Схема литье в кокиль: Литье в кокиль. Литье в металлические формы. Алюминиевое литье в кокиль.
alexxlab | 22.01.1970 | 0 | Разное
Литье в кокиль. Литье в металлические формы. Алюминиевое литье в кокиль.
Литье в металлические формы (кокили) получило большое распространение. Этим способом получают более 40% всех отливок из алюминиевых и магниевых сплавов, отливки из чугуна и стали.
Литье в кокиль – изготовление отливок из расплавленного металла в металлических формах-кокилях. Формирование отливки происходит при интенсивном отводе теплоты от расплавленного металла, от затвердевающей и охлаждающейся отливки к массивному металлическому кокилю, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных в песчаных формах. Схема получения отливок в кокиле представлена на рисунке.
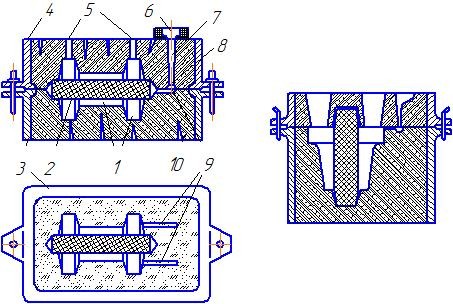
Рабочую поверхность кокиля с вертикальной плоскостью разъема, состоящую из поддона 1, двух симметричных полуформ 2 и 3 и металлического стержня 4, предварительно нагретую до 150…180o C покрывают из пульверизатора 5 слоем огнеупорного покрытия (рисунок, позиция а) толщиной 0,3…0,8 мм.
Затем с помощью манипулятора устанавливают песчаный стержень 6, с помощью которого в отливке выполняется полость (рисунок, позиция б). Половинки кокиля соединяют и заливают расплав. После затвердевания отливки 7 (рисунок, позиция в) и охлаждения ее до температуры выбивки кокиль раскрывают (рисунок, позиция г) и протягивают вниз металлический стержень 4. Отливка 7 удаляется манипулятором из кокиля (рисунок, позиция д).
Технологический процесс литья в кокиль
Отливки простой конфигурации изготавливают в неразъемных кокилях, несложные отливки с небольшими выступами и впадинами на наружной поверхности – в кокилях с вертикальным разъемом. Крупные, простые по конфигурации отливки получают в кокилях с горизонтальным разъемом.
Расплавленный металл в форму подводят сверху, снизу (сифоном) или сбоку. Для удаления воздуха и газов по плоскости разъема прорезают вентиляционные каналы.
Все операции технологического процесса литья в кокиль механизированы и автоматизированы. Используют однопозиционные и многопозиционные автоматические кокильные машины.
Литье в кокиль применяют в массовом и серийном производствах для изготовления отливок из чугуна, стали и сплавов цветных металлов с толщиной стенки 3…100 мм, массой от нескольких граммов до нескольких сотен килограммов.
Литье в кокиль позволяет сократить или избежать расхода формовочных и стержневых смесей, трудоемких операций формовки и выбивки форм, повысить точность размеров и снизить шероховатость поверхности, улучшить механические свойства.
Недостатки кокильного литья: высокая трудоемкость изготовления кокилей, их ограниченная стойкость, трудность изготовления сложных по конфигурации отливок.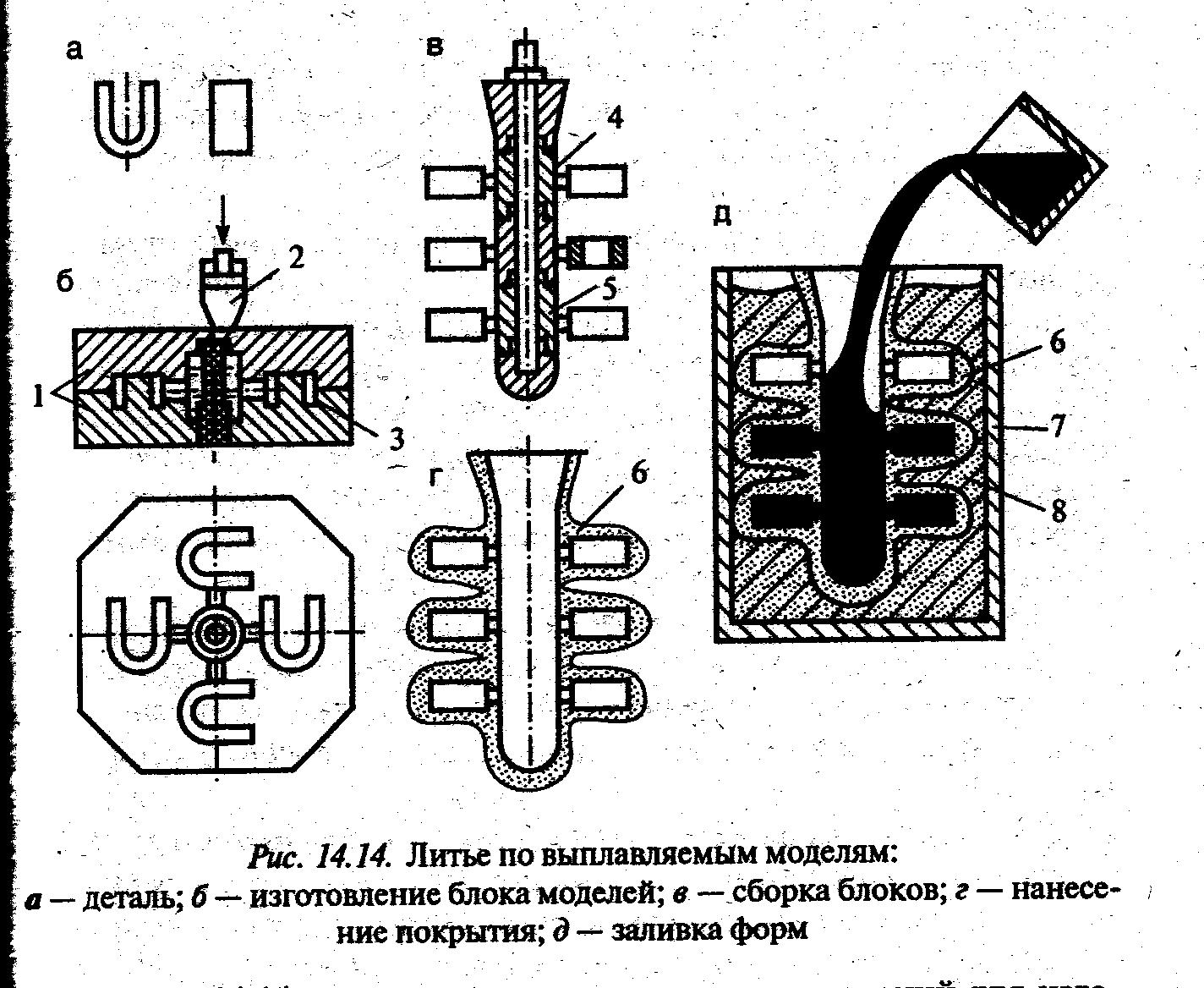
Литье в кокиль алюминиевых деталей автомобиля – aluminium-guide.com
Что такое кокиль?
Кокиль – это разъемная литейная форма для многократного использования. Термин происходит от французского слова coquille – оболочка, раковина, скорлупа. В англоязычной технической литературе этот метод называется gravity die casting – гравитационное литье в кокиль, что лучше отражает суть процесса, а именно – заполнение литейной формы – кокиля – расплавом происходит только под воздействием силы тяжести самого расплава без какого-либо внешнего воздействия, как, например, в методах литья под низким или высоким давлением.
Литье алюминия в кокиль
Литье алюминия в кокиль является одним из стандартных процессов при производстве сложных автомобильных деталей. Этот метод представляет собой проверенную и высокоточную технологию для массового производства больших партий изделий. Его применяют в так называемых карусельных автоматических системах литья.
Рисунок 1 – Карусельная система литья алюминия в кокиль
Рисунок 2 – Алюминиевая автомобильная головка цилиндра,
отлитая методом литья в кокиль
Рисунок 3 – Алюминиевый блок цилиндров автомобиля VW-Lupo,
изготовленный методом литья в кокиль
Технология литья в кокиль
В технологии литья в кокиль алюминиевый расплав подвергают необходимой металлургической обработке (дегазации, модификации, отстаиванию) в так называемой раздаточной печи, которая обычно располагается рядом с литейной машиной.
Расплав в количестве для одной отливки подают в специальном ковше и выливают из него в литниковую систему литейной формы. Расплав плавно заполняет все полости литейной формы, начиная от дна и до тех пор, пока расплавленный металл не появится в прибыльных надставках, которые располагаются в верхней части литейной формы (рисунок 4).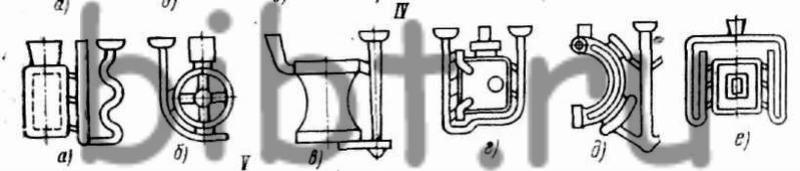
На рисунках 4 и 5 показано литье головки цилиндров. На скорость заполнения литейной формы и условия затвердевания влияет конструкция литниковой системы подачи расплава и прибыльных надставок.
Рисунок 4 – Схема технологии литья в кокиль
Рисунок 5 – Технологический процесс литья в кокиль
Источник: European Aluminium Association, 2011
ИЗГОТОВЛЕНИЕ ОТЛИВОК ЛИТЬЁМ В КОКИЛЬ
Поток 21 МС Lect 8_21MC_LV_TVP_2017
Поток 21 МС Lect 8_21MC_LV_TVP_2017 План лекции 1. Последовательность изготовления многослойной оболочковой формы 2. Формовка в холодном и горячем состоянии 3. Контроль технологических свойств оболочковых
Контроль технологических свойств оболочковых
Исследование усадки литейных сплавов
Исследование усадки литейных сплавов Автори: доц. Тарабанова В.П. учеб. мастер. Ляпин А.А. ЛІТЕРАТУРА: І.П. Гладкий, В.І. Мощенок, В.П. Тарабанова «Властивості та технологіїї обробки металевих і неметалевих
Подробнее ОСНОВЫ КОНСТРУИРОВАНИЯ ОТЛИВОК
Федеральное агентство по образованию Государственное образовательное учреждение Высшего профессионального образования ПЕНЗЕНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ОСНОВЫ КОНСТРУИРОВАНИЯ ОТЛИВОК Методические
Подробнее1 Реферат.
http://karanik.jimdo.com 1 Реферат. Самой выгодной заготовкой детали сложной конфигурации является отливка, т.к. литейная форма позволяет получить ее с коэффициентом использования материала (КИМ) до 0,95,
Подробнее«СИБИРСКИЙ ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ»
Министерство науки и высшего образования Российской Федерации Федеральное государственное автономное образовательное учреждение высшего образования «СИБИРСКИЙ ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ» ПРОГРАММА вступительного
ПодробнееСПЕЦИАЛЬНЫЕ ВИДЫ ЛИТЬЯ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧЕРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ
ПодробнееОПРЕДЕЛЕНИЕ ЛИТЕЙНОЙ УСАДКИ
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования Тихоокеанский государственный университет ОПРЕДЕЛЕНИЕ ЛИТЕЙНОЙ УСАДКИ Методические
ПодробнееТехнологические способы литья
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное образовательное бюджетное учреждение высшего профессионального образования «Ульяновский государственный технический университет»
Подробнее ЛИТЕЙНОЕ ПРОИЗВОДСТВО
НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ АГРАРНЫЙ УНИВЕРСИТЕТ ИНЖЕНЕРНЫЙ ИНСТИТУТ ЛИТЕЙНОЕ ПРОИЗВОДСТВО Методические указания к выполнению лабораторной работы по дисциплине «Материаловедение и технология конструкционных
ПодробнееОсновы конструирования отливок
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ Государственное образовательное учреждение высшего профессионального образования «Пензенский государственный университет» Основы конструирования отливок Рабочая программа
ПодробнееОПРЕДЕЛЕНИЕ УСАДКИ ЛИТЕЙНЫХ СПЛАВОВ
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования Тихоокеанский государственный университет ОПРЕДЕЛЕНИЕ УСАДКИ ЛИТЕЙНЫХ СПЛАВОВ Методические
ПодробнееВАРИАНТЫ КОНТРОЛЬНЫХ РАБОТ
ВАРИАНТЫ КОНТРОЛЬНЫХ РАБОТ по дисциплине «Основы технологии машиностроения» для студентов заочной формы обучения Общие указания В целях закрепления теоретических знаний по (общей части) курсу «Технология
ПодробнееОбзор рынка чугунных мелющих тел в России
Объединение независимых консультантов и экспертов в области минеральных ресурсов, металлургии и химической промышленности Обзор рынка чугунных мелющих тел в России Демонстрационная версия Москва Август
Подробнее2(2) Молодой исследователь Дона UDC
УДК 621.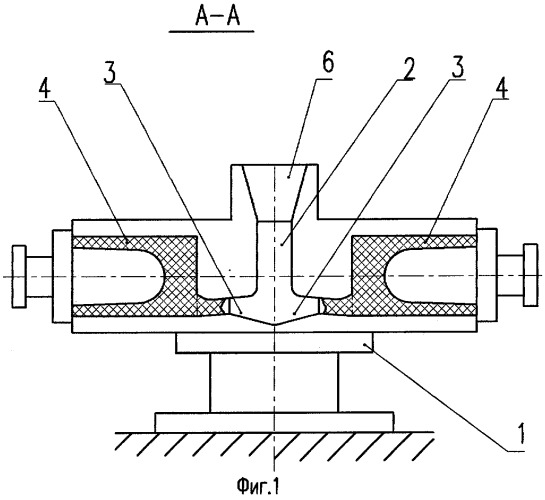 74 СОВРЕМЕННЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА Б. С. Глазман Донской государственный технический университет, г. Ростов-на-Дону, Российская Федерация UDC 621.74 MODERN FOUNDRY TECHNOLOGIES B.
74 СОВРЕМЕННЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА Б. С. Глазман Донской государственный технический университет, г. Ростов-на-Дону, Российская Федерация UDC 621.74 MODERN FOUNDRY TECHNOLOGIES B.
Задание. Основные сведения. Белые чугуны
ЛАБОРАТОРНАЯ РАБОТА 5 МИКРОСТРУКТУРНЫЙ АНАЛИЗ И СВОЙСТВА ЧУГУНОВ Цель работы 1. Изучить природу превращений в чугунах при охлаждении. 2. Изучить микроструктуру и механические свойства чугунов. Задание
ПодробнееКонтрольная работа по материаловедению
Контрольная работа по материаловедению Вариант 1. 1. Опишите особенности и преимущества электродугового способа получения стали. белом чугуне, содержащем 5,4% углерода, при медленном его нагревании от
ПодробнееМЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ГБПОУ «Катав Ивановский индустриальный техникум» МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ по выполнению контрольной работы по дисциплине ПМ.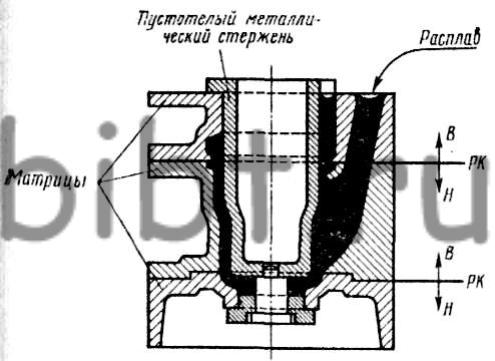 04 «Выполнение работ по одной или нескольким профессиям рабочих, должностям
04 «Выполнение работ по одной или нескольким профессиям рабочих, должностям
КОМПЛЕКТЫ МОДЕЛЬНЫЕ.
Г О С У Д А Р С Т В Е Н Н Ы Й СОЮЗА ССР СТАНДАРТ КОМПЛЕКТЫ МОДЕЛЬНЫЕ. УКЛОНЫ ФОРМОВОЧНЫЕ, СТЕРЖНЕВЫЕ ЗНАКИ, ДОПУСКИ РАЗМЕРОВ ГОСТ 3212-92 Издание официальное ГОССТАНДАРТ РОССИИ Москва УДК 121.744.072:006.354
ПодробнееЛИТЬЁ В ПЕСЧАНЫЕ ФОРМЫ
Федеральное агентство железнодорожного транспорта Уральский государственный университет путей сообщения Кафедра «Технология машиностроения» Н. А. Михайлова О. М. Михайлова ЛИТЬЁ В ПЕСЧАНЫЕ ФОРМЫ Екатеринбург
ПодробнееЛитье в кокиль » Все о металлургии
22.04.2015
Кокили (рис. 73) по конструкции разделяются на неразъемные (а) и разъемные с вертикальной (б), горизонтальной (в), и комбинированными (г) плоскостями разъема.
 Они могут быть одноместными и многоместными (т. е. в одной форме одновременно получают несколько отливок). Внутренние полости отливок при литье в кокиль получают как с помощью постоянных (металлических) стержней (рис. 73, б), так и разовых песчаных (рис. 73, а, в, г). Формы с использованием песчаных стержней называют комбинированными.
Они могут быть одноместными и многоместными (т. е. в одной форме одновременно получают несколько отливок). Внутренние полости отливок при литье в кокиль получают как с помощью постоянных (металлических) стержней (рис. 73, б), так и разовых песчаных (рис. 73, а, в, г). Формы с использованием песчаных стержней называют комбинированными.Число плоскостей разъема и их расположение зависят от конфигурации литой детали и положения отливки при заливке. Спаривание и центрирование разъемных частей кокиля делают с помощью металлических штырей (в одной половине кокиля предусматривают штырь, а в другой — калиброванное отверстие).
Литье в металлические формы имеет следующие основные преимущества.
1. Получаются отливки с повышенными механическими свойствами и плотностью вследствие высокой скорости затвердевания. Быстрое затвердевание также подавляет вредное действие растворенных в жидком металле газов; они не успевают выделяться в виде пузырей, пор и остаются в пересыщенном растворе в атомарном, почти безвредном для отливки состоянии.
 При быстром затвердевании измельчается структура металла, вредные примеси также выделяются в мелкодисперсной форме (например, железо в алюминиевых сплавах, алюминий в оловянных бронзах) и оказывают менее отрицательное влияние на качество отливок. По сравнению с литьем в песчаные формы при литье в кокиль получаются отливки с более высокими механическими свойствами при одном и том же химическом составе сплава. Например, при литье в песчаные формы сплав АЛ2 имеет σв = 150 МПа и относительное удлинение δ = 4 %; при литье в кокиль σв = 200 МПа и δ = 8 %; магниевый сплав МЛ6 в первом случае имеет σв = 150 МПа, δ = 1 % и во втором σв = 170 МПа и δ = 3%.
При быстром затвердевании измельчается структура металла, вредные примеси также выделяются в мелкодисперсной форме (например, железо в алюминиевых сплавах, алюминий в оловянных бронзах) и оказывают менее отрицательное влияние на качество отливок. По сравнению с литьем в песчаные формы при литье в кокиль получаются отливки с более высокими механическими свойствами при одном и том же химическом составе сплава. Например, при литье в песчаные формы сплав АЛ2 имеет σв = 150 МПа и относительное удлинение δ = 4 %; при литье в кокиль σв = 200 МПа и δ = 8 %; магниевый сплав МЛ6 в первом случае имеет σв = 150 МПа, δ = 1 % и во втором σв = 170 МПа и δ = 3%.2. Отливки имеют повышенные точность размеров и чистоту поверхности. Так, точность отливок размером 250—400 мм составляет ±0,5—1,2 мм против ±1—2 мм при литье в песчаные формы. Чистота поверхности на два класса выше, чем при литье в песчаные формы.
3. Припуски на механическую обработку уменьшаются примерно на 40—50 % по сравнению с литьем в песчаные формы.

4. Получается экономия на формовочных материалах. При литье в кокиль исключается либо расходуется небольшое количество (на стержни) песчаных смесей. Отпадает необходимость затрат на обслуживание землеприготовительных отделений.
5. Снижается расход металла благодаря более точным отливкам, повышается выход годного за счет снижения массы литников и прибылей, а также создается возможность снижения расхода свежих материалов для приготовления металла путем применения низкокачественных отходов.
6. Снижается брак из-за более стабильных условий технологического процесса и более высокой культуры производства.
7. Снижается трудоемкость и себестоимость отливок. Отпадает необходимость изготовления формы, а в большинстве случаев и стержней перед каждой заливкой, уменьшаются расходы на плавку металла за счет повышенного выхода годного, на очистку и отделку отливок; увеличивается съем литья с производственной площади, повышаются производительность и улучшаются санитарно-технические условия труда.
Из основных недостатков литья в металлические формы следует отметить: трудности литья деталей сложной конфигурации из-за практической неподатливости форм при усадке залитого металла или усложненной конструкции формы; стоимость изготовления форм из металла выше, чем песчаных, однако при серийном и массовом производстве они экономически более выгодны. В промышленности нередко мирятся с удорожанием стоимости отливки, если это гарантирует высокое качество изделий.
Для изготовления металлических форм применяют серый и высокопрочный (модифицированный магнием) чугун, углеродистые стали (СтЗ, Ст4, Ст5, стали У7, У10 и др.), легированные стали (5ХНМ, 30ХГСА, ХНЗ, ЗХ2В8Ф и др.), алюминиевые (анодированные) и медные сплавы.
Кокили изготовляют либо литыми, либо из поковок, проката путем механической обработки. Литые кокили дешевле, поскольку требуется минимальная механическая обработка. Основной качественный показатель кокиля — его стойкость. Рабочие поверхности кокилей подвергаются быстрому нагреву и охлаждению; в них возникают термические напряжения, приводящие к короблению и поверхностным трещинам, которые называют сеткой разгара.
 Серый чугун, применяемый для изготовления кокилей, стойкий к знакопеременным тепловым нагрузкам и, кроме того, дешевый и легко обрабатываемый материал. Стальные кокили более дороги, и получение из них литых кокилей связано со значительными затратами. Стальные кокили более «живучие», так как они не боятся ударных нагрузок, но общая их стоимость выше, чем чугунных. Металлические стержни делают практически всегда из стали, так как при извлечении из отливок они испытывают повышенные растягивающие напряжения. Применяют алюминиевые кокили с анодированными (т. е. покрытыми пленкой Al2O3) поверхностями, но при работе такие кокили не допускают ударной нагрузки, так как в нагретом состоянии у них прочность невысокая. Применяют металлические формы, охлаждаемые снаружи водой (водоохлаждаемые), функционирующей в специально предусмотренных каналах. Стойкость водоохлаждаемых кокилей выше, чем неводоохлаждаемых.
Серый чугун, применяемый для изготовления кокилей, стойкий к знакопеременным тепловым нагрузкам и, кроме того, дешевый и легко обрабатываемый материал. Стальные кокили более дороги, и получение из них литых кокилей связано со значительными затратами. Стальные кокили более «живучие», так как они не боятся ударных нагрузок, но общая их стоимость выше, чем чугунных. Металлические стержни делают практически всегда из стали, так как при извлечении из отливок они испытывают повышенные растягивающие напряжения. Применяют алюминиевые кокили с анодированными (т. е. покрытыми пленкой Al2O3) поверхностями, но при работе такие кокили не допускают ударной нагрузки, так как в нагретом состоянии у них прочность невысокая. Применяют металлические формы, охлаждаемые снаружи водой (водоохлаждаемые), функционирующей в специально предусмотренных каналах. Стойкость водоохлаждаемых кокилей выше, чем неводоохлаждаемых.Разъем кокилей предусматривают ручным и механизированным с помощью механических, пневматических и гидравлических приводов.

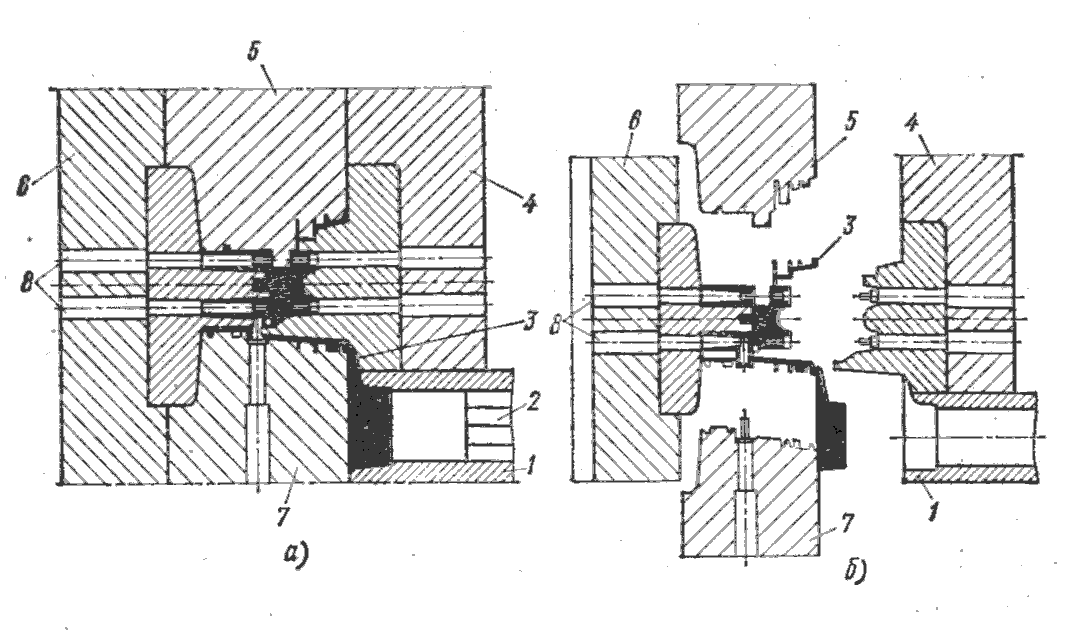
При литье сложных по конфигурации отливок применяют различные подвижные металлические стержни и вставки. Подвижность нужна для своевременного удаления стержня из отливки. В противном случае из-за неподатливости стержня во время усадки залитого металла при затвердевании могут образоваться трещины. Чтобы облегчить извлечение стержня, его делают конусным. Поверхность стержня и вставок должна быть гладкой, без выступов и поднутренний. Если внутренние контуры отливки сложные, то стержни делают составными из нескольких частей. Такой кокиль с ручным разъемом для отливки моторных поршней 1 из алюминиевых сплавов (АЛ10, АЛ25 и др.) показан на рис. 74. Стержни для отверстий пальцев поршня имеют гладкую поверхность и удаляются с помощью рычага 5 при нажатии рычажных ручек 6. Металлический стержень, оформляющий внутреннюю полость поршня, состоит из пяти частей (7, 8, 9, 10, 11) (рис. 74, разрез а—а). После затвердевания металла в кокиле 12 первым вынимают центральный стержень 13. Затем поочередно извлекают стержни 7, 11, 9, 10.
 Стержни в этом случае вначале выводят из отливки в горизонтальном направлении к центру, а затем движением вверх с помощью ручек 14.
Стержни в этом случае вначале выводят из отливки в горизонтальном направлении к центру, а затем движением вверх с помощью ручек 14.Часто для получения отливок со сложной внутренней конфигурацией применяют песчаные стержни. Их устанавливают в форме каждый раз при сборке ее с помощью знаковых частей. Наиболее удобны оболочковые стержни, которые обеспечивают точные размеры и чистые поверхности отливок. Песчаные стержни податливы, поэтому отпадает необходимость их удаления до выбивки отливки из формы. Однако они уменьшают скорость затвердевания жидкого металла в форме, и металл получается со стороны стержней менее плотным; сами стержни могут размываться металлом и загрязнять отливку песком.
По конструкции различают детали технологичные, удобные для кокильного литья, и нетехнологичные. Технологичные детали не имеют выступов, впадин, поднутрений, массивных узлов; у них плавные переходы от тонких к толстым сечениям, небольшое число отверстий; на деталях предусмотрены конусы и уклоны, облегчающие извлечение отливок из кокилей.

Стойкость чугунных и стальных кокилей при получении медных сплавов составляет 5—10 тыс. заливок, легких сплавов 10 тыс. и более, Для повышения стойкости кокилей рабочие поверхности покрывают красками. С помощью красок устраняется также приваривание металла к стенкам кокиля, обеспечивается получение качественных поверхностей и регулируется направленность затвердевания отливок. Обычно литниковые канаты и прибыли покрывают более толстым слоем краски для предотвращения охлаждения металла в процессе заливки и питания. Там, где необходимо обеспечить быстрое затвердевание, наносят небольшой слой краски; в отдельных случаях в кокиле для ускорения затвердевания делают вставки из более теплопроводного металла (медь, бронза).
В практике различаются краски сухие и жирные. Сухие краски состоят из порошкообразного наполнителя (мел, тальк, оксид цинка, маршалит и др.), связующего (жидкое стекло и др.) и воды. Они имеют сметанообразную консистенцию. Например, для крупных сложных отливок из алюминиевых сплавов со стенками толщиной 6 мм и более применяют краску состава: 4 % мела, 3 % оксида цинка, 5 % графита коллоидального, 3 % жидкого стекла и 85 % воды.
 При литье магниевых сплавов в состав красок, кроме того, добавляют присадки, предохраняющие жидкий металл от взаимодействия с кислородом. Для средних и мелких отливок широко распространен следующий состав краски: 5 % мела, 5 % талька, 2 % борной кислоты, 88 % воды.
При литье магниевых сплавов в состав красок, кроме того, добавляют присадки, предохраняющие жидкий металл от взаимодействия с кислородом. Для средних и мелких отливок широко распространен следующий состав краски: 5 % мела, 5 % талька, 2 % борной кислоты, 88 % воды.Краску наносят кистью или пульверизатором один-два раза в смену на подогретый до 100—200 °C кокиль. В крупносерийном и массовом производстве для нанесения краски применяют автоматические устройства. Предварительный подогрев кокиля необходим для замедленного охлаждения металла в начале работы и быстрого высыхания краски. Толщина слоя краски 0,5—0,6 мм, а на литниковых и прибыльных частях 0,6—4 мм.
При литье в кокиль медных сплавов, которые склонны к привариванию, чаще применяют краски на основе различных масел, мазута. Например, при литье оловянных бронз поверхность кокиля смазывают смесью из 96 % олифы и 4 % графита или 50 % мазута и 50 % керосина. При соприкосновении с металлом краска возгоняется, создается газовая и сажистая прослойка между жидким металлом и кокилем, которая предохраняет от приваривания жидкого металла к кокилю.

В процессе работы очень важным технологическим параметром является температурный режим кокиля. Для получения качественного литья из медных и алюминиевых сплавов температура кокиля должна поддерживаться в пределах 200—350 °C, магниевых 300—400 °С. Температура кокиля в последнем случае выше из-за более быстрого охлаждения магниевых сплавов, у которых удельная теплоемкость почти в два раза меньше, чем у алюминия. Температуру кокиля поддерживают специальным подогревом или искусственным охлаждением, а контроль осуществляют термопарами с помощью терморегуляторов.
Выбор оптимального теплового режима кокиля — основная, но довольно сложная технологическая задача. Для обеспечения условий направленного затвердевания отливки в кокилях приходится одни части охлаждать (массивные узлы отливки), а другие (прибыли тонкие стенки) утеплять.
Охлаждение кокиля осуществляется естественным путем передачи тепла окружающей среды через оптимальные толщины стенок кокиля. Стенки кокиля делают примерно в 1,2—2 раза массивнее стенок отливки.
 Для увеличения поверхности охлаждения кокиля на его наружной стороне предусматривают тонкие ребра, которые одновременно делают его конструкцию более жесткой, долговечной. Для местного охлаждения делают вставки из теплопроводной меди и ее сплавов Внутренние (рабочие) поверхности кокилей обрабатывают до чистоты, соответствующей 4—6-му классам. Поверхности разъемов обрабатывают по 6-му классу. Отдельные части кокиля центрируют с помощью штырей и втулок. Штырь (7-й класс чистоты) цилиндрической формы запрессовывают в одной половине кокиля, а в другой (симметрично) — втулку (отверстие). Половинки кокилей (при горизонтальном) разъеме делают створчатыми (т. е. раскрывающимися, как книга). Для вывода газа и воздуха из полости кокиля предусматривают вентиляционные каналы (риски толщиной 0,1-0,2 мм по разъему формы). Газы удаляются также через знаковые части песчаных стержней (если они предусмотрены).
Для увеличения поверхности охлаждения кокиля на его наружной стороне предусматривают тонкие ребра, которые одновременно делают его конструкцию более жесткой, долговечной. Для местного охлаждения делают вставки из теплопроводной меди и ее сплавов Внутренние (рабочие) поверхности кокилей обрабатывают до чистоты, соответствующей 4—6-му классам. Поверхности разъемов обрабатывают по 6-му классу. Отдельные части кокиля центрируют с помощью штырей и втулок. Штырь (7-й класс чистоты) цилиндрической формы запрессовывают в одной половине кокиля, а в другой (симметрично) — втулку (отверстие). Половинки кокилей (при горизонтальном) разъеме делают створчатыми (т. е. раскрывающимися, как книга). Для вывода газа и воздуха из полости кокиля предусматривают вентиляционные каналы (риски толщиной 0,1-0,2 мм по разъему формы). Газы удаляются также через знаковые части песчаных стержней (если они предусмотрены).Большое значение имеет температура заливки сплавов в кокиль, которая зависит от состава сплава, конфигурации и толщины стенок отливок и литниковой системы, температуры подогрева кокиля и других технологических факторов.
 Обычно температура заливки сплавов в кокиль несколько выше, чем при литье в песчаные формы, из-за более быстрого охлаждения в кокиле. Однако стремятся работать с минимально возможными температурами заливки, чтобы уменьшить усадку, снизить время охлаждения, увеличить стойкость кокиля. Вместе с тем заниженные температуры заливки приводят к незаполнению формы, появлению усадочных трещин, например при литье сплавов с широким интервалом кристаллизации. Практически алюминиевые сплавы заливают при 680—750 °C, магниевые при 700—760 °C, оловянные бронзы при 1150—1250 °С, алюминиевые бронзы при 1130—1200 °С, латуни при 980—1100 °C. Однако каждая отливка имеет оптимальную температуру заливки, которая устанавливается опытным путем и строго соблюдается.
Обычно температура заливки сплавов в кокиль несколько выше, чем при литье в песчаные формы, из-за более быстрого охлаждения в кокиле. Однако стремятся работать с минимально возможными температурами заливки, чтобы уменьшить усадку, снизить время охлаждения, увеличить стойкость кокиля. Вместе с тем заниженные температуры заливки приводят к незаполнению формы, появлению усадочных трещин, например при литье сплавов с широким интервалом кристаллизации. Практически алюминиевые сплавы заливают при 680—750 °C, магниевые при 700—760 °C, оловянные бронзы при 1150—1250 °С, алюминиевые бронзы при 1130—1200 °С, латуни при 980—1100 °C. Однако каждая отливка имеет оптимальную температуру заливки, которая устанавливается опытным путем и строго соблюдается.Принципы технологического проектирования кокилей для получения качественной отливки не отличаются от тех, которые соблюдаются при проектировании моделей для разовых форм. Отливки располагают таким образом, чтобы обеспечить принципы направленного затвердевания, т.
 е. тонкие сечения снизу, массивные сверху при одновременном соблюдении условий удобного разъема формы и ее частей, чтобы отливка легко извлекалась из кокиля. Необходимо, чтобы литниковые системы обеспечивали спокойное, без образования пены и брызг поступление металла в полость кокиля. Скорость движения металла в кокиле должна быть достаточной, чтобы обеспечить хорошее заполнение полости формы, так как жидкотекучесть сплава в кокиле меньше, чем в песчаной форме. Одновременно скорость движения металла должна быть умеренной, чтобы воздух и газы успевали выйти из формы через прибыли, выпоры и специальные вентиляционные каналы, так как сама форма негазопроницаема. Эти условия в наибольшей степени обеспечиваются при нижнем подводе металла в полость формы или через вертикально-щелевые литниковые системы.
е. тонкие сечения снизу, массивные сверху при одновременном соблюдении условий удобного разъема формы и ее частей, чтобы отливка легко извлекалась из кокиля. Необходимо, чтобы литниковые системы обеспечивали спокойное, без образования пены и брызг поступление металла в полость кокиля. Скорость движения металла в кокиле должна быть достаточной, чтобы обеспечить хорошее заполнение полости формы, так как жидкотекучесть сплава в кокиле меньше, чем в песчаной форме. Одновременно скорость движения металла должна быть умеренной, чтобы воздух и газы успевали выйти из формы через прибыли, выпоры и специальные вентиляционные каналы, так как сама форма негазопроницаема. Эти условия в наибольшей степени обеспечиваются при нижнем подводе металла в полость формы или через вертикально-щелевые литниковые системы.На рис. 75 приведены схемы наиболее распространенных литниковых систем при литье алюминиевых сплавов в кокиль (по разъему). Изогнутые формы литников обеспечивают снижение линейной скорости движения жидкого металла в литниковых каналах; при этом уменьшается опасность окисления и попадание окисных пленок в отливку.

Недостатком нижнего подвода металла является неблагоприятное затвердевание металла в форме, когда нижние части, более разогретые, затвердевают позднее верхних (прибылей) и тем самым не обеспечивается надлежащее питание отливки. При заливке сверху достигается удобная направленность затвердевания (часто металл подводится в прибыль), но металл разбрызгивается, окисляется и образуется много включений, что особенно заметно при литье пленообразующих сплавов.
Поэтому при верхнем подводе металла в форму предусматривают механизмы в кокиле для одновременного его наклона таким образом, чтобы металл в течение всей заливки плавно стекал по стенкам формы (рис. 76). Для уменьшения в полости формы окислительных процессов в ходе заливки ее заполняют иногда инертными газами или окрашивают стенки покрытиями из хлористых или фтористых солей.
Прибыли предусматривают для питания массивных частей отливок (однако по массе они обычно меньше, чем при литье в песчаные формы). Прибыли бывают открытыми (соприкасающимися с атмосферой) или закрытыми (глухими), имеющими верхнюю сферу, выполненную в кокиле.
 Поскольку металл в прибылях должен затвердевать в последнюю очередь, в прибыльные части подводят дополнительный литниковый канал, либо утепляют прибыль (оклеивают рабочую внутреннюю поверхность прибыли листовым асбестом), либо выполняют ее в песчаных, малотеплопроводных стержнях; предусматривают также обогрев газовой горелкой или электричеством (с помощью нихромовых спиральных нагревателей).
Поскольку металл в прибылях должен затвердевать в последнюю очередь, в прибыльные части подводят дополнительный литниковый канал, либо утепляют прибыль (оклеивают рабочую внутреннюю поверхность прибыли листовым асбестом), либо выполняют ее в песчаных, малотеплопроводных стержнях; предусматривают также обогрев газовой горелкой или электричеством (с помощью нихромовых спиральных нагревателей).Наладка кокиля (определение оптимального технологического процесса) заключается в установлении трех основных параметров рациональных размеров литниковоприбыльных систем (при минимальном расходе на них металла и обеспечении максимальной плотности и качества отливок), оптимальных температур заливки металла и самого кокиля.
Основные виды дефектов при кокильном литье — усадочная пористость и трещины в местах перехода от толстых к тонким сечениям. Поэтому прежде всего необходимо обеспечить плавные переходы сечений (в кокиле выполняются соответствующие радиусы-галтели). Усадочные раковины и пористость обнаруживаются визуально или рентгеновским просвечиванием.
 Основные причины усадочных раковин и пор — отсутствие направленного затвердевания металла в форме, недостаточное питание. Устраняют эти дефекты изменением литниково-прибыльной системы, методами дифференцированного утепления или охлаждения различных частей формы.
Основные причины усадочных раковин и пор — отсутствие направленного затвердевания металла в форме, недостаточное питание. Устраняют эти дефекты изменением литниково-прибыльной системы, методами дифференцированного утепления или охлаждения различных частей формы.В современных литейных цехах процессы литья в кокиль механизируют и автоматизируют, применяя специальные кокильные машины с механическим, пневматическим, гидравлическим и другими устройствами для разъема и сборки кокилей, которые используют индивидуально или в поточных линиях обычно карусельного типа.
Различают машины с вертикальным и горизонтальным разъемами кокилей, с одной подвижной и одной неподвижной плитой, с двумя, тремя и более подвесными плитами.
На рис. 77 приведена отечественная универсальная однопозиционная кокильная машина модели 5А93 для производства отливок из черных и цветных сплавов. Цикл работы на этой машине может быть полуавтоматическим или автоматическим (в случае применения автоматического дозирующего устройства для заливки). Машина состоит из двух подвижных плит 1, на которых крепятся половинки кокилей и которые установлены на станине 2 и перемещаются по колоннам 3 с помощью гидравлических приводов 4. Сверху укреплен гидроцилиндр 5 для крепления подвижного металлического стержня, который может перемещаться вокруг продольной оси, что позволяет производить установку его под разными углами по отношению к кокилю. Управление машиной осуществляется с помощью пульта 6.
Машина осуществляет смыкание двух половинок кокилей, раскрытие, выталкивание отливки из кокилей (с помощью толкателей в виде металлических стержней, проходящих через стенки кокилей и выталкивающих отливку при раскрытии кокиля). Вытолкнутые отливки через нижний проем в станине попадают на транспортер.
Наиболее высокую производительность обеспечивают карусельные машины, которые обычно состоят из нескольких однопозиционных машин, установленных на вращающемся карусельном столе.
На рис. 78 показана кокильная многопозиционная карусельная машина, состоящая из шести кокильных машин 1 с горизонтальным разъемом с помощью копира 2. Машины укреплены на вращающейся карусели 3 с приводом 4. Установка управляется с пульта 5. Заливка металла в один из кокилей производится из ковша 6. После заливки на позиции А происходит охлаждение отливок на позициях Б, B, Г, а на позиции Д — раскрытие кокиля и сталкивание отливки пневмоцилиндром 7 на приемный рольганг 8, на позиции E — очистка, окраска и смыкание половин кокилей.
Литье в кокиль, литье под давлением, литье вакуумным всасыванием и выжиманием
Отливки, получаемые этими методами, характеризуются повышенной точностью размеров, пониженной шероховатостью поверхности, уменьшенными припусками на механическую обработку, а при литье под давлением – даже возможностью получать детали, не нуждающиеся в механической обработке.
Литье в кокиль.Кокиль – это металлическая многоразовая форма, используемая для получения отливок массой до 2000 кг. Кокили изготавливают из чугуна, стали и др. металлов методами литья, порошковой металлургии и механической обработки. Стержни для кокилей делают из стали (многоразовые) или стержневой смеси (одноразовые). Перед заливкой металла на рабочие поверхности полости кокиля наносят теплозащитные покрытия толщиной 0,3–0,8 мм, поэтому этим способом можно получать отливки из любых черных и цветных металлов. В зависимости от литьевого металла и толщины стенок будущей отливки кокиль перед заливкой подогревают до 150–350°С. После кристаллизации отливки кокиль раскрывают и из него выталкивают отливку. Затем процесс повторяют. Из отливок удаляют стержни, отделяют литниковую систему, полученные заготовки подвергают термической обработке, зачищают поверхности и передают на механическую обработку. Достоинство литья в кокиль заключается в первую очередь в возможности обеспечить высокую производительность литейного процесса. Кокильное литье легко механизировать и автоматизировать. Распространение этого способа литья несколько ограничивается высокой стоимостью изготовления кокилей и сложностью получения тонкостенных отливок вследствие значительной теплопроводности металлических кокилей и быстрой кристаллизации металла.
Литье под давлением.Характеризуется принудительным заполнением формы расплавом под избыточным давлением на него. Металлические формы для литья под давлением, называемые пресс-формами, имеют более сложную конструкцию и их изготовляют более тщательно, чем кокили. В связи с высокими нагрузками при эксплуатации пресс-формы и стержни для литья под давлением выполняются из стали (или даже из твердых сплавов). Для проведения процесса используют специальные машины с вертикальной или горизонтальной камерой прессования, которая может быть горячей или холодной. Схема получения отливки в машине с горизонтальной холодной камерой прессования поршневого типа приведена на рис. 4.3.
Рис. 4.3. Схема литья под давлением в машине с горизонтальной холодной камерой прессования: 1 – стержень; 2, 8 – неподвижная и подвижная половины пресс-формы; 3 – рабочая полость пресс-формы; 4 – ковш с расплавом; 5 – струя заливаемого расплава; 6 – камера прессования; 7 – поршень; 9 – выталкиватель; – направление запрессовки металла
Технология литья под давлением обычно включает в себя следующие операции: подогрев пресс-формы до 120–300°С для снижения температурного перепада процесса литья и повышения разгаростойкости; смазка – опрыскивание рабочей полости 3 пресс-формы разделительным составом; соединение половин пресс-формы 2 и 8, установка стержня 1; заливка расплава 5 через окно камеры 6 прессования и создание давления на металл со стороны поршня 7 (запрессовка металла). После кристаллизации и охлаждения металла отливки до заданной температуры, извлекается стержень, пресс-форма раскрывается и готовая отливка с помощью выталкивателя 9 извлекается из формы.
Производительность современных машин для литья под давлением достигает 60 запрессовок в минуту. Литье под давлением применяется для получения отливок самой сложной формы с очень тонкими стенками (от 0,4 мм для сплавов на основе цинка), с высокой чистотой поверхности (Rz = 10–40 мкм) и наибольшей точностью размеров (8–13 квалитеты).
Литье под давлением широко применяется в серийном и массовом производстве тонкостенных отливок из цветных сплавов. В машиностроении метод литья под давлением применяют для изготовления широкой номенклатуры корпусных отливок, в том числе в автомобилестроении для блоков цилиндров, картеров и т.п.
К основным недостаткам рассматриваемого метода относятся невозможность получения крупногабаритных отливок и их газовая пористость (из-за быстрого заполнения формы и затрудненного выхода газов), что ведет к снижению плотности, механических свойств и ограничивает возможности упрочнения сплавов термической обработкой из-за вспучивания газовых пузырей. С увеличением температуры заливки резко снижается стойкость пресс-форм. Они выдерживают 150–300 тыс. запрессовок при литье сплавов алюминия; 50–80 тыс. – магния; 5–10 тыс. – меди.
Литье вакуумным всасываниемпроисходит под действием разряжения, создаваемого в полости литейной формы, в результате чего расплав надежно заполняет ее и затвердевает, образуя требуемую заготовку. Скорость заполнения формы расплавом можно регулировать, изменяя разность атмосферного давления и давления внутри формы. При таком способе литья толщина стенок отливкиможет составлять до 1–1,5 мм, резко снижается газовая пористость, повышаются герметичность, механические свойства и точность заготовок.
Литье выжиманием предназначено для получения тонкостенных крупногабаритных отливок (в основном, из алюминиевых и магниевых сплавов) посредством свободной заливки расплава (через металлоприемник) в раскрытую литейную форму с последующим заполнением металлом всей ее рабочей полости за счет сближения полуформ. При этом избыток металла выжимается в приемный ковш. Преимуществом способа является возможность получения крупногабаритных тонкостенных отливок и снижение потерь металла из-за отсутствия литниковой системы.
Узнать еще:
Кокильное литье 2 | Специальные способы литья
Пооперационная схема изготовления отливки в механизированном кокиле показана на рис. 11.1. Кокиль с вертикальной плоскостью разъема состоит из поддона 1, двух симметричных раздвижных половин 2 и 3, а также металлического стержня 4. На позиции рис. 11.1,а показана подготовка кокиля к заливке. Половинки подогретого газовыми горелками до оптимальной температуры кокиля (147—180°С) раздвигают и в зазор между ними опускают пульверизатор 5, с помощью которого на рабочую поверхность половинок кокиля и стержень наносят быстровысыхающую краску, образующую тонкий, равномерный слой огнеупорного защитного покрытия. Затем с помощью захвата манипулятора 6 проставляют песчаный разовый стержень 7 (рис. 11.1,6, в). Он выполняет в отливке расширяющуюся полость, которую нельзя получить с помощью выемного металлического стержня 4.
Далее половинки кокиля 2 и 3 сдвигают и производят заливку расплава (рис. 11.1,г). После затвердевания отливки 8 (рис. 11.1,5) и охлаждения ее в кокиле до оптимальной температуры происходит раскрытие половинок 2 и 3 (рис. 11.1, е), а также протяжка вниз стержня 4 (рис. 11.1,е). Отливка 8 захватом манипулятора 6 удаляется из кокиля (рис. 11.1,ж) и начинается подготовка кокиля к следующей операции заливки.
Кокили классифицируют по конструкции, материалу, из которых они изготовлены, степени механизации или автоматизации основных, а также вспомогательных операций при работе кокиля, методам их охлаждения и назначению.
Рис. 11.1. Пооперационная схема изготовления отливки в кокиле с вертикальным разъемом
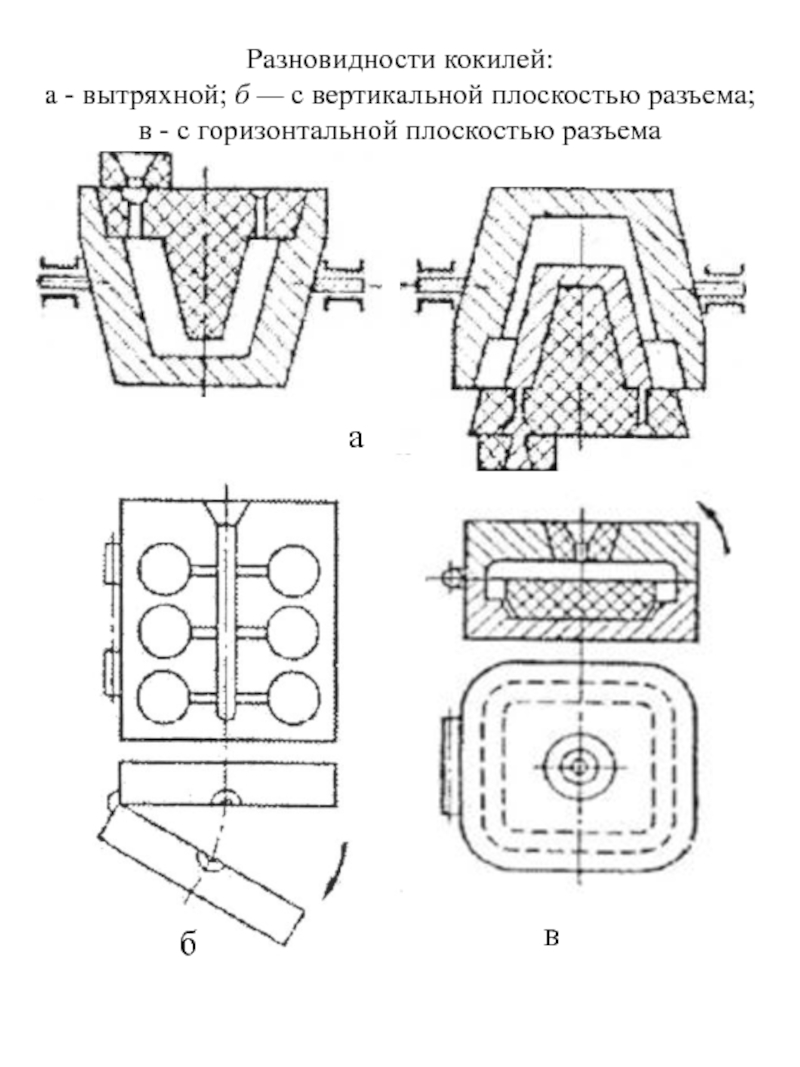
По конструктивным признакам кокили разделяют на неразъемные — вытряхные (рис. 11.2,а, б), а также разъемные — с вертикальным, горизонтальным и комбинированным разъемами (рис. 11.1, 11.3, 11.4 соответственно). Разъемы кокиля могут быть плоскими и криволинейными (рис. 11.5). Если при раскрытии кокиля одна из его половин либо обе поворачиваются вокруг общей оси, разъем называют створчатым (рис. 11.6). Различают также цельнометаллические кокили со стержнями (рис. 11.7) и без стержней (рис. 11.8), комбинированные — с песчаными стержнями и вставками (см. рис. 11.2; 11.4). В ряде случаев, когда к качеству поверхности и размерной точности внутренних полостей отливок предъявляются повышенные требования, стержни изготовляют оболочковыми (полыми) из песчано-смоляных смесей (рис. 11.9) либо керамическими.
Рис. 11.2. Вытряхные кокили для изготовления отливки:
а — алюминиевой, 6 — стальной; 1 — корпус кокиля, 2 — цапфы для поворота кокиля при выбивке отливки, 3 — вентиляционные отверстия в кокиле, 4 — стержневая вставка для оформления металлоприемника и питателей, 5 — стержень с верхним грибовидным знаком, 6 — стояк, 7 — литниковая воронка, 8 — выпоры, 9 — надставка с экзотермической смесью для обогрева прибылей, 10 — легкоотделяемая прибыль, 11 — стержневая диафрагма, оформляющая шейку прибыли, 12 — нижний стержень
Рис. 11.3. Шестиместный кокиль с горизонтальным разъемом
Рис. 11.4. Кокиль с комбинированным разъемом (двумя горизонтальными и вертикальным):
1 — нижняя часть кокиля; 2 — левая часть кокиля, 3 — подставка с песчаным стержнем, оформляющим верхнюю часть отливки в литниковую систему. 4 — правая часть кокиля, 5 — центровой песчаный стержень
Литье в кокиль – проверенная и точная технология производства отливок из алюминия.
Литье в кокиль (многоразовую металлическую форму) – это достаточно дорогостоящая, но проверенная и точная литейная технология, применяемая Компанией «ПРАКТИК плюс» при производстве отливок из алюминиевых сплавов.
Несмотря на высокую первоначальную стоимость оснастки, технология литья в кокиль имеет ряд основных преимуществ, по сравнению с другими технологиями, а именно:
- отливки получают с более плотной структурой;
- значительно улучшается внешний вид отливок и чистота поверхности;
- повышается точность отливок и идентичность их размеров;
- уменьшается металлоемкость отливки и стоимость механической обработки за счет уменьшения литейных припусков;
- увеличивается выход годного литья;
- устраняются операции с формовочными смесями;
- при крупносерийном производстве снижается себестоимость продукции;
- значительно повышается производительность труда литейщиков.
Для изготовления кокилей специалисты «ПРАКТИК плюс» в основном применяют серый или высокопрочный чугун, а также углеродистые или легированные стали. Серый чугун, применяемый для кокилей, стойкий к тепловым нагрузкам, недорогой и легко обрабатываемый материал. Стальные кокили более дорогие в изготовлении, но более «живучие» чугунных, так как они не боятся ударных нагрузок. Металлические стержни, направляющие и толкатели для раскрытия кокиля и выталкивания отливок всегда изготавливают из стали, так как они испытывают повышенные растягивающие напряжения.
Основной показатель кокиля — его стойкость. При работе рабочие поверхности кокилей подвергаются быстрому нагреву и охлаждению, в следствие чего в них возникают термические напряжения, приводящие к короблению и поверхностным трещинам – разгарам. Стойкость чугунных и стальных кокилей при получении отливок из алюминиевых сплавов составляет 50—100 тыс. заливок. Для повышения стойкости кокилей рабочие поверхности покрывают красками. С помощью красок устраняется также приваривание металла к стенкам кокиля, обеспечивается получение качественных поверхностей и регулируется направленность затвердевания отливок. При соприкосновении с металлом краска возгоняется, создается газовая и сажистая прослойка между жидким металлом и кокилем, которая предотвращает приваривания жидкого металла к кокилю. Краску наносят кистью или пульверизатором один-два раза в смену, в зависимости от конструкции и режима работы, на подогретый до 100—200 °C кокиль.
В процессе литья очень важным технологическим параметром является температурный режим кокиля. Для получения качественного литья из алюминиевых сплавов температура кокиля должна поддерживаться в пределах 200—350 °C. Разогрев и поддержание температуры кокиля (разгон кокиля) специалисты «ПРАКТИК плюс» осуществляют подогревом с помощью газовых горелок, а контроль температурного режима осуществляют инфракрасными термометрами (пирометрами) или термопарами. Охлаждение кокиля осуществляется путем естественной передачи тепла в окружающую среду через стенки кокиля. При необходимости наши специалисты спроектируют и изготовят кокили, охлаждаемые снаружи водой (водоохлаждаемые) по специально предусмотренным каналам. Стойкость водоохлаждаемых кокилей выше, чем неводоохлаждаемых.
При литье сложных по конфигурации отливок специалисты «ПРАКТИК плюс» применяют различные подвижные металлические стержни и вставки. Подвижность нужна для своевременного удаления стержня из отливки. Если внутренние контуры отливки сложные, то стержни делают составными из нескольких частей. Также для получения отливок со сложной внутренней конфигурацией нами применяются песчаные стержни. Их устанавливают в форму каждый раз перед заливкой при сборке формы с помощью знаковых частей.
В «ПРАКТИК плюс» изготавливают кокили либо литыми, либо из поковок проката путем механической обработки. Литые кокили дешевле, поскольку требуется минимальная механическая обработка. Разъем (раскрытие) кокилей осуществляют ручным или механизированным способом с помощью механических, пневматических и гидравлических приводов, которые также проектируют и изготавливают специалисты «ПРАКТИК плюс». Поверхности разъемов обрабатывают по 6-му классу точности. Отдельные части кокиля центрируют с помощью штырей и втулок. Для вывода газа и воздуха из полости кокиля предусматриваются вентиляционные каналы.
Компания “ПРАКТИК плюс” рассматривает заказы на производство литья из алюминия любой конфигурации и серийности, массой до 50 кг.
Цена отливки зависит от сложности детали и рассчитывается индивидуально.
За дополнительной информацией обращайтесь по тел.: (067) 437-90-70, (050) 921-30-09 или по контактам, указанным на сайте.
Литье под низким давлением и под высоким давлением
Требования для автомобильного мира
Как всем известно, сектор вынужден повышать эффективность и сокращать выбросы CO 2 . В технологии двигателей при литье под низким давлением можно использовать песчаные стержни для реализации так называемой закрытой конструкции блока цилиндров – это означает, что отверстия на поверхности головки блока цилиндров в блоке цилиндров ранее требовались при литье под давлением для извлечения контуров рубашки охлаждения не требуются в процессе литья под низким давлением.Это позволяет производить более жесткий блок двигателя; в сочетании с улучшенными свойствами материала это позволяет снизить вес и повысить производительность, что в значительной степени способствует уменьшению габаритов. Та же технология применяется к деталям, используемым в конструкции и шасси, где большие детали каркаса могут быть отлиты «пустотелым» с использованием песчаного сердечника, что существенно снижает вес компонента.
От класса люкс к сектору массового производства
Благодаря своим выдающимся свойствам материала процесс литья под низким давлением был хорошо известен в автомобильной промышленности на протяжении десятилетий, но еще несколько лет назад его относительно длинные циклы литья означали, что он использовался только в классе люкс, где низкие количества и более высокие удельные затраты являются нормой.Несмотря на качество, достигнутое в процессе низкого давления, сектор массового производства был вынужден продолжить литье под высоким давлением из-за чрезвычайно короткого времени цикла. Дело в том, что машина для литья под высоким давлением стоит примерно в четыре раза дороже, чем система низкого давления, однако еще несколько лет назад циклы литья на первой были примерно в 4-6 раз быстрее. Поэтому искались способы сделать процесс низкого давления более экономичным, то есть более быстрым. Важным шагом вперед стало увеличение размеров всей машины.Поскольку для литья под низким давлением не требуются значительные усилия закрытия, необходимые для высокого давления литья, размер машины не зависит от веса отлитой детали – например, 110 кг можно отлить в матрицу матрицы низкого давления. система литья.
Команде Курца удалось увеличить размеры пластины, необходимые для штампа, что позволяет использовать инструменты с многослойной зарядкой. Сегодня, например, блоки цилиндров отливают дважды, что соответствует впечатляющему сокращению цикла литья на 50%! С другой дополнительной оптимизацией таких аспектов, как охлаждающий контур машины для ускорения затвердевания, можно добиться дополнительной экономии времени цикла на 25%.Литье под низким давлением также требует места для машин, поскольку вертикальное расположение системы позволяет установить две машины для литья под низким давлением в пространстве, требуемом для одной машины высокого давления. В качестве побочного эффекта это также приводит к сокращению количества возвращаемых материалов и, таким образом, к экономии денег. Эти разработки делают процесс низкого давления более чем конкурентоспособным во многих областях. Поговорите с нами, и вместе мы сможем разработать оптимальную систему в соответствии с вашими требованиями!
Советы по дизайну литья под давлением | Наконечники DFM для литых деталей
Почти каждая часть продукта или весь продукт берет свое начало в процессе литья под давлением.Литье под давлением описывает производственный процесс, который позволяет производителям создавать металлические детали с четко очерченной гладкой или текстурированной поверхностью. При использовании технологии производства с холодной или горячей камерой, основанной на высоком давлении, процесс нагнетает расплавленный металл в стальную матрицу многократного использования со скоростью 60-100 миль в час. Несколько зажимов удерживают форму на месте на стадии впрыска, охлаждения и затвердевания.
Подобно процессу литья под давлением, в котором используется другой класс материалов, литье под давлением производит детали из прочного ряда цветных металлов, таких как цинк, магний, алюминий и множество композитных материалов.Тип металла, выбранного для изготовления детали, определяет, будут ли производители использовать метод горячей или холодной камеры для впрыска металла в матрицу.
Многие производители предпочитают литье под давлением другим производственным процессам из-за способности создавать такой массив деталей и продуктов с высокой скоростью и точностью. В настоящее время отливки используются в машинах, транспортных средствах, бытовой технике, игрушках, спортивных товарах, радиаторах для оргтехники, корпусах и во многих других областях.
Кроме того, литье под давлением позволяет изготавливать детали с мелкими деталями, такими как надписи, текстурированные поверхности и другие особенности, без необходимости дополнительной обработки. Способность выдерживать жесткие допуски, что часто исключает любую механическую обработку, делает литье под давлением подходящим и для изделий небольшого объема.
В последние годы инновации в производственных технологиях и материаловедении устранили многие старые проектные предположения и технологические проблемы. Эти достижения привели к новым спецификациям для основных элементов конструкции, включая контроль размеров, уклон и плоскостность.
Для дизайнеров, занимающихся литьем под давлением, вот несколько советов и подсказок о том, как создать свою деталь или продукт эффективно и экономично.
Линии разъема для литых под давлением компонентов и изделийОдним из наиболее важных элементов конструкции литья под давлением будет выбор какого-либо типа линии разделения, которая разделит деталь и создаст поверхность контакта между двумя или более компонентами. Где дизайнер размещает эту линию, зависит от геометрических форм и допусков различных поверхностей.У дизайнера есть два варианта: прямой или ломаный. Вы должны попытаться конструировать детали с прямой линией разъема, потому что это наименее затратный вариант с точки зрения затрат на инструмент. Принимая решение о линии разъема, проектировщику следует учитывать следующие факторы:
- Спецификации клиента – Обычно детали или характеристики продукта, предоставляемые заказчиком, затрудняют размещение линии разъема. Требования заказчика к допускам также становятся проблемой, поскольку поверхности линий разъема, как правило, имеют более низкое качество по сравнению с другими поверхностями.
- Стоимость штампа – Прямая линия разъема может снизить стоимость инструмента. Однако в некоторых случаях экономичнее будет спроектировать ломаную линию разъема. Это связано с добавлением в деталь функций, требующих бокового вытягивания штампа, что обычно дороже, чем шаг по линии разъема.
- Обработка – Многие детали требуют постпроизводственной обработки. Области, которые имеют критический допуск или требования к отделке, должны быть расположены с одной стороны от штампа. Кроме того, область рядом с линией разъема не должна иметь существенных косметических требований, потому что ворота и вентиляционные отверстия, которые будут расположены вдоль этой линии, будут видны.Кроме того, эта область потребует дополнительной обработки, чтобы минимизировать количество материала отливки или удалить его.
- Поток металла – Важность процесса наполнения зависит от правильного размещения входного отверстия затвора. Входное отверстие, которое должно быть расположено на линии разъема, определяет, правильно ли заполняется отливка расплавленным металлом. При литье под высоким давлением механизм впрыска или наполнения может вдавливать металл в отливку, чтобы предотвратить усадку детали во время затвердевания.
- Сердечники – положение стержней (стержни образуют отверстия в детали) будет определять размещение линии разделения. Разработчик должен учитывать расположение сердечника, а также размер диаметра и длину каждого сердечника для каждого отверстия, необходимого в отливке.
- Выбивные штифты (также называемые выталкивающими штифтами) – Расположение линии разъема определяет степень силы, необходимой для выбивания детали при литье под давлением.По возможности старайтесь избегать подрезов, особенно параллельно линии разъема. Эти функции могут потребовать дополнительных компонентов штампа или механической обработки.
В процессе проектирования литья под давлением поток металла является одним из наиболее важных факторов. Если форма заполняется неправильно, это может привести к появлению дефектов, таких как видимые поверхностные линии отвода и воздушные карманы, которые создают внутреннюю пористость в детали. Вам также необходимо принять во внимание выталкивающие штифты, которые будут выталкивать отливку из матрицы.Вы должны спроектировать штифты таким образом, чтобы на поверхности отливки оставалось минимальное количество остаточных следов штифта. Кроме того, выталкивающие штифты предохраняют деталь от изгиба. Следы выталкивающего штифта приводят к вдавленным или приподнятым вдавливаниям размером около 015 дюймов (0,381 мм). Диаметр следов выталкивающего штифта зависит от размера отливки. Для обеспечения оптимальной технологичности используйте выпуклые метки выталкивающего штифта.
Формирование и расположение вспышкиНа линии разделения двух половин штампа может образоваться выступ металла на отливке или там, где отдельные детали штампа отливают какой-либо элемент.Кроме того, из-за нормальной работы выталкивателей может образоваться металлический шов. Вы можете учесть эту вспышку на этапе проектирования и определить количество металла, которое необходимо удалить, а также метод удаления. Решение проблем на ранней стадии проектирования может привести к снижению затрат на весь производственный процесс.
Правильная тяга для деталей для литья под давлениемПроектировщик должен включить в отливку сквозняки. Под уклоном понимается конус или наклон сердечников и других частей полости матрицы.Этот элемент предотвращает застревание отливки в форме или инструменте во время выталкивания отливки, что значительно упрощает открытие матрицы и легкий выброс отливки из формы для литья под давлением. Всегда старайтесь вводить сквозняки в процесс как можно раньше. Сквозняк начинается от линии разъема. Размещение черновика – на внутренней стене, внешней стене и / или отверстии – будет иметь разные расчеты. Варианты усадки определяют правильный расчет (величину тяги).
Обычно в формуле число всегда постоянное. Это зависит от используемого сплава и глубины поверхности. Однако любая поверхность литья под давлением, которая параллельна направлению открытия матрицы, должна быть скошенной для правильного выталкивания детали из матрицы. В этом случае требование к осадке приводит к углу и не является постоянным.
Для размещения снаружи стены требуется наименьшее количество сквозняков, потому что отливка имеет тенденцию сжиматься от штамповочной стали, образующейся снаружи поверхностей.Напротив, незакрытые отверстия требуют наибольшей тяги. Поскольку отливка сжимается во время затвердевания, она оказывает большое усилие на штампованную сталь, которая образует внутреннюю поверхность отверстия. Внутренняя стенка также подвергается усадке при литье на штампованную сталь, которая образует поверхности внутренних стен.
Штамп, который легко открыть и извлечь деталь, даст деталь с большей точностью по прямолинейности / плоскостности и с более высоким качеством поверхности.
Радиусы и скругленияИспользование скругления и радиуса может повысить структурную целостность.Чтобы способствовать текучести металла, используйте большие радиусы и переходы. Для пересекающихся поверхностей, которые встречаются в остром углу или краю, галтели могут предотвратить высокую концентрацию напряжений в стыке как в штампе для литья под давлением, так и в деталях. Филе снижают концентрацию тепла в штампе и детали. Правильное использование галтели снизит затраты на техническое обслуживание штампа и увеличит срок службы инструмента .
Для скругления, проецируемого в месте, перпендикулярном линии разъема, необходимо добавить уклон.Величина тяги зависит от тяги пересекающейся поверхности. Чтобы сохранить непрерывность кромок и гладкость компонентов, создайте скругления постоянного радиуса. Мелкие отливки обычно имеют меньшие галтели. Для глубоких карманов и других внутренних углов требуются более крупные галтели.
Толщина стенкиКак правило, отливки под давлением состоят из тонкостенных конструкций, для которых нет жестких правил относительно минимальной и максимальной толщины стенок. Важно спроектировать однородные стены по всей детали и там, где возможны отклонения.Это обеспечит плавный поток металла во время заполнения и минимизирует деформацию, вызванную охлаждением и усадкой. Хорошее заполнение формы позволяет получать детали с превосходными свойствами и небольшим количеством дефектов. Ключ в том, чтобы спроектировать отливку так, чтобы вся форма заполнялась до начала затвердевания. Если сначала не заполнить всю форму, это может привести к холодному закрытию (плохой чистоте поверхности) отливки. Вы можете снизить риск холодного закрытия без каких-либо острых или ненужных углов, которые препятствуют течению расплава в форме, за счет использования радиусов.
Инновации в технологии литья под давлением позволяют изготавливать детали минимальной и максимальной толщины, которые были недостижимы несколько лет назад. Используйте эту возможность только тогда, когда вы сочтете необходимым повысить производительность или получить экономические выгоды. В противном случае придерживайтесь одинаковой толщины стенок. Вы можете улучшить прохождение металла через форму с помощью более толстых стенок и ребер. Если основная стена имеет выступающие элементы, убедитесь, что они не увеличивают толщину стены значительно.Чрезмерный объем может замедлить охлаждение.
При осмотре детали со стороны отверстия матрицы убедитесь, что элементы, выступающие из боковой стенки, не лежат друг за другом, чтобы избежать углублений при литье под давлением.
Хотя конструктивное литье позволяет изготавливать компоненты со сложной детализацией, проектировщику следует избегать использования внутренних поднутрений при проектировании деталей, поскольку механику движущегося внутреннего сердечника сложно эксплуатировать. Вы можете получить эту особенность путем механической обработки, которая увеличивает стоимость детали, но снижает стоимость инструмента за счет предотвращения вытягивания сердечника в матрице.
Ребра, внешние углы и металлические предохранителиПри проектировании детали необходимо добавить ребра на тонкие стенки. Ребра могут увеличить жесткость и прочность для изготовления более прочной детали. Часто добавление ребер может сделать больше для упрочнения компонента, чем твердый материал из-за пористости, а ребра приводят к более легкой детали. Неправильная конструкция ребра может привести к концентрации рабочих напряжений или созданию ненужных напряжений на краях ребер.Вы должны разместить ребра в правильных местах, чтобы штифты выталкивателя были размещены на ребрах для обеспечения силы выталкивания.
Ребра должны способствовать течению расплавленного металла. По возможности включайте радиусы и скругления с ребрами, чтобы уменьшить количество быстрых изменений на острых углах и в поперечных сечениях. Это также позволяет улучшить выброс отливки. Вставьте в деталь нечетное количество ребер. Этот метод устраняет накопление напряжения на соседнем ребре и уменьшает образование толстых пересечений.
Внешние углы – Иногда литье под давлением в определенных местах может иметь резко скругленные внешние углы. В местах расположения линий разъема и пересечениях блоков штампа проектировщик должен иметь этот тип угла. На других углах конструкция должна включать радиусы, чтобы избежать преждевременного выхода из строя матрицы. Это также снижает вероятность повреждения края детали во время манипуляции и сборки, а также повышает безопасность персонала, работающего с материалом.
Металлические вкладыши – Между ребрами есть пустоты, называемые «металлическими вкладышами».«Металлические хранители не служат функциональной цели. Однако, когда вы проектируете свои детали, имейте в виду, что расположение ребер слишком близко друг к другу может вызвать слабые предохранители металла. При разработке деталей оцените конструкцию на предмет следующих недостатков.
При разработке детали ознакомьтесь со спецификациями, относящимися к средствам защиты металла, чтобы избежать нарушения целостности детали.
Отверстия и окна – Отверстия и окна могут быть одними из наиболее важных факторов, влияющих на геометрию конструкции.Этот элемент влияет на поток расплавленного металла через компонент, и конфигурации играют решающую роль в технологичности и конечном качестве компонента. Периметры отверстий и окон имеют тенденцию защелкиваться на стали штампа во время периода охлаждения, что может повлиять на выталкивание детали из штампа. Помните, что при расчете тяги отверстия и окна требуют большей тяги по сравнению с внутренними и внешними элементами стены. Для рекомендованных сквозняков. см. Публикацию стандарта на продукцию NADCA № 402.Черновые схемы включены в Стандарт S-4A-7-15 главы 4.
Литье под давлением Надписи, символы и орнаментыМногие литые детали требуют от дизайнера добавления надписей, логотипов, товарных знаков и других обозначений на отливку. На других отливках есть отметки даты для обозначения даты изготовления, чтобы отличить одну партию от другой.
Производители используют два метода для создания этих характеристик. В первом методе, который является наиболее распространенным и экономичным, используются выпуклые буквы.Кроме того, благодаря тому, что этот метод встраивает надписи в полость, они служат дольше. Во втором методе буквы вдавливаются в компонент, образуя выступающие символы на штампе. Этот метод дороже в изготовлении штампа, он делает персонажей более подверженными износу и требует более тщательного обслуживания.
Включение выступов в конструкцию литья под давлениемДля многих деталей требуются выступы в качестве точек крепления и опор. При добавлении этой функции проектировщик должен очень внимательно следить за тем, чтобы толщина стен оставалась неизменной.Для этого потребуется добавить отверстие посередине бобышки. К тому же внутренняя и внешняя поверхность требует сквозняков. Расплавленному металлу трудно течь вверх по высокой узкой втулке, чтобы заполнить ее до максимального уровня. Из-за этого разработчики литья под давлением обычно добавляют большое количество галтелей и ребер (косынок), чтобы облегчить поток расплавленного металла в эти области и облегчить выталкивание детали из матрицы.
Обработка поверхности литья под давлением деталейОбработка инструмента будет определять чистовую поверхность литого под давлением компонента.Полированная поверхность штампа позволяет производить детали с хорошей поверхностью для литья. Шероховатость поверхности большинства инструментов позволяет легко получить матовую поверхность. Некоторые декоративные литые детали и другие литые детали и изделия требуют внешней отделки поверхности.
Таким образом, дизайнеры и производители могут планировать отделку поверхности после литья с самого начала проектирования штампа, NADCA делит отделку на пять классов и предлагает следующие рекомендации:
- Класс 1: Полезный класс – Этот класс не предъявляет никаких косметических требований к отделке после литья и допускает холодное закрытие, потертости, пористость, скопление смазки и другие дефекты.Конечная отделка может быть литой, или заказчик может выбрать защитное покрытие, такое как анодирование (недекоративное) или хромат (желтый, прозрачный).
- Класс 2: Функциональный класс – Позволяет удалить дефекты поверхности, которые можно удалить точечной полировкой или покрыть густой краской. Для окончательной отделки заказчик может выбрать декоративное покрытие, такое как лаки, эмали, гальваническое покрытие (Al), химическое или полированное покрытие.
- Класс 3: Товарный сорт – Позволяет удалять дефекты поверхности методами, согласованными с заказчиком.Для окончательной отделки в проекте могут потребоваться структурные детали в зонах высоких нагрузок. Другие варианты – это покрытие (Zn), электростатическая окраска и прозрачные краски.
- Класс 4: Потребительский сорт – Этот сорт имеет не вызывающие возражений дефекты поверхности. В случае брака из-за волнистости (плоскостности) поверхности, о чем свидетельствует отражение света, заказчик может определить порядок действий по согласованию с литейщиком. Для конечного использования дизайнер может использовать декоративные детали.
- Класс 5: Высший сорт – Обработка, которая применяется к ограниченным областям детали, имеет максимальное значение, выраженное в микродюймах на отпечатке. Конечное использование состоит из участков седел с уплотнительными кольцами или прокладок.
Категории литых поверхностей не применяются к обработанным поверхностям. Конструктор должен отдельно указать готовые обработанные поверхности на чертеже. Заказчик и изготовитель штампа должны согласиться с окончательным выбором.
Заказ функции CADЧтобы облегчить разработку модели для литья под давлением и уменьшить вероятность ошибок в дереве элементов, NADCA рекомендует использовать следующий порядок элементов САПР:
- Базовые геометрические элементы: Поместите элементы, составляющие базовую геометрию модели, в верхнюю часть дерева элементов, включая выступы , , выдавливания, вращения, разрезы, оболочки, лофты и сдвиги.
- Отверстия с литым сердечником: Отверстия, которые вы будете заливать в процессе производства, и которые вы можете или не можете нарезать или обработать позже.
- Линии разъема: Размещение линий разъема следующими в порядке элементов, включая любую линию разъема, которая появляется в компоненте после применения уклона.
- Черновик: Эта функция будет следующей.
- Скругления: Добавьте скругления ко всем геометриям, за исключением некоторых линий разъема.
- Обработка: Наконец, добавьте все элементы станка в конце порядка элементов – подавленные и не подавленные.
Установка последних элементов обработки позволяет без труда создавать конфигурации уже отлитых и обработанных моделей. Это хороший способ определить литые элементы и элементы, требующие механической обработки. Иногда очень большие галтели, компоненты с уклоном или сильно сужающиеся детали могут быть включены в основные геометрические элементы. Разместите эти элементы дизайна в верхней части дерева порядка элементов.
Сосредоточьтесь на этих принципах успешного литья под давлением ДизайнТаким образом, наряду с функциональными требованиями, проектировщик должен учитывать множество факторов, связанных с технологичностью, в конструкции детали или продукта, чтобы производить успешные отливки с экономической точки зрения. Для достижения этой общей цели проектирования следует учитывать следующие цели в процессе проектирования:
Чтобы узнать больше об услугах литья под давлением, предлагаемых Premier Engineered Products, свяжитесь с нами сегодня через Интернет.
Вернуться к началу
Литье под давлением алюминия под давлением (до 0,75 кг)
| Код товара | 335404006 |
| Качество и стандарты | Этот профиль предусматривает производство литых под давлением компонентов из алюминия для инженерного использования, необходимого для автомобильной, оборонной и авиационной космической техники. Предполагается, что качество компонента должно быть хорошего, близкого к чистому, формы с высокой производительностью, что приводит к низкой стоимости и соответствию стандартным спецификациям, установленным Бюро индийского стандарта IS 11804: 1986 Кодекс практики для производства литья под давлением из алюминиевых сплавов. . |
| Загружено на | Февраль 2007 г. |
Введение
Несмотря на то, что в последние годы в отрасли литья металлов произошли огромные технологические достижения, в литейной промышленности возрастает потребность в достижении более высокой производительности при минимальных затратах, даже при производстве высококачественных литых деталей сложной формы. Благодаря правильному выбору технологии литья с тщательным литейным и металлургическим контролем, отливки высокого качества производятся в промышленных масштабах.Среди большого количества методов литья можно выделить литье под низким и высоким давлением. Он был разработан и используется в промышленности для производства отливок деталей почти чистой формы. Литые детали почти чистой формы известны своими мелкими деталями, хорошим состоянием поверхности, сложной формой и экономичностью. Согласно нынешнему сценарию промышленного развития, металлическое литье перешло из отрасли искусства и ремесел в отрасль, основанную на науке и технологиях. Процессы изготовления литья под давлением систематически разрабатывались, чтобы можно было контролировать структуру и гарантировать качество.Литье под давлением предоставляет литейщику один из самых быстрых способов производства отливок с гораздо более высокой степенью точности, чем та, которая обычно получается при обычном литье в песчаные формы. Фактически, этот метод не имеет себе равных для массового производства, так как многочисленные отливки могут быть произведены очень быстро и с низкими затратами. Отливки могут изготавливаться с очень жесткими допусками и с прекрасной обработкой поверхности.
Литье под давлением из алюминиевого сплава предлагает средства для очень быстрого производства инженерных и других связанных компонентов, даже сложных конструкций.Этот метод имеет очевидные преимущества, когда компонент требуется в больших количествах. Однако для инженерных компонентов, таких как те, которые требуются для авиационного космоса, обороны и автомобилестроения, механические свойства и долговечность имеют первостепенное значение. Поэтому важно, чтобы использовались лучшие черты конструкции и применялась оптимальная технология литья с минимальными затратами. Изделия, полученные методом литья под давлением, используются в качестве компонентов различных электрических, электронных, механических инструментов и приборов, используемых как в быту, так и в промышленности.
Рыночный потенциал
Популярность компонентов из алюминиевых сплавов, литых под давлением, обусловлена следующими преимуществами, которые они предлагают по сравнению с другими методами литья.
- Высокая производительность
- Хорошая отделка и внешний вид литой поверхности.
- Компактное литье – прочность звука.
- Не требует дополнительной обработки.
- Может быть отлит с жесткими допусками на размер.
- Очень тонкий срез, легко отливать.
- Потери металла при отливке низкие.
- Отклонение из-за дефектов отливки невелико.
Спрос в основном возникает из таких источников, как оборона, телефонная промышленность, автомобильные компоненты и арматура, электрические приборы, электронные компоненты, строительное оборудование и фурнитура и т. Д. Спрос в этих областях снова зависит от первичного рынка, рынка замены и рынка замены.
- Ожидается, что первичный рынок останется ведущим рынком и, с учетом тенденции роста спроса, будет удовлетворять потребности все новых и новых отраслей, возникающих в вышеуказанных областях потребления.Рынок замены также, вероятно, расширится за счет повышения конкурентоспособности новых продуктов.
- В мелкомасштабном секторе очень мало единиц, производящих литые под давлением компоненты. Следовательно, есть хорошие возможности для создания этой отрасли.
Основания и предположения
- Схема подготовлена из расчета 75% эффективности при трехсменной основе по 8 часов с учетом рабочих дней 300 рабочих дней в году.
- Процентная ставка в схеме рассчитана из расчета в среднем 12%.Однако эта цифра, вероятно, будет варьироваться в зависимости от финансовых затрат на проект, а также от местоположения подразделения.
- Точка безубыточности в схеме рассчитана исходя из 80% загрузки производственных мощностей.
- Указанная стоимость машин и оборудования является приблизительной и определяется на месте на момент подготовки схемы. Когда подготовлен индивидуальный проект, необходимо внести необходимые изменения.
- Ставки, указанные в отношении заработной платы рабочих и других лиц, являются минимальными ставками в штате / соседних штатах.
- Требуемая маржа составляет минимум 30% от прогнозируемых инвестиций, т. Е. Рупий. 16,75 лакхов. Однако он может отличаться от проекта к проекту и типа предпринимателей, таких как женщины, SC / ST, инвалиды и т. Д.
- Срок окупаемости проекта: После первоначального периода созревания в полтора года потребуется приблизительно 5 лет для выплаты займов.
- Срок службы профиля оценивается в 10 лет. Каждые 3-4 года проект следует пересматривать на предмет модернизации оборудования, техники и т. Д.чтобы продлить его жизнь.
График реализации
Активность | Прибл. Время | Суммарное время |
| (i) Подготовка отчета по проекту | 6 недель | 6 недель |
| (ii) Предварительная регистрация как SSI | 2 недели | 8 недель |
| (iii) Финансовое соглашение | 12 недель | 20 недель |
| (iv) 1.Строительство / Ремонт заводского сарая / Корпус 2. Закупка машин и оборудования | 20 недель | 40 недель |
| (v) 1. Установка машин и оборудования 2. Электрификация 3. Набор персонала | 4 месяца | 14 месяцев |
| (vi) N.O.C от платы контроля загрязнения | 2 недели | 14 месяцев и 2 недели |
| (vii) Коммунальное хозяйство | 6 недель | 1 год и 4 месяца |
| (viii) Закупка сырья | 1 месяц | 1 год и 5 месяцев |
| (ixi) Ввод в эксплуатацию, пробные запуски и промышленное производство | 1 месяц | 1½ года |
Технические аспекты
Процесс производства
Из-за высокой температуры плавления алюминиево-кремниевый сплав отливают под давлением в машине для литья под давлением с холодной камерой.При литье под давлением расплавленный металл вводится под давлением в металлическую форму, где ему дают затвердеть, чтобы получить почти чистую форму. Обычно используются два типа машин для литья под давлением, известные как холодная камера и горячая камера. Производительность зависит от толщины отливки, заданных свойств отливаемого металла и сложности формы отливки. Этот метод позволяет получать отливки с очень хорошей обработкой поверхности с высокой точностью размеров. Процесс обеспечивает высокий урожай за счет отсутствия стояка и системы подачи.Производительность высока, и отливка обеспечивает большую металлургическую целостность. Более мелкое зерно и отсутствие пористости делают отливку механически плотной. Размер отливки, вес, конструкция и температура плавления литого металла ограничивают использование процесса. Стоимость штампа ограничивает процесс только относительно небольшими деталями.
Машина с холодной камерой используется для сплава с более высокой температурой плавления, чем у цинкового сплава. Применяется более высокое давление, поэтому используется более низкая температура подачи расплавленного металла.Отливка задерживает меньшее количество воздуха по сравнению с воздухом, захваченным в машине с горячей камерой. При литье под давлением температура матрицы, температура разливки расплавленного металла, давление впрыска и скорость оптимизированы для специального литья.
Металл для одиночного выстрела загружается в цилиндрическую камеру через разливочное отверстие. Затем поршень вдавливает металл в матрицу, и вся операция завершается за несколько секунд, так что загрязнение железом практически исключено. Использование этого метода возможно при гораздо более высоком давлении нагнетания в диапазоне 70–140 МПа, что позволяет использовать меньшее количество металла и достичь большей сложности.Отливки менее подвержены попаданию воздуха, а более высокий стандарт прочности обеспечивается за счет меньшего количества жидкости и усадки при затвердевании, происходящей внутри штампа.
При работе в холодной камере расплавленный металл обычно поддерживается при постоянной температуре в соседней раздаточной печи, где передача последовательных выстрелов в камеры машины может выполняться вручную. Печи для выдержки могут быть электрически нагреваемыми, или те, которые используют типы погружного нагрева, или те, которые используют устройство для погружного нагрева, которое обеспечивает тщательный контроль над расплавленным металлом.
Химический состав -% от
Марка | Cu | Si | мг | Fe | Mn | Ni | Zn | Пб | Sn | Ti | Al |
| 4420 или LM-24M | 3.0–4,0 | 7,5–9,5 | 0,3 | 1,3 | 0,5 | 0,5 | 3,0 | 0,3 | 0,2 | 0,2 | Остаток остатка |
| 4520 или LM-2 M | 0,7–2,5 | 9,0–11,5 | 0,3 | 1,0 | 0,5 | 0.5 | 0,5 | 0,3 | 0,2 | 0,2 | Остаток остатка |
| 4600 или LM-20M | 0,4 | 10,0–13,0 | 0,2 | 1,0 | – | 0,1 | 0,2 | 0,1 | 0,1 | 0,2 | Остаток остатка |
- Расплавленный металл дегазируют хлором или гексахлорэтаном с последующей модификацией подходящим модификатором.Для более тонких профилей рабочая температура расплавленного металла должна быть 680 град. C до 690 ° C, а для более толстых секций это должно быть между 650 ° C. C до 680 ° C.
- Температура матрицы должна поддерживаться таким образом, чтобы получать отливки хорошего качества.
- Литые детали подвергаются зачистке для снятия приемной системы и ребер, если таковые имеются.
Контроль качества и стандарты
Сплавы, пригодные для литья под давлением, и их химический состав приведены ниже.Сплавы 4420 или LM-24M, 4520 или LM-2M, 4600 или LM-20M являются широко используемыми сплавами для общих инженерных работ и подходят для литья под давлением.
Эти сплавы обладают отличной текучестью, хорошей коррозионной стойкостью, средней прочностью и могут быть отлиты сложной формы. Компонент, отлитый под давлением, не должен иметь пузырьков и пористых отверстий, усадки, холодного закрытия и т. Д. Они не должны иметь неточностей в размерах. Запрещается наложение или сварка для устранения или устранения каких-либо дефектов.
Производственная мощность
Расчетная производственная мощность – 28,5 тн в месяц.
Загрузка мощностей составит 80%
Количество (в год) | Стоимость (в рупиях) |
| 273,6 MT | рупий. 8,30,63,000 |
| Движущая сила (в месяц) | Общая требуемая движущая сила = 17550 кВт |
Контроль загрязнения
Промышленность не создает серьезной опасности загрязнения.Мастерская должна быть хорошо вентилируемой, освещенной и оснащенной вытяжными вентиляторами.
Энергосбережение
В этой отрасли мало возможностей для энергосбережения, за исключением плавления, когда печь должна быть должным образом изолирована, чтобы уменьшить потери на излучение, и должна быть оснащена автоматическим пирометрическим контролем для поддержания в печи надлежащей температуры.
Финансовые аспекты
Основной капитал (в месяц)
| (i) Земля и здание | Аренда (рупий.) |
Требуемая земельная площадь | |
| 4000 кв. mtr @ Rs. 3500 / кв. Mtr | рупий. 1,40,00,000 |
| Гражданское строительство | |
| Пограничная стена, ворота, дороги и т. Д. | рупий. 700 000 |
| Цех, площадь склада готовой продукции = 750 кв.Mtr @ Rs. 6000 / Кв | рупий. 45,00,000 |
| D.G. Гарнитур, кабинет скважина, комната охраны, лаборатория, склад, хозяйственное помещение, рабочая и столовая 600 кв. Mtr @ Rs. 7000 за кв.м | рупий. 42,00,000 |
| Всего | 2,34,00,000 |
(ii) Машины и оборудование
Производственное подразделение
Описание | Кол-во. | Сумма (в рупиях) |
| Горизонтальная машина для литья под давлением с холодной камерой с панелью управления емкостью 60 тонн и двигателем 7,5 л.с. | 1 | 35,00,000 |
| Электропечь сопротивления для плавки алюминия Емкость 100 кг | 1 | 5,00,000 |
| Центровочно-токарный станок 900 мм Сверхмощный с двигателем 3 л.с. и принадлежностями | 1 | 5,00,000 |
| Формовочная машина с ходом 600 мм с двигателем 3 л.с. и принадлежностями (привод конического шкива, все редукторы) | 1 | 300 000 |
| Сверлильный станок на столбах с двигателем 1 л.с. | 1 | 2,00,000 |
| Двухсторонний шлифовальный станок с двигателем 1 л.с. | 1 | 1,00,000 |
| Шлифовальный станок на пьедестале с двигателем 2 л.с. | 1 | 1,50 000 |
| Обрезной станок (Bell Press) @ | 3 | 3,00,000 |
| Тиски, столы, приспособления, измерительные приборы, датчики и т. Д. | Л.С. | 4,00,000 |
| (a) Лаборатория испытательного оборудования, включающая химические испытания и физические испытания | Л.С. | 10,00,000 |
| (b) 1) Дизель-генераторная установка мощностью 125 кВт. со стандартными принадлежностями, скважина, система контроля загрязнения | 20,00,000 | |
| (c) Акцизы, налог с продаж, упаковка и фрахт @ 25% вышеуказанного оборудования | 22,38,000 | |
| (d) Электрификация и установка @ 10% от вышеуказанной стоимости Итого | л.S | 8,95,000 |
| (д) Стоимость форм и приспособлений | Л.С. | 7,50 000 |
| (е) Офисное оборудование, мебель, пишущая машинка, вентилятор и т. Д. | Л.С. | 5,00,000 |
| Всего | 1,33,33,000 |
(iii) Предоперационные расходы
| Например, расходы на юридические услуги, расходы на учреждение, командировочные расходы, начальные расходы, плату за консультацию, смету, проценты во время строительства, расходы на пробный запуск и т. | 8,00,000 |
| Всего | 1,41,33,000 |
Оборотный капитал (в месяц)
(i) Персонал | № | Заработная плата (Rs.) |
| Руководитель работ | 1 | 30 000 |
| Коммерческий персонал отдела продаж, закупок, магазинов, | 8 | 80 000 |
| Производственный персонал, руководители | 5 | 60 000 |
| Начальники лаборатории и химики | 4 | 30 000 |
| Финансы и бухгалтер | 3 | 40 000 |
| Административный персонал | 3 | 20 000 |
| Слесарь по обслуживанию | 3 | 15 000 |
| Квалифицированный рабочий | 8 | 32 000 |
| Рабочие средней квалификации | 12 | 42 000 |
| Неквалифицированные рабочие | 16 | 48 000 |
| Пион / Сторож | 6 | 18 000 |
| Всего | 4,15,000 | |
| Социальное обеспечение персонала @ Rs.22% | 91 000 | |
| Всего | 5,06,000 |
(ii) Потребность в сырье (в месяц)
Обозначение | Сумма (в рупиях) |
| Слиток из алюминиевого сплава 28,5 МТ @ Rs. 140 за кг | 39 90 000 |
(iii) Коммунальные и прочие условные расходы (в месяц)
Описание | Сумма (в рупиях.) | |
| Страхование | 19 000 | |
| Электроэнергия (17750 кВтч) @ 4,0 рупий за кВтч | 70 000 | |
| Вода | LS | 6 000 |
| Почтовые и канцелярские товары | 5 000 | |
| Ремонт, обслуживание и замена | 24 000 | |
| Запасы расходных материалов, таких как флюсы, дегазатор, штампы смазочных материалов и т. Д. | 75 000 | |
| Транспортные расходы | 75 000 | |
| Разное. Расходы | 5 000 | |
| Реклама, реклама, маркетинг и путешествия | 200 000 | |
| Всего | 4,79,000 |
| Итого текущие расходы | (рупий.) |
| Сырье | 39 90 000 |
| Заработная плата | 506 000 |
| Прочие расходы | 4,79,000 |
| Всего | 49,75,000 |
Итого капитальные вложения
| Земля, здания, машины, оборудование и предоперационные расходы | рупий.3,75,33,000 |
| Оборотный капитал на 3 месяца | рупий. 1,49,25,000 |
| Всего | рупий. 5,24,58,000 |
Финансовый анализ
Себестоимость продукции (в год) | (в рупиях) |
| Сырье | 4,78,80,000 |
| Персонал и рабочая сила | 60,72,000 |
| Прочие расходы | 57,48,000 |
| Амортизация печи при 20% | 1,00,000 |
| Амортизация машин и оборудования @ 10% | 11,58,000 |
| Амортизация офисного оборудования при 20% | 1,00,000 |
| Амортизация форм Крепеж @ 25% | 1,88,000 |
| Проценты от общих капитальных вложений @ 12% | 62,95,000 |
| Амортизация гражданских зданий @ 5% | 4,70,000 |
| Скажите | 6,80,11,000 |
Оборот (в год)
(рупий.) | |
| 273,6 млн тонн Алюминиевый сплав, литье под давлением, по цене 3,03 000 рупий за тонну | 8,29,73,000 |
| Лом алюминиевого сплава 1,2 тонны @ 75000 за тонну | 90 000 |
| Всего | 8,30,63,000 |
Чистая прибыль (в год)
(рупий.) | |
| Продажи | Продажи – себестоимость |
| Себестоимость продукции | 8,30,63,000-6,80,11,000 |
| Всего | = РТС. 1,50,52,000 |
Коэффициент чистой прибыли (при продаже)
| Чистая прибыль × 100 | |
| Оборот в год | |
| 1,50,52,000 × 100 | |
| 8,50,63,000 | |
| = 17.7% |
Норма прибыли
| Чистая прибыль в год × 100 | |
| Всего инвестиций | |
| 1,50,52,000 × 100 | |
| 5,24,58,000 | |
| = 28,69% |
Точка безубыточности
Фиксированная стоимость (в год) | (в рупиях.) |
| 40% от заработной платы | 24,28,000 |
| 40% прочих расходов | 22,99,000 |
| Деп. на печи и формы + гражданское строительство, + машины и оборудование, оргтехника | 20,16,000 |
| Проценты на общую сумму капитала | 62,95,000 |
| Всего | 1,30,38,000 |
| Б.E.P | Фиксированная стоимость × 100 |
| Фиксированная стоимость + прибыль | |
| 1,30,38,000 × 100 | |
| 1,30,38,000 + 1,50,52,000 | |
| = 46,4% |
Адреса поставщиков машин и оборудования
- М / с. HMT Ltd.
31, Chowringhee Road,
Калькутта – 700071 - М / с.Индо-японский прото Тип
Учебный центр
Балтикури, Даснагар,
Ховра, Калькутта. - М / с. Hindustan Machine Tools
Дом Дживан Тара,
Парламентская улица,
Нью-Дели-110001 - М / с. Wesman Engineering Co. (P) Ltd.
B-99 Mayapuri Indl. Площадь,
Нью-Дели - М / с. Батлибой и Ко. Лтд.,
Дживан Вихар,
Парламентская улица,
Нью-Дели-110001 - М / с.Perfect Machine Tools,
44E, Connaught Circus,
Нью-Дели-110001. - М / с. Pioneer Equipment Co. (P) Ltd.
Низаммудина Западного, 36/8,
Нью-Дели.
Адреса поставщиков сырья
- М / с. Hindustan Aluminium Co.
Объединенный коммерческий банк
Дом,
Парламентская улица,
Нью-Дели-110001 - М / с.Индийская алюминиевая компания
Здание банка,
Парламентская улица,
Нью-Дели-110001 - Местный рынок
За дополнительной информацией обращайтесь по телефону
Информационный менеджер
Проект TIMEIS
Эл. Почта: [email protected]
Руководство по изготовлению металлических деталей – 3ERP
Метод изготовления заготовок или деталей путем заливки жидкого металла в формовочную полость, имеющую форму, идентичную форме и размеру детали, и оставление их для охлаждения для затвердевания, обычно называется формованием. или литье из жидкого металла.
Технологический поток: Жидкий металл -> заполнение формы -> затвердевание и сжатие -> литье
Характеристики обработки:- Возможность изготавливать любую деталь сложной формы, особенно в полости
- Сильная адаптируемость , неограниченные категории сплава, неограниченный размер отливки
- Обширная сырьевая база, переплавка лома, низкая стоимость оборудования.
- Большое количество обрезков, низкое качество поверхности, плохие рабочие условия.
Способ изготовления отливок в песчаных формах. Отливки из стали, чугуна и большинства цветных сплавов могут быть получены методом литья в песчаные формы.
Процесс обработки: Технические характеристики- Подходит для изготовления заготовок сложной формы, особенно в полости.
- Широкая адаптируемость при низкой стоимости.
- Для некоторых материалов с плохой пластичностью, таких как чугун, литье в песчаные формы является единственным процессом формования деталей или заготовок.
Применение: Блок цилиндров двигателя, головка цилиндра, кривошипы и другие отливки, используемые для автомобилей.
Литье по выплавляемым моделям
Литье по выплавляемым моделямСхема литья, которую часто называют «депарафинизация», при которой используется плавкий материал для создания рисунка, на который наносятся несколько слоев огнеупорного материала для изготовления формообразующей оболочки из в котором образец плавится, чтобы получить цельную литейную форму, которая будет обжигаться при высокой температуре и может быть использована для литья с использованием песчаного наполнителя.
Процесс обработки: Преимущества обработки- Высокая точность размеров и геометрии.
- Высокая шероховатость поверхности.
- Уметь изготавливать отливки сложной внешней формы, не ограничиваясь литым сплавом.
1. Сложные процедуры и более высокая стоимость.
Области применения Применяется для производства мелких деталей со сложными контурами и высокой точностью, или которые не могут быть изготовлены другими способами, например, лопатки турбомотора.
Литье под давлением
Литье под давлениемМеталлическая жидкость под высоким давлением с высокой скоростью вдавливается в полость точной металлической формы, в которой металлическая жидкость под давлением охлаждается и затвердевает в отливку.
Процесс обработки:Преимущества обработки
- Высокая точность размеров и геометрии.
- Хорошее качество продукции, стабильный размер и хорошая взаимозаменяемость.
- Высокая производительность и увеличенный срок службы штампа.
- Подходит для серийного производства, хороший экономический эффект.
- Отливки, как правило, имеют мелкие воздушные поры и усадочную пористость.
- Литье под давлением отличается низкой пластичностью и не применимо к условиям работы, подверженным ударным нагрузкам и ударам.
- При литье под давлением сплава с высокой температурой плавления штамп имеет более короткий срок службы, что сдерживает расширение производства литья под давлением.
Применение Литье под давлением первоначально использовалось для автомобильной и приборостроительной промышленности, а затем распространилось на другие секторы, такие как сельскохозяйственное оборудование, станки, электроника, национальная оборона, компьютеры, медицинские приборы, часы и звонки, камеры и повседневное оборудование .
Литье под низким давлением
Литье под низким давлениемЭто метод производства отливок путем кристаллизации под давлением после заливки жидкого металла в пресс-форму при относительно низком давлении (0.02 ~ 0,06 МПа).
Технологический поток: Технические характеристики- Давление и скорость регулируются во время литья. Следовательно, он применим к множеству литейных форм, таких как металлическая форма и песчаная форма, и может использоваться для литья различных сплавов и для производства отливок разных размеров.
- При использовании метода заполнения снизу металлическая жидкость заполняется плавно, без разбрызгивания, что позволяет избежать проникновения воздуха и смыва к стенкам и стержням, тем самым улучшая соответствие отливок.
- Отливка кристаллизуется под давлением. Он имеет плотную структуру, четкий профиль, гладкую поверхность и высокие механические свойства. Это особенно полезно для тонкостенных отливок.
- За счет отсутствия питающей головки коэффициент использования металла повысился до 90-98%.
- Низкая трудоспособность, лучшие условия труда, простое оборудование и легкость механизации и автоматизации.
Применение Основное внимание уделяется традиционным изделиям (головка блока цилиндров, ступица и стойка цилиндров).
Центробежное литье
Центробежное литье
Метод заливки металлической жидкости во вращающуюся литейную форму для заполнения формы центробежной силой и отверждения металла до желаемой формы.
Технологический поток:Преимущества обработки
- В системе разливки и в системе подающей головки почти не расходуется металл, что повышает производительность процесса.
- При изготовлении полой отливки стержень формы можно не использовать.Следовательно, способность к наполнению металлом может быть значительно улучшена при производстве длинных трубчатых отливок.
- Полученная отливка отличается высокой плотностью и механическими свойствами, практически без пористости и включений.
- Применяется для изготовления металлических отливок из композитных материалов в форме рукавов или втулок.
Недостатки обработки
- Как-то ограничен выпуск отливок особой формы.
- Неточный диаметр отверстия отливки, грубая внутренняя поверхность, низкое качество и большой запас обработки.
- Отливка легко разделяется под действием силы тяжести.
Применение Центробежное литье использовалось для производства литых труб в свое время. Он используется для производства отливок из стали, чугуна и цветных углеродных сплавов, используемых в металлургии, горнодобывающей промышленности, транспортном, дренажном и ирригационном оборудовании, авиации, национальной обороне, автомобилестроении и других отраслях промышленности. Чаще всего он используется для изготовления отливок, таких как центробежные литые трубы, гильзы цилиндров и гильзы вала, используемые для двигателей внутреннего сгорания.
Гравитационное литье под давлением
Гравитационное литье под давлением
Метод формования отливок путем заполнения металлической формы жидким металлом под действием силы тяжести и его затвердевания в форме.
Процесс обработки:
Преимущества обработки
- Металлические формы имеют более высокую теплопроводность и производительность, быстрое охлаждение, плотную структуру отливки, а ее механические свойства примерно на 15% выше, чем у литья в песчаные формы.
- Иметь возможность получить отливку с более высокой точностью размеров и более низким значением шероховатости поверхности в дополнение к хорошему постоянству качества.
- Поскольку песчаный керн не используется или используется редко, он может улучшить окружающую среду, уменьшить количество пыли и вредных газов, а также снизить рабочую силу.
Недостатки обработки
- Поскольку металлическая форма является воздухонепроницаемой, необходимо принять меры для вывода воздуха из полости формы и газов из песчаного стержня.
- Поскольку металлическая форма негибкая, она имеет тенденцию к образованию трещин во время затвердевания отливки.
- Металлические формы требуют более длительного производственного цикла и более высокой стоимости.Следовательно, лучший экономический эффект может быть продемонстрирован только при серийном производстве.
Применение Металлическая форма применяется для серийного производства отливок из цветных сплавов, таких как детали из алюминиевых и магниевых сплавов сложной формы, или стальных и чугунных отливок или слитков.
Вакуумное литье под давлением
Вакуумное литье под давлениемУсовершенствованный процесс литья под давлением, который используется для улучшения механических свойств и качества поверхности отливки путем удаления газа из полости формы для литья под давлением или значительного уменьшения пористости или растворенного газа в ней. кастинг.
Процесс обработки: Преимущества обработки- Устранение или уменьшение пористости внутри отливки, улучшение механических свойств и качества поверхности отливки, а также характеристик покрытия.
- Уменьшить противодавление в полости формы; можно использовать сплав с более низким удельным давлением и плохими литейными характеристиками; на небольшой машине можно производить отливки большего размера.
- При улучшенных условиях заполнения возможно изготовление более тонких отливок.
Недостатки обработки
- Уплотнение пресс-формы имеет сложную конструкцию, сложно изготовить и установить. В результате стоимость относительно высока.
- Вакуумное литье под давлением может не дать значительного эффекта при неправильном контроле.
Литье под давлением
Литье под давлениемМетод прямого получения детали или заготовки из жидкого или полутвердого металла, который затвердевает или течет в форму под высоким давлением.Это метод обработки металлов давлением с потенциальной перспективой применения благодаря высокому коэффициенту использования жидкого металла, упрощенной процедуре и стабильному качеству.
Технологический поток:
Литье под давлением прямым выдавливаниемРаспыление покрытия, заливка сплава, закрытие формы, создание давления, поддержание давления, сброс давления, открытие формы, извлечение заготовки, сброс.
Литье под давлением с косвенным выдавливанием: нанесение покрытия распылением, закрытие формы, подача, наполнение, создание давления, поддержание давления, сброс давления, открытие формы, извлечение заготовки из формы, сброс.
Технические характеристики
- Внутренние воздушные поры, пустоты и усадочная пористость могут быть устранены.
- Низкая шероховатость поверхности и высокая точность размеров.
- Трещины, вызванные литьем, можно предотвратить.
- Легко добиться механизации и автоматизации.
Применение Его можно использовать для производства различных сплавов, таких как алюминиевый сплав, цинковый сплав, медный сплав и чугун с шаровидным графитом.
Литье по потерянной пенеЛитье по потерянной пене, также известное как процесс полной формы.Инновационный метод литья, который использует модели из воска или пены по форме и размеру, аналогичным отливке, для формирования группы моделей посредством склеивания, которые наносятся с огнеупорным покрытием, а затем сушатся при нагревании, погружаются в сухой кварцевый песок для формирования посредством вибрации и этот жидкий металл заливается под отрицательным давлением для газификации моделей, так что жидкий металл занимает положение модели, охлаждается и затвердевает, образуя отливку.
Технологический поток:
Предварительное вспенивание -> Формовка из пеноматериала -> погружение в краску, сушка вправо стрелка -> формование -> заливка -> вытяжка -> очистка
Технические характеристики
- Высокая точность литья без песчаный стержень, что сокращает время обработки.
- Интегрированная поверхность формы, гибкий дизайн и большая свобода действий.
- Чистое производство без загрязнений.
- Снижение инвестиционных и производственных затрат.
Применение Подходит для производства прецизионных отливок со сложной структурой, различных размеров, без ограничения типами сплавов и партиями продукции, таких как корпус двигателя из серого чугуна и колено из марганцевой стали.
Непрерывная разливка
Непрерывная разливкаНепрерывная разливка Это усовершенствованный метод литья.Его принцип заключается в том, что расплавленный металл непрерывно заливается в специальную металлическую форму, называемую кристаллизатором, из которой затвердевшая (скрученная) отливка непрерывно вытягивается с другого конца кристаллизатора, и можно получить отливку любой или определенной длины. .
Процесс обработки:
Технические характеристики
- Поскольку металл быстро охлаждается, отливка характеризуется плотной кристаллизацией, однородной текстурой и хорошими механическими свойствами.
- Меньше металла и более высокий выход.
- Упрощенная процедура и исключение формования и других процедур снизили рабочую силу; желаемая площадь для производства также значительно уменьшается.
- Производство непрерывного литья позволяет легко реализовать механизацию и автоматизацию, а также повысить производительность.
Применение Метод непрерывной разливки может использоваться для отливки стали, чугуна, медного сплава, алюминиевого сплава и магниевого сплава в длинные отливки с однородной формой сечения, такие как слиток, пластинчатая заготовка, стержневая заготовка и труба.
Конструкция для литья под давлением | Руководство по проектированию литья алюминия под давлением
Вы новичок в процессе литья под давлением? Узнайте, как эффективно реализовать тактику проектирования для обеспечения оптимальной технологичности здесь.
Конструкция с учетом технологичности
Оптимизация конструкции компонентов для использования преимуществ процесса литья под давлением является ключом к окупаемости ваших инвестиций. Независимо от того, подходит ли ваш проект для обычного литья под давлением, литья под давлением с несколькими суппортами или литья под давлением, лучше всего проектировать компонент с учетом производственного процесса.Другими словами, инженеры должны подходить к каждому проекту с целью обеспечения оптимальной технологичности проектирования.
Проектирование для производства (DFM) – это основная методология, которая гарантирует, что детали, отлитые под давлением, работают в соответствии со спецификациями и уменьшают потребность во вторичных операциях. Учитывая, что эти операции часто могут составлять до 80% стоимости компонентов, важно минимизировать их на этапе проектирования.
DFM – это больше, чем просто концепция – это способ снизить затраты и устранить неэффективность, прежде чем ваш проект перейдет в производство. В этом блоге мы расскажем вам о трех способах разработки вашего литого под давлением компонента, чтобы получить максимальную рентабельность инвестиций.
Уменьшить вес и толщину стенки
При литье под давлением двумя наиболее важными факторами затрат являются материал и машинное время. Вы можете уменьшить потребность и в том, и в другом, добавив карманы для экономии веса и сделав стенки более тонкими.
Уменьшение веса и толщины стенок в поперечных сечениях может показаться очевидным ответом. Меньший вес означает меньше материала, а меньшее количество материала означает меньшую стоимость материала.Это также означает уменьшение времени затвердевания, а это означает, что вы получаете больше выстрелов в минуту. Однако некоторые компании жертвуют производительностью ради стоимости.
Принимая во внимание характеристики детали, важно обдумать снижение веса и толщины стенок при сохранении прочности детали. При разработке компонента вам необходимо учитывать механические и физические требования вашего проекта, чтобы выбрать наиболее подходящий сплав, который будет эффективно работать с тонкими стенками.
Например, если ваша деталь должна быть устойчивой к коррозии и устойчивой, то подойдет тонкостенный алюминий. Алюминий устойчив к коррозии и сохраняет высокую размерную стабильность и твердость.
Хотите узнать, какой сплав лучше всего подходит для вашего проекта? Используйте наш инструмент
для динамического выбора металла , чтобы отфильтровать требуемые механические и физические свойства!Поддерживать постоянную толщину стенки
При стремлении к уменьшению толщины стенок, возможно, даже более важно поддерживать однородность.Это будет иметь большое значение для обеспечения стабильного, повторяемого литья, оптимизированного для производства.
Различная толщина стенки может привести к пористости как из-за изменения давления потока, так и из-за неравномерного затвердевания. В Dynacast у наших инженеров есть много хитростей, чтобы получить компонент чистой формы с помощью литья под давлением, сохраняя при этом постоянную толщину стенок.
На рисунке 2 вы можете видеть, что компонент слева имеет несколько стенок, которые намного толще самой тонкой части компонента.Если его отлить таким образом, получится более слабая пористая часть. Вместо этого наши инженеры вставят сердечники в более толстые стенки для достижения большей однородности и добавят ребра в сердечники, чтобы гарантировать прочность детали.
Учитывать угол уклона и зоны допуска
При проектировании компонента важно помнить о достижимых углах уклона и допусках для материалов проекта, чтобы избежать задержек при модернизации. Для углов уклона, как правило, достижимо 0,5º для цинка, 1º-2º достижимы для алюминия.Для точных допусков, как правило, для цинка возможно от ± 0,001 “до ± 0,002”, тогда как для алюминия можно выдерживать от ± 0,002 “до ± 0,004”.
Принимая во внимание достижимые углы уклона и допуски, вы лучше подготовлены, чтобы избежать ненужных затрат на проектирование. Слишком часто компании запрашивают точные допуски и минимальные углы уклона, когда такие функции не нужны для максимальной производительности детали. В результате их отливки выходят из строя.
Вместо этого используйте более целостный подход к своему дизайну.Определите некритические размеры вашего компонента, чтобы учесть более мягкие зоны допуска. В дополнение к увеличению срока службы вашего инструмента, поскольку существует меньше точных геометрических форм, которые изнашиваются, учет зон допуска также упрощает планирование набора допусков для всего вашего компонента. Это поможет вам избежать механической обработки и вторичных операций, где это возможно, что позволит вам получить максимальную отдачу от процесса литья под давлением.
Работайте умнее, а не усерднее
Изменение конструкции детали для использования преимуществ процесса литья под давлением не только позволяет вам в полной мере повысить эффективность литья под давлением, но также может лучше соответствовать потребностям вашего бизнеса.
Хотите узнать больше о том, как эффективно спроектировать литой под давлением компонент для обеспечения оптимальной технологичности? Запишитесь на наш веб-семинар «Работайте умнее, а не усерднее: устранение затрат на этапе проектирования».
Обработка поверхности отливки – литье в песчаные формы, литье под давлением и многое другое
Поверхность отливки
Термин «обработка поверхности» относится к окончательной текстуре поверхности в конце производства. Обработанная поверхность определяется тремя характеристиками: слоистостью, волнистостью и шероховатостью.Эти небольшие отклонения по сравнению с идеально ровной идеальной поверхностью становятся определяющими факторами качества поверхности объекта. Процесс чистовой отливки происходит, когда предварительно отформованные и охлажденные литые сборки шлифуются или иным образом изменяются для получения заданной текстуры на внешней стороне изделия.
Американское литейное общество показывает чистоту поверхности от 20 до 900 RMS.
Методы отделки отливок
Есть пять методов чистовой обработки, о которых следует помнить, когда вы начинаете процесс выбора для ваших проектов:
Литье в песчаные формы – это наиболее широко используемый процесс литья металла.Материал нагревают до температуры плавления перед тем, как вылить в форму для охлаждения и затвердевания. Этот процесс предлагает исключительную гибкость проектирования и позволяет производителям создавать формы высокой сложности. Используемые инструменты недорогие, а варианты материалов многочисленны.
В литье Nobake используются химические связующие для связывания формовочного песка. После того, как песок и химическое связующее будут смешаны с катализатором, связующее начнет затвердевать всю смесь. Производство отливок Nobake идеально подходит для малых и средних объемов производства и, как правило, немного дороже, чем другие варианты литья.
Литье в форму в оболочку аналогично литью в песчаные формы, но при этом используются многоразовые модели. Это позволяет увеличить производительность. Детали, изготовленные с помощью этого метода, обычно имеют небольшие размеры и требуют высокой точности. Он обеспечивает отличную обработку поверхности при относительно низких затратах на рабочую силу и инструмент.
Вакуумное литье основывается на вакууме для извлечения влаги из песчаных форм во время производства. Вакуумное литье – идеальный производственный метод для применений, где возникает проблема с задержкой воздуха.Продукты, созданные с использованием вакуумного литья, обычно отличаются высоким качеством и превосходной обработкой поверхности.
Отливкиотличаются очень хорошей обработкой поверхности и размерной способностью. Детали, изготовленные с использованием процесса литья под давлением, обычно имеют более тонкие стенки и более гладкие, чем детали, полученные с помощью процесса литья в песчаные формы.
Среди них процессы литья в песчаные формы обычно дают более шероховатые поверхности. Химически связанные процессы, такие как nobake или shell, могут иметь такую же отделку, что и керамические процессы.Ракушечный песок позволяет получить чистовую отделку со средним значением RMS 75-150, литье под вакуумом 150-200 RMS. Литье под давлением и литье под давлением в крайних случаях могут достигать 20 RMS.
Выбор материала также влияет на качество поверхности отливок. При увеличении веса и толщины сечения ухудшается качество поверхности. Сплавы с более высокими температурами плавления дают более низкое качество отделки, чем сплавы с более низкими температурами плавления. Алюминий будет иметь более гладкую поверхность, чем отливки из чугуна или стали.
При литье в формы качество инструмента имеет решающее значение для достижения наилучшего качества поверхности.Правильный уход за штампом также важен для получения однородной отделки.
Классы чистовой обработки при литье под давлением
Ваши требования к отделке отливки могут относиться к одному из пяти классов:
Универсальный сорт
- Идеально для деталей, не предназначенных для клиентов
- Нет косметических требований
- Незначительное беспокойство по поводу дефектов поверхности
- Обычно используется в отливке, но может потребоваться защитное покрытие
Функциональный класс
- Могут иметь декоративные покрытия
- Дефекты закрашены или отполированы.
Товарный
- Обычно используется для конструктивных деталей или деталей в зонах высоких напряжений
- Допускаются незначительные дефекты поверхности с помощью разумных средств удаления
- Отливки товарного качества используются в качестве конструктивных деталей, подверженных высоким нагрузкам
Потребительский класс
- Высококачественное декоративное покрытие
- Без заметных дефектов поверхности
- Обычно производится с целью создания специальных декоративных деталей
Высший сорт
- Обработка поверхности в зависимости от сплава, нанесенная на ограниченные участки отливки
- Должно иметь максимальное значение в микродюймах (как указано)
- Хорошо подходит для использования с небольшими компонентами, такими как кольцевые уплотнения и прокладки
Отделка литья на заводе Tanfel
Tanfel предлагает клиентам различные варианты обработки литых деталей.Мы можем использовать абразивоструйную очистку, чтобы сгладить шероховатую поверхность. Абразивоструйная очистка с использованием таких материалов, как песок и стеклянные шарики, обеспечивает гладкую поверхность по более низкой цене для клиентов. Абразивоструйная очистка позволяет повысить качество отделки. Мы также предлагаем ряд услуг по вторичной механической обработке, чтобы предоставить дополнительные возможности финишной обработки.
Наши знающие и профессиональные сотрудники будут рады поговорить с вами о ваших индивидуальных потребностях и составить индивидуальный план, чтобы предоставить вам решения, которые вы ищете.Свяжитесь с нами или запросите расценки, чтобы узнать больше о наших возможностях отделки отливок.
Руководство по проектированию для литья алюминия под давлением
Правильный подход к проектированию может существенно улучшить ваш производственный опыт. Если вы новичок в индустрии литья алюминия под давлением или хотите расширить свои знания в области проектирования деталей для литья под давлением, то это руководство по проектированию литья под давлением алюминия для вас. Это руководство по проектированию будет полезно инженерам-механикам и дизайнерам.Мы выделили важные конструктивные факторы и ограничения, которые могут значительно упростить процесс литья алюминия под давлением и снизить стоимость производства.
Требования к конструкцииПри проектировании литой под давлением детали из алюминия необходимо учитывать ее применение, внешний вид, характеристики, точность и, самое главное, стоимость. Во-первых, вы должны решить, чего вы хотите достичь в своих частях, и сбалансировать свои требования в соответствии с вашим бюджетом.Здесь мы выделили основные моменты, которые следует учитывать при проектировании детали.
Использование функции
При разработке продукта необходимо учитывать его возможное применение. Литые алюминиевые детали могут выполнять как структурные, так и косметические функции. Таким образом, он стал популярной альтернативой другим.
Поскольку современные компьютеры намного мощнее, чем раньше, точность, достигаемая литьем под давлением, значительно возросла в несколько раз. Литые под давлением детали не только обладают исключительной структурной важностью, но и выполняют очень хорошие косметические функции.
Вы должны четко указать применение ваших деталей для литья под давлением. Он может помочь вам выбрать правильный материал и определить правильные допуски для проектных параметров в соответствии с вашими требованиями. Вы также должны учитывать такие свойства, как коррозионная стойкость, отношение прочности к весу, проводимость и т. Д.
Но клиенты часто в конечном итоге платят за качество и прочность, которые намного превышают их потребности. Таким образом, хорошее представление об использовании функций ваших деталей поможет вам лучше понять процесс литья под давлением.
Требования к внешнему виду
Внешний вид внутренней алюминиевой детали, отлитой под давлением, не имеет большого значения. Но это важно, когда речь идет о внешней литой детали, такой как корпус или кожух.
Конечным пользователям всегда будет интересна эстетичная продукция. Таким образом, независимо от характеристик детали, потребители также будут отдавать предпочтение внешнему виду. Таким образом, внешние литые детали должны иметь хороший внешний вид.
В результате при проектировании деталей следует учитывать эстетические аспекты.Заранее спланируйте, какой вид отделки поверхности вы хотите добиться. Хорошая отделка может обеспечить дополнительную защиту от экстремальных погодных условий.
Метод сборки
Сборка алюминиевых деталей, отлитых под давлением, может быть относительно простой или очень сложной в зависимости от сложности деталей. Обычное оборудование для литья под давлением имело некоторые ограничения на то, какие типы деталей можно отливать. Итак, отливка деталей со сложными деталями раньше была сложной задачей.
Но сложные детали можно разделить на подходящие сегменты, а затем соединить вместе после отливки подходящим методом сборки.Некоторые из распространенных методов сборки литья под давлением включают:
- Крепление
- Нарезание резьбы
- Сварка
- Металлическая сборка под давлением
- Отверстия с сердечником и т. Д.
Перед тем, как начать проектирование. Потому что способ сборки сильно повлияет на дизайн. Выберите подходящий вариант сборки, отвечающий вашим требованиям.
Бюджет затрат
Вам следует выполнить подробный анализ бюджета затрат вашего проекта.Потому что проблемы с бюджетом напрямую влияют на каждый ваш производственный бизнес. Ваш дизайн должен быть выполнен в соответствии с вашим бюджетом.
Опытный дизайнер может значительно сократить расходы на литье под давлением без ущерба для качества ваших деталей. Вы должны соблюдать определенные параметры конструкции, чтобы избежать чрезмерной разработки деталей и в конечном итоге нести ненужные расходы.
Например, добавление карманов позволяет создавать более легкие детали без ущерба для производительности. Это позволяет сократить материальные затраты.Тогда уменьшение или устранение подрезов и острых углов может значительно снизить стоимость и сложность оснастки и литья.
Структура продукта КонструкцияПравильное проектирование литой под давлением детали из алюминия сопряжено со многими проблемами. Даже самые мелкие детали конструкции могут иметь большое влияние на операцию литья. Таким образом, каждая деталь должна быть разработана с должным вниманием в соответствии с рекомендованными рекомендациями.
Мы сосредоточили внимание на основных особенностях конструкции литья алюминия под давлением.Вы найдете рекомендуемую точность для многих важных функций и узнаете о конструктивных соображениях, которым следует руководствоваться при проектировании продукта.
Выбор материала
Дизайн продукта может значительно отличаться в зависимости от вашего выбора материала. Для каждого типа сплава будут налагаться определенные ограничения. Оптимальная целостность и прочность ваших литых под давлением деталей из алюминия требуют тщательного проектирования и изготовления.
В зависимости от состава легирующих элементов, используемых с алюминием, такие свойства, как вес, текучесть, прочность, проводимость, температура плавления и т. Д.может изменяться. Но не все из них подходят для литья под давлением.
Некоторые из популярных алюминиевых сплавов, которые вы можете использовать для литья под давлением, включают:
Также доступно множество других алюминиевых сплавов. Вы должны выбрать правильный алюминиевый сплав, исходя из ваших требований и бюджетных ограничений.
Осадка
Осадка – один из важнейших конструктивных параметров при литье алюминия под давлением. Это сужение или наклон, обеспечиваемый сердечникам и поверхностям детали, которые перпендикулярны линии разделения штампа.Мы также называем это углом уклона.
Проектировщик должен обеспечить достаточную осадку везде, где это необходимо. Поскольку без достаточной тяги отливку будет трудно извлечь после затвердевания, и остается возможность повредить деталь или даже сам штамп.
Конструктивные особенности для уклона
При расчете требований к уклону для деталей примите следующие соображения:
- Обычно следует использовать общий угол уклона для большинства геометрических элементов.
- Некоторые исключения применимы для внутренних стен и поверхностей. Осадка в этом случае обычно вдвое больше, чем у наружных стен.
- Требования к осадке также могут варьироваться в зависимости от сплава, используемого для литья. Возможно, вам придется рассчитать осадку в соответствии с вашим выбором алюминиевого сплава.
Стандартные допуски осадки для внутренней поверхности алюминиевой литой детали на разной глубине показаны ниже в качестве примера.
Стандартные допуски для любого сплава можно рассчитать с помощью следующего уравнения.
Если вы хотите добиться меньшей тяги, можно использовать допуски точности. Но они потребуют более точной обработки и будут более дорогостоящими. Поэтому рекомендуется избегать допусков на точность без необходимости.
Прецизионные допуски осадки для внутренней поверхности алюминиевой литой детали на разной глубине показаны ниже.
Вот уравнение для расчета допуска точности детали.
Обратите внимание, что нарисованное выше представление проекта немного преувеличено, чтобы вы могли лучше понять концепцию.В действительности сквозняк очень мал и часто даже не заметен без внимательного наблюдения.
Подвижная матрица и неподвижная матрица
Очень важно сконструировать подвижную и неподвижную матрицу в гармонии. Несоответствие даже в одном из них может затруднить процесс литья алюминия под давлением. В то время как мы занимаемся этим, конструкция подвижного штампа обычно сопряжена с большими трудностями. Фиксированный штамп имеет относительно более простую конструкцию. Но у подвижного штампа есть больше компонентов, о которых нужно беспокоиться. Когда материал впрыскивается в матрицу, сердечник может выскользнуть и создать условия завышения размера из-за давления, оказываемого избыточным материалом.
Допуск компонентов подвижной матрицы является функцией линейного допуска и допуска площади проекции. Здесь линейный допуск – это длина стержневого суппорта, а площадь выступа – это головка стержневого суппорта, обращенная к расплавленному материалу.
Перемещение может происходить в линейном направлении, перпендикулярном проектируемой области. Таким образом, желательно поддерживать минимальный нулевой допуск для движущихся компонентов штампа.
Из-за конструкции оборудования для литья под давлением во время процесса возможен только больший или положительный допуск.Стандартные допуски и допуски точности в соответствии с некоторыми переменными проецируемыми областями показаны ниже в соответствии с рекомендациями NADCA.
Линия разъема
Линия разъема – это место, вдоль которого две половинки матрицы встречаются вместе, чтобы сформировать полную структуру продукта. Формирование линии разъема неизбежно из-за способа литья под давлением. Потому что дизайн всегда состоит как минимум из двух частей.
Линия разделения – это четкое указание на различие между подвижной половиной и неподвижной половиной матрицы.Допуск линии разделения означает максимальное расстояние между штампами, позволяющее обеспечить надлежащее выполнение процесса литья алюминия под давлением.
Когда давление материала пытается раздвинуть половинки матрицы, материал будет вытекать из разделения, созданного вдоль линии разделения. Это дефект литья под давлением. Литые детали требуют дополнительной обработки для удаления заусенцев, бегунков, ворот и перелива.
Допуск линии разъема зависит от площади проекции матрицы, которая представляет собой поверхность разделения, на которой расплавленный материал перемещается от одной половины матрицы к другой.
Полностью закрытая матрица имеет нулевое расстояние друг от друга, поэтому допуск на проектируемую площадь всегда имеет положительное значение. Степень разделения штампа зависит от давления в корпусе штампа и степени зажимного усилия, прилагаемого для удержания половин штампа вместе.
Допуск линии разъема может варьироваться в зависимости от сплава, размера и глубины деталей. Ниже приведены рекомендуемые стандартные значения допусков и допусков точности для линий разъема при литье под давлением.
Однако проконсультируйтесь с вашим литейщиком, если проектируемая площадь литья под давлением превышает 300 в 2 (1935.5 см 2 ).
Припуск на обработку
Припуск на обработку – это размер заготовки, который может быть удален из готовой алюминиевой детали, отлитой под давлением. Литая деталь может иметь шероховатость поверхности и геометрические отклонения в некоторой степени от реальной конструкции. Таким образом, для исправления этих ошибок после процесса литья под давлением необходима вторичная обработка.
Важным моментом является то, что оптимальные механические свойства и плотность отливки находятся на поверхности или близко к ней.Таким образом, припуски на обработку должны быть тщательно определены, чтобы не проникнуть в менее плотную часть.
Однако определенный припуск на обработку должен быть указан для переменных обработки и литья на этапе проектирования. Если оставить небольшой припуск на обработку, это может не соответствовать требованиям к качеству поверхности и может привести к появлению дефектов в деталях.
С другой стороны, излишне большой припуск на обработку детали увеличит время, трудозатраты и стоимость производства.Предварительная консультация со своим поставщиком литья под давлением поможет вам выбрать подходящий припуск на обработку.
Обычно минимальный припуск на обработку должен составлять 0,010 дюйма (0,25 мм), чтобы уменьшить износ инструмента и минимизировать пористость отливки. Максимальный припуск – это сумма этого минимума и деформации отливки.
Вот сравнительный пример припуска на обработку для двух разных местоположений опорных точек.
Тем не менее, для плоских и крупных деталей требуется дополнительное рассмотрение.В этом случае вы можете проконсультироваться с вашим литейщиком, чтобы уточнить значения припуска на обработку.
Толщина стенки
Всегда старайтесь поддерживать одинаковую толщину стенки по всей детали. Поскольку равномерная толщина обеспечивает лучшую текучесть и затвердевание металла. Так что качество отливки и целостность намного лучше.
Однако, если вы должны обеспечить переменную толщину стенки в своей конструкции, вам следует ввести постепенный переход в форме скругления / радиусов вместо резкого изменения толщины.В противном случае в вашем дизайне останутся острые края.
Нежелательно иметь в дизайне изделия острые края. Потому что это повлияет на поток металла и вызовет трудности при выталкивании после литья. Однако вы можете оставить края такими, как есть, если стены пересекаются по линии разъема.
Рекомендуемая толщина стенок
Хотя абсолютных значений толщины или тонкости стенок не существует, разумно ограничить ее. Типичная толщина стенок для алюминиевых конструкций, изготовленных методом литья под давлением, может варьироваться от 0.От 787 дюймов (2,0 мм) до 0,1737 дюйма (3,5 мм). Это также зависит от размера и конструкции детали.
Но это может быть изменено в зависимости от сплава, конфигурации детали, размера детали и области применения деталей, отлитых под давлением. Например, если размер детали меньше, вы можете отлить секции стены толщиной 0,020 дюйма (0,50 мм).
Однако могут быть исключения из максимальной и минимальной толщины стенок для малых и больших алюминиевых литых под давлением деталей. Вы можете проконсультироваться с вашим литейщиком или Sunrise Metal, если у вас возникли проблемы с ним.
Избегайте слишком толстых и тонких стенок
Более толстые стенки увеличивают жесткость ваших деталей. Но если сделать их слишком толстыми, охлаждение замедлится, что затруднит процесс затвердевания. Таким образом, это может привести к низкому качеству литья, если не принять надлежащих мер.
Толстые стенки также увеличивают вес вашего продукта. Поэтому дизайнеры, стремящиеся сделать детали более легкими, предпочтут тонкие стенки. Но если сделать стенки более тонкими сверх определенного предела, жесткость будет слишком низкой, и они будут склонны к короблению при дальнейшей обработке.
Проблема деформации может быть решена путем пошаговой обработки. Но тонким стенкам в литой детали не хватает жесткости и прочности. Наличие ребер существенно повысит жесткость тонкой стенки и сделает ее более устойчивой.
Однако современные технологии литья под давлением достаточно продвинуты, чтобы справиться с большинством критических параметров конструкции. Но вы должны рассматривать их только в том случае, если это обеспечит лучшую производительность или экономию ваших деталей.
Облегченная конструкция
Металлические вкладыши и карманы – две общие особенности конструкции легких деталей.Это может значительно уменьшить объем материала, необходимого для изготовления детали, без ущерба для целостности и прочности.
Предохранители металла – это полые пространства, которые обычно предусмотрены в ребрах для уменьшения количества используемого материала, что также делает детали легче. Участок между ребрами не имеет особого смысла, поэтому его можно безопасно удалить из конструкции.
Рекомендации по проектированию вкладышей для металла
При разработке вкладыша для металла для детали следует учитывать следующие моменты.
- Избегайте острых кромок вместе с металлической вставкой, используйте скругления / радиусы с как можно большим радиусом. Рассмотрим минимальный радиус 0,06 дюйма (1,524 мм).
- Сохраняйте равномерную толщину стенок вокруг металлической заставки. Старайтесь, чтобы толщина оставалась близкой к обычно рекомендуемому значению.
- Обеспечьте как можно больший угол уклона.
Карманы могут значительно снизить вес
Карманы – еще один метод снижения веса.Более толстые секции с отверстиями можно заменить тонкостенными секциями, чтобы уменьшить количество материала, необходимого для производства. Однако карманы иногда могут вызывать неравномерную усадку.
Итак, вам следует тщательно решить, где использовать карманы. Карманы также можно усилить ребрами жесткости. Это добавит ему большей жесткости, а также улучшит текучесть металла. Уменьшение количества металла также увеличит скорость охлаждения, тем самым увеличивая производственный цикл.
Вот несколько рисунков, показывающих карманы в детали с ребрами жесткости и без них.
Скругления и радиусы
Вопреки распространенному мнению, скругления и радиусы – это не одно и то же. Хотя оба они относятся к закругленным краям конструкции литой под давлением детали из алюминия, закругленные внутренние углы называются скруглениями, а закругленные внешние края называются радиусами.
Скругления и радиусы чрезвычайно важны для любой конструкции литой под давлением детали из алюминия. Они могут значительно уменьшить турбулентность, создаваемую во время впрыска металла, и обеспечить более плавный поток металла. Таким образом, детали могут получить лучшую структурную целостность.
Рекомендации по проектированию скругления / радиусов
- Две пересекающиеся поверхности будут иметь острые углы, и лучше всего соединить их, используя скругление / радиусы. Это не допустит высокой концентрации напряжений в этой части штампа или детали.
- Скругление / радиусы не требуется для кромок или углов, расположенных вдоль линии разъема матрицы.
- Обеспечьте соответствующую тягу для галтелей, перпендикулярных линии разъема.
Вы можете спроектировать скругление / радиусы в детали в соответствии со следующими рекомендациями.
Усадка
Усадка – очень распространенное и неизбежное явление при литье алюминия под давлением. Любой металлический сплав подвергнется некоторой усадке, когда расплавленный металл начнет остывать и затвердевать. Таким образом, дизайнер должен внести необходимые коррективы в дизайн продукта, чтобы оставить место для усадки.
Более толстые секции склонны к усадке и вызывают образование внутренних пор. Местный перегрев также вызывает усадку, что, в свою очередь, приводит к пористости.Такие пятна необходимо локально охлаждать, импровизируя конструкцию штампа. Но это может увеличить время цикла литья.
Советы по уменьшению усадки отливок
Проектировщик должен соблюдать следующие конструктивные соображения, чтобы уменьшить усадку алюминиевых литых под давлением деталей.
- Избегайте больших / толстых секций в дизайне. Если возможно, измените их конструкцию, добавив более тонкие секции и сердцевины для экономии металла.
- Добавление плоских или вертикальных ребер к стенкам может улучшить характеристики подачи и уменьшить тенденцию к усадке.
- Добавление зажимных штифтов может уменьшить усадочную пористость в локализованной области.
Бобышка
Бобышки необходимы для деталей, которые будут установлены в другом месте. Они служат в качестве опор и точек крепления. Но неправильная конструкция и расположение выступов могут привести к трудностям при изготовлении, что, в свою очередь, увеличит стоимость.
Бобышки также могут увеличить потребность в материалах и увеличить вес алюминиевой отливки. Бобышки можно переделать следующим образом для получения более легких деталей.
Конструктивные особенности при проектировании бобышки
Вот некоторые конструктивные особенности, которые следует принять для бобышек в конструкции детали.
- Попробуйте добавить отверстие в центре выступов, чтобы получить однородную толщину стенки, если требуется отверстие.
- Сделайте большие галтели для выступов, чтобы обеспечить надлежащее течение расплавленного металла в них.
- Рекомендуется добавить ребра, так как это может помочь хорошо заполнить бобышку, а также обеспечивает дополнительную прочность бобышкам.
- Обеспечьте достаточную тягу для выступов, чтобы облегчить выброс отливки.
Вот видео с кратким описанием бобышки, объясняющее ее назначение и процесс проектирования при литье под давлением.
Ребра
Ребра включены в конструкцию для увеличения жесткости, что увеличивает прочность алюминиевого литья под давлением. Таким образом, ребра могут помочь в производстве звуковых отливок. В основном они сочетаются с другими более слабыми частями, такими как тонкие стенки, чтобы придать им дополнительную прочность.
Он часто может обеспечить большую прочность, чем более толстая сплошная секция, поскольку более толстые секции обычно имеют большую пористость, что снижает их структурную способность. Однако чрезмерное использование ребер может вызвать концентрацию напряжений на краях ребер.
Ребра часто имеют полые секции, известные как предохранители металла. Это метод уменьшения использования материала в ребрах и веса детали.
Рекомендуемые размеры ребер для некоторых распространенных сценариев показаны на следующих схемах вместе с некоторыми условиями, при которых ребра не должны использоваться.
Расчет пространства между отверстиями и краями
Отверстия, расположенные слишком близко к краям алюминиевой отливки, приведут к более слабому сечению. Вы должны поддерживать минимальное расстояние между отверстием и краем, чтобы избежать чрезмерной концентрации напряжений в этой зоне. Таким образом, правильное расстояние от отверстия до краев должно быть определено на основе диаметра отверстия. Минимальное расстояние должно быть соблюдено и для двух соседних отверстий. Учитывайте диаметр обоих отверстий и их зону концентрации напряжений.
Достаточное расстояние, чтобы избежать слабых участков. Вы также можете рассмотреть вторую операцию для отверстий, если для краевого пространства недостаточно отверстия.
Отверстие и окно
Что касается сложности конструкции, то отверстия и окна обычно меньше всего вас беспокоят. Однако даже самые простые элементы детали, отлитой под давлением, должны быть разработаны с должным вниманием к деталям. При проектировании необходимо обеспечить технологичность.
Самым распространенным применением Holes и Windows являются корпуса различных электронных устройств, таких как ноутбуки, калькуляторы и т. Д.Эти устройства нужно разместить близко к множеству отверстий. Такой узор вызывает проблемы с течением металла.
Вы можете лучше визуализировать эту проблему из этого видео.
Отливки также могут быть затруднены отверстиями и окнами. Поскольку усадка детали при затвердевании приводит к тому, что отливка прижимается к матрице. Вы можете решить эти проблемы, следуя этим советам при проектировании отверстий и окон.
- Обеспечьте достаточную тягу для предотвращения проблемы выброса.Вы заметите из чернового расчета, что; отверстия и окна требуют большей тяги, чем любые другие элементы. Это из-за плоской и замкнутой конструкции стен по внутреннему периметру.
- Чтобы избежать проблем во время потока металла, вы можете использовать мостовидные элементы, чтобы обеспечить непрерывный поток металла через отверстия и окна. Обеспечение поперечных питателей, проливов, переливов обеспечит плавное перетекание металла в деталь. Вы можете легко сократить эти дополнительные функции позже.
- Если ваша конструкция позволяет, вам следует удалить большие окна и заменить их последовательными меньшими отверстиями.Потому что длинные окна могут нарушить течение металла и нарушить целостность отливки.
Боковые сердечники / направляющие
Любые Отверстия и поднутрения в конструкции, параллельные линии разъема, могут значительно усложнить литье алюминия под давлением или даже сделать невозможным литье обычными средствами. Side Cores / Slides позволяет легко изготавливать детали, состоящие из отверстий и поднутрений.
Керны используются для формирования отверстий в детали, а ползуны используются, когда в конструкции присутствует поднутрение.Однако они добавляют значительную стоимость конструкции штампа. Влияние на цикл литья деталей из-за раздельного вытягивания стержней и суппортов, кроме основной половины матрицы.
Ползуны, используемые внутри штампа, также могут вызывать смещение линии разъема. Это вызвано силой, прилагаемой механическими замками, которые удерживают ползун на месте во время литья. Это чаще встречается в случае штампов агрегата.
По возможности избегайте их
Разработчикам следует попытаться выровнять такие геометрические элементы параллельно направлению вытягивания штампа или переделать детали, чтобы исключить необходимость в стержнях / направляющих.Ниже приведен пример, показывающий, как деталь модернизируется, чтобы исключить необходимость в боковом сердечнике.
Но будут случаи, когда вам нужно будет ввести стержень / суппорт, чтобы отлить конструктивный элемент, не обрабатывая его позже. Вы можете спроектировать направляющие или тяги сердечника таким образом, чтобы исключить необходимость в большей части, если не во всех операциях вторичной обработки.
Таким образом, трудности, связанные с первоначальным увеличением стоимости инструмента и более медленным циклом литья, компенсируются сокращением числа операций вторичной обработки.Таким образом, также значительно увеличивается повторяемость деталей.
Рабочий механизм
Боковое тяговое усилие и движение скольжения обычно приводятся в действие угловыми штифтами или гидроцилиндрами. Угловой штифт – это механическое средство для перемещения стержня / ползуна. Последовательность открытия и закрытия основного штампа может активировать его.
Таким образом, для работы угловых штифтов дополнительный источник питания не требуется. Это также экономично в производстве. Однако угловые штифты могут мешать снятию отливки, они подходят только для коротких задвижек.
Также трудно использовать угловые штифты для верхнего суппорта, и это возможно только с использованием пружин. Эти проблемы можно решить с помощью гидравлических методов. Вы можете определить цикл по своему выбору и использовать с ним верхние слайды. Это также не мешает извлечению кастинга.
Существуют и другие методы движения, которые можно использовать для стержня / слайда. Дизайнеры должны выбрать подходящий, проанализировав бюджет, объем производства, размер деталей, длину хода стержня / слайда в отливку и т. Д.
Вы можете обсудить это со своим литейщиком, чтобы получить правильные предложения по разработке механизма вытягивания / скольжения бокового сердечника. Вы также можете проконсультироваться с Sunrise Metal, мы будем рады вам помочь.
Нарезание резьбы
Когда мы говорим о нарезании резьбы, мы в основном будем говорить о наливании внешней резьбы. Хотя теоретически возможно лить внутреннюю резьбу, это нежелательно из-за сложности и стоимости изготовления.
Наружная резьба может быть легко изготовлена с помощью стандартной установки для литья алюминия под давлением с надлежащим выравниванием с линией разъема или с помощью простого механизма ползуна.Внутренняя резьба потребует механизма для вращения сердечника в матрице.
Это увеличивает стоимость инструмента и деталей. Внутренняя резьба обычно используется как дополнительная операция для повышения скорости и экономии производства. Это избавляет от необходимости удалять стружку из отверстия.
Идеальные допуски для резьбы
Резьбы можно легко сформировать с помощью оборудования для литья алюминия под давлением. Литая резьба обычно ограничивается внешней резьбой, где не требуется подгонка по классу точности.
Если вам нужен класс точности, подходящий для ваших деталей, вы всегда можете проконсультироваться с вашим литейщиком. Для достижения большей точности может потребоваться вторичная обработка. Кроме того, наибольший диаметр должен соответствовать указанному определению формы резьбы, согласованному обеими сторонами.
Максимальные и минимальные допуски для некоторых идеальных операций нарезания резьбы показаны ниже:
Рекомендации по проектированию резьбы
Тем не менее, при наливании резьбы помните следующее.
- Может потребоваться дополнительная операция обрезки для удаления заусенцев между нитками.
- По возможности старайтесь применять прямые допуски вместо указания класса посадки резьбы.
- Эти значения включают пределы допуска для подвижного компонента матрицы, линии разъема и линейного размера.
- Проконсультируйтесь с литейщиком, если требуются более жесткие допуски на резьбу.
- Сохранение плоской резьбы на линии разъема может значительно упростить производственный процесс.Потому что резьба полного диаметра на самом деле не нужна. Сохранение плоского положения позволит незначительно сместить штамп, не повлияв на детали.
Вот несколько рисунков, показывающих рекомендуемую конфигурацию внешней резьбы.
Вставка
Вставка – это кусок твердого материала, установленный в матрице, который интегрируется в алюминиевую отливку. Это необходимо, когда выбранный сплав не может соответствовать требованиям, а конструкция требует интеграции компонентов, изготовленных из других материалов.
Существуют профессиональные системы для использования вставок при литье алюминия под давлением. Он находится внутри полости матрицы, и расплавленный алюминий течет и окружает вставку, завершая литье под давлением.
Вам может потребоваться включить резьбовые вставки в вашу конструкцию, если вы столкнетесь со следующими ситуациями:
- Точки опоры подвержены истиранию и износу.
- Резьба подвержена чрезмерному износу из-за слишком частого снятия и установки крепежа.
- Когда вам нужна резьба с более высокой прочностью на разрыв для работы с сосредоточенными нагрузками.
Литье пластины под давлением дороже, чем обычное литье, а сложность установки пластины повлияет на стоимость производства.
Предложения по вставке
- Четко определите все требуемые спецификации для литейного станка. Часто вставки требуют более жестких допусков из-за зазоров в матрице. Получите одобрение литейщика, чтобы убедиться, что допуски пластины достаточны.
- Если заказчик хочет поставить пластины, обсудите с литейщиком, чтобы допуски находились в пределах рекомендаций литейщика. Потому что вставки без неправильных допусков могут серьезно повредить матрицу.
- Проанализируйте напряжения, создаваемые вставками. Убедитесь, что стрессы не повлияют на производительность вашего продукта в долгосрочной перспективе.
- Может формировать вставку так, как вам нужно, чтобы обеспечить достаточное крепление для предполагаемых условий нагрузки.
- Избегайте острых углов и других деталей, которые могут вызвать концентрацию напряжений в деталях.
Выточка
Выточка обычно относится к утопленному геометрическому элементу или поверхности детали, недоступному для прямого режущего инструмента. В случае литья под давлением поднутрения – это элементы, которые ограничивают выталкивание отливки с помощью одного вытяжного механизма.
Итак, при проектировании детали вы должны учитывать трудности, которые могут возникнуть во время обработки инструмента и литья.Иногда вы можете свести на нет эффект поднутрения, грамотно выбрав ориентацию для литья алюминия под давлением. Но в большинстве случаев это будет невозможно без использования боковых ядер.
Добавление боковых сердечников в вашу конструкцию усложнит как конструкцию штампа, так и процесс литья. Механизм более сложный, следовательно, более дорогостоящий и требует больше времени, чем обычное литье алюминия под давлением.
Вот некоторые важные моменты, которые следует учитывать при проектировании поднутрений.
- Обсудите со своим производителем, может ли он использовать специальные режущие инструменты, такие как Т-образный или V-образный инструмент, который может работать в труднодоступных местах.
- Сведите к минимуму количество внешних подрезов. Потому что для них потребуются боковые стержни, что увеличит стоимость инструмента.
- Отрегулируйте линию разъема, чтобы устранить некоторые поднутрения.
- Измените конструкцию детали, чтобы удалить внутреннюю поднутрение.
- Избегайте поднутрений, которые не направлены в сторону вытягивания матрицы, они не могут быть выброшены без установки боковых стержней.
- Выточки под бобышками будут препятствовать выталкиванию алюминиевого литья.
Тем не менее, было бы лучше избегать любых подрезов в вашем дизайне, если это возможно.
Прорезь и паз
Прорезь – это удлиненное отверстие, которое может иметь или не иметь закругленную кромку на концах. В основном он выходит в виде плоских прямоугольных алюминиевых деталей. Обычно он имеет ограниченную длину. Прорезь всегда сквозная, что означает, что она полностью проникает в деталь.
Прорези могут иметь разные типы, например, с двусторонним ограничением по длине, с односторонним ограничением по длине или с полукруглым удлиненным пазом, в зависимости от их длины и формы.
Канавки могут иметь различную форму и размер, такие как Т-образный паз, ласточкин хвост, прямоугольный, с плоским дном, V-образный, радиусный и т. Д. материалы.
Прорези и канавки в конструкции служат зажимным элементом для других компонентов. Он также обеспечивает проем для прохождения других компонентов, таких как переключатели, рычаги и т. Д.
При проектировании пазов и канавок могут быть полезны следующие советы.
- Имейте в виду, что паз и канавка могут зажимать или превышать размеры других компонентов.
- Избегайте очень близко расположенных прорезей в вашем дизайне. Они могут нарушить целостность деталей и вызвать проблемы при отделке.
- Не оставляйте острых краев в прямоугольных / плоских канавках. По возможности скруглите все внутренние или внешние края. Это поможет свести к минимуму затраты на покрытие и мелкие проблемы.
- Угол V-образных канавок также должен быть скруглен по той же причине.
Конструкция выталкивателя
Отливка из затвердевшего алюминия имеет тенденцию зажиматься в матрице из-за усадки при затвердевании. Таким образом, дополнительная сила прилагается изнутри матрицы через некоторые компоненты эжектора, чтобы обеспечить удаление отливки.
Эжекторный механизм оборудования для литья под давлением может состоять из нескольких компонентов. Форма для литья под давлением в основном состоит из двух частей, а именно из половины матрицы крышки и половины матрицы выталкивателя. В матрице выталкивателя находится механизм выталкивателя.
Линия разъема действует как точка разделения двух половин матрицы.После чистовой разливки пресс-форма выталкивателя отделяется от линии разъема. Однако существует более сложное оборудование с несколькими установками штампов, что усложняет систему выброса.
Мы будем обсуждать только условный двухкомпонентный кристалл, поскольку он более распространен и экономичен. В этом случае выталкивающая половина матрицы содержит выталкивающие штифты, выталкивающую пластину, вставки, бегунки и любой вид гравировки, присутствующей в конструкции.
Механизм выталкивания в основном зависит от двух компонентов матрицы: выталкивающих штифтов и выталкивающей пластины.
Штифты выталкивателя
Штифты выталкивателя выталкивают затвердевшую отливку из матрицы. Другая функция выталкивающего штифта – зажимать отливку, чтобы она не изгибалась из-за напряжения, сосредоточенного во время затвердевания. Но обратная сторона – это то, что они оставляют след на кастинге.
Таким образом, проектировщик должен выбирать расположение и размер выталкивающих штифтов, тщательно учитывая размер, конфигурацию и некоторые другие аспекты отливки. Вы должны следовать этим рекомендациям при проектировании выталкивающих штифтов.
- Поместите выталкивающие штифты в нефункциональную зону отливки, например, в дно глубоких карманов, на переливе, на выступе или дне ребер и т. Д.
- Штифты выталкивателя будут оставлять след при выталкивании Кастинг. Поэтому не допускайте, чтобы косметическая поверхность отливки была обращена к выталкивающим штифтам.
- Рекомендуемый допуск для отметки поднятого или вдавленного штифта составляет 0,015 дюйма (0,381 мм).
- Обратите внимание на рекомендации ваших литейщиков, они могут помочь вам выбрать лучший размер, расположение и количество выталкивающих штифтов.
Правильное изготовление инструмента может в значительной степени уменьшить следы от выбрасывателя. Однако они все равно будут видны. Производитель оригинального оборудования и литейщик должны прийти к взаимному соглашению о том, где могут быть поставлены штифты.
Также обратите внимание, что штифты выталкивателя также образуют вспышку вокруг него. Обычно его оставляют в покое, если покупатель не отвергает его. Вспышки штифта можно раздавить, сплющить, чтобы минимизировать их след.
Пластина выталкивателя
Пластина выталкивателя может функционировать либо как дополнительная часть для выталкивающих штифтов, либо действовать сама по себе.Обычно литейщики используют выталкивающие пластины в качестве поверхности для установки выталкивающих штифтов. Поскольку давление действует только на пластину выталкивателя, она одновременно толкает выталкивающие штифты вперед, и отливка извлекается.
Плиты выталкивателя могут работать отдельно без каких-либо выталкивающих штифтов. Однако обычно мы видим это только в миниатюрном литье под давлением. Деталь выталкивается силой, прилагаемой пластиной. Это лучше в том смысле, что пластины выталкивателя не оставляют следов на отливке, таких как штифты выталкивателя.
Sharp Edge
Острые кромки не приветствуются в конструкции деталей из алюминия, отлитых под давлением. Они создают горячие точки в отливке, где происходит концентрация напряжений из-за усадки при затвердевании. Это делает углы склонными к дефектам. Также сложно наносить покрытия на острые кромки.
Итак, дизайнеры стараются закруглить все острые углы даже с минимально возможным радиусом. Примените скругление, радиусы или фаски ко всем внутренним и внешним острым углам. Вот несколько дизайнов с острыми углами, которые дизайнеры могли бы изменить следующим образом.
Другая проблема с внутренними острыми кромками заключается в том, что они значительно увеличивают стоимость инструмента. Как вы знаете, обработка обходится довольно дорого, и стоимость значительно возрастет при повышении требований к точности.
Идеально острая кромка означает, что у нее будет нулевой допуск. Хотя это достижимо для внешних кромок, достижение такой точности на внутренних кромках практически невозможно. Внутренние кромки всегда будут иметь минимальный радиус, даже если используется самый точный инструмент.
Тем не менее, вы можете безопасно нанести острые кромки вдоль линии разъема, чтобы обе половины матрицы были полностью закрыты. В остальном сведите к минимуму острые края.
Герметичность
Герметичность – это мера целостности алюминиевого литья под давлением, которая указывает на его способность выдерживать определенную степень давления жидкости. В некоторых случаях покупатель может потребовать, чтобы отливки имели определенную герметичность.
Герметичность во многом зависит от его плотности и пористости.Даже небольшая пористость может повлиять на герметичность детали, и во время нанесения могут образоваться утечки. На плотность и пористость алюминиевой отливки может влиять множество факторов.
Воздух, попавший в форму для литья алюминия под давлением, является серьезной проблемой для любого производителя. Когда расплавленный металл впрыскивается под высоким давлением, сопротивление, создаваемое захваченным воздухом, создает пористость. Газовые поры, присутствующие в отливках, также уменьшают их плотность, что снижает структурную целостность.
Существует так много факторов, которые вызывают пористость, что делает практически невозможным сделать отливку полностью беспористой. Эффективный DFM и хороший контроль качества в течение всего процесса позволят получить надлежащую плотность и минимальную пористость.
Соображения по конструкции штампа
Проектировщик должен учитывать следующие конструктивные параметры для получения оптимальной герметичности при литье алюминия под давлением.
- Тщательно следуйте инструкциям по проектированию скруглений, ребер и углов.В противном случае поток металла не будет плавным, и турбулентность может вызвать пористость.
- Старайтесь поддерживать одинаковую толщину стенок для обеспечения плавного течения металла. Избегайте тяжелых участков и резких изменений толщины.
- Отверстие, которое должно быть герметичным, следует заполнить сердцевиной вместо механической обработки, чтобы минимизировать влияние пористости.
- Обеспечьте достаточную тягу во всех отверстиях и проходах, которые не будут обрабатываться позже. Тем не менее, обеспечьте минимальную тягу при обработке отверстия с сердечником после литья.
- Моделирование всего процесса литья алюминия под давлением поможет вам заранее выявить потенциальные проблемы. Выполните анализ потока в пресс-форме, чтобы выяснить, какие функции в пресс-форме позволяют улучшить качество отливки.
- Оборудование для вакуумного литья под давлением может исключительно уменьшить пористость алюминиевых отливок. Таким образом, детали имеют меньше дефектов и обладают лучшими плотностными характеристиками.
Вторичные операции механической обработки
Вторичные операции механической обработки также могут повлиять на герметичность алюминиевых отливок.Вам следует придерживаться следующих правил обработки.
- Самая плотная часть любой отливки находится на ее поверхности или около нее. Внутренняя часть обычно менее плотная и более пористая. Таким образом, следует указать минимальный припуск на механическую обработку, чтобы не обнажить внутреннюю пористую часть отливки.
- Если для детали требуется больший припуск на обработку, чем разрешено, она может обнажить внутреннюю пористую часть. Таким образом, позже может потребоваться пропитка для оптимальной герметичности.
- Избегайте механической обработки обеих сторон отливки, которая должна быть герметичной.
- Избегайте большой тяги, при которой будет обрабатываться большое количество припуска. Особенно при минимальной осадке отверстий с сердцевиной.
Помимо вышеперечисленных соображений, выбор сплава также играет важную роль в обеспечении герметичности алюминиевых отливок. Определенные сплавы дают лучшие результаты при обеспечении герметичности алюминиевых деталей.
Используя различное контрольное оборудование, можно проверить герметичность алюминиевых деталей.Обычно проводят испытания на герметичность в диапазоне от 5 до 40 фунтов на квадратный дюйм. Если требуется более высокая герметичность, проектировщик должен обсудить это с литейщиком.
Прочность детали
Требования к прочности ваших алюминиевых деталей будут иметь значительное влияние на общие производственные затраты и время. Таким образом, вы можете четко обсудить требования к прочности детали с литейщиком, чтобы выбрать жизнеспособный подход к проектированию литья алюминия под давлением.
Прочность деталей из алюминия, отлитых под давлением, зависит от многих факторов.Ниже мы предоставили несколько советов по обеспечению прочности деталей, отлитых под давлением.
- Прежде всего, начните с правильного выбора алюминиевого сплава. Сплав, используемый для производства, будет иметь большое влияние на прочность деталей. Однако механическая прочность – не единственный ключевой параметр здесь. Выбранный сплав должен иметь достаточную обрабатываемость и удовлетворять другим условиям.
- Желательно отлить как можно больше элементов. Дальнейшая обработка какой-либо детали вызовет механическую нагрузку на алюминиевые детали.
- Используйте вакуум при литье алюминия под давлением для уменьшения пористости деталей. Это увеличит плотность деталей, что приведет к лучшей структурной целостности и прочности.
- Добавление ребер к тонкостенным профилям и выступам повысит их устойчивость.
- Острые кромки – это горячие точки для концентрации напряжений. Итак, эти области подвержены сбоям. Для увеличения жесткости деталей следует использовать галтели.
Следование этим рекомендациям может помочь вам повысить прочность детали, отлитой под давлением.Однако есть еще много мелких вещей, которые вам нужно учитывать. Обсудите с вашим литейщиком предложения по увеличению прочности детали.
Крошечные элементы
Крошечные элементы требуют для обработки более сложных режущих инструментов. Время, стоимость и сложность инструментов намного больше для крошечных функций. Характеристики со стандартными допусками могут быть получены при относительно низкой стоимости и достаточно точны для любого обычного потребителя.
Однако вам могут потребоваться допуски точности для ваших деталей, если они предназначены для очень сложного применения.Но прецизионная обработка сверх определенного предела известна как микрообработка, и ее невозможно достичь с помощью стандартных обрабатывающих инструментов.
Микрообработка касается деталей с допусками менее миллиметра. Его стоимость на удивление выше по сравнению с любыми стандартными операциями обработки. Дизайнер должен избегать такой степени точности в своем дизайне, если это действительно не необходимо.
Преждевременные дефекты штампа значительно увеличивают затраты на ремонт.Итак, сведите к минимуму крошечные функции, чтобы снизить стоимость инструментов.
Надписи для литья под давлением
Большинство деталей из алюминия, отлитых под давлением, имеют какие-либо надписи или орнаменты. Это могут быть буквы, логотипы, товарные знаки, код даты или производственный номер, что позволяет удобно отслеживать линию поставок, брендировать и во многих других целях.
Литые буквы или орнаменты, отлитые под давлением, могут быть выполнены на детали тремя способами.
- Как выпуклый элемент
- Как выпуклый элемент
- Рельефный шрифт на вдавленной панели
Самый экономичный из этих трех методов – сохранение букв как выпуклого элемента.Выпуклый элемент в алюминиевой отливке потребует углубления для штампа.
Такой элемент легко встроить в матрицу и вызывает минимальный износ во время работы. Стоимость строительства и обслуживания в течение всего срока службы матрицы меньше, чем меньше выпуклая (вдавленная в матрице) надпись.
Напротив, вдавленные буквы в алюминиевой отливке требуют выпуклых элементов, которые выступают в штампованную сталь. Его немного сложнее построить и требует большего обслуживания.
Однако, если дизайнер желает сохранить выровненную поверхность, то нанесите надписи в виде выпуклости внутри углубленной панели.