1К62Д станок токарно винторезный – Станок 1К62Д – технические характеристики и органы управления + Видео
alexxlab | 17.03.2019 | 0 | Винторезные станки
Паспорт 1К62Д | Паспорта на станки
Назначение и область применения
Станок токарно-винторезный модели 1К62Д (рис. 1) предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8“ ; 7/16″; 8, 10 и 12 мм. Условия эксплуатации УХЛ-4 по ГОСТ 15150—69.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
Техническая характеристика (основные параметры и размеры согласно ГОСТ 440—81):
Класс точности Н по ГОСТ 8—82
Скачать Паспорт на станок токарно-винторезный 1К62Д
- Наибольший диаметр обрабатываемого изделия над станиной, мм 430
- Наибольший диаметр обрабатываемого изделия над суппортом, мм 224
- Наибольшая длина обрабатываемого изделия, мм 750, 1000, 1500
- Наибольшая длина хода каретки, мм 680, 935, 1430
- Размер внутреннего конуса в шпинделе Морзе 6
- Конец шпинделя по ГОСТ 12593—72 6К
- Диаметр цилиндрического отверстия в шпинделе, мм 55
- Наибольшая масса обрабатываемого изделия, кг: 62*
- закрепленного в патроне 200
- закрепленного в центрах 460, 650, 900
- (соответственно наибольшей его длине)
- Количество скоростей шпинделя:
- прямого вращения 23
- обратного вращения 12
- Пределы частоты вращения шпинделя, об/мин
- прямого вращения 12,5—2000
- обратного вращения 19—2420
- Количество подач:
- продольных 42
- поперечных 42
- Пределы подач, мм/об:
- продольных 0,070—4,16
- поперечных 0,035—2,08
- Количество нарезаемых резьб:
- метрических 45
- модульных 38
- дюймовых 28
- питчевых 37
- архимедовой спирали 5
- Шаги нарезаемых резьб:
- метрических, мм 0,5—192
- модульных, модуль 0,5—48
- дюймовых, ниток на дюйм 24—15/в
- питчевых, питч 96—1
- архимедовой спирали 3/8″; 7/16″, 8, 10 и 12 мм
По требованию заказчика.
Скачать Паспорт на станок токарно-винторезный 1К62Д
pasportanastanki.ru
Параметры станка | Ед. измерения | 1К62Д; 1К62ДГ |
Наибольший диаметр обрабатываемой заготовки: | ||
над станиной | мм | 435 |
над суппортом | мм | 224 |
Наибольшая длина обрабатываемой заготовки, мм | мм | 1000,1500 |
Размер внутреннего конуса в шпинделе |
| Морзе 6 |
Диаметр цилиндрического отверстия в шпинделе | мм | 55 (62*) |
Число ступеней частот вращения шпинделя |
| 23 |
Частота вращения шпинделя | мин-1 | 12,5…2000 |
Число ступеней рабочих подач: | ||
продольных |
| 42(56*) |
поперечных |
| 42(56*) |
Рабочие подачи: | ||
продольные | мм/об | 0,70…4,16 (0,036…7,54*) |
поперечные | мм/об | 0,035…2,08 (0,018…3,77*) |
Число нарезаемых резьб: | ||
метрических |
| 45(53*) |
дюймовых |
| 28(57*) |
модульных |
| 38 |
питчевых |
| 37 |
архимедовой спирали |
| 5 |
Шаг нарезаемой резьбы: | ||
метрической | мм | 0,5…192 |
модульной | модулей | 0,5…48 |
дюймовой | ниток на дюйм | 24…15/8 |
питчевой | питч | 96…1 |
архимедовой спирали | мм | 3/8″, 7/16″, 8; 10 и 12 |
Быстрые установочные перемещения суппорта: | ||
продольного | м/мин | 4,5 |
поперечного | м/мин | 2,25 |
Прочие данные | ||
Размер внутреннего конуса в задней бабке |
| Морзе 5 |
Наибольшее перемещение пиноли задней бабки | мм | 200 |
Поперечное смещение корпуса задней бабки | мм | ±15 |
Наибольшее сечение резца |
| 25 |
Давление воздуха | МПа | 0,4…0,6 |
Питание от электросети напряжением |
| 220/380 В (50Гц) |
Мощность электродвигателя главного привода | кВт | 11 (7,5*) |
Габаритные размеры станка: |
|
|
длина | мм | 2786, 3286, 3786 |
ширина | мм | 1200 |
высота | мм | |
1000 | мм | 3080 |
1500 | мм | 3440 |
2000 | мм | 3800 |
www.stanoktehpasport.ru
1К62Д – токарно-винторезный станок – На опознание
Доброго дня мастеровые! сегодня наткнулся на вот такой станок 1К62 Д, челябинск, 1996 г. с открытой площадке хранения, хотели увезти в металолом. Отговорил – сам незнаю почему. Вроде как сам не станочник – занимаюсь металлоконструкциями (навесы,карнизы, теплицы и т.п.) пытаюсь освоить ковку. Вот теперь для меня встала делема, оставить себе и восстановить, отдать кому-то, то цена вопроса. Забрать, забрал а что теперь с ним делать незнаю, просто немогу смотреть когда кому то нужные вещи в металл пускаю. (у меня таким образом и пресс появился и еще станок)
www.chipmaker.ru
Токарно-винторезный станок 1К62Д, 1К625Д – Всё для чайников
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Экология
- Обществознание
- Обществознание – как наука
- Иностранные языки
- История
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Железная дорога
- Паспорта и техническая документация
- Металлообра-батывающие станки
- Деревообра-батывающие станки
- Сварочное оборудование
- Естествознание
- Правила
- Контакты
forkettle.ru
Станок токарно-винторезный 1К62Д (РМЦ 750)
Если Вам необходимо купить Станок токарно-винторезный 1К62Д (РМЦ 750) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный 1К62Д (РМЦ 750) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
| Наименование параметра | 1К62Д |
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | Н |
| Наибольший диаметр заготовки над станиной, мм | 435 |
| Наибольший диаметр заготовки над суппортом, мм | 224 |
| Наибольший диаметр заготовки над выемкой, мм | – |
| Наибольшая длина заготовки (РМЦ), мм | 1000,1500 |
| Наибольшая масса заготовки в патроне, кг | 200 |
| Наибольшая масса заготовки в центрах, кг | 900 |
| Шпиндель | |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Наибольший диаметр прутка, мм | |
| Число ступеней частот прямого вращения шпинделя | 23 |
| Частота прямого вращения шпинделя, об/мин | 12,5..2000 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Частота обратного вращения шпинделя, об/мин | 19..2420 |
| Размер внутреннего конуса в шпинделе, М | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Наибольший крутящий момент, кНм | 2 |
| Подачи | |
| Наибольшая длина хода каретки, мм | 930,1430 |
| Число ступеней продольных и поперечных подач | 42 |
| Пределы продольных подач, мм/об | 0,07..4,16 |
| Пределы поперечных подач, мм/об | 0,035..2,08 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | 4,5 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | 2,25 |
| Количество нарезаемых резьб метрических | 45 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..192 |
| Пределы шагов нарезаемых резьб архимедовой спирали | 3/8″,7/16″ 8.10 |
| Габариты и масса станка | |
| Габариты станка при РМЦ=1000, мм | 2786 х1200 х1500 |
| Масса станка при РМЦ=1000, кг | 3080 |
stankos.ru
Назначение и область применения станка модели 1К62Д
Станок токарно-винторезный модели 1К62Д предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания резьбы: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″; 7/16″; 8, 10 и 12 мм. Условия эксплуатации УХЛ-4 по ГОСТ 15150—69.
Основные виды работ, выполняемые на токарном станке 1К62Д в цехе, являются: обработка цилиндрических, конических, торцовых поверхностей, уступов; вытачивание канавок; отрезание частей заготовки; обработка отверстий сверлением, растачиванием, зенкерованием, развертыванием; нарезание резьбы; (рисунок 3).
Рисунок 3- Основные виды токарных работ, выполняемых в цехе
а – обработка наружных цилиндрических поверхностей; б – обработка наружных конических поверхностей; в – обработка торцов и уступов; г – вытачивание канавок, отрезка заготовки; д – обработка внутренних цилиндрических и конических поверхностей; е – сверление, зенкерование и развертывание отверстий; ж – нарезание наружной резьбы; 1- проходной прямой резец; 2 – проходной упорный резец 3 – проходной отогнутый резец; 4 – отрезной резец; 5 – канавочный резец; б – расточной резец; 7 – сверло; 8 – зенкер; 9 – развертка; 10 – резьбовой резец.
Основные узлы и механизмы станка токарного 1К62Д 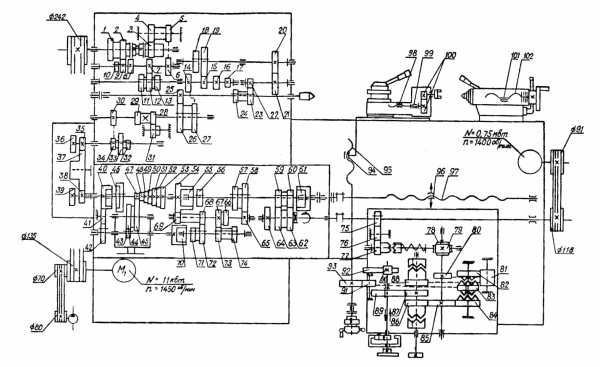
Рисунок 4 – Кинематическая схема 1К62Д
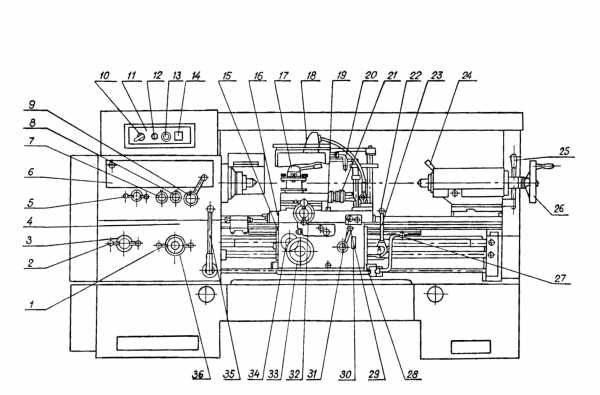
Рисунок 5 – Расположение органов управления станка1К62Д
1-рукоятка установки величины подачи и шага резьбы; 2-рукоятка выбора типа резьбы и вида работ; 5-рукоятка установки частот вращения шпинделя;
7-рукоятка установки нормального увеличенного шага резьбы и положения при делений многозаходных резьб; 8-рукоятка установки правой и левой резьбы и подачи; 9-рукоятка частот вращения шпинделя; 10-вводный автоматический выключатель; 12-сигнальная лампа; 13-выключатель электронасоса подачи охлаждающей жидкости; 14-указатель нагрузки станка; 16-кран смазки направляющих каретки и поперечных салазок суппорта; 17-рукоятка поворота и крепления индексируемой резцовой головки; 18-выключатель лампы местного освещения; 19-болт крепления каретки на станине; 20-регулируемое сопло подачи охлаждающей жидкости; 21-рукоятка ручного перемещения резцовых салазок суппорта; 22-кнопка включения электродвигателя привода при быстрых перемещений каретки и поперечных салазок суппорта; 23-рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта; 24-рукоятка зажима пиноли задней бабки; 25-рукоятка крепления задней бабки к станине; 26-маховик перемещения пиноли-задней бабки; 27-рукоятка управления фрикционной муфтой главного привода; 29-рукоятка включения и выключения гайки ходового винта; 31-кнопочная станция включения и выключения электродвигателя главного привода; 32-рукоятка ручного перемещения поперечных салазок суппорта; 33-маховик ручного перемещения каретки; 34-рукоятка включения и выключения реечной шестерни; 35-рукоятка управления фрикционной муфтой главного привода.
Электрооборудования станка 1К62Д 
Рисунок 6 – Схема расположения электрооборудования станка 1К62Д
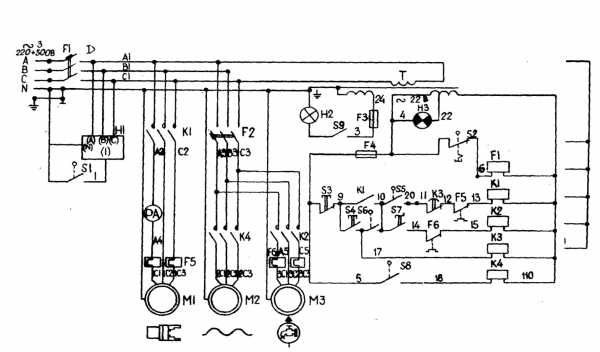
Рисунок 7 – Принципиальная электрическая схема станка 1К62Д

Рисунок 8 –Схема электрических соединений станка 1К62Д
Электрооборудование станка предназначено для подключения к трехфазной сети переменного тока с глухозаземленной или изолированной нейтралью.
На станке установлены три трехфазных асинхронных электродвигателя (см. рис. 6, 7, 8).
В левой нише задней стороны станины установлен конечный выключатель S6 для ограничения холостого хода главного привода. Освещение рабочего места производится светильником НКС 01 смонтированным на каретке.
На каретке установлена кнопочная станция «S3, S4» для пуска и остановки электродвигателя главного привода.
В рукоятке фартука встроен конечный выключатель S8 для управления двигателем, перемещения каретки и суппорта.
Шкаф управления установлен на задней стенке передней бабки. На лицевой стороне шкафа управления имеются следующие органы управления:
– рукоятка включения и отключения вводного автоматического выключателя F1 с максимальным и независимым расцепи- телями для подключения и отключения станка от питающей сети;
– сигнальная лампа НЗ с линзой белого цвета, показывающая включенное состояние вводного выключателя F1;
– переключатель S7 для включения и отключения электронасоса охлаждения;
– указатель нагрузки РА, показывающий нагрузку электродвигателя главного привода.
Подключение станка
При подключении станка необходимо убедиться в соответствии напряжения и частоты питающей сети электрическим параметрам станка, указанным в таблице, находящейся на внутренней поверхности дверцы шкафа управления.
Ввод проводов заземления и электропитания может быть выполнен как через верхнюю плоскость шкафа управления, так и через нижнюю. Для этого фланец с резьбовым отверстием а‘ служащий для присоединения защитной оболочки сетевых проводов, взаимозаменяем с крышкой нижней плоскости шкафа. Подключение станка к питающей сети и системе заземления должно производиться изолированными медными проводами согласно табл. 12.
Таблица 12
Внимание! При системе энергопитания с изолированной нейтралью снять перемычку между клеммами N и «заземление» на вводном клеммном наборе XI(рис. 8),установленном на панели управления.
В случае необходимости выполнения заземления станка стальной шиной используется специальный болт, расположенный на задней стороне станины под шкафом управления, при этом количество вводимых проводов сокращается на один.
infopedia.su