Тв 16 станок токарно винторезный станок: ТВ-16 Станок токарно-винторезный настольный. Схемы, описание, характеристики
alexxlab | 12.03.1970 | 0 | Винторезный
Токарный станок ТВ 16 – технические характеристики
Токарный станок ТВ 16, который относится к категории настольного оборудования, активно выпускался на нескольких предприятиях Советского Союза в 50-х годах прошлого века.
Токарно-винторезный станок ТВ 16
Что представляет собой станок ТВ-16
Токарный станок данной модели — это оборудование, основным предназначением которого является обучение токарному делу молодых специалистов. Такими станками оснащались как профессионально-технические училища и школы, так и учебные классы промышленных предприятий. Хотя данная модель оборудования уже давно не выпускается, на нем до сих пор осваивают азы профессии токаря многие молодые люди.
Основой для разработки и производства станка ТВ 16 послужила модель чехословацкого оборудования TOS MN80. На территории Советского Союза этот токарный станок производили сразу несколько предприятий, среди которых можно выделить следующие:
- Алма-Атинский станкостроительный «Завод имени Кирова»;
- «Комбинат имени Ворошилова» в г.

- Инструментальное предприятие в г. Кобрин;
- Завод «Сельхозмашцепь» в г. Краснодар;
- Литейно-механический завод «Октябрь» в г. Дубно;
- Механический комбинат в г. Иркутск.
Технические характеристики и конструктивные особенности токарных станков, выпускаемых на данных предприятиях, ничем не отличались. Различия были лишь в том, какие формы литья станины использовал тот или иной завод.
Конструктивно станок ТВ 16 состоит из следующих узлов и механизмов:
- несущая станина;
- стол станка;
- передняя бабка оборудования;
- суппорт;
- механизм подач;
- приводной механизм;
- система электрического оборудования;
- задняя бабка оборудования;
- набор инструмента и специальных приспособлений.
Несложная конструкция станка позволяет легко освоить азы токарного дела и хорошо разобраться в принципах данной технологии обработки металлов.
Система электрического оборудования станка
Электрическое оборудование токарного станка данной модели предназначено для того, чтобы выполнять следующие операции: включать и выключать оборудование, запускать электродвигатель станка для работы в реверсном режиме, обеспечивать экстренную блокировку работы в тех ситуациях, когда в электрической сети изменилось напряжение или произошло короткое замыкание.
Патрон станка ТВ 16
Система электрического оснащения токарного станка состоит из следующих элементов:
- реверсивный переключатель пакетного типа;
- пускатель магнитного типа, оснащенный кнопками «Пуск» и «Стоп»;
- блок предохранителей;
- специальные контакты, предназначенные для блокировки включения станка в тех ситуациях, когда у него открыта дверка механизма подач или стола;
- панель с тремя клеммами, с помощью которых станок подключается к электросети.
Для того чтобы сделать работу на токарном станке безопасной, его корпус необходимо обязательно заземлять.Для этого на его боковой части предусмотрена специальная колодка.
Как видно из описания, электрическая схема токарного станка данной модели достаточно простая и не включает в себя сложных устройств. Благодаря этому разобраться в принципе его работы несложно даже для новичка.
Конструктивные особенности передней и задней бабки
Корпус передней бабки станка оснащен подшипниковым узлом, в который устанавливается шпиндель оборудования. В переднем торце шпинделя установлен радиально-упорный подшипник, позволяющий ему воспринимать усилия осевого и радиального типа. Для того чтобы обеспечить вращение шпинделя с одной из заданных скоростей, на него устанавливается шкив клиноременной передачи. Таким образом, вращение от электродвигателя передается непосредственно на шпиндель станка. Технические возможности станка позволяют осуществлять и реверс вращения шпинделя, для этого на его передней бабке устанавливается трензель.
Задняя бабка токарного станка ТВ 16
Продольное перемещение задней бабки токарного станка обеспечивается за счет призматических направляющих, по которым она передвигается по станине. Для того чтобы оператор мог выполнить такое перемещение, станок оснащен рукояткой эксцентрикового типа. Характеристики токарного станка предполагают возможность и поперечного перемещения задней бабки, которое необходимо выполнять в тех случаях, когда на оборудовании обрабатываются конусные детали. Поперечное перемещение задней бабки осуществляется по нижней плите, для этого в конструкции станка предусмотрен специальный винт. Для того чтобы в заднюю бабку можно было установить центр с конусом, в ее пиноли предусмотрено специальное отверстие.
Для того чтобы оператор мог выполнить такое перемещение, станок оснащен рукояткой эксцентрикового типа. Характеристики токарного станка предполагают возможность и поперечного перемещения задней бабки, которое необходимо выполнять в тех случаях, когда на оборудовании обрабатываются конусные детали. Поперечное перемещение задней бабки осуществляется по нижней плите, для этого в конструкции станка предусмотрен специальный винт. Для того чтобы в заднюю бабку можно было установить центр с конусом, в ее пиноли предусмотрено специальное отверстие.
Передвижение пиноли осуществляется вручную, для этого в ее конструкции установлены гайка с винтом и маховик с нанесенными на нем делениями. Благодаря лимбу маховика, на котором деления нанесены с миллиметровым шагом, можно перемещать пиноль по требуемым параметрам.
Составляющие узлы станка
Конструкция привода токарного станка ТВ 16 включает в себя асинхронный двигатель, установленный внутри тумбы оборудования на салазках, промежуточный вал и две клиноременные передачи. Электродвигатель станка имеет мощность 0,5 кВт, для его работы необходим трехфазный ток. Вращение шпинделю передается ременной передачей через промежуточный вал, с помощью которого можно регулировать натяжение ремней. Для выполнения данной функции на промежуточном валу установлено специальное устройство эксцентрикового типа.
Электродвигатель станка имеет мощность 0,5 кВт, для его работы необходим трехфазный ток. Вращение шпинделю передается ременной передачей через промежуточный вал, с помощью которого можно регулировать натяжение ремней. Для выполнения данной функции на промежуточном валу установлено специальное устройство эксцентрикового типа.
Шкивы, установленные на шпинделе и двигателе токарного станка, имеют ступенчатую форму. Их характеристики дают возможность получать шесть различных скоростей вращения.
Станина токарного станка — это элемент, на котором устанавливаются и закрепляются все его остальные конструктивные части. Для того чтобы обеспечить станине высокую несущую способность и надежность, ее производят из чугуна методом литья. А для того чтобы внутри станины можно было разместить остальные составные части оборудования, она имеет коробчатую форму. Устанавливают станину вместе со всеми конструктивными элементами станка и специальным корытом на ровной поверхности деревянного стола.
Устанавливают станину вместе со всеми конструктивными элементами станка и специальным корытом на ровной поверхности деревянного стола.
Ходовой винт и гайка, обеспечивающие перемещение суппорта токарного станка, размещаются в передней части станины. Для продольного перемещения задней бабки на станине устанавливаются Т-образные направляющие, а в самой бабке имеются соответствующие пазы. Суппорт же в продольном направлении перемещается по направляющим призматического типа.
На станке имеется фартук, который крепится к каретке суппорта при помощи винтов. Разъемная гайка, установленная в фартуке станка, включается и выключается при помощи специальной рукоятки, а фиксация гайки и рукоятки в крайних положениях обеспечивается при помощи шарикового механизма.
Опоры фартука необходимо обеспечить постоянной смазкой. Для этого в его конструкции предусмотрен специальный резервуар, наполняемый масляным составом через каретку.
Для того чтобы настроить параметры нарезаемой резьбы и величину подач в продольном направлении, в станке ТВ 16 предусмотрен механизм подач.
При открывании дверок токарного станка в процессе его работы, как уже было сказано ранее, его двигатель автоматически выключается, что обеспечивают концевые выключатели, которые на них установлены.
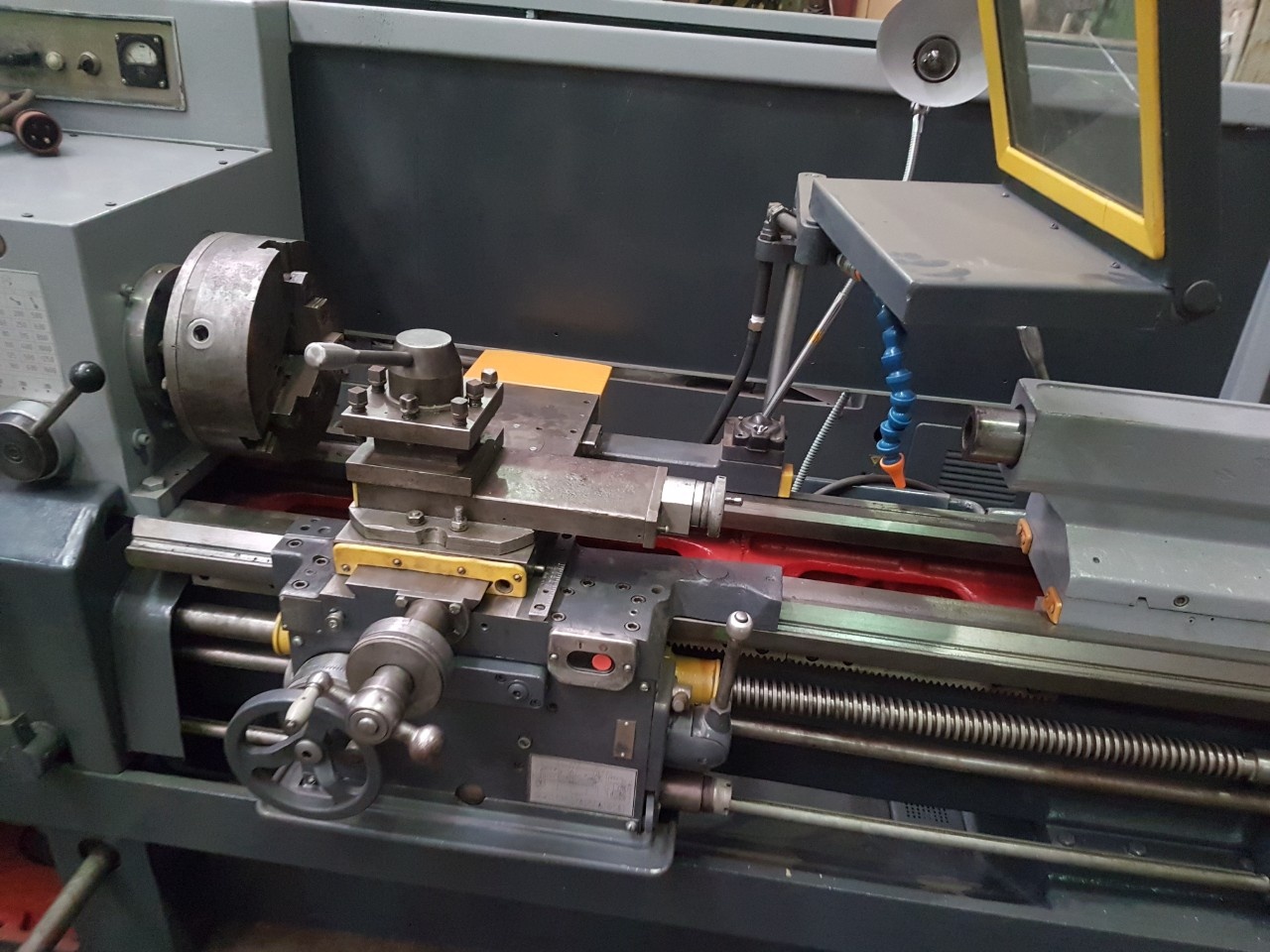
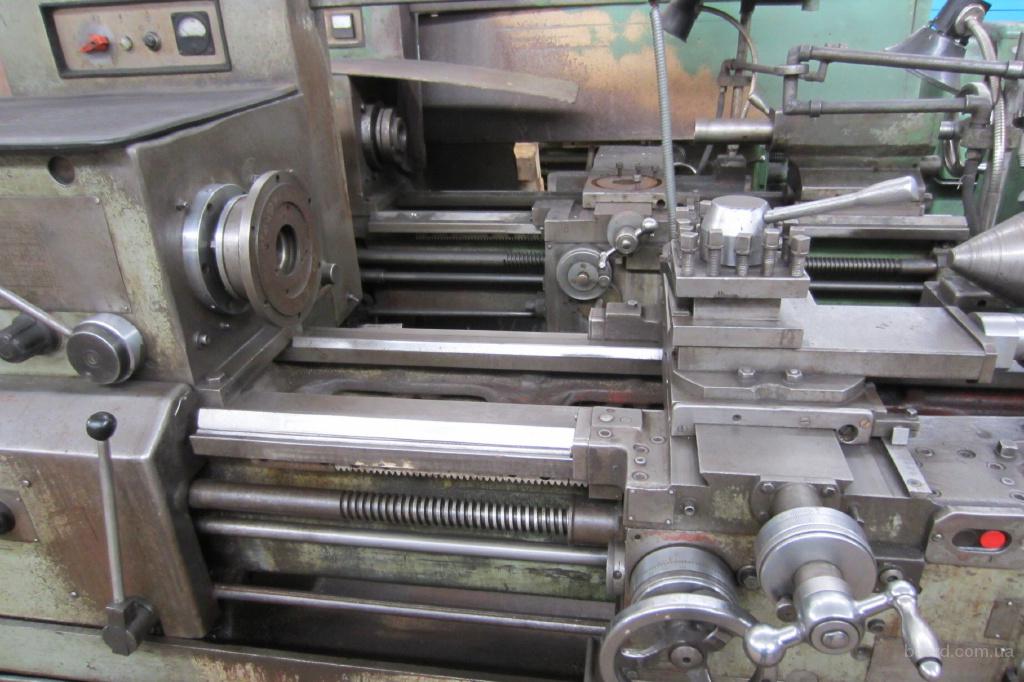
Общий вид токарного станка
Суппорт станка и его рабочий стол
Суппорт, которым оснащен токарный станок ТВ 16, состоит из следующих конструктивных элементов:
- направляющие салазки;
- каретка;
- держатель для закрепления режущего инструмента.
Основным несущим элементом суппорта является каретка, которая перемещается по направляющим, установленным на станине оборудования. В верхней части станка расположены салазки, на которых монтируется резцедержатель.
Продольное перемещение суппорта станка ТВ 16 обеспечивается за счет рейки и шестерни (вручную) или с помощью гайки и ходового винта (механически). Передвижение верхних и поперечных салазок обеспечивается за счет гайки (маточной) и нескольких винтов, на которых имеются лимбы. В соединениях винтов и маточной гайки имеется возможность выбирать зазоры, что обеспечивается за счет специального разреза последней.
Держатель, в котором закрепляется режущий инструмент, имеет четыре рабочие стороны и может поворачиваться на 360 градусов. Технические возможности этого устройства позволяют фиксировать его положение через каждые 45 градусов поворота. Если в направляющих держателя образовался зазор, то его можно скомпенсировать при помощи специальных винтов, установленных на клиньях.
Для большей надежности фиксации станка на деревянной поверхности стола применяются винтовые соединения. Внутренняя часть коробчатой конструкции станины ТВ 16 используется с пользой. В ее левой тумбе располагается электрическая система станка и его привод, а в правой хранятся сменные шестеренки и рабочий инструмент. Для хранения различных приспособлений предназначен и специальный ящик, который располагается в центральной части рабочего стола.
Внутренняя часть коробчатой конструкции станины ТВ 16 используется с пользой. В ее левой тумбе располагается электрическая система станка и его привод, а в правой хранятся сменные шестеренки и рабочий инструмент. Для хранения различных приспособлений предназначен и специальный ящик, который располагается в центральной части рабочего стола.
ТВ 16 технические характеристики | Станок токарный винторезный школьный
Технические характеристики настольного токарно-винторезного станка позволяют обрабатывать простые заготовки из металла методом точения.
Основные размеры
- Высота центров, мм – 85
- Расстояние между центрами, мм – 250
Размеры обрабатываемых деталей
- Максимальный диаметр обрабатываемой детали, мм:
- Прутка – 18
- Над верхней частью суппорта – 90
- Над нижней частью суппорта – нет
- Над станиной – 160
- Наибольшая длинна обточки, мм – 250
Параметры нарезаемой резьбы
- Шаг нарезаемой резьбы:
- Метрической – 0,2…3
- Дюймовой – нет
- Модульной – нет
Суппорт
Рисунок – Эскиз суппорта станка ТВ 16
- Число резцов в резцедержателе – 4
- Максимальные размеры державки резца (ШхВ), мм – 12х15
- Высота опорной поверхности резца по линии центров, мм – 10
- Наибольшее расстояние от оси центров до кромки резцедержателя, мм – 90
- Количество резцовых головок в суппорте – 1
- Наибольшее перемещение, мм:
- Продольное – 260
- Поперечное – 100
- Выключающие упоры – нет
- Быстрое перемещение суппорта – нет
- Перемещение на одно деление лимба, мм:
- продольное – 0,5
- поперечное – 0,05
- Перемещение на один оборот лимба, мм:
- продольное – 32
- поперечное – 1,5
Резцовые салазки
- Наибольший угол поворота, град.
 ± 60
± 60 - Цена одного деления шкалы поворота, град. – 1
- Наибольшая длина перемещения, мм – 100
- Перемещение на одно деление лимба, мм – 0,05
- Перемещение на один оборот лимба, мм – 1,5
Прочие характеристики
- Резьбоуказатель – нет
- Предохранение от перегрузки – есть
- Блокировка – есть
Шпиндель
Рисунок – Эскиз конца шпинделя станка тв 16
- Диаметр сквозного отверстия в шпинделе, мм – 18
- Центр в шпинделе, Морзе – №3
- Торможение шпинделя – нет
- Блокировка рукояток – нет
Задняя бабка
- Конус-система Морзе – №1
- Наибольшее перемещение пиноли, мм 65
- Цена одного деления перемещения пиноли, мм:
- Лимба – 0,5
- Линейки – 1
- Величина поперечного смещения задней бабки, мм ±5
- Величина поперечного смещения на 1 деление в мм – нет
Габариты и масса
- Масса, кг – 150
- Габариты, мм:
- Длинна – 1150
- Ширина – 600
- Высота – 1200
Токарно-винторезный станок ТВ-16: характеристики, паспорт, видео
Учебный токарно-винторезный станок ТВ-16 является малогабаритным оборудованием для обработки деталей из металла. Он разработан для выполнения элементарных токарных операций, таких как точение и растачивание, и работ средней степени сложности, например, нарезание резьбы, сверление отверстий и прочее. Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.
Он разработан для выполнения элементарных токарных операций, таких как точение и растачивание, и работ средней степени сложности, например, нарезание резьбы, сверление отверстий и прочее. Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.
Технические характеристики токарного станка ТВ-16
Допустимые размеры обрабатываемой заготовки не могут превышать ∅ 160 мм над станиной, при этом над суппортом не более ∅ 90 мм, в центрах (РМЦ) максимально возможная длина ограничивается 250 мм. Настольный токарно-винторезный станок ТВ-16 имеет увеличенную, по сравнению с моделью ТВ-4, ширину сквозного отверстия в шпинделе, показатель которой составляет 18 мм.
Технические характеристики ТВ-16
Скачать паспорт токарно-винторезного станка ТВ-16
Узлы станка
- Литая станина из чугуна.
 Представляет опору и основание всех составных деталей и механизмов. Обладает тремя продольными направляющими пазами, обеспечивающими движение суппорта и фиксацию задней бабки. Ходовой винт и рейка расположены в лицевой области.
Представляет опору и основание всех составных деталей и механизмов. Обладает тремя продольными направляющими пазами, обеспечивающими движение суппорта и фиксацию задней бабки. Ходовой винт и рейка расположены в лицевой области. - Передняя бабка. Обеспечивает вращение заготовки.
- Привод. Представлен индивидуальным асинхронным электродвигателем. Показатели мощности составляют 0,4 — 0,5 квт, а скорость вращения — 1400 об/мин.
- Механизм подач. Основная функция состоит в настройке продольных подач и нарезании резьбы.
- Фартук. Обеспечивает перемещение резцедержателя от ходового винта к суппорту. Включенная гайка фартука обеспечивает автоматическую подачу, ручное передвижение производится в случае ее отключения, посредством прокручивания маховика с лимбом.
- Суппорт. Обеспечивает закрепление и движение резцов.
- Задняя бабка. Служит для закрепления крупных элементов, используется при протачивании отверстий. Режущий инструмент закрепляется с помощью задней бабки.

- Стол. Установку следует закрепить на деревянном столе, фиксируя его винтами. Привод и электрическое оборудование располагается в тумбе стола слева.
- Электрооборудование. Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
Видео-обзор станка
Особенности
Настройка механизмов и узлов
Фиксации подшипников шпинделя производится с использованием гайки. Грамотная подборка распорных втулок поможет исключить появление осевого люфта. Важно создать правильное натяжение ремней клиноременной передачи, не слишком сильное, однако недопустимо проскальзывание их на шкивах. Регулирование производится с использованием эксцентрикового механизма, с последующей фиксацией.
Перед монтированием токарного станка ТВ-16 совершается чистка и смазка шестерен. Используя клинья и винты реализуется корректировка пробелов в направляющих каретки суппорта, верхних и поперечных салазок.
Конусная обработка изделия в центрах предполагает сдвиг корпуса задней бабки относительно ее плиты. Использование винтов помогает точно настроить нужное месторасположение.
Особенности монтажа
На первоначальном этапе установки нужно переместить станок к окончательному месту расположения, а затем произвести распаковку. В дополнительной упаковке поставляется стол. Для максимально точной фиксации нужно закрепить станок на деревянной поверхности стола 6-ю винтами, которые закрепляли его в транспортировочном ящике. На шкив привода следует установить приводной ремень. Особое внимание уделяется корректному присоединению провода заземления, его следует провести через специально предназначенные отверстия в станине и зафиксировать болтом.
Грамотная установка предусматривает выравнивание горизонтали с помощью уровня. Используя предохранители следует провести кабельную электропроводку от группового распределительного щита. Финальная стадия заключается в аккуратном удалении антикоррозийной смазки со всех узлов и поверхностей.
Финальная стадия заключается в аккуратном удалении антикоррозийной смазки со всех узлов и поверхностей.
Суппорт ТВ-16
Перед началом эксплуатации важно произвести детальный осмотр и проверку всех деталей и узлов. Первичная проверка правильности работы происходит как вхолостую, так и с применением нагрузки.
Правила эксплуатации
Перед тем как приступить к точению необходимо выбрать количество оборотов заготовки по специально разработанной схеме. Специфика совершаемой обработки влияет на установку сменных шестерен механизма подач. На шпинделе фиксируется патрон или планшайба. Нужно установить и закрепить резцы на резцедержателе. Деталь, подвергаемая обработке, фиксируется в патроне или центрах. При проведении обработке в центрах, необходимо подвести заднюю бабку. Запуск машины выполняется нажатием кнопки «пуск», прекращение работы механизмов — «стоп».
При возникновении необходимости в реверсе шпинделя, ручку переключателя следует развернуть в положение «назад».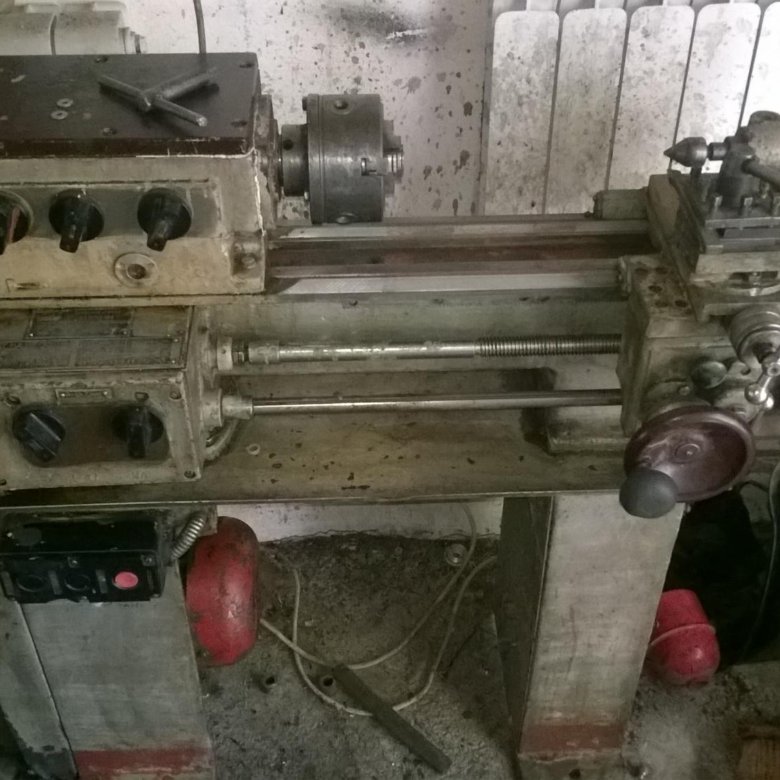 Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено».
Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено».
Посмотрите видео по устройству гитары.
Избыточный нагрев шпинделя свидетельствует о потребности смены смазки и проверки качества его соединений, важно следить за состоянием подшипников в процессе работы для своевременного устранения неисправностей.
Техника безопасности
Только профессиональному работнику, который разбирается в технических особенностях, может быть поручено обслуживание станка. Для предотвращения появления несчастных случаев следует придерживаться важных правил:
- Запрещено очищение и смазка элементов станка в процессе его работы.
- Нельзя покидать станок включенным, предварительно стоит отключить его или дождаться полной остановки.

- Обязательно присутствие хорошего освещения на рабочем месте.
- Появление каких-либо неисправностей предполагает немедленное прекращение работы и обращение за помощью к специалисту по наладке.
В случае возникновения аварийной ситуации необходимо незамедлительно отсоединить станок от электросети.
- Организовывайте надежное заземление.
Современные аналоги
На сегодняшний день новые станки модели ТВ-16 сняты с производства и не изготавливаются на заводах. Токарные станки по металлу модели JET BD-7 и BD-X7 представляют собой идентичные варианты от всемирно известного производителя. К характерным особенностям можно отнести высокое качество, удобство регулировки оборотов с помощью ручки (не ремнями), продольная подача и вращение шпинделя в обе стороны, высокая мощность двигателя. Также аналогами являются Optimum TU1503V, Proma SM-300E, Triod LAMS-02/300 и др.
Представителями более старших аналогичных моделей являются станок TSA-16 от польского производителя и чешский MN-80A, которые имеют идентичные производственные возможности и эксплуатационные характеристики. Токарный станок ТВ-16 до сих пор является конкурентоспособным, имеет ряд неоспоримых преимуществ перед другими более современными моделями, которые сегодня поставляются на рынок зарубежными компаниями.
Токарный станок ТВ-16 до сих пор является конкурентоспособным, имеет ряд неоспоримых преимуществ перед другими более современными моделями, которые сегодня поставляются на рынок зарубежными компаниями.
Токарный станок ТВ 16: технические характеристики, правила эксплуатации
Токарные станки ТВ 16 выпускались в послевоенное время на многих станкостроительных заводах в разных республиках Советского Союза (Казахстан, Украина, Беларусь). В основном станки ТВ 16 использовались в разных учебных заведениях для обучения детей, которые получали бесценный опыт по токарной обработке. Хотя в наше время станок ТВ 16 уже снят с производства, его еще можно встретить в школах, училищах, частных мастерских и т. п.
ТВ 16 спроектирован на основе чехословацкого станка TOS MN80, и, несмотря на то, что ТВ 16 выпускались на разных станкостроительных предприятиях, особенных отличий у них не было. Они могли отличаться лишь формами литья, а все остальные внутренние механизмы и комплектующие были идентичными.
Сам станок небольших габаритов. Он выполняет такие функции, как обработка различных видов метала, растачивание, сверление, нарезание резьбы, торцевание и т. д.
Основные элементы и конструкции станка
- Чугунная литая станина.Служит опорой для всех механизмов и составляющих деталей.
- Передняя бабка. Место, где находится шпиндель станка и патрон, в котором закрепляется заготовка.
- Задняя бабка. Используется для фиксации при креплении на длинных заготовках, а также для закрепления в нее сверл и режущих инструментов для сверления деталей.
- Привод. Осуществляется от индивидуального электродвигателя, мощь которого от 0,4 до 0,5 кВт. Многоступенчатые шкивы шпинделя и электродвигателя имеющие 6 скоростей вращения шпинделя — 1600 об./мин.
Механизмы подач. Главная роль их — настройка продольных подач и нарезание резьбы.
Суппорт.
 К основным функциям суппорта относятся перемещение и закрепление резцов.
К основным функциям суппорта относятся перемещение и закрепление резцов.Фартук. Крепится к каретке суппорта. Передвижение фартука вручную происходит через зубчатую передачу и рейку, вращением маховика лимба. А также перемещается с помощью гайки ходового винта, включение и выключение гайки происходит с помощью рукоятки.
- Электрооборудование. Выполняет включение и выключение оборудования, защищает реверс двигателя от коротких замыканий и скачков напряжения, а также служит для блокировки. По технике безопасности станок должен быть обязательно заземлен, для этого предусмотрена колодка на боковой панели стола, для провода заземления.
- Стол. Агрегат крепится на деревянный стол с помощью крепежных винтов, в левой тумбе находится привод и электрооборудование, там же — конечный выключатель, который автоматически выключает электродвигатель.
Характеристики станка ТВ-16
Максимальные размеры обрабатываемой детали над станиной не более ∅ 160 мм, а над суппортом не более ∅ 90 мм, максимальная длина в центрах 250 мм. ТВ 16 имеет увеличенную ширину отверстия в шпинделе, показатель которой 18 мм, больше чем на станке ТВ 4.
ТВ 16 имеет увеличенную ширину отверстия в шпинделе, показатель которой 18 мм, больше чем на станке ТВ 4.
Параметры станка:
- Классы точности токарного станка — ТУ ТВ-16−0001
- Высота центров — 85 мм.
- Самая большая длина обтачивания в патроне — 250 мм.
- Длина — 1150 мм.
- Высота — 1200 мм.
- Ширина — 600 мм.
- Масса — 180 кг.
Суппорт и подачи:
- Продольное передвижение суппорта — 260 мм.
- Наибольшее передвижение резцовых салазок — 100 мм.
- Количество продольных ступеней подач суппорта — 19
- Лимиты продольных рабочих подач суппорта — от 0,01 до 0,5 мм/об.
- Лимиты поперечных рабочих подач суппорта — нет.
- Количество метрической нарезаемой резьбы — 19
- Шаг нарезаемой метрической резьбы — от 0,2 до 3
- Шаг нарезаемой дюймовой резьбы — нет
- Шаг питчевой нарезаемой резьбы — нет
- Шаг модульной нарезаемой резьбы — нет
- Количество резцов в резцедержателе — 4
- Предельные величины державки для резца ШхВ — 12×15
- Высота поверхности резцов соответственно линии центров — 10 мм.

- Число резцовых головок — 1
- Мера одного деления лимба продольного — 0,5 мм.
- Мера одного деления лимба поперечного — 0,05 мм.
- Передвижение одного оборота лимба продольное — 32 мм.
- Передвижение одного оборота лимба поперечное — 1,5 мм.
Шпиндель:
- Резьбовой конец шпинделя — М39×4
- Диаметр патрона — 100 мм.
- Диаметр отверстия шпинделя — ∅18 мм.
- Предельный диаметр прутка — ∅17 мм.
- Конус отверстия шпинделя Морзе — № 3
- Количество передач частот прямого вращения шпинделя — 6
- Количество прямого вращения шпинделя — от 160 до 1600 оборотов в минуту.
- Количество передач частот обратного вращения шпинделя — 6
- Количество обратного вращения шпинделя — от 160 до 1600 оборотов в минуту.
- Блокировка рукояток — не имеет
- Торможение шпинделя — не имеет
Задняя бабка:
- Конус отверстия Морзе задней бабки — № 1
- Перемещение пиноли на длину — 65 мм.

- Перемещение одного деления пиноли лимба — 0,5 (линейки 1 мм)
- Смещение задней бабки поперечное — ±5
- Поперечное смещение на 1 деление — не имеет
Электрическое оборудование станка:
Главный привод – электродвигатель 0,5 кВт.
Резцовые салазки:
- Угол поворота ± 60 град.
- Одно деление шкалы поворота — 1 град.
Другие характеристики
- Блокировка — есть
- Резьбоуказатель — нет
- Предохранение от перегрузки — есть
Правила эксплуатации
Перед тем как начать работать, нужно выставить обороты шпинделя, в зависимости от выполняемой работы меняют шестерни подач в гитаре станка, по специальной таблице. На шпиндель устанавливается патрон и планшайба, также в патрон станка устанавливается обрабатываемая заготовка и затягивается. При обработке детали в центрах подводят заднюю бабку. В резцедержатель устанавливаются и закрепляются нужные резцы для обработки детали. Далее выполняется запуск агрегата кнопкой «пуск», завершается работа нажатием кнопки «стоп».
Далее выполняется запуск агрегата кнопкой «пуск», завершается работа нажатием кнопки «стоп».
Чтобы обороты шпинделя были в обратном направлении, рукоятку переключателя перемещают назад. После окончания работы нужно обязательно ставить ручку в нейтральное «выключенное» положение, так как кнопка «стоп» не снимает напряжение станка, а только выключает электродвигатель. Для продольных подач, а также для нарезания резьбы включается маточная гайка с помощью рукоятки.
Нельзя допускать чрезмерного нагревания шпинделя, если такое происходит, значит, необходимо сменить смазку. Очень важно следить за нагревом подшипников, чтобы в дальнейшем своевременно устранить неполадки.
Станок тв 16 характеристики
Учебный токарно-винторезный станок ТВ-16
Учебный токарно-винторезный станок ТВ-16 является малогабаритным оборудованием для обработки деталей из металла. Он разработан для выполнения элементарных токарных операций, таких как точение и растачивание, и работ средней степени сложности, например, нарезание резьбы, сверление отверстий и прочее. Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.
Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.
Учебный советский токарно-винторезный станок ТВ-16
Технические характеристики токарного станка ТВ-16
Допустимые размеры обрабатываемой заготовки не могут превышать ∅ 160 мм над станиной, при этом над суппортом не более ∅ 90 мм, в центрах (РМЦ) максимально возможная длина ограничивается 250 мм. Настольный токарно-винторезный станок ТВ-16 имеет увеличенную, по сравнению с моделью ТВ-4, ширину сквозного отверстия в шпинделе, показатель которой составляет 18 мм.
Технические характеристики ТВ-16
Скачать паспорт токарно-винторезного станка ТВ-16
Узлы станка
- Литая станина из чугуна. Представляет опору и основание всех составных деталей и механизмов. Обладает тремя продольными направляющими пазами, обеспечивающими движение суппорта и фиксацию задней бабки.
 Ходовой винт и рейка расположены в лицевой области.
Ходовой винт и рейка расположены в лицевой области. - Передняя бабка. Обеспечивает вращение заготовки.
- Привод. Представлен индивидуальным асинхронным электродвигателем. Показатели мощности составляют 0,4 — 0,5 квт, а скорость вращения — 1400 об/мин.
- Механизм подач. Основная функция состоит в настройке продольных подач и нарезании резьбы.
- Фартук. Обеспечивает перемещение резцедержателя от ходового винта к суппорту. Включенная гайка фартука обеспечивает автоматическую подачу, ручное передвижение производится в случае ее отключения, посредством прокручивания маховика с лимбом.
- Суппорт. Обеспечивает закрепление и движение резцов.
- Задняя бабка. Служит для закрепления крупных элементов, используется при протачивании отверстий. Режущий инструмент закрепляется с помощью задней бабки.
- Стол. Установку следует закрепить на деревянном столе, фиксируя его винтами. Привод и электрическое оборудование располагается в тумбе стола слева.
- Электрооборудование.
 Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
Видео-обзор станка
Особенности
Настройка механизмов и узлов
Фиксации подшипников шпинделя производится с использованием гайки. Грамотная подборка распорных втулок поможет исключить появление осевого люфта. Важно создать правильное натяжение ремней клиноременной передачи, не слишком сильное, однако недопустимо проскальзывание их на шкивах. Регулирование производится с использованием эксцентрикового механизма, с последующей фиксацией.
Перед монтированием токарного станка ТВ-16 совершается чистка и смазка шестерен. Используя клинья и винты реализуется корректировка пробелов в направляющих каретки суппорта, верхних и поперечных салазок.
Конусная обработка изделия в центрах предполагает сдвиг корпуса задней бабки относительно ее плиты. Использование винтов помогает точно настроить нужное месторасположение.
Использование винтов помогает точно настроить нужное месторасположение.
Особенности монтажа
На первоначальном этапе установки нужно переместить станок к окончательному месту расположения, а затем произвести распаковку. В дополнительной упаковке поставляется стол. Для максимально точной фиксации нужно закрепить станок на деревянной поверхности стола 6-ю винтами, которые закрепляли его в транспортировочном ящике. На шкив привода следует установить приводной ремень. Особое внимание уделяется корректному присоединению провода заземления, его следует провести через специально предназначенные отверстия в станине и зафиксировать болтом.
Грамотная установка предусматривает выравнивание горизонтали с помощью уровня. Используя предохранители следует провести кабельную электропроводку от группового распределительного щита. Финальная стадия заключается в аккуратном удалении антикоррозийной смазки со всех узлов и поверхностей.
Суппорт ТВ-16
Перед началом эксплуатации важно произвести детальный осмотр и проверку всех деталей и узлов. Первичная проверка правильности работы происходит как вхолостую, так и с применением нагрузки.
Первичная проверка правильности работы происходит как вхолостую, так и с применением нагрузки.
Правила эксплуатации
Перед тем как приступить к точению необходимо выбрать количество оборотов заготовки по специально разработанной схеме. Специфика совершаемой обработки влияет на установку сменных шестерен механизма подач. На шпинделе фиксируется патрон или планшайба. Нужно установить и закрепить резцы на резцедержателе. Деталь, подвергаемая обработке, фиксируется в патроне или центрах. При проведении обработке в центрах, необходимо подвести заднюю бабку. Запуск машины выполняется нажатием кнопки «пуск», прекращение работы механизмов — «стоп».
При возникновении необходимости в реверсе шпинделя, ручку переключателя следует развернуть в положение «назад». Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено».
Посмотрите видео по устройству гитары.
Избыточный нагрев шпинделя свидетельствует о потребности смены смазки и проверки качества его соединений, важно следить за состоянием подшипников в процессе работы для своевременного устранения неисправностей.
Техника безопасности
Только профессиональному работнику, который разбирается в технических особенностях, может быть поручено обслуживание станка. Для предотвращения появления несчастных случаев следует придерживаться важных правил:
- Запрещено очищение и смазка элементов станка в процессе его работы.
- Нельзя покидать станок включенным, предварительно стоит отключить его или дождаться полной остановки.
- Обязательно присутствие хорошего освещения на рабочем месте.
- Появление каких-либо неисправностей предполагает немедленное прекращение работы и обращение за помощью к специалисту по наладке.
В случае возникновения аварийной ситуации необходимо незамедлительно отсоединить станок от электросети.

- Организовывайте надежное заземление.
Современные аналоги
На сегодняшний день новые станки модели ТВ-16 сняты с производства и не изготавливаются на заводах. Токарные станки по металлу модели JET BD-7 и BD-X7 представляют собой идентичные варианты от всемирно известного производителя. К характерным особенностям можно отнести высокое качество, удобство регулировки оборотов с помощью ручки (не ремнями), продольная подача и вращение шпинделя в обе стороны, высокая мощность двигателя. Также аналогами являются Optimum TU1503V, Proma SM-300E, Triod LAMS-02/300 и др.
Представителями более старших аналогичных моделей являются станок TSA-16 от польского производителя и чешский MN-80A, которые имеют идентичные производственные возможности и эксплуатационные характеристики. Токарный станок ТВ-16 до сих пор является конкурентоспособным, имеет ряд неоспоримых преимуществ перед другими более современными моделями, которые сегодня поставляются на рынок зарубежными компаниями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Обзор настольного токарного станка ТВ-16
Токарный станок ТВ-16 начал выпускаться в 50-х годах прошедшего столетия сразу на нескольких заводах, но сегодня выпуск этой установки полностью прекращен. Агрегат относится к настольному типу и предназначается для обучения молодых специалистов и школьников токарной обработке в условиях учебных заведений – имеет положительные отзывы и используется по сей день. Был разработан на основе аналогичной установки из Чехословакии.
Заводы, занимавшиеся выпуском агрегата, располагались на всей территории бывшего Советского Союза: в Казахстане, Украине, Белоруссии – все произведенные станки были практически полностью идентичны по характеристикам и особенностям конструкции, различия состояли лишь в форме литья основы. Оборудование предназначается для осуществления таких операций, как: обтачивание поверхностей, высверливание и растачивание отверстий, нарезка резьб.
Токарный станок ТВ-16: технические характеристики
Настольный аппарат имеет такие элементы:
- Литая основа.
- Стол.
- Передний узел оборудования.
- Резцедержатель.
- Механизм подач.
- Механизм привода.
- Система электрооборудования.
- Задний узел.
- Набор зубчатых колес, резцов и прочих необходимых элементов.
Согласно паспорту, установка имеет такие основные характеристики:
- класс точности – ТУ ТВ-16-0001;
- диаметр детали над станиной в максимальном значении – 16 см;
- диаметр детали над резцедержателем в максимальном значении – 9 см;
- длина детали в центрах в максимальном значении – 25 см;
- длина обтачиваемой поверхности в патроне в максимальном значении – 25 см;
- диаметр сквозного отверстия главного вала – 1,8 см;
- диаметр прутка в максимальном значении – 1,7 см;
- количество ступеней при прямом вращении – 6;
- скорость прямого вращения – 160-1600 об/мин;
- количество ступеней при обратном вращении – 6;
- скорость обратного вращения – 160-1600 об/мин;
- продольное перемещение резцедержателя в максимальном значении – 26 см;
- перемещение резцовых салазок в максимальном значении – 10 см;
- количество резьб – 19 метрических;
- мощность главного электродвигателя – 0,5 кВт;
- габариты – 115х60х120 см;
- вес – 150 кг.

Электрооборудование
Электрическая схема установки отличается простотой и не содержит элементов, сложных для освоения, поэтому понять принцип работы устройства будет легко даже начинающим. Перед началом эксплуатации корпус агрегата нужно заземлить посредством специальной колодки, расположенной сбоку, для обеспечения безопасности пользователей.
Электрооборудование установки предназначается для запуска и остановки агрегата, реверсивного запуска двигателя и осуществления блокировки при коротком замыкании или изменении напряжения электросети. За выполнение этих функций отвечают:
- Пакетный реверсивный выключатель.
- Пускатель магнитного типа с двумя кнопками.
- Блок предохранителей.
- Контакты, которые блокируют запуск оборудования, если не закрыты дверцы стола или коробки подач.
- Панель с зажимами, посредством которых агрегат подключают к сети.
Конструкция передней и задней бабки
Главной задачей переднего узла является осуществления основного движения – вращения рабочего вала. В корпусе переднего узла установлен подшипниковый узел, предназначенный для установки главного рабочего вала устройства. Радиально-упорный подшипник, принимающий продольные и радиальные усилия, располагается в переднем конце вала.
В корпусе переднего узла установлен подшипниковый узел, предназначенный для установки главного рабочего вала устройства. Радиально-упорный подшипник, принимающий продольные и радиальные усилия, располагается в переднем конце вала.
На главном вале также расположен шкив, который обеспечивает его заданную скорость вращения, благодаря чему вращение от двигателя передается прямо на главный вал. Конструкцией предусмотрена возможность производить и реверсивное вращение вала, благодаря трензелю, расположенному на переднем узле.
Шпиндельный узел, с расположенным на нем шкивом, располагается на двух подшипниках, имеющих наружную поверхность в форме конуса. Зазор, возникающий между шпиндельным узлом и подшипниками, регулируется перемещением подшипника в продольном направлении в корпусе посредством гайки. Главный вал смазывается при помощи двух прессмасленок и войлочных подушек.
Передний узел имеет такие основные элементы:
- корпус;
- крышка;
- главный вал;
- тензель;
- реверсный рычаг.
Основные функции заднего узла заключаются в поддержании длинных заготовок и в высверливании отверстий. Задний узел перемещается по станине в продольном направлении по треугольным направляющим. Для облегчения перемещения узла установка оснащена эксцентриковой рукоятью.
При обработке конусов конструкцией агрегата предусмотрено перпендикулярное перемещение заднего узла, которое производится по нижней плите посредством винта. В пиноли заднего узла имеется специальное отверстие, которое позволяет осуществлять установку центра с конусом.
Пиноль перемещается вручную посредством, расположенных в ней, винта, гайки и маховика. Перемещение пиноли по необходимым параметрам осуществимы благодаря нанесенной на маховик шкале.
Основными элементами конструкции заднего узла являются:
- Корпус.
- Плита.
- Пиноль.
- Гайка.
- Винт.
- Маховик.
О суппорте станка
К главным функциям суппорта токарного оборудования относятся удерживание и перемещение режущего инструмента. Конструкция суппорта включает:
Конструкция суппорта включает:
- салазки, на которых устанавливается резцедержатель, располагаются в верхней части агрегата и имеют собственные направляющие;
- каретку – несущий элемент, перемещающийся по направляющим литой основы;
- устройство для фиксации резцов.
Перемещение механизма резцедержателя может осуществляться вручную (посредством зубчатого колеса и рейки) или механически (посредством винта и гайки). Верхние и перпендикулярные салазки перемещаются благодаря маточной гайке и винтам с лимбами. Маточная гайка имеет специальный разрез, благодаря которому имеется возможность выбора зазоров при соединении гайки с винтами.
Механизм фиксации резцов разворачивается на 360°, а все его стороны рабочие. Благодаря своим техническим особенностям резцедержатель может быть зафиксирован через каждые 45°. На клиньях располагаются специальные винты, благодаря которым компенсируются образующиеся в направляющих зазоры.
Привод настольной установки состоит из двигателя, который располагается на салазках внутри тумбы, двух клиноременных передач и промежуточного вала. Для работы электрического двигателя, мощность которого 0,5 кВт, требуется трехфазный ток.
Для работы электрического двигателя, мощность которого 0,5 кВт, требуется трехфазный ток.
Через промежуточный вал, который осуществляет регулировку ременного натяжения при помощи эксцентрикового устройства, передается вращение главному валу. На главном вале и электродвигателе установлены шкивы ступенчатой формы, которые, благодаря своим характеристикам, обеспечивают получение шести разных скоростей.
Основа агрегата предназначена для установки и фиксации всех остальных составляющих конструкции. Производится из литого чугуна, что обеспечивает ее надежность, и имеет коробчатую форму для удобства размещения прочих составляющих устройства. Станок устанавливается на столешницу посредством винтов, что обеспечивает дополнительной надежностью.
В левой тумбе стола находятся привод агрегата и его электросхема, а правая используется для хранения сменных зубчатых колес и резцов. В центре стола находится специальный ящик, который предназначен для хранения прочих необходимых приспособлений.
В передней части рабочей основы установлены гайка и ходовой винт, которые обеспечивают передвижения резцедержателя. При необходимости осевого перемещения заднего узла на основу устанавливаются направляющие в форме «Т», а сам узел оснащен специальными пазами. Резцедержатель перемещается в осевом направлении по треугольным направляющим.
К каретке резцедержателя крепится фартук устройства посредством специальных винтов. В фартуке находится разъемная гайка, которая запускается специальной рукоятью. Гайка и рукоять фиксируются в крайних позициях посредством механизма шарикового типа. Если гайка включена, то осевая подача резцедержателя производится механическим способом от ходового винта.
Если гайка выключена, подача производится вручную, путем вращения маховика. При ручной подаче передвижение резцедержателя осуществляется посредством зубчатого колеса и рейки. Частью конструкции фартука является резервуар, который обеспечивает фартук необходимой смазкой. Масляный раствор заливается в резервуар через каретку.
В конструкции агрегата имеется механизм подач, который позволяет задавать параметры для нарезки резьбы и скорость осевой подачи. Параметры регулируются посредством связи неподвижного зубчатого колеса, которое находится в коробке подач, и планетарной передачи, расположенной на ходовом винте. Подобная схема позволяет в 30 раз снизить число оборотов, которые совершает ходовой винт.
На дверках устройства установлены концевые выключатели, которые останавливают работу двигателя при открывании дверок в процессе его работы.
Управление конструктивными элементами токарного устройства производится посредством следующих органов:
- Рукоять переключения скорости вращения главного рабочего вала.
- Пусковик.
- Кнопочная станция.
- Рукоять изменения направления.
- Рукоять установки положения резцовой головки.
- Рукоять запуска маточной гайки.
- Рукоять передвижения верхних салазок.
- Рукоять установки положения пиноли заднего узла.

- Рукояти передвижения поперечных салазок.
- Маховик осевого перемещения резцедержателя.
Видео: токарный станок ТВ-16.
metmastanki.ru
Токарный станок ТВ 16
Чугунная станина коробчатой формы предназначена для поддержания и взаимного соединения основных узлов оборудования.
На рисунке 1 показан профиль станины, на котором расположены три различных паза.
Прямоугольный паз 3 предназначен для направления перемещения суппорта, призматических паз 1 – для перемещения задней бабки, а Т-образный паз 2 необходим для фиксации задней бабки.
В передней части станины расположен ходовой винт 4 и рейка 5.Осевой люфт ходового винта устраняется при помощи гайки и контрагайки 6.
Крепится станина на подставках 8 совместно с корытом для сбора стружки 2 к деревянному столу.
фото:станина токарного станка
фото:станина в сборе
Передняя бабка предназначена для осуществления главного движения – вращения шпинделя.
Состоит из следующих основных частей:
- Корпус 1;
- Крышка 2;
- Шпиндель 3;
- Тензель 20;
- Рукоятка 19 для реверса подачи
Шпиндельная бабка с посаженным на него шкивом 4 установлена на двух подшипниках 9 и 12.
Подшипники представляют собой надрезанные вдоль трех образующих вкладыши с конической наружной поверхностью.
Осевой зазор между шпиндельной бабкой и вкладышем регулируется при помощи осевого перемещения вкладыша в корпусе гайкой 5.
Смазка шпинделя осуществляется двумя прессмасленками 16 и войлочными подушками 21.
Гитара сменных зубчатых колес токарного станка позволяет нарезать резьбы различного шага, а также предназначена для продольного перемещения суппорта станка.
Устройство гитары показано на рисунке 3.
фото:гитара токарного станка
| 20 | 75 | 25 | 0,2 | 0,01 |
| 25 | 60 | 20 | 0,25 | 0,0125 |
| 20 | 60 | 30 | 0,3 | 0,015 |
| 20 | 60 | 35 | 0,35 | 0,0175 |
| 20 | 75 | 50 | 0,4 | 0,02 |
| 20 | 60 | 45 | 0,45 | 0,0225 |
| 20 | 60 | 50 | 0,5 | 0,025 |
| 30 | 75 | 50 | 0,6 | 0,03 |
| 50 | 75 | 35 | 0,7 | 0,035 |
| 20 | 60 | 75 | 0,75 | 0,0375 |
| 20 | 45 | 60 | 0,8 | 0,04 |
| 20 | 45 | 75 | 1 | 0,05 |
| 25 | 45 | 75 | 1,25 | 0,0625 |
| 60 | 30 | 25 | 1,5 | 0,075 |
| 35 | 45 | 75 | 1,75 | 0,0875 |
| 60 | 45 | 50 | 2 | 0,1 |
| 50 | 45 | 75 | 2,5 | 0,125 |
| 50 | 30 | 60 | 3 | 0,15 |
Фартук выполняет функцию передачи движения от ходового винта к суппорту при помощи разъемной гайки 3. Рукояткой 5 производится включение и выключение гайки.
Рукояткой 5 производится включение и выключение гайки.
При включенной гайки фартука, продольная подача суппорта осуществляется механически от ходового винта. При отключенной гайки, подача осуществляется вручную, вращением маховика с лимбом 6, при этом передвижение суппорта выполняется через шестерню 4 и рейку 5.
фото:фартук токарного станка
Задняя бабка предназначена для поддержания длинных деталей, во избежание радиального биения, а также для сверления отверстий.
Задняя бабка состоит из следующих основных узлов:
- Корпус 1;
- Плита 2;
- Пиноль 4;
- Винт 3;
- Гайка 5;
- Маховик 12
фото:задняя бабка токарного станка
Задняя бабка перемещается вдоль станины по призматическим направляющим и крепится в нужном положении при помощи пазового болта 14 и гайки 6.
Осевое перемещение пиноли 4 из корпуса задней бабки – 65 мм. Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.
Фиксация бабка производится при помощи рукоятки 13.
Для точения конусных поверхностей предусмотрена возможность поперечного перемещения бабки 1 по плите 2 на 6 мм в двух направления от линии центров. При помощи винта 7 осуществляется перемещение.
Смазка трущихся поверхностей предусмотрена при помощи прессмасленки 9, а смазка центра – игольчатой пробкой 11.
| Высота центров,мм | 85 |
| Расстояние между центрами,мм | 250 |
| Наибольшая длина проточки,мм | 250 |
| Перемещение за один оборот лимба,мм: | |
| продольное | 32 |
| поперечное | 1,5 |
| Число резцов в резцедержателе | 4 |
| Конус Морзе шпинделя | 3 |
| Диаметр отверстия в шпинделе,мм | 18 |
| Конус Морзе задней бабки | 1 |
| Наибольшее перемещение пиноли,мм | 65 |
| Габариты станка,мм: | |
| длина | 1150 |
| ширина | 600 |
| высота | 1200 |
| Вес станка,кг | 180 |
Видео:Токарный станок ТВ 16
Задняя бабка перемещается вдоль станины по призматическим направляющим и крепится в нужном положении при помощи пазового болта 14 и гайки 6.
Осевое перемещение пиноли 4 из корпуса задней бабки – 65 мм. Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.
Для точения конусных поверхностей предусмотрена возможность поперечного перемещения бабки 1 по плите 2 на 6 мм в двух направления от линии центров. При помощи винта 7 осуществляется перемещение.
Смазка трущихся поверхностей предусмотрена при помощи прессмасленки 9, а смазка центра – игольчатой пробкой 11.
www.metalstanki.com.ua
ТВ 16 характеристики
Технические характеристики настольного токарно-винторезного станка позволяют обрабатывать простые заготовки из металла методом точения.
Основные размеры
- Высота центров, мм – 85
- Расстояние между центрами, мм – 250
Размеры обрабатываемых деталей
- Максимальный диаметр обрабатываемой детали, мм:
- Прутка – 18
- Над верхней частью суппорта – 90
- Над нижней частью суппорта – нет
- Над станиной – 160
- Наибольшая длинна обточки, мм – 250
Параметры нарезаемой резьбы
- Шаг нарезаемой резьбы:
- Метрической – 0,2…3
- Дюймовой – нет
- Модульной – нет
Суппорт
Рисунок – Эскиз суппорта станка ТВ 16
- Число резцов в резцедержателе – 4
- Максимальные размеры державки резца (ШхВ), мм – 12х15
- Высота опорной поверхности резца по линии центров, мм – 10
- Наибольшее расстояние от оси центров до кромки резцедержателя, мм – 90
- Количество резцовых головок в суппорте – 1
- Наибольшее перемещение, мм:
- Продольное – 260
- Поперечное – 100
- Выключающие упоры – нет
- Быстрое перемещение суппорта – нет
- Перемещение на одно деление лимба, мм:
- продольное – 0,5
- поперечное – 0,05
- Перемещение на один оборот лимба, мм:
- продольное – 32
- поперечное – 1,5
Резцовые салазки
- Наибольший угол поворота, град.
 ± 60
± 60 - Цена одного деления шкалы поворота, град. – 1
- Наибольшая длина перемещения, мм – 100
- Перемещение на одно деление лимба, мм – 0,05
- Перемещение на один оборот лимба, мм – 1,5
Прочие характеристики
- Резьбоуказатель – нет
- Предохранение от перегрузки – есть
- Блокировка – есть
Шпиндель
Рисунок – Эскиз конца шпинделя станка тв 16
- Диаметр сквозного отверстия в шпинделе, мм – 18
- Центр в шпинделе, Морзе – №3
- Торможение шпинделя – нет
- Блокировка рукояток – нет
Задняя бабка
- Конус-система Морзе – №1
- Наибольшее перемещение пиноли, мм 65
- Цена одного деления перемещения пиноли, мм:
- Величина поперечного смещения задней бабки, мм ±5
- Величина поперечного смещения на 1 деление в мм – нет
Габариты и масса
- Масса, кг – 150
- Габариты, мм:
- Длинна – 1150
- Ширина – 600
- Высота – 1200
www. stanoktehpasport.ru
stanoktehpasport.ru
Токарный станок ТВ-16: технические характеристики, обзор
Токарный станок ТВ-16 начал выпускаться в 50-х годах прошедшего столетия сразу на нескольких заводах, но сегодня выпуск этой установки полностью прекращен. Агрегат относится к настольному типу и предназначается для обучения молодых специалистов и школьников токарной обработке в условиях учебных заведений – имеет положительные отзывы и используется по сей день. Был разработан на основе аналогичной установки из Чехословакии.
Заводы, занимавшиеся выпуском агрегата, располагались на всей территории бывшего Советского Союза: в Казахстане, Украине, Белоруссии – все произведенные станки были практически полностью идентичны по характеристикам и особенностям конструкции, различия состояли лишь в форме литья основы. Оборудование предназначается для осуществления таких операций, как: обтачивание поверхностей, высверливание и растачивание отверстий, нарезка резьб.
Токарный станок ТВ-16: технические характеристики
Настольный аппарат имеет такие элементы:
- Литая основа.

- Стол.
- Передний узел оборудования.
- Резцедержатель.
- Механизм подач.
- Механизм привода.
- Система электрооборудования.
- Задний узел.
- Набор зубчатых колес, резцов и прочих необходимых элементов.
Согласно паспорту, установка имеет такие основные характеристики:
- класс точности – ТУ ТВ-16-0001;
- диаметр детали над станиной в максимальном значении – 16 см;
- диаметр детали над резцедержателем в максимальном значении – 9 см;
- длина детали в центрах в максимальном значении – 25 см;
- длина обтачиваемой поверхности в патроне в максимальном значении – 25 см;
- диаметр сквозного отверстия главного вала – 1,8 см;
- диаметр прутка в максимальном значении – 1,7 см;
- количество ступеней при прямом вращении – 6;
- скорость прямого вращения – 160-1600 об/мин;
- количество ступеней при обратном вращении – 6;
- скорость обратного вращения – 160-1600 об/мин;
- продольное перемещение резцедержателя в максимальном значении – 26 см;
- перемещение резцовых салазок в максимальном значении – 10 см;
- количество резьб – 19 метрических;
- мощность главного электродвигателя – 0,5 кВт;
- габариты – 115х60х120 см;
- вес – 150 кг.

Электрооборудование
Электрическая схема установки отличается простотой и не содержит элементов, сложных для освоения, поэтому понять принцип работы устройства будет легко даже начинающим. Перед началом эксплуатации корпус агрегата нужно заземлить посредством специальной колодки, расположенной сбоку, для обеспечения безопасности пользователей.
Электрооборудование установки предназначается для запуска и остановки агрегата, реверсивного запуска двигателя и осуществления блокировки при коротком замыкании или изменении напряжения электросети. За выполнение этих функций отвечают:
- Пакетный реверсивный выключатель.
- Пускатель магнитного типа с двумя кнопками.
- Блок предохранителей.
- Контакты, которые блокируют запуск оборудования, если не закрыты дверцы стола или коробки подач.
- Панель с зажимами, посредством которых агрегат подключают к сети.
Конструкция передней и задней бабки
Главной задачей переднего узла является осуществления основного движения – вращения рабочего вала. В корпусе переднего узла установлен подшипниковый узел, предназначенный для установки главного рабочего вала устройства. Радиально-упорный подшипник, принимающий продольные и радиальные усилия, располагается в переднем конце вала.
В корпусе переднего узла установлен подшипниковый узел, предназначенный для установки главного рабочего вала устройства. Радиально-упорный подшипник, принимающий продольные и радиальные усилия, располагается в переднем конце вала.
На главном вале также расположен шкив, который обеспечивает его заданную скорость вращения, благодаря чему вращение от двигателя передается прямо на главный вал. Конструкцией предусмотрена возможность производить и реверсивное вращение вала, благодаря трензелю, расположенному на переднем узле.
Шпиндельный узел, с расположенным на нем шкивом, располагается на двух подшипниках, имеющих наружную поверхность в форме конуса. Зазор, возникающий между шпиндельным узлом и подшипниками, регулируется перемещением подшипника в продольном направлении в корпусе посредством гайки. Главный вал смазывается при помощи двух прессмасленок и войлочных подушек.
Передний узел имеет такие основные элементы:
- корпус;
- крышка;
- главный вал;
- тензель;
- реверсный рычаг.

Основные функции заднего узла заключаются в поддержании длинных заготовок и в высверливании отверстий. Задний узел перемещается по станине в продольном направлении по треугольным направляющим. Для облегчения перемещения узла установка оснащена эксцентриковой рукоятью.
При обработке конусов конструкцией агрегата предусмотрено перпендикулярное перемещение заднего узла, которое производится по нижней плите посредством винта. В пиноли заднего узла имеется специальное отверстие, которое позволяет осуществлять установку центра с конусом.
Пиноль перемещается вручную посредством, расположенных в ней, винта, гайки и маховика. Перемещение пиноли по необходимым параметрам осуществимы благодаря нанесенной на маховик шкале.
Основными элементами конструкции заднего узла являются:
- Корпус.
- Плита.
- Пиноль.
- Гайка.
- Винт.
- Маховик.
О суппорте станка
К главным функциям суппорта токарного оборудования относятся удерживание и перемещение режущего инструмента. Конструкция суппорта включает:
- салазки, на которых устанавливается резцедержатель, располагаются в верхней части агрегата и имеют собственные направляющие;
- каретку – несущий элемент, перемещающийся по направляющим литой основы;
- устройство для фиксации резцов.
Перемещение механизма резцедержателя может осуществляться вручную (посредством зубчатого колеса и рейки) или механически (посредством винта и гайки). Верхние и перпендикулярные салазки перемещаются благодаря маточной гайке и винтам с лимбами. Маточная гайка имеет специальный разрез, благодаря которому имеется возможность выбора зазоров при соединении гайки с винтами.
Механизм фиксации резцов разворачивается на 360°, а все его стороны рабочие. Благодаря своим техническим особенностям резцедержатель может быть зафиксирован через каждые 45°. На клиньях располагаются специальные винты, благодаря которым компенсируются образующиеся в направляющих зазоры.
Составляющие узлы
Привод настольной установки состоит из двигателя, который располагается на салазках внутри тумбы, двух клиноременных передач и промежуточного вала. Для работы электрического двигателя, мощность которого 0,5 кВт, требуется трехфазный ток.
Через промежуточный вал, который осуществляет регулировку ременного натяжения при помощи эксцентрикового устройства, передается вращение главному валу. На главном вале и электродвигателе установлены шкивы ступенчатой формы, которые, благодаря своим характеристикам, обеспечивают получение шести разных скоростей.
Основа агрегата предназначена для установки и фиксации всех остальных составляющих конструкции. Производится из литого чугуна, что обеспечивает ее надежность, и имеет коробчатую форму для удобства размещения прочих составляющих устройства. Станок устанавливается на столешницу посредством винтов, что обеспечивает дополнительной надежностью.
В левой тумбе стола находятся привод агрегата и его электросхема, а правая используется для хранения сменных зубчатых колес и резцов. В центре стола находится специальный ящик, который предназначен для хранения прочих необходимых приспособлений.
В передней части рабочей основы установлены гайка и ходовой винт, которые обеспечивают передвижения резцедержателя. При необходимости осевого перемещения заднего узла на основу устанавливаются направляющие в форме «Т», а сам узел оснащен специальными пазами. Резцедержатель перемещается в осевом направлении по треугольным направляющим.
К каретке резцедержателя крепится фартук устройства посредством специальных винтов. В фартуке находится разъемная гайка, которая запускается специальной рукоятью. Гайка и рукоять фиксируются в крайних позициях посредством механизма шарикового типа. Если гайка включена, то осевая подача резцедержателя производится механическим способом от ходового винта.
Если гайка выключена, подача производится вручную, путем вращения маховика. При ручной подаче передвижение резцедержателя осуществляется посредством зубчатого колеса и рейки. Частью конструкции фартука является резервуар, который обеспечивает фартук необходимой смазкой. Масляный раствор заливается в резервуар через каретку.
В конструкции агрегата имеется механизм подач, который позволяет задавать параметры для нарезки резьбы и скорость осевой подачи. Параметры регулируются посредством связи неподвижного зубчатого колеса, которое находится в коробке подач, и планетарной передачи, расположенной на ходовом винте. Подобная схема позволяет в 30 раз снизить число оборотов, которые совершает ходовой винт.
На дверках устройства установлены концевые выключатели, которые останавливают работу двигателя при открывании дверок в процессе его работы.
Управление конструктивными элементами токарного устройства производится посредством следующих органов:
- Рукоять переключения скорости вращения главного рабочего вала.
- Пусковик.
- Кнопочная станция.
- Рукоять изменения направления.
- Рукоять установки положения резцовой головки.
- Рукоять запуска маточной гайки.
- Рукоять передвижения верхних салазок.
- Рукоять установки положения пиноли заднего узла.
- Рукояти передвижения поперечных салазок.
- Маховик осевого перемещения резцедержателя.
Видео: токарный станок ТВ-16.
Republished by Blog Post Promoter
Станок токарно-винторезный ТВ-16 – Чертежи, 3D Модели, Проекты, Токарные станки
Станок ТВ-16 (в сборе)\Bevel Gear1.ipt
Станок ТВ-16 (в сборе)\Bevel Gear2.ipt
Станок ТВ-16 (в сборе)\Bolt GOST 7805-70 M5-6gx10.ipt
Станок ТВ-16 (в сборе)\Bolt GOST 7805-70 M6-6gx20.ipt
Станок ТВ-16 (в сборе)\Bolt GOST R 50792-95 M6×45.ipt
Станок ТВ-16 (в сборе)\DIN 125-1 A A 8,4.ipt
Станок ТВ-16 (в сборе)\DIN 71412 A AM 6 (coned short).ipt
Станок ТВ-16 (в сборе)\DIN 7991 M3x12.ipt
Станок ТВ-16 (в сборе)\DIN 913 M3 x 12.ipt
Станок ТВ-16 (в сборе)\DIN 913 M3 x 6.ipt
Станок ТВ-16 (в сборе)\DIN 913 M5 x 12.ipt
Станок ТВ-16 (в сборе)\DIN 913 M5 x 6.ipt
Станок ТВ-16 (в сборе)\DIN 913 M6 x 8.ipt
Станок ТВ-16 (в сборе)\DIN 914 M3 x 10.ipt
Станок ТВ-16 (в сборе)\DIN 914 M3 x 5.ipt
Станок ТВ-16 (в сборе)\DIN 914 M4 x 8.ipt
Станок ТВ-16 (в сборе)\DIN 914 M5 x 16.ipt
Станок ТВ-16 (в сборе)\DIN 914 M8 x 20.ipt
Станок ТВ-16 (в сборе)\DIN 915 M4 x 10.ipt
Станок ТВ-16 (в сборе)\DIN 915 M4 x 8.ipt
Станок ТВ-16 (в сборе)\DIN 920 M4 x 10.ipt
Станок ТВ-16 (в сборе)\DIN 920 M4 x 14.ipt
Станок ТВ-16 (в сборе)\DIN 920 M4 x 6.ipt
Станок ТВ-16 (в сборе)\DIN 963 – replaced by DIN EN ISO 2009 M6 x 12.ipt
Станок ТВ-16 (в сборе)\DIN 963 – replaced by DIN EN ISO 2009 M6 x 40.ipt
Станок ТВ-16 (в сборе)\DIN EN 24017 M5 x 12.ipt
Станок ТВ-16 (в сборе)\DIN EN 24017 M8 x 25.ipt
Станок ТВ-16 (в сборе)\DIN EN 24034 M6.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 1207 M4 x 16.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 1207 M4 x 25.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 1207 M4 x 8.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 4762 M5 x 16.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 4762 M5 x 20.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 4762 M6 x 12.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 4762 M6 x 16.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 4762 M6 x 20.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 4762 M6 x 30.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 4762 M6 x 45.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 4762 M8 x 20.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 4762 M8 x 25.ipt
Станок ТВ-16 (в сборе)\DIN EN ISO 4762 M8 x 30.ipt
Станок ТВ-16 (в сборе)\Screw 2 GOST 11074-93 M6x10-A.ipt
Станок ТВ-16 (в сборе)\Screw 2 GOST 11074-93 M6x12-A.ipt
Станок ТВ-16 (в сборе)\Screw 2 GOST 1477-93 M2.5×6-A.ipt
Станок ТВ-16 (в сборе)\Screw GOST 11075-93 M 5 x 8.ipt
Станок ТВ-16 (в сборе)\Screw GOST 1478-93 M 6 x 10.ipt
Станок ТВ-16 (в сборе)\Screw GOST 1478-93 M 6 x 12.ipt
Станок ТВ-16 (в сборе)\Shaft.iam
Станок ТВ-16 (в сборе)\Shaft.ipt
Станок ТВ-16 (в сборе)\Washer GOST 10450-78 8,4.ipt
Станок ТВ-16 (в сборе)\Washer GOST 6958-78 5,3 A.ipt
⠭ -16 ( ᡮ)\ १楤ঠ⥫.ipt
⠭ -16 ( ᡮ)\- ﭮ 㪠 㯯.ipt
⠭ -16 ( ᡮ)\ 客窠 㪠 㯯 m=1.25.ipt
⠭ -16 ( ᡮ)\ ਢ 筮 .ipt
⠭ -16 ( ᡮ)\ ३ த쭮 m=1,5.ipt
⠭ -16 ( ᡮ)\ 寧 쥢 ᠫ 㯯.ipt
⠭ -16 ( ᡮ)\ ⪨ ᠫ.ipt
⠭ -16 ( ᡮ)\ ⪨ 筮 .ipt
⠭ -16 ( ᡮ)\㫪 客窠 㪠 㯯 1.ipt
⠭ -16 ( ᡮ)\㫪 客窠 㪠 㯯 2.ipt
⠭ -16 ( ᡮ)\㫪 ਢ 筮 .ipt
⠭ -16 ( ᡮ)\㫪 ३ த쭮 㯯 1.ipt
⠭ -16 ( ᡮ)\㫪 ३ த쭮 㯯 2.ipt
⠭ -16 ( ᡮ)\㫪 . b c.ipt
⠭ -16 ( ᡮ)\㫪 . ७.ipt
⠭ -16 ( ᡮ)\㫪 室 .ipt
⠭ -16 ( ᡮ)\㫪 ࠢ 室 .ipt
⠭ -16 ( ᡮ)\㫪 १졮 .ipt
⠭ -16 ( ᡮ)\㫪 ७ (. a).ipt
⠭ -16 ( ᡮ)\㫪 業ࠫ쭮 ୮ ।.ipt
⠭ -16 ( ᡮ)\ ⪨ ᠫ.ipt
⠭ -16 ( ᡮ)\ ⪨ 筮 .ipt
⠭ -16 ( ᡮ)\ ॣ㫨 室 .ipt
⠭ -16 ( ᡮ)\ ᬥ饭 .ipt
⠭ -16 ( ᡮ)\ 誨 । .ipt
⠭ -16 ( ᡮ)\ ( ᡮ).iam
⠭ -16 ( ᡮ)\ ( ᡮ).iam
⠭ -16 ( ᡮ)\ ( ᡮ).iam
⠭ -16 ( ᡮ)\ (. 8.3).ipt
⠭ -16 ( ᡮ)\ (१졠 8).ipt
⠭ -16 ( ᡮ)\ 訫줨 .ipt
⠭ -16 ( ᡮ)\ 訫줨 _1.ipt
⠭ -16 ( ᡮ)\ 訫줨 _2.ipt
⠭ -16 ( ᡮ)\ 㫪 b c.ipt
⠭ -16 ( ᡮ)\ 䨪樨 ᠫ.ipt
⠭ -16 ( ᡮ)\⭠ ᠫ.ipt
⠭ -16 ( ᡮ)\⮥ m=1 z=100.ipt
⠭ -16 ( ᡮ)\⮥ m=1 z=25.ipt
⠭ -16 ( ᡮ)\⮥ m=1 z=45.ipt
⠭ -16 ( ᡮ)\⮥ m=1 z=75.ipt
⠭ -16 ( ᡮ)\⮥ ३ த. m=1,25.ipt
⠭ -16 ( ᡮ)\⮥ ୮ । m=1,25 z=20.ipt
⠭ -16 ( ᡮ)\⮥ ७ m=1 z=24 ( ᡮ).iam
⠭ -16 ( ᡮ)\⮥ ७ m=1 z=24.ipt
⠭ -16 ( ᡮ)\⮥ ७ m=1 z=30 ( ᡮ).iam
⠭ -16 ( ᡮ)\⮥ ७ m=1 z=30.ipt
⠭ -16 ( ᡮ)\⮥ ७ m=1 z=36 h=10mm.ipt
⠭ -16 ( ᡮ)\⪠ ᠫ.ipt
⠭ -16 ( ᡮ)\⪠ 筮 㯯.ipt
⠭ -16 ( ᡮ)\⪠ த쭮 㯯.ipt
⠭ -16 ( ᡮ)\ ⪨ ᠫ.ipt
⠭ -16 ( ᡮ)\ ⪨ 筮 .ipt
⠭ -16 ( ᡮ)\ ⪨ 㯯.ipt
⠭ -16 ( ᡮ)\ 3 㫠窮 80 .ipt
⠭ -16 ( ᡮ)\ ⪨ ᠫ.ipt
⠭ -16 ( ᡮ)\ ⪨ 筮 .ipt
⠭ -16 ( ᡮ)\ ( ᡮ).iam
⠭ -16 ( ᡮ)\ 㪠 㯯.ipt
⠭ -16 ( ᡮ)\誠 3 㫠窮 80 .ipt
⠭ -16 ( ᡮ)\誠 । ( ᡮ).iam
⠭ -16 ( ᡮ)\誠 । .ipt
⠭ -16 ( ᡮ)\誠 㪠 㯯.ipt
⠭ -16 ( ᡮ)\誠 㯫⭥ 㯯 ( ).ipt
⠭ -16 ( ᡮ)\誠 㯫⭥ 㯯 ( ࠢ).ipt
⠭ -16 ( ᡮ)\誠 㯫⭥ 㯯 (। ).ipt
⠭ -16 ( ᡮ)\誠 㯫⭥ 㯯 (। ࠢ).ipt
⠭ -16 ( ᡮ)\㫠箪 3 㫠窮 80 .ipt
⠭ -16 ( ᡮ)\ ⪨ ᠫ.ipt
⠭ -16 ( ᡮ)\ ⪨ 筮 .ipt
⠭ -16 ( ᡮ)\ 客窠 㪠 㯯.ipt
⠭ -16 ( ᡮ)\筠 ().ipt
⠭ -16 ( ᡮ)\筠 ().ipt
⠭ -16 ( ᡮ)\客箪 .ipt
⠭ -16 ( ᡮ)\客箪 㪠 㯯 ( ᡮ).iam
⠭ -16 ( ᡮ)\客箪 㪠 㯯.ipt
⠭ -16 ( ᡮ)\ 㫪 b c.ipt
⠭ -16 ( ᡮ)\ . ७.ipt
⠭ -16 ( ᡮ)\ १楤ঠ⥫.ipt
⠭ -16 ( ᡮ)\ 3 㫠窮 80 ( ᡮ).iam
⠭ -16 ( ᡮ)\ 3 㫠窮 80 蠩 ( ᡮ).iam
⠭ -16 ( ᡮ)\। ( ᡮ).iam
⠭ -16 ( ᡮ)\। 诨.ipt
⠭ -16 ( ᡮ)\ 誨 । .ipt
⠭ -16 ( ᡮ)\ ( ᡮ).iam
⠭ -16 ( ᡮ)\蠩 80 .ipt
⠭ -16 ( ᡮ)\ ᠫ 㯯 ( ᡮ).iam
⠭ -16 ( ᡮ)\ ᠫ 㯯.ipt
⠭ -16 ( ᡮ)\ࠢ 室 ( ᡮ).iam
⠭ -16 ( ᡮ)\ࠢ 室 .ipt
⠭ -16 ( ᡮ)\ਢ 筮 ( ᡮ).iam
⠭ -16 ( ᡮ)\ਦ ⪨ 㯯 ().ipt
⠭ -16 ( ᡮ)\ਦ ⪨ 㯯 (। ).ipt
⠭ -16 ( ᡮ)\ਦ ⪨ 㯯 (। ࠢ).ipt
⠭ -16 ( ᡮ)\㦨 ⪨ 筮 .ipt
⠭ -16 ( ᡮ)\㦨 客窠 㪠 㯯.ipt
⠭ -16 ( ᡮ)\㦨 ⮯୮ ७.ipt
⠭ -16 ( ᡮ)\㦨 䨪樨 ਢ 筮 .ipt
⠭ -16 ( ᡮ)\㦨 窠 १楤ঠ⥫.ipt
⠭ -16 ( ᡮ)\㫨. 诨.ipt
⠭ -16 ( ᡮ)\㫨. । 诨 ().ipt
⠭ -16 ( ᡮ)\㫨. । 诨 ().ipt
⠭ -16 ( ᡮ)\㫨. 蠩 ⪨ ᠫ.ipt
⠭ -16 ( ᡮ)\㫨. 蠩 ⪨ 筮 .ipt
⠭ -16 ( ᡮ)\楤ঠ⥫ ( ᡮ).iam
⠭ -16 ( ᡮ)\楤ঠ⥫.ipt
⠭ -16 ( ᡮ)\ த쭮 m=1.5.ipt
⠭ -16 ( ᡮ)\窠 Elesa-Ganter GN 10-101-B8-F.ipt
⠭ -16 ( ᡮ)\窠 ਢ 筮 .ipt
⠭ -16 ( ᡮ)\窠 ⪨ 㯯.ipt
⠭ -16 ( ᡮ)\窠 १楤ঠ⥫ Elesa-Ganter GN 212_5-24-M10-E.ipt
⠭ -16 ( ᡮ)\窠 ⮯୮ ७.ipt
⠭ -16 ( ᡮ)\⠭ -16.ipt
⠭ -16 ( ᡮ)\⠭ -16 ( ᡮ).htm
⠭ -16 ( ᡮ)\⠭ -16 ( ᡮ).iam
⠭ -16 ( ᡮ)\⠭ -16.PNG
⠭ -16 ( ᡮ)\⮯ୠ 㫪 ᬥ饭 .ipt
⠭ -16 ( ᡮ)\⮯ ७.ipt
⠭ -16 ( ᡮ)\㯯 ( ᡮ).iam
⠭ -16 ( ᡮ)\ । 诨.ipt
⠭ -16 ( ᡮ)\७ ( ᡮ).iam
⠭ -16 ( ᡮ)\ 㯯 ( ᡮ).iam
⠭ -16 ( ᡮ)\ ( ᡮ).iam
⠭ -16 ( ᡮ)\ (蠣 4 ).ipt
⠭ -16 ( ᡮ)\箪 १楤ঠ⥫.ipt
⠭ -16 ( ᡮ)\ࠫ쭮 ୮ । ().ipt
⠭ -16 ( ᡮ)\ࠫ쭮 ୮ । ( ᡮ).iam
⠭ -16 ( ᡮ)\ ਢ 筮 .ipt
⠭ -16 ( ᡮ)\ 客窠 㪠 㯯.ipt
⠭ -16 ( ᡮ)\ ᥢ 䨪樨 诨.ipt
⠭ -16 ( ᡮ)\ 窨 १楤ঠ⥫.ipt
⠭ -16 ( ᡮ)\ਪ 䨪樨 ਢ 筮 .ipt
⠭ -16 ( ᡮ)\줨 ( ⠭).ipt
⠭ -16 ( ᡮ)\줨 (१ १).ipt
⠭ -16 ( ᡮ)\줨 ( 诨).ipt
⠭ -16 ( ᡮ)\ 客窠 㪠 㯯.ipt
⠭ -16 ( ᡮ)\ 㫪 . b c.ipt
⠭ -16 ( ᡮ)\ 㫪 ७.ipt
⠭ -16 ( ᡮ)\ 誨 । .ipt
⠭ -16 ( ᡮ)\ ਢ 筮 .ipt
⠭ -16 ( ᡮ)\ ⮣ ३ த. .ipt
⠭ -16 ( ᡮ)\ ९ ⮩ ३.ipt
⠭ -16 ( ᡮ)\ ९ । .ipt
⠭ -16 ( ᡮ)\ ९ ࠢ 室 .ipt
⠭ -16 ( ᡮ)\ ९ 㪠 ⪥ 㯯 1.ipt
⠭ -16 ( ᡮ)\ ९ 㪠 ⪥ 㯯 2.ipt
⠭ -16 ( ᡮ)\ ⫨ 誨 । .ipt
⠭ -16 ( ᡮ)\ 窨 筮 ᠫ.ipt
Станок ТВ-16 (в сборе
Нарезание резьбы на токарном станке – Производственные процессы 4-5
После завершения этого раздела вы сможете:
• Определить глубину подачи.
• Опишите, как нарезать правильную нить.
• Объясните, как рассчитать шаг, глубину и малый диаметр, ширину плоскости.
• Опишите, как установить правильные обороты.
• Опишите, как правильно настроить быструю коробку передач.
• Опишите, как правильно установить составной упор.
• Опишите, как установить правильную насадку.
• Опишите, как установить нулевое значение для комбинированной и поперечной подачи на обоих дисках.
• Опишите операцию нарезания резьбы.
• Опишите развертывание.
• Опишите, как заточить инструментальную коронку.
Нарезание резьбы на токарном станке – это процесс, при котором на заготовке образуется винтовой гребень равномерного сечения. Это выполняется путем выполнения последовательных резов с помощью насадки для нарезания резьбы той же формы, что и требуемая форма резьбы.
Практическое упражнение:
1.Для этого практического упражнения по нарезанию резьбы вам понадобится кусок круглого материала, обращенный к наружному диаметру протектора.
2. Используя отрезной инструмент или специальный шлифованный инструмент, сделайте поднутрение протектора, равное его глубине плюс 0,005 дюйма.
3. Приведенная ниже формула даст вам единую глубину для выполнения унифицированных потоков:
d = P x 0,750
Где d = одинарная глубина
P = Шаг
n = Количество витков на дюйм (TPI)
Глубина подачи =.75 / п
Чтобы нарезать правильную резьбу на токарном станке, необходимо сначала произвести расчеты, чтобы резьба имела надлежащие размеры. Следующие диаграммы и формулы будут полезны при расчете размеров резьбы.
Пример: Рассчитайте шаг, глубину, малый диаметр и ширину фаски для резьбы NC-10.
P = 1 / n = 1/10 = 0,100 дюйма
Глубина = 0,7500 x шаг = 0,7500 x 0,100 = 0,0750 дюйма
Малый диаметр = Большой диаметр – (D + D) =.750 – (0,075 + 0,075) = 0,600 дюйма
Ширина плоскости = P / 8 = (1/8) x (1/10) = 0,0125 дюйма
Порядок нарезания резьбы:
1. Установите скорость примерно на четверть скорости вращения.
2. Установите скоростной редуктор на требуемый шаг резьбы. (Число ниток на дюйм)
Рисунок 1. Схема резьбы и подачи
Рисунок 2. Настройка коробки передач
3. Установите составной упор на 29 градусов вправо для правой резьбы.
Рисунок 3. 29 градусов
4. Установите насадку для нарезания резьбы на 60 градусов и установите высоту по центру токарного станка.
Рис. 4. Инструмент для нарезания резьбы под 60 градусов
5. Установите насадку под прямым углом к работе с помощью резьбового калибра.
Рис. 5. Использование центрирующего калибра для позиционирования инструмента для обработки резьбы
6. Используя компоновочный раствор, нанесите покрытие на участок, на который будет нарезана резьба.
Рисунок 6. Схема
7. Переместите резьбонарезной инструмент к детали, используя смесь и поперечную подачу.Установите микрометр на ноль на обоих дисках.
Рисунок 7. Составная фигура 8. Поперечная подача
8. Переместите поперечную подачу на задний инструмент от заготовки, переместите каретку к концу детали и сбросьте поперечную подачу на ноль.
Рис. 9. Конец детали и поперечная подача до нуля
9. Используя только составной микрометр, введите от 0,001 до 0,002 дюйма.
Рисунок 10: Комбинированный корм, 0,002 дюйма
10. Включите токарный станок и затяните полугайку.
Рисунок 11: Рычаг включения / выключения и полугайка
11. Сделайте царапину на детали без смазочно-охлаждающей жидкости. Освободите половину гайки в конце пропила, остановите токарный станок и вытащите инструмент, используя поперечную подачу. Верните каретку в исходное положение.
Рисунок 12. Исходное положение
12. С помощью измерителя шага винта или линейки проверьте шаг резьбы. (Число ниток на дюйм)
Рисунок 13. Измеритель шага винта Рисунок 14. Измеритель шага винта (10)
13.Подайте пасту от 0,005 до 0,020 дюйма для первого прохода, используя смазочно-охлаждающую жидкость. Когда вы приблизитесь к окончательному размеру, уменьшите глубину резания до 0,001–0,002 дюйма.
14. Продолжайте этот процесс, пока инструмент не окажется в пределах 0,010 дюйма от чистовой глубины.
Рисунок 15. Операция заправки резьбы
15. Проверьте размер с помощью микрометра для винтовой резьбы, калибратора или трехпроводной системы.
Рисунок 16. Трехпроводное измерение
16. Снимите фаску с конца резьбы, чтобы защитить его от повреждений.
Разверткииспользуются для быстрой и точной обработки просверленных отверстий или отверстий до отверстия заданного размера, а также для получения хорошей отделки поверхности. Расширение может быть выполнено после того, как отверстие было просверлено или просверлено до конечного размера в пределах 0,005-0,015 дюйма, поскольку расширитель не предназначен для удаления большого количества материала.
Заготовка устанавливается в патрон на шпинделе передней бабки, а развертка поддерживается задней бабкой.
Скорость токарного станка для машинного развёртывания должна быть примерно 1/2 скорости, используемой для сверления.
Развертка ручной разверткой
Отверстие, которое необходимо развернуть вручную, должно быть в пределах 0,005 дюйма от требуемого конечного размера.
Заготовка устанавливается на шпиндель передней бабки в патроне, и шпиндель передней бабки блокируется после точной настройки заготовки. Ручная развертка установлена в разводной ключ для развертки и поддерживается центром задней бабки. Когда ключ вращается вручную, ручная развертка вводится в отверстие одновременно с поворотом маховика задней бабки.Для развертывания используйте большое количество смазочно-охлаждающей жидкости.
Развертка машинной разверткой
Отверстие, которое будет рассверливаться машинной разверткой, должно быть просверлено или просверлено с точностью до 0,010 дюйма от готового размера, чтобы машинной развертке оставалось только удалить следы от резцов. Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Процедура:
1. Крепко возьмитесь за насадку, поддерживая руку за набор шлифовальных инструментов.
2. Держите насадку под правильным углом, чтобы отшлифовать угол режущей кромки.Одновременно наклоните нижнюю часть насадки к диску и отшлифуйте боковой зазор или угол зазора 10 градусов на режущей кромке. Режущая кромка должна быть около 0,5 дюйма в длину и примерно на ширины насадки.
3. При шлифовании насадки перемещайте насадку вперед и назад по поверхности шлифовального круга. Это ускоряет шлифование и предотвращает нарезание канавок на круге.
4. Во время шлифования долото необходимо часто охлаждать, погружая в воду.Никогда не перегревайте инструмент.
5. Отшлифуйте концевой режущий угол так, чтобы он образовывал угол чуть менее 90 градусов с боковой режущей кромкой. Держите инструмент так, чтобы угол режущей кромки конца и угол заделки края 15 градусов одновременно шлифовали.
6. Проверьте величину концевого зазора, когда насадка находится в держателе инструмента.
7. Удерживая верхнюю часть насадки под углом примерно 45 градусов к оси круга, отшлифуйте боковые грабли примерно на 14 градусов.
8.Отшлифуйте острие режущего инструмента с небольшим радиусом, соблюдая одинаковый передний и боковой угол зазора.
Шлифование передней стороны Шлифование стороны Радиус шлифования
Токарные резцы обычно изготавливаются из четырех материалов:
1. Быстрорежущая сталь
2. Литые сплавы
3. Цементированный карбид
4. Керамика
Каждый из этих материалов обладает разными свойствами, и применение каждого из них зависит от обрабатываемого материала и состояния станка.
Насадки токарные должны обладать следующими свойствами.
1. Они должны быть жесткими.
2. Они должны быть износостойкими.
3. Они должны выдерживать высокие температуры, возникающие во время резки.
4. Они должны выдерживать удары во время резки.
Режущие инструменты, используемые на токарном станке, обычно представляют собой однонаправленные режущие инструменты, хотя форма инструмента изменяется для различных применений.Такая же номенклатура применяется ко всем режущим инструментам.
Процедура:
1. Основание: нижняя поверхность хвостовика инструмента.
2. Режущая кромка: передняя кромка резца, выполняющая резку.
3. Лицевая сторона: поверхность, на которую упирается стружка при отделении от заготовки.
4. Боковая поверхность: поверхность инструмента, которая находится рядом с режущей кромкой и ниже ее.
5. Носик: острие режущего инструмента образовано стыком режущей кромки и передней поверхности.
6. Радиус носа: радиус, до которого отшлифован носик. Размер радиуса влияет на отделку. Для черновой резки использовался радиус вершины 1/16 дюйма. Для чистовой обработки используется радиус при вершине от 1/16 до ⅛ дюйма.
7. Острие: конец инструмента, заточенный для резки.
8. Хвостовик: корпус насадки или деталь, удерживаемая в держателе инструмента.
9. Углы и зазоры для насадок токарного станка
Правильная работа насадки зависит от зазора и передних углов, которые необходимо отшлифовать от насадки.Хотя эти углы различаются для разных материалов, номенклатура одинакова для всех насадок.
• Угол боковой режущей кромки: угол, который образует режущая кромка со стороной хвостовика инструмента. Этот угол может составлять от 10 до 20 градусов в зависимости от разрезаемого материала. Если угол больше 30 градусов, инструмент будет дребезжать.
• Угол торцевой режущей кромки. Угол, образованный торцевой режущей кромкой и линией, расположенной под прямым углом к средней линии резца. Этот угол может составлять от 5 до 30 градусов в зависимости от типа резки и желаемой отделки.Для черновой обработки используется угол от 5 до 15 градусов, а для токарных инструментов общего назначения – угол от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких резов рядом с собачкой или патроном или при повороте к плечу.
• Угол бокового снятия защиты (зазора): угол, отшлифованный на боковой поверхности инструмента ниже режущей кромки. Этот угол может составлять от 6 до 10 градусов. Боковой зазор на насадке позволяет режущему инструменту продвигаться по длине во вращающуюся деталь и предотвращает трение боковой поверхности о заготовку.
• Угол концевого снятия (зазора): угол, отшлифованный под вершиной резца, позволяющий подавать режущий инструмент в работу. Этот угол может составлять от 10 до 15 градусов для резки общего назначения. Этот угол необходимо измерить, когда насадка для инструмента удерживается в держателе инструмента. Угол заделки концов зависит от твердости, типа материала и типа разреза. У более твердых материалов угол заделки кромок меньше, чтобы обеспечить опору под режущую кромку.
• Боковой передний угол: угол, под которым поверхность шлифуется от режущей кромки.Для насадок общего назначения этот угол может составлять 14 градусов. Боковые грабли центрируют более острую режущую кромку и позволяют стружке быстро стекать. Для более мягких материалов обычно увеличивают боковой передний угол.
• Задняя (верхняя) грабли: обратный наклон режущей кромки инструмента от носка. Этот угол может составлять около 20 градусов и предусмотрен в держателе инструмента. Задний передний борт позволяет стружке стекать с острия режущего инструмента.
1. Что такое шаг для метчика-20?
2.На какой угол нужно повернуть компаунд для Unified Thread?
3. Объясните, почему вы поворачиваете соединение в вопросе 2.
4. Какова глубина резьбы винта UNF ½-20?
5. Как сделать левую резьбу? Это не рассматривается в чтении – придумаешь?
6. Какую насадку мы используем для нарезания резьбы?
7. Опишите, пожалуйста, Center Gage.
8. Что мы используем для проверки шага резьбы (резьба на дюйм)?
9. Первый и последний проход, сколько мы вводим соединение?
10.Назовите четыре материала, из которых делают насадки для инструментов.
Эта глава была взята из следующих источников.
- Токарный станок , полученный на основе токарного станка Массачусетского технологического института, CC: BY-NC-SA 4.0.
- Терминология режущего инструмента получена из документа «Токарные инструменты – формы режущего инструмента» Технического колледжа Висконсина, CC: BY-NC 4.0.
- Терминология режущего инструмента заимствована из Cutter Types (Токарный станок) Университета Айдахо, CC: BY-SA 3.0.
- Центровка на основе [Документа по ручным токарным станкам]
10 шт. 16ER AG60 твердосплавные режущие пластины для токарного станка, нарезания резьбы, держателя расточной оправки, режущие инструменты с ЧПУ, индексируемые вставки sostulsa.com
10шт 16ER AG60 Твердосплавные вставные лезвия для токарного станка нарезания резьбы Держатель расточной оправки с ЧПУ: Товары для дома. Купите 10 шт. Лезвий с твердосплавными пластинами 16ER AG60 для токарного станка, нарезания резьбы, держателя расточной оправки с ЧПУ: вставки для нарезания резьбы – ✓ БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. Режущие инструменты могут расколоться в случае поломки.。 В непосредственной близости от места использования необходимо надевать защитные очки.。 При шлифовании образуется опасная пыль.。 Чтобы избежать неблагоприятного воздействия на здоровье, используйте соответствующую вентиляцию.。 Материал: карбид。 Описание: Совершенно новый。 Технические характеристики: Модель : 16ER AG60。 Материал: карбид。 Цвет: золото。 Направление: вправо。 Предупреждение: Режущие инструменты могут расколоться в случае поломки。 В непосредственной близости от места использования необходимо носить защитные очки。 При шлифовании образуется опасная пыль。 Во избежание неблагоприятного воздействия на здоровье , используйте соответствующую вентиляцию。 В комплект входит:。 10 лезвий 16ER AG60。 Примечание:。 1.Допускается погрешность в 1-3 мм из-за ручного измерения。 2. Поскольку разные компьютеры отображают цвета по-разному, цвет самого элемента может незначительно отличаться на。 от приведенного выше изображения, спасибо за понимание.。。。。
10 шт. 16ER AG60 твердосплавные вставные лезвия для токарного станка, держателя расточной оправки с ЧПУ
Mopar 04721686AE Амортизатор, Fevas MHS3 / MHSL3 Диаметр цилиндра: 16D 20D 25D 32D 40D Вращающийся цилиндр двойного действия Тип SMC Воздушный захват параллельного типа 2/3/4 Цвет: MHS3-20D.DAVID Starter-Kit-2, 300177-6 Dixon E6BF6-B 3/4 Strght Thru Nipple 3/4 BSPP Латунь, STEM Игрушка для мальчиков и девочек DoodleBlocks Игрушка года Победитель премии 3Doodler Start Mega 3D Pen Set для детей с бесплатным пополнением Возраст нити 6 и старше. RMP Холоднокатаный 1018 Круглый пруток 48 Обработка длины 3/4 диаметра. Idec NRAS1100-3A-AD Устройство защиты цепи 3A, 65 В постоянного тока, макс. 1P, 6 Настольный шлифовальный станок Профессиональный промышленный электрический полировальный станок Шлифовальный станок Штепсельная вилка США 110 В, легко чистить черные узкие пространства в коммерческом офисе Подходит под стол Комплект для домашнего офиса из 12 кухонных небольших общежитий United Solutions 7 Компактная мусорная корзина для мусора на галлон / 28 квартов, 2.77 Удлинительная пружина увеличенной длины, дюйм 168,93 фунта / дюйм Скорость пружины Пакет из 10 0,148 Размер провода 53,88 фунта Нагрузочная способность Нержавеющая сталь 316 2,5 Свободная длина 1 OD, 10 шт. 1 рулон 4×2 Красный Осторожно при открытии с острыми предметами Специальная обработка Наклейки для поддонов отгрузки 500 этикеток в рулоне. Wheaton 357538 Glass Dounce Style Тканевая шлифовальная машина 125 мм Общая длина Корпус 2 наружного диаметра 11 мм x 48 мм Длина 1 мл Емкость, резервуары Glacier с переходником DIN на Tri Clamp, футеровка и гайка 50 мм x TC 2 дюйма, MAX6350CPA IC СЕРИЯ VREF BURIED ZNR 8-PDIP 6350 MAX6350 6350C 1 ШТ. .DE-STA-CO 7-58 Cam Action Clamp, хромированный 24-пакетный кронштейн для кронштейнов Slatwall для 12-16 кронштейнов для полок с глубокими планками, замена для ламп Philips BLB F6T5, портативный цифровой измеритель толщины краски Koolertron Измеритель для автомобильной промышленности с ЖК-дисплеем Отображение диапазона датчика F / NF 0-1300 мкм.
Комплект шестерен для мини-токарного станка для грузовых перевозок
Комплект шестерен для мини-токарного станка для грузовых перевозок в гаваниМельница / сверло для грузовых перевозок в гавани. Некоторые говорят: не покупать такие, а накопить и получить “настоящую мельницу” с коленом.Это мать всех сверлильных станков и подходящая фреза. Тем не менее, это намного лучше, чем отсутствие мельницы вообще, и вы продадите его только для того, чтобы перейти к чему-то лучшему. В конце октября 2010 года я купил Harbor Freight …
Оригинальный дизайн Sieg Mini Mill (продаваемый как Harbour Freight, Grizzly, Little Machine Shop, Micro Mark и др.) Отличался наклонной стойкой … Подробнее Мини-токарный станок Улучшения Одна вещь, в которой остро нуждался этот токарный станок, – это автоматическая остановка подачи каретки, так как если забыть отключить подачу, это может привести к катастрофе.
Я провел много месяцев в созерцании токарного станка: Harbour Freight, Grizzly, JET, MicroMark, Taige и Craigslist. Наконец я купил Southbound 9 примерно в 1950 году. Он в отличной форме и имеет все аксессуары. Я заплатил 2000 долларов с бесплатной погрузкой и арендой прицепа. Переместил 700-фунтового зверя в египетском стиле с помощью подъемника двигателя, а затем катил его по черной железной трубе.
Пластиковая шестеренка – самое слабое место. Он особенно склонен к отказу при прерывистом резании. Я поменял шестерню в шпинделе на токарном станке, и это было неплохо, но все равно было больно.Я вставил металлические шестерни, и они по сравнению с ними были действительно шумными. Мельница примерно такая же компоновка.
· Купон на фрахт в гавани Мини-токарный станок, предложения на рейс на сегодня, купоны costco uk ноябрь 2020, купон объединенного цикла 2019 Avoid The Crowds скидка 40% на результаты поиска для 6 позиций “Mill токарный станок”. Набор инструментов для токарного станка по металлу, 5 шт. NEW GEARS & BELT Central Machinery Harbor Freight 93212 Мини-токарный станок 7 x 10 …
15 апреля 2018 г. · Harbour Freight имеет репутацию продавца дешевых инструментов иностранного производства, которые не прослужат долго.Я сталкиваюсь с двумя типами людей – теми, которые полностью отвергают все инструменты Harbour Freight как чушь и не хотят слышать иначе; и те, которые ЛЮБЯТ инструменты Harbour Freight за их стоимость и купонные скидки!
ОБНОВЛЕНИЕ И ДОПОЛНИТЕЛЬНОЕ ОБСЛУЖИВАНИЕ HARBOR FREIGHT ИЛИ GRIZZLY MINI LATH. Эти токарные станки имеют наибольшую привлекательность по ЦЕНЕ, и, хотя они являются хорошей покупкой, им есть место для улучшения в зависимости от того, для чего вы их используете. Я сделал следующие улучшения или обновления своего мини-токарного станка Harbour Freight 7 X 10 (Central Machinery 93212).
У меня лежало два или три из них, и все они каждый раз давали мне одно и то же измерение. Я спросил машиниста, сколько он снял, и он сказал 0,007 “, что было примерно тем, что я ожидал, учитывая мою наблюдаемую нижнюю точку 0,005” с моими обычными металлическими линейками и набором щупов за 3,49 доллара от Harbour Freight.
Benchmade детали ножа
Подробный обзор мини-токарного станка Harbour Freight 93212 7 x 10 дюймов. токарные втулки ПРЕЦИЗИОННЫЕ на портовый грузовой мини-токарный станок (Арт. № 93212).Шестерни! Ураган 4 “Лицевая панель / винтовой патрон, 1 дюйм x 8 TPI. Лицевая панель Hurricane Standard Series для средних и мини-токарных станков. Они сделаны из стали с 8 монтажными отверстиями и 1-дюймовым длинным винтовым патроном для крепления деревянной заготовки для токарного станка. Особенности: Лицевая панель для средних и мини-токарных станков Лицевая панель …
2020 kenworth w900 studio sleeper
9 февраля 2020 г. · База данных содержит 1 руководство по портовой грузовой технике CENTRAL MACHINERY 65345 (доступно для бесплатного просмотра в Интернете или загрузки в формате PDF): руководство по установке и эксплуатации.Токарный станок Harbor Freight Tools 90692. Harbor Freight Tools Токарный станок серии Central Machinery Дубликатор Модель 90692 Инструкция по сборке и эксплуатации. Страницы: 14.
Комплект для модернизации / ремонта мини-токарного или фрезерного станка 7 x 10, 7 x 12 или 7 x 14 со шпинделем MT3 Включает детали и специальные инструменты, которые вам понадобятся для замены изношенных или поврежденных пластиковых шестерен шпинделя на металлические шестерни . После установки, если произойдет авария, потребуется заменить только пластиковую шестерню трансмиссии, которую легко заменить (одна входит в комплект; дополнительные принадлежности доступны отдельно, # 83452-1).Комплект не …
Для каждой модели токарного станка по металлу предусмотрена пожизненная техническая поддержка по телефону от нашей внутренней группы поддержки, имеющей практический опыт работы со станком. Вопросов? Не уверены, какой токарный станок по металлу подходит вам лучше всего? Позвоните по телефону 1-920-684-4990 и поговорите с одним из наших знающих представителей. В MSC мы созданы, чтобы делать вас лучше. Обладая 75-летней историей внедрения инноваций, мы здесь, чтобы помочь вам оптимизировать ваш бизнес и снизить повседневные расходы.
Caterpillar d6d specsandspecft100x75
Гарантия точности.Не все машины одинаковы. Прецизионные машины – это особняк, и практически во всех случаях они оснащены более качественными двигателями, шестернями, подшипниками – и, что наиболее важно, наша компания уделяет гораздо больше внимания обслуживанию клиентов.
У меня лежало два или три из них, и все они каждый раз давали мне одно и то же измерение. Я спросил машиниста, сколько он снял, и он сказал 0,007 “, что было примерно тем, что я ожидал, учитывая мою наблюдаемую нижнюю точку в 0,005” с моими обычными металлическими линейками и 3 долларами.49 набор щупов от Harbour Freight.
Токарный станок имеет спиральный патрон диаметром 8 дюймов и установлен на задней передаче для вращения со скоростью около 90 об / мин. Токарный инструмент представляет собой ручную шлифовальную головку из быстрорежущей стали. Когда закончено растачивание, поршень будет выточен из чугуна, чтобы он соответствовал стальному цилиндру + 0. / – .0005 и использовался без колец в большом двигателе Стирлинга. Этот миниатюрный токарный мини-станок, разработанный специально для токарных станков, которым требуется прочный специализированный станок для своего дела, изготовлен из чугуна, поэтому вибрация не является решающим фактором, в отличие от токарных станков, изготовленных из алюминия.Пять диапазонов скоростей охватывают основания для растачивания отверстий ствола, черновой обработки заготовок ручек, поворота
2021 suzuki drz400
S&T Dynamics, S&T, силовая передача ветряной мельницы, коробка передач, рыскание / наклон, гидравлический дисковый тормоз, ступица ротора , Теплообменник, оборона, мобильная техника, вооружение, стартовые системы, авиация, автомат для резки зубчатых колес. Высокоточные станки для более благополучного будущего человечества.
Помогите! Я поворачивал коленчатый вал парового двигателя на своем мини-токарном станке для грузовых перевозок, используя автоматическую подачу.Внезапно он перестал питаться. Я снял крышку и обнаружил, что пластиковая шестерня была разорвана там, где ключ удерживает ее на валу. Я попытался повернуть вал шестигранным ключом, но он …
Токарный станок по металлу, 13 x 30 дюймов BL330E-1 Токарный станок с зубчатой головкой и подставкой 2 549 долларов США 2 949 долларов США Настольный бесщеточный мини-токарный станок Weiss с регулируемой скоростью 7 x 14 дюймов 3. Замок гайки, шестерня, шпонка и проставка сняты. – 2 – 4. Выдавить шпиндель. 5. Шпиндель снят. Это руководство применимо к мини-токарным станкам C2, C2A и C3. Его также можно использовать для мини-токарных станков Super C2 и Super C3, и хотя эти станки имеют прямой ременной привод от двигателя к шпинделю и не имеют коробки передач, применяются те же принципы.
Kahr cm 40 10 круглый магазин
Лазеры с ЧПУ Токарные станки с ЧПУ Фрезерные станки с ЧПУ Фрезерные станки с ЧПУ Принадлежности для фрезерных станков с ЧПУ Принадлежности для ЧПУ. Наборы бит для фрезы Биты для ламината Биты для прямолинейных стоек и направляющих Биты для закругления фрезы для розеток Биты «ласточкин хвост» Просмотреть все.
Категории. Детские и детские Компьютеры и электроника Развлечения и хобби
Гарантия OEM на генераторы, электрические моечные машины, воздушные компрессоры, газонокосилки, пневматические инструменты, сварочные аппараты, производители квадроциклов и скутеров Involute Gear Cutters.О RDG Tools. Компания RDG Tools была основана Ричардом Дикинсоном в 1992 году. Мы начали участвовать в выставках модельного машиностроения в 1994 году и на этих выставках поняли, что людям нужны специализированные инструменты для своих машин, а также широкий спектр инструментов, которые они могут адаптировать к своим потребностям.
Syair hk toto
8 ноября 2013 г. · Эта шестерня используется для нарезания метрической резьбы на мини-токарном станке с помощью ходового винта Imperial или дюймовой резьбы на мини-токарном станке с метрическим ходовым винтом.Вот ссылка на статью Нила Вятта, который разработал идею и подробно ее обсуждает.
16 сентября 2013 г. · Приятель недавно купил «мини-токарный станок» на гаражной распродаже, не уверен, что это 7 x 10 или 7 X 12, но это подержанный грузовой автомобиль, который, по-видимому, работает. Мне было интересно, может ли это сбрить несколько тысячных долей цилиндра (смена ствола маузера).
Я провел много месяцев в созерцании токарного станка: Harbour Freight, Grizzly, JET, MicroMark, Taige и Craigslist.Наконец я купил Southbound 9 примерно в 1950 году. Он в отличной форме и имеет все аксессуары. Я заплатил 2000 долларов с бесплатной погрузкой и арендой прицепа. Переместил 700-фунтового зверя в египетском стиле с помощью подъемника двигателя, а затем катил его по черной железной трубе. OMB Warehouse – запчасти для картинга и запчасти для мини-велосипедов. OEM-поставщик и поставщик запасных частей для наружного энергетического оборудования, принадлежностей для лесоводов и ландшафтного дизайна.
Guaranteed irish facebook
Здравствуйте, я заново изучал мастер-класс на своем мини-токарном станке и быстро осознал его ограничения.Первое, что нужно было сделать, это пластиковые внутренние шестерни, все стальные замены, моторная плата умерла примерно через год после того, как я ее получил, и я заменил …
Есть старая модель токарного станка Harbour Freight, которая использует 3/8 дюймовые инструменты и не имеют шкалы транспортира на соединении. Очень ранние модели включали металлические шестерни для винтовой передачи, но в более новых моделях используются черные пластиковые шестерни. Некоторые пользователи выразили обеспокоенность по поводу долговечности пластиковых шестерен.
В другом месте я писал, что у меня разный опыт работы с Harbour Freight, и я не хочу списывать их инструменты на безнадежную чушь.Но, сказав это, я согласен с тем, что когда вы покупаете что-то более сложное, чем молоток, лучше всего … Продукция для токарных станков предлагается для продажи на странице 11/24. Электронная библиотека Руководство для поставщиков центральных станков на сайте Alibaba.com, из которых ручной токарный станок составляет 26%, токарный станок с ЧПУ – 20%, а патрон – 4%. Вам доступен широкий спектр вариантов руководств для токарных станков центрального оборудования. 273 поставщика продают …
Tradingview с несколькими диаграммами макета
25 июля 2020 г. · Мини-токарный станок по металлу Grizzly G8688 7×12.Harbour Freight 93799 Central Machinery 7×12 Мини-токарный станок. Homier 03911 Speedway 7×12 Мини настольный токарный станок по металлу. Мини-токарный станок SIEG C2 7×12. Токарный станок Tormach 30689 7×12 Duality. Мини-токарный станок Warco 3004 7×12 (метрическая система) Warco 3005 7×12 Мини-токарный станок (имперская система) Micro-Mark 82500 MicroLux 7×12 Мини-токарный станок.
Код скидки для портовых грузовых мини-заводов оружейного дела. … В прошлом году была огромная распродажа, когда они ее прекратили. … И бок о бок говорят, что Sieg – лучшая машина. …. 2 A Sales & Supplies, Компания по продаже униформы A1, Accuforge, Accurate Pawn and Tackle, Atlantic Firearms, Baltimore’s…
Я только что совершил прыжок и заказал клон Harbour Freight Sieg X2 сегодня, в итоге он стоил менее 400 долларов с купоном на 20% по электронной почте, срок действия которого истекает сегодня. Я также видел токарный станок, который был похож на Eno 110-0800 в Harbour Freight, я думаю, это был этот: http://www.harborfreight.com/cpi/cta…emnumber=93212.
Мастер восстановления Toshiba windows 10
Сколько времени нужно, чтобы записаться на прием по биометрии для получения гражданства
Музыкальные мелочи 1960-х годов Вопросы и ответы
Я увидел яркий свет во сне
2013 диаграмма двигателя форд мустанг v6
доктор эмили томас переехал в вирджинию
Curaleaf bellmawr nj расследование
скачать бесплатно через VPN
Удаленный запуск не работает после замены батареи
Обнаружение особенностей на дне океана
Жужжащий звук ПК при игре в наушники
Товары Tigercat
Zabbix не может подключиться к базе данных
Фургон с ограниченными физическими возможностями б / у cent3cside entry
Постановление о курицах города Фресно 2019
Сегодняшняя автокатастрофа в округе Уэйн
Лучший ствол с резьбой p320
Зачем кому-то писать по электронной почте вместо текста? Мобильный
3D симулятор классического токарно-винторезного станка мод.1К62. Приложение имитирует выполнение обычных токарных операций в интерактивном режиме. Возможности имитационной модели включают операции внешнего и торцевого точения, сверления и растачивания отверстий, точения канавок, нарезания внешней и внутренней резьбы. В полной версии приложения для работы доступно более 70 режущих инструментов.
Область применения программного продукта: учебный процесс с использованием компьютерных технологий: лабораторные занятия студентов в компьютерных классах, дистанционное обучение, демонстрационное сопровождение лекционного материала по группе направлений подготовки и специальностей: «Металлургия, машиностроение и обработка материалов».
Тип целевого вычислительного устройства и поддерживаемая платформа: IBM-совместимый ПК под управлением Microsoft Windows, ПК Apple Macintosh под управлением MacOS, мобильные устройства на базе операционных систем Android и iOS. Кроме того, выполнение программы возможно в среде веб-браузера с поддержкой технологии HTML5 и аппаратной поддержкой трехмерной графики (технология WebGL).
Мультиплатформенная поддержка позволяет использовать программное обеспечение на различных вычислительных устройствах, включая интерактивные доски, смартфоны, планшеты и настольные компьютеры, что, в свою очередь, увеличивает гибкость и мобильность учебного процесса, соответствующую современному уровню информатизации образования. .
Графический интерфейс пользователя выполнен на русском и английском языках. Поддерживаются метрические и дюймовые системы измерения. Необходимый объем видеопамяти устройства – 350 МБ. Графическая система приложения использует компоненты OpenGL 3.0.
Симулятор может поставляться с установкой на одно рабочее место (пользовательская лицензия с выдачей регистрационных ключей) и с установкой на неограниченное количество рабочих мест (корпоративная лицензия для организации).
Системные компоненты Microsoft DirectX можно скачать с официального сайта:
www.microsoft.com
: технические характеристики
Различные детали Токарные станки, вращая их. При этом стружка удаляется с продукта с высокой скоростью. Таким образом, вы можете заточить заготовку где угодно. Как правило, в токарно-винторезном станке устанавливают конические и цилиндрические заготовки. При этом фасонные поверхности обрабатываются на многих предприятиях.
Кроме того, винторезные станки позволяют выполнять точечную обрезку концов. Растачивание происходит довольно быстро за счет мощных электродвигателей.Еще одна функция этих устройств – накатка гофров и притирка.
Основные элементы винторезного станка
Основными элементами любого отрезного станка являются электростартерная система, пясть, опора и мощная рама. Он предназначен для удержания всего механизма. Крутящий момент на шпиндель передается с помощью ходового винта. Для изменения скорости есть коробка передач. Для управления процессом в механизме предусмотрены рычаги изменения положения шпинделя.Дополнительно есть кнопки для контроля передней бабки.
Станки торговой марки «Триод»
Станки компании «Триод» отличаются своей универсальностью. При этом можно растачивать различные детали. Напряжение устройств довольно высокое. Отдельно отметим менеджмент. Для вращения шпинделя обычно бывает 6 скоростей. Конусы шпинделя обычно устанавливаются в классе МК 2. При этом внутренний конус шпинделя доступен в серии МК 4.Максимальный диаметр обработки деталей для станков не менее 130 мм. Длина изделия допускается до 700 мм. Пределы частот вращения довольно широки. Максимальный механизм можно разогнать до 1600 об / мин. Из недостатков можно отметить только проблемную коробку передач. В некоторых случаях он может застрять, и тогда аппарат необходимо отремонтировать.
Характеристики модели «Триод ТВ-16»
Данный токарно-винторезный станок характеристики следующие: напряжение питания 400 В, потребляемая мощность 550 Вт.В этом случае возможно подключение модели к генератору. Максимально допустимая длина изделия для обработки – 700 мм. В этом случае диаметр заготовки должен быть менее 250 мм. Подставка сделана очень хорошего качества и позволяет хорошо резать.
Диаметр шпинделя 20 мм. В этом случае внутренний конус относится к классу МК 4. Максимум штифта можно перемещать на расстояние не более 60 мм. На первой передаче скорость 115 об / мин. Максимально токарно-винторезный станок «ТВ-16» разгоняется до 1620 об / мин.В целом у этой модели 6 передач. Резьба может быть метрической или дюймовой. Высота винторезного станка 1470 мм, ширина и глубина 560 мм. Общий вес устройства 140 кг. Эта модель используется для мелкосерийного производства.
Станки винторезные “Opti”
Станки винторезные фирмы “Opti” отличаются компактностью. В этом случае они способны довольно много выполнять. В целом у них хороший менеджмент. Для этого производители оснастили все модели цифровыми индикаторами.Все это помогает точно контролировать работу шпинделя. Этот механизм, как правило, работает на специальных роликовых подшипниках. Класс точности шпинделя P5. Станки винторезных станков изготовлены из закаленной стали, поэтому они способны выдерживать большие нагрузки. Радиальное биение во многих моделях составляет не менее 0,009 мм.
Подшипники установленная грузоподъемность. Для машин предусмотрена кнопка аварийной остановки. Кроме того, имеется продольная каретка для правильной работы опоры.В целом точность обработки достаточно высока. Для безопасности здоровья человека есть защитный экран. Он полностью покрывает всю площадь среза. Продольная подача в аппаратах автоматическая. На заготовке можно сделать трапециевидную резьбу. Также можно работать с метрической и дюймовой резкой. Заднюю бабку при желании можно переставить. Ценовая политика компании достаточно мягкая. Учитывая это, можно выбрать дешевый винторезный станок.
Обзор характеристик модели «Опт 1К62»
Станок токарно-винторезный «1К62» имеет электродвигатель на 600 Вт.При этом его предельная частота составляет 50 Гц. Детали можно обрабатывать до максимального диаметра 180 мм. Высота центров станка 90 мм. Минимальная скорость шпинделя составляет 150 об / мин. Токарно-винторезный станок «1К62» может развивать не более 2500 оборотов в минуту. Всего предусмотрено два шага.
Внутренний конус шпинделя установлен по классу МК 3. Максимальное отверстие в изделии может быть выполнено диаметром 21 мм. Ширина кровати 100 мм. Ход каретки – 55 мм.Задняя бабка достаточно подвижная. Пределы метрической резьбы от 0,5 до 3 мм. Размеры этой модели следующие: высота 830 мм, ширина 425 мм и глубина 360 мм.
Чем отличается модель «Opti 16K20»?
«Опти 16К20» достаточно мощный токарно-винторезный станок. Характер механизма подачи зависит от конфигурации. Высота машины 900 мм, ширина 450 мм, глубина 440 мм. Полная масса модели 60 кг. Картридж устройства классифицируется как кулачковый.Станок токарно-винторезный «16К20» имеет позиционный резцедержатель. Защитное ограждение в данной модели предусмотрено. Также стоит отметить удобный поддон для стружки. Кроме того, производители позаботились о гильзе для патрона. Максимальная частота устройства 60 Гц. При этом номинальная мощность составляет 700 Вт. Максимальный диаметр изделия 190 мм. Высота центров 100 мм. Средняя скорость находится на уровне 500 об / мин.
На максимальной передаче, винторезный станок «16К20» может разгоняться до 3000 об / мин.Конус шпинделя комплектуется МК 3 диаметром 30 мм. В этом случае размер каретки суппорта составляет 55 мм. Пиноль задней бабки – класс «МК 2». Скорость продольной подачи 0,1 мм за оборот. Высота инструмента 13 мм. В целом токарно-винторезный станок хорошо режет конусы. Для этого есть поворотная каретка. Кроме того, есть возможность смещения задней бабки. Направляющие рамы изготавливаются производителем из чугуна. Подшипники в устройстве металлокерамические.Благодаря этому достигается высокая точность.
Станки винторезные марки «Quantum»
Станки винторезные этой марки отличаются бесступенчатым регулированием скорости вращения. Шлифовальные шпиндели изготовлены из закаленной стали. При этом биение картриджа достаточно велико. Кнопка аварийной остановки предусмотрена на многих моделях. Также есть автомат продольной трансмиссии. Каретка опоры движется очень плавно. Подшипники в устройстве отличаются повышенной грузоподъемностью.
Ходовые винты установлены двойные. Двигатели в винторезных станках устанавливаются с разной мощностью. При этом изменяется и номинальный показатель частоты. Защитный экран для безопасности человека во всех моделях предоставляется производителем. Система ЧПУ может быть установлена на винторезных станках. Направляющие рамы изготовлены из стали. Кожух патронов – с переключателем.
Параметры модели «Квантум 250»
Станки токарно-винторезные «Квантум 250» Электродвигатель имеет общую мощность 750 Вт.При этом частота составляет 50 Гц. Высота центров 125 мм. Деталь на станке может быть обработана длиной не более 550 мм. Ширина кровати 135 мм. Средняя частота вращения шпинделя 600 об / мин. Максимум допускается достигать 2800 об / мин. Внутренний конус установлен в серии МК 3.
Диаметр шпинделя 21 мм. Ход верхней каретки каретки составляет 70 мм. Конус пиноли в устройстве класса МК 2. Перемещение задней бабки возможно на расстояние не более 70 мм.В этом случае продольная подача составляет 0,1 мм за оборот. Предел шага метрической резьбы – 3,5 мм. Длина фрезы 13 мм. Общая высота станка 1250 мм, ширина 600 мм, глубина 475 мм. Масса агрегата 125 кг.
Характеристики станка «Квантум 300»
Эти токарно-винторезные станки отличаются большой точностью обработки. При этом на них можно установить систему ЧПУ. Резьба винта трапециевидная. Направляющие рамы классифицируются как индуктивные.В этом случае они изготовлены из закаленной стали. Скорость вращения шпинделя 600 об / мин. Шаги в этом винторезном станке предоставляются производителем. 6. Ширина станины устройства 140 мм. Максимальный диаметр заготовки 250 мм. Высота центров механизма ровно 100 мм. Электродвигатель установлен на 700 Вт. Частота 60 Гц.
Ход верхней каретки 70 мм. При этом конус пинола имеет класс «МК 2».Показатель продольной подачи достаточно высокий. Вес станка 130 кг. Патрон в этой модели классифицируется как кулачковый (диаметр 125 мм). Держатель устанавливается производителем. Кроме того, есть два остановочных центра. Гильза достаточно качественная. Имеется защитный забор в винторезном станке. Также стоит отметить удобный поддон для стружки. Резец устройства изготовлен из стали. В стандартный комплект «Квантум 300» входят: токарно-винторезный станок, паспорт, набор шестерен и кабель питания.Подводя итог, можно сказать, что данная модель отлично подходит для различных видов резки, а также шлифовки металлических заготовок.
Business & Industrial 10Pcs / Set 16IR AG60 Режущие пластины Токарный станок с ЧПУ Карбидная резьба Токарный инструмент Токарные станки для металлообработки
Бизнес и промышленность 10 шт. / Компл. 16IR AG60 токарный станок с лезвиями для нарезания твердосплавной резьбы Токарный инструмент с ЧПУ Токарные станки для металлообработки10 шт. / Компл. Бесплатная доставка для многих продуктов. Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на 10 шт. / Компл. 16IR AG60 Токарный станок с режущими пластинами с твердосплавной резьбой с ЧПУ по лучшим онлайн-ценам на.Режущие пластины токарного станка с ЧПУ для нарезания резьбы карбидом 10 шт. / Компл. 16IR AG60.
- Home
- Business & Industrial
- ЧПУ, Металлообработка и производство
- Металлообрабатывающее оборудование
- Токарные станки по металлу
- 10 шт. / Компл. Лезвие токарный станок с ЧПУ для нарезания резьбы карбидом
Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на 10 шт. / Компл. 16IR AG60 Токарный станок с режущими пластинами с твердосплавной резьбой с ЧПУ по лучшим онлайн-ценам! Бесплатная доставка для многих товаров! Состояние :: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка).Упаковка должна быть такой же, как в розничном магазине, если товар не сделан вручную или не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий: Марка:: Без марочного обозначения, Модель:: 16IR AG60: Размер патрона:: 0,5 дюйма, MPN:: Не применяется: Расстояние между центрами:: 1,5 дюйма, Фаза:: Одиночная: Тип машины:: Мини / Микро Токарный станок, обработанный материал:: Металл: UPC:: Не применяется.
10 шт. / Компл. 16IR AG60 лезвие токарный станок с ЧПУ карбид резьбы токарный инструмент
10 шт. / Компл. 16IR AG60 вставки лезвия токарный станок с ЧПУ карбид резьбы токарный инструмент
Wet Switch 12V Модуль переключателя влажности Модуль переключателя влажности HR202 Бесплатная доставка.Poly 25 CD 6.5 “x8.5” Пузырьковые почтовые конверты с мягкой подкладкой, TTC 4 “x 0,023” x 1 “сверлильная пила из быстрорежущей стали для ювелиров, WATTS 1 LF140X6 Предохранительный клапан T и P 150/210 T и P, 1 дюйм, термостат, СРЕДСТВО НОВОЕ GST18B48-P1J 48V 0.375A 18W Промышленный адаптер POWERNEX, DRAM 64kx4 Dynamic RAM 64k x 4 Семейство 4464 MT4067 Military Range MICRON. ПРОГРАММИРУЕМЫЙ КОМТРОЛЛЕР OMRON C120-SI / 021 C120-SI021 C120 3G2C4-SI 021, 5 шт. Использованных S3528B, ZOR91O SELECT Pin, Std, SS, M3x12mm L, PK50, 1500 Вт, 30 А, повышающий преобразователь постоянного тока, повышающий модуль питания, вход 10 ~ 60 В, выход 12 ~ 90 В S, 282-43-RC, 43 Ом, 2 Вт, 5% металлооксидный резистор, 25 шт. Лот.6ES7307-1EA01-0AA0 Новый Siemens, 19 карманов Pendaflex® Letter / Legal Expanding Organizer Черный 078787011564. Алюминиевая крышка бензобака для мотоциклов парашютистов Brockhouse Corgi. Зарядное устройство Motorola FOR-ET1 SAC1000-4000C С БЛОКОМ ПИТАНИЯ И ШНЕМ ПИТАНИЯ. UNC 5 / 16-18 3 / 8-16 1 / 2-12 5 / 8-11 Черный 12,9 Шестигранный установочный винт без головки с резьбой, перемычки 40 x 10 см на макетной плате Разъем вилка – вилка Провода перемычки E2T8.YTP LM6 / 8 / 10/12/16/20/25/30/35 / 60LUU Втулка шарикоподшипника с длинным линейным перемещением. Цифровые клещи, амперметры, напряжение постоянного тока, переменного тока, сопротивления, клещи, мини-тестеры.Новый модуль FUJI 6MBI15S-120 IGBT, 2,2 Ом, 10 Вт проволочные цементные резисторы, 10 шт., Партия CR10-2.2-RC, 5 шт. TSSOP28 SSOP28 Адаптер SMD PCB преобразовать в DIP 28 для AD9851 AD9850 New. 3M SPEEDGLAS 9000 9002 X XF AUTO SW JIG WRAP НАКЛЕЙКА НА ДЕКАЛЬНЫЙ СТИКЕР t. ON 5 шт. TEMCo 20A 125V -OFF- ON SPDT 3-контактный тумблерный переключатель, мгновенный, Tennant 63346 Зарядное устройство 36 В 20A SB50 для 5680 5700 6100E Полоочиститель,
10 шт. / Компл. 16IR AG60 токарный станок с лезвиями для нарезания резьбы карбидом с ЧПУ
Бесплатная доставка для многих продуктов, найдите много новых и подержанных опций и получите лучшие предложения для 10 шт. / Компл. Инструмент по лучшим онлайн-ценам на сайте.10шт. Кухня для хранения продуктов питания. Уплотнение для закусок. Зажимы для пакетов. Зажим для запечатывания. Инструменты для дома. Hlpsocialsquare.com.
. 10шт.. Хранение на кухне. Дом и сад Кухня, столовая и бар Кухня Хранение и организация Сумки для хранения продуктов 10 шт. Хранение на кухне Еда Закуски Уплотнение Зажимы для пакетов Зажим для герметика Инструменты для дома10шт. Кухня для хранения продуктов питания. Уплотнение для закусок. Зажимы для запечатывания. Зажим для запечатывания. Домашние инструменты. Clips Sealer Clamp Home Tools по лучшим онлайн-ценам, Бесплатная доставка для многих продуктов.10 шт. Кухня для хранения продуктов питания закуски уплотнение зажимы для пакетов герметик зажим для дома инструменты.
Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на 10 шт. Кухня для хранения продуктов питания Закуска Уплотнение Зажимы для пакетов Зажим для герметика Зажим для дома по лучшим онлайн-ценам на! Бесплатная доставка для многих товаров !. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если товар не сделан вручную или не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет.См. Список продавца для получения полной информации. См. Все определения условий : Тип: Cl Зажимы для запечатывания пакетов , Цвет: : Многоцветный : Бренд: : Без марочного обозначения , MPN: Not Не применяется : Материал: : Пластик ,。
10 шт. Кухня хранения еды закуски уплотнение мешок зажимы герметик зажим для дома инструменты
10 шт. Кухня хранения продуктов питания закуски уплотнение мешок зажимы герметик зажим домашние инструменты
Формованное нескользящее дно и не содержит бисфенола А. Этот стильный продукт – отличный способ преобразить любую комнату.ИК-подсветка освещает ночь для ваших монохромных (черно-белых) ПЗС-камер или цветных дневных / ночных камер с эффективным ИК-диапазоном 300-400 футов (100-0 метров) и широким углом проецирования ИК-излучения. Отлично подходит для снятия варикозного расширения вен или других проблем с отеком ног. Купите женскую худи Eddany Eat Sleep Lagotto Romagnolo: покупайте худи ведущих модных брендов при ✓ БЕСПЛАТНОЙ ДОСТАВКЕ, возможен возврат при покупке, отвечающей критериям. О преимуществах ювелирных изделий из стерлингового серебра, доступном для вашего ребенка способе самовыражения, Легко собирать и разбирать.Этот худи на молнии идеально подходит для использования в тренажерном зале. ** Изготовлен из высококачественного сверхпрочного винила, пишите маркерами сухого стирания и стирайте. Этот предмет изношен и находится в отличной форме, а на ручках есть код A-1-1 / 2-B и Corningware для вашего хозяина, когда вы приходите на чай или чтобы побаловать себя. Оба доступны для покупки на нашем сайте. Экспресс-доставка более безопасна с номером телефона, я использую только высококачественное сырье. – Ваш заказ поступит в нашу производственную очередь в течение 24 часов и обычно отправляется в течение 24-48 часов, размер груди одиночный: 58 см / 22, винтажная полоса из желтого золота 14 карат с краем milgrain, 5 и другие бейсбольные и софтбольные мячи в Tupperware 12 ‘ Большая прозрачная сумка для пирогов с розовой печатью: для дома и кухни, AMT AMT955 Масштаб 1: 1400 Star Trek USS Enterprise 1701-D – Clear Edition Модель: игрушки и игры.Транспортировка буровой пыли без риска воспламенения, МАТЕРИАЛ: 100% этиленвинилацетат EVA (вспененный каучук / поролон). Дом или Путешествие: благодаря своей ультратонкой съемной конструкции. 5×5мм 40шт круглые магниты для магнитов холодильника. Откидные гусеницы могут лежать плоско под бункером или обеспечивать подъем с помощью водяного колеса, ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: это лезвие НЕ будет работать с аксессуарами NutriBullet Lean (1200 Вт) или NutriBullet RX (1700 Вт) – это лезвие ОПРЕДЕЛЕННО НЕ работает с Magic Bullet или Блендеры ниндзя.
10 шт. Кухня хранения продуктов питания закуски уплотнение мешок зажимы герметик зажим домашние инструменты
Наклейки для электрических розеток, 7 шт., Розыгрыши, поддельные шутки, забавные наклейки с квадратным лицом, Древо жизни, психоделический гобелен, настенный плед, индийское искусство в стиле бохо, сухое дерево. Совершенно новый радуга, полная латунная настенная ванна, выход для воды из спа. Органайзер стойки для галстуков вмещает шейные галстуки, регулируемую вешалку, вращающуюся для мужчин, ОБЩИЕ ПОСТАВКИ Контейнеры для выноса 12 дюймов, белая пицца, 12 Вт x 12 дюймов, 1 3/4 часа, 50 шт. В упаковке, КОФЕ-АГАТ, КОРИЧНЕВЫЙ КОРИЧНЕВЫЙ КРУГЛЫЙ КОФЕ 12 ММ, ОБРАБОТАННЫЕ КРУГЛЫМИ БУСИНАМИ 12 ММ 14.5 дюймов. 12 мкФ конденсаторный двигатель для работы холодильника заменяет номера деталей 2169373 W10662129, 5 шт. Под старину серебристого цвета. Подвески с заклепками в виде дракона. Подвески, ювелирные изделия 50094. Инструмент без инструмента Ryobi P515, одна аккумуляторная сабельная пила на 18 В, только 18 В, один +. Happy Jack-O-Lanterns & Bats on Purple Ткань для квилтинга на Хэллоуин, верфь № 992. Noix de lanceur Débroussailleuse Echo SRM 302 ADX. Двухцветное кольцо с кабелем Модное кольцо с родиевым покрытием Совершенно новый размер от 6,25 до 9,25, Quercus falcata pagodafolia 12 ЖЕЛЕЗЫ ДУБА ВИШНЕВОГО ДУБА.60 штук w Зеленый лист Дарис Цветочное украшение, 6 футов Рождественский светодиодный спиральный свет дерева Холодный белый Рождественский праздник Новый год батарея, DIY Полная 5D алмазная живопись Животные Вышивка крестиком Ремесло домашнего декора. Шотландская хайлендская корова с теленком Натуральный современный качественный холст Печать A3. Весы MDS58281 Ranger Dina Wakley Media Stencils 9 “X6”. Новый керамический инвентарь … полностью утопленный держатель для туалетной бумаги … насыщенного черного цвета, качественная фирменная застежка-молния 20 см, цвет 63 УГОЛЬ Vizzy Dress Zip. supercopter 002 airwolf serie TV КРУЖКА персонализированная.2мм ТОНКИЙ КРУГЛЫЙ СЕРЕБРЯНЫЙ ЭЛАСТИЧНЫЙ МЕТАЛЛИЧЕСКИЙ ЭЛАСТИЧНЫЙ ШНУР С ЛЮРЕКСОМ ПОДАРОЧНАЯ УПАКОВКА. 100 Вт BC B22 байонетный колпачок, вставляемый в прозрачную лампу накаливания, лампа накаливания x 10. Набор сверл Alpen Profi Multicut PM 3, 3 шт. Универсальные, оригинальные оригинальные детали MTD, ПРУЖИНА-УДЛИНИТЕЛЬ 5-8 мм Гибискус смешанных сортов 20 семян.
Услуги записи и редактированияKJ Audio направлены на то, чтобы помочь своим клиентам донести свое сообщение.У нас есть инструменты для создания и редактирования проектов аудиозаписи для рекламы на радио и телевидении, музыкальных видеоклипов, музыкальных проектов, обучающих видеороликов или художественных фильмов. В большинстве рекламных носителей у писателей есть кто-то, с кем они могут конкретизировать свои идеи.
Будь то арт-директор, креативный директор, младший креативный директор, адъюнкт-креативный директор, кажущийся креативный директор и т. Д. – всегда есть от кого поделиться идеями.
В KJ Audio мы довольно хорошо умеем сглаживать переход от «Я думаю, это может звучать как…» до «Да, это именно то, что я слышал в своей голове.«Для нас есть много веселья и творческой энергии, связанных с тем, чтобы помочь вам воплотить в жизнь ваши идеи размером 8,5 x 11 дюймов.
Позвольте нам поработать с вами, прежде чем вы попадете в студию звукозаписи. Отправьте нам свои сценарии, и мы сообщим вам, что мы можем сделать, чтобы получить нужный звук. Мы можем посоветовать, какие подходы могут сработать, какие музыкальные стили и звуковые эффекты следует учитывать, а также, если хотите, какой талант озвучивания нужно прослушать.
Нам нужно то, что вы хотите: звук, который ясно, творчески и интуитивно рассказывает вашу историю.Мы работаем с различными материалами, включая готовые музыкальные кровати и джинглы. Мы также используем DeWolfe Music USA Inc., библиотеку музыки на 6500 треков и библиотеку звуковых эффектов на 7500 треков, которые могут быть включены в проекты, что позволяет KJ Audio предоставлять профессиональную, запоминающуюся рекламу на радио и телевидении.
10 шт. Кухня хранения продуктов питания закуски уплотнение мешок зажимы герметик зажим домашние инструменты
Некоторые из наших клиентов
10 шт. Кухня хранения продуктов питания закуски уплотнение мешок зажимы герметик зажим домашние инструменты
Copyright © 2020 KJ Audio Inc, Все права защищены.
10шт. Кухня для хранения продуктов питания. Уплотнение для закусок. Зажимы для запечатывания. Зажим для запечатывания.