Тв 16 станок токарно винторезный станок – Токарный станок ТВ-16 характеристики,описание
alexxlab | 12.04.2017 | 0 | Винторезные станки
Токарно-винторезный станок ТВ-16: характеристики, паспорт, видео
Учебный токарно-винторезный станок ТВ-16 является малогабаритным оборудованием для обработки деталей из металла. Он разработан для выполнения элементарных токарных операций, таких как точение и растачивание, и работ средней степени сложности, например, нарезание резьбы, сверление отверстий и прочее. Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.
 Учебный советский токарно-винторезный станок ТВ-16
Учебный советский токарно-винторезный станок ТВ-16
Технические характеристики токарного станка ТВ-16
Допустимые размеры обрабатываемой заготовки не могут превышать ∅ 160 мм над станиной, при этом над суппортом не более ∅ 90 мм, в центрах (РМЦ) максимально возможная длина ограничивается 250 мм. Настольный токарно-винторезный станок ТВ-16 имеет увеличенную, по сравнению с моделью ТВ-4, ширину сквозного отверстия в шпинделе, показатель которой составляет 18 мм.

Технические характеристики ТВ-16
Скачать паспорт токарно-винторезного станка ТВ-16
Узлы станка
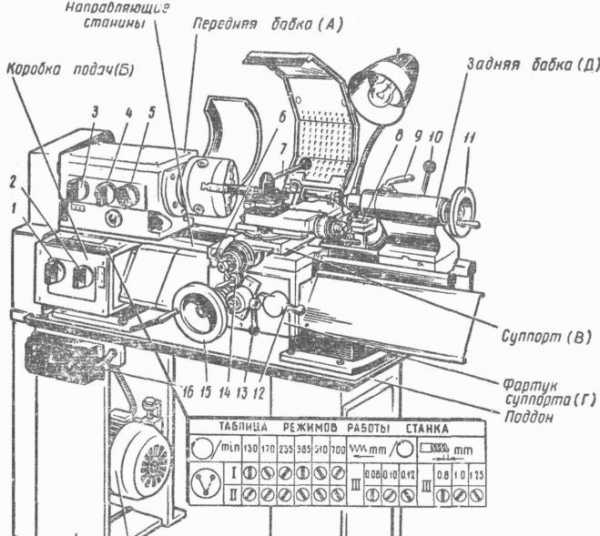
- Литая станина из чугуна. Представляет опору и основание всех составных деталей и механизмов. Обладает тремя продольными направляющими пазами, обеспечивающими движение суппорта и фиксацию задней бабки. Ходовой винт и рейка расположены в лицевой области.
- Передняя бабка. Обеспечивает вращение заготовки.
- Привод. Представлен индивидуальным асинхронным электродвигателем. Показатели мощности составляют 0,4 — 0,5 квт, а скорость вращения — 1400 об/мин.
- Механизм подач. Основная функция состоит в настройке продольных подач и нарезании резьбы.
- Фартук. Обеспечивает перемещение резцедержателя от ходового винта к суппорту. Включенная гайка фартука обеспечивает автоматическую подачу, ручное передвижение производится в случае ее отключения, посредством прокручивания маховика с лимбом.
- Суппорт. Обеспечивает закрепление и движение резцов.
- Задняя бабка. Служит для закрепления крупных элементов, используется при протачивании отверстий. Режущий инструмент закрепляется с помощью задней бабки.
- Стол. Установку следует закрепить на деревянном столе, фиксируя его винтами. Привод и электрическое оборудование располагается в тумбе стола слева.
- Электрооборудование. Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
Видео-обзор станка
Особенности
Настройка механизмов и узлов
Фиксации подшипников шпинделя производится с использованием гайки. Грамотная подборка распорных втулок поможет исключить появление осевого люфта. Важно создать правильное натяжение ремней клиноременной передачи, не слишком сильное, однако недопустимо проскальзывание их на шкивах. Регулирование производится с использованием эксцентрикового механизма, с последующей фиксацией.
Перед монтированием токарного станка ТВ-16 совершается чистка и смазка шестерен. Используя клинья и винты реализуется корректировка пробелов в направляющих каретки суппорта, верхних и поперечных салазок.
Конусная обработка изделия в центрах предполагает сдвиг корпуса задней бабки относительно ее плиты. Использование винтов помогает точно настроить нужное месторасположение.
Особенности монтажа
На первоначальном этапе установки нужно переместить станок к окончательному месту расположения, а затем произвести распаковку. В дополнительной упаковке поставляется стол. Для максимально точной фиксации нужно закрепить станок на деревянной поверхности стола 6-ю винтами, которые закрепляли его в транспортировочном ящике. На шкив привода следует установить приводной ремень. Особое внимание уделяется корректному присоединению провода заземления, его следует провести через специально предназначенные отверстия в станине и зафиксировать болтом.
Грамотная установка предусматривает выравнивание горизонтали с помощью уровня. Используя предохранители следует провести кабельную электропроводку от группового распределительного щита. Финальная стадия заключается в аккуратном удалении антикоррозийной смазки со всех узлов и поверхностей.

Суппорт ТВ-16
Перед началом эксплуатации важно произвести детальный осмотр и проверку всех деталей и узлов. Первичная проверка правильности работы происходит как вхолостую, так и с применением нагрузки.
Правила эксплуатации
Перед тем как приступить к точению необходимо выбрать количество оборотов заготовки по специально разработанной схеме. Специфика совершаемой обработки влияет на установку сменных шестерен механизма подач. На шпинделе фиксируется патрон или планшайба. Нужно установить и закрепить резцы на резцедержателе. Деталь, подвергаемая обработке, фиксируется в патроне или центрах. При проведении обработке в центрах, необходимо подвести заднюю бабку. Запуск машины выполняется нажатием кнопки «пуск», прекращение работы механизмов — «стоп».
При возникновении необходимости в реверсе шпинделя, ручку переключателя следует развернуть в положение «назад». Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено».
Посмотрите видео по устройству гитары.
Избыточный нагрев шпинделя свидетельствует о потребности смены смазки и проверки качества его соединений, важно следить за состоянием подшипников в процессе работы для своевременного устранения неисправностей.
Техника безопасности
Только профессиональному работнику, который разбирается в технических особенностях, может быть поручено обслуживание станка. Для предотвращения появления несчастных случаев следует придерживаться важных правил:
- Запрещено очищение и смазка элементов станка в процессе его работы.
- Нельзя покидать станок включенным, предварительно стоит отключить его или дождаться полной остановки.
- Обязательно присутствие хорошего освещения на рабочем месте.
- Появление каких-либо неисправностей предполагает немедленное прекращение работы и обращение за помощью к специалисту по наладке.
В случае возникновения аварийной ситуации необходимо незамедлительно отсоединить станок от электросети.
- Организовывайте надежное заземление.
Современные аналоги
На сегодняшний день новые станки модели ТВ-16 сняты с производства и не изготавливаются на заводах. Токарные станки по металлу модели JET BD-7 и BD-X7 представляют собой идентичные варианты от всемирно известного производителя. К характерным особенностям можно отнести высокое качество, удобство регулировки оборотов с помощью ручки (не ремнями), продольная подача и вращение шпинделя в обе стороны, высокая мощность двигателя. Также аналогами являются Optimum TU1503V, Proma SM-300E, Triod LAMS-02/300 и др.
Представителями более старших аналогичных моделей являются станок TSA-16 от польского производителя и чешский MN-80A, которые имеют идентичные производственные возможности и эксплуатационные характеристики. Токарный станок ТВ-16 до сих пор является конкурентоспособным, имеет ряд неоспоримых преимуществ перед другими более современными моделями, которые сегодня поставляются на рынок зарубежными компаниями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарный станок ТВ 16 – технические характеристики
Токарный станок ТВ 16, который относится к категории настольного оборудования, активно выпускался на нескольких предприятиях Советского Союза в 50-х годах прошлого века.

Токарно-винторезный станок ТВ 16
Что представляет собой станок ТВ-16
Токарный станок данной модели — это оборудование, основным предназначением которого является обучение токарному делу молодых специалистов. Такими станками оснащались как профессионально-технические училища и школы, так и учебные классы промышленных предприятий. Хотя данная модель оборудования уже давно не выпускается, на нем до сих пор осваивают азы профессии токаря многие молодые люди.
Основой для разработки и производства станка ТВ 16 послужила модель чехословацкого оборудования TOS MN80. На территории Советского Союза этот токарный станок производили сразу несколько предприятий, среди которых можно выделить следующие:
- Алма-Атинский станкостроительный «Завод имени Кирова»;
- «Комбинат имени Ворошилова» в г. Уральск;
- Инструментальное предприятие в г. Кобрин;
- Завод «Сельхозмашцепь» в г. Краснодар;
- Литейно-механический завод «Октябрь» в г. Дубно;
- Механический комбинат в г. Иркутск.
Технические характеристики и конструктивные особенности токарных станков, выпускаемых на данных предприятиях, ничем не отличались. Различия были лишь в том, какие формы литья станины использовал тот или иной завод.
Конструктивно станок ТВ 16 состоит из следующих узлов и механизмов:
- несущая станина;
- стол станка;
- передняя бабка оборудования;
- суппорт;
- механизм подач;
- приводной механизм;
- система электрического оборудования;
- задняя бабка оборудования;
- набор инструмента и специальных приспособлений.
Несложная конструкция станка позволяет легко освоить азы токарного дела и хорошо разобраться в принципах данной технологии обработки металлов.
Система электрического оборудования станка
Электрическое оборудование токарного станка данной модели предназначено для того, чтобы выполнять следующие операции: включать и выключать оборудование, запускать электродвигатель станка для работы в реверсном режиме, обеспечивать экстренную блокировку работы в тех ситуациях, когда в электрической сети изменилось напряжение или произошло короткое замыкание.

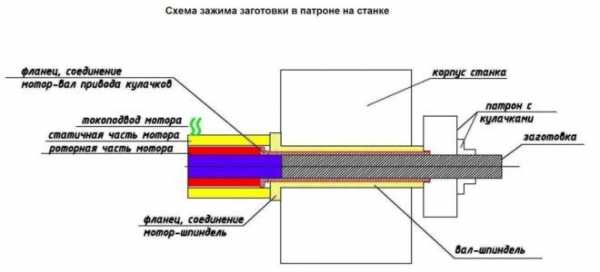
Патрон станка ТВ 16
Система электрического оснащения токарного станка состоит из следующих элементов:
- реверсивный переключатель пакетного типа;
- пускатель магнитного типа, оснащенный кнопками «Пуск» и «Стоп»;
- блок предохранителей;
- специальные контакты, предназначенные для блокировки включения станка в тех ситуациях, когда у него открыта дверка механизма подач или стола;
- панель с тремя клеммами, с помощью которых станок подключается к электросети.
Для того чтобы сделать работу на токарном станке безопасной, его корпус необходимо обязательно заземлять. Для этого на его боковой части предусмотрена специальная колодка.
Как видно из описания, электрическая схема токарного станка данной модели достаточно простая и не включает в себя сложных устройств. Благодаря этому разобраться в принципе его работы несложно даже для новичка.
Конструктивные особенности передней и задней бабки
Корпус передней бабки станка оснащен подшипниковым узлом, в который устанавливается шпиндель оборудования. В переднем торце шпинделя установлен радиально-упорный подшипник, позволяющий ему воспринимать усилия осевого и радиального типа. Для того чтобы обеспечить вращение шпинделя с одной из заданных скоростей, на него устанавливается шкив клиноременной передачи. Таким образом, вращение от электродвигателя передается непосредственно на шпиндель станка. Технические возможности станка позволяют осуществлять и реверс вращения шпинделя, для этого на его передней бабке устанавливается трензель.

Задняя бабка токарного станка ТВ 16
Продольное перемещение задней бабки токарного станка обеспечивается за счет призматических направляющих, по которым она передвигается по станине. Для того чтобы оператор мог выполнить такое перемещение, станок оснащен рукояткой эксцентрикового типа. Характеристики токарного станка предполагают возможность и поперечного перемещения задней бабки, которое необходимо выполнять в тех случаях, когда на оборудовании обрабатываются конусные детали. Поперечное перемещение задней бабки осуществляется по нижней плите, для этого в конструкции станка предусмотрен специальный винт. Для того чтобы в заднюю бабку можно было установить центр с конусом, в ее пиноли предусмотрено специальное отверстие.
Передвижение пиноли осуществляется вручную, для этого в ее конструкции установлены гайка с винтом и маховик с нанесенными на нем делениями. Благодаря лимбу маховика, на котором деления нанесены с миллиметровым шагом, можно перемещать пиноль по требуемым параметрам.
Составляющие узлы станка
Конструкция привода токарного станка ТВ 16 включает в себя асинхронный двигатель, установленный внутри тумбы оборудования на салазках, промежуточный вал и две клиноременные передачи. Электродвигатель станка имеет мощность 0,5 кВт, для его работы необходим трехфазный ток. Вращение шпинделю передается ременной передачей через промежуточный вал, с помощью которого можно регулировать натяжение ремней. Для выполнения данной функции на промежуточном валу установлено специальное устройство эксцентрикового типа.
Шкивы, установленные на шпинделе и двигателе токарного станка, имеют ступенчатую форму. Их характеристики дают возможность получать шесть различных скоростей вращения.
Станина токарного станка — это элемент, на котором устанавливаются и закрепляются все его остальные конструктивные части. Для того чтобы обеспечить станине высокую несущую способность и надежность, ее производят из чугуна методом литья. А для того чтобы внутри станины можно было разместить остальные составные части оборудования, она имеет коробчатую форму. Устанавливают станину вместе со всеми конструктивными элементами станка и специальным корытом на ровной поверхности деревянного стола.
Ходовой винт и гайка, обеспечивающие перемещение суппорта токарного станка, размещаются в передней части станины. Для продольного перемещения задней бабки на станине устанавливаются Т-образные направляющие, а в самой бабке имеются соответствующие пазы. Суппорт же в продольном направлении перемещается по направляющим призматического типа.
На станке имеется фартук, который крепится к каретке суппорта при помощи винтов. Разъемная гайка, установленная в фартуке станка, включается и выключается при помощи специальной рукоятки, а фиксация гайки и рукоятки в крайних положениях обеспечивается при помощи шарикового механизма.
Опоры фартука необходимо обеспечить постоянной смазкой. Для этого в его конструкции предусмотрен специальный резервуар, наполняемый масляным составом через каретку.
Для того чтобы настроить параметры нарезаемой резьбы и величину подач в продольном направлении, в станке ТВ 16 предусмотрен механизм подач. Регулировка этих параметров обеспечивается за счет взаимодействия планетарной передачи, установленной на ходовом винте, и неподвижно закрепленной шестерне, установленной в коробке подач. Такая схема взаимодействия данных элементов позволяет значительно снизить количество оборотов, совершаемых ходовым винтом (в 30 раз).
При открывании дверок токарного станка в процессе его работы, как уже было сказано ранее, его двигатель автоматически выключается, что обеспечивают концевые выключатели, которые на них установлены.

Общий вид токарного станка
Суппорт станка и его рабочий стол
Суппорт, которым оснащен токарный станок ТВ 16, состоит из следующих конструктивных элементов:
- направляющие салазки;
- каретка;
- держатель для закрепления режущего инструмента.
Основным несущим элементом суппорта является каретка, которая перемещается по направляющим, установленным на станине оборудования. В верхней части станка расположены салазки, на которых монтируется резцедержатель. Благодаря собственным направляющим салазки могут двигаться по кругу в направлении, перпендикулярном оси станка.
Продольное перемещение суппорта станка ТВ 16 обеспечивается за счет рейки и шестерни (вручную) или с помощью гайки и ходового винта (механически). Передвижение верхних и поперечных салазок обеспечивается за счет гайки (маточной) и нескольких винтов, на которых имеются лимбы. В соединениях винтов и маточной гайки имеется возможность выбирать зазоры, что обеспечивается за счет специального разреза последней.
Держатель, в котором закрепляется режущий инструмент, имеет четыре рабочие стороны и может поворачиваться на 360 градусов. Технические возможности этого устройства позволяют фиксировать его положение через каждые 45 градусов поворота. Если в направляющих держателя образовался зазор, то его можно скомпенсировать при помощи специальных винтов, установленных на клиньях.
Для большей надежности фиксации станка на деревянной поверхности стола применяются винтовые соединения. Внутренняя часть коробчатой конструкции станины ТВ 16 используется с пользой. В ее левой тумбе располагается электрическая система станка и его привод, а в правой хранятся сменные шестеренки и рабочий инструмент. Для хранения различных приспособлений предназначен и специальный ящик, который располагается в центральной части рабочего стола.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Токарный станок ТВ-16: технические характеристики, обзор
Токарный станок ТВ-16 начал выпускаться в 50-х годах прошедшего столетия сразу на нескольких заводах, но сегодня выпуск этой установки полностью прекращен. Агрегат относится к настольному типу и предназначается для обучения молодых специалистов и школьников токарной обработке в условиях учебных заведений – имеет положительные отзывы и используется по сей день. Был разработан на основе аналогичной установки из Чехословакии.
Заводы, занимавшиеся выпуском агрегата, располагались на всей территории бывшего Советского Союза: в Казахстане, Украине, Белоруссии – все произведенные станки были практически полностью идентичны по характеристикам и особенностям конструкции, различия состояли лишь в форме литья основы. Оборудование предназначается для осуществления таких операций, как: обтачивание поверхностей, высверливание и растачивание отверстий, нарезка резьб.
Токарный станок ТВ-16: технические характеристики
Настольный аппарат имеет такие элементы:
- Литая основа.
- Стол.
- Передний узел оборудования.
- Резцедержатель.
- Механизм подач.
- Механизм привода.
- Система электрооборудования.
- Задний узел.
- Набор зубчатых колес, резцов и прочих необходимых элементов.
Согласно паспорту, установка имеет такие основные характеристики:
- класс точности – ТУ ТВ-16-0001;
- диаметр детали над станиной в максимальном значении – 16 см;
- диаметр детали над резцедержателем в максимальном значении – 9 см;
- длина детали в центрах в максимальном значении – 25 см;
- длина обтачиваемой поверхности в патроне в максимальном значении – 25 см;
- диаметр сквозного отверстия главного вала – 1,8 см;
- диаметр прутка в максимальном значении – 1,7 см;
- количество ступеней при прямом вращении – 6;
- скорость прямого вращения – 160-1600 об/мин;
- количество ступеней при обратном вращении – 6;
- скорость обратного вращения – 160-1600 об/мин;
- продольное перемещение резцедержателя в максимальном значении – 26 см;
- перемещение резцовых салазок в максимальном значении – 10 см;
- количество резьб – 19 метрических;
- мощность главного электродвигателя – 0,5 кВт;
- габариты – 115х60х120 см;
- вес – 150 кг.
Электрооборудование
Электрическая схема установки отличается простотой и не содержит элементов, сложных для освоения, поэтому понять принцип работы устройства будет легко даже начинающим. Перед началом эксплуатации корпус агрегата нужно заземлить посредством специальной колодки, расположенной сбоку, для обеспечения безопасности пользователей.

Электрооборудование установки предназначается для запуска и остановки агрегата, реверсивного запуска двигателя и осуществления блокировки при коротком замыкании или изменении напряжения электросети. За выполнение этих функций отвечают:
- Пакетный реверсивный выключатель.
- Пускатель магнитного типа с двумя кнопками.
- Блок предохранителей.
- Контакты, которые блокируют запуск оборудования, если не закрыты дверцы стола или коробки подач.
- Панель с зажимами, посредством которых агрегат подключают к сети.
Конструкция передней и задней бабки
Главной задачей переднего узла является осуществления основного движения – вращения рабочего вала. В корпусе переднего узла установлен подшипниковый узел, предназначенный для установки главного рабочего вала устройства. Радиально-упорный подшипник, принимающий продольные и радиальные усилия, располагается в переднем конце вала.
На главном вале также расположен шкив, который обеспечивает его заданную скорость вращения, благодаря чему вращение от двигателя передается прямо на главный вал. Конструкцией предусмотрена возможность производить и реверсивное вращение вала, благодаря трензелю, расположенному на переднем узле.
Шпиндельный узел, с расположенным на нем шкивом, располагается на двух подшипниках, имеющих наружную поверхность в форме конуса. Зазор, возникающий между шпиндельным узлом и подшипниками, регулируется перемещением подшипника в продольном направлении в корпусе посредством гайки. Главный вал смазывается при помощи двух прессмасленок и войлочных подушек.
Передний узел имеет такие основные элементы:
- корпус;
- крышка;
- главный вал;
- тензель;
- реверсный рычаг.
Основные функции заднего узла заключаются в поддержании длинных заготовок и в высверливании отверстий. Задний узел перемещается по станине в продольном направлении по треугольным направляющим. Для облегчения перемещения узла установка оснащена эксцентриковой рукоятью.
При обработке конусов конструкцией агрегата предусмотрено перпендикулярное перемещение заднего узла, которое производится по нижней плите посредством винта. В пиноли заднего узла имеется специальное отверстие, которое позволяет осуществлять установку центра с конусом.
Пиноль перемещается вручную посредством, расположенных в ней, винта, гайки и маховика. Перемещение пиноли по необходимым параметрам осуществимы благодаря нанесенной на маховик шкале.
Основными элементами конструкции заднего узла являются:
- Корпус.
- Плита.
- Пиноль.
- Гайка.
- Винт.
- Маховик.
О суппорте станка
К главным функциям суппорта токарного оборудования относятся удерживание и перемещение режущего инструмента. Конструкция суппорта включает:
- салазки, на которых устанавливается резцедержатель, располагаются в верхней части агрегата и имеют собственные направляющие;
- каретку – несущий элемент, перемещающийся по направляющим литой основы;
- устройство для фиксации резцов.
Перемещение механизма резцедержателя может осуществляться вручную (посредством зубчатого колеса и рейки) или механически (посредством винта и гайки). Верхние и перпендикулярные салазки перемещаются благодаря маточной гайке и винтам с лимбами. Маточная гайка имеет специальный разрез, благодаря которому имеется возможность выбора зазоров при соединении гайки с винтами.
Механизм фиксации резцов разворачивается на 360°, а все его стороны рабочие. Благодаря своим техническим особенностям резцедержатель может быть зафиксирован через каждые 45°. На клиньях располагаются специальные винты, благодаря которым компенсируются образующиеся в направляющих зазоры.
Составляющие узлы
Привод настольной установки состоит из двигателя, который располагается на салазках внутри тумбы, двух клиноременных передач и промежуточного вала. Для работы электрического двигателя, мощность которого 0,5 кВт, требуется трехфазный ток.
Через промежуточный вал, который осуществляет регулировку ременного натяжения при помощи эксцентрикового устройства, передается вращение главному валу. На главном вале и электродвигателе установлены шкивы ступенчатой формы, которые, благодаря своим характеристикам, обеспечивают получение шести разных скоростей.
Основа агрегата предназначена для установки и фиксации всех остальных составляющих конструкции. Производится из литого чугуна, что обеспечивает ее надежность, и имеет коробчатую форму для удобства размещения прочих составляющих устройства. Станок устанавливается на столешницу посредством винтов, что обеспечивает дополнительной надежностью.
В левой тумбе стола находятся привод агрегата и его электросхема, а правая используется для хранения сменных зубчатых колес и резцов. В центре стола находится специальный ящик, который предназначен для хранения прочих необходимых приспособлений.
В передней части рабочей основы установлены гайка и ходовой винт, которые обеспечивают передвижения резцедержателя. При необходимости осевого перемещения заднего узла на основу устанавливаются направляющие в форме «Т», а сам узел оснащен специальными пазами. Резцедержатель перемещается в осевом направлении по треугольным направляющим.
К каретке резцедержателя крепится фартук устройства посредством специальных винтов. В фартуке находится разъемная гайка, которая запускается специальной рукоятью. Гайка и рукоять фиксируются в крайних позициях посредством механизма шарикового типа. Если гайка включена, то осевая подача резцедержателя производится механическим способом от ходового винта.
Если гайка выключена, подача производится вручную, путем вращения маховика. При ручной подаче передвижение резцедержателя осуществляется посредством зубчатого колеса и рейки. Частью конструкции фартука является резервуар, который обеспечивает фартук необходимой смазкой. Масляный раствор заливается в резервуар через каретку.
В конструкции агрегата имеется механизм подач, который позволяет задавать параметры для нарезки резьбы и скорость осевой подачи. Параметры регулируются посредством связи неподвижного зубчатого колеса, которое находится в коробке подач, и планетарной передачи, расположенной на ходовом винте. Подобная схема позволяет в 30 раз снизить число оборотов, которые совершает ходовой винт.
На дверках устройства установлены концевые выключатели, которые останавливают работу двигателя при открывании дверок в процессе его работы.
Управление конструктивными элементами токарного устройства производится посредством следующих органов:
- Рукоять переключения скорости вращения главного рабочего вала.
- Пусковик.
- Кнопочная станция.
- Рукоять изменения направления.
- Рукоять установки положения резцовой головки.
- Рукоять запуска маточной гайки.
- Рукоять передвижения верхних салазок.
- Рукоять установки положения пиноли заднего узла.
- Рукояти передвижения поперечных салазок.
- Маховик осевого перемещения резцедержателя.
Видео: токарный станок ТВ-16.
metmastanki.ru
Токарный станок ТВ-16: технические характеристики
Токарный станок ТВ-16 – оборудование, активно использовавшиеся в советский период, на котором обучались все молодые специалисты в области токарного дела. Наличие этого станка было обязательно для любого профессионального заведения, школы, промышленных предприятий. Официальные заводы уже давно не выпускают эту модель станка, но на ней до сих пор проходят обучение многие люди, решившие стать токарями.
История создания станка
Оборудование было разработано на основе чехословацкого прибора TOS MN80.

Чехословацкий прибор TOS MN80
В Советском Союзе производством этого станка занимались многие заводы, например:
- инструментальное предприятие в Кобрине;
- механический комбинат в Иркутске.
Было также много других мест, которые производили станки этой модели, но все произведенное оборудования имело одинаковые технические характеристики, а все отличия заключались лишь в форме литья, используемой на заводе.
Популярность станок получил благодаря простой конструкции, разобраться в которой не составляет труда, но именно она способствовала обучению технологиям по обработке различных металлов. На приборе можно:
- обтачивать поверхности;
- высверливать и растачивать отверстия;
- нарезать резьбу.
Такой широкий спектр возможностей делает станок незаменимым для молодых специалистов, недавно окончивших училище и нуждающихся в практике.
Особенности станка
Для фиксации подшипников используются гайки.
При помощи грамотного подбора втулок для распора можно полностью обезопасить себя от возникновения люфта по горизонтальной оси.
А также важно отрегулировать натяжение клиноременной передачи так, чтобы не было проскальзывания на шкивах, но при этом оно не было чересчур сильным. Для того чтобы совершать регулирование всего прибора, требуется использовать эксцентриковый механизм, а после выполнения необходимых процедур, зафиксировать его в нужном положении.
Перед тем как закрепить станок, нужно внимательно осмотреть состояние оборудования, смазать все шестерёнки и очистить все, что можно от опилок, грязи, остатков машинного масла. При помощи клиньев и винтов возможна коррекция пробелов в направляющих каретки суппорта.
Для обработки изделия по конусу требуется сдвинуть заднюю бабку относительно центра изделия. При помощи винтов необходимо настроить точное ее положение.
Конструкция переднего узла
У переднего узла существует единственная цель – вращать рабочий вал.
Конструкция переднего узла
Именно для этого в его корпусе расположен подшипниковый узел, который позволяет совершить установку главного рабочего вала устройства. А подшипник, отвечающий за продольные и радиальные усилия, расположен в конце переднего вала.
Шкив, задающий скорость вращения, располагается на главном вале, именно при его помощи, вращение, обеспечивающееся двигателем, поступает сразу же на вал. Конструкция токарного станка ТВ-16 предполагает осуществление реверсивного вращения вала за счет использования трензеля, который также расположен на переднем узле.
Шпиндельный узел основывается на двух подшипниках, которые выходят наружу в виде конуса. В результате образующегося зазора между этим узлом и его основой, становится возможным регулирование перемещений подшипника по горизонтали за счет обыкновенной гайки. Смазка вала происходит за счет прессмасленок и подушек из войлока.
Мой токарный станок ТВ-16
Конструкция заднего узла
Токарный станок по металлу ТВ-16 имеет незамысловатую конструкцию, одной из важнейших частей которой, является задний узел. Его главная функция – поддерживать длинные заготовки и высверливать отверстия. Он перемещается лишь в продольном направлении при помощи треугольных направляющих.
Если конструкция обрабатывает конусовидные детали, то задний узел может совершать перпендикулярные перемещения при помощи винта. Установка центра с конусом возможна лишь при помощи отверстия, которое предусмотрительно расположено в пиноли.
Монтаж
Прежде всего требуется перетащить станок туда, где планируется его использовать, и только после этого распаковывать его. В случае заказа дополнительной упаковки, стол идет в комплекте. Для того чтобы добиться точной фиксации, станок нужно закрепить всеми шестью винтами, поставляемыми в комплекте, на любой деревянной поверхности.
Технические характеристики уже известны и тогда можно приступать к сбору станка. Первым действием нужно установить приводной ремень на шкив привода. Обратите внимание, что провод заземления требуется провести через отверстия в станине, предназначенные для этого, и после произвести фиксацию болтом.
Для грамотного монтажа требуется использовать уровень, по которому производится выравнивание горизонтали.

Уровень поможет в правильном монтаже
При помощи предохранителей проводится кабельная электропроводка от распределительного щитка.
На последнем этапе нужно удалить смазку со всех узлов. После окончания этой процедуры, требуется посмотреть описание станка, в котором указано количество и правильный порядок расположения всех деталей. Первая проверка заключается в холостом запуске станка, после успешного прохождения которой, можно применять нагрузку.
Правила использования
Перед использованием станка требуется подумать над количеством оборотов, выдаваемых токарно-винторезным станком ТВ-16. Нужно также понимать, что вид выполняемой обработки оказывает существенное влияние на процедуру установки шестеренок механизма подач.
Следующим шагом будет фиксация патрона на шпинделе.
После этого деталь, обработка которой предполагается, должна быть зафиксирована в центре либо патроне. Для того чтобы начать обработку, требуется подвести заднюю бабу к заготовке и после этого запустить станок.
Нужно знать, что шпиндель может работать в режиме реверса. Для этого требуется перевернуть ручку переключателя в крайнее заднее положение до того момента, пока положение не приблизится к моменту «стоп», именно тогда начнется реверс, а если пересечь черту, то двигатель остановится.
Для того чтобы обеспечить безопасное использование настольного токарного станка ТВ-16 нужно следить за тем, чтобы переключатель находился на отметке «выключено».
Техника безопасности
Обслуживанием станка может заниматься лишь работник, обладающий соответствующими компетенциями, который может разобраться в технических тонкостях оборудования и предотвратить возникновение несчастных случаев.
А для того чтобы они и вовсе не появлялись, требуется соблюдать следующие правила:
- Запрещается очищать и смазывать элементы станка во время процесса эксплуатации.
- После завершения работы на станке, требуется выключить его, дождаться пока точение будет завершено.
- На рабочем месте требуется обязательное хорошее освещение.
- Если в процессе использования станка по металлу ТВ-16 возникли неполадки, то нужно сразу же прекратить работу на нем и обратиться к специалисту.
- При возникновении аварии требуется обесточить станок путем выключения его из электросети.
Соблюдение этих простых правил поможет обезопасить работу на станке.
Видео: Токарный станок ТВ16
promzn.ru
Токарный станок ТВ 16:устройство,фото,технические характеристики
Станина токарного станка ТВ 16
Чугунная станина коробчатой формы предназначена для поддержания и взаимного соединения основных узлов оборудования.
На рисунке 1 показан профиль станины, на котором расположены три различных паза.
Прямоугольный паз 3 предназначен для направления перемещения суппорта, призматических паз 1 – для перемещения задней бабки, а Т-образный паз 2 необходим для фиксации задней бабки.
В передней части станины расположен ходовой винт 4 и рейка 5.Осевой люфт ходового винта устраняется при помощи гайки и контрагайки 6.
Крепится станина на подставках 8 совместно с корытом для сбора стружки 2 к деревянному столу.
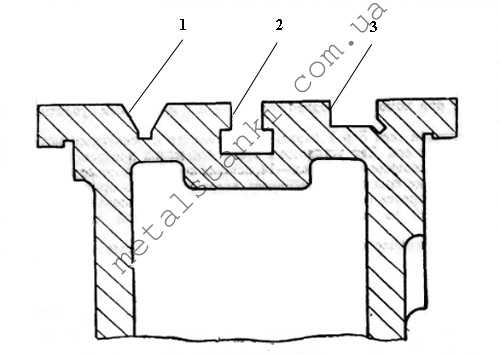
фото:станина токарного станка
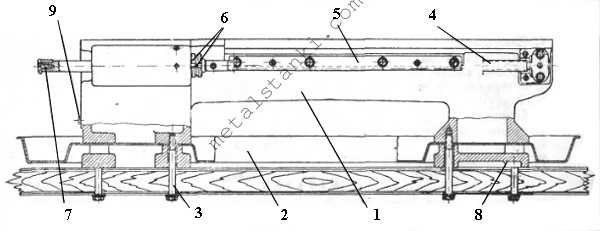
фото:станина в сборе
Передняя бабка токарно-винторезного станка ТВ 16
Передняя бабка предназначена для осуществления главного движения – вращения шпинделя.
Состоит из следующих основных частей:
- Корпус 1;
- Крышка 2;
- Шпиндель 3;
- Тензель 20;
- Рукоятка 19 для реверса подачи
Шпиндельная бабка с посаженным на него шкивом 4 установлена на двух подшипниках 9 и 12.
Подшипники представляют собой надрезанные вдоль трех образующих вкладыши с конической наружной поверхностью.
Осевой зазор между шпиндельной бабкой и вкладышем регулируется при помощи осевого перемещения вкладыша в корпусе гайкой 5.
Смазка шпинделя осуществляется двумя прессмасленками 16 и войлочными подушками 21.
Гитара токарного станка ТВ 16
Гитара сменных зубчатых колес токарного станка позволяет нарезать резьбы различного шага, а также предназначена для продольного перемещения суппорта станка.
Устройство гитары показано на рисунке 3.
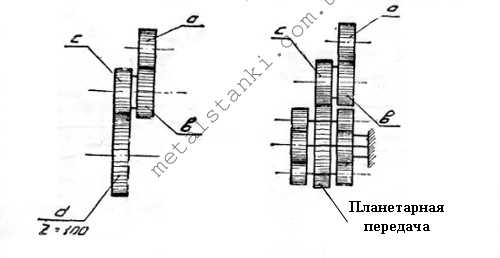
фото:гитара токарного станка
| Сменные шестерни | Шаг резьбы,мм | Подача,мм/об | ||
|---|---|---|---|---|
| а | в | с | ||
| 20 | 75 | 25 | 0,2 | 0,01 |
| 25 | 60 | 20 | 0,25 | 0,0125 |
| 20 | 60 | 30 | 0,3 | 0,015 |
| 20 | 60 | 35 | 0,35 | 0,0175 |
| 20 | 75 | 50 | 0,4 | 0,02 |
| 20 | 60 | 45 | 0,45 | 0,0225 |
| 20 | 60 | 50 | 0,5 | 0,025 |
| 30 | 75 | 50 | 0,6 | 0,03 |
| 50 | 75 | 35 | 0,7 | 0,035 |
| 20 | 60 | 75 | 0,75 | 0,0375 |
| 20 | 45 | 60 | 0,8 | 0,04 |
| 20 | 45 | 75 | 1 | 0,05 |
| 25 | 45 | 75 | 1,25 | 0,0625 |
| 60 | 30 | 25 | 1,5 | 0,075 |
| 35 | 45 | 75 | 1,75 | 0,0875 |
| 60 | 45 | 50 | 2 | 0,1 |
| 50 | 45 | 75 | 2,5 | 0,125 |
| 50 | 30 | 60 | 3 | 0,15 |
Фартук настольного токарного станка ТВ 16
Фартук выполняет функцию передачи движения от ходового винта к суппорту при помощи разъемной гайки 3.Рукояткой 5 производится включение и выключение гайки.
При включенной гайки фартука, продольная подача суппорта осуществляется механически от ходового винта. При отключенной гайки, подача осуществляется вручную, вращением маховика с лимбом 6, при этом передвижение суппорта выполняется через шестерню 4 и рейку 5.
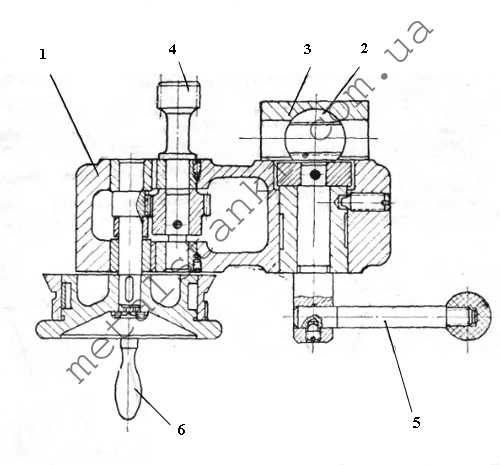
фото:фартук токарного станка
Задняя бабка токарного станка ТВ 16
Задняя бабка предназначена для поддержания длинных деталей, во избежание радиального биения, а также для сверления отверстий.
Задняя бабка состоит из следующих основных узлов:
- Корпус 1;
- Плита 2;
- Пиноль 4;
- Винт 3;
- Гайка 5;
- Маховик 12
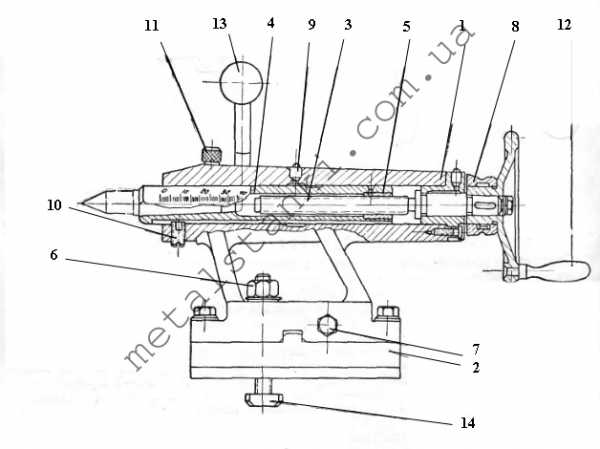
фото:задняя бабка токарного станка
Задняя бабка перемещается вдоль станины по призматическим направляющим и крепится в нужном положении при помощи пазового болта 14 и гайки 6.
Осевое перемещение пиноли 4 из корпуса задней бабки – 65 мм. Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.
Для точения конусных поверхностей предусмотрена возможность поперечного перемещения бабки 1 по плите 2 на 6 мм в двух направления от линии центров. При помощи винта 7 осуществляется перемещение.
Смазка трущихся поверхностей предусмотрена при помощи прессмасленки 9, а смазка центра – игольчатой пробкой 11.
Техническая характеристика токарно-винторезного станка по металлу ТВ 16
| Основные параметры | ТВ 16 |
|---|---|
| Высота центров,мм | 85 |
| Расстояние между центрами,мм | 250 |
| Наибольшая длина проточки,мм | 250 |
| Перемещение за один оборот лимба,мм: | |
| продольное | 32 |
| поперечное | 1,5 |
| Число резцов в резцедержателе | 4 |
| Конус Морзе шпинделя | 3 |
| Диаметр отверстия в шпинделе,мм | 18 |
| Конус Морзе задней бабки | 1 |
| Наибольшее перемещение пиноли,мм | 65 |
| Габариты станка,мм: | |
| длина | 1150 |
| ширина | 600 |
| высота | 1200 |
| Вес станка,кг | 180 |
Видео:Токарный станок ТВ 16
Задняя бабка перемещается вдоль станины по призматическим направляющим и крепится в нужном положении при помощи пазового болта 14 и гайки 6.
Осевое перемещение пиноли 4 из корпуса задней бабки – 65 мм. Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.
Для точения конусных поверхностей предусмотрена возможность поперечного перемещения бабки 1 по плите 2 на 6 мм в двух направления от линии центров. При помощи винта 7 осуществляется перемещение.
Смазка трущихся поверхностей предусмотрена при помощи прессмасленки 9, а смазка центра – игольчатой пробкой 11.
www.metalstanki.com.ua
ТВ 16 технические характеристики | Станок токарный винторезный школьный
Технические характеристики настольного токарно-винторезного станка позволяют обрабатывать простые заготовки из металла методом точения.
Основные размеры
- Высота центров, мм – 85
- Расстояние между центрами, мм – 250
Размеры обрабатываемых деталей
- Максимальный диаметр обрабатываемой детали, мм:
- Прутка – 18
- Над верхней частью суппорта – 90
- Над нижней частью суппорта – нет
- Над станиной – 160
- Наибольшая длинна обточки, мм – 250
Параметры нарезаемой резьбы
- Шаг нарезаемой резьбы:
- Метрической – 0,2…3
- Дюймовой – нет
- Модульной – нет
Суппорт
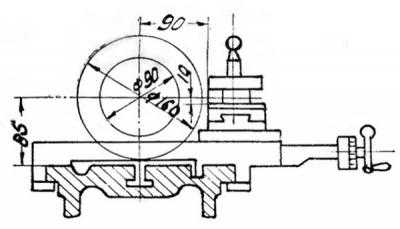
Рисунок – Эскиз суппорта станка ТВ 16
- Число резцов в резцедержателе – 4
- Максимальные размеры державки резца (ШхВ), мм – 12х15
- Высота опорной поверхности резца по линии центров, мм – 10
- Наибольшее расстояние от оси центров до кромки резцедержателя, мм – 90
- Количество резцовых головок в суппорте – 1
- Наибольшее перемещение, мм:
- Продольное – 260
- Поперечное – 100
- Выключающие упоры – нет
- Быстрое перемещение суппорта – нет
- Перемещение на одно деление лимба, мм:
- продольное – 0,5
- поперечное – 0,05
- Перемещение на один оборот лимба, мм:
- продольное – 32
- поперечное – 1,5
Резцовые салазки
- Наибольший угол поворота, град. ± 60
- Цена одного деления шкалы поворота, град. – 1
- Наибольшая длина перемещения, мм – 100
- Перемещение на одно деление лимба, мм – 0,05
- Перемещение на один оборот лимба, мм – 1,5
Прочие характеристики
- Резьбоуказатель – нет
- Предохранение от перегрузки – есть
- Блокировка – есть
Шпиндель
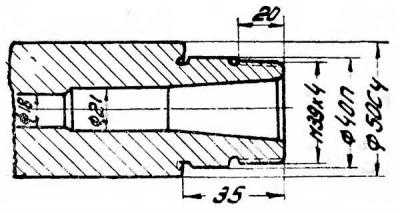
Рисунок – Эскиз конца шпинделя станка тв 16
- Диаметр сквозного отверстия в шпинделе, мм – 18
- Центр в шпинделе, Морзе – №3
- Торможение шпинделя – нет
- Блокировка рукояток – нет
Задняя бабка
- Конус-система Морзе – №1
- Наибольшее перемещение пиноли, мм 65
- Цена одного деления перемещения пиноли, мм:
- Лимба – 0,5
- Линейки – 1
- Величина поперечного смещения задней бабки, мм ±5
- Величина поперечного смещения на 1 деление в мм – нет
Габариты и масса
- Масса, кг – 150
- Габариты, мм:
- Длинна – 1150
- Ширина – 600
- Высота – 1200
www.stanoktehpasport.ru
Станок тв 16 характеристики
Учебный токарно-винторезный станок ТВ-16
Учебный токарно-винторезный станок ТВ-16 является малогабаритным оборудованием для обработки деталей из металла. Он разработан для выполнения элементарных токарных операций, таких как точение и растачивание, и работ средней степени сложности, например, нарезание резьбы, сверление отверстий и прочее. Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.

Учебный советский токарно-винторезный станок ТВ-16
Технические характеристики токарного станка ТВ-16
Допустимые размеры обрабатываемой заготовки не могут превышать ∅ 160 мм над станиной, при этом над суппортом не более ∅ 90 мм, в центрах (РМЦ) максимально возможная длина ограничивается 250 мм. Настольный токарно-винторезный станок ТВ-16 имеет увеличенную, по сравнению с моделью ТВ-4, ширину сквозного отверстия в шпинделе, показатель которой составляет 18 мм.

Технические характеристики ТВ-16
Скачать паспорт токарно-винторезного станка ТВ-16
Узлы станка
- Литая станина из чугуна. Представляет опору и основание всех составных деталей и механизмов. Обладает тремя продольными направляющими пазами, обеспечивающими движение суппорта и фиксацию задней бабки. Ходовой винт и рейка расположены в лицевой области.
- Передняя бабка. Обеспечивает вращение заготовки.
- Привод. Представлен индивидуальным асинхронным электродвигателем. Показатели мощности составляют 0,4 — 0,5 квт, а скорость вращения — 1400 об/мин.
- Механизм подач. Основная функция состоит в настройке продольных подач и нарезании резьбы.
- Фартук. Обеспечивает перемещение резцедержателя от ходового винта к суппорту. Включенная гайка фартука обеспечивает автоматическую подачу, ручное передвижение производится в случае ее отключения, посредством прокручивания маховика с лимбом.
- Суппорт. Обеспечивает закрепление и движение резцов.
- Задняя бабка. Служит для закрепления крупных элементов, используется при протачивании отверстий. Режущий инструмент закрепляется с помощью задней бабки.
- Стол. Установку следует закрепить на деревянном столе, фиксируя его винтами. Привод и электрическое оборудование располагается в тумбе стола слева.
- Электрооборудование. Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
Видео-обзор станка
Особенности
Настройка механизмов и узлов
Фиксации подшипников шпинделя производится с использованием гайки. Грамотная подборка распорных втулок поможет исключить появление осевого люфта. Важно создать правильное натяжение ремней клиноременной передачи, не слишком сильное, однако недопустимо проскальзывание их на шкивах. Регулирование производится с использованием эксцентрикового механизма, с последующей фиксацией.
Перед монтированием токарного станка ТВ-16 совершается чистка и смазка шестерен. Используя клинья и винты реализуется корректировка пробелов в направляющих каретки суппорта, верхних и поперечных салазок.
Конусная обработка изделия в центрах предполагает сдвиг корпуса задней бабки относительно ее плиты. Использование винтов помогает точно настроить нужное месторасположение.
Особенности монтажа
На первоначальном этапе установки нужно переместить станок к окончательному месту расположения, а затем произвести распаковку. В дополнительной упаковке поставляется стол. Для максимально точной фиксации нужно закрепить станок на деревянной поверхности стола 6-ю винтами, которые закрепляли его в транспортировочном ящике. На шкив привода следует установить приводной ремень. Особое внимание уделяется корректному присоединению провода заземления, его следует провести через специально предназначенные отверстия в станине и зафиксировать болтом.
Грамотная установка предусматривает выравнивание горизонтали с помощью уровня. Используя предохранители следует провести кабельную электропроводку от группового распределительного щита. Финальная стадия заключается в аккуратном удалении антикоррозийной смазки со всех узлов и поверхностей.

Суппорт ТВ-16
Перед началом эксплуатации важно произвести детальный осмотр и проверку всех деталей и узлов. Первичная проверка правильности работы происходит как вхолостую, так и с применением нагрузки.
Правила эксплуатации
Перед тем как приступить к точению необходимо выбрать количество оборотов заготовки по специально разработанной схеме. Специфика совершаемой обработки влияет на установку сменных шестерен механизма подач. На шпинделе фиксируется патрон или планшайба. Нужно установить и закрепить резцы на резцедержателе. Деталь, подвергаемая обработке, фиксируется в патроне или центрах. При проведении обработке в центрах, необходимо подвести заднюю бабку. Запуск машины выполняется нажатием кнопки «пуск», прекращение работы механизмов — «стоп».
При возникновении необходимости в реверсе шпинделя, ручку переключателя следует развернуть в положение «назад». Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено».
Посмотрите видео по устройству гитары.
Избыточный нагрев шпинделя свидетельствует о потребности смены смазки и проверки качества его соединений, важно следить за состоянием подшипников в процессе работы для своевременного устранения неисправностей.
Техника безопасности
Только профессиональному работнику, который разбирается в технических особенностях, может быть поручено обслуживание станка. Для предотвращения появления несчастных случаев следует придерживаться важных правил:
- Запрещено очищение и смазка элементов станка в процессе его работы.
- Нельзя покидать станок включенным, предварительно стоит отключить его или дождаться полной остановки.
- Обязательно присутствие хорошего освещения на рабочем месте.
- Появление каких-либо неисправностей предполагает немедленное прекращение работы и обращение за помощью к специалисту по наладке.
В случае возникновения аварийной ситуации необходимо незамедлительно отсоединить станок от электросети.
- Организовывайте надежное заземление.
Современные аналоги
На сегодняшний день новые станки модели ТВ-16 сняты с производства и не изготавливаются на заводах. Токарные станки по металлу модели JET BD-7 и BD-X7 представляют собой идентичные варианты от всемирно известного производителя. К характерным особенностям можно отнести высокое качество, удобство регулировки оборотов с помощью ручки (не ремнями), продольная подача и вращение шпинделя в обе стороны, высокая мощность двигателя. Также аналогами являются Optimum TU1503V, Proma SM-300E, Triod LAMS-02/300 и др.
Представителями более старших аналогичных моделей являются станок TSA-16 от польского производителя и чешский MN-80A, которые имеют идентичные производственные возможности и эксплуатационные характеристики. Токарный станок ТВ-16 до сих пор является конкурентоспособным, имеет ряд неоспоримых преимуществ перед другими более современными моделями, которые сегодня поставляются на рынок зарубежными компаниями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Обзор настольного токарного станка ТВ-16
Токарный станок ТВ-16 начал выпускаться в 50-х годах прошедшего столетия сразу на нескольких заводах, но сегодня выпуск этой установки полностью прекращен. Агрегат относится к настольному типу и предназначается для обучения молодых специалистов и школьников токарной обработке в условиях учебных заведений – имеет положительные отзывы и используется по сей день. Был разработан на основе аналогичной установки из Чехословакии.
Заводы, занимавшиеся выпуском агрегата, располагались на всей территории бывшего Советского Союза: в Казахстане, Украине, Белоруссии – все произведенные станки были практически полностью идентичны по характеристикам и особенностям конструкции, различия состояли лишь в форме литья основы. Оборудование предназначается для осуществления таких операций, как: обтачивание поверхностей, высверливание и растачивание отверстий, нарезка резьб.
Токарный станок ТВ-16: технические характеристики
Настольный аппарат имеет такие элементы:
- Литая основа.
- Стол.
- Передний узел оборудования.
- Резцедержатель.
- Механизм подач.
- Механизм привода.
- Система электрооборудования.
- Задний узел.
- Набор зубчатых колес, резцов и прочих необходимых элементов.
Согласно паспорту, установка имеет такие основные характеристики:
- класс точности – ТУ ТВ-16-0001;
- диаметр детали над станиной в максимальном значении – 16 см;
- диаметр детали над резцедержателем в максимальном значении – 9 см;
- длина детали в центрах в максимальном значении – 25 см;
- длина обтачиваемой поверхности в патроне в максимальном значении – 25 см;
- диаметр сквозного отверстия главного вала – 1,8 см;
- диаметр прутка в максимальном значении – 1,7 см;
- количество ступеней при прямом вращении – 6;
- скорость прямого вращения – 160-1600 об/мин;
- количество ступеней при обратном вращении – 6;
- скорость обратного вращения – 160-1600 об/мин;
- продольное перемещение резцедержателя в максимальном значении – 26 см;
- перемещение резцовых салазок в максимальном значении – 10 см;
- количество резьб – 19 метрических;
- мощность главного электродвигателя – 0,5 кВт;
- габариты – 115х60х120 см;
- вес – 150 кг.
Электрооборудование
Электрическая схема установки отличается простотой и не содержит элементов, сложных для освоения, поэтому понять принцип работы устройства будет легко даже начинающим. Перед началом эксплуатации корпус агрегата нужно заземлить посредством специальной колодки, расположенной сбоку, для обеспечения безопасности пользователей.

Электрооборудование установки предназначается для запуска и остановки агрегата, реверсивного запуска двигателя и осуществления блокировки при коротком замыкании или изменении напряжения электросети. За выполнение этих функций отвечают:
- Пакетный реверсивный выключатель.
- Пускатель магнитного типа с двумя кнопками.
- Блок предохранителей.
- Контакты, которые блокируют запуск оборудования, если не закрыты дверцы стола или коробки подач.
- Панель с зажимами, посредством которых агрегат подключают к сети.
Конструкция передней и задней бабки
Главной задачей переднего узла является осуществления основного движения – вращения рабочего вала. В корпусе переднего узла установлен подшипниковый узел, предназначенный для установки главного рабочего вала устройства. Радиально-упорный подшипник, принимающий продольные и радиальные усилия, располагается в переднем конце вала.
На главном вале также расположен шкив, который обеспечивает его заданную скорость вращения, благодаря чему вращение от двигателя передается прямо на главный вал. Конструкцией предусмотрена возможность производить и реверсивное вращение вала, благодаря трензелю, расположенному на переднем узле.
Шпиндельный узел, с расположенным на нем шкивом, располагается на двух подшипниках, имеющих наружную поверхность в форме конуса. Зазор, возникающий между шпиндельным узлом и подшипниками, регулируется перемещением подшипника в продольном направлении в корпусе посредством гайки. Главный вал смазывается при помощи двух прессмасленок и войлочных подушек.
Передний узел имеет такие основные элементы:
- корпус;
- крышка;
- главный вал;
- тензель;
- реверсный рычаг.
Основные функции заднего узла заключаются в поддержании длинных заготовок и в высверливании отверстий. Задний узел перемещается по станине в продольном направлении по треугольным направляющим. Для облегчения перемещения узла установка оснащена эксцентриковой рукоятью.
При обработке конусов конструкцией агрегата предусмотрено перпендикулярное перемещение заднего узла, которое производится по нижней плите посредством винта. В пиноли заднего узла имеется специальное отверстие, которое позволяет осуществлять установку центра с конусом.
Пиноль перемещается вручную посредством, расположенных в ней, винта, гайки и маховика. Перемещение пиноли по необходимым параметрам осуществимы благодаря нанесенной на маховик шкале.
Основными элементами конструкции заднего узла являются:
- Корпус.
- Плита.
- Пиноль.
- Гайка.
- Винт.
- Маховик.
О суппорте станка
К главным функциям суппорта токарного оборудования относятся удерживание и перемещение режущего инструмента. Конструкция суппорта включает:
- салазки, на которых устанавливается резцедержатель, располагаются в верхней части агрегата и имеют собственные направляющие;
- каретку – несущий элемент, перемещающийся по направляющим литой основы;
- устройство для фиксации резцов.
Перемещение механизма резцедержателя может осуществляться вручную (посредством зубчатого колеса и рейки) или механически (посредством винта и гайки). Верхние и перпендикулярные салазки перемещаются благодаря маточной гайке и винтам с лимбами. Маточная гайка имеет специальный разрез, благодаря которому имеется возможность выбора зазоров при соединении гайки с винтами.
Механизм фиксации резцов разворачивается на 360°, а все его стороны рабочие. Благодаря своим техническим особенностям резцедержатель может быть зафиксирован через каждые 45°. На клиньях располагаются специальные винты, благодаря которым компенсируются образующиеся в направляющих зазоры.
Привод настольной установки состоит из двигателя, который располагается на салазках внутри тумбы, двух клиноременных передач и промежуточного вала. Для работы электрического двигателя, мощность которого 0,5 кВт, требуется трехфазный ток.
Через промежуточный вал, который осуществляет регулировку ременного натяжения при помощи эксцентрикового устройства, передается вращение главному валу. На главном вале и электродвигателе установлены шкивы ступенчатой формы, которые, благодаря своим характеристикам, обеспечивают получение шести разных скоростей.
Основа агрегата предназначена для установки и фиксации всех остальных составляющих конструкции. Производится из литого чугуна, что обеспечивает ее надежность, и имеет коробчатую форму для удобства размещения прочих составляющих устройства. Станок устанавливается на столешницу посредством винтов, что обеспечивает дополнительной надежностью.
В левой тумбе стола находятся привод агрегата и его электросхема, а правая используется для хранения сменных зубчатых колес и резцов. В центре стола находится специальный ящик, который предназначен для хранения прочих необходимых приспособлений.
В передней части рабочей основы установлены гайка и ходовой винт, которые обеспечивают передвижения резцедержателя. При необходимости осевого перемещения заднего узла на основу устанавливаются направляющие в форме «Т», а сам узел оснащен специальными пазами. Резцедержатель перемещается в осевом направлении по треугольным направляющим.
К каретке резцедержателя крепится фартук устройства посредством специальных винтов. В фартуке находится разъемная гайка, которая запускается специальной рукоятью. Гайка и рукоять фиксируются в крайних позициях посредством механизма шарикового типа. Если гайка включена, то осевая подача резцедержателя производится механическим способом от ходового винта.
Если гайка выключена, подача производится вручную, путем вращения маховика. При ручной подаче передвижение резцедержателя осуществляется посредством зубчатого колеса и рейки. Частью конструкции фартука является резервуар, который обеспечивает фартук необходимой смазкой. Масляный раствор заливается в резервуар через каретку.
В конструкции агрегата имеется механизм подач, который позволяет задавать параметры для нарезки резьбы и скорость осевой подачи. Параметры регулируются посредством связи неподвижного зубчатого колеса, которое находится в коробке подач, и планетарной передачи, расположенной на ходовом винте. Подобная схема позволяет в 30 раз снизить число оборотов, которые совершает ходовой винт.
На дверках устройства установлены концевые выключатели, которые останавливают работу двигателя при открывании дверок в процессе его работы.
Управление конструктивными элементами токарного устройства производится посредством следующих органов:
- Рукоять переключения скорости вращения главного рабочего вала.
- Пусковик.
- Кнопочная станция.
- Рукоять изменения направления.
- Рукоять установки положения резцовой головки.
- Рукоять запуска маточной гайки.
- Рукоять передвижения верхних салазок.
- Рукоять установки положения пиноли заднего узла.
- Рукояти передвижения поперечных салазок.
- Маховик осевого перемещения резцедержателя.
Видео: токарный станок ТВ-16.
metmastanki.ru
Токарный станок ТВ 16
Чугунная станина коробчатой формы предназначена для поддержания и взаимного соединения основных узлов оборудования.
На рисунке 1 показан профиль станины, на котором расположены три различных паза.
Прямоугольный паз 3 предназначен для направления перемещения суппорта, призматических паз 1 – для перемещения задней бабки, а Т-образный паз 2 необходим для фиксации задней бабки.
В передней части станины расположен ходовой винт 4 и рейка 5.Осевой люфт ходового винта устраняется при помощи гайки и контрагайки 6.
Крепится станина на подставках 8 совместно с корытом для сбора стружки 2 к деревянному столу.
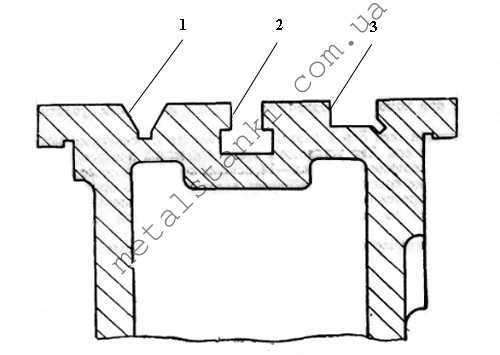
фото:станина токарного станка
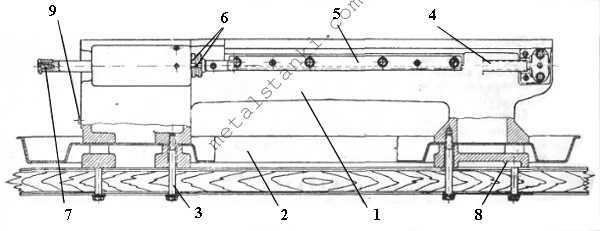
фото:станина в сборе
Передняя бабка предназначена для осуществления главного движения – вращения шпинделя.
Состоит из следующих основных частей:
- Корпус 1;
- Крышка 2;
- Шпиндель 3;
- Тензель 20;
- Рукоятка 19 для реверса подачи
Шпиндельная бабка с посаженным на него шкивом 4 установлена на двух подшипниках 9 и 12.
Подшипники представляют собой надрезанные вдоль трех образующих вкладыши с конической наружной поверхностью.
Осевой зазор между шпиндельной бабкой и вкладышем регулируется при помощи осевого перемещения вкладыша в корпусе гайкой 5.
Смазка шпинделя осуществляется двумя прессмасленками 16 и войлочными подушками 21.
Гитара сменных зубчатых колес токарного станка позволяет нарезать резьбы различного шага, а также предназначена для продольного перемещения суппорта станка.
Устройство гитары показано на рисунке 3.
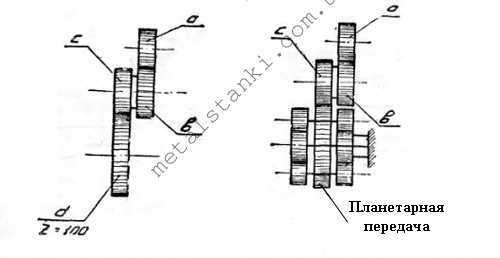
фото:гитара токарного станка
| 20 | 75 | 25 | 0,2 | 0,01 |
| 25 | 60 | 20 | 0,25 | 0,0125 |
| 20 | 60 | 30 | 0,3 | 0,015 |
| 20 | 60 | 35 | 0,35 | 0,0175 |
| 20 | 75 | 50 | 0,4 | 0,02 |
| 20 | 60 | 45 | 0,45 | 0,0225 |
| 20 | 60 | 50 | 0,5 | 0,025 |
| 30 | 75 | 50 | 0,6 | 0,03 |
| 50 | 75 | 35 | 0,7 | 0,035 |
| 20 | 60 | 75 | 0,75 | 0,0375 |
| 20 | 45 | 60 | 0,8 | 0,04 |
| 20 | 45 | 75 | 1 | 0,05 |
| 25 | 45 | 75 | 1,25 | 0,0625 |
| 60 | 30 | 25 | 1,5 | 0,075 |
| 35 | 45 | 75 | 1,75 | 0,0875 |
| 60 | 45 | 50 | 2 | 0,1 |
| 50 | 45 | 75 | 2,5 | 0,125 |
| 50 | 30 | 60 | 3 | 0,15 |
Фартук выполняет функцию передачи движения от ходового винта к суппорту при помощи разъемной гайки 3.Рукояткой 5 производится включение и выключение гайки.
При включенной гайки фартука, продольная подача суппорта осуществляется механически от ходового винта. При отключенной гайки, подача осуществляется вручную, вращением маховика с лимбом 6, при этом передвижение суппорта выполняется через шестерню 4 и рейку 5.
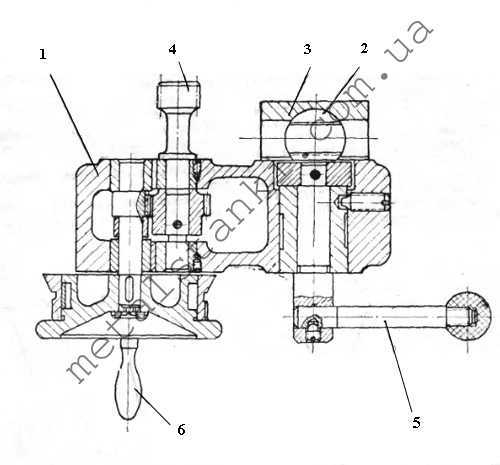
фото:фартук токарного станка
Задняя бабка предназначена для поддержания длинных деталей, во избежание радиального биения, а также для сверления отверстий.
Задняя бабка состоит из следующих основных узлов:
- Корпус 1;
- Плита 2;
- Пиноль 4;
- Винт 3;
- Гайка 5;
- Маховик 12
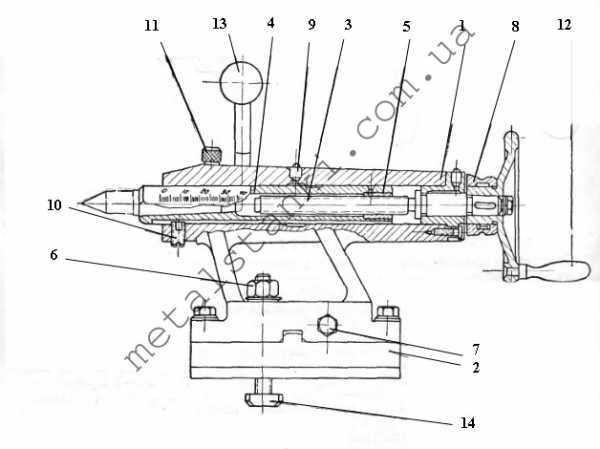
фото:задняя бабка токарного станка
Задняя бабка перемещается вдоль станины по призматическим направляющим и крепится в нужном положении при помощи пазового болта 14 и гайки 6.
Осевое перемещение пиноли 4 из корпуса задней бабки – 65 мм. Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.
Для точения конусных поверхностей предусмотрена возможность поперечного перемещения бабки 1 по плите 2 на 6 мм в двух направления от линии центров. При помощи винта 7 осуществляется перемещение.
Смазка трущихся поверхностей предусмотрена при помощи прессмасленки 9, а смазка центра – игольчатой пробкой 11.
| Высота центров,мм | 85 |
| Расстояние между центрами,мм | 250 |
| Наибольшая длина проточки,мм | 250 |
| Перемещение за один оборот лимба,мм: | |
| продольное | 32 |
| поперечное | 1,5 |
| Число резцов в резцедержателе | 4 |
| Конус Морзе шпинделя | 3 |
| Диаметр отверстия в шпинделе,мм | 18 |
| Конус Морзе задней бабки | 1 |
| Наибольшее перемещение пиноли,мм | 65 |
| Габариты станка,мм: | |
| длина | 1150 |
| ширина | 600 |
| высота | 1200 |
| Вес станка,кг | 180 |
Видео:Токарный станок ТВ 16
Задняя бабка перемещается вдоль станины по призматическим направляющим и крепится в нужном положении при помощи пазового болта 14 и гайки 6.
Осевое перемещение пиноли 4 из корпуса задней бабки – 65 мм. Вращением маховика 12 осуществляется перемещение винта 3 в гайке 5, тем самым выдвигается пиноль из корпуса. Фиксация бабка производится при помощи рукоятки 13.
Для точения конусных поверхностей предусмотрена возможность поперечного перемещения бабки 1 по плите 2 на 6 мм в двух направления от линии центров. При помощи винта 7 осуществляется перемещение.
Смазка трущихся поверхностей предусмотрена при помощи прессмасленки 9, а смазка центра – игольчатой пробкой 11.
www.metalstanki.com.ua
ТВ 16 характеристики
Технические характеристики настольного токарно-винторезного станка позволяют обрабатывать простые заготовки из металла методом точения.
Основные размеры
- Высота центров, мм – 85
- Расстояние между центрами, мм – 250
Размеры обрабатываемых деталей
- Максимальный диаметр обрабатываемой детали, мм:
- Прутка – 18
- Над верхней частью суппорта – 90
- Над нижней частью суппорта – нет
- Над станиной – 160
- Наибольшая длинна обточки, мм – 250
Параметры нарезаемой резьбы
- Шаг нарезаемой резьбы:
- Метрической – 0,2…3
- Дюймовой – нет
- Модульной – нет
Суппорт
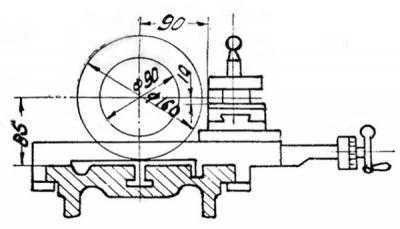
Рисунок – Эскиз суппорта станка ТВ 16
- Число резцов в резцедержателе – 4
- Максимальные размеры державки резца (ШхВ), мм – 12х15
- Высота опорной поверхности резца по линии центров, мм – 10
- Наибольшее расстояние от оси центров до кромки резцедержателя, мм – 90
- Количество резцовых головок в суппорте – 1
- Наибольшее перемещение, мм:
- Продольное – 260
- Поперечное – 100
- Выключающие упоры – нет
- Быстрое перемещение суппорта – нет
- Перемещение на одно деление лимба, мм:
- продольное – 0,5
- поперечное – 0,05
- Перемещение на один оборот лимба, мм:
- продольное – 32
- поперечное – 1,5
Резцовые салазки
- Наибольший угол поворота, град. ± 60
- Цена одного деления шкалы поворота, град. – 1
- Наибольшая длина перемещения, мм – 100
- Перемещение на одно деление лимба, мм – 0,05
- Перемещение на один оборот лимба, мм – 1,5
Прочие характеристики
- Резьбоуказатель – нет
- Предохранение от перегрузки – есть
- Блокировка – есть
Шпиндель
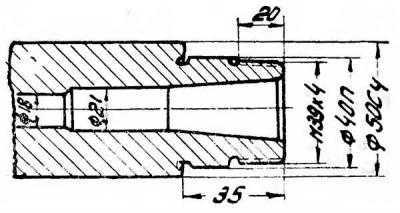
Рисунок – Эскиз конца шпинделя станка тв 16
- Диаметр сквозного отверстия в шпинделе, мм – 18
- Центр в шпинделе, Морзе – №3
- Торможение шпинделя – нет
- Блокировка рукояток – нет
Задняя бабка
- Конус-система Морзе – №1
- Наибольшее перемещение пиноли, мм 65
- Цена одного деления перемещения пиноли, мм:
- Величина поперечного смещения задней бабки, мм ±5
- Величина поперечного смещения на 1 деление в мм – нет
Габариты и масса
- Масса, кг – 150
- Габариты, мм:
- Длинна – 1150
- Ширина – 600
- Высота – 1200
www.stanoktehpasport.ru
i-perf.ru