Коническая развертка – Развертки конические. Справочник
alexxlab | 21.03.2020 | 0 | Разное
Развертки конические. Справочник
 |
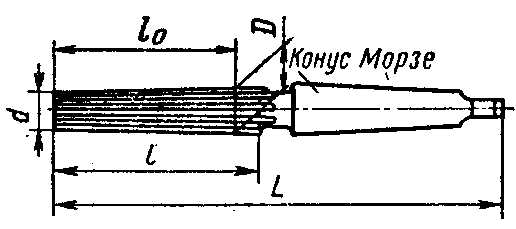 |
Развёртки конические из стали 9ХС
(допускается сталь Р9, Р18 или Р6М5)
| Обозначение разверток 2372*1 | Для конуса Морэе | Размеры, мм | Конус Морзе хвостовика | ||||
| D | L | l | l0 | d | |||
| Под конус Морзе с цилиндрическим хвостовиком по ГОСТ 11182 – 81 | |||||||
| 0132> | 0 | 9,045 | 64 | 48 | 6,2 | 1 | |
| 0133 | 1 | 12,065 | 100 | 67 | 50 | 8 | |
| 0134 | 2 | 17,780 | 125 | 80 | 61 | 11 | 2 |
| 0135 | 3 | 23.825 | 150 | 97 | 76 | 16 | 3 |
| 0136 | 4 | 31,267 | 180 | 120 | 91 | 20 | |
| 0137 | 5 | 44,399 | 230 | 150 | 124 | 29 | 4 |
| 0138 | 6 | 63,348 | 310 | 205 | 172 | 35 | 5 |
| Под укороченный конус Морзе по ГОСТ 11181 – 81 | |||||||
| – | 0а | 7,067 | 55 | 13 | 4,9 | – | |
| 1a | 10,094 | 60 | 28 | 15 | 6,2 | ||
| 1в | 12,065 | 70 | 34 | 20 | 8 | ||
| 2а | 15,733 | 85 | 42 | 25 | 10 | ||
| 2в | 17,780 | 100 | 52 | 34 | 11 | ||
| За | 21,793 | 110 | 60 | 42 | 14,5 | ||
| Зв | 23,825 | 128 | 70 | 62 | 16 | ||
| 4в | 31,267 | 135 | 75 | 53 | 20 | ||
| 5в | 44,399 | ПО | 90 | 65 | 29 | ||
| С коническим хвостовиком под конус Морзе по ГОСТ 10079 – 81 | |||||||
| 0131 | 0 | 9,045 | 140 | 64 | 48 | – | 1 |
| 0132 | 1 | 12,065 | 145 | 67 | 50 | ||
| 0133 | 2 | 17,780 | 175 | 80 | 61 | 2 | |
| 0134 | 3 | 23,825 | 215 | 97 | 76 | 3 | |
| 0135 | 4 | 31,267 | 240 | 120 | 91 | ||
| 0136 | 5 | 44,399 | 295 | 150 | 124 | 4 | |
| 0137 | 6 | 63,348 | 385 | 205 | 172 | 6 | |
Общее обозначение разверток.
*1. Примеры обозначения разверток:
с цилиндрическим хвостовиком под конус Морзе 3 Развертка Морзе 3 ГОСТ 11182 – 81 2372-0135
под укороченный конус Морзе 3а Развертка Морзе 3а ГОСТ 11181 – 81
с коническим хвостовиком Развертка Морзе 3 ГОСТ 10079 – 81 2373-0134
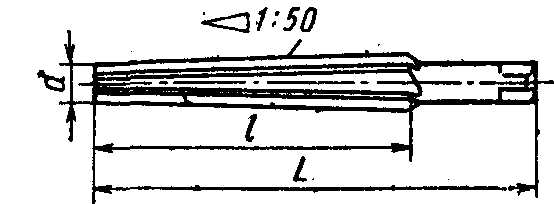
Развертки конические из стали 9ХС (допускается сталь Р9 и Р18)
| Обозначение разверток 2372 *2 | Размеры, мм | ||||
| D | L | l | l0 | d | |
| Под конические штифты, конусность 1 : 50 по ГОСТ 11177 – 81 | |||||
| – | 3,0 | 70 | 45 | – | 3,4 |
| 4,0 | 80 | 55 | |||
| 5,0 | 90 | 65 | 4,3 | ||
| 6.0 | 105 | 80 | 5,5 | ||
| 8,0 | 136 | 100 | 7,0 | ||
| 10,0 | 160 | 125 | 9,0 | ||
| 12,0 | 200 | 160 | 11,0 | ||
| 16,0 | 235 | 195 | 14,5 | ||
| 20,0 | 270 | 225 | 18,0 | ||
| 25,0 | 285 | 230 | 22,0 | ||
| 30,0 | 295 | 235 | 24,0 | ||
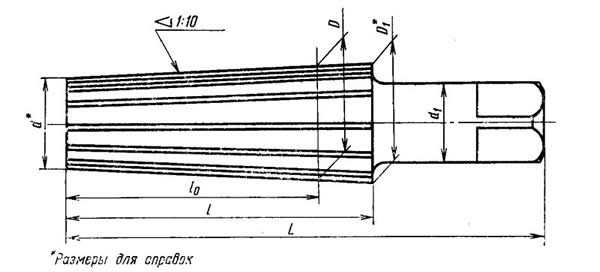
Для обработки отверстий насадных зенкеров и разверток конусность 1 : 30 по ГОСТ 11184 – 81
| Обозначение разверток 2372*2 | Размеры, мм | ||||
| D | L | l | l0 | d | |
| 0101 | 13 | 120 | 80 | 62 | 9 |
| 0102 | 16 | 130 | 90 | 72 | 11 |
| 0103 | 19 | 150 | 102 | 84 | 12 |
| 0104 | 22 | 170 | 117 | 93 | 16 |
| 0105 | 27 | 190 | 129 | 105 | 18 |
| 0106 | 32 | 200 | 138 | 114 | 20 |
| 0107 | 40 | 225 | 156 | 126 | 24 |
| 0108 | 50 | 250 | 168 | 138 | |
| 0109 | 60 | 270 | 184 | 154 | 32 |
*2. Примеры обозначения разверток:
D = 10 мм, L = 160 мм с конусностью 1:50 Развертка 1 : 50 – 10 х 160 ГОСТ 11177 – 81
D = 16 мм, с конусностью 1 : 30 Развертка 1 : 30 – 16 ГОСТ 11184 – 81 2372-0102
Развертки, конические с коническим хвостовиком под штифты а) с конусностью 1 : 50 по ГОСТ 10081 – 81 б) с конусностью 1 : 30 по ГОСТ 10082 – 81 в) винтовые машинные из быстрорежущей стащи Р9 под штифты с конусностью 1 : 50
| Обозначение разверток 2373*3 | D | L | l | d | Конус Морзе | |
| прямозубых | винтовых | |||||
| – | 0001 | 6 | 160 | 80 | 6 | 1 |
| 0003 | 8 | 180 | 100 | |||
| 0005 | 10 | 205 | 125 | |||
| 0021 | 12 | 260 | 160 | 2 | ||
| 0007 | 13 | |||||
| 0009 | 16 | 295 | 195 | |||
| 0011 | 20 | 345 | 225 | 3 | ||
| 0013 | 25 | 350 | 230 | 10 | ||
| 0015 | 30 | 380 | 235 | |||
| 0017 | 40 | 410 | 265 | 4 | ||
*3. Примеры обозначения разверток:
конической D = 8 мм, l = 100 с конусностью 1 : 50 Развертка 1 : 60 – 8 x 100 ГОСТ 10081 – 81
винтовой, машинной из быстрорежущей стали Р9 Развертка 2373-0003 – Р9
конической D = 16 мм, с конусностью 1:30 Развертка 1 : 30 – 16 ГОСТ 10082 – 81
osntm.ru
Развертка коническая (ГОСТ 10083-81) – один из видов большого класса инструментов, которые призваны корректировать грубо проделанное отверстие в какой-либо поверхности. О ее работе мы и поговорим ниже. Развертка ручная коническая и другие разновидности приспособленияДля того чтобы получить отверстия с чистой поверхностью или же в случае, если требуется точная подгонка отверстия под какую-то шлифованную деталь, производится процесс, называемый развертыванием. Его можно выполнить вручную или же использовать для этого сверлильный станок, на который устанавливаются развертки. В первом случае при производстве работ ручная коническая развертка вращается воротком. Эти инструменты бывают цилиндрическими, коническими и ступенчатыми (по типу отверстия, обрабатываемого ими). В отношении точности они делятся на следующие: указывающие квалитет (для цилиндрических разверток), те, что указывают качество (черновые, чистовые и промежуточные между ними – для конических типов). Сюда же можно отнести развертки цилиндрические с калиброванным припуском, необходимые для того, чтобы дальше шлифовать инструмент до нужного размера. И последний тип в этой группе – регулируемые развертки. По тому, каким способом зажимаются, они делятся на:
На рабочей части этого приспособления есть нарезанные зубья, как правило, их от 6 до 14, вдоль них расположены канавки, образующие режущие кромки. Часть, которая находится снизу развертки, предназначена для снимания стружки, а та, что вверху, названная калибрующей, может пускать инструмент в нужном направлении, чтобы полностью калибровать отверстия. В целом инструмент необходим для того, чтобы развертывать конусные отверстия. Припуск, допускаемый при черновом этапе работ, составляет не более пятой части одного миллиметра, а для чистового принимается равным десятой части миллиметра. Развертывание – какие ошибки нельзя допускать?Для получения как можно более чистой обработанной поверхности, а также, чтобы охлаждать инструмент во время работы, отверстия, которые были сделаны сверлом в стальном изделии, смазываются маслом из минералов. В случае же, если рабочая поверхность является медной, отверстие обрабатывают эмульсией, при алюминии – скипидаром, а если это латунь или бронза – отверстия оставляют без смазки, так как они развертываются в сухом состоянии. Высокого качества процесса обрабатывания можно достичь, если в развертке имеется довольно много кромок, режущих металл. Именно благодаря этому инструментом можно снимать малый припуск. Ведь, снимая маленькую толщину металла, можно получить довольно высокую точность. Частой ошибкой является неправильный выбор инструмента для развертывания: многие для этой цели выбирают вместо развертки зенкер. Это получистовой инструмент, не способный показать большую точность, у него меньше режущих заточек, да и вообще он предназначен для других целей. Поэтому к выбору инструмента нужно подходить внимательно. Да и в рамках одного вида инструментов следует грамотно выбирать тип. Развертка коническая – особенности инструментаОдин из видов разверток, описываемый в этой статье, конический, применяют при работе, проходящей в более сложных условиях, чем те, когда работают цилиндрическими типами. Это связано с тем, что у последних небольшие режущие кромки, а припуск они снимают незначительный. Конические же развертки, напротив, для резки используют всю свою длину. В связи с этим, при работе с ними скорость работы и подача металла происходят медленнее, чем если бы использовался цилиндрический вид разверток. Вышеупомянутые инструменты конического типа используют, чтобы развертывать конические отверстия. Для этого в комплекте находится три элемента: обдирочный, промежуточный и чистовой инструменты. Изготавливаются они для устройства конических резьб и конуса Морзе. Для качественного производства применяется сталь марок УЮА, У12А и прочие, а также пластинки, выполненные из твердых сплавов. Интересная особенность конических разверток заключается в следующем. У них на зубьях, расположенных прямолинейно, устраиваются поперечные прорези, через которые выводится снятая стружка, при этом они расположены не по всей длине зуба, что позволяет работать с инструментом, прилагая небольшие усилия.
Это приспособление может быть выполнено и в форме пирамиды с тремя, пятью или восемью гранями, с режущими ребрами. Конические развертки могут быть винтовыми, притом всего с одним или парой зубьев. Размер винтовых инструментов составляет в диаметре до 5 см, они широко используются при ремонте паровозов. Такой инструмент сегодня нашел достаточно большое применение в сфере строительства и ремонта благодаря своей долговечности, надежности, а также фактору, который заключается в том, что такой разверткой можно обрабатывать отверстия с большим припуском, а особенно при наличии в них отверстий шпоночного паза. К минусам можно отнести то, что для смены развертки, в случае надобности, может потребоваться немало времени. Этапы работы с конической разверткойПромежуточная коническая развертка устроена так: её прорези делаются меньше, да и профиль их отличается. Если же упомянуть чистовую развертку, то на ней никаких канавок для лома стружек нет. Ступени на зубьях расположены по винтовой линии на конусе, угол которого равен значению, отмеченному на наклоне конуса Морзе. Поэтому направление, по которому идет резьба, совпадает с тем, в какую сторону производится резание. После предварительной обработки отверстия другим инструментом берется развертка, которой цилиндрическое отверстие мы превращаем в коническое или же с помощью которой проводим калибровку. Зубья на ней, число которых колеблется от трех до восьми (зависит от размеров конуса для обработки), сзади имеют тыльную поверхность. Шаг этого инструмента, как правило, делается равным предыдущим шагам и является равномерным. Конические развертки, применяемые для кранов и инструментов, обычно изготавливают по одной для каждого отверстия. Их элементы конструктивного плана выбираются по такому же принципу, как и в случае с цилиндрическими развертками. Для отверстий, конус которых планируется делать малым (от 1/50 до 1/30) применяют лишь одну развертку. Если же конусность решают сделать большой, в этом случае необходимо срезать большой и неравномерный припуск. Из-за этого развертывание делается при помощи комплекта инструментов, состоящего из трех экземпляров. Принцип черновой развертки напоминает суть работы зенкера, упомянутого выше. В ней есть режущая ступенчатая кромка, благодаря которой получается ступенчатое отверстие. После неё используется промежуточный тип. Взглянув на этот инструмент, легко увидеть канавки для разделения стружек, они сделаны в виде резьбы. Последней применяется чистовая развертка, снимающая мелкую стружку всей своей кромкой, удобно устроенной для резания. Её зубья острые, имеют один и тот же шаг. Скорость, с которой режут металл при развертывании с использованием конических инструментов, – 6-10 м/минуту. Для измерения поверхности применяют такие приборы, как угломеры, калибры и шаблоны. |






www.emomi.com
Развертка – что это, применение, типы и классификация, назначение, ГОСТы.
Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости. Основное назначение развертки – это доводка отверстий после сверления, растачивания или зенкерования, позволяет достичь 6-9 квалитета точности и шероховатости до показателя Ra = 0,32…1,25 мкм.
Классификация разверток
В металлообработке применяются различные типы разверток, подразделяемые по следующим признакам:
Форма обрабатываемого отверстия:
- Цилиндрические развертки.
- Конические развертки под различные типы конусов.
- Развертки ступенчатые.
Точность развертки отверстия:
- Номер квалитета для цилиндрических инструментов.
- Уровень обработки отверстия (черновой, промежуточный, чистовой) – для конических.
- Регулируемые развертки – раздвижные, шкворневые или разжимные.
Способ зажима:
- Ручные с квадратным хвостовиком.
- Цилиндрический хвостовик (машинные развертки).
- Конические машинные.
- Машинные насадные.

Также развертки подразделяются по количеству режущих кромок, материалу и форме канавок для отвода стружки (спиральные или прямые).
Конструкция развертки
Высокое качество обработки обеспечивает конструкция развертки – большое количество режущих кромок обеспечивающих небольшой припуск при снятии металла. Процесс резания осуществляется при вращении и одновременном поступательном движении инструмента вдоль оси обрабатываемого отверстия.
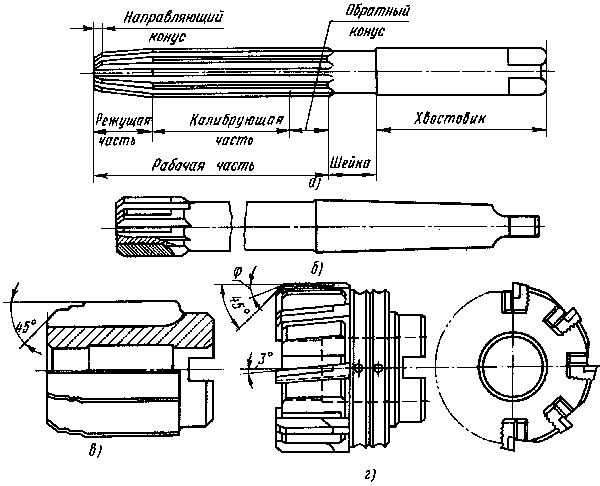
Выше приведены рисунки четырёх типов разверток:
- а) Ручная с цилиндрическим хвостовиком.
- б) Машинная с коническим хвостовиком цельная.
- в) Машинная цельная
- г) Машинная сборная со сменными режущими элементами.
Инструмент имеет от 6 до 16 зубьев неравномерно (как правило) распределенных по окружности для повышения качества обработки. Рассмотрим конструкцию на примере ручной развертки цельной с хвостовиком цилиндрической формы. Инструмент состоит из трех основных частей – рабочей, шейки и хвостовика. В свою очередь рабочая часть развертки состоит из направляющей, режущей и калибрующих частей, а также обратного конуса. Основную часть процесса выполняет режущая часть, которая у ручного инструмента значительно длиннее, чем у машинного.
Основные приемы работы с развертками
Сверло для подготовки отверстия подбирается под диаметры разверток по металлу. Обязательно должен быть небольшой припуск – сверло должно быть меньше на 0,2 – 0,3 мм при черновой развертке, и не более чем 0,05 – 0,1 мм при чистовой. Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности.
При ручной развертке:
- Развертка крепится в воротке и смазывается.
- Заборная часть должна входить таким образом, чтобы полностью совпали оси развертки и отверстия.
- Для проверки положения развертки можно использовать угольник в двух плоскостях расположенных перпендикулярно по отношению друг к другу.
- Вращение начинайте вправо с небольшим давлением сверху.
- Вращение осуществляйте плавно, на небольшой скорости, без рывков. Не ускоряйте вращение даже при легком ходе.
- Обратное вращение недопустимо, так как возможна поломка режущих кромок и задиров на поверхности отверстия. Развертка осуществляется за один проход с одной стороны.

Советы при машинной развертке:
- Развертка крепится так же как и сверло. Сам процесс сходен со сверлением и желательно его выполнять без смены установки детали, сразу после подготовки отверстия.
- Часто развертка крепится в качающихся державках, что позволяет инструменту самоцентрироваться по оси отверстия.
- Желательно использование автоматической подачи, скорость резания должна быть в 2-3 раза ниже, чем при сверлении.
- Необходимо использование значительного количества смазки.
- Чем ниже количество оборотов и скорость подачи – тем выше качество отверстия и стойкость инструмента.
Действующие ГОСТы
Определяет параметры развертки ГОСТ 29240-91. Допуски регулирует ГОСТ 11173-76. Так же на каждый тип развертки есть свой действующий стандарт определяющий её конструкцию и размеры. На ручные цилиндрические – ГОСТ 7722-77, на машинные цельные – ГОСТ 1672-80 и т. д. для всех типов инструмента.
mekkain.ru
Развертки конические
Развертки предназначены для снижения шероховатости поверхности, повышения точности размеров и формы отверстия.
Развертки ручные конические конусностью 1:30 с цилиндрическим хвостовиком ГОСТ 11184-84
| Обозначение | D | D1 | d | L |
| 2372-0101 | Развертка ручная коническая 1:30 ц/х 13 | 13,6 | 10,9 | 80 |
| 2372-0102 | Развертка ручная коническая 1:30 ц/х 16 | 16,6 | 13,6 | 90 |
| 2372-0103 | Развертка ручная коническая 1:30 ц/х 19 | 19,6 | 16,2 | 102 |
| 2372-0104 | Развертка ручная коническая 1:30 ц/х 22 | 22,8 | 18,9 | 117 |
| 2372-0105 | Развертка ручная коническая 1:30 ц/х 27 | 27,8 | 23,5 | 129 |
| 2372-0106 | Развертка ручная коническая 1:30 ц/х 32 | 32,8 | 28,2 | 138 |
| 2372-0107 | Развертка ручная коническая 1:30 ц/х 40 | 41 | 35,8 | 158 |
| 2372-0108 | Развертка ручная коническая 1:30 ц/х 50 | 51 | 45,4 | 168 |

Развертка ручная 1:30 ф20
Развертки ручные конические конусностью 1:50 с цилиндрическим хвостовиком ГОСТ 11177-84
| Обозначение | D | D1 | d | L |
| 2372-0035 | Развертка ручная коническая 1:50 ц/х 0,6 | 0,9 | 0,5 | 20 |
| 2372-0036 | Развертка ручная коническая 1:50 ц/х 0,8 | 1,18 | 0,7 | 24 |
| 2372-0001 | Развертка ручная коническая 1:50 ц/х 1 | 1,46 | 0,9 | 28 |
| 2372-0031 | Развертка ручная коническая 1:50 ц/х 1,2 | 1,74 | 1,1 | 32 |
| 2372-0201 | Развертка ручная коническая 1:50 ц/х 1,5 | 2,14 | 1,4 | 37 |
| 2372-0032 | Развертка ручная коническая 1:50 ц/х 1,6 | 2,26 | 1,5 | 38 |
| 2372-0003 | Развертка ручная коническая 1:50 ц/х 2 | 2,86 | 1,9 | 48 |
| 2372-0004 | Развертка ручная коническая 1:50 ц/х 2,5 | 3,36 | 2,4 | 48 |
| 2372-0005 | Развертка ручная коническая 1:50 ц/х 3 | 4,06 | 2,9 | 58 |
| 2372-0007 | Развертка ручная коническая 1:50 ц/х 4 | 5,26 | 3,9 | 68 |
| 2372-0009 | Развертка ручная коническая 1:50 ц/х 5 | 6,36 | 4,9 | 73 |
| 2372-0011 | Развертка ручная коническая 1:50 ц/х 6 | 8 | 5,9 | 105 |
| 2372-0013 | Развертка ручная коническая 1:50 ц/х 8 | 10,8 | 7,9 | 145 |
| 2372-0015 | Развертка ручная коническая 1:50 ц/х 10 | 13,4 | 9,9 | 175 |
| 2372-0033 | Развертка ручная коническая 1:50 ц/х 12 | 16 | 11,8 | 210 |
| 2372-0019 | Развертка ручная коническая 1:50 ц/х 16 | 20,4 | 15,8 | 230 |
| 2372-0021 | Развертка ручная коническая 1:50 ц/х 20 | 24,8 | 19,8 | 250 |
| 2372-0023 | Развертка ручная коническая 1:50 ц/х 25 | 30,7 | 24,7 | 300 |
| 2327-0203 | Развертка ручная коническая 1:50 ц/х 30 | 36,1 | 29,7 | 320 |
| 2372-0025 | Развертка ручная коническая 1:50 ц/х 32 | 38,1 | 31,7 | 320 |
| 2372-0027 | Развертка ручная коническая 1:50 ц/х 40 | 46,5 | 39,7 | 340 |
| 2372-0029 | Развертка ручная коническая 1:50 ц/х 50 | 56,9 | 49,7 | 360 |

Развертка ручная 1:50 ф12
Развертки конические с цилиндрическим хвостовиком под конусы Морзе ГОСТ 11182-71
Развертка ручная КМ1
| Обозначения разверток | КМ | D1 | d | L |
| 2373-0132 | Развертка коническая КМ 0 | 9,722 | 6,547 | 61 |
| 2373-0133 | Развертка коническая КМ 1 | 12,863 | 9,571 | 66 |
| 2373-0134 | Развертка коническая КМ 2 | 18,679 | 14,733 | 79 |
| 2373-0135 | Развертка коническая КМ 3 | 24,829 | 20,01 | 96 |
| 2373-0136 | Развертка коническая КМ 4 | 32,41 | 26,229 | 119 |
| 2373-0137 | Развертка коническая КМ 5 | 45,767 | 37,873 | 150 |
| 2373-0138 | Развертка коническая КМ 6 | 65,016 | 54,171 | 208 |
Развертки машинные конические конусностью 1:16 с коническим хвостовиком ГОСТ 6226-71.
| Обозначения разверток | Обозначения размеров резьбы | D1 | d | L |
| КОНИЧЕСКИЕ | ||||
| 2373-0031 | Развертка машинная К 1/16 | 7,014 | 5,726 | 20 |
| 2373-0032 | Развертка машинная К 1/8 | 9,454 | 8,141 | 22 |
| 2373-0033 | Развертка машинная К 1/4 | 12,127 | 10,439 | 28 |
| 2373-0034 | Развертка машинная К 3/8 | 15,672 | 13,859 | 30 |
| 2373-0035 | Развертка машинная К 1/2 | 19,191 | 17,102 | 35 |
| 2373-0036 | Развертка машинная К 3/4 | 24,729 | 22,447 | 38 |
| 2373-0037 | Развертка машинная К 1 | 30,882 | 28,194 | 45 |
| 2373-0038 | Развертка машинная К 1 1/4 | 39,764 | 36,888 | 48 |
| 2373-0039 | Развертка машинная К 1 1/2 | 45,958 | 42,957 | 50 |
| 2373-0040 | Развертка машинная К 2 | 58,058 | 54,933 | 52 |
| КОНИЧЕСКИЕ ТРУБНЫЕ | ||||
| 2373-0051 | Развертка машинная Ктр 1/8 | 9,192 | 7,879 | 22 |
| 2373-0052 | Развертка машинная Ктр 1/4 | 12,196 | 10,508 | 28 |
| 2373-0053 | Развертка машинная Ктр 3/8 | 15,701 | 13,888 | 30 |
| 2373-0054 | Развертка машинная Ктр 1/2 | 19,445 | 17,351 | 35 |
| 2373-0055 | Развертка машинная Ктр 3/4 | 24,994 | 22,713 | 38 |
| 2373-0056 | Развертка машинная Ктр 1 | 31,356 | 28,668 | 45 |
| 2373-0057 | Развертка машинная Ктр 1 1/4 | 40,079 | 37,204 | 48 |
| 2373-0058 | Развертка машинная Ктр 1 1/2 | 45,972 | 42,972 | 50 |

Развертка машинная Ктр 2
Развертка коническая ГОСТ 10083-81, Развертка коническая Конусность 1:10 ГОСТ 11179-71, Развертка коническая под конические штифты ГОСТ 6312-52, Развертка коническая под укороченные конусы Морзе ГОСТ 11181-71, Развертка коническая с коническим хвостовиком под конусы Морзе ГОСТ 10079-71, Развертка коническая с цилиндрическим хвостовиком под конусы Морзе ГОСТ 11182-71, Развертка коническая с цилиндрическим хвостовиком под метрические конусы Конусность 1:20 ГОСТ 11183-71, Развертка машинная коническая конусностью 1:16 с коническим хвостовиком. ГОСТ 6226-71. Развертки машинные конические конусностью 1:30 с коническим хвостовиком ГОСТ 10082-71. Развертки машинные конические конусностью 1:50 ГОСТ 10081-84. Развертки конические. Конусность 1:7 ГОСТ 11180-71.
www.vladpm.ru
Развертка коническая и цилиндрическая – все о их работе + видео
Зенкерование, сверление и растачивание не будут считаться завершенными, если проигнорировать развертывание отверстий. Поговорим о нем и уделим особенное внимание особенностям обработки крупногабаритной обечайки, ведь в этом случае технологический процесс имеет значительные отличия от стандартных операций.
1 Зачем иметь такой инструмент?
Развертка – это режущий элемент для доводки отверстий (глухих и сквозных), так как даже если вы взяли сверло на 10 мм, то полученное отверстие может иметь меньший диаметр. Дополнительное развертывание позволит расширить его до нужных размеров. По сути, эта технологическая операция – чистовая обработка, чтобы добиться требуемых чистоты и точности. Ведь не только сверление, но и более точное зенкерование нуждается в доводке. Особых расчетов эта операция не требует, так как мы лишь доводим отверстие заданного диаметра и длины. Провести все расчеты следует еще на этапе сверления или когда предполагается зенкерование.

Режущий элемент для доводки отверстий
Рекомендуем ознакомиться
Добиться такого результата можно благодаря большому количеству режущих кромок. Инструмент одновременно вращается и совершает поступательное движение вдоль оси. В это время снимается тончайший слой металла. С помощью специального приспособления можно получить точные цилиндрические и конические отверстия. Конусность их составляет 1:10 и 1:50, так что предварительно следует провести все расчеты, чтобы определиться с параметрами.
Этот инструмент можно применить в строительстве, машиностроении, промышленных отраслях, быту. С его помощью возможна обработка глухих отверстий. А посредством специальной установки делают развертывание крупногабаритной обечайки, конечно, в этом случае особое внимание следует уделить предварительным расчетам. Это изделие прекрасно зарекомендовало себя при работе с легированными, конструкционными, цементированными и углеродистыми сталями. Также оно без проблем справится с различными сплавами, такими как алюминий, бронза, медь и даже чугун.
2 Виды приспособлений для доводки
Ручная развертка (ГОСТ 7722–77) используется совместно со специальным воротком. Размерный ряд этого приспособления начинается от нескольких миллиметров и достигает более 50, при этом шаг составляет 1 мм. Возможны некоторые отклонения по размерам, они указываются в ГОСТ 13779–77. Чтобы инструмент легче заходил в отверстие, его нижняя часть делается немного меньше основной. Различается и тип зуба. Наиболее распространенный – прямой, встречаются изделия с винтовыми зубьями. Последние идеально подходят для обработки прерывистых отверстий либо легких металлов. Канавки для отвода стружки имеют направление противоположное вращению, что препятствует заеданию и самозатягиванию. Стоимость во многом зависит от размера, например, цена режущего инструмента на 10 мм около 1 доллара, а на 50 мм – превышает 20 долларов.
Машинная развертка имеет специальный хвостовик конической формы, благодаря которому ее можно установить в станок. Их особенность – короткая рабочая часть и меньшее количество зубьев. Выпускается этот инструмент в соответствии с ГОСТ 883–80, а допустимые отклонения указываются в стандарте 13779–77. К недостаткам такой насадки следует отнести невозможность регулирования размера по мере износа.

Машинные развертки с хвостовиком конической формы
Иногда проводятся особенно точные расчеты и диаметр отверстий может составлять несколько миллиметров с десятыми долями, например, 8,5 мм. В этом случае нам понадобится регулируемый элемент, изменяющий свои размеры от 1 до 3 мм в зависимости от диаметра. Для изделия диаметром 10 мм шаг составляет 0, 75 мм, а самым крупным инструментом можно обработать отверстие диаметром от 47 до 50 мм. Чтобы выставить нужный размер, следует открутить гайку, расположенную сверху и подтянуть нижнюю. Во время этой операции режущие пластинки смещаются. Узнают выставленный диаметр замером рабочей части штангенциркулем.
Существуют еще раздвижные, или разжимные, приспособления. Внутри них находится шарик, а снизу располагается регулировочный винт, ослабляя или затягивая который можно менять положение шарика. Если он движется наверх, то диаметр режущей части увеличивается и наоборот. Правда, в этом случае изменить размер получится максимум на 0,5 мм и то это при обработке больших отверстий, достигающих 50 мм. Нужно быть аккуратным при работе с этим элементом, так как перекрутив винт можно деформировать корпус.
Несколько отличается и форма рабочей части. Например, коническая позволяет сделать аналогичные отверстия конусностью 1:10 и 1:50, а чтобы получить пробоину цилиндрической формы, потребуется уже другой инструмент. При этом направляющие ленточки могут быть прямыми либо левыми.
3 Конструкция развертки и требования ГОСТ 7722–77
Состоит инструмент из режущей и калибрующей части. На качество работ влияют количество зубьев, их угол наклона, шаг и направленность, профиль канавки. Угол конуса отвечает за соотношение составляющих усилий резания, для простейших инструментов он составляет всего 1–2°, а вот если необходима машинная обработка, то эта характеристика может достичь 15°. Окружной шаг обычно неравномерный. Это предотвратит образование продольных рисок на поверхности.

Инструмент для разверстки
На калибрирующей части располагается специальная ленточка заданной длины и ширины, которая выглаживает отверстие. Чем она уже, тем ниже стойкость инструмента, но при этом улучшается качество обработки. Увеличение числа зубьев положительно влияет на направленность и точность обработки, но ухудшает отвод стружки. Задний угол составляет всего несколько градусов чтобы повысить стойкость инструмента, а передний равен нулю. Изготавливаются режущие элементы диаметром до 10 мм с наружными центрами.
В ГОСТ 7722–77 указаны требования к ручным инструментам для обработки отверстий цилиндрической формы, а ГОСТ 13779–77 отвечает за дефекты.
4 Главные принципы развертывания
Прежде чем приступать к работе, следует провести некоторые расчеты и определиться с типом инструмента. Если необходима коническая развертка, то следует выбрать конусность 1:10 или 1:50. Эти тонкости не надо учитывать в инструменте цилиндрической формы. Развертывание может быть получерновым, в этом случае припуск должен составлять 0,1–0,15 мм, а когда речь идет о чистовой обработке, то он равен 0,05–0,1 мм, и чем больше эта величина, тем большее количество заходов придется сделать.

Коническая развертка
Сначала нужно обеспечить строгую соосность и только после этого приступать к активным действиям. При работе со сталями следует пользоваться специальными эмульсиями и минеральными маслами, оказывающими смазывающее и охлаждающее действие. Для бронзы такие средства не применяются. Очень часто проводится и предварительная операция – зенкерование.
5 Обработка обечайки больших изделий
Каковы особенности инструмента для развертки крупногабаритной обечайки? Этот рабочий элемент отличается от простых изделий, выполненных в соответствии с ГОСТ 7722–77, так как он предназначен для работ с крупногабаритными деталями. По сути, это целый агрегат, состоящий из пуансона, опор, нажимного штока, держателей, тяги и матрицы. Деталь устанавливается на пуансон таким образом, чтобы паз обечайки располагался в верхней области и был симметричен оси. Затем обрабатываемый элемент надвигают на держатели и устанавливают опоры. Передвижная плита перемещается вниз и клин входит в подготовленную полость. Так происходит предварительная обработка обечайки.
Затем опорные поверхности держателей и плит соединяются, в результате чего первые жестко фиксируются. Теперь необходимо убрать опоры и продолжить движение рабочего инструмента вниз, чтобы сделать финишную доводку обечайки. Если рабочая поверхность пуансона истерлась, то ее меняют с опорной, для этого достаточно просто развернуть элемент на 180°, то же самое можно проделать и с матрицей. Особых расчетов эта операция не требует, да и зенкерование также не нужно.
tutmet.ru
ГОСТ 6226-71 Развертки машинные конические конусностью 1:16 с коническим хвостовиком. Основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РАЗВЕРТКИ КОНИЧЕСКИЕ
КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 6226-71
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
РАЗВЕРТКИ
МАШИННЫЕ КОНИЧЕСКИЕ Основные размеры Machine tapered reamers with |
ГОСТ Взамен
|
Постановлением Государственного комитета стандартов Совета Министров СССР от 17 марта 1971 г. № 474 срок введения установлен
Проверен в 1984 г.
с 01.07.72
1. Настоящий стандарт распространяется на конические развертки для обработки отверстий под коническую резьбу по ГОСТ 6111-52 и под трубную коническую резьбу по ГОСТ 6211-81.
2. Основные размеры разверток должны соответствовать указанным на чертеже и в таблице;
Исполнение 1
Исполнение 2
Размеры, мм
|
Исполнение 1 |
Исполнение 2 |
Обозначения размеров резьбы |
D |
D1 |
d |
d1 |
L |
l |
lo |
с |
Число зубьев z |
Конус Морзе |
|||
|
Обозначения разверток |
Применяемость |
Обозначения разверток |
Применяемость |
||||||||||||
|
2373-0031 |
|
2373-0041 |
|
Коническая дюймовая по ГОСТ 6111-52, дюймы |
1/16 |
6,389 |
7,014 |
5,726 |
6 |
100 |
20 | ||||
files.stroyinf.ru
Развертка ручная коническая и другие разновидности приспособления (+ 4 видео)
Развертка коническая (ГОСТ 10083-81) – один из видов большого класса инструментов, которые призваны корректировать грубо проделанное отверстие в какой-либо поверхности. О ее работе мы и поговорим ниже.
Для того чтобы получить отверстия с чистой поверхностью или же в случае, если требуется точная подгонка отверстия под какую-то шлифованную деталь, производится процесс, называемый развертыванием. Его можно выполнить вручную или же использовать для этого сверлильный станок, на который устанавливаются развертки. В первом случае при производстве работ ручная коническая развертка вращается воротком.
Эти инструменты бывают цилиндрическими, коническими и ступенчатыми (по типу отверстия, обрабатываемого ими). В отношении точности они делятся на следующие: указывающие квалитет (для цилиндрических разверток), те, что указывают качество (черновые, чистовые и промежуточные между ними – для конических типов). Сюда же можно отнести развертки цилиндрические с калиброванным припуском, необходимые для того, чтобы дальше шлифовать инструмент до нужного размера. И последний тип в этой группе – регулируемые развертки.
По тому, каким способом зажимаются, они делятся на:
- ручные (у них имеется квадратный хвостик под вороток),
- машинные (с цилиндрическим или коническим хвостовиком),
- насадные для машин (устанавливаются на специальную оправку, как правило, нужны для инструментов, имеющих большие размеры).
На рабочей части этого приспособления есть нарезанные зубья, как правило, их от 6 до 14, вдоль них расположены канавки, образующие режущие кромки.
Часть, которая находится снизу развертки, предназначена для снимания стружки, а та, что вверху, названная калибрующей, может пускать инструмент в нужном направлении, чтобы полностью калибровать отверстия. В целом инструмент необходим для того, чтобы развертывать конусные отверстия. Припуск, допускаемый при черновом этапе работ, составляет не более пятой части одного миллиметра, а для чистового принимается равным десятой части миллиметра.
Развертывание – какие ошибки нельзя допускать?
Для получения как можно более чистой обработанной поверхности, а также, чтобы охлаждать инструмент во время работы, отверстия, которые были сделаны сверлом в стальном изделии, смазываются маслом из минералов. В случае же, если рабочая поверхность является медной, отверстие обрабатывают эмульсией, при алюминии – скипидаром, а если это латунь или бронза – отверстия оставляют без смазки, так как они развертываются в сухом состоянии.
Высокого качества процесса обрабатывания можно достичь, если в развертке имеется довольно много кромок, режущих металл. Именно благодаря этому инструментом можно снимать малый припуск. Ведь, снимая маленькую толщину металла, можно получить довольно высокую точность.
Частой ошибкой является неправильный выбор инструмента для развертывания: многие для этой цели выбирают вместо развертки зенкер. Это получистовой инструмент, не способный показать большую точность, у него меньше режущих заточек, да и вообще он предназначен для других целей. Поэтому к выбору инструмента нужно подходить внимательно. Да и в рамках одного вида инструментов следует грамотно выбирать тип.
Развертка коническая – особенности инструмента
Один из видов разверток, описываемый в этой статье, конический, применяют при работе, проходящей в более сложных условиях, чем те, когда работают цилиндрическими типами. Это связано с тем, что у последних небольшие режущие кромки, а припуск они снимают незначительный. Конические же развертки, напротив, для резки используют всю свою длину. В связи с этим, при работе с ними скорость работы и подача металла происходят медленнее, чем если бы использовался цилиндрический вид разверток.
Вышеупомянутые инструменты конического типа используют, чтобы развертывать конические отверстия. Для этого в комплекте находится три элемента: обдирочный, промежуточный и чистовой инструменты. Изготавливаются они для устройства конических резьб и конуса Морзе. Для качественного производства применяется сталь марок УЮА, У12А и прочие, а также пластинки, выполненные из твердых сплавов. Интересная особенность конических разверток заключается в следующем. У них на зубьях, расположенных прямолинейно, устраиваются поперечные прорези, через которые выводится снятая стружка, при этом они расположены не по всей длине зуба, что позволяет работать с инструментом, прилагая небольшие усилия.
Черновая развертка выполняется ступенчатой. При этом она обычно имеет вид отдельных зубьев, дробящих стружку на части.
Это приспособление может быть выполнено и в форме пирамиды с тремя, пятью или восемью гранями, с режущими ребрами. Конические развертки могут быть винтовыми, притом всего с одним или парой зубьев. Размер винтовых инструментов составляет в диаметре до 5 см, они широко используются при ремонте паровозов. Такой инструмент сегодня нашел достаточно большое применение в сфере строительства и ремонта благодаря своей долговечности, надежности, а также фактору, который заключается в том, что такой разверткой можно обрабатывать отверстия с большим припуском, а особенно при наличии в них отверстий шпоночного паза. К минусам можно отнести то, что для смены развертки, в случае надобности, может потребоваться немало времени.
Этапы работы с конической разверткой
Промежуточная коническая развертка устроена так: её прорези делаются меньше, да и профиль их отличается. Если же упомянуть чистовую развертку, то на ней никаких канавок для лома стружек нет. Ступени на зубьях расположены по винтовой линии на конусе, угол которого равен значению, отмеченному на наклоне конуса Морзе. Поэтому направление, по которому идет резьба, совпадает с тем, в какую сторону производится резание.
После предварительной обработки отверстия другим инструментом берется развертка, которой цилиндрическое отверстие мы превращаем в коническое или же с помощью которой проводим калибровку. Зубья на ней, число которых колеблется от трех до восьми (зависит от размеров конуса для обработки), сзади имеют тыльную поверхность. Шаг этого инструмента, как правило, делается равным предыдущим шагам и является равномерным.
Конические развертки, применяемые для кранов и инструментов, обычно изготавливают по одной для каждого отверстия. Их элементы конструктивного плана выбираются по такому же принципу, как и в случае с цилиндрическими развертками. Для отверстий, конус которых планируется делать малым (от 1/50 до 1/30) применяют лишь одну развертку. Если же конусность решают сделать большой, в этом случае необходимо срезать большой и неравномерный припуск. Из-за этого развертывание делается при помощи комплекта инструментов, состоящего из трех экземпляров.
Принцип черновой развертки напоминает суть работы зенкера, упомянутого выше. В ней есть режущая ступенчатая кромка, благодаря которой получается ступенчатое отверстие. После неё используется промежуточный тип. Взглянув на этот инструмент, легко увидеть канавки для разделения стружек, они сделаны в виде резьбы. Последней применяется чистовая развертка, снимающая мелкую стружку всей своей кромкой, удобно устроенной для резания. Её зубья острые, имеют один и тот же шаг. Скорость, с которой режут металл при развертывании с использованием конических инструментов, – 6-10 м/минуту. Для измерения поверхности применяют такие приборы, как угломеры, калибры и шаблоны.
Поделитесь с друзьями в соц.сетях
Google+
Telegram
Vkontakte
stroim24.info