При пайке используют специальное вещество: при пайке используют специальное вещество. Назовите , в каком состоянии находится это
alexxlab | 11.07.2018 | 0 | Разное
Технология пайки проводов: последовательность выполнения
Каждому приходилось сталкиваться с проблемой разрыва проводов в технике. Обращаться с такой мелочью в мастерскую нерезонно, проще освоить технику пайки, что поможет осуществлять ремонт бытового оборудования в домашних условиях.
Суть технологии
Существует несколько методов пайки проводов, но для начинающих рекомендуется ручной способ. Такой вариант подходит для соединения металлических проводников, для пропилена и других пластиков используется другая технология.
Процесс пайки абсолютно доступный и понятный. Соединяемые концы обрабатываются специальным веществом, после чего фиксируются с помощью припоя. Температура плавления припоя должна быть ниже, нежели металлов, которые использованы в проводниках. Качественная спайка выдерживает вес, превышающий материал проводников.
Временем пайки считается период от разогрева припоя до полного его застывания. Общая продолжительность создания одного соединения составляет 4-5 минут.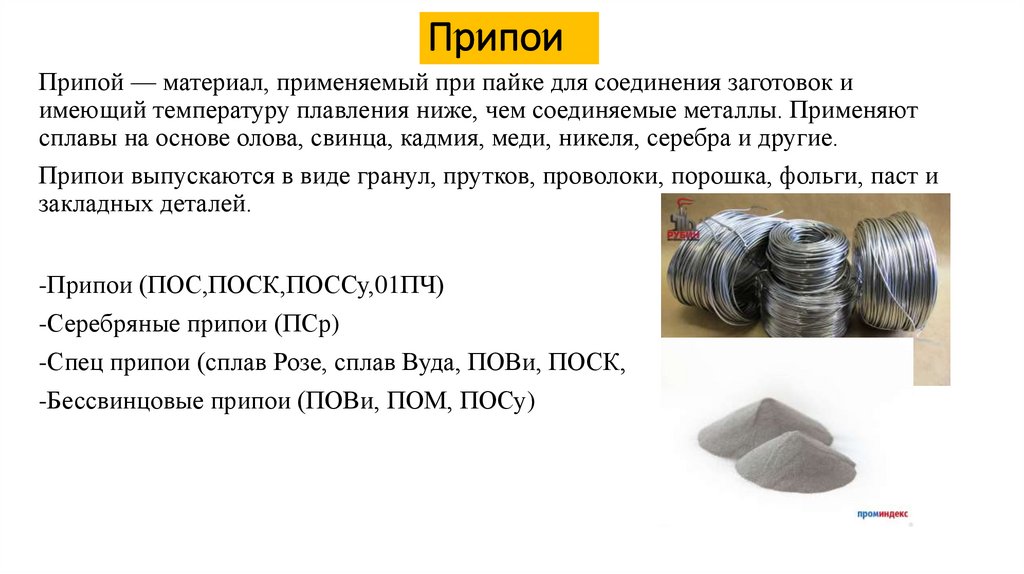
Что понадобится для пайки
Для спаивания проводов понадобится паяльник, припой и флюс. Выполнять работы лучше на деревянной подставке. Для паяльника нужно заранее подготовить подставку, чтоб горячее жало не повредила поверхность стола.
Для зачистки подойдёт любой скребок, использовать наждачную бумагу с камешками крупной фракции нельзя. Перед выполнением работ поверхности нужно обезжирить, поэтому стоит подготовить ещё спиртовой раствор и ватные диски или палочки.
Для удобства следует приготовить также пинцет, защитные очки. Первый инструмент поможет состыковать тоненькие элементы, а очки предупредят травмирование глаз. В процессе пайки могут отскочить раскалённые пружинки или провода, что повлечёт разные проблемы. Защита обеспечит мастеру безопасность.
Последовательность выполнения пайки проводов
Технологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.
4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.
Завершаются работы очисткой жала паяльника и обработкой его неактивным флюсом (если оно луженое). Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
Популярные вопросы
Чем нужно зачищать концы проводов?
Использовать грубые абразивы для зачистки не рекомендуется. Их частицы застревают в поверхности, удалить полностью не представляется возможным. А при эксплуатации абразивы провоцируют развитие процесса окисления. Качественную зачистку обеспечат: скребок, нож, напильник, надфиль. При работе с токопроводящими проводами рекомендуется предварительно покрыть их активированным флюсом, остатки которого следует удалить по окончании пайки.
Какой мощности выбрать паяльник для бытовых нужд?
Мощность определяет функции инструмента. Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.
Играет ли роль способ скрутки на прочность и функционал соединения?
Каждый способ имеет своё предназначение:
• простые скрутки подходят для одножильных и многожильных проводов, но их предварительно следует очистить от изоляционного слоя;
• бандажные соединения используются при работе с толстыми токоведущими проводами;
• желобковые выполняются с проводниками, имеющими легкоплавкую изоляцию;
• простая, но последовательно выполненная скрутка (британская) применяется для соединения токоведущих кабелей, имеющих сечение до 1,4 мм2.
Сколько времени нужно греть припой?
Некоторые при пайке берут припой на паяльник. Делать этого не нужно. Достаточно установить припой над скруткой проводников и прогреть его, едва касаясь жалом. Достаточно 3-4 секунды для плавления вещества.
По каким признакам можно понять, что пайка выполнена удачно?
На успешно выполненную работу указывают следующие признаки:
• слой припоя должен покрывать все концы проводников;
• цвет пайки должен быть блестящим, а не матовым;
• при механическом воздействии (лёгком!) соединение сохраняет целостность.
Требуется ли какая-либо подготовка нового паяльника к работе?
Да, жало нового инструмента необходимо очистить от окиси и покрыть оловом. Наконечник после нагрева трут о нашатырный камень, после чего расплавляют на нём каплю припоя. Завершается подготовка паяльника обычной чисткой жала.
Посмотрите видео «Как паять паяльником»
Поделиться:
Как выбрать припой
Припой – это металлический сплав, который предназначен для пайки проводов, узлов, микросхем. Наиболее популярное обозначение припоев – ПОС, что расшифровывается, как припой оловянно-свинцовый. После аббревиатуры, как правило, указывается цифра, например, ПОС – 40, ПОС – 50. Это число свидетельствует о процентном содержании олова.
Наилучшим припоем считается беспримесное олово. Но этот металл очень дорогостоящий, поэтому применяется лишь в особенных случаях. При радиомонтажах зачастую используют оловянно-свинцовые припои, которые выпускаются в виде проволоки. Они имеют высокую прочность спаивания, а температура их плавления составляет 180-200ОС.
Особенности выбора припоев
Существует ряд факторов, которыми обуславливается выбор припоев:
· Металлы и сплавы, которые необходимо соединить;
· Метод пайки;
· Ограничения температуры плавления;
· Величина деталей;
· Необходимая механическая устойчивость;
· Стойкость к ржавлению и т.
Например, для пайки проводов, имеющих больший диаметр, используется припой, имеющий более высокую температуру плавления, нежели для пайки проводов с меньшим объемом.
Немаловажным критерием в выборе припоев является изготовитель, потому как именно от него зависит последующий период использования изделия. Любой тип материала имеет определенные нюансы. Для пайки кабелей рекомендуется применять сплавы, которые эластично объединяются с материалом и обладают невысокой температурой плавки. Еще следует учитывать, чтобы сопротивление было низким, поэтому хорошо, если в сплав входят металлы, которые проводят электричество, например, серебро.
Для паяния медных труб необходимо применять припои, обеспечивающие прочное и крепкое объединение. Такой сплав должен включать медь, потому как данный металл относится к тугоплавким и обеспечивает крепкое соединение элементов. Еще одним преимуществом меди является и то, что она имеет стойкость к ржавчине.
Стальные детали лучше всего спаивать сильным припоем.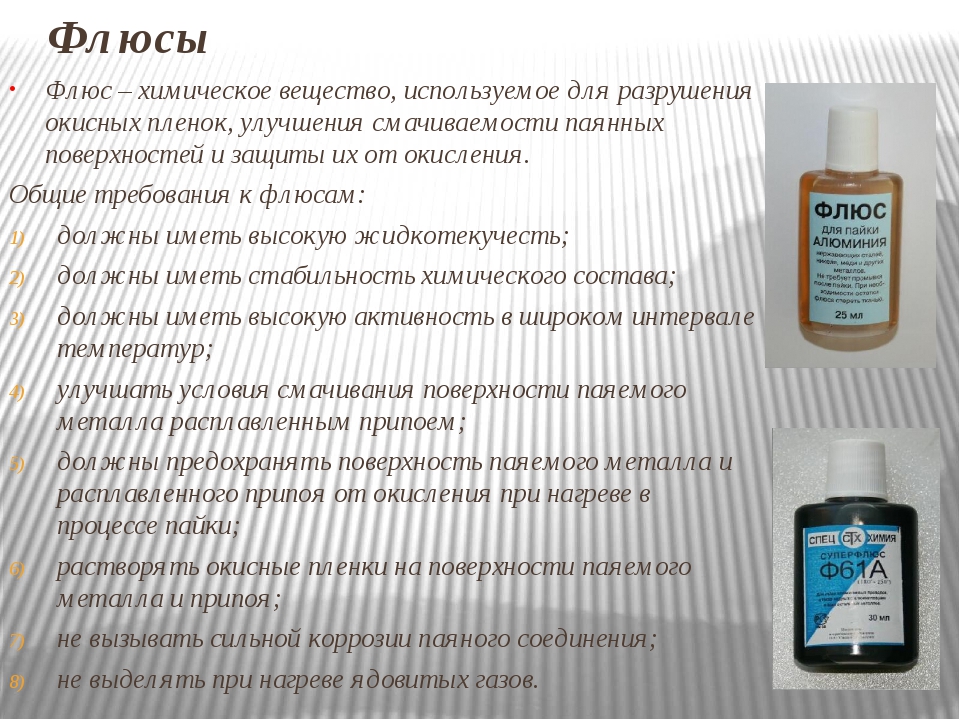 Потому как данный металл сложно поддается пайке, необходимо отдавать предпочтение тугоплавким сплавам, структура которых близка к составу самого материала.
Потому как данный металл сложно поддается пайке, необходимо отдавать предпочтение тугоплавким сплавам, структура которых близка к составу самого материала.
Следует помнить о том, что в составе припоя должно быть низкое содержание чугуна и углерода, потому как они снижают прочность соединения. Алюминий необходимо паять сплавами, которые не содержат в себе алюминий, но включают серебро, олово и другие металлы.
Для того, чтобы спаянный шов получился ровным и высококачественным, перед тем, как приступить к пайке, обрабатываемая поверхность покрывается специальным веществом, которое имеет название – флюс. В зависимости от входящих компонентов он может быть жидким или пастообразным. Флюс необходим для хорошего распределения припоя, устранения оксидов и загрязнений с поверхности детали в процессе пайки, для предохранения шва от вредных воздействий извне. После того, как паяние завершено, флюс необходимо удалить.
При соблюдении всех правил спаивания, а также при правильном выборе материалов, изделия получатся крепкими и прослужат долгие годы.
Как правильно паять – ООО «УК Энерготехсервис»
ИНФОРМАЦИОННЫЙ САЙТ ПРО ЭЛЕКТРИКУ, СРЕДСТВА БЕЗОПАСНОСТИ И ОБОРУДОВАНИЕ ИНЖЕНЕРНО ТЕХНИЧЕСКИХ СИСТЕМ (ИТС)
Для того чтобы хорошо и правильно паять, следует знать несколько основных моментов, характеризующих процесс пайки паяльником, причем, безразлично — электрическим или газовым.
Здесь будет рассмотрено как паять припоем ПОС (сплав олова и свинца, в зависимости от пропорций содержания этих металлов меняется температура плавления припоя).
Припоем можно паять между собой различные металлы. Проще всего паять медь, латунь. Несколько сложнее — сталь, пайка других металлов, например алюминия, возможна, но требует применения специальных флюсов и присадок.
Давайте сразу про флюс.
Это вещество, препятствующее окислению металла при пайке.
Самый простой и известный флюс — сосновая канифоль. Используется в кусковой или жидкой (спиртовой раствор) формах для пайки меди, латуни.

Является пассивным флюсом, то есть только препятствует окислению металла при его нагреве паяльником, но уже имеющуюся окисную пленку удалить не может (для этого используются различные активные флюсы или тривиальная механическая зачистка).
Удаление оксидной пленки — процесс при пайке обязательный, поскольку расплавленный паяльником припой должен смочить поверхность металла, о окислы этому препятствуют равно как жир препятствует смачиванию водой любой поверхности. Думаю, при рассмотрении конкретных примеров Вам все будет ясно.
Как правильно подготовить паяльник
Перед тем как паять следует правильно подготовить паяльник. Его жало должно быть равномерно покрыто припоем. Смотрим фото:
Как паять провода
Соединение проводов пайкой
| Паять провода между собой можно различными способами, например, наложив предварительно залуженные провода друг на друга разогреть их паяльником до расплавления припоя. |
Это результат. |
| Можно предварительно скрутить зачищенные провода. |
| Скрутку пропаять как при лужении. Кстати, во всех примерах используется твердая канифоль. Если применяется жидкий флюс, то он просто наносится кисточкой на нужное место. |
| Получится вот такое соединение. |
| Если Вы паяете какие либо радиоэлементы без применения печатного монтажа, то вот несколько способов пайки их выводов. |
| Слева проводник предварительно накручивается на вывод светодиода, справа — паяется «внахлест». Первый способ надежнее, второй — более быстрый, кроме того, при необходимости настройки схемы, многократной замены элементов, он удобнее. |
| Это просто конечный результат. |
© 2012-2020 г. Все права защищены.
Представленные на сайте материалы имеют информационный характер и не могут быть использованы в качестве руководящих и нормативных документов
Как правильно паять паяльником: инструкция для чайников
Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мы поделимся с читателями азами паяльного дела и базовыми навыками работы.
Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мы поделимся с читателями азами паяльного дела и базовыми навыками работы.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения.
В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой.
Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей.
Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру.
Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной.
Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве.
Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое.
Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя.
Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии.
Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву.
Специальные припои находят главное применение при пайке радиоаппаратуры.
Сплав Розе
Мощность и виды паяльников
Главным отличием паяльного инструмента является тип источника его питания. Для обывателей наиболее знакомы сетевые паяльники, питающиеся от 220 В. Их используют главным образом для пайки проводов и более массивных деталей, ибо перегреть медный провод практически невозможно за исключением, разве что, оплавления изоляции.
Плюс сетевых паяльников в их высокой мощности. За счёт неё обеспечивается качественный и глубокий прогрев детали, плюс не требуется громоздкого блока питания для работы. Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.
Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.
Паяльные станции используют термоконтроль для поддержания стабильного уровня температуры. Такие паяльники не обладают значительной мощностью, обычно 40 Вт — это уже потолок. Однако для чувствительной к перегреву электроники и пайки мелких деталей этот инструмент подходит наилучшим образом.
Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало.
Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие.
Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.
Медные жала для паяльника
По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
Жала с никелевым покрытием
Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать.
Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро.
Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.
Пайка проводов
Провода паять наиболее просто. Концы жил окунаем в раствор флюса и проводим по ним паяльником, жало которого обильно смочено во флюсе. В процессе лужения излишки расплавленного припоя желательно стряхивать. После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.
Возможен и иной способ, когда перед скручиванием провода просто тщательно смачивают флюсом и паяют без предварительного лужения.
Особенно такой метод популярен при пайке многопроволочных жил и проводков небольшого диаметра.
Если флюс качественный, а паяльник обеспечивает достаточно сильный прогрев, даже скрутка из 3–4 «пушистых» жил по 1,5 мм2 хорошо пропитается оловом и будет надёжно спаяна.
Обратите внимание, что в электромонтаже, то есть внутри распределительных коробок, паять проводку не принято.
В первую очередь по причине неразъёмности соединения, плюс ко всему спайка обладает значительным переходным сопротивлением и всегда есть высокий риск её корродирования.
Провода паяют исключительно при соединениях внутри электроприборов или для лужения концов многопроволочных жил перед их затяжкой винтовыми клеммами.
Работа с электронными компонентами
Пайка электроники — наиболее обширная и сложная тема, требующая опыта, навыков и специального оборудования. Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Выводные элементы (которые с ножками) паять проще всего. Они предварительно неподвижно фиксируются (пластилином, воском) выводами в отверстиях платы.
Затем с обратной стороны паяльник плотно прижимается к хвосту для его прогрева, после чего в место спайки вводится проволочка припоя, содержащего флюс.
Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.
Если выводной элемент болтается и его нужно придерживать руками, то место спайки сперва смачивается флюсом. Его нужно очень небольшое количество, здесь оптимально использовать флаконы от лака для ногтей, предварительно промытые ацетоном.
Олово при такой технике пайки набирается на паяльник в небольшом количестве и его капелька аккуратно подносится к выводу элемента в 1–2 мм от поверхности платы.
По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
Очень важно, чтобы соединяемые детали оставались неподвижными до полного остывания припоя.
Даже малейшее нарушение формы олова при кристаллизации приводит к так называемой холодной спайке — дроблению всей массы припоя на множество мелких кристаллов.
Характерный признак такого явления — резкое помутнение припоя. Его нужно разогреть заново и дождаться равномерного остывания в полной неподвижности.
Некачественная, холодная пайка
Для поддержания олова в жидком состоянии, достаточно чтобы паяльник контактировал залуженной поверхностью жала с любой точкой увлажнённого участка. Если паяльник буквально прилипает к спаиваемым деталям, это свидетельствует о недостатке мощности для нагрева. Для пайки чувствительных к нагреву полупроводниковых элементов и микросхем обычный припой можно смешивать с легкоплавким.
Пайка массивных деталей
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда. Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.
При такой пайке крайне важно поддерживать детали хорошо прогретыми.
Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой, а вместо обычного электрического паяльника используют массивный медный топорик.
Его также постоянно подогревают в пламени горелки, попутно смачивая припоем, а затем заполняют соединение, частично расплавляя предыдущий шов на несколько миллиметров.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
рмнт.ру
27.01.17
Как правильно паять паяльником с канифолью и оловом (припоем)
Что нам понадобится для пайки? Конечно же паяльник (в идеале – паяльная станция), оловянный припой, канифоль, в идеале – проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль. Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить — залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Что это такое «залудить», сейчас разберём.
Как залудить паяльник?
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль > припой > дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя. Вот это и называется «залудить», в данном случае паяльник.
Примерно так должно выглядеть залуженное жало паяльника:
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала.
Окунаем жало паяльника в канифоль, потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим.
Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.
Как залудить провод?
Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Провод лудить проще, т. к. обычно, под изоляцией металл чистый, не окисленный.
к. обычно, под изоляцией металл чистый, не окисленный.
Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится.
Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли.
Если провод медный и чистый – лужение произойдёт сразу же.
Как припаять провод?
Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки.
К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль.
Этому будет способствовать участвующая в процессе канифоль.
Если что-то не ладится — окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить.
Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки.
И наверное, последний штрих — можно ещё окунуть небольшую малярную кисть в растворитель и промыть остатки канифоли в местах пайки.
Источник: http://www.auditionrich.com
Советы для начинающих «паяльников»
- Старайтесь при пайке использовать как можно меньше припоя, соединение будет прочнее.
- Время пайки должно составлять одну — две секунды.
- Хорошая пайка блестит как отполированная, если цвет серый, то пайка не качественная.
Выводы деталей нельзя гнуть слишком близко к корпусу. Нельзя держать за деталь при изгибе, нужно держать за сам вывод пинцетом.
- Остатки канифоли нужно обязательно удалять, крупные куски с помощью шила или скальпеля, остальное смывать спиртом.

- При пайке важно не перегревать плату, иначе дорожки могут отслоиться.
- Что бы освободить отверстие в плате от припоя, используйте зубочистку или заточенную спичку.
- Тренируйтесь на старых платах, выпаивайте и впаивайте детали, умение паять приходит только с практическим опытом.
Как правильно паять?
Радиоэлектроника для начинающих
Прежде чем начать рассматривать вопрос: ”Как правильно паять?” Нужно обозначить одно но…
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником.
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.
Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно.
Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом.
Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
- Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке. - Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Лужение провода и выводов радиоэлементов легко проводить обычным электрическим паяльником с медным жалом. Как известно, при подготовке паяльника к работе также производят лужение медного жала.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя. Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.
Лужение медного провода
Расплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником. - Прогрев жала паяльника до рабочей температуры.
- Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 2400 C.
- Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.

В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы.
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт.
Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт.
При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура, так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 2800 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-2800 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
- Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука”.
- «Третья рука»
- Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.
- «Третья рука» в работе
Меры безопасности при пайке
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта.
Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта.
Нужно дождаться, когда температура в месте пайки достигнет необходимой. В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони.
Поверьте, ожоговые раны очень долго заживают!
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Как правильно паять паяльником — как научится самостоятельно паять алюминиевые, медные провода паяльником?
Как паять паяльником?
Эта статья поможет вам узнать, как правильно паять паяльником, если вы не держали его в руках до этого. Паяльник – действительно нужная вещь, если вы радиолюбитель, системный администратор, хотите самостоятельно чинить домашнюю электронику или если хотите научиться чему-то новому и полезному.
Паяльник – действительно нужная вещь, если вы радиолюбитель, системный администратор, хотите самостоятельно чинить домашнюю электронику или если хотите научиться чему-то новому и полезному.
Важно понимать, что если вам уже сегодня нужно перепаять провода в бытовой технике или спаять материнскую плату в компьютере, прочтения одной статьи будет явно недостаточно.
Несмотря на кажущуюся простоту, работа с паяльником – это почти искусство, требующие внимательности, опыта и наличия твердой руки.
Прежде чем что-то паять для провода, имеющего ценность, стоит изрядно попрактиковаться на расходном материале.
Принцип работы паяльника
Понять, как работает паяльник, не сложно. Нагревательный элемент разогревается до высокой температуры (300 и выше градусов). Паяние – это процесс всасывания специального вещества (припоя). Оно имеет температуру плавления ниже, чем у провода для спаивания.
Паяльник расплавляет припой, заполняющий собой все микропоры металла, взаимодействуя с ними на молекулярном уровне. При охлаждении он «прикипает» и образовывает устойчивую связь между двумя частями провода.
При охлаждении он «прикипает» и образовывает устойчивую связь между двумя частями провода.
Паяльник и инструменты, необходимые для работы
Отвечая на вопрос «как паять паяльником», необходимо затронуть тему инструмента и расходных материалов, необходимых для осуществления пайки. Итак, чтобы правильно и качественно паять, вам понадобится:
- Сам паяльник
- Специальная подставка
- Припой
- Флюс
- Дополнительные инструменты
Паяльник
Есть много самых разных моделей, необходимых для решения широкого спектра технических проблем. Но главный критерий – мощность. По мощности они разделяются на несколько типов:
- 3-10 Вт. Это самые маломощные модели. Они предназначены для пайки самых маленьких и чувствительных микросхем
- 20-40 Вт. Относятся к категории «бытовых» или радиолюбительских. С их помощью можно как припаять провод, так и транзистор или другую деталь
- 60-100 Вт.
 Если провода, требующие пайки, очень толстые, подойдет именно этот тип. Он часто используется автолюбителями или профессиональными механиками
Если провода, требующие пайки, очень толстые, подойдет именно этот тип. Он часто используется автолюбителями или профессиональными механиками - 100 Вт и более. Таким паяльником можно спаять как толстый провод, так и кастрюлю или даже радиатор автомобиля. Они используются только профессионалами, и по понятным причинам неприменимы в быту
Если вы планируете заниматься припайкой радиодеталей, достаточно будет 25 ватного инструмента. Чтобы припаять обычной провод, мощности должно хватить, но для использования в быту стоит подобрать модель в 35 Вт и выше.
Подставки часто продаются в комплекте. Они не только сохраняют рабочий стол от пятен припоя, но и позволяют всегда контролировать положение инструмента. В работе он должен находиться на краю стола. Важно следить за сетевым проводом.
Припой
В этом специальном легкоплавком сплаве, как правило, используются вещества:
Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900.
Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900.
В быту рекомендуется использовать припой марки ПОС 61. Самый удобный вид – тоненькая проволочка.
Флюс
Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120.
При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40%) и тщательно взболтать.
Дополнительный инструмент
Чтобы удобно и безопасно паять с паяльником, следует обзавестись предметами:
- Кусачки. Ими откусывается провод, снимается изоляция, поддерживается деталь при работе
- Напильник – для очистки нагревающейся части паяльника
- Скальпель с пинцетом.
 Они помогут не обжечь пальцы при работе с мелкими деталями
Они помогут не обжечь пальцы при работе с мелкими деталями
Приступая к работе
Новый паяльник необходимо зачистить и облудить. Следует включить его в сеть на 15-20 минут. При этом нередко начинает выгорать заводская смазка, и сам инструмент может немного дымить, это не страшно.
После прогрева следует аккуратно зачистить рабочую поверхность напильником, после чего сразу же обмакивают его в припое. Важно не дать ему окислиться. Теперь инструмент готов к работе.
Важно, если жало вашего инструмента из металлокерамики. Его нельзя обрабатывать напильником. Для этого есть специальная влажная ткань, и ей необходимо аккуратно протереть поверхность.
Как припаять провод: процесс
Очень важно подготовить поверхность. На ней не должно быть посторонних веществ, таких как жир, краска лак, остатки изоляции. От чистоты зависит успех всей работы. Если что-то есть, следует аккуратно зачистить скальпелем и протереть, чтобы не осталось пыли.
Далее вы берете кончиком немного припоя и аккуратно припаиваете в нужном месте. Это не слишком сложный процесс, но он требует «набитой» руки, и в самый первый раз у вас вряд ли получится красивая и аккуратная спайка.
Во время работы стоит помнить ряд правил:
- Спайка должна быть быстрой
- Если не вышло спаять провода сразу, стоит дать им остыть перед второй попыткой. Это вдвойне касается радиодеталей или микросхем
- Следует прикладывать окончание инструмента всей поверхностью, процесс будет наиболее эффективным
Как паять провода более надежно? Следует скрутить их перед началом процедуры. После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе.
Хорошая спайка отличается блеском, ровным слоем и отсутствием каких-либо трещин. Тогда она прослужит максимально долго, и у вас не возникнет проблем с прибором.
Техника безопасности
Как паять паяльником и не обжечься? Следует соблюдать технику безопасности.![]() Работа с паяльником – не лучшее время, чтобы испытывать удачу с нарушением правил безопасности. Есть несколько простых советов:
Работа с паяльником – не лучшее время, чтобы испытывать удачу с нарушением правил безопасности. Есть несколько простых советов:
- Освободите рабочую поверхность от посторонних предметов
- Уберите из комнаты излишне любопытных детей и животных
- Следите за шнуром – задев его ногой или рукой, есть риск ожога
- Если в комнате есть посторонние люди, предупредите их, что работаете с включенным паяльником
- Флюса – самую малость. Если использовать слишком много, он может брызнуть на руку, а в худшем случае – прямо в глаза
- Каждый раз следует брать припоя не больше, чем на 2 пайки. Если перестараться, он может капнуть на стол, руку или еще хуже – на паяемую микросхему
Соблюдая эти простые правила, вы убережете себя от крайне неприятных последствий. Если относится к работе серьезно и не оставлять паяльный аппарат без присмотра, проблем возникнуть не должно.
Качественно припаять провода
От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния:
Опытные мастера дают ряд советов для качественного и надежного паяния:
- Если припоя недостаточно, он не сможет как следует скрепить детали и заполнить все зазоры
- При недостаточном количестве флюса на жале, место спайки получается неоднородным и неровным, что негативно сказывается на результате. Это может быть при разогретом инструменте, тогда канифоль испаряется еще до окончания спайки
- Когда канифоли чересчур много, она может выплеснуться и задеть соседние контакты или провода, а в худшем случае – попасть на руку
С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому.
Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной.
Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной.
Как качественно паять паяльником?
Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент.
Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его на 12 одинаковых кусков. Чтобы они получились не слишком мелкими, оптимальная длина – 30-40 сантиметров (до разрезки).
После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию.
Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми.
Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе.
Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе.
Регулярная практика позволит очень быстро достичь значительного прогресса в пайке. Уже в скором времени вы сможете самостоятельно починить радио, проводку (соблюдая правила осторожности) или другую домашнюю технику. Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами.
Правила пайки резисторов — ТолькоЧто.Ru
Многие специалисты утверждают, что в процессе монтажа резисторов необходимо пользоваться паяльником мощностью как минимум 25 Ватт, который способен нагреваться до температуры в 3000 градусов.
Не рекомендуется также использовать паяльник слишком высокой мощности, поскольку он может перегреть радиодеталь, которая из-за этого может выйти из строя. На сайте ООО Джино СНГ можно узнать информацию о различных вариантах резисторов, среди которых вы скорее сможете выбрать именно тот, который больше всего подходит под ваши нужды.
На сайте ООО Джино СНГ можно узнать информацию о различных вариантах резисторов, среди которых вы скорее сможете выбрать именно тот, который больше всего подходит под ваши нужды.
Помимо паяльника потребуется воспользоваться специальной подставкой, припоем марки ПОС-61, который сделан в виде тонкой проволоки. Не забудьте еще и о том, что во время пайки резисторов потребуется флюс – специальное вещество для обезжиривания. Кстати, при необходимости флюс можно сделать самостоятельно. Для самостоятельного изготовления этого вещества потребуется спирт и канифоль. Из инструментов вам потребуются небольшие кусачки, напильник и пинцет.
Перед тем, как переходить к пайке резисторов, следует нагревать паяльник на протяжении двадцати минут. При использовании паяльной пасты, потребуется нанести ее непосредственно на место пайки. Перед тем как приступать к пайке необходимо заранее нанести на микросхему паяльную пасту. Также пастой можно смазать все выводы, только не допускайте того, чтобы паста попадала под основание платы.
Если вы собираетесь паять микросхему под корпусом, которой присутствуют переходные отверстия, то лучше всего выломать теплоотводящее основание корпуса. Это можно сделать при помощи небольшого медного прута.
После этого не очень сильно нужно зажать микросхему в тиски, подложив под губку тисков несколько бумажных подкладок. Жало паяльника во время пайки, необходимо прикладывать к резистору целой лопаткой. Таким образом можно обеспечить наиболее эффективную отдачу тепла, что позволит сделать пайку детали более качественной и быстрой. Чтобы во время пайки флюс не испарился, его следует нанести на деталь еще перед пайкой. Качественная пайка должна характеризоваться достаточно ровным и тонким слоем.
Жидкий флюс для пайки микросхем
В процессе пайки используется вспомогательное вещество под названием флюс. Основное применение происходит при пайке соединений в домашних условиях или производствах. Качественная пайка, соединение деталей невозможно без применения специального вещества. Перед работами подбираются материалы, в том числе флюс качественного состава, для надежной и быстрой пайки.
Перед работами подбираются материалы, в том числе флюс качественного состава, для надежной и быстрой пайки.
Что такое флюс и его ключевые особенности
Основным предназначением флюса является применение при спаивании нескольких материалов. Структура состоит из легко сплавных материалов, которую возможно изготовить самостоятельно. Флюс для пайки служит для соединения изделий, путем выдержки определенной температура на уровне шва. В зависимости от структуры и твердости вещества, температура пайки начинается от 50 ⁰C и достигает 500 ⁰C. Температурные показатели припоя учитываются выше, чем материала, только тогда возможно начинать процесс пайки.
Выбор подходящей структуры зависит от нескольких факторов, флюс для пайки подразделяется на множество структур. Основные параметры:
- Температура процесса пайки.
- Вид металла.
- Температурные режимы работы вещества.
- Поверхности близлежащих деталей к изделию.
- Устойчивость материала к коррозии, защита поверхностей от окисления и его прочность.

Состояние делится на твердые, имеющие порог к высокой температуре и мягкие, когда флюс плавится при низких температурах. Для того, чтобы разобраться, что такое флюсы необходимо изучить все свойства и предназначение материала.
Предназначение
Процесс пайки тугоплавкими видами припоя происходит при температурах более 500 ⁰С. За счет воздействия температур и свойств вещества, результатом получается прочный вид соединения. Недостаток применения заключается в том, что возможен перегрев детали, некорректная работа после сборки.
Флюс паяльный применяется как легко сплавная разновидность, в сфере монтажа радиотехники и других мелких работ. Температурные режимы работы составляют до 500 ⁰C, что позволяет не портить соединения и платы. Основные примеси при работе – свинец и олово. Сверх легкоплавкие виды используются при работе с транзисторами и других соединений, температура поверхности окисления не достигает 150 ⁰С.
Флюс для пайки микросхем
Флюс для пайки тонких поверхностей используется в легко сплавном виде, твердотельные, объемные детали пропаиваются твердыми типами припоев. Зачем нужен флюс и основные требуемые характеристики:
Зачем нужен флюс и основные требуемые характеристики:
- Высокие показатели теплообмена, проводимости электрического тока.
- Прочное соединение.
- Допустимый размер растяжки.
- Устойчивость к процессам коррозии материалов.
- Показатели температуры плавки должны отличаться от размягчения материала.
Распространенной формой для производства вещества спайки является прут из олова, диаметр сечения применяется от 1 до 5 мм. Существует несколько других видов, такие как проволочные катушки, трубочки с канифолью, ленты и другие.
Существуют припои многоканальные, конструкция изделия состоит из некоторых материалов, используется для более надежной пайки. Продаются данные изделия в спиралевидной форме, содержатся в колбах и смотках. Пайка электро схем происходит с использованием трубочной разновидности состава. За счёт наличия смолы канифоли, соединение материалов меди, серебра или латуни происходит значительно надежнее.
Типы флюсов для пайки
Флюсы разделены на несколько разновидностей, в основном отличающихся по типу воздействия на детали в процессе пайки. Канифоль и другие составы на ее основе обладают меньшей активностью, основное предназначение спаивание электросхем, других радиотехнических соединений. Флюс, используемый для пайки микросхем удаляет тонкий оксидный слой на материалах, способствуют противостоянию коррозии за счет не высокого воздействия. Повышаются характеристики спайки с использованием глицерина, спирта или скипидара.
Канифоль и другие составы на ее основе обладают меньшей активностью, основное предназначение спаивание электросхем, других радиотехнических соединений. Флюс, используемый для пайки микросхем удаляет тонкий оксидный слой на материалах, способствуют противостоянию коррозии за счет не высокого воздействия. Повышаются характеристики спайки с использованием глицерина, спирта или скипидара.
Выбор канифольной разновидности состава обуславливается его нейтральностью. Бескислотный флюс с припоем, получил применение при работе с радиодеталями благодаря бескислотному составу, который является диэлектриком, не образует утечки тока. На основе канифоли производятся активированные типы флюсов, к составу которых включаются аминовые, кислотные соединения, например салициловая кислота. Использование активного компонента позволяет соединять различные типы металлов без предварительной очистки поверхностей.
Тугоплавкие припои широко применяются при больших объемах работ, устойчивы к резким температурным перепадам и механическим воздействиям. Данные флюсы разделяются на соединения с медью цинка или фосфора, а также полностью из серебра. Применение цинково-медного сплава не оправдано дорого, а прочность не высока. Жидкий флюс активно используется при спайке медных изделий, автомобильных радиаторов.
Изделия из меди или латуни спаиваются фосфорно-медным сплавом припоя, материалы обычно не сильно подвергаемые нагрузкам, применяется на замену серебряного припоя. Необходимо помнить, что при пайке чугуна крайне не рекомендуется применять твердые припои, так как при процессе пайки образуются хрупкие элементы, способствующие разрушению шва. Рациональным вариантом при спаивании железных материалов является серебро, но оно очень дорого обходится при массовых работах.
Активные флюсы
Составы на основе соляной кислоты в чистом виде именуются активными веществами. С ее помощью спаиваются железные изделия. Разновидность активного состава также производится из хлористого цинка, который возможно получить в домашних условиях. Паяльная кислота взаимодействует с веществом за счет реакций цинка при обработке поверхностей материалов. Активный флюс отличается повышенной химической активностью, эффективно снимает пленки с поверхности деталей, реагирует на сам металл.
Паяльная кислота взаимодействует с веществом за счет реакций цинка при обработке поверхностей материалов. Активный флюс отличается повышенной химической активностью, эффективно снимает пленки с поверхности деталей, реагирует на сам металл.
Благодаря использованию активных составов происходит надежное соединение металлов. Повышенная электропроводность дает возможность соединять крупные провода или изделия. Данный флюс не применяется к радиотехнике, т.к. остатки химического состава трудно удаляются с плат, они быстро разъедают соединения.
Бескислотные флюсы
Категория флюсов, приготовленных на основе глицерина, этилового спирта или скипидара называется бескислотным или неактивным составом. Канифоль применяется при температурах до 150 ⁰, растворяет тонкие слои поверхности металлов меди, свинца или олова, производя качественную очистку.
Основное применение производится при необходимой пайке поверхностей с отсутствием разъединения материалов. Используется при работах с мелкими деталями, электро схемами или платами радиодеталей.
Используется при работах с мелкими деталями, электро схемами или платами радиодеталей.
Активированные флюсы
Изготавливается данный тип на основе солянокислого анилина либо кислоты салициловой. Применяется при пайке всех видом соединений, которые не требуют предварительной зачистки.
Используется при соединении материалов, которые подвержены механическим воздействиям.
Антикоррозийные флюсы
Задача антикоррозийных флюсов состоит в очистке места спайки от коррозийных отложений, защите от окислов при дальнейшем использовании детали. Основной компонент – ортофосфорная кислота, которая используется при изготовлении антикоррозийных пропиток. Основное отличие от кислотных составов в том, что отсутствует разрушающее воздействие на структуру металла, происходит зачистка от коррозии за счет химической реакции при температурных воздействиях.
Защитные флюсы
Предназначение состоит в защите материалов от дальнейшего окисления, за счёт обработки предварительно очищенных деталей. Отличительные черты – это отсутствие химического воздействия, из-за слабой химической активности вещества. Для изготовления применяются вазелин, воск, оливковое масло, другие маслянистые вещества. Основное предназначение представляется к использованию микросхем и мелких технических деталей.
Отличительные черты – это отсутствие химического воздействия, из-за слабой химической активности вещества. Для изготовления применяются вазелин, воск, оливковое масло, другие маслянистые вещества. Основное предназначение представляется к использованию микросхем и мелких технических деталей.
Альтернативные виды припоев используются для различных целей при спайке. Бур, смешанный с канифолью используется для пайки медных трубок, не нуждается в предварительной зачистке изделия, температура плавления начинается от 70 градусов, в процессе не выделяются вредные вещества. Жидкие припои на основе золота, вазелина, салициловой кислоты используются при спайке радиаторов и одножильных проводов, в результате получается чистый и аккуратный шов.
Хранение
Основное распространение флюсов происходит в жидкой форме. При хранении необходимо соблюдать указания производителя, тщательно закупоривать упаковку. В противном случае, из-за разгерметизации упаковки, происходит потеря химических свойств и испарение действующего материала.
В противном случае, из-за разгерметизации упаковки, происходит потеря химических свойств и испарение действующего материала.
Хранение флюса-пасты происходит в помещениях с относительно низкой влажностью, закрытых тюбиках или емкостях. Взаимодействие с влагой дает разрушение химического состава, влияет на уровень коррозии при работе с флюсом. Большинство флюсов отличаются повышенной воспламеняемостью, поэтому такие вещества рекомендуется хранить вдали от огня, солнца, при температуре не более 25 ⁰С. Окружающие условия с пониженными температурами могут привести к обмораживанию некоторых элементов состава, в процессе работы которые могут выделить влагу, образовать коррозию в последующем времени.
Применение флюса
Процесс выполнения пайки требует подготовки материалов перед нанесением вещества. Поверхности зачищаются, покрываются флюсов, разогреваются паяльным устройством до необходимой температуры. Кончиком паяльника отсоединяется небольшая часть припоя, который должен хорошо растекаться, после чего равномерно наносится на поверхность детали.
Наилучшим составом для пайки является олово, однако в чистом виде оно стоит не дёшево, достаточно редко возможно встретить на рынке. Применяются оловянно-свинцовые сплавы, с температурой плавки около 200 ⁰С, соединения выходят достаточно прочными и крепкими, благодаря активным веществам. Припой обозначается буквами ОС, что называется оловянно-свинцовый, цифры указывают на содержание олова в процентном соотношении, конечным результатом на бирке таких припоев получается ОС-40 или ОС-60.
Без свинцовый флюс применяется небольшими количествами при пайке контактов сложных электро схем, температура процесса не превышает 300 ⁰С. Сверх легкоплавкие составы используются для деликатных работ, плавятся при 100 ⁰С. Припой такого типа должен хорошо растекаться, не обладает высокой прочностью, используется на неподвижных материалах.
Без применения специальных элементов при работе паяльником не удастся достичь достойного соединения деталей. Достаточно опробовать самостоятельно произвести процесс без специальных растворов, на получение соединения уйдет уйма времени, а наносимый припой в последствие обвалится.
Как приготовить флюс для пайки своими руками
При спаивании радиотехнических материалов возможно использовать флюс, приготовленный самостоятельно. Припой используется диаметром 2 мм небольшими кусками. Приготовление потребует металлической емкости, с заранее просверленной дыркой необходимого диаметра на дне. Оловянно-свинцовый раствор нагревается до температуры плавления, после чего из подготовленного отверстия вытекает вещество. После застывания прутков, необходимо разделить их на кусочки необходимого размера.
Процесс приготовления может происходить в различных емкостях, технология состоит из нескольких простых шагов:
- Развесовка пропорций олова и свинца.
- Расплавление происходит в закаленном тигле, помешивается для исключения прилипания раствора к стенкам.
- Снимается тонкая пленка отложений с поверхности чаши.
- Заключительным этапом является разлив жидкости в заготовленные формы.
После любых процессов пайки, шок необходимо протирать ацетоном или специальным спиртом. В последнее время получили распространение без отмывочные припои, преимущество которых:
В последнее время получили распространение без отмывочные припои, преимущество которых:
- Отсутствие компонентов, приводящих к окислам и коррозии.
- Не проводят ток.
- После процесса не требуется процесс зачистки.
Для нанесения жидкого припоя используется кисть или ватная палочка, возможно использовать приспособление, изготовленное самостоятельно для удобной работы. Медицинский шприц разрезается на две части, к нему вставляется кусок силиконового шланга, иголка укорачивается, изгибается под небольшой градус.
Паяльная паста, изготовленная при домашних условиях, может облегчить процесс пайки. Для изготовления необходимо измельчить твердотельный флюс крупнозернистым напильником на металлическом материале. Использование мелкозернистого паяльника не разумно, так как флюс попросту забьётся в его зубья. Полученный порошок необходимо смешать с канифолью и спиртом, если паяльная паста получилась густая, к ней добавляется спирт до получения однородной массы. Паста помещается в герметично закрывающуюся емкость, т.к. если она взаимодействует с влагой, в последующем возможны образования коррозии спаянных деталей. Для наилучшего нанесения, удобного использования, возможно изготовить шприц из подручных инструментов.
Изготовленная своими руками конструкция поможет использовать флюс – пасту при нанесении на труднодоступные детали. Для предотвращения засыхания, возможности повторного использования, следует использовать проволоку, заткнув выходное отверстие.
При выполнении любых работ по пайке следует воспользоваться средствами индивидуальной защиты. Химические газы, выделяемые при разогреве могут повредить дыхательные пути или органы зрения человека. Использование качественных флюсов предотвращает от отравления газами.
Как правильно выбрать флюс
Наиболее удачные флюсы для пайки мало испаряются и не горят при повышенных температурах, результаты отложений вещества легко удаляются с поверхности, а если удаление не доступно, то не вызывают коррозии к последующему времени. Разделяются припои на активные и неактивные, первый вариант достаточно сильно взаимодействует с отложениями на металлах, может нанести вред здоровью при процессе пайки. Нейтральный вид более безопасный, однако обработка крупных поверхностей может затянуться на долгое время из-за отсутствия химических воздействий.
Разделяются припои на активные и неактивные, первый вариант достаточно сильно взаимодействует с отложениями на металлах, может нанести вред здоровью при процессе пайки. Нейтральный вид более безопасный, однако обработка крупных поверхностей может затянуться на долгое время из-за отсутствия химических воздействий.
Жидкий бесканифольный среднеактивный флюс
Среднеактивные флюсы применяются в мастерских радиотехники. Соединения обрабатываются паяльником, затем флюсом для обеспечения заметного результата и быстрой пайки. Такие растворы обычно не пенятся при нагреве, легко наносятся на места соединений, широко распространены и сравнительно не дороги.
По многолетнему опыту мастеров качественный флюс является гарантом совершенной пайки. Выбор зависит от спецификации вещества, характера работ. Большинство флюсов используют по прямому назначению. Современные гелеобразные припои используются повсеместно, отличаются большим разнообразием активных компонентов и простотой использования.
Для выполнения качественных работ необходимы хорошие инструменты. Паяльник, его жало, фен и припой опытный радиотехник подбирает высшего качества, т.к. цена в разнице с аналогами не высока, а качество работы будет на высшем уровне. Применение самых передовых, современных паяльных инструментов не даст возможности произвести достаточно хорошую пайку без сопутствующих флюсов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Флюс обеспечивает стабильное горение дуги, способствует формированию надежного сварного соединения, выводит из сварочной зоны ненужные примеси и в целом улучшает качество работы. Флюс можно купить в магазине, современный производители предлагают большой ассортимент. Но мы предлагаем вам сделать флюс самому. Это не займет много времени, зато сэкономит ваши деньги.
В основном, паяльный флюс используется для сварки проводов и мелких деталей. Существует также специальный флюс для пайки bga. В этой статье мы поделимся «рецептом» изготовления различных видов флюса или, проще говоря, припоя, который можно использовать в большинстве мелких паяльных работ.
Существует также специальный флюс для пайки bga. В этой статье мы поделимся «рецептом» изготовления различных видов флюса или, проще говоря, припоя, который можно использовать в большинстве мелких паяльных работ.
Разновидности
Прежде чем приступить к изготовлению флюса, нужно разобраться в его разновидностях и особенностях. Чтобы соединить две детали нужно выдерживать в сварочной зоне определенную температуру, в зависимости от металла она может сильно варьироваться. При этом температура плавления припоя должна быть заметно выше температуры плавления металла, с которым вы работаете. Отсюда вытекают особенности выбора флюса. Нужно учитывать материалы, которые вы соединяете друг с другом, температуру их плавления и прочность.
Если говорить обобщенно, то флюсы бывают твердыми и мягкими. Твердые флюсы отличаются высокой температурой плавления, а мягкие — низкой. Их также называют тугоплавкими и легкоплавкими. Если свариваемая деталь тонкая, то используйте мягкий флюс. Если она большего диаметра и требует длительного прогрева, то используйте твердый тугоплавкий припой.
Если она большего диаметра и требует длительного прогрева, то используйте твердый тугоплавкий припой.
Тугоплавкий флюс (или припой) плавится при очень высокой температуре (от 400 градусов по Цельсию) и обеспечивает формирование прочного соединения. Но при использовании такого флюса детали часто перегреваются и могут не работать. Эта проблема особенно актуальна для радиотехников и всех, кто увлекается электроникой.
Легкоплавкий флюс плавится при низких температурах и позволяет использовать его при работе с платами и схемами, например. Такой флюс состоит в большей степени из свинца, и в меньшей степени из олова. Может дополнительно содержать в своем составе примеси других металлов. Существуют отдельные легкоплавкие флюсы, которые плавятся при температуре до 150 градусов. Их используют при работе с транзисторами.
Качественный флюс должен беспрепятственно проводить тепло, обеспечивать прочность сварного соединения, хорошо растягиваться, защищать шов от коррозии и быть устойчивым к температуре плавления металла.
Вне зависимости от типа флюса, который вы используете, место пайки после работы нужно протереть тряпкой, предварительно смоченной в ацетоне. Сам шов можно очистить с помощью небольшой жесткой щетки, предварительно смоченной в растворителе.
Сама пайка как способ соединения металлов имеет ряд свои преимуществ. С помощью нее можно добиться прочного и герметичного шва, устойчивого к коррозии и окислению. Также для пайки не нужны специальные навыки, эту работу может выполнить человек с минимальными теоретическими знаниями.
Инструкция по изготовлению флюса
Итак, как сделать флюс для пайки своими руками? Все зависит от назначения. Если вам нужно спаять тонкие провода, то можно использовать прутки диаметром 1 мм. Их мы будет изготавливать сами.
Нам понадобится маленькая бутылка или любой другой сосуд с плоским дном. В дне проделываем отверстие с диаметром, который нам необходим (в данном случае 1-2 мм). Берем свинец или олово и плавим его с помощью газовой горелки. Заливаем в нашу бутылку. Из отверстия начнет вытекать расплавленный металл, вам нужно заранее подготовить поверхность. Вы можете использовать лист жести, например. Полученные «прутки» должны застыть, затем их нужно разрезать. Опытные мастера используют специальные формы для изготовления прутков. Посмотрите также обзор на флюс для пайки bga.
Заливаем в нашу бутылку. Из отверстия начнет вытекать расплавленный металл, вам нужно заранее подготовить поверхность. Вы можете использовать лист жести, например. Полученные «прутки» должны застыть, затем их нужно разрезать. Опытные мастера используют специальные формы для изготовления прутков. Посмотрите также обзор на флюс для пайки bga.
Нам понадобятся кристаллы канифоли, которые нужно растолочь в порошок. Заверните кристаллы в плотную ткань и постучите по ним молотком (желательно, молотком для работ по дереву или кухонным молотком для мяса). В соотношении один к одному смешиваем порошок и спирт. Спирт можно приобрести в аптеке. Желательно смешивать в стеклянной емкости, например, небольшой банке. Тщательно размешиваем спирт с порошком и ставим банку в горячую воду. Еще раз тщательно все перемешиваем до однородной консистенции. Готово! Полученный флюс можно использовать с медицинским шприцом или залить его в пустую бутылочка из-под лака для ногтей.
При пайке могут выделяться вещества, опасные для вашего здоровья.
Используйте в своей работе защитные перчатки, маску и очки. Не приобретайте флюсы от малоизвестных производителей, не гонитесь за самой низкой ценой. По возможности изготавливайте флюс самостоятельно. Соблюдайте технику безопасности. Так вы сократите вероятность отравления парами флюса.
Вместо заключения
Теперь вы знаете, как приготовить флюс для пайки в домашних условиях. Этот навык понадобится и тем, кто пользуется флюсом редко, и тем, кто использует его постоянно в своей работе. Не нужно обладать особыми навыками или искать редкие компоненты. Все материалы для изготовления флюса можно найти в радиотехническом магазине или аптеке. Опишите в комментариях свой опыт изготовления флюса, чтобы помочь другим новичкам, и делитесь этой статьей в своих социальных сетях. Желаем удачи!
Пайка представляет собой процесс соединения радиоэлементов между собой, и для этого требуется применение различных присадочных материалов, таких как припой и флюс.
Припой представляет собой металл или сплав различных металлов, имеющий температуру плавления меньшую, чем в соединяемых металлах..jpg) Он обеспечивает прочное соединение и заполняет зазоры между соединяемыми частями заготовки.
Он обеспечивает прочное соединение и заполняет зазоры между соединяемыми частями заготовки.
Требования к флюсам
Для улучшения спаивания деталей и качества получаемого соединения, а также очищения поверхности от оксидной пленки и жировых загрязнений, применяются различные флюсы. Любой применяемый в работе флюс должен выполнять следующие требования:
- Температура плавления должна быть ниже температуры плавления припоя. Это основное условие качественного соединения деталей.
- Не должен вступать в реакцию с припоем.
- Должен обеспечивать хорошее растекание припоя по поверхности и смачивать все обрабатываемые изделия.
- Должен удалять и разрушать все оксидные и жировые пленки.
- Остатки должны хорошо смываться с поверхностей.
Флюсы принято делить на активные и нейтральные в зависимости от наличия в их составе кислот. Кислотные активно взаимодействуют с многими растворяемыми оксидными пленками и жирами.
При этом они выделяют токсичные вещества при испарении и могут со временем повредить печатную плату, если их не удалить. Это связано с тем, что активная кислота, входящая в состав данных флюсов, хорошо растворяет различные металлы, например, те, из которых состоят радиодетали и сама плата.
Это связано с тем, что активная кислота, входящая в состав данных флюсов, хорошо растворяет различные металлы, например, те, из которых состоят радиодетали и сама плата.
Нейтральные варианты зачастую лишены этих недостатков, но пайка проходит не так качественно, как при применении кислотных.
Группы флюсов
Все существующие препараты можно разделить по эффективности на три группы согласно ГОСТу:
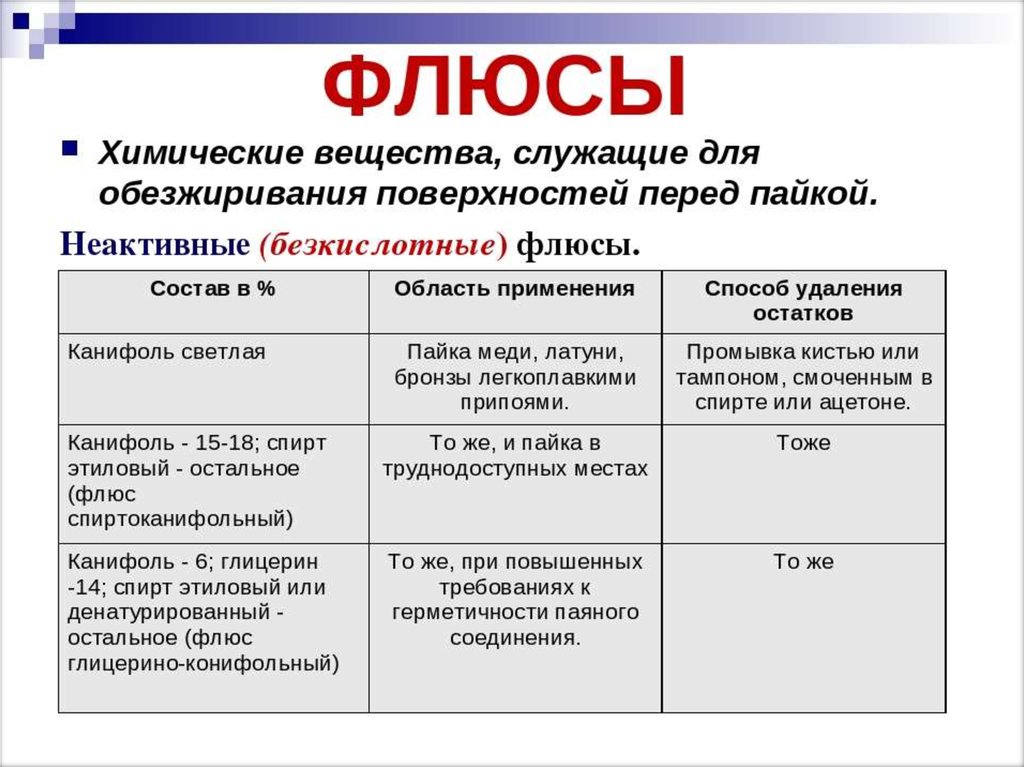
- Нейтральная группа. Из-за почти нулевой активности компонентов данные флюсы слабо очищают поверхности, а припои, которые используются с ними, должны быть легкоплавкими. Применяются при работе с медными материалами, медью, покрытой кадмием, серебром и оловом. К этой категории относят канифоли, воски, древесные смолы и стеарин.
Чем заменить флюс для пайки
При отсутствии флюса и невозможности его приобретения можно применять некоторые подручные материалы, но следует помнить, что качество пайки будет очень низким, а остатки материала зачастую трудноудалимы или токсичны.
 Тем не менее о некоторых адекватных вариантах следует знать.
Тем не менее о некоторых адекватных вариантах следует знать.- Аспирин. Салициловая кислота или раствор таблетки аспирина в воде может применяться при пайке, но его пары слишком токсичные, и очень желательно работать в нежилых помещениях с хорошей вентиляцией, а лучше всего на открытом воздухе. Обладает всеми недостатками активных флюсов, требует обязательной промывки поверхности после пайки.
- Нашатырь, а также лимонная или уксусная кислота тоже может применяться как замена флюсам, при этом их концентрация не требует дополнительного разведения водой.
- Глицерин может подойти для пайки радиодеталей на плате, но имеет остаточное сопротивление и хорошую гигроскопичность, поэтому обязательно промывается с платы.
Следует помнить, что пайка будет качественной в том случае, когда флюс подобран правильно. Для каждого металла есть идеально подходящие флюсы, а другие могут не сработать. Помимо этого, очень не рекомендуется паять платы активными флюсами, особенно имеющими в своем составе кислоты, поскольку при неполном удалении остатков флюса с поверхности печатной платы активные компоненты будут уничтожать токопроводящие медные дорожки.
Паять детали следует паяльником с идеально залуженным жалом, а при появлении нагара стараться очищать жало в оксидале, это позволит провести очень хорошую пайку. По завершении работ остатки флюса с поверхности спаянных деталей и плат обязательно нужно удалять подходящим способом. Дорожки платы можно покрывать специальными лаками, например, цапонлаком, это позволит защитить их от влаги.
“>
Как припаять медный провод к стали
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Сварка и пайка металлов относятся к неразъемным соединениям. Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
Схема сварки металлов.
Существующие методы пайки
Технология пайки классифицируется по нескольким показателям:
Температурный показатель зависит от нагрева металла. В этом случае пайка бывает:
Разделяет эти два способа показатель температуры. Границей разделения считается 450 градусов.
Существует также определение пайки в зависимости от приложенного давления:
- пайка металла с применением фиксированного зазора;
- прессовая пайка.
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.
Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.
Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.

Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм. Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала — припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями.
При пайке должно выполняться следующее температурное условие: Т1
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? В теме Вы ознакомитесь с материалами для паяния, с паянием меди с алюминием и паянием меди с железом.
Материалы для паяния
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой
Изложенная тема здесь как бы простая, но охватывает более такой
Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание Т: Пайка – РТС-тендер
ГОСТ 28211-89
(МЭК 68-2-20-79)
Группа Э29
Испытание Т: Пайка
МКС 19.040
31.020
ОКСТУ 6000, 6100, 6200, 6300
Дата введения 1990-03-01
1. Постановлением Государственного комитета СССР по стандартам от 15.08.89 N 2557 введен в действие государственный стандарт СССР ГОСТ 28211-89, в качестве которого непосредственно применен стандарт Международной Электротехнической Комиссии МЭК 68-2-20-79 с поправками N 1 (1986) и N 2 (1987), с 01.03.90
2. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение отечественного нормативно-технического документа, на который дана ссылка | Обозначение соответствующего стандарта | Раздел, подраздел, пункт, в котором |
ГОСТ 28198-89 | МЭК 68-1-88* | Введение, 5. |
ГОСТ 28200-89 | МЭК 68-2-2-74 | Введение, 4.5.3 |
ГОСТ 28201-89 | МЭК 68-2-3-69 | Введение, 4.5.2 |
– | МЭК 249-1-82 | Введение, 6.2, 6.5, 6.8.2, 6.9 |
– | МЭК 326-2-76 | Введение, 6.2, 6.3, 6.5, 6.8.2, 6.9 |
 7
7________________
* Доступ к международным и зарубежным документам можно получить перейдя по ссылке на сайт http://shop.cntd.ru, здесь и далее по тексту. – Примечание изготовителя базы данных.
3. Замечания к внедрению ГОСТ 28211-89
Техническое содержание стандарта МЭК 68-2-20-79 “Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание Т: Пайка” принимают для использования и распространяют на изделия электронной техники народно-хозяйственного назначения
Часть 2. Испытания. Испытание Т: Пайка” принимают для использования и распространяют на изделия электронной техники народно-хозяйственного назначения
4. ПЕРЕИЗДАНИЕ. Октябрь 2006 г.
1. Официальные решения или соглашения МЭК по техническим вопросам, подготовленные техническими комитетами, в которых представлены все заинтересованные национальные комитеты, выражают с возможной точностью международную согласованную точку зрения по рассматриваемым вопросам.
2. Эти решения представляют собой рекомендации для международного пользования и в этом виде принимаются национальными комитетами.
3. В целях содействия международной унификации МЭК выражает пожелание, чтобы все национальные комитеты приняли настоящий стандарт МЭК в качестве своих национальных стандартов, насколько это позволяют условия каждой страны. Любое расхождение со стандартами МЭК должно быть четко указано в соответствующих национальных стандартах.
ВВЕДЕНИЕ
Стандарт МЭК 68-2-20-79 подготовлен Подкомитетом 50С “Разные испытания” Технического комитета МЭК 50 “Испытания на воздействие внешних факторов”.
Настоящее издание заменяет все предыдущие издания.
Первый проект стандарта обсуждался в Гааге в 1975 г. В результате решений этого совещания национальным комитетам был представлен в сентябре 1976 г. на утверждение по Правилу шести месяцев проект – Документ 50С (Центральное бюро) 7.
Замечания по проекту и новый проект – Документ 50С (Центральное бюро) 16 были представлены в марте 1978 г. на утверждение национальным комитетам по Правилу двух месяцев.
За принятие этого стандарта голосовали следующие страны:
Австралия
Австрия
Арабская Республика Египет
Бельгия
Бразилия
Великобритания
Венгрия
Дания
Израиль
Испания
Италия
Нидерланды
Норвегия
Польша
Португалия
Соединенные Штаты Америки
Турция
Федеративная Республика Германии
Финляндия
Франция
Швейцария
Швеция
Южно-Африканская Республика
В стандарте имеются ссылки на следующие Публикации МЭК:
68-1-88 | “Основные испытания на воздействие внешних факторов. |
68-2-2-74 | “Часть 2. Испытания. Испытание В. Сухое тепло”. |
68-2-3-69 | “Испытание Са. Влажное тепло, постоянный режим”. |
249-1-82 | “Фольгированные материалы для печатных схем”*. |
326-2-76 | “Платы печатные. Часть 2. Методы испытаний”*. |
_______________ | |
 Часть 1. Общие положения”.
Часть 1. Общие положения”.
Примечание к пункту С1 приложения С.
“WW” – общепринятое обозначение очень белой (чистой) канифоли, хорошо известное специалистам всех стран и используемое поставщиками канифоли.
Метод определения температуры размягчения по “кольцу и шару” известен и используется в лабораториях, где проводятся испытания канифоли.
Метод определения точки текучести (или точки каплепадения), известный как “Ubbelohde method”, широко используется в лабораториях, где проводятся испытания канифоли. Он является вариантом метода испытания по определению “точки каплепадения густой смазки”, приведенного в документе ИСО 2176. “Ubbelohde method” используется главным образом для испытания битумов.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт применим ко всем электрическим и электронным элементам, подлежащим испытаниям, которые приведены ниже.
2. ЦЕЛЬ
Определить способность выводов элементов и печатных схем легко смачиваться припоем и убедиться, что элемент не будет поврежден при сборке во время процесса пайки.
3. ТЕРМИНОЛОГИЯ
3.1. Канифоль
Натуральная смола, получаемая после отгонки скипидара из живицы сосны, состоящая главным образом из абиетиновой кислоты и других смоляных кислот сложных эфиров.
3.2. Контактный угол
Это угол, заключенный между двумя плоскостями, касательными к поверхности жидкости и поверхности раздела жидкость/твердое тело в точке их пересечения (см. рис.1). В частности, это – контактный угол жидкого припоя, находящегося в соприкосновении с твердой металлической поверхностью.
Рис.1. Контактный угол
Рис.1
3.3. Смачивание
Образование на поверхности слоя припоя, сцепленного с поверхностью. Небольшой угол смачивания указывает на хорошее смачивание.
3.4. Несмачивание
Невозможность образования на поверхности слоя припоя, сцепленного с поверхностью. В этом случае контактный угол значительно больше 90 °С.*
________________
* Текст документа соответствует оригиналу. – Примечание изготовителя базы данных.
3.5. Десмачивание
Стягивание расплавленного припоя на твердой поверхности, первоначально им смоченной. В некоторых случаях может остаться чрезвычайно тонкая пленка припоя. По мере стягивания припоя угол смачивания увеличивается.
В некоторых случаях может остаться чрезвычайно тонкая пленка припоя. По мере стягивания припоя угол смачивания увеличивается.
3.6. Паяемость
Свойство поверхности легко смачиваться расплавленным припоем.
3.7. Время пайки
Время, необходимое для смачивания определенной площади поверхности при указанных условиях.
3.8. Теплостойкость при пайке
Способность образца выдерживать воздействие тепла, возникающего при пайке.
4. ИСПЫТАНИЕ Та. ПАЯЕМОСТЬ ПРОВОЛОЧНЫХ И ЛЕПЕСТКОВЫХ ВЫВОДОВ
4.1. Цель
Определить паяемость поверхностей на проволочных лепестковых выводах, от которых требуется, чтобы они смачивались припоем, и при необходимости определить, не происходит ли десмачивание.
4.2. Общее описание испытания
Испытание Та предусматривает три различных метода испытания:
Метод 1. Паяльная ванна при 235 °С.
Паяльная ванна при 235 °С.
Метод 2. Паяльник при 350 °С.
Метод 3. Капля припоя при 235 °С.
Метод 1 с соответствующими изменениями времени и температуры используется для обнаружения десмачивания.
Используемый метод испытания должен быть указан в соответствующей НТД. Метод с применением паяльной ванны наиболее точно имитирует процессы пайки, которые обычно используются на практике, но при этом методе количественно выразить результаты невозможно.
В методе с применением капельной установки образец круглого проволочного вывода делит пополам каплю расплавленного припоя, имеющую определенную массу. Метод легко применим, а время пайки является точным критерием контроля.
Метод с применением паяльника может быть использован в тех случаях, когда другие два метода не применимы.
Испытанию может предшествовать ускоренное старение, если это требует соответствующая НТД. В соответствующей НТД должен быть указан один из следующих методов старения:
Старение 1а. 1 ч старения в пару.
1 ч старения в пару.
Старение 1б. 4 ч старения в пару.
Старение 2. 10 сут влажного тепла, постоянный режим (испытание Са).
Старение 3. 16 ч при 155 °С сухого тепла (испытание Ва).
4.3. Подготовка образца
4.3.1. Испытуемая поверхность должна быть в состоянии “поставки”. Не допускается касаться испытуемой поверхности руками или загрязнять ее.
4.3.2. Образец не следует подвергать очистке перед испытанием на паяемость. Если требует соответствующая НТД, то образец может быть обезжирен погружением в нейтральный органический растворитель при температуре лаборатории.
4.4. Первоначальные измерения
Образцы подвергают внешнему осмотру, если требует соответствующая НТД, то измеряют их электрические параметры и проверяют механические свойства.
4.5. Ускоренное старение
Если в соответствующей НТД требуется ускоренное старение, то должен быть принят один из следующих методов.
Примечание. Выводы могут быть отделены от корпуса элемента, если температура старения выше максимальной рабочей температуры или температуры хранения элемента, или, если предполагается значительное повреждение элемента при 100 °С в водяном пару, что может оказать такое влияние на паяемость, которое обычно не имеет места при естественном старении.
4.5.1. Старение 1
В соответствующей НТД должно быть указано, следует ли применять старение 1а (1 ч в пару) или старение 1б (4 ч в пару). Для проведения старения образец подвешивают предпочтительно при вертикальном расположении вывода так, чтобы испытуемая поверхность находилась на расстоянии 25-30 мм от поверхности кипящей дистиллированной воды, содержащейся в сосуде из боросиликатного стекла или нержавеющей стали подходящего объема (например двухлитровый химический стакан). Вывод должен находиться на расстоянии не менее 10 мм от стенок сосуда.
Сосуд должен иметь крышку из аналогичного материала, состоящую из одной или нескольких пластин, которые могут закрывать приблизительно отверстия. Должен быть предусмотрен подходящий метод подвешивания образцов; с этой целью допускаются отверстия или прорези в крышке. Держатель образца должен быть неметаллический.
Должен быть предусмотрен подходящий метод подвешивания образцов; с этой целью допускаются отверстия или прорези в крышке. Держатель образца должен быть неметаллический.
Уровень воды должен поддерживаться постоянным постепенным добавлением небольших количеств горячей дистиллированной воды таким образом, чтобы бурное кипение воды не прекращалось; можно использовать обратный холодильник (см. рис.3, приложение А).
4.5.2. Старение 2
Образцы подвергают воздействию влажного тепла в течение 10 сут при постоянном режиме в соответствии с испытанием Са по МЭК 68-2-3 (ГОСТ 28201).
4.5.3. Старение 3
Образцы в течение 16 ч подвергают воздействию сухого тепла при 155 °С в соответствии с испытанием Ва по МЭК 68-2-2 (ГОСТ 28200).
4.5.4. После проведения ускоренного старения образец выдерживают в нормальных атмосферных условиях испытания не менее 2 и не более 24 ч.
4. 6. Метод 1. Паяльная ванна при 235 °С
6. Метод 1. Паяльная ванна при 235 °С
Этот метод позволяет оценить паяемость проволочных и лепестковых выводов и выводов неправильной формы.
4.6.1. Описание паяльной ванны
Паяльная ванна должна быть глубиной не менее 40 мм и иметь объем не менее 300 мл. Ванна должна coдеpжaть припой, состав которого указан в приложении В; температура припоя в ванне перед испытанием должна быть (235±5) °С.
4.6.2. Флюс
Применяемый флюс должен состоять из 25% по массе канифоли и 75% по массе пропанола-2 (изопропанола) или этилового спирта, как указано в приложении С.
Если неактивированный флюс не подходит, то в соответствующей НТД может быть установлено применение вышеуказанного флюса с добавлением диэтиламингидрохлорида (чистый для анализа) в количестве до 0,5% содержания канифоли (в пересчете на свободный хлор).
4.6.3. Методика
Поверхность расплавленного припоя должна быть чистой и блестящей, для чего непосредственно перед каждым испытанием ее очищают лопаткой из материала с низкой теплопроводностью.
Испытуемый вывод сначала погружают во флюс по п.4.6.2 при температуре лаборатории; избыточный флюс удаляют, давая ему стекать в течение соответствующего времени или используя другой способ, обеспечивающий тот же результат. В спорном случае флюсу дают стекать в течение (60±5) с.
Затем вывод сразу же погружают в ванну с припоем в направлении продольной оси. Точка погружения вывода должна быть на расстоянии не менее 10 мм от стенок ванны.
Скорость погружения должна быть (25±2,5) мм/с, время выдержки в припое (2,0±0,5) с, расстояние между корпусом элемента и припоем должно быть указано в соответствующей НТД. Затем образец извлекают со скоростью (25±2,5) мм/с.
Для элементов, имеющих большую теплоемкость, в соответствующей НТД может быть установлено время выдержки в припое (5,0±0,5) с.
Если требует соответствующая НТД, то между корпусом элемента и расплавленным припоем может быть помещен экран из теплоизоляционного материала толщиной (1,5±0,5) мм, имеющий отверстия, соответствующие размеру выводов с необходимым зазором.
Остаток флюса должен быть удален пропанолом-2 (изопропанолом) или этиловым спиртом.
4.6.4. Требования
Осмотр проводят при достаточном освещении невооруженным глазом или с помощью лупы, с увеличением от 4 до 10. Погруженная поверхность должна быть покрыта гладким и блестящим слоем припоя. Допускается лишь незначительное количество отдельных дефектов в виде пор, зон, не подвергшихся смачиванию, или зон, где произошло десмачивание. Эти дефекты не должны концентрироваться на одном участке поверхности.
4.7. Метод 2. Паяльник при 350 °С
Этот метод позволяет оценить паяемость выводов в тех случаях, когда методы с применением паяльной ванны или капельной установки не применимы.
4.7.1. Описание паяльников
Тип А.
Температура жала (350±10) °С (в начале испытания).
Диаметр жала 8 мм.
Длина жала 32 мм, рабочий конец жала имеет форму клина длиной приблизительно 10 мм.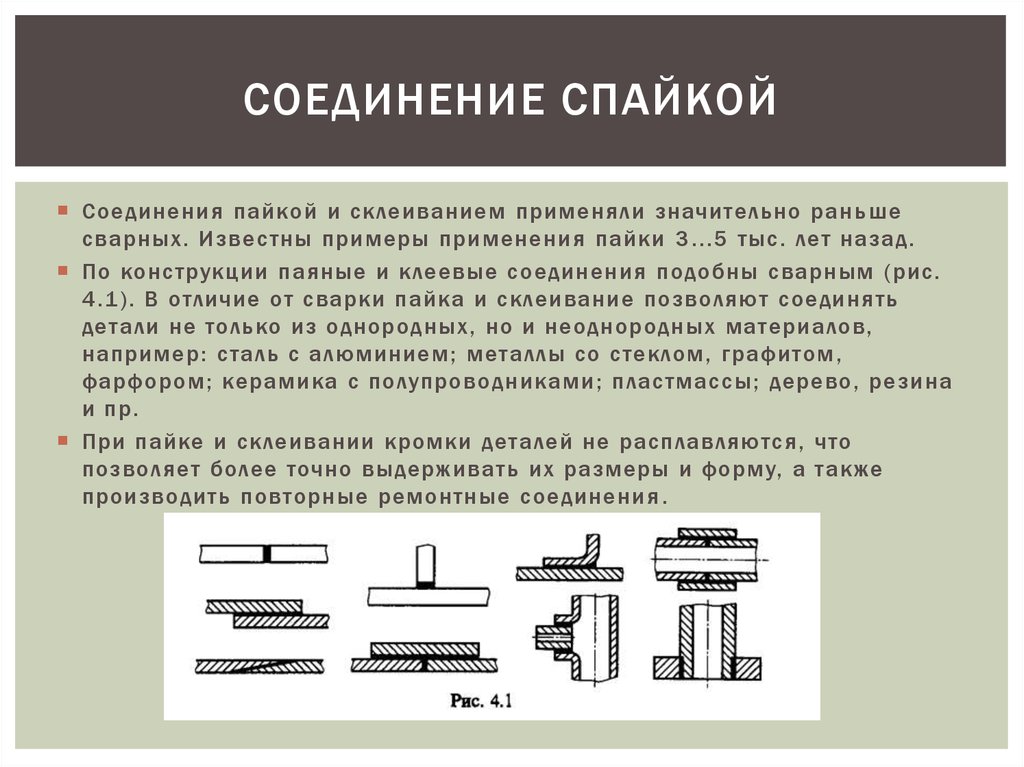
Тип В.
Температура жала (350±10) °С (в начале испытания).
Диаметр жала 3 мм.
Длина жала 12 мм, рабочий конец жала имеет форму клина длиной приблизительно 5 мм.
Жало должно быть изготовлено из меди, предпочтительно с железным покрытием или из коррозионно-стойкого сплава меди в соответствии с установившейся практикой; часть рабочего конца жала, соприкасающаяся с испытуемой поверхностью, должна быть облужена.
4.7.2. Припой и флюс
Необходимо использовать трубчатый припой, состоящий из припоя, указанного в приложении В, и сердечника или сердечников, содержащих 2,5-3,5% канифоли, указанной в приложении С. Во время испытания визуальным осмотром проверяют наличие флюса.
4.7.3. Методика
В зависимости от вида элемента применяют паяльник либо типа А, либо типа В, как указано в соответствующей НТД.
Номинальный диаметр паяльной проволоки при использовании паяльника типа А – 1,2 мм; при использовании паяльника типа В – 0,8 мм.
Вывод должен находиться в таком положении, чтобы паяльник мог соприкасаться с испытуемой поверхностью в горизонтальной плоскости, как указано на рис.2.
Рис.2. Положение проволочного вывода
1 – корпус элемента; 2 – паяльная проволока в количестве, достаточном для покрытия испытуемой поверхности; 3 – жало паяльника; 4 – проволочный вывод
Рис.2
Если для выводов требуется механическая опора при проведении испытания, то она должна быть из теплоизоляционного материала.
Для термочувствительных элементов в соответствующей НТД должно быть указано расстояние, на котором должна находиться испытуемая поверхность от корпуса элемента, или должно быть указано, следует ли использовать определенный теплоотвод.
В соответствующей НТД могут быть указаны и другие условия, если форма выводов не позволяет применить методику, описанную выше.
Избыточный припой, оставшийся на поверхности паяльника от предыдущего испытания, должен быть стерт с нее.
Если иное не указано, паяльник и припой должны соприкасаться с выводом в течение 2-3 с в месте, указанном в соответствующей НТД. В этот период времени паяльник должен быть неподвижен.
Если в соответствующей НТД требуется испытывать несколько выводов элемента, необходимо соблюдать интервал от 5 до 10 с между соприкасаниями паяльника с разными выводами элемента, чтобы исключить перегрев.
Остаток флюса отмывают пропанолом-2 (изопропанолом) или этиловым спиртом.
4.7.4. Требования
Осмотр проводят при достаточном освещении невооруженным глазом или с помощью лупы с увеличением от 4 до 10.
Припой должен смочить испытуемую поверхность; на ней не должно быть капель припоя.
4.8. Метод 3. Капля припоя при 235 °С
Этот метод позволяет измерить время пайки проволочных выводов круглого сечения.
4.8.1. Методика
Оборудование, приведенное в приложении D, должно быть сконструировано таким образом, чтобы капля расплавленного припоя делилась выводов* пополам. Время, протекающее с момента, когда вывод разделяет каплю припоя пополам, до момента, когда припой, обтекая вокруг вывода, покрывает его, характеризует паяемость вывода.
Время, протекающее с момента, когда вывод разделяет каплю припоя пополам, до момента, когда припой, обтекая вокруг вывода, покрывает его, характеризует паяемость вывода.
________________
* Текст документа соответствует оригиналу. – Примечание изготовителя базы данных.
4.8.2. Условия испытания
4.8.2.1. Припой
Дозы припоя, имеющего состав в соответствии с указанным в приложении В, соотносятся с диаметром вывода следующим образом:
Номинальный диаметр вывода, мм | Номинальная масса доз припоя, мг |
1,2-0,75 | 200 |
0,74-0,55 | 125 |
0,54-0,25 | 75 |
0,24 и менее | 50 |
Примечание. Допустимые отклонения номинальной массы указаны в п.В3 приложения В.
Допустимые отклонения номинальной массы указаны в п.В3 приложения В.
4.8.2.2. Температура железного стержня
Оборудование должно быть отрегулировано таким образом, чтобы температура, измеренная, как указано в приложении D, рис.4 и 5, поддерживалась равной (235±2) °С.
4.8.2.3. Флюс
Флюс должен содержать 25% по массе канифоли и 75% по массе пропанола-2 (изопропанола) или этилового спирта, как указано в приложении С.
Если неактивированный флюс не подходит, то в соответствующей НТД может быть установлено применение вышеуказанного флюса с добавлением диэтиламингидрохлорида в количестве до 0,5% содержания канифоли (в пересчете на свободный хлор).
4.8.3. Методика
Испытуемые выводы должны быть прямыми и, если необходимо, могут быть отделены от образца перед испытанием.
Выводы перед испытанием на паяемость очищать не следует. Если требует соответствующая НТД, то проволочные выводы должны быть обезжирены погружением в нейтральный органический растворитель при температуре лаборатории.
Остатки припоя от предыдущего испытания должны быть стерты с паяльного блока перед тем, как на паяльный блок помещают новую дозу припоя, выбранную согласно п.4.8.2.1.
Флюс наносят на проволоку либо путем погружения во флюс, либо при помощи кисти, когда проволока находится на своем месте в испытательном оборудовании. Небольшое количество флюса наносят также на расплавленную каплю припоя, чтобы очистить ее и снять окисную пленку, а также чтобы добиться полного смачивания железного стержня.
Затем испытуемый вывод погружают в каплю припоя так, чтобы он коснулся поверхности железного стержня.
4.8.4. Требования
Время, протекающее с того момента, когда провод, разделив каплю припоя пополам, касается железного стержня, и до того момента, когда припой, обтекая вокруг провода, покрывает его, является временем пайки. Его максимальное значение должно быть указано в соответствующей НТД.
4.9. Десмачивание
Примечание. В соответствующей НТД должно быть указано, требуется ли проводить это испытание.
В соответствующей НТД должно быть указано, требуется ли проводить это испытание.
4.9.1. Описание паяльной ванны
Паяльная ванна должна быть глубиной не менее 40 мм и иметь объем не менее 300 мл. Ванна должна содержать припой, состав которого указан в приложении В; температура припоя в ванне перед испытанием должна быть (260±5) °С.
4.9.2. Методика
Поверхность расплавленного припоя должна быть чистой и блестящей; с этой целью непосредственно перед каждым испытанием ее очищают лопаткой из материала с низкой теплопроводностью.
Испытуемый вывод сначала погружают во флюс по п.4.6.2 при температуре лаборатории; избыточный флюс удаляют, давая ему стекать в течение соответствующего времени, или используя другой способ, обеспечивающий тот же результат. В спорном случае флюсу дают стекать в течение (160±5) с.
Затем вывод сразу погружают в ванну с припоем в направлении продольной оси. Точка погружения вывода должна быть на расстоянии не менее 10 мм от стенок ванны.
Скорость погружения должна быть (5±4) мм/с, время выдержки в припое – (5,0±0,5) с, расстояние между корпусом элемента и припоем должно быть указано в соответствующей НТД. Затем образец извлекают с той же скоростью.
После извлечения из ванны с припоем вывод должен оставаться в вертикальном положении до тех пор, пока припой не затвердеет.
Остаток флюса отмывают пропанолом-2 (изопропанолом) или этиловым спиртом.
4.9.3. Требования
Осмотр проводят при достаточном освещении невооруженным глазом или с помощью лупы с увеличением от 4 до 10.
Поверхность после погружения должна быть покрыта гладким и блестящим слоем припоя; допускается лишь незначительное количество дефектов в виде пор, зон, не подвергшихся смачиванию, или зон, где произошло десмачивание. Эти дефекты не должны концентрироваться на одном участке поверхности.
4.9.4. Затем вышеуказанное испытание должно быть повторено.
Требуется, чтобы вывод был погружен в общей сложности на 10 с, так как десмачивание может происходить медленно; это время погружения разделяют на два периода по 5 с каждый, чтобы поверхность, подвергшаяся быстрому десмачиванию, не оказалась вновь смоченной.
4.10. Заключительные измерения
Образец подвергают внешнему осмотру и, если требует соответствующая НТД, измеряют электрические параметры и проверяют механические свойства.
4.11. Сведения, которые следует указать в соответствующей НТД
Если указанное испытание включено в соответствующую НТД, то должны быть приведены следующие данные:
Номер пункта | ||
а) | требуется ли обезжиривание | 4.3.2; 4.8.3 |
б) | первоначальные измерения | 4.4 |
в) | метод старения (если требуется) | 4.5 |
г) | метод испытания | 4. |
д) | следует ли использовать активированный флюс | 4.6.2; 4.8.2.3 |
е) | глубина погружения и время (если не 2 с) | 4.6.3; 4.9.2 |
ж) | требуется ли использование теплового экрана | 4.6.3 |
з) | тип паяльника (А или В) | 4.7.3 |
и) | расстояние испытуемой поверхности от корпуса элемента или использование теплоотвода | 4.7.3 |
к) | другие условия испытания, обусловленные формой вывода | 4. |
л) | положение паяльника | 4.7.3 |
м) | время соприкасания паяльника с выводом, если оно не равно 2-3 с | 4.7.3 |
н) | время пайки | 4.8.4 |
о) | требуется ли испытание на десмачивание | 4.9 |
п) | глубина погружения | 4.9.2 |
р) | заключительные измерения | 4.10 |
 6; 4.7 или 4.8
6; 4.7 или 4.8 7.3
7.35. ИСПЫТАНИЕ Тb. ТЕПЛОСТОЙКОСТЬ ЭЛЕМЕНТОВ ПРИ ПАЙКЕ
5.1. Цель
Определить способность образца выдерживать воздействие тепла, возникающего при пайке.
5.2. Общее описание испытания
Испытание предусматривает следующие различные методы испытания:
Метод 1А. Паяльная ванна при 260 °С.
Метод 1В. Паяльная ванна при 350 °С.
Метод 2. Паяльник при 350 °С.
Методы 1А и 1В идентичны испытанию Та, методу 1, но с изменением времени выдержки в припое и температуры.
Метод 2 идентичен испытанию Та, методу 2, но паяльник соприкасается с испытуемой поверхностью в течение 10 с.
5.3. Первоначальные измерения
Образцы подвергают внешнему осмотру, измеряют их электрические параметры и проверяют механические свойства в соответствии с требованиями соответствующей НТД.
5.4. Метод 1А. Паяльная ванна при 260 °С
5.4.1. Паяльная ванна
Паяльная ванна должна быть глубиной не менее 40 мм и иметь объем не менее 300 мл. Ванна должна содержать припой, состав которого указан в приложении В; температура припоя в ванне перед испытанием должна быть (260±5) °С.
5.4.2. Флюс
5.4.2.1. Применяемый флюс должен состоять из 25% по массе канифоли и 75% по массе пропанола-2 (изопропанола) или этилового спирта с добавлением диэтиламингидрохлорида (чистый для анализа) в количестве до 0,5% содержания канифоли (в пересчете на свободный хлор).
5.4.2.2. Если данное испытание включено в ряд последовательных испытаний и проводится перед испытанием на влажное тепло, то должен использоваться неактивированный флюс, состоящий из 25% по массе канифоли и 75% по массе пропанола-2 (изопропанола) или этилового спирта. В этом случае испытанию подвергают образцы, поверхность которых в течение предыдущего 72-часового периода удовлетворительно прошла испытание на паяемость Та, метод 1.
5.4.3. Методика
Поверхность расплавленного припоя должна быть чистой и блестящей, для чего непосредственно перед каждым испытанием ее очищают лопаткой из материала с низкой теплопроводностью.
Испытуемый вывод сначала погружают во флюс по п.5.4.2 при температуре лаборатории, затем в паяльную ванну в направлении продольной оси. Точка погружения вывода должна находиться на расстоянии не менее 10 мм от стенок ванны.
Погружение вывода до точки, отстоящей на 2,0-2,5 мм от корпуса элемента или плоскости установки вывода, если иное не указано в соответствующей НТД, должно произойти за время, не превышающее 1 с. Вывод должен оставаться погруженным на указанную глубину в течение одного из периодов, указанных в соответствующей НТД:
а) (5±1) с;
б) (10±1) с.
Примечание. Выдержка в припое в течение 5 с предназначена главным образом для термочувствительных элементов, которые монтируются на печатные платы. Потребители должны быть предупреждены, что такие элементы должны припаиваться к плате за время, не превышающее 4 с.
Если иное не указано в соответствующей НТД, то между корпусом элемента и расплавленным припоем должен быть помещен экран из теплоизоляционного материала толщиной (1,5±0,5) мм, имеющий отверстия, соответствующие размеру выводов с необходимым зазором.
Если в соответствующей НТД предусматривается применение во время испытания теплоотвода, то должны быть приведены детально его размеры и тип с учетом способа пайки в процессе производства.
5.5. Метод 1В. Паяльная ванна при 350 °С
5.5.1. Паяльная ванна
Паяльная ванна аналогична указанной в п.5.4.1, но температура припоя должна быть (350±10) °С.
5.5.2. Методика
Методика должна быть аналогична указанной в п.5.4.3, но время погружения должно быть (3,5±0,5) с. Вся операция, состоящая из погружения, выдержки в ванне и извлечения из ванны, должна быть проведена в течение 3,5-5 с.
5.6. Метод 2. Паяльник при 350 °С
5.6.1. Описание паяльника
В соответствии с п.4.7.1 в соответствующей НТД должно быть указано, следует ли использовать паяльник типа А или типа В.
5.6.2. Припой и флюс
В соответствии с п.4.7.2.
5.6.3. Методика
В соответствии с п.4.7, метод 2, паяльник для испытания Та, при этом продолжительность соприкасания паяльника с испытуемой поверхностью вывода выбирается равной одному из следующих значений, что должно быть указано в соответствующей НТД:
а) (5±1) с;
б) (10±1) с.
Если в соответствующей НТД продолжительность соприкасания не указана, то она выбирается равной 10 с.
Примечание. При испытании определенных типов электромеханических и других термочувствительных образцов длительная тепловая перегрузка может привести к неустранимым дефектам. Обычно на практике время пайки составляет от 1 до 2 с; это обстоятельство и термочувствительность образца должны быть учтены при выборе длительности испытания. Необходимо предусмотреть дополнительные меры предосторожности (например автоматическое отключение источника тепла).
Для термочувствительных образцов в соответствующей НТД должно быть указано расстояние испытуемой поверхности от корпуса элемента или использование определенного теплоотвода.
Если в соответствующей НТД требуется испытывать несколько выводов элемента, необходимо соблюдать интервал от 5 до 10 с между соприкасаниями паяльника с разными выводами элемента, чтобы исключить перегрев.
5.7. Восстановление
Образец должен оставаться в нормальных атмосферных условиях испытаний, установленных в МЭК 68-1 (ГОСТ 28198) в течение 30 мин или до достижения теплового равновесия.
Примечание. У некоторых элементов, таких как некоторые полупроводники и конденсаторы, электрические параметры стабилизируются только по истечении нескольких часов после достижения ими теплового равновесия.
5.8. Заключительные измерения
Образцы подвергают внешнему осмотру, измеряют их электрические параметры и проверяют механические свойства в соответствии с требованиями соответствующей НТД.
5.9. Сведения, которые следует указывать в соответствующей НТД
Если указанное испытание включено в соответствующую НТД, то должны быть приведены следующие данные:
Номер пункта | ||
а) | первоначальные измерения | 5.3 |
б) | применяемый метод испытания | 5.4.5.5 или 5.6 |
в) | глубина погружения, если она не равна 2,0-2,5 мм от корпуса элемента | 5.4.3 |
г) | время погружения | 5.4.3 |
д) | отсутствие теплового экрана и характеристики теплоотвода, если он предусмотрен | 5.4.3 |
е) | тип (А или В) паяльника | 5.6.1 |
ж) | расстояние испытуемой поверхности от корпуса образца или применение специального теплоотвода | 5.6.3 |
з) | количество выводов, подлежащих испытанию | 5.6.3 |
и) | заключительные измерения | 5.8 |
6. ИСПЫТАНИЕ Тс. ПАЯЕМОСТЬ ПЕЧАТНЫХ ПЛАТ И СЛОИСТЫХ ПЛАСТИКОВ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ
6.1. Цель
Определить паяемость поверхностей, которые должны смачиваться припоем, на:
а) слоистых пластинах с одно- или двусторонним металлическим покрытием;
б) одно- или двусторонних печатных платах с металлизированными отверстиями или без них;
в) многослойных печатных платах.
Примечание. Каждая сторона двусторонних печатных плат должна испытываться отдельно.
6.2. Общее описание испытания
Групповая распайка элементов на печатных платах является производственным процессом, широко применяемым в промышленности. Одним из методов является пайка волной, при которой печатная плата крепится к движущейся каретке так, чтобы она могла проходить по гребню стоячей волны расплавленного припоя. Методика испытания, приведенная ниже, обеспечивает воспроизводимую оценку легкости или затруднительности получения хорошо облуженной поверхности на любой отдельной плате с металлическим покрытием.
Образец прямоугольной формы, вырезанный из слоистого пластика с металлическим покрытием или из одно- или двусторонней печатной платы, покрывают флюсом, затем перемещают с постоянной скоростью по круговой траектории вокруг горизонтальной оси, чтобы испытуемая сторона контактировала с расплавленным припоем. Время соприкосновения образца с припоем регулируется устройством для измерения времени. Характеристики смачивания и десмачивания оцениваются в соответствии с МЭК 249-1* и МЭК 326-2*.
_______________
* Государственный стандарт находится в стадии разработки.
6.3. Образец
Образец должен быть прямоугольной формы, шириной (30±1) мм и длиной, соответствующей требованиям п.6.4.3а, при этом для:
а) слоистых пластиков с односторонним или двусторонним металлическим покрытием следует использовать нетравленный образец;
б) одно- или двусторонних печатных плат с металлизированными отверстиями или без них следует использовать необходимое количество типичных представителей испытуемых рисунков, приведенных в соответствующих частях МЭК 326-2;
в) многослойных печатных плат следует использовать необходимое количество типичных представителей испытуемых рисунков (находятся на рассмотрении).
Испытуемые образцы, указанные в подпунктах б и в, должны быть изготовлены одновременно и в одинаковых условиях с производственной партией печатных плат.
Если испытуемый образец, указанный в подпунктах б и в, отрезан не от платы с одним из рисунков, то следует принимать во внимание ширину проводников, изоляционные зазоры, контактные площадки, отверстия и влияние теплового шунта. Испытуемый образец не должен включать конфигурации проводников и т.п., которые могут повлиять на оценку паяемости. Испытание не ставит своей целью определение паяемости платы конкретной конструкции. Образец выбирают, чтобы испытать паяемость меди или осажденных металлов.
6.4. Испытательное оборудование
6.4.1. Паяльная ванна
Для испытания применяется паяльная ванна глубиной не менее 40 мм. Если ванна круглая, то ее диаметр должен быть не менее 120 мм; если прямоугольная, то ее размер должен быть не менее 100х75 мм.
6.4.2. Перемещение образца
Механическое устройство должно перемещать образец с постоянной скоростью без каких-либо остановок во время соприкасания с припоем по окружности вокруг оси так, чтобы испытуемая поверхность соприкасалась с расплавленным припоем. Радиус вращения должен проходить через центр испытуемой поверхности образца под прямым углом к ней. Расстояние между испытуемой поверхностью и осью вращения должно быть (100±5) мм (см. приложение Е, рис.7А, В).
Диапазон скоростей вращения должен обеспечивать продолжительность соприкасания образца с припоем (определенное в соответствии с п.6.4.4) от 1 до 8 с.
Глубина погружения испытуемой поверхности в расплавленный припой, когда плата находится в горизонтальном положении, не должна превышать толщину платы. Важно обеспечить условия, исключающие возможность натекания припоя на верхнюю поверхность образца, для чего допускается применение держателя образца с рамкой, обеспечивающей это условие (см. п.6.4.3).
6.4.3. Держатель образца
Держатель образца может быть любой конструкции, которая обеспечивает закрепление образца в соответствии с указанным выше (см. приложение Е) и удовлетворяет следующим требованиям:
а) рабочая длина испытуемой поверхности образца в направлении движения должна быть (25±1) мм;
б) части держателя (включая удерживающую пружину, если имеется), соприкасающиеся с образцом или припоем, должны иметь низкие теплоемкость и теплопроводность;
в) держатель не должен препятствовать каким-либо образом смачиванию испытуемой поверхности.
6.4.4. Устройство для измерения времени
Время соприкасания испытуемой поверхности образца с расплавленным припоем определяется при помощи таймера, действующего за счет электрического контакта иглы с расплавленным припоем. Кончик иглы размещается рядом с образцом. Он должен находиться на той же оси вращения и иметь такой же радиус вращения, что и центр испытуемой поверхности образца. Игла должна быть изолирована от держателя образца, к которому она прикреплена (см. приложение Е), и подвергаться чистке между испытаниями.
Поскольку от размеров иглы может зависеть точность измерения времени, оборудование должно быть откалибровано с учетом применяемого устройства.
6.4.5. Очистка поверхности припоя
К испытательному устройству прикрепляют полоску подводящего материала шириной 50 мм таким образом, чтобы во время испытательного цикла она находилась впереди образца на расстоянии не более 10 мм от него и удаляла окисную пленку или остатки флюса с поверхности припоя перед вхождением образца в припой.
6.5. Припой
Ванна должна содержать припой, химический состав которого и температура плавления указаны в приложении В. Температура припоя в ванне непосредственно перед испытанием должна соответствовать указанной в МЭК 249-1 или МЭК 326-2 в соответствий с требованиями соответствующей НТД.
6.6. Флюс
В соответствующей НТД должно быть указано использование одного из трех флюсов следующего состава:
6.6.1. 25% по массе канифоли и 75% по массе пропанола-2 (изопропанола) или этилового спирта (как указано в приложении С).
6.6.2. Флюс, состав которого указан в п.6.6.1, с добавлением диэтиламингидрохлорида (чистый для анализа) в количестве 0,2% содержания канифоли (в пересчете на свободный хлор).
6.6.3. Флюс, состав которого указан в п.6.6.2, но с добавлением 0,5% хлорида.
6.7. Ускоренное старение
Если перед испытанием на паяемость требуется провести ускоренное старение, методика испытания должна быть указана в соответствующей НТД.
6.8. Методика испытания
6.8.1. Общие положения
Перед испытанием на паяемость образец должен быть очищен в соответствии с методикой, указанной в соответствующей НТД.
Глубина погружения и рабочая скорость устанавливаются с учетом обеспечения условий, указанных соответственно в пп.6.4.2 и 6.8.2.
Образцы, подготовленные в соответствии с пп.6.3 и 6.8.1, покрывают флюсом путем погружения в один из флюсов, указанных в п.6.6.
Образец должен быть погружен вертикально во флюс и должен перемещаться таким образом, чтобы флюс свободно протекал через отверстия. Продолжительность погружения на максимальную глубину должна быть 3 с. Затем образец вынимают вертикально со скоростью приблизительно 5 мм/с. Отверстия, которые остались заполненными флюсом, должны быть освобождены (например путем постукивания образца).
Излишкам флюса дают стекать, установив образец в вертикальное положение на 5 мин, пока флюс не начнет застывать. Затем образец прикрепляют к испытательному устройству и начинают цикл пайки.
6.8.2. Паяемость – продолжительность соприкосновения с припоем:
а) смачивание
Испытуемые образцы должны находиться в соприкасании с расплавленным припоем в течение времени, указанного в МЭК 249-1 и МЭК 326-2.
б) десмачивание
Испытуемые образцы должны находиться в соприкасании с расплавленным припоем в течение времени, указанного в МЭК 249-1 и МЭК 326-2.
6.9. Оценка паяемости и десмачивания
По окончании испытания остатки флюса отмывают подходящим раствором, таким как пропанол-2 (изопропанол) или этиловый спирт.
Осмотр проводят при достаточном освещении с помощью лупы с увеличением от 8 до 12.
Примечание. Требования относительно паяемости и десмачивания, а также подходящий план выборки указаны в МЭК 249-1 и МЭК 326-2.
6.10. Сведения, которые следует указывать в соответствующей НТД
Если указанное испытание включено в соответствующую НТД, то должны быть приведены следующие данные:
Номер пункта | |
а) температура припоя в ванне | 6.5 |
б) тип флюса | 6.6 |
в) метод ускоренного старения, если требуется | 6.7 |
г) способ очистки испытуемых образцов | 6.8.1 |
ПРИЛОЖЕНИЕ А (рекомендуемое). Пример оборудования для ускоренного старения в водяном паре
ПРИЛОЖЕНИЕ А
Рекомендуемое
Рис.3 Пример оборудования для ускоренного старения в водяном паре
1 – противотурбулентные камни; 2 – опора для образцов (фарфоровый дисковый фильтр, установленный на стеклянных опорных брусках)*; 3 – место для образцов, высота приблизительно 75 мм, диаметр приблизительно 125 мм; 4 – зажимное приспособление для поддержки колбы; 5 – впуск охлаждающей воды; 6 – выход охлаждающей воды; 7 – двухлитровая колба из боросиликатного стекла; 8 – носик химического стакана, неплотно закрытый скатанным куском стекловолокнистой фильтровальной бумаги; 9 – двухлитровый химический стакан из боросиликатного стекла; 10 – 800 см деионизированной воды; 11 – нагревательная плитка мощностью 750 Вт с регулятором мощности
_______________
* Образцы не должны помещаться под самой нижней частью охлаждающей колбы, чтобы избежать капель падающей воды.
Рис.3
ПРИЛОЖЕНИЕ В (обязательное). ТРЕБОВАНИЯ К ПРИПОЮ
ПРИЛОЖЕНИЕ В
Обязательное
Применяемый припой должен отвечать следующим требованиям.
В1. Химический состав
Состав по массе должен быть следующим:
олово, % | 59-61 |
сурьма, %, не более | 0,5 |
медь, %, не более | 0,1 |
мышьяк, %, не более | 0,05 |
железо, %, не более | 0,02 |
свинец | остальное |
Припой не должен содержать таких примесей, как алюминий, цинк или кадмий в количествах, приводящих к нежелательному изменению свойств припоя.
В2. Температурный интервал плавления
Температурный интервал плавления 60%-ного припоя следующий:
полностью твердый 183 °С;
полностью жидкий 188 °С.
В3. Масса доз припоя для испытания с применением капельной установки (метод 3)
Отклонение от номинальной массы свыше ±10% допускается не более чем у 1,5% таблеток.
ПРИЛОЖЕНИЕ С (обязательное). ТРЕБОВАНИЯ К ФЛЮСУ
ПРИЛОЖЕНИЕ С
Обязательное
С1. Канифоль | |||
Цвет | Цвет WW или прозрачнее | ||
Кислотное число (мг KОН/г канифоли), | 155 | ||
Точка размягчения (по кольцу и шару), °С, не менее | 70 | ||
Точка текучести (Ubbelohde), °С, не менее | 76 | ||
Зола, %, не более | 0,05 | ||
Растворимость | раствор канифоли в равном количестве по весу пропанола-2 (изопропанола) должен быть прозрачным и по истечении недельного срока при комнатной температуре в нем не должно быть никакого осадка | ||
С2. Пропанол-2 (изопропанол) | |||
Чистота, % (по массе), не менее | 99,5 пропанола-2 (изопропанола) | ||
Кислотность в пересчете на уксусную кислоту (без учета двуокиси углерода), % (по массе), не более | 0,002 | ||
Нелетучие вещества, не более | 2 мг на 100 мл | ||
С3. Этиловый спирт | |||
Чистота, % (по массе), не менее | 96,2 этилового спирта | ||
Свободные кислоты (без учета двуокиси углерода), мг/л, не более | 4 | ||
Примечание. Если требуется применение активированного флюса, он может быть приготовлен следующим образом: | |||
Канифоль 25 г Пропанол-2 (изопропанол) или этиловый спирт | 25 г 0,39 г | В том случае, если массовая доля хлорида в активированном флюсе должна быть 0,5% | |
ПРИЛОЖЕНИЕ D (рекомендуемое). ТРЕБОВАНИЯ К КАПЕЛЬНОЙ УСТАНОВКЕ
ПРИЛОЖЕНИЕ D
Рекомендуемое
1. Корпус (рис.6, деталь 1) должен быть сделан из не подвергавшегося термообработке алюминиевого бруска, обладающего минимальной прочностью на разрыв 170 Н/мм и имеющего следующий химический состав:
Магний, % | 1,7-2,8 |
Медь, %, не более | 0,1 |
Кремний, %, не более | 0,6 |
Железо, %, не более | 0,5 |
Марганец, %, не более | 0,5 |
Хром, %, не более | 0,25 |
Цинк, %, не более | 0,2 |
Титан или другие улучшающие добавки, %, не более | 0,15 |
Алюминий | остальное |
2. Стержень (рис.6, деталь 2) должен быть изготовлен из чистого железа, имеющего следующий химический состав:
Углерод, % | 0,05 |
Кислород, % | 0,02 |
Азот, % | 0,02 |
Другие примеси, cм/м | 1510 |
Железо | остальное |
3. Корпус должен нагреваться электронагревателем, намотанным на цилиндр диаметром 16 мм. Рабочая длина этого цилиндра в зависимости от применяемого нагревателя может быть различной, но не должна превышать 60 мм.
4. Корпус может быть просверлен, как указано на рис.4, для установки термостата, или управление нагревателем может проводиться любым другим способом, обеспечивающим температуру (235±2) °С, которая измеряется, как указано в п.5.
5. Температура измеряется при помощи соответствующего зонда (например термопары, термистора или платинового провода с высоким электрическим сопротивлением), вставленного в предусмотренное для этого отверстие (см. рис.6).
6. Для помещения образца в каплю припоя может быть использовано любое подходящее приспособление, при этом рекомендуется, чтобы зажимы для крепления образца были теплоизолированы (см. рис.5).
7. Верхняя поверхность железного стержня должна быть облужена. По окончании испытания нагревательному блоку следует дать остыть вместе с каплей припоя, чтобы избежать окисления железного стержня, которое может в дальнейшем препятствовать смачиванию.
Рис.4. Капельная установка для испытания на паяемость
Капельная установка для испытания на паяемость
1 – выводы термостата; 2 – теплоизоляция; 3 – выемка для корпуса элемента; 4 – железный стержень; 5 – капля припоя; 6 – положение центра отверстия в блоке относительно периферии железного стержня, просверленного для подведения термопары к цилиндрической поверхности стержня; 7 – алюминиевый блок; 8 – выводы нагревателя; 9 – регулировка термостата
Рис.4
Рис.5. Держатель образца
Держатель образца
1 – испытуемая проволока; 2 – изоляционные блоки
Рис.5
Примечание. Держатель образца может быть любой конструкции, предусматривающей помещение в нем корпуса образца, если необходимо.
Рис.6. Алюминиевый корпус
Алюминиевый корпус
Допуск ±0,1 мм, если другое не указано.
1 – корпус; 2 – железный стержень
Рис.6
_______________
* Размер для справок.
** См. п.D3 приложения D.
*** Сверленое отверстие с зенковкой.
Примечание. Сборка:
1) Нагреть корпус приблизительно до 500 °C и вставить стержень в зенкованное отверстие;
2) после вставления стержня его видимая поверхность и поверхность радиуса должны быть отполированы.
ПРИЛОЖЕНИЕ Е (рекомендуемое).
ПРИЛОЖЕНИЕ Е
Рекомендуемое
Рис.7. Держатель образца и игла устройства для измерения времени
Держатель образца и игла устройства для измерения времени
А. Вид спереди В. Вид сбоку
1 – конец иглы, расположенной в той же плоскости, что и нижняя поверхность образца; 2 – игла устройства для измерения времени; 3 – удерживающая пружина; 4 – держатель; 5 – паяльная ванна; 6 – образец
Рис.7
Электронный текст документа
подготовлен ЗАО “Кодекс” и сверен по:
официальное издание
М.: Стандартинформ, 2006
Пайка: основы – Weld Guru
Пайка – это группа процессов, которые соединяют металлы путем их нагрева до подходящей температуры.
В качестве присадочного материала используется цветной металл, плавящийся при температуре ниже 840ºF (449ºC) и ниже температуры соединяемых металлов.
Наполнитель распределяется между плотно прилегающими поверхностями соединения за счет капиллярного притяжения.
Пайка использует плавкие сплавы для соединения металлов. (Пайка происходит при температуре выше 840 по Фаренгейту).
Тип используемого припоя зависит от соединяемых металлов. Твердые припои называются спелтерами, а твердые припои – серебряными припоями.
Этот процесс дает большую прочность и выдерживает больше тепла, чем мягкий припой.
Виды пайки
- Пайка горелкой: процесс пайки с использованием топливовоздушной или газокислородной горелки. Приложение может быть автоматическим или ручным.
- Печь: части спаяны, пропуская их через печь.
- Утюг
- Индукция
- Сопротивление
- Dip (мелкомасштабный процесс для электронных компонентов)
- Инфракрасный
- Ультразвуковой
- Оплавление или вставка
- Wave (используется для присоединения схем к печатным платам)
Жала паяльника
Существует три типа наконечников для паяльников.
Пайка против пайки
- Пайка : присадочные металлы имеют температуру плавления ниже 840 F (450 ° C)
- Пайка : присадочные металлы имеют температуру плавления выше 840 F (450 ° C)
Под сваркой понимается сплавление двух металлов, в то время как пайка и пайка используют адгезию.
При пайке и пайке присадочный металл плавится и течет в соединение. Основной материал остается неповрежденным или не расплавленным. Детали имеют жесткие допуски, которые создают капиллярное действие (капиллярность) для втягивания присадочного металла в соединение.
К преимуществам пайки и пайки относятся:
- способность соединять несвариваемые металлы. повторный нагрев может разделить детали, особенно если требуется замена
- Легче разделять соединяемые части
- деталей можно производить в печи периодического действия
- Портативный процесс для соединения мелких деталей
Обратной стороной пайки и пайки являются:
- Требуемый допуск на стык для капиллярного действия
- более низкая прочность vs.сварка
- металлические детали большего размера необходимо паять или паять в большой печи
- требуется флюс
Типы припоев и применение
| Типы припоя | Приложения |
|---|---|
| оловянно-свинцовый | общего назначения |
| Олово-цинк | Алюминий |
| Серебро-свинец | Прочность при температуре выше комнатной |
| Кадмий-серебро | Прочность при высоких температурах |
| Цинк-алюминий | Алюминий, коррозионная стойкость |
| Олово-серебро | Электроника |
| Олово-висмут | Электроника |
Пайка твердым припоем (купротехник)
Пайка твердым припоем или серебряная пайка – это припой с содержанием серебра, который используется для понижения температуры плавления, чтобы расплавленный металл легче течь.
Этот тип пайки требует горячего нагрева и специальной горелки.
Также можно использовать кислородно-ацетиленовое оборудование, но существует риск плавления некоторых металлов, например меди.
Пайка твердым припоем считается одним из лучших способов соединения двух медных деталей.
Мягкая пайка
Этот процесс используется для соединения наиболее распространенных металлов со сплавом, плавящимся при температуре ниже температуры основного металла.
Во многих отношениях эта операция аналогична пайке в том смысле, что основа не плавится, а просто покрывается припоем на поверхности припоем.
Прочность паяного соединения зависит от проникновения припоя в поры поверхности основного металла и последующего образования сплава основного металла с припоем вместе с механической связью между частями.
Мягкие припои используются для герметичных и водонепроницаемых соединений, которые не подвергаются воздействию высоких температур.
Подготовка суставов
Паяные соединения должны плотно прилегать друг к другу, оставляя зазор для припоя.
Пайка точка-точка
Паяемые детали не должны содержать оксидов, окалины, масла и грязи для обеспечения надежных соединений.
Очистка может выполняться путем погружения в щелочные или кислотные растворы, опилки, соскабливания, использования стальной мочалки, щетки из нержавеющей стали или пескоструйной обработки.
Смачивание
Смачивание относится к способности жидкого наполнителя растекаться по поверхности (например, автомобильный воск при нанесении на автомобиль).
Когда у автомобиля есть поверхность, вода падает.При пайке такое явление называется плохим смачиванием.
По этой причине соединяемые металлы необходимо очистить от пленок или оксидов.
Обычно это делается с помощью флюса.
Пайка от точки к плоскости
Флюс
Для всех операций пайки требуется флюс, чтобы обеспечить полное сцепление и полную прочность соединений. Флюсы очищают область соединения, предотвращают окисление и увеличивают смачиваемость припоя за счет уменьшения его поверхностного натяжения.
Обычно используются следующие типы флюсов для мягкой пайки:
- канифоль
- канифоль и глицерин.
Применяются на чистых стыках для предотвращения образования оксидов во время пайки. Хлорид цинка и хлорид аммония можно использовать на потускневших поверхностях, чтобы обеспечить хорошее лужение. Раствор цинка, разрезанного в соляной (соляной) кислоте, обычно используют оловянные рабочие в качестве флюса.
Flux выпускается в виде порошка, пасты и жидкости.Я также бывает в некоррозионных и коррозионных формах. Коррозионная форма работает лучше всего, но после завершения пайки потребуется средство для удаления флюса.
НЕ ИСПОЛЬЗУЙТЕ коррозионный флюс в электронных проектах.
Газовая и электрическая пайка
Паяльные инструменты бывают двух видов: газовые и электрические.
- Электрический : легкий и часто используется для ремонта электроники.
- Газ : также известный как паяльная лампа, используется для таких проектов, как медные трубы или железо.Его можно использовать для любого типа проекта, включая электронику. При пайке медных труб мы предпочитаем использовать газовую горелку MAPP, которая поставляется в желтом баллоне.
Газовая паяльная горелка
Газовая самовоспламеняющаяся паяльная горелка Mapp для пайки медных трубЭлектрический паяльный комплект
Набор для пайки – это недорогой способ получить все необходимое для большинства проектов.Применение припоя
Мягкие паяные соединения могут быть выполнены с использованием газового пламени, протирки, пропотевания стыков или погружением в ванну для припоя.
Погружение особенно применимо для ремонта сердечников радиаторов.
Электрические соединения и листовой металл припаиваются паяльником или пистолетом.
Протирка – это метод, используемый для соединения свинцовой трубы, а также свинцовой оболочки подземных и других кабелей, покрытых свинцом.
Соединения с пропиткой могут быть выполнены путем нанесения на соединения смеси порошкового припоя и пастообразного флюса.
Затем нагрейте деталь до тех пор, пока эта паяльная смесь не станет жидкой и не потечет в стыки или оловянные сопрягаемые поверхности элементов, которые необходимо соединить, и приложите тепло для завершения соединения.
Как припаять
- Очистите недрагоценные металлы щеткой или другим способом (см. Выше)
- Зажмите два соединяемых металла, убедившись, что есть зазор для припоя. Цель – минимизировать движение.
- Подключите электрический паяльник или зажгите газовую горелку
- Нагрейте основной материал утюгом или горелкой
- Нанесите припой, прикоснувшись концом припоя к стыку. Вы увидите, как он тает и начинает течь.Продолжайте, пока соединение не заполнится припоем.
- Удалить паяльный инструмент.
- Не перемещайте паяное соединение, пока все не остынет.
- Используйте средство для удаления флюса, если вы использовали коррозионный флюс. Если вы это сделали, то после удаления флюса промойте область стыка водой с мылом.
- Вымыть руки.
Жала паяльника
- Тщательно очистите область пайки на основном металле
- Проверьте соединения перед пайкой на надежность прилегания
- Зажмите соединяемые детали, чтобы исключить движение при пайке
- Проверить требуемую температуру, необходимую для используемого припоя или стержней
- В таблице выше указан припой, подходящий для вашего проекта.Самый популярный припой – это 50% свинца, 50% олова или 50/50. Он тает при 470F.
- Надевайте защитные очки и выполняйте пайку в помещении с хорошей вентиляцией.
- Используйте флюс, вещество, удаляющее загрязнения из воздуха (см. Объяснение выше).
Как паять: Пайка через отверстие
Добавлено в избранное Любимый 59Что такое припой?
Перед тем, как научиться паять, всегда полезно узнать немного о припое, его истории и терминологии, которая будет использоваться при его обсуждении.
Припой , как говорится, можно использовать двумя разными способами. Припой, , существительное , относится к сплаву (веществу, состоящему из двух или более металлов), который обычно представляет собой длинную тонкую проволоку в катушках или трубках. Припой, , глагол , означает соединение двух металлических частей в так называемое паяное соединение . Итак, паяем припоем!
Припой в катушке (слева) и в трубке (справа). Они бывают как свинцовыми, так и бессвинцовыми.Свинец и бессвинцовый припой – краткая история
Одна из самых важных вещей, о которых следует помнить, когда дело доходит до припоя, заключается в том, что традиционно припой в основном состоял из свинца (Pb), олова (Sn) и нескольких других металлов. Этот припой известен как свинцовый припой . Как стало известно, свинец вреден для человека и может привести к отравлению свинцом при воздействии больших количеств. К сожалению, свинец также является очень полезным металлом, и он был выбран в качестве основного металла для пайки из-за его низкой температуры плавления и способности создавать отличные паяные соединения.
Поскольку отрицательные последствия пайки с свинцом известны, некоторые ключевые лица и страны решили, что лучше больше не использовать этот припой. В 2006 году Европейский Союз принял Директиву об ограничении использования опасных веществ ( RoHS ). Эта директива, сформулированная просто, ограничивает использование свинцового припоя (среди других материалов) в электронике и электрическом оборудовании. При этом использование бессвинцового припоя стало нормой в производстве электроники.
Бессвинцовый припой очень похож на свой свинцовый аналог, за исключением того, что, как следует из названия, он не содержит свинца.Вместо этого он состоит в основном из олова и других металлов в следовых количествах, таких как серебро и медь. Этот припой обычно помечается символом RoHS, чтобы потенциальные покупатели знали, что он соответствует стандарту.
Выбор подходящего припоя для работы
Когда дело доходит до производства электроники, лучше всего использовать бессвинцовый припой, чтобы обеспечить безопасность ваших продуктов. Однако, когда дело касается вас и вашей электроники, выбор припоя остается за вами. Многие люди по-прежнему предпочитают использовать этилированный припой из-за его превосходной способности действовать как соединительный агент.Тем не менее, другие предпочитают безопасность функциональности и выбирают бессвинцовые. SparkFun продает обе разновидности, чтобы люди могли сделать этот выбор самостоятельно.
Бессвинцовый припой не лишен недостатков. Как уже упоминалось, свинец был выбран потому, что он лучше всего подходит для таких ситуаций, как пайка. Когда вы убираете свинец, вы также лишаетесь некоторых свойств припоя, которые делают его идеальным для того, что он был предназначен – соединения двух металлических частей. Одно из таких свойств – температура плавления.Олово имеет более высокую температуру плавления, чем свинец, поэтому для достижения текучести требуется больше тепла. И хотя олово выполняет свою работу, иногда ему требуется небольшая помощь. Многие варианты бессвинцовых припоев имеют так называемый сердечник из флюса . На данный момент просто знайте, что флюс – это химический агент, который способствует растеканию бессвинцового припоя. Хотя можно использовать бессвинцовый припой без флюса, это значительно упрощает достижение тех же эффектов, что и при использовании свинцового припоя. Кроме того, из-за дополнительных затрат на изготовление бессвинцового припоя он иногда может быть дороже, чем свинцовый припой.
Помимо свинцового или бессвинцового припоя, при выборе припоя следует учитывать ряд других факторов. Во-первых, помимо свинца и олова существует масса других припоев. Посетите страницу пайки в Википедии для получения обширного списка различных типов. Во-вторых, припой бывает разных размеров или ширины. При работе с небольшими компонентами часто лучше использовать очень тонкий кусок припоя – чем больше число, тем меньше калибр. Для крупных компонентов рекомендуется использовать более толстую проволоку.Наконец, припой бывает и в других формах, кроме проволоки. Приступая к пайке поверхностного монтажа, вы увидите, что паяльная паста является предпочтительной формой. Однако, поскольку это руководство по пайке в сквозные отверстия, паяльная паста не рассматривается подробно.
Покупка припоя
SparkFun предлагает катушки с припоем разных размеров, как со свинцовыми, так и с бессвинцовыми припоями. Если вам нужно достаточно для одного проекта или запасы на предстоящую зиму, у SparkFun есть то, что вам нужно. Вы также можете посетить категорию Пайка каталога SparkFun, чтобы узнать о других вариантах пайки.
Бессвинцовый
свинцовый
Теперь, когда вы знаете, как выбрать лучший припой для работы, давайте перейдем к инструментам и дополнительной терминологии.
← Предыдущая страница
Введение
Узнайте, как паять за 5 минут .. Все, что вам нужно знать о базовых… | пользователя S Shyam | Shyam Cortex
Пайка – один из важнейших навыков, необходимых для работы в мире электроники.
Пайка и электроника идут рука об руку, как соль и перец. И хотя можно изучать и создавать электронику без необходимости брать в руки паяльник, вы скоро обнаружите, что с помощью этого простого навыка открывается целый новый мир.
- Я считаю, что пайка должна быть в арсенале каждого.
В этом посте мы остановимся на основах пайки сквозных отверстий, также известных как пайка со сквозными отверстиями (PTH) , обсудим инструменты , необходимые для , рассмотрим методы для правильной пайки и дадим вы найдете несколько советов и уловок, которые сделают починку любой части электроники легким делом. .
Этот пост предназначен как для новичков, так и для экспертов. Если вы никогда раньше не прикасались к паяльнику или хотите немного освежиться, в этом посте найдется что-то для всех.
- Хорошая техника пайки не сложна и на самом деле невероятно проста. Чтобы овладеть искусством пайки, не нужны годы и годы практики. Вам просто нужны подходящие инструменты и знание очень простых методов. Качественная пайка – это несложно, и каждый может справиться с ней за несколько попыток.
На самом деле плохо паять очень сложно. 🙂
«Искусство там, где работа встречается с любовью».
Припой, словом , можно использовать двумя способами.
- Припой как существительное относится к сплаву (веществу, состоящему из двух или более металлов), который обычно представляет собой длинную тонкую проволоку в катушках или трубках.
- Припой, как глагол, означает соединение двух металлических частей.
Итак, паяем припоем!
Сплавы свинца и олова широко использовались в прошлом и до сих пор доступны. Бессвинцовые припои находят все более широкое применение из-за негативного воздействия свинца на здоровье и окружающую среду. Паяльная проволока
доступна в диапазоне толщины для ручной пайки и с сердечниками, содержащими флюс.
Свинец против бессвинцового припоя
Припой состоял в основном из свинца (Pb), олова (Sn) и нескольких других металлов. Этот припой известен как свинцовый припой. Как всем известно, свинец вреден для человека и может привести к отравлению свинцом при воздействии больших количеств.
К сожалению, свинец также является очень полезным металлом из-за его низкой температуры плавления и способности создавать отличные паяные соединения.
• Бессвинцовый припой очень похож на свой свинцовый аналог, за исключением того, что, как указано в названии, он не содержит свинца.
• Но у бессвинцового припоя есть недостаток, он имеет кристаллическую поверхность и не имеет зеркальной поверхности, в отличие от свинцового припоя. Таким образом, свинцовый припой все еще существует, чтобы получить надлежащее зеркальное покрытие, а температура плавления припоя лучше, когда присутствует свинец.
Проблемы коррозии при проектировании и обслуживании паяных соединений (Журнальная статья)
ВИАНКО, ПОЛ Т. Проблемы коррозии при проектировании и обслуживании паяных соединений . США: Н. П., 1999.
Интернет.
ВИАНКО, ПОЛ Т. Проблемы коррозии при проектировании и обслуживании паяных соединений . Соединенные Штаты.
ВИАНКО, ПОЛ Т.
«Проблемы коррозии при проектировании и обслуживании паяных соединений». Соединенные Штаты. https://www.osti.gov/servlets/purl/14961.
@article {osti_14961,
title = {Проблемы коррозии при проектировании и обслуживании паяных соединений},
author = {VIANCO, PAUL T},
abstractNote = {Коррозия - важный фактор при проектировании паяного соединения.Он должен быть рассмотрен с учетом условий эксплуатации или, как в случае паяного кабелепровода, характера среды, транспортируемой по трубопроводу или трубке. Гальваническая коррозия вызывает особую озабоченность, учитывая тот факт, что паяные соединения состоят из разных металлов или составов сплавов, которые контактируют друг с другом. (Термодинамический) потенциал коррозии в конкретной среде требует наличия гальванического ряда для этих условий, который включает рассматриваемые металлы или сплавы.Однако кинетика коррозии, которая фактически определяет скорость потери материала в указанных условиях эксплуатации, доступна только через лабораторные оценки или полевые данные, которые можно найти в существующей литературе или которые должны быть получены в ходе собственных испытаний.},
doi = {},
url = {https://www.osti.gov/biblio/14961},
journal = {Welding Journal / American Welding Society},
номер =,
объем =,
place = {United States},
год = {1999},
месяц = {11}
}
Твердые смеси – припой свинца и олова | Эксперимент
Практический урок
Электрический припой – это сплав из олова с одним или несколькими другими металлами. Олово / свинец Припои были широко доступны, но теперь для производства используются бессвинцовые припои, и становится все труднее получить припои на основе свинца.
В этом эксперименте используется припой на основе олова и свинца, и он демонстрирует, что металлический сплав имеет гораздо более низкую температуру плавления , чем любой из чистых металлов. Это показывает, насколько с таким сплавом удобнее и безопаснее работать при пайке.
Организация урока
Эксперимент удобно проводить группами по два человека и займет около 30 минут.
| Аппарат | Химические вещества |
Защита глаз Горелка Бунзена Штатив Термостойкий мат Треугольник труба-глина Крышка тигля | Олово мелкое Свинец (ТОКСИЧНЫЙ, ОПАСНЫЙ ДЛЯ ОКРУЖАЮЩЕЙ СРЕДЫ), мелкий кусок Припой без флюса, мелкий кусок Дополнительную информацию см. В разделе «Здоровье и безопасность» и «Технические примечания» ниже. |
Техника безопасности и здоровья
Прочтите наше стандартное руководство по охране труда
Пользуйтесь средствами защиты глаз. Будьте очень осторожны, чтобы избежать контакта с расплавленными каплями металла. Обеспечьте хорошую вентиляцию. Студентам-астматикам может быть рекомендовано работать в вытяжном шкафу.
Олово, Sn (s) – см. Карту CLEAPSS Hazcard.
Свинец, Pb (s), (ТОКСИЧНЫЙ, ОПАСНЫЙ ДЛЯ ОКРУЖАЮЩЕЙ СРЕДЫ) – см. Карту CLEAPSS Hazcard.
Припой без флюса – важно, чтобы припой не содержал флюса . Пары, образующиеся при использовании припоя, содержащего флюс на канифольной основе, могут раздражать дыхательную систему и в некоторых случаях вызывать сенсибилизацию.
Процедура
a Поместите небольшой кусок олова, свинца и припоя на перевернутую крышку тигля. Убедитесь, что вы знаете, какая шишка какая!
b Установите крышку тигля на глиняный треугольник на штативе.Поместите зажженную конфорку Бунзена на термостойкий коврик и осторожно нагрейте крышку.
c Посмотрите на три комка, чтобы увидеть порядок, в котором они плавятся.
d Когда все три расплавятся, выключите горелку Бунзена и дайте всему остыть.
e Обратите внимание на порядок, в котором комки снова затвердевают.
Учебные заметки
Напомните ученикам об опасности контакта с горячим расплавленным металлом.
Хорошая вентиляция лаборатории важна, особенно если проводится большое количество экспериментов.Астматиков следует попросить проводить свои эксперименты с использованием вытяжного шкафа.
Общая проблема этого эксперимента заключается в том, что ученики забывают, какая шишка какая.
Точки плавления олова и свинца составляют 232 ° C и 328 ° C соответственно, в то время как припой плавится при более низкой температуре, чем любой из них. (Бессвинцовый припой имеет тенденцию плавиться при температуре около 220 ° C). Таким образом, порядок плавления следующий: припой, олово и свинец, а порядок затвердевания – противоположный.
Металлические сплавы классифицируются как твердые растворы и обычно получают путем смешивания расплавленных металлов в соответствующем соотношении.
Если это соответствует уровню способностей, учеников следует попросить сравнить обычный твердожидкостный раствор с раствором сплава.
Проверено здоровья и безопасности, 2016
Кредиты
Этот ресурс по практической химии был разработан Фондом Наффилда и Королевским химическим обществом.
© Фонд Наффилда и Королевское химическое общество
Последнее обновление страницы: октябрь 2015 г.
% PDF-1.3 % 1 0 obj > поток конечный поток endobj 2 0 obj > endobj 4 0 obj > поток hXKo9W @ 4l”XvsNjq _T Զ 36 # iXwu = V2V (g iО`) aDžd! lȯ ݱ “Z xn 茥 #? ț ~ Z-p, J & 12aC% WE + F [/ E | @d [٣fї;) XzaU rRK + iǟ% L4} ީ 3+
?, ldeerBLpul ~} fnTcJZW> Kv% s ͖-Dh` [\ c \] 7f_? V} a {> x9¨as6Z1qmRN) z! 1lXeb / aBаĥP JYb 2d & C`Skt * AJ` ܯ B @ C * keP + PnVS4I7 * DĎ $ J9 (IC’k ۘ N СМкс)) ܕ! ~ $ B2
Какая температура правильная для пайки?
Какая правильная температура для пайки?
В большинстве случаев фактором, который больше всего влияет на срок службы наконечника, является рабочая температура .
До того, как 1 июля 2006 г. вступил в силу регламент ROHS (Ограничение использования опасных веществ), разрешалось использовать проволочный припой, содержащий свинец. После этой даты использование свинца (как и других веществ) было запрещено во всем оборудовании и процессах, за исключением следующего: медицинское оборудование, оборудование для наблюдения и наблюдения, измерительные приборы и оборудование, специально разработанные для военной и космической промышленности, а также автомобильного сектора. (системы управления автомобилем, подушки безопасности и др.), железнодорожный транспорт и др.
Особенностью наиболее распространенных свинцовых сплавов является то, что плавление происходит при температуре около 180 ° C. С наиболее распространенными бессвинцовыми сплавами это происходит примерно при 220 ° C . Таким образом, разница в 40 ° C означала, что необходимо было увеличить температуру паяльного инструмента для достижения паяного соединения за тот же промежуток времени (если время пайки увеличится, компоненты и печатные схемы могут быть повреждены) и это уменьшило срок службы наконечников и увеличило окисление.
На следующем графике показан эффект увеличения температуры наконечника. Если взять за эталон 350 ° C, увеличение рабочей температуры на 50–400 ° C сократит срок службы жала вдвое. Повышение температуры наконечника означает экспоненциальное сокращение срока службы наконечника (Аррениус).
Обычная рабочая температура для бессвинцовых оловянных сплавов составляет 350 ° C . С компонентами размера SMD 01005 вы можете работать при 300 ° C из-за их небольшого размера.
Важность точности
Следует периодически проверять рабочую температуру не только для увеличения срока службы наконечников, но и во избежание перегрева и пайки при низких температурах.
Оба могут способствовать возникновению проблем при пайке:
• Перегрев: Многие обученные специалисты по паяльной технике считают, что если припой не расплавляется быстро, то для компенсации им необходимо повысить температуру паяльника. Его увеличение может вызвать локальный перегрев области соединения и привести к приподнятым площадкам, перегреву припоя, повреждению платы, плохим паяным соединениям, увеличению окисления и эрозии покрытия поверхности наконечника …
• Температура ниже ожидаемой может привести к увеличению времени выдержки и плохой теплоотдаче, что приведет к снижению производительности и низкому качеству паяных соединений.
Таким образом, для хорошей работы необходимы точные показания температуры.
Как это читать?
Температуру жала паяльника можно измерить с помощью различного оборудования. JBC предлагает следующие способы измерения температуры наконечника:
• TIA-A Thermometer : это практичный термометр, который дает точное показание температуры наконечника с помощью датчика STA-A (термопара типа E). Он также читает его в спящем режиме. При измерении необходимо нанести припой на центр датчика, где он усилен, чтобы обеспечить его долговечность.
• Цифровой термометр TID-A: Этот высокоточный термометр обеспечивает быстрое получение показаний. Он работает только с датчиком STD-A (термопара типа K). Используя цифровой дисплей, вы можете легко изменить шкалу температуры (° C / ° F). Он также предоставляет специальные функции, такие как сохранение минимальных / максимальных значений, регулировка смещения или шкалы и функция удержания, которая сохраняет текущее измерение.
• Термопара Ph318 типа K: считывает температуру в определенной точке на печатной плате. Это помогает вам управлять профилями при использовании с подогревателями.Мы рекомендуем использовать каптоновую ленту для надежного крепления термопары к плате.
Как поддерживать правильную температуру?
После того, как вы начали пайку, всегда должны поддерживать низкую рабочую температуру, чтобы избежать выгорания флюса и образования паяных соединений низкого качества и даже их хрупкости.
Если вы видите, что припой не плавится достаточно быстро, вы склонны выбрать более высокую температуру, чего следует избегать.