 a

Фото токарного станка mn-80 a. Смотреть в увеличенном масштабе

Фото токарного станка mn-80 a. Смотреть в увеличенном масштабе
Расположение органов управления токарным станком mn-80 a

Расположение органов управления токарным станком mn-80 a. Смотреть в увеличенном масштабе
Техническое описание токарного станка mn-80 a
Токарный станок применяется для производства деталей в промышленности точной механики, оптики, в радиотехнике, лабораториях, производстве эталонов и аналогичных цехах. Стандартные токарные работы, встречающиеся в этих отраслях, могут быть дополнены за счет отделочных операций с применением дополнительных устройств станка. Сверление, фрезерование, деление, нарезание различной резьбы, оконтуривание деталей на поверхностях станин и т.п. содействуют широкой области применения данного станка.
Шпиндель изделия имеет 9 ступеней числа оборотов в пределах от 150 до 2000 об/мин. Скорость шпинделя можно легко менять перебором шкивов и клиновидного ремня. Электродвигатель, шкивы и электрооборудование размещены в левой части стола, на котором установлен токарный станок. Шпиндельная бабка с шпинделем на подшипниках скольжения оснащена цанговым зажимным устройством пруткового материала, а также креплениями кольцевых заготовок за наружные и внутренние диаметры.
Привод ходового винта осуществляется посредством сменных колес (гитара), в которые включена планетарная передача, понижающая в 20 раз настроенный ход. Таким образом путем одним лишь смещением муфты можно использовать продольную подачу для нарезания резьбы без смены сменных колес.
Суппорты направляются по станине узкими призматическими направляющими. Вспомогательные устройства – параллельная подпорка, фрезерное устройство, высотный суппорт с зажимным угольником – дополняют суппорты для всестороннего использования. Задняя бабка удобно перемещается на станине. На ее пиноли имеется миллиметровая шкала для отсчета глубины сверления, развертки, нарезания резьбы и т. п. Ее можно заменять рычажной бабкой, входящей в принадлежности станка.
Передняя бабка токарного станка mn-80 a
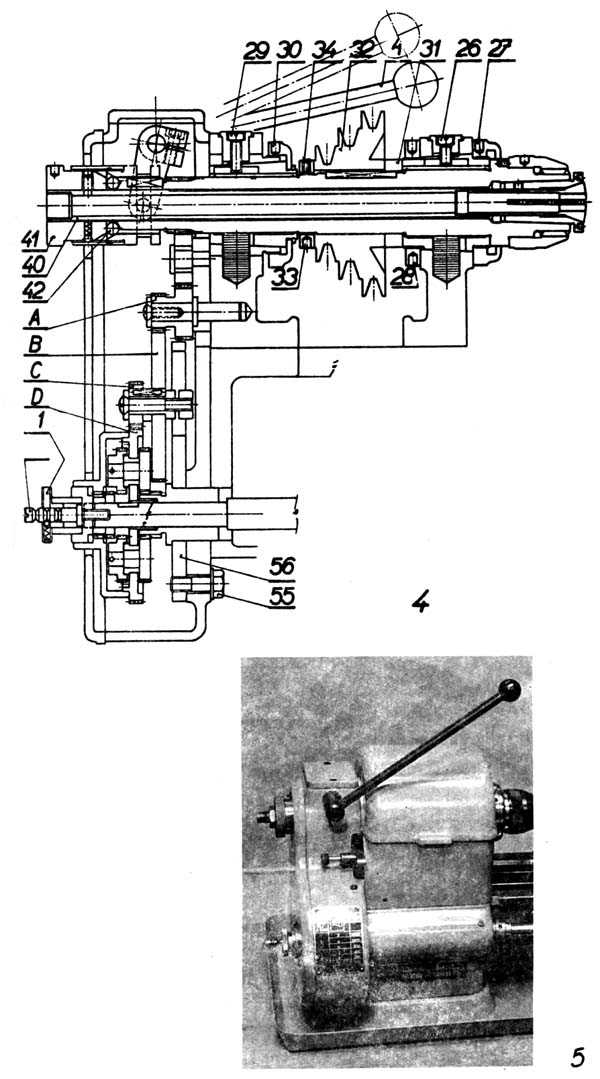
Передняя бабка токарного станка mn-80 a. Смотреть в увеличенном масштабе
Шпиндель изделия установлен на бронзовых подшипниках скольжения, которые с целью удобного выбора зазора подшипников стянуты установочными гайками в конических втулках. Зазор в продольной оси выбирается фрикционным кольцом. Смазку поверхностей скольжения обеспечивают войлочные вставки, забирающие масло из баков. Ежедневно доливать масло.
Наладка подшипников передней бабки.
Передний подшипник настроить, ослабив винт 26, крепящий вкладыш подшипника в настроенном положении. С помощью гаечного ключа ослабить гайку 27, повернув ее влево (разумеется с места обслуживания). Гайку 28 в том же направлении настолько дотянуть, чтобы выбрать вредный радиальный зазор подшипника. Хорошо настроенный подшипник допускает отклонение индикатора изделия на 0,01 -0,014 мм. Произвести проверку следующим образом: в отверстие в шпинделе вставить рычаг длиной около 500 мм и нажимом против наконечника индикатора определить зазор в подшипнике. Если станок длительно работает с максимальным числом оборотов, то нужно увеличить зазор до 0,02 – 0,03 мм, иначе вследствие повышенных те Mnератур выбирается зазор до минимума, станок останавливается и происходит быстрый износ поверхностей скольжения. Настроив подшипник, не забыть закрепить его, затянув винт 26 и гайку 27.
Задний подшипник настраивать аналогичным образом – ослаблением винта 29 и затяжкой гайки 30. Настроив подшипник, снова затянуть винт 29 и зафиксировать настроенное положение вкладыша подшипника.
Осевое давление шпинделя изделия воспринимается на торцевых поверхностях бронзового вкладыша переднего подшипника с одной стороны буртиком на шпинделе, а сзади – фрикционным кольцом 31. В случае износа поверхностей трения и образования вредного зазора, ослабить винт 34 и с помощью гайки 33 выбрать зазор таким образом, чтобы можно было вручную вращать шпиндель без чрезмерного усилий. Во время наладки следить за тем, чтобы в полость между фрикционным кольцом и поверхностью трения подшипника не попали загрязнения.
Предостережение:
Выбор зазора подшипников должен производиться опытным ремонтником, который квалифицированной наладкой гарантирует точную и бесперебойную работу станка.
Суппорт токарного станка mn-80 a

Суппорт передвигается по станине по точно отшлифованным направляющим поверхностям вручную или механически, поперечный суппорт на салазках и поворотный резцовый суппорт передвигаются только вручную.
Чтобы выбрать зазор ходового винта нужно ослабить винты 60, 61 и винтом 62 затянуть разрезанную гайку винта, чтобы выбрать вредный зазор винта.
Зафиксировав гайку с помощью установочного кольца отрегулировать зазор, сняв ручку 63, делительный диск 64, ослабив винты 65 и дотянув винты 66, выбрать зазор, образовавшийся вследствие износа контактных поверхностей.
Выбирая зазор в резьбе поворотного суппорта, сначала ослабить винты 67 и установочными винтами 68 стянуть гайку настолько, чтобы устранить зазор в резьбе. Затянув винты 67, зафиксировать гайки в настроенном положении. Осевой зазор буртика винта поворотного суппорта выбрать тем же способом передней призматической планкой станины. Зазор в направляющей выбрать с помощью клина, речных салазках, ослабив винт 78 и дотянув винт 79. У резцового суппорта ослабить винт 80 и дотянуть винт 81. Нужно следить за тем, чтобы после настройки клиньев оба винта были правильно затянуты, в противном случае клин бы ослабился и застревал на направляющей поверхности.
Станок в исправном состоянии, предотвращают образование царапин и задир стружкой направляющих поверхностей.
Задняя бабка токарного станка mn-80 a
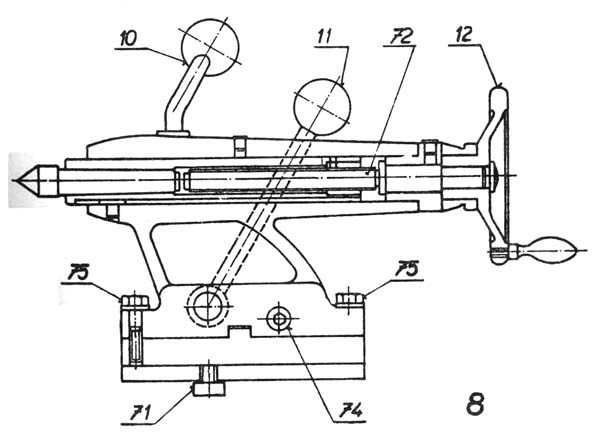
Задняя бабка слегка перемещается по всей длине, ее ослабление и фиксация в настроенном положении осуществляются с помощью рычага 11. Данный рычаг установлен таким образом, чтобы бабка со станины поворачивается винт 71, то при следующем применении задней бабки необходимо снова настроить это налаженное положение поворачиванием винта 71 в исправное положение, задвигая маховичком 12 пиноль настолько, чтобы ходовой винт 72 натолкнулся на центр, который освобождается из конуса. Конус в пиноли – Морзе 1. Пиноль оснащена миллиметровой шкалой от 0 до 80 мм для отсчета глубины при сверлении, нарезании резьбы и т. п. Для точного отсчета служит делительный диск с 30 делениями по окружности. Цена одного деления – 0,05 мм. Для обточки пологих конусов можно выдвинуть заднюю бабку из середины, ослабив винты 75, перестроив винтом 74 и зафиксировав настроенное положение дотяжкой винтов 76. Точную обратную настройку произвести путем зажатия между центрами точной оправки с помощью индикатора.
Применение цанги для зажатия заготовок (рис. 4 и 10)
Станок приспособлен к зажатию пруткового материала цангой Mn 809 и для крепления колец за наружную поверхность кольцевой цангой Mn 810, для крепления колец за внутренний диаметр кольцевой цангой Mn 811. Цанга для пруткового материала круглого сечения зажимает материал до диаметра 10 мм, четырехгранный материал до 7 мм, а шестигранный – до 8 мм отверстия ключа. Ступенчатая цанга Mn 810 зажимает кольца диаметром от 10 до 40 мм с градуировкой по 1 мм, набор цанг для этих диаметров состоит из 5 штук. Цанга для крепления за внутренний диаметр Mn 811 Смену цанги произвести следующим образом: поворачивать шероховатую гайку 41 влево, в результате чего вывинчивается цанга из нарезки крепежной трубки 40, с которой гайка соединена. Вставив тщательно очищенную цангу, дотягивать настолько, чтобы настроить нужное напряжение в цанге для подлежащего креплению материала. Сжав рычаг 4, попробовать, достаточно ли цанга зажимает. Если настроенное напряжение слишком велико и нельзя сжать рычаг 4, ослабить напряжение гайкой 41, а, наоборот, если цанга слабо зажимает, дотянуть на несколько зубьев арретировочного индекса. При смене цанги или в том случае, если не работают с цанговым зажимом и вынимают зажимную трубку с гайкой, необходимо обращать внимание на то, чтобы не выпали зажимные ролики 42.
Нарезание резьбы и подачи на токарном станке mn-80 a (рис. 1, 4, 10. 11)
Нарезание резьбы на станке производится с помощью кодового винта с шагом 3 мм через сменные колесa А, В, С, D. Привод от шпинделя изделия осуществляется через реверсивную передачу посредством рычага 2 с двумя арретированными положениями. Обе крайние арретировни обеспечивают соединение реверсивной передачи для направления вращения ходового винта вперед или назад, среднее положение выключает весь привод и ходовой винт. На таблице нарезок, размещенной на станке, указаны стандартные шаги метрической резьбы от 0,2 до 3 мм и соответствующие сменные колеса. Если намечается изготовление не указанной в таблице резьбы, произвести расчет передачи сменными колесами по формуле:
A/B · C/D = S/3
где А, В, С, D – сменные колеса
“S” – требуемый шаг
“3” — шаг ходового винта
Сменное колесо D приводится в таблице всегда как колесо со 100 зубьями, так как в это колесо вставлена планетарная передача с передаточным отношением 1 /20, которая приводит отрегулированный шаг к тонкой подаче.
На станке можно производить нарезку дюймовой, модульной и диаметраль-питчевой резьбы согласно таблице. Для этих видов резьбы необходимо заказать сменные колеса, которые не входят в объем стандартного набора. Это колеса с числом зубьев 38, 44, 56, 57, 64, 65, 72, 70, 80, 90 (и дополнительное колесо 50, 2 X 55 из стандартной серии). Таблица дюймовой резьбы составлена по формуле:
A/B · C/D = (10·11)/(B/1″·13)
где В/1″ – число витков на 1″.
Сменные зубчатые колеса менять, ослабив винты, выдвинув шайбы и сменные колеса. Устанавливая другие колеса, вставлять их в зацепление чистыми и до пуска станка смазать всю зубчатую передачу. Как было указано, на стандартном станке сменное колесо D со 100 зубьями выполнено одновременно в виде планетарной передачи, которая включается путем задвижения кольца 1, в результате чего получается подача, соответствующая 1/20 отрегулированного шага. При нарезании резьбы, наоборот, кнопка 51 должна быть выдвинута из крайнего положения. Если включить среднее положение, отключается ходовой винт.
Если производится нарезание такой резьбы, где колесо D НЕ имеет 100 зубьев, то ослабить арретировочный винт 1 и выдвинуть планетарную передачу. В паз в валу вставить поводковую шпонку, входящую в объем принадлежностей станка, и вместо планетарной передачи посадить соответствующее сменное колесо, которое следует зафиксировать распорным кольцом и винтом D. Гитару сменных колес 56
Смазка токарного станка mn-80 a
Смазку станка производить с помощью масленки с применением хорошего подшипникового масла вязкостью 2,5°Э при 50°С. Все точки смазки заправлять маслом всегда до начала рабочей смены, благодаря чему защищаются все поверхности движения от повышенного износа или же задира.
Схема электрическая принципиальная токарного станка mn-80 a

Схема электрическая принципиальная токарного станка mn-80 a. Смотреть в увеличенном масштабе
Станок оснащается на заводе-изготовителе электрооборудованием на напряжение и частоту по желанию заказчика, выполненным а соответствии с действующими в ЧССР правилами. Все электрооборудование соединено и испытано. На месте работы у заказчика его следует только подключить к сети на вводной клеммной колодке.
Электрооборудование, включая электродвигатель и вводную клеммную колодку, находится в пространстве левой части стола. Защитные, коммутационные и управляющие приборы размещаются на общей плите, крепящейся на дверце, закрывающей эту часть стола. Доступ к приборам управления осуществляется с наружной стороны дверцы с поста обслуживания.
Принадлежности к токарному станку mn-80 a
Токарный станок mn-80 a оснащен принадлежностями, подходящим образом дополняющими область рабочих возможностей. Если некоторые из принадлежностей не были заказаны вместе со станком, их можно поставить дополнительно в любое время.
- Mn 801 стандартный токарный центр
- Mn 802 половинный токарный центр для обточки небольших диаметров
- Mn 803 полный токарный центр для обточки цапф без токарного керна
- Mn 804 половинный полый токарный центр для обточки цапф небольших размеров
- Mn 805 трезубец для обточки древесины
- Mn 806 сверлильная плита, в заднюю бабку, применяемая для сверления в цилиндрических деталях
- Mn 807 втулка шпинделя изделий для токарных центров, входящая в объем стандартных принадлежностей
- Mn 808 патрон для крепления инструмента цилиндрическим хвостовиком; его можно применять в шпинделе изделия или задней бабке
- Mn 809 цанга для крепления пруткового материала круглого, четырехгранного или шестигранного сечения
- Mn 810 ступенчатая цанга для крепления колец за наружный диаметр
- Mn 911 ступенчатая цанга для крепления колец за внутренний диаметр
- Mn 812 поводковая плита, применяемая при обточке центров
- Mn 813 плита, применяемая для полирования деталей пастой или наждачным полотном или для оконтуривания деталей, прикрепляемых замазкой к плите
- Mn 814 опорная плоская сверлильная плита для задней бабки
- Mn 815 планшайба с четырьмя поворотными кулачками (максимальное число оборотов 800 об/мин)
- Mn 816 универсальный трехкулачковый патрон
- Mn 817 универсальный четырехкулачковый патрон
- Mn 818 рычажная сверлильная задняя бабка
- Мл 819 откидная опора для ручной обточки
- Mn 820 делительное устройство для шпинделя изделия
- Mn 821 высотный суппорт с зажимным угольником, который устанавливается на резцовом суппорте вместо резцовой головки
- Mn 822 неподвижная опора, закрепленная на станине
- Mn 823 параллельная опора, закрепленная на салазках суппорта
- Mn 824 высотный суппорт с делительным устройством для резцового суппорта, с цанговым креплением кожух универсального патрона и поводкового диска кожух планшайбы
TOS MN-80 a lathe – Токарно-винторезный настольный станок
Видеообзор станка с частотным приводом
TOS MN-80а – Токарно-винторезный настольный станок
Показана переделка привода токарного станка TOS MN-80а под поликлиновый ремень без контрпривода
TOS MN-80 a – Токарно-винторезный настольный станок аналог станка ТВ-16
Видеообзор станка MN-80a
Технические характеристики токарно-винторезного станка mn-80 a
| Наименование параметра | MN-80a | ТС-1 | ТВ-16 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | ТУ ТВ-16-0001 |
| Наибольший диаметр заготовки над станиной, мм | 160 | 155 | 160 |
| Наибольший диаметр заготовки над суппортом, мм | 90 | 80 | 90 |
| Высота центров, мм | 80 | 82 | 85 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 300 | 260 | 250 |
| Наибольшая высота держателя резца (ш х в), мм | 10 х 10 | 10 х 10 | 12 х 15 |
| Высота от опорной поверхности резца до линии центров, мм | 10 | ||
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 90 | ||
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М39 х 4 | М39 х 4 | М39 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 100 |
| Диаметр сквозного отверстия в шпинделе, мм | 18 | 18 | 18 |
| Диаметр и длина переднего подшипника скольжения в шпинделе, мм | 38 х 50 | 38 х 50 | |
| Центрирующий диаметр переднего конца шпинделя, мм | 40 х 5 | 40f4 | |
| Наибольший диаметр прутка, мм | 17 | 17 | 17 |
| Конус отверстия шпинделя | 1:20 | Морзе №3 | |
| Число ступеней частот прямого вращения шпинделя | 9 | 6 | 6 |
| Частота вращения шпинделя, об/мин | 150..2000 | 160..1600 | 160..1600 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 260 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | ||
| Ходовой винт (диаметр х шаг) | 16 х 3 | 16 х 3 | |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | 100 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | ||
| Число ступеней продольных подач суппорта | 18 | ||
| Пределы продольных рабочих подач суппорта, мм/об | 0,01…0,15 | 0,01…0,15 | 0,01…0,15 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 19 | 20 | 18 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..3 | 0,2..3 | 0,2..3 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Резьбоуказатель | нет | нет | нет |
| Предохранение от перегрузок | есть | есть | есть |
| Блокировка | есть | есть | есть |
| Ускоренное перемещение суппорта | нет | нет | нет |
| Выключающие упоры | нет | нет | нет |
| Резцовые салазки (верхний суппорт) | |||
| Наибольшее перемещение резцовых салазок, мм | 100 | 100 | 100 |
| Шаг резьбы ходового винта резцовых салазок, мм | 1,5 | 1,5 | |
| Диаметр резьбы ходового винта резцовых салазок, мм | М10 левая | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба, мм | 1,5 | 1,5 | 1,5 |
| Угол поворота резцовых салазок, град | ±60° | ||
| Задняя бабка | |||
| Диаметр пиноли задней бабки | 20 | 20 | |
| Конус отверстия пиноли задней бабки | Морзе №1 | Морзе №1 | Морзе №1 |
| Наибольшее перемещение пиноли, мм | 80 | 70 | 65 |
| Цена деления линейки перемещение пиноли, мм | 1 | ||
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение задней бабки, мм | ±5 | ||
| Электрооборудование | |||
| Напряжение питающей сети, В | ~380 В/ ~220 В | ~380 В/ ~220 В | ~380 В/ ~220 В |
| Электродвигатель главного привода, кВт | 0,37 | 0,25 | 0,4 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1170 х 610 х 1310 | 1160 х 540 х 1200 | 1150 х 600 х 1200 |
| Масса станка, кг | 135 | 135 | 180 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Станок токарно-винторезный настольный СМТ-1 | Станочный Мир
Если Вам необходимо купить Станок токарно-винторезный настольный СМТ-1 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный настольный СМТ-1 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru