Токарно винторезный станок 165 паспорт – Станок универсальный токарно-винторезный 165. Паспорт – Токарные станки
alexxlab | 29.05.2020 | 0 | Винторезный
165 Станок токарно-винторезный универсальныйСхемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 165
Производитель токарного станка модели 165 – Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года – это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков – 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели – 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ – 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 – для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
165 Станок токарно-винторезный универсальный. Назначение и область применения
Токарно-винторезный станок модели 165 предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб – метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Принцип работы и особенности конструкции станка
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Станок предназначен для обработки черных и цветных металлов с большими скоростями резания резцами из быстрорежущей стали и твердых сплавов.
Коробка подач закрытого типа обеспечивает нарезание стандартной резьбы. Точные резьбы нарезаются с применением сменных зубчатых колес, минуя коробку подач.
Изменение чисел оборотов шпинделя и скорости подачи суппорта осуществляются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.
Перемещение задней бабки и выдвижение пиноли выполняются вручную вращением маховичков.
Класс точности станка Н. Шероховатость обработанной поверхности V 6.
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего и твердосплавного инструмента при обработке как черных, так и цветных металлов.
Вид климатического исполнения — УХЛ4 по ГОСТ 15150—69.
Класс точности — Н по ГОСТ 8—82Е.
Модификации токарного винторезного станка 165
165 – Ø 1000 универсальный токарно-винторезный
1Н65, 1Н65Ф1, 1Н65Г, 1Н65ГФ1 – Ø 1000 универсальный токарно-винторезный
16К50, 16К50П – Ø 1000 универсальный токарно-винторезный
1658, 1658 – Ø 1000 универсальный токарно-винторезный
РТ28608, РТ539, РТ53901, РТ732, РТ366, РТ731 – Ø 1000 универсальный токарно-винторезный
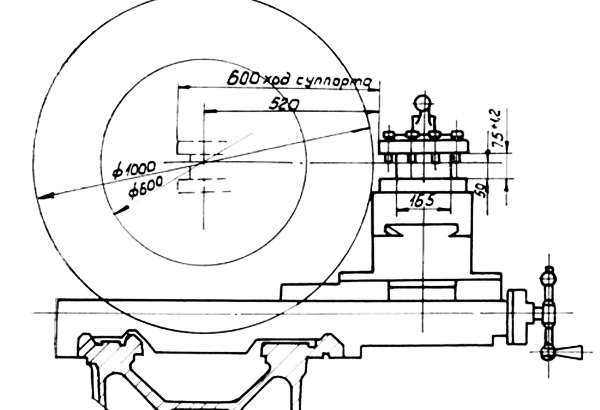
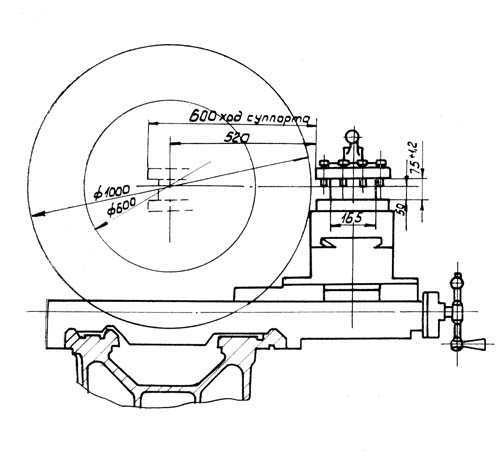
Габарит рабочего пространства токарного станка модели 165
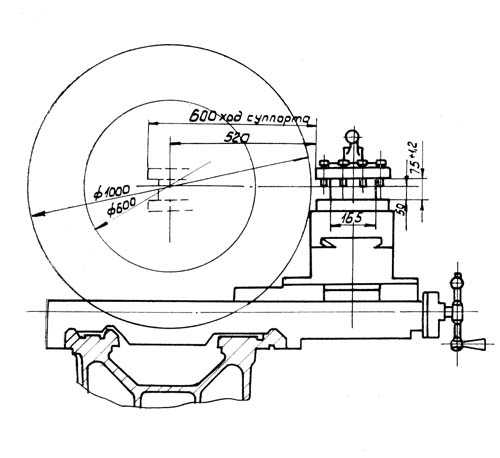
Габарит рабочего пространства токарного станка модели 165
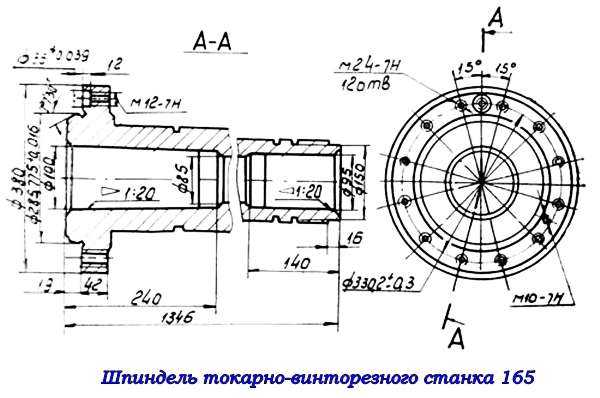
Посадочные и присоединительные базы токарного станка 165. Шпиндель
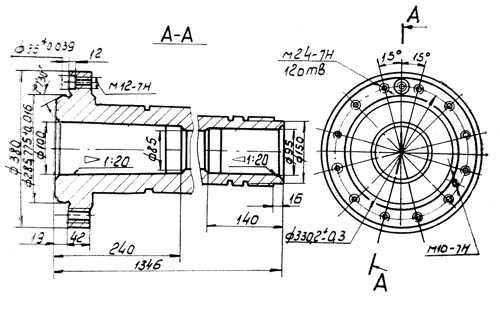
Шпиндель токарно-винторезного станка 165

Станина токарно-винторезного станка 165
Станина токарно-винторезного станка 165. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка 165

Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165. Смотреть в увеличенном масштабе

Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165. Смотреть в увеличенном масштабе
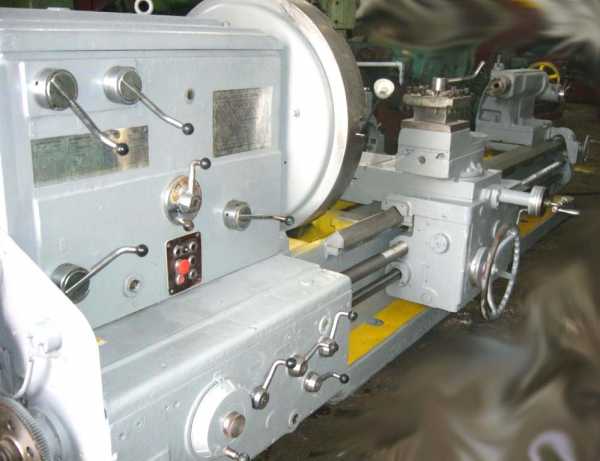
Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165. Смотреть в увеличенном масштабе
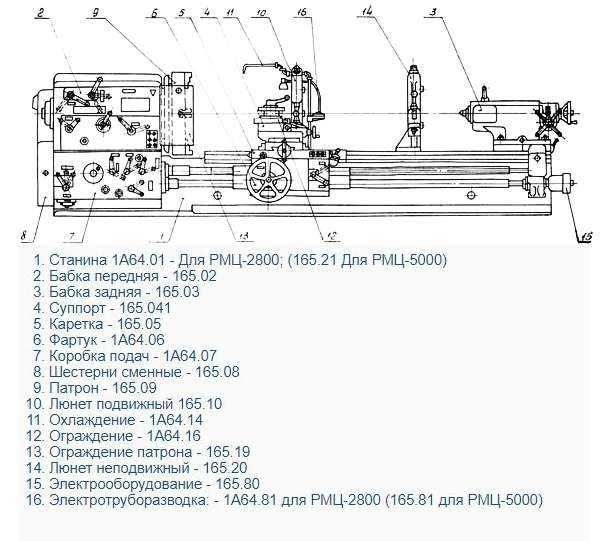
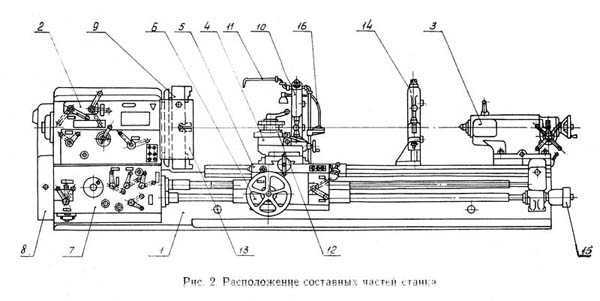
Расположение составных частей токарно-винторезного станка 165
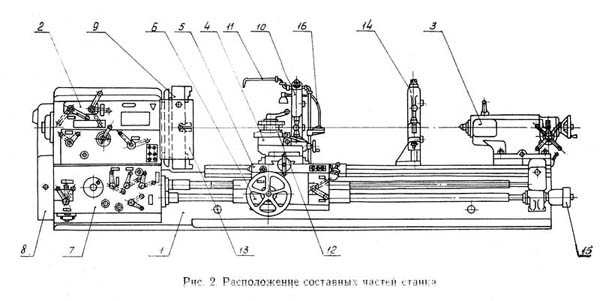
Расположение основных узлов токарного станка 165
Расположение составных частей токарно-винторезного станка 165. Смотреть в увеличенном масштабе
Спецификация составных частей токарно-винторезного станка 165
- Станина 1А64.01 – Для РМЦ-2800; (165.21 Для РМЦ-5000)
- Бабка передняя – 165.02
- Бабка задняя – 165.03
- Суппорт – 165.041
- Каретка – 165.05
- Фартук – 1А64.06
- Коробка подач – 1А64.07
- Шестерни сменные – 165.08
- Патрон – 165.09
- Люнет подвижный 165.10
- Охлаждение – 1А64.14
- Ограждение – 1А64.16
- Ограждение патрона – 165.19
- Люнет неподвижный – 165.20
- Электрооборудование – 165.80
- Электротруборазводка: – 1А64.81 для РМЦ-2800 (165.81 для РМЦ-5000)
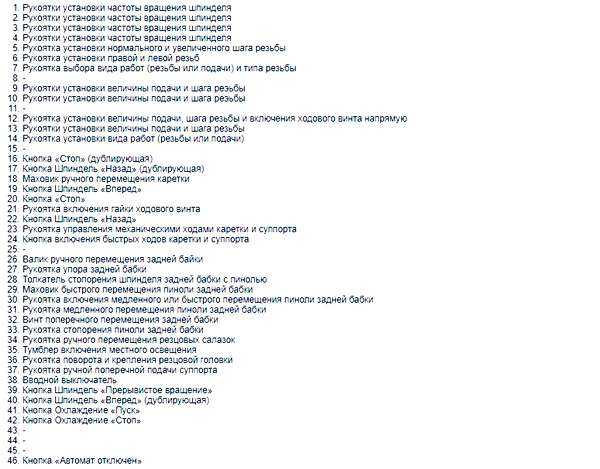
Расположение органов управления токарно-винторезным станком 165

Расположение органов управления токарным станком 165
Расположение органов управления токарно-винторезным станком 165. Смотреть в увеличенном масштабе
Перечень органов управления токарно-винторезным станком 165
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьб
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- –
- Рукоятки установки величины подачи и шага реэьбы
- Рукоятки установки величины подачи и шага реэьбы
- –
- Рукоятка установки величины подачи, шага резьбы и включения ходового винта напрямую
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка установки вида работ (резьбы или подачи)
- –
- Кнопка «Стоп» (дублирующая)
- Кнопка Шпиндель «Назад» (дублирующая)
- Маховик ручного перемещения каретки
- Кнопка Шпиндель «Вперед»
- Кнопка «Стоп»
- Рукоятка включения гайки ходового винта
- Кнопка Шпиндель «Назад»
- Рукоятка управления механическими ходами каретки и суппорта
- Кнопка включения быстрых ходов каретки и суппорта
- –
- Валик ручного перемещения задней байки
- Рукоятка упора задней бабки
- Толкатель стопорения шпинделя задней бабки с пинолью
- Маховик быстрого перемещения пиноли задней бабки
- Рукоятка включения медленного или быстрого перемещения пиноли задней бабки
- Рукоятка медленного перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка стопорения пиноли задней бабки
- Рукоятка ручного перемещения резцовых салазок
- Тумблер включения местного освещения
- Рукоятка поворота и крепления резцовой головки
- Рукоятка ручной поперечной подачи суппорта
- Вводной выключатель
- Кнопка Шпиндель «Прерывистое вращение»
- Кнопка Шпиндель «Вперед» (дублирующая)
- Кнопка Охлаждение «Пуск»
- Кнопка Охлаждение «Стоп»
- –
- –
- –
- Кнопка «Автомат отключен»
Кинематическая схема токарно-винторезного станка модели 165
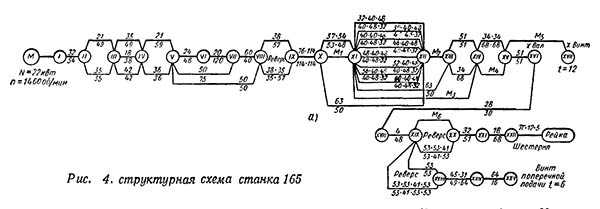
Структурная схема токарного станка 165 (с кинематической схемой 2)
1. Структурная схема токарно-винторезного станка модели 165. Смотреть в увеличенном масштабе
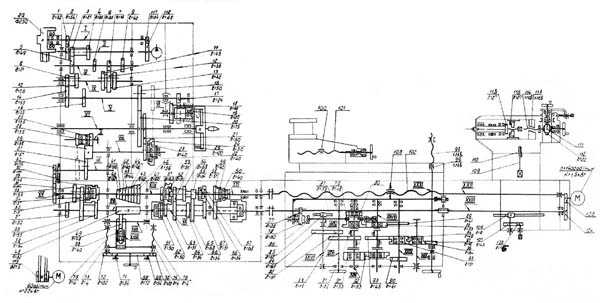
Кинематическая схема токарно-винторезного станка 165
1. Кинематическая схема токарно-винторезного станка модели 165. Смотреть в увеличенном масштабе
2. Кинематическая схема токарно-винторезного станка модели 165. Смотреть в увеличенном масштабе
Привод главного движения осуществляется от электродвигателя через клиноременную передачу.
Коробка скоростей сообщает шпинделю 24 различных скорости как прямого, так и обратного вращения через кинематические цепи согласно табл. 4.
Реверс шпинделя осуществляется электродвигателем.
На вал IX коробки скоростей вращение передается от шпинделя через зубчатые колеса 21—22, 26—27 или от вала V (при включении звена увеличения шага в восемь раз) через зубчатые колеса 16—24, 23—22, 26—27. Бал IX при этом получает соответственно один или восемь оборотов на один оборот шпинделя.
Блок зубчатых колес 25 и 28 предназначен для изменения направления перемещения каретки при нарезании резьбы.
В коробку подач движение передается с вала IX через сменные зубчатые колеса 30—32—31.
Коробка подач сообщает суппорту через обгонную муфту, ходовой вал XXIII и механизм фартука 32 продольных и поперечных подачи.
Расчет кинематической цепи продольной и поперечной подач производится по формулеi = iсм * iк.п * iф
где:
iсм — передаточное отношение сменных зубчатых колес;
iк.п — передаточное отношение коробки подач;
iф — передаточное отношение фартука.
Кинематические цепи, через которые осуществляются подачи, приведены в табл. 5 для коробки подач и в табл. 6 для фартука.
Нарезание резьб осуществляется через кинематические цепи коробки подач, приведенные в табл. 7. Кроме того, нарезание резьб можно производить при прямом соединении ходового винта со сменными шестернями, подбирая соответствующее iсм (см. табл. 24). Диапазон подач и резьб расширяется при использовании звена увеличения шага в восемь раз.
Перечень элементов кинематической схемы (см. рис. 4) приведен в табл. 8, а корригированных зубчатых колес — в табл.9.
Краткое описание токарно-винторезного станка модели 165
Станина
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины находятся ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала и редуктором быстрого перемещения суппорта с фланцевым электродвигателем.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ 5000 имеются две подвески.
Бабка передняя токарно-винторезного станка модели 165
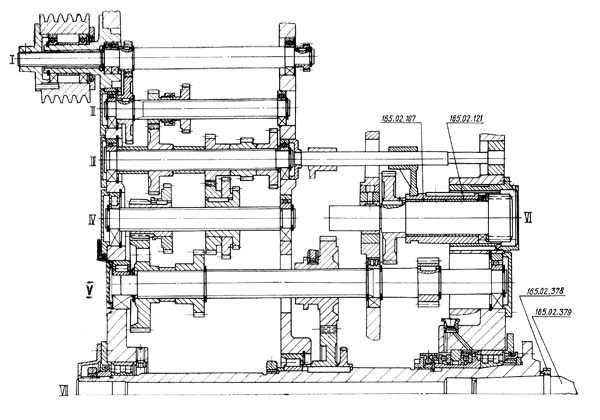
Бабка передняя токарно-винторезного станка 165
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами.
В корпусе передней бабки смонтированы:
- коробка скоростей
- шпиндельный узел
- звено увеличения шага в восемь раз
- механизм изменения направления перемещения каретки при нарезании резьб
- механизм настройки скоростей шпинделя
- система смазки
- электрошкаф
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Описание регулирования шпиндельных подшипников приведено в разделе «Регулирование».
Настройка частоты вращения шпинделя, а также настройка на нарезание правой или левой резьбы нормального или увеличенного шага производится перемещением зубчатых колес по шлицевым валам с помощью рукояток, расположенных на передней стенке бабки передней (см. рис. 37 и табл. 22).
Шлицы валов и зубья зубчатых колес закалены и отшлифованы.
Включение звена увеличения шага возможно только при работе с перебором.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика 26 (см. рис. 3).
Бабка крепится к станине при помощи двух прихватов тремя болтами.
Для жесткой фиксации в осевом направлении в бабке задней имеется упор, который можно вводить в литые впадины станины рукояткой 27.
Корпус бабки смещается по мостику в поперечном направлении (см. подраздел «Регулирование»).
В пиноль бабки встроен вращающийся шпиндель, подшипники передней опоры которого регулируются с помощью гаек.
Быстрое перемещение пиноли производится маховиком 29. стопорение — рукояткой 33.
Медленное перемещение пиноли осуществляется рукоятками 31 через червячный редуктор, включаемый рукояткой 30.
Для сверления, зенкерования и развертывания поворотом толкателя 28 необходимо включить зубчатую муфту, жестко соединяющую шпиндель с пинолью.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
При смене центра или инструмента пиноль необходимо вдвинуть в корпус бабки до отказа. При этом толкатель выталкивает центр или инструмент из шпинделя.
Суппорт и каретка
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины и поперечное по направляющим каретки. Оба перемещения осуществляются механически (с рабочей подачей и использованием механизма быстрого перемещения) и вручную.
Резцовые салазки, несущие четырехпозиционный резцедержатель, перемещаются вручную по направляющим поворотной части, которую можно повернуть вокруг вертикальной оси на любой угол.
Гайка винтовой пары поперечного перемещения суппорта составная и разделена регулировочным клином. Регулирование зазоров в направляющих каретки, поворотной части, производимое клиньями, в’ винтовой паре поперечного’ перемещения суппорта приведено в подразделе 2.4. «Регулирование».
Фартук станка
Фартук — закрытого типа со съемной передней стенкой (крышкой).
Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке 23 управления механическими ходами каретки и суппорта (см. рис. 3), причем направление включения рукоятки совпадает с направлением подачи.
Дополнительным нажатием кнопки 24 (см. рис. 3), встроенной в рукоятку 23, можно включить быстрый ход суппорта в направлении наклона рукоятки управления (23).
Благодаря обгонной муфте, вмонтированной в коробку подач, включение быстрого хода возможно при включенной подаче.
Гайка ходового винта разрезная, включается рукояткой 21 через кулачковое устройство.
Во избежание одновременного включения гайки ходового винта и подачи имеется электромеханическая блокировка.
В фартуке смонтирован механизм предохранительной муфты, исключающей поломку станка при перегрузках. Регулировка ее приведена в подразделе 2.4. «Регулирование».
Коробка подач
Коробка подач — закрытого типа со съемной передней стенкой (крышкой).
Механизм коробки подач позволяет получить все подачи и нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Настройку коробки подач на подачу или нарезание резьбы производить в соответствии с табл. 23 и 24 в следующем порядке (см. рис. 3 и рис. 38):
- рукоятку 10 перевести в положение «выключение»
- рукоятку 14 перевести в положение «ходовой винт» для нарезания резьб или в положение «ходовой валик» — для работы с подачей
- рукоятку 7 перевести в одно из трех положений – «дюймовая резьба», «модульная резьба», «метрическая резьба или подача»
- рукоятки 9, 12, 13 установить согласно таблице подач и резьб на требуемую резьбу или подачу, причем для установки рукоятки 9 в нужное положение подвести соответствующую цифру на ее диске под указатель;
- рукоятку 10 перевести в положение «включение»
При настройке на нарезание резьб с шагом повышенной точности ходовой винт соединить зубчатыми муфтами напрямую с приемным валом коробки подач в соответствии с табл. 25 (см. рис. 39).
Сменные шестерни
Комплект сменных зубчатых колес с iсм = 2/3, позволяющий получать на станке все резьбы и подачи, указанные в разделе «Паспорт», установлен на стенке бабки передней.
В конструкции механизма сменных шестерен предусмотрена возможность установки и других комплектов зубчатых колес.
Патроны
В состав станка входит четырехкулачковый несамоцентри-рующий патрон диаметром 1000 мм.
Люнеты
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
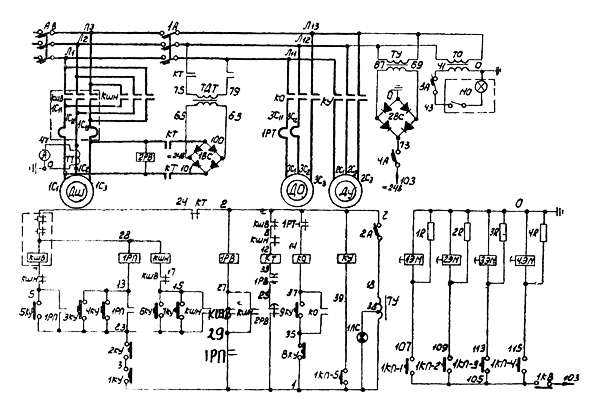
Электрическая схема токарно-винторезного станка модели 165

Электросхема универсального токарно-винторезного станка 165
Электрическая схема токарно-винторезного станка модели 165. Смотреть в увеличенном масштабе
Электрооборудование станка 165. Общие сведения
На станке установлены следующие электродвигатели:
- электродвигатель главного привода
- электродвигатель быстрых перемещений каретки
- электродвигатель насоса охлаждения
Питание электрооборудования станка осуществляется от сети переменного тока 380 в, 50 Гц.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от селенового выпрямителя Д1 (однофазный мост, см. рис. 14).
Питание цепей управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание лампы местного освещения напряжением 24 в производится от отдельного трансформатора.
Вся аппаратура управления электроприводами станка смонтирована в нише передней бабки и указана в табл. 11.
Управление электроприводами станка дистанционное, кнопочное и осуществляется (см. рис. 17):
- с пульта управления на бабке передней — ПБ
- с пульта управления на каретке — ПК
- с пульта управления на фартуке — ПФ
Присоединение электрооборудования станка к цеховой электросети осуществляется с помощью вводного автомата (автоматического1 выключателя) ВА1, установленного на боковой стенке ниши передней бабки. Ввод осуществляется проводом сечением 10 мм2.
Защита электродвигателей и цепей управления от токов короткого замыкания и перегрузок производится автоматическими выключателями я тепловыми реле.
Величины номинальных токов и значений вставок магнитных пускателей и реле даны в табл. 12, 13.
Нулевая защита электрооборудования станка осуществляется размыканием з. (замыкающих) блокконтактов в цепи самопитания магнитных пускателей и реле при исчезновении напряжения в цеховой электросети.
Технические характеристики токарного станка 165
| Наименование параметра | ДИП-500 (1д65) | 165 | 1м65 | 1н65 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение пиноли в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 6140 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 12800 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
stanki-katalog.ru
Тип документации: Руководство по эксплуатации 1) Руководство по эксплуатации на станок универсальный токарно-винторезный 165, РМЦ2800, РМЦ5000, 1970 год: Альтернативная документация (нажмите на ссылку, чтобы просмотреть): Инструкции по скачиванию паспорта: Перед скачиванием обязательно ознакомьтесь с пользовательским соглашением. Нажатие ссылки “скачать с файлообменника” означает полное и безоговорочное согласие со всеми пунктами пользовательского соглашения.
Скачать паспорт на станок 165 с файлообменника Документ скачан 348 раз(а) | Вас, возможно, заинтересуют следующие документы
|
www.xn--80akollgcgac.xn--p1ai
Токарный станок 165: технические характеристики
О качестве и функциональной пригодности оборудования, в первую очередь, говорит его распространения на производстве или в частных мастерских. Именно такой единицей является токарно винторезный станок 165. Этот агрегат выпускался долгие годы, встречался повсеместно во времена Советского Союза, положил начало целой линейке более совершенных модификаций и устройств. Токарный станок 165 имеет не только высокую функциональную пригодность для выполнения разнообразных операций, но и выпускается с широким ассортиментом РМЦ.
Описание и назначение
Станкостроительный завод РС3, город Рязань — изначально занимался разработкой и выпуском модели 165. Начало промышленного изготовления датируется 1953г. Позже производство агрегата наладили и другие предприятия страны. Токарно винторезный станок 165 в базовой модификации предлагал возможность работы с деталями средней массы, с диаметром обточки до 1000 мм.
165 станок токарно винторезный универсальный предназначен для выполнения основных операций. На нем можно:
- обрабатывать цилиндрические заготовки, детали конической формы, работать по сложному криволинейному, фасонному профилю поверхности вращения;
- проводить операции как по внешней поверхности заготовки, так и по внутренней;
- обрабатывать заготовки как больших, так и средних габаритов;
- производить нарезку резьб модульного типа, метрических, питчевых, дюймовых;
- работать с показателями высокой скорости производства реза;
- использовать инструмент стали быстрорежущего класса;
- обрабатывать заготовки широкого спектра металлов;
- применять комбинированные резцы со вставками из твердых сплавов.
Модель 165 обеспечивает высокую точность обработки. Это достигается, не в последнюю очередь, характеристиками конструкции. Высокая жесткость, параметрика шпинделя, привода и каретки — допускают без снижения точности вести точение и иные обработки на высокой скорости реза, широким набором инструмента.
Резьба модульная, а также другие типы — могут нарезаться как механическим методом, резцом, с варьированием величины подачи и шага, так и ручным, используя богатый ассортимент метчиков, плашек, других приспособлений. Последние — устанавливаются на пиноли, имеющей стандартный тип конуса для установки зажимных приспособлений.
Технические характеристики
В зависимости от исполнения по межцентровому расстоянию, токарно винторезный станок 165 имеет разные геометрические размеры и вес. Рассматриваться будет базовое исполнение с РМЦ-3000. Оборудования данного класса весит составляет 1280 кг. Станок 165 рекомендуется размещать на специально подготовленном жестком основании, имеющем высокую вибрационную устойчивость. Это гарантирует, что устройство покажет все свои внушительные возможности.
Параметры точения технические характеристики установки:
- диаметр наибольший монтируемой заготовки: 1000 мм и 600 мм при фиксации над станиной и суппортом соответственно;
- доступные варианты исполнения — 2800, 3000, 5000 РМЦ;
- максимальные габариты сечения резца — 45х45 мм;
- ограничение массы объекта обработки — 5000 кг при фиксации в центрах;
- шпиндель имеет отверстие в 85 мм, в патроне может зажиматься пруток до 80 мм;
- число ступеней коробки скоростей — 24 в прямом направлении вращения;
- число оборотов на валу шпинделя передней бабки — от 5 до 500 в минуту;
- предусмотрена система быстрого торможения шпинделя передней бабки;
- показатели подач суппорта — максимум 2520 (для исполнения с межцентровым показателем 3000 мм) в продольном направлении, 600 в поперечном;
- количество ступеней коробки подач — 32;
- для фиксации пиноли используется привычная рукоятка;
- в системе три электродвигателя, силовой 22 кВт, насос охлаждения типа ПА-22, привод ускоренных подач суппорта в 1.5 кВт.
Общие габариты модели для исполнения с РМЦ3000 составляют (ДхШхВ) 5825х2100х1760 мм. Устройство питается от сети 3 фазы, 380В переменного тока. Заземление оборудования — обязательно.
Особенности конструкции
Следует дополнить описание особенностями конструкции токарно винторезного станка 165. Центр жесткости — двухтумбовое основание, выполненное технологией отливки из чугуна. Для повышения прочности стенки снабжены наклонными ребрами. Другие элементы, обеспечивающие точность обработки даже при высоких скоростях резания:
- станина с направляющими особой формы из каленого металла;
- каретка с возможностью установки широкого ассортимента инструментов, резцов большого сечения;
- конструкция шпинделя;
- привод высокой мощности.
Для гарантированной стабильности параметров обработки в течение долговременной эксплуатации — применяются надежные материалы с высокой устойчивостью к износу. Для изготовления ходового вала, ходового винта, зубчатых колес — использована инструментальная сталь. Детали оборудования проходят процесс закаливания, поверхности шлифуются для достижения высокой точности соединений.
Для обеспечения возможности обточки протяженных конусов — суппорт модели имеет специальную конструкцию. Его верхний блок — смещается от привода. Это позволяет работать по конусным поверхностям как протяженной, так и малой длины.
Зубчатые колеса — осуществляют управление величинами подач, а также отвечают за настройку шага нарезки резьбы. Управление системой привычно, для установки отдельных величин используется дополнительная настройка гитары с заменяемыми шестернями.
Для большинства типов резьб — достаточно использовать возможности закрытого узла подач. Для манипуляций с нестандартными типами нарезки — используются сменные зубчатые колеса, поставляемые в комплекте с оборудованием.
Пиноль задней бабки имеет значительный диаметр (120 мм), удобно смещается при помощи маховика, фиксируется при помощи рукоятки. Весь блок может смещаться в обе стороны от базовой оси в поперечном направлении.
Схема управления, представленная в руководстве по эксплуатации — привычна для квалифицированных токарей. Переключение режимов осуществляется установкой положения рукояток, стандартные наборы настроек — приводятся непосредственно на корпусе установки.
Модель 165 обеспечивает класс точности обработки Н с конечной классом шероховатости поверхности после точения V6.
Схема электрическая принципиальная
В оборудовании применяются схемы, работающие на пониженном напряжении 24В. В электросхеме нет трансформатора, понижение параметров выполняется при помощи однофазного диодного моста.
Второй контур сниженного напряжения в 110В — запитывается через понижающий трансформатор. Для питания маломощных потребителей 24В предусмотрен отдельный трансформатор. Он подает напряжение на лампы освещения. Расположенные на гибкой штанге, они позволяют удобно освещать рабочую область.
Задача, которую выполняют электросхемы электрическая схема токарного станка — заключена в преобразовании параметрики главного источника энергопитания в необходимые для управления используемыми в станке 165 двигателями. Устройство подключается к трехфазной сети 380В.
Все элементы электрической системы монтируется в нише передней бабки. Реализовано кнопочное управление работой электрохозяйства станка. В документации к оборудованию, паспорте по эксплуатации, приводятся необходимые процедуры периодической проверки, обслуживания, планового и регулярного — для отдельных частей электросхемы станка. Паспорт также четко описывает типы примененных плавких предохранителей и перечисляет места их установки.
Токарно винторезный 165 присоединяется к электросети трехфазной 380В обязательно с использованием вводного автомата УЗО. Подводящие кабели должны иметь сечение жилы не менее 10 кв.мм.
moistanki.ru
Токарный станок 165: технические характеристики, схемы, паспорт
Универсальные токарные станки из серии 165 относились к самому распространённому оборудованию на советских заводах и других промышленных предприятиях.
Главными рекомендациями стала высокая степень надёжности и неприхотливости. Установка не требует повышенного внимания, что подтвердил экспорт токарного станка 165 за рубеж.
Технические характеристики
Оборудование обладает следующими характеристиками технического плана:
- Общая масса до 12 800 килограмм.
- Габаритные размеры: 6140 на 2200 на 1770 миллиметров.
- В центрах максимальный размер для обрабатываемых деталей – 8000 килограмм.
- 22 кВт-ный электрический двигатель.
- Перемещение суппорта с ускорением в поперечном направлении составляет 1 метр в минуту.
- В случае с перемещением вдоль показатель равен 3 метрам.
Габариты станка
- Пределы частот для шпинделя – 5-500 оборотов в минуту.
- Всего имеется 24 ступени частот вращения шпинделя.
- Диаметр, равный 128 мм – у отверстия в форме цилиндра внутри шпинделя.
- По DIN размер конца шпинделя передней бабки равен 2-15.
- Расстояние от одного центра до другого – 3 тысяч до 10 тысяч миллиметров.
- Диаметр обработки над суппортами – 650 мм.
- Наибольший диаметр обработки над станиной – 1000 мм.

Паспорт станка
Так называется документ, где описаны основные габариты инструмента. Помогает разобраться в том, где какая часть или деталь находится. Но некоторые сведения могут не соответствовать реальности. Например – информация относительно скоростей.
Назначение
Токарно винторезные станки созданы для обработки деталей, чья длина средняя, либо большая. Представители объектов с мелкосерийным и единичным производством оценили преимущества оборудования. Станок позволяет выполнять:
- Внутреннее сечение.
- Наружное сечение.
- Точение корпусов.
- Растачивание.
- Сверление.
- Нарезание резьб.
Даже высокие скорости не должны доставлять хлопот при использовании оборудования.
Особенности конструкции
Любой станок включает в себя некоторые типовые компоненты. Они определяют, какой функциональностью обладает та или иная разновидность оборудования.
Станина
Станина выполняет роль несущего элемента. Остальные детали крепятся к этой части. Конструктивно данная часть выглядит как две стенки, которые соединяются друг с другом. Жёсткость в определённой степени ей придают поперечные элементы, организующие соединение. Станок снабжается отдельными частями, двигающимися по станине.
Для решения данного вопроса и предусмотрены специальные направляющие.
- Сечение в форме призмы есть у трёх из направляющих.
- Одна деталь – плоская.

Бабка передняя
Передняя бабка нужна для одновременного выполнения двух функций:
- Заготовка полностью поддерживается, пока идёт обработка.
- Чтобы деталь определённым образом вращалась.
Лицевая часть данного оборудования также вмещает рукоятки, отвечающие за управление скоростями. Благодаря этому шпиндель может вращаться с определённой частотой.
Рядом с рукояткой обычно располагают специальную схему. Её достаточно изучить один раз, чтобы понять, когда и какая деталь включается.

Бабка впереди вмещает в себя скоростную коробку, дополненную вращательным шпиндельным узлом. Внутри этой части конструкции можно использовать специальные подшипники для качения или скольжения. На конце шпинделя фиксируют патрон устройства, в процессе обязательно используется соединение с резьбами. Данный узел способствует тому, что деталь вращается определённым образом, пока идёт обработка.
Для перемещения каретки у станка применяются направляющие станины, у которых сечение призматическое. Эта деталь должна соблюдать некоторые свойства вроде точности, прямолинейности. Пренебрежение подобными условиями не позволит получить качественную работу в итоге.
Бабка задняя
В станках помещаются задние бабки, выпускаемые в разных вариантах. Она тоже необходима для решения нескольких задач:
- Фиксировать детали со значительной длиной.
- Закрепить различные инструменты вроде метчиков, свёрл, развёрток далее.
Бабка спереди фиксирует дополнительный центр, в передней части. Бывает вращающейся, либо неподвижной.
Если детали надо обрабатывать быстро – актуально решение с вращающимся задним центром. То же касается снятия стружки со значительным сечением. Такие обстоятельства приводят к следующему виду конструкции задних бабок:
- В отверстии пиноли помещаются два подшипника.
- Один из них – передний упорный, а второй – задний радиальный.
- Имеется втулка. У неё внутренняя часть растачивается под конус.

Упорный шарикоподшипник принимает часть осевых нагрузок, с которыми связан процесс обработки. Задний центр фиксируется при участии конусного отверстия у втулки. Можно использовать стопор для жёсткой фиксации втулки. Это актуально при необходимости закрепления других инструментов. Тогда инструмент и другие детали не будут двигаться, владелец забывает о проблемах.
В некоторых случаях задний центр бабок остаётся неподвижным – при закреплении пользуются специальными плитами, за движение которых отвечает направляющая часть. В такую бабку устанавливают пиноль, которой при перемещении требуется специальная гайка. Внутри пиноли – отверстие, с формой конуса. Здесь место расположения и двух других компонентов:
- Центр станка.
- Хвостовик от осевого инструмента.
Энергия переходит к пиноли и гайке, когда начинает движение специальный вид маховика, соединённый с винтом. Поперечное движение пиноли тоже допустимо, что позволяет обрабатывать детали, с корпусом пологого типа.

Суппорт и каретка
Суппорт делает так, что резцедержатели двигаются в любой плоскости – наклонной, поперечной или продольной. Токарные станки позволяют сообщать движение механически, либо ручным образом. Изучение чертежей суппортов даёт понять, как проходит перемещение инструмента вместе с заготовкой:
- Направление продольного типа предполагает использование таких же салазок. Ещё эта часть станка носит название каретки.
- Соответственно, поперечное движение осуществляется на основе поперечных салазок. Поворотная составляющая у конструкции монтируется с этой целью. Установка не доставит проблем при соблюдении указанных условий.
Резцедержатель должен располагаться над суппортом. Части разрабатываются для одного места, либо сразу для нескольких. Обычные разновидности резцедержателей – это корпус с прорезью, выполненный в форме цилиндра. В прорезь устанавливается рабочий инструмент. После этого проводится закрепление, с помощью болта.
Головка с резцом внизу выполнена по форме как буква Т. Благодаря такому виду деталь без проблем входит в паз. Крепление резцедержателя может существовать в нескольких вариантах.

Фартук станка
В фартуке размещают две муфты, мелкозубого типа, за счёт которых в каждой из осей двигаются комплекты кареток с суппортами. Каждый вид хода – вдоль или поперёк, управляется отдельной рукояткой. При включении рукоятки поворачиваются на себя, при выключении – от себя.
Фартук снабжается дополнительным устройством блокировки, которое предотвращает одновременное включение подачи от валика и ходового винта. Когда нарезается резьба из зацепления с рейкой рабочая шестерня должна быть выведена.

Коробка подач
Передвижение скоростей вала с ходовым винтом – вот зачем нужна коробка подач. Выбор конкретных цифр зависит от обрабатываемых заготовок, их собственных характеристик. Конструкцию можно описать следующим образом:
- Внутри находится редуктор.
- В самом редукторе несколько передач, переключаемых друг с другом.
- Крутящий момент от шпинделя передаётся входному валу коробки подач, через сменные зубчатые колёса, которые ещё называются гитарой.
- Обычное место размещения ходового вала – на коробке передач. То же самое касается винта.
- Фартук передаёт крутящий момент от предыдущих деталей.
Благодаря механизму передачи можно допускать несколько вариантов работы:
- Можно вручную двигать резец по отношению к заготовке.
- Регулирование по величине подачи.
- Реверсирование у шпинделя с подачей проходит одновременно.
- Реверсирование подачи, при сохранении у шпинделя прежнего положения.
- Подача включается и выключается, а пользователь не затрагивает шпиндель.
Для подач шпиндельные механизмы становятся главными источниками движения.

Сменные шестерни
Выходной вал передней бабки не передаст движение входному валу коробки передач без сменных шестерней. Используя различные комбинации с шестернями, легко проводить настройку по различным резьбам. Для получения основного результата используется несколько видов подач:
- Метрическая.
- Дюймовая.
- Питчевая.
- Модульная.
У каждого из вариантов свои особенные положения.
Шестерни закрепляются при помощи гаек, через шайбу. Количество зубьев вместе с модулем отображаются за счёт торцевой части сменных деталей. Они могут иметь различные зазоры в зависимости от результатов, которых необходимо добиться. Главное – регулярно смазывать шестерни и втулки, тогда они прослужат максимально долго. Через колпачковую маслёнку удобно обслуживать любые варианты конструкции.

Патроны
При токарных работах скорость вращения детали очень большая. Потому патроны должны соблюдать особые требования по эксплуатации. У станка их монтируют на передней шпиндельной бабке. Последняя соединяется с электродвигателем при помощи коробки передач и раздаточной коробки.
Изучение технических параметров у патронов обязательно, чтобы сделать правильный выбор для каждого конкретного случая. Во многом сами параметры определяются токарным станком и операциями, которые проводятся в настоящее время.
При подборе стоит обращать внимание на следующие показатели:
- Пределы вращательной частоты для патронов.
- Диаметр корпусного отверстия. В него устанавливаются прутки.
- Характеристики изделия, подвергаемого обработке. Способы фиксации – с прямыми или обратными кулачками – определяет размерный диапазон по максимуму и минимуму. Надо учитывать, какой может быть масса заготовки.
- Диаметры для выполнения работы. Это касается наружного показателя, для присоединительного пояска, расположения, размеров отверстий для крепежа.
- Конструкция. От неё зависит, как будет фиксироваться заготовка, какое количество зажимных элементов используется, как располагаются детали, можно ли установить сразу несколько.
Патроны – это сложные технологические конструкции.

Люнеты
Люнетом называют дополнительное приспособление у станков. Это основная или второстепенная опора для работы с заготовками. Инструмент придаёт устойчивости, обеспечивает дополнительную защиту от повреждений.
Составные части
Органы управления

Кинематическая схема

Скачать схему в полном размере
Электрическая схема
Скачать схему в полном размере
Заключение
Токарные станки стали незаменимыми помощниками для промышленных объектов в различных сферах. Особенно важно подобрать составные части, включая и электродвигатель. Только функционируя в комплексе, все элементы позволяют добиться бесперебойной работы, высокой точности обработки. Эффективность и качество выполнения операций повышается, владельцам становится проще управлять процессом, контролировать конкретные показатели.
Загрузка…xn—-ntbhhmr6g.xn--p1ai
Станок токарный 165 технические характеристики
165 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Производитель токарного станка модели 165 – Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года – это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков – 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели – 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ – 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 – для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Токарно-винторезный станок модели 165 предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб – метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Станок предназначен для обработки черных и цветных металлов с большими скоростями резания резцами из быстрорежущей стали и твердых сплавов.
Коробка подач закрытого типа обеспечивает нарезание стандартной резьбы. Точные резьбы нарезаются с применением сменных зубчатых колес, минуя коробку подач.
Изменение чисел оборотов шпинделя и скорости подачи суппорта осуществляются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.
Перемещение задней бабки и выдвижение пиноли выполняются вручную вращением маховичков.
Класс точности станка Н. Шероховатость обработанной поверхности V 6.
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего и твердосплавного инструмента при обработке как черных, так и цветных металлов.
Вид климатического исполнения — УХЛ4 по ГОСТ 15150—69.
Класс точности — Н по ГОСТ 8—82Е.
Модификации токарного винторезного станка 165
165 – Ø 1000 универсальный токарно-винторезный
1Н65, 1Н65Ф1, 1Н65Г, 1Н65ГФ1 – Ø 1000 универсальный токарно-винторезный
16К50, 16К50П – Ø 1000 универсальный токарно-винторезный
1658, 1658 – Ø 1000 универсальный токарно-винторезный
РТ28608, РТ539, РТ53901, РТ732, РТ366, РТ731 – Ø 1000 универсальный токарно-винторезный
Российские и зарубежные аналоги универсального станка 165
СА1000СФ2, СА110С, СА650С – Ø 1000 производитель – Станкостроительный завод Саста
Габарит рабочего пространства токарного станка модели 165. Суппорт.
Посадочные и присоединительные базы токарного станка 165. Шпиндель

Расположение составных частей токарно-винторезного станка 165
Расположение составных частей токарно-винторезного станка 165. Смотреть в увеличенном масштабе
Спецификация составных частей токарно-винторезного станка 165
- Станина 1А64.01 – Для РМЦ-2800; (165.21 Для РМЦ-5000)
- Бабка передняя – 165.02
- Бабка задняя – 165.03
- Суппорт – 165.041
- Каретка – 165.05
- Фартук – 1А64.06
- Коробка подач – 1А64.07
- Шестерни сменные – 165.08
- Патрон – 165.09
- Люнет подвижный 165.10
- Охлаждение – 1А64.14
- Ограждение – 1А64.16
- Ограждение патрона – 165.19
- Люнет неподвижный – 165.20
- Электрооборудование – 165.80
- Электротруборазводка: – 1А64.81 для РМЦ-2800 (165.81 для РМЦ-5000)
Расположение органов управления токарно-винторезным станком 165

Расположение органов управления токарно-винторезным станком 165. Смотреть в увеличенном масштабе
Перечень органов управления токарно-винторезного станка 165
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьб
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- –
- Рукоятки установки величины подачи и шага реэьбы
- Рукоятки установки величины подачи и шага реэьбы
- –
- Рукоятка установки величины подачи, шага резьбы и включения ходового винта напрямую
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка установки вида работ (резьбы или подачи)
- –
- Кнопка «Стоп» (дублирующая)
- Кнопка Шпиндель «Назад» (дублирующая)
- Маховик ручного перемещения каретки
- Кнопка Шпиндель «Вперед»
- Кнопка «Стоп»
- Рукоятка включения гайки ходового винта
- Кнопка Шпиндель «Назад»
- Рукоятка управления механическими ходами каретки и суппорта
- Кнопка включения быстрых ходов каретки и суппорта
- –
- Валик ручного перемещения задней байки
- Рукоятка упора задней бабки
- Толкатель стопорения шпинделя задней бабки с пинолью
- Маховик быстрого перемещения пиноли задней бабки
- Рукоятка включения медленного или быстрого перемещения пиноли задней бабки
- Рукоятка медленного перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка стопорения пиноли задней бабки
- Рукоятка ручного перемещения резцовых салазок
- Тумблер включения местного освещения
- Рукоятка поворота и крепления резцовой головки
- Рукоятка ручной поперечной подачи суппорта
- Вводной выключатель
- Кнопка Шпиндель «Прерывистое вращение»
- Кнопка Шпиндель «Вперед» (дублирующая)
- Кнопка Охлаждение «
i-perf.ru
Тип документации: Руководство по эксплуатации 1) Руководство по эксплуатации на станок универсальный токарно-винторезный 165, РМЦ2800, РМЦ5000, 1970 год: Альтернативная документация (нажмите на ссылку, чтобы просмотреть): Инструкции по скачиванию паспорта: Перед скачиванием обязательно ознакомьтесь с пользовательским соглашением. Нажатие ссылки “скачать с файлообменника” означает полное и безоговорочное согласие со всеми пунктами пользовательского соглашения.
Скачать паспорт на станок 165 с файлообменника Документ скачан 348 раз(а) | Вас, возможно, заинтересуют следующие документы
|
www.xn--80akollgcgac.xn--p1ai
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время Тип документации: Руководство по эксплуатации Состав документации: 1) Руководство по эксплуатации на станок универсальный токарно-винторезный 165, РМЦ3000 без фрикциона, 1956 год: Альтернативная документация (нажмите на ссылку, чтобы просмотреть): Инструкции по скачиванию паспорта: Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование – нам важно ваше мнение! | Вас, возможно, заинтересуют следующие документы
|
www.xn--80akollgcgac.xn--p1ai