Штамповка и ковка металла: Ковка и штамповка
alexxlab | 08.05.2021 | 0 | Разное
Ковка и штамповка
С того времени, как человек узнал железо, он начал искать способы делать его прочнее, надежнее и в то же время придавать ему нужную форму. Губчатое железо в холодном состоянии били колотушками, чтобы придать металлу нужную форму и удалить из него примеси. Затем, чтобы легче было решать эту задачу, догадались бить его в нагретом состоянии. Этот способ назвали горячей ковкой.
Ковка – один из самых древних методов обработки металлов. Орудиями труда кузнеца в далеком прошлом были наковальня, молот и простейшие инструменты: бородки, зубила, гладилки и т. п. В XVI в. появились молоты, которые приводились в действие энергией движущейся воды (водяной привод). Это дало возможность увеличить массу молота (падающего бойка) в 10-15 раз – до 400 кг. Сила удара такого молота, естественно, значительно возросла. С появлением паровых машин открылись новые возможности для увеличения силы удара молота. Почти одновременно с паровозом родился паровой молот.
Искусство нагревать металл
Процесс ковки основан на природных пластических свойствах металлов. Однако, когда металл холодный, эти свойства проявляются крайне слабо. Поэтому, для того чтобы металл стал пластичным, его нагревают до температуры свыше 1000° С. Искусство нагревать металл очень сложное и тонкое. Кузнец или штамповщик знает, что стали разных марок (или другие сплавы) требуют разных температурных режимов.
Металлы – тела кристаллические. Каждый кристалл состоит из определенного числа симметрично расположенных и образующих те или иные геометрические формы атомов. Кристалл железа – куб. Атомы в нем размещаются двояким образом. В одних случаях они располагаются в вершинах и центре куба, образуя так называемую объемно-центрированную решетку, в других – еще и посередине каждой грани. Такая решетка называется гранецентрированной. Во втором случае атомы размещены теснее, чем в первом. А чем теснее располагаются атомы в кристаллах, тем прочнее металл.
Железо может пребывать в разных кристаллических состояниях. Оно меняется по мере нагрева или, наоборот, при остывании. Да и размер самого куба не остается неизменным: в одних случаях грани куба больше, в других – меньше. Еще в 1868 г. русский ученый Д. К. Чернов определил так называемые критические точки (температуры) железа, при которых происходит перестройка его кристаллов. Впоследствии оказалось, что такие перестройки характерны не только для железа, но и для других металлов.
Ковка улучшает структуру металла. Чем теснее располагаются атомы в кристаллах, тем прочнее металл. Поэтому, нагревая металл для ковки, необходимо очень строго соблюдать температурный режим. Если металл перегреть, то кристаллы (зерна), из которых он состоит, сильно увеличатся и металл станет непрочным; если же температура нагрева окажется ниже требуемой, металл не будет поддаваться ковке. В зависимости от того, сколько углерода содержится в стали, критические точки сдвигаются в сторону более высоких или более низких температур. Поэтому стали с разным содержанием углерода нагревают по-разному.
Обработка металлов давлением основывается на науке о пластичности. Выдающуюся роль в развитии этой науки сыграли отечественные ученые Н. С. Курнаков, А. А. Бочвар, Я. И. Френкель, П. П. Давиденков, которые своими трудами значительно расширили представления о пластическом разрушении твердых тел. Советские ученые разработали физико-химические основы пластической обработки металлов. Все это облегчает главную задачу: посредством ковки, горячей и холодной штамповки получать почти готовые изделия заданных размеров. Чтобы нагревать высококачественные стали, строят печи из нескольких камер, в каждой из которых поддерживают определенную температуру. В первую камеру загружают холодный металл, в ней температура 300-350° С. Затем, переходя из камеры в камеру, металл постепенно нагревается до 1050-1250° С. Очень крупные слитки нагревают в больших однокамерных печах. Под (пол) в этих печах выдвижной – на нем слиток въезжает в печь и выезжает после нагрева. В момент загрузки температуру в печи снижают до 300° С, а затем ее постепенно повышают.
Все это облегчает главную задачу: посредством ковки, горячей и холодной штамповки получать почти готовые изделия заданных размеров. Чтобы нагревать высококачественные стали, строят печи из нескольких камер, в каждой из которых поддерживают определенную температуру. В первую камеру загружают холодный металл, в ней температура 300-350° С. Затем, переходя из камеры в камеру, металл постепенно нагревается до 1050-1250° С. Очень крупные слитки нагревают в больших однокамерных печах. Под (пол) в этих печах выдвижной – на нем слиток въезжает в печь и выезжает после нагрева. В момент загрузки температуру в печи снижают до 300° С, а затем ее постепенно повышают.
От устройства печей зависит скорость и качество нагрева металла. Печи бывают пламенные и электрические. Раньше пламенные печи работали на угле или нефти и в кузницах было дымно, чадно. Современные кузницы работают преимущественно на природном газе. Это значительно улучшило условия труда. Еще более благоприятные условия труда при нагреве поковок электричеством. Широко применяются для этого токи высокой частоты (см. ст. “Обработка токами высокой частоты”).
Широко применяются для этого токи высокой частоты (см. ст. “Обработка токами высокой частоты”).
Два способа ковки металлов
Существует два способа ковки – свободная ковка и штамповка. Свободную ковку производят или ударом на молотах, или давлением на прессах. При свободной ковке ударом заготовку, которую нужно отковать, кладут, не закрепляя, на неподвижную подставку – наковальню, над которой вниз и вверх ходит молот – боек. Быстро опуская и поднимая молот, по предварительно нагретому металлу наносят удары. При этом металл расплющивается (кузнецы говорят – течет). Ширина и длина заготовки увеличивается, а толщина уменьшается. После того как заготовку обожмут с одной стороны, ее поворачивают на 90° и вновь куют. Такие операции совершаются до тех пор, пока металл не примет нужной формы,- поковка готова.
Приблизительно так же протекает процесс свободной ковки на прессах, только на них заготовку обрабатывают не ударом, а прессованием. Свободной ковкой на молотах и прессах можно обрабатывать заготовки любой массы – и самые маленькие, и очень крупные, до 200 т, например поковки для турбин наших гигантских электростанций. Однако таким способом невозможно изготовить детали точных размеров и форм. Поковки приходится потом обрабатывать на станках, превращая много металла в стружку. Часто бывает даже так: поковку ставят на станок при помощи крана, а деталь уже без труда снимают вручную. Для превращения поковок в детали нужных размеров и форм требуется большой парк металлорежущих станков, огромное количество инструментов.
Однако таким способом невозможно изготовить детали точных размеров и форм. Поковки приходится потом обрабатывать на станках, превращая много металла в стружку. Часто бывает даже так: поковку ставят на станок при помощи крана, а деталь уже без труда снимают вручную. Для превращения поковок в детали нужных размеров и форм требуется большой парк металлорежущих станков, огромное количество инструментов.
Индуктор для индукционного нагрева заготовок перед ковкой и штамповкой.
Штамповка под прессом. Штамп ограничивает свободное течение металла.
На штамповочных молотах можно обрабатывать огромные детали. Тут человеку на помощь приходит механический “кузнец” – манипулятор. В массовом производстве, например на автомобильных, авиационных, вагоностроительных заводах, детали не куют, а штампуют.
Штамповка по сути дела та же ковка, но здесь “течение” металла ограничено формой – штампом. Штамп состоит из двух половин. Нижняя половина закреплена на наковальне неподвижно, а верхняя прикреплена к бабе молота и перемещается вместе с ней вверх и вниз.

В последние годы машиностроители стали применять новые высокопрочные и очень дорогие материалы. Поэтому перед технологами кузнечного производства встала задача – добиться еще более точных штамповок, чтобы и по форме, и по размерам они максимально приближались к изделиям. Эта задача теперь решена, и на ряде заводов производят крупногабаритные точные штамповки.
Почему же совсем не отказаться от свободной ковки? Потому что изготовить штамп сложно и дорого: его делают из очень крепкой стали и очень точно. К штамповке прибегают в тех случаях, когда нужно изготовить достаточно большое количество одинаковых деталей. Только тогда затраты на изготовление штампов оправдываются.
Применение индукционного нагрева ТВЧ.
Ковочные машины
Свободную ковку производят паровоздушными, пневматическими молотами.
 На конце поршня – шток, к которому прикреплена тяжелая стальная баба – молот. В цилиндр, в пространство под поршнем, под высоким давлением подают пар -поршень вместе со штоком и бабой поднимается, Сильно сжатый под поршнем пар удерживает тяжелый молот в верхнем положении.
На конце поршня – шток, к которому прикреплена тяжелая стальная баба – молот. В цилиндр, в пространство под поршнем, под высоким давлением подают пар -поршень вместе со штоком и бабой поднимается, Сильно сжатый под поршнем пар удерживает тяжелый молот в верхнем положении.
Нагретую заготовку кладут на наковальню, укрепленную на чугунном или стальном основании.
Все готово. Можно начать ковку. Пар из-под поршня выпускают и нагнетают его в пространство над поршнем: баба падает и наносит удар по заготовке. Так, попеременно впуская и выпуская пар, поднимают и опускают бабу. Она ударяет по заготовке, обжимает ее. Заготовка постепенно меняет форму, металл “растекается”.
Тяжелые паровые молоты постепенно вытесняются гидравлическими прессами. Мощности их непрерывно растут. Еще недавно максимальное усилие прессов не превышало 100 МН. А сейчас на советских заводах действуют ковочные прессы с усилием в 300-400 МН и более. Фундаменты, на которые они опираются, уходят глубоко в землю -на десятки метров. Чтобы привести такие прессы в действие, требуются электродвигатели огромной мощности.
А сейчас на советских заводах действуют ковочные прессы с усилием в 300-400 МН и более. Фундаменты, на которые они опираются, уходят глубоко в землю -на десятки метров. Чтобы привести такие прессы в действие, требуются электродвигатели огромной мощности.
Штамповочные молоты мало чем отличаются от молотов для свободной ковки. Когда штамповщик нажимает педаль, баба автоматически поднимается. Часть металла при штамповке вытекает в промежуток между двумя половинками штампа, и образуется заусенец, который затем удаляют на обрезном штампе. Штампы бывают одноручъевые и многоручьевые (ручьи – это углубления в нижней, неподвижной части штампа, от формы которых зависит конфигурация детали). При работе на одноручьевом штампе заготовку, предварительно подготовленную свободной ковкой, приходится перекладывать с пресса на пресс, со штампа на штамп, пока она не примет нужной формы.
А на многоручьевом штампе всего за несколько ударов молота, перебрасывая заготовку из ручья в ручей, можно изготовить сложную деталь.
Процесс формовки металла взрывом: над формой укрепляется лист металла, а точно рассчитанном расстоянии над заготовкой подвешивается взрывчатое вещество. Взрыв происходит в воде: она равномернее распределяет взрывную волну. Взрывная волна вдавливает металл в форму. Разновидность штамповочных молотов – горизонтально-ковочные машины. Их применяют для горячей штамповки деталей из прутков: колец, втулок и т. д. У этих машин штампы обычно многоручьевые. Они состоят из матрицы и пуансона. Матрицы здесь – 2 металлических полукруга, а пуансон -крепкий стальной стержень. Смыкаясь, матрицы (двигаются они по горизонтали, отсюда и название машины) зажимают пруток и таким образом придают металлу нужную форму. В то же время укрепленный на специальном ползуне пуансон (тоже двигающийся по горизонтали) заходит в эту образованную матрицей полость, пробивает заготовку (пруток) и отрезает ее. Этим методом изготовляют, например, кольца для подшипников.
Автоматический “кузнец”
Современная кузница мало похожа на кузницы старых заводов. Пар, вода, сжатый воздух и электричество освободили человека от тяжелой работы. Человек непосредственно больше не участвует в формировании поковки или штамповки. Современный кузнец – механик при кузнечной машине или даже при автоматической линии из кузнечных машин. Такие линии, например, успешно действуют на автомобильных заводах. На них делают коленчатые валы двигателей и другие сложные детали.
Пар, вода, сжатый воздух и электричество освободили человека от тяжелой работы. Человек непосредственно больше не участвует в формировании поковки или штамповки. Современный кузнец – механик при кузнечной машине или даже при автоматической линии из кузнечных машин. Такие линии, например, успешно действуют на автомобильных заводах. На них делают коленчатые валы двигателей и другие сложные детали.
Штамповка взрывом
Поиски новых, более совершенных способов придания металлу требуемой формы привели к мысли использовать для этой цели энергию направленного взрыва, производимого в воде. Штамповка взрывом имеет большое будущее, так как ей поддаются даже самые твердые металлы. Над формой укрепляется лист металла. Между ним и формой создают вакуум. На точно рассчитанном расстоянии над листом металла подвешивается взрывчатое вещество. Затем все погружается в воду (вода равномернее распределяет взрывную волну, чем воздух). Происходит взрыв, и взрывная волна с удивительной точностью вдавливает металл в форму.
Прессование и холодная высадка
Штамповка бывает и холодной. В этом случае она называется прессованием. При прессовании из листа металла или пластмассы вырубают (вырезают) деталь, а затем придают ей в специальных штампах или при помощи гибочных станков нужную форму. Так делают различные детали – от маленьких шай-бочек до кузовов автомобилей и корпусов самолетов. Только прессы, конечно, для этих деталей используют разные: для шайбочек – чуть повыше обычной тумбочки, а для панелей автомобильного кузова – с двухэтажный дом.
Наряду с прессованием деталей из листа в машиностроении все шире применяется метод холодной высадки – детали получают на механических прессах без нагрева металлических заготовок. При этом методе ширина одной части заготовки увеличивается за счет ее высоты, и наоборот. Так из различных металлов и сплавов, а также из пластмасс делают простые шайбы, болты и т. д.
Метод холодной высадки благодаря своей экономичности все более вытесняет на машиностроительных заводах механическую обработку деталей на металлорежущих станках. Дело в том, что при холодной высадке деталей не образуется стружки, поэтому этот способ прозвали еще безотходным. Например, раньше, чтобы изготовить болт, надо было произвести 5-6 операций на различных станках: фрезерном, токарном, резьбонарезном. И каждый раз со станка свисала металлическая стружка. А теперь нажим пресса – и вылетает совершенно готовый болт.
Дело в том, что при холодной высадке деталей не образуется стружки, поэтому этот способ прозвали еще безотходным. Например, раньше, чтобы изготовить болт, надо было произвести 5-6 операций на различных станках: фрезерном, токарном, резьбонарезном. И каждый раз со станка свисала металлическая стружка. А теперь нажим пресса – и вылетает совершенно готовый болт.
Ковка и штамповка
Ковкойназывается обработка металла, находящегося в пластическом состоянии, статическим или динамическим давлением. При ковке изменяется как внешняя форма, так и структура металла. Изделие, полученное ковкой, называют поковкой. Существуют два вида ковки: свободна и в штампах.
Ковка производится либо ударным
(динамическим) воздействием на металл,
где используется энергия падающих
частей молота (механическая ковка), либо
медленным (статическим) воздействием,
где используется давление пресса.
Свободна ковка
Свободную ковку применяют в условиях серийного и мелкосерийного производства. К операциям ковки относятся вытяжка, осадка, гибка, пробивка, прошивка, рубка и т.д.
При вытяжкедлина поковки увеличивается за счет уменьшения ее поперечного сечения. Разновидностью вытяжки является протяжка, при которой заготовку кантуют после каждого удара.
Осадка – операция, обратная вытяжке. При осадке поперечное сечение поковки увеличивается за счет высоты.
Прошивка отверстий производится с помощью пробойника, называемого прошивнем. Прошивкой получают сквозное отверстие или углубление – (глухая прошивка). На рис.37приведены схемы некоторых операций свободной ковки.
Ковку выполняют на ковочных молотах или гидравлических прессах.
Молоты– машины динамического,
ударного воздействия. Продолжительность
деформации на них составляет тысячные
доли секунды. Металл деформируется за
счет энергии, накопленной подвижными
(падающими) частями молота к моменту их
соударения с заготовкой. Одним из
основных типов молотов для ковки являются паровоздушные молоты.
Металл деформируется за
счет энергии, накопленной подвижными
(падающими) частями молота к моменту их
соударения с заготовкой. Одним из
основных типов молотов для ковки являются паровоздушные молоты.
Гидравлические прессы – машины статического действия; продолжительность деформации составляет несколько секунд. Металл деформируется приложением усилия, создаваемого с помощью жидкости, подаваемой в рабочий цилиндр пресса.
Рис.38. Схемы операций ковки: а – двусторонняя прошивка, б-сквоз-
ная прошивка, в-прошивни, г-отрубка, д-топоры, е-гибка,
ж-штамповка в подкладных штампах, з-протяжка
Штамповка
Штамповкой называют ковку в стальных
формах-штампах. Производительность
штамповки в десятки раз больше, чем
свободной ковки. Кроме того, при штамповке
достигается значительно большая, чем
при свободной ковке, точность размеров
и чистота поверхности. Однако штамповка
выгодна лишь в массовом и серийном
производстве, потому что затраты на
изготовление штампового инструмента
оправдываются лишь при изготовлении
большой партии деталей. Штамповка бывает
горячей и холодной, объемной и листовой.
Однако штамповка
выгодна лишь в массовом и серийном
производстве, потому что затраты на
изготовление штампового инструмента
оправдываются лишь при изготовлении
большой партии деталей. Штамповка бывает
горячей и холодной, объемной и листовой.
Горячая объемная штамповка(ковка в штампах). Если при свободной ковке металл, теснимый бойками сверху и снизу, может свободно течь в стороны, то при штамповке течение металла ограничивается поверхностями штампа, и заготовка принимает форму его фасонной полости (ручья).
Припуск на механическую обработку при горячей объемной штамповке примерно вдвое меньше, чем при свободной ковке. Горячая штамповка производится на молотах и ковочных машинах.
Штамповка на молотах– наиболее
распространенный способ горячей
штамповки. Штамп (рис.39,а)состоит
из двух частей: верхней 1 и нижней 2.
Нижняя часть крепится на штамподержателе,
установленным на шаботе, а верхняя – в
бабе; крепление каждой части штампа
осуществляется клином и шпонкой. Места
крепления выполняют в виде “ласточкиного
хвоста”. Обе части имеют полости,
составляющие ручей, который соответствует
форме поковки.
Места
крепления выполняют в виде “ласточкиного
хвоста”. Обе части имеют полости,
составляющие ручей, который соответствует
форме поковки.
Рис.39. Штамповка заготовок зубчатых колес в одноручьевом штампе
Для штамповки заготовка нагревается до температуры ковки и помещается в нижнюю полость 2 штампа. Под действием ударов верхней части штампа металл течет и заполняет ручей. Излишек металла выдавливается из ручья в кольцевую полость и образует так называемый облой (заусенец) 3 (рис.39,б), который способствует лучшему заполнению полости штампа, препятствуя дальнейшему течению металла в полости разъема штампа. Заусенцы обрезают на прессе в специальном обрезном штампе в горячем или холодном состоянии. По количеству ручьев штампы разделяются на одноручьевые и многоручьевые.
Одноручьевые штампыприменяют для
изготовления простых изделий и для
штамповки заготовок, предварительно
подготовленных свободной ковкой. Эта
подготовка состоит в приближении формы
заготовки к форме готовой поковки.
Эта
подготовка состоит в приближении формы
заготовки к форме готовой поковки.
Многоручьевые штампы имеют заготовительные, штамповочные и отрезные ручьи. В заготовительных ручьях выполняются операции вытяжки и гибки, в штамповочных – придания заготовке окончательной формы, в отрезных отделения штамповки от прутка (катанной заготовки).
Заготовительные ручьи располагаются по краям штампа, а штамповочные в середине. На рис.40 приведен многоручьевой штамп, а также эскизы исходной заготовки, ее деформирование при выполнении последовательных переходов штамповки и готовая поковка. Заготовка поступает сначала в протяжной ручей 4, где протягивается. Затем ее деформируют в прокатном ручье 3 для утолщения на концах, далее передают в гибочный ручей 1, после чего ее штампуют сначала в предварительном ручье 2, а потом в окончательном ручье 5.
Рис.40. Многоручьвой штамп
В последние годы распространяется безоблойная штамповкав закрытых
штампах. При этом достигается значительная
экономия металла, отпадает надобность
в обрезных прессах и штампах, а также в
обрезке облоя и повышаются механические
свойства поковок. Для горячей штамповки
применяют кривошипные прессы, фрикционные
и паровоздушные молоты.
При этом достигается значительная
экономия металла, отпадает надобность
в обрезных прессах и штампах, а также в
обрезке облоя и повышаются механические
свойства поковок. Для горячей штамповки
применяют кривошипные прессы, фрикционные
и паровоздушные молоты.
Штамповка на горизонтально-ковочных машинах (ГКМ). В отличие от молотов у ковочных машин ползун движется горизонтально, поэтому эти машины называют горизонтально-ковочными. Такие машины применяют для изготовления поковок, имеющих форму полых или сплошных стержней с утолщением (болтов, заклепок и т.п.), а также для изготовления поковок кольцеобразной формы (втулок, гаек, колец).
Эти машины имеют высокую производительность, обеспечивают получение большой точности, чем при штамповке на молотах, и почти не дают отходов.
Рис.41.Схема штамповки кольца на ГКМ
Штамповка на ГКМ обычно сводится к
выполнению операции высадки нагретой
прокатанной заготовки. Штамп имеет два
ручья. В первом ручье проводится высадка
для получения наружного контура кольца
(рис.41,а), во
втором ручье (рис.41,б)
пуансонП прошивает и выталкивает
заготовку. Давление, развиваемое ГКМ,
колеблется от 500 до 3000 кН.
Штамп имеет два
ручья. В первом ручье проводится высадка
для получения наружного контура кольца
(рис.41,а), во
втором ручье (рис.41,б)
пуансонП прошивает и выталкивает
заготовку. Давление, развиваемое ГКМ,
колеблется от 500 до 3000 кН.
Рис.42. Схема вырубки листового материала
Холодная листовая штамповкаприменяется для изделий из листовой стали, алюминия и его сплавов, меди, латуни и др. Простая штамповка сводится к вырезке, вытяжке и гибке. Сложная штамповка представляет собой сочетание перечисленных операций.
Вырубкуприменяют для изготовления из листа плоских деталей; форма контура может быть любой: круг, квадрат и т.д. Этим методом могут также пробиваться отверстия. У штампа для вырубки имеются две основные части (рис.42): матрица 4 и пуансон 1.
При движении вниз пуансон 1 острыми
краями рабочего контура срезает часть
заготовки. При обратном движении –
остаток заготовки 3 упирается в съемник
2 и снимается с пуансона.
При обратном движении –
остаток заготовки 3 упирается в съемник
2 и снимается с пуансона.
Вытяжкойполучают полые изделия из листовой заготовки. Заготовку диаметромD кладут в выточку матрицы (рис.43,а) и вытягивают пуансоном в стакан (рис.43,б). Чтобы не срезать заготовку, края пуансона скругляют.
Рис.43. Схема вытяжки из листовой заготовки
Если зазор амежду матрицей и пуансоном равен толщине заготовки, то толщина стенок изделия остается такой же; если же этот зазор меньше, то стенки становятся тоньше. Для местного изменения формы, например для получения ребер жесткости, заготовку дополнительно формуют в штампах.
Холодную штамповку производят механическими кривошипными, гидравлическими или фрикционными прессами.
Чтобы снять наклеп, некоторые изделия
отжигают. Если штампуют в несколько
переходов с большой деформацией, то
отжигают многократно.
Ковка и штамповка изделий из металла в Ногинске
Отвечая на распространенный вопрос, что предпочтительнее – литье или штамповка, мы не можем не коснуться стоимости черновых деталей, полученных этими способами. Металлообрабатывающее оборудование, применяемое для изготовления деталей по чертежам отливкой, имеет более высокую цену, занимает больше места и отличается на порядок большим потреблением энергии.
К тому же полученные отливкой детали не могут равняться со штампованными заготовками конструктивной сложностью, в то время как уровень их производственного брака заметно выше. Иными словами, штамповка дешевле и качественнее, а значит, конечный продукт, полученный из штампованной детали, будет иметь меньшую стоимость и превосходящую конкурентоспособность в условиях рынка.
Что касается литья, то его тоже нельзя списывать со счетов, ведь именно литые заготовки простого сечения используются для дальнейшей объемной (горячей) штамповки. Поэтому современное металлообрабатывающее предприятие, которое стремится к расширению своих производственных возможностей, должно иметь оба вида оборудования: и литейное, и штамповочное.
Поэтому современное металлообрабатывающее предприятие, которое стремится к расширению своих производственных возможностей, должно иметь оба вида оборудования: и литейное, и штамповочное.
Сравнение технологий ковки и горячей штамповки
|
Сравнивать ковку и штамповку немного не корректно, поскольку эти технологии металлообработки деталей имеют различные показатели эффективности. Ковка, даже механизированная, намного медленнее, к тому же она не позволяет получать серийные изделия. Все выкованные детали отличаются между собой, хотя это далеко не всегда бросается в глаза. Именно поэтому ковка не применяется там, где точность и идентичность являются обязательными параметрами заказа. |
|
|
Главные отличия, которыми характеризуются ковка и штамповка, связаны с технологией непосредственной обработки металла. Ковка предполагает постепенное местное воздействие, в то время как штамповка производится мгновенной пластической деформацией всей заложенной в штамп заготовки. |
|
|
Понятно, что для промышленного применения, стремящегося к получению максимального количества изделий с минимальными затратами труда, штамповка более предпочтительна. Ковка тоже остается востребованной, но ее сфера применения не столь велика и по большей части ограничивается декоративно-оформительской областью (кованые ворота, решетки, ограды). |
 В результате штамповка выполняется за один ход пресса, а при ковке количество ходов гидравлического молота не ограничено.
В результате штамповка выполняется за один ход пресса, а при ковке количество ходов гидравлического молота не ограничено.Услуги металлообработки на Богородском заводе
Богородский завод по обработке цветных и черных металлов осуществляются ковка и штамповка. Наши производственные мощности не только эффективны в плане выпуска изделий большой серийности, но и технологически разнообразны, что позволяет нам изготавливать уникальные изделия и сборочные единицы повышенной конструктивной сложности.
Время, затрачиваемое на осуществление тех или иных технологических операций, сведено к наименьшим значениям, благодаря чему нам удается обслуживать большое количество клиентов. Качество металлообработки от этого не страдает, контролируясь на всех этапах производства. Это значит, что, обратившись на Богородский завод, вы получите свой заказ в минимальные сроки, но с высочайшим качеством!
Чтобы воспользоваться услугами Богородского завода по обработке цветных и черных металлов, свяжитесь с нами по телефонам:
- +7 (495) 777-60-40
- +7 (495) 540-56-81
Не откладывайте – звоните прямо сейчас, и уже завтра, согласовав условия, мы начнем наше взаимовыгодное сотрудничество!
Изготовление поковок и штамповок: особенности технологии
Ковка и горячая штамповка – одно из трёх основных направлений обработки давлением штучных заготовок из металлов и сплавов. Ввиду того, что способность металла к деформированию существенно возрастает с повышением температуры, методами горячей обработки давлением можно изготавливать изделия сколь угодно сложных форм, причём даже из сталей со сравнительно низкой пластичностью (например, высоколегированных). Более того, некоторые сплавы обрабатываются давлением исключительно при горячем состоянии.
Ввиду того, что способность металла к деформированию существенно возрастает с повышением температуры, методами горячей обработки давлением можно изготавливать изделия сколь угодно сложных форм, причём даже из сталей со сравнительно низкой пластичностью (например, высоколегированных). Более того, некоторые сплавы обрабатываются давлением исключительно при горячем состоянии.
- Область распространения операций горячей обработки давлением и её виды
- Ковка металла
- Горячая штамповка
Область распространения операций горячей обработки давлением и её виды
Изготовление поковок и штамповок горячей деформацией определяется температурой, при которой деформируемый металл перестаёт упрочняться. Упрочнение проявляет себя как постоянно растущие значения предела пластичности. Как следствие, к металлу приходится прилагать всё большее усилие, что негативно сказывается на расходе энергии деформирующими машинами. При горячей обработке давлением возрастает подвижность зерен макроструктуры, а их перемещение становится более легким. Поэтому удельные усилия заметно снижаются, поэтому становится возможным формоизменять сталь с высокими степенями деформации, не опасаясь при этом разрушения заготовки.
Поэтому удельные усилия заметно снижаются, поэтому становится возможным формоизменять сталь с высокими степенями деформации, не опасаясь при этом разрушения заготовки.
Ковка и штамповка – основные виды горячей обработки давлением. Соответственно производственное оборудование в первом случае называют ковочным, а во втором – ковочно-штамповочным.
Неконтролируемость теплового расширения металла при горячей обработке давлением в большинстве случаев не даёт возможности изготавливать изделия без допусков и припусков. Поэтому поковки, штамповки – заготовки, которые далее подлежат механической доработке по контуру, сверлению отверстий, изготовлению пазов или галтельных канавок.
Таким образом, под ковкой и штамповкой понимают технологию горячей обработки металлов давлением, которую производят при температурах конца аустенитного превращения. Для низкоуглеродистых и нелегированных сталей – это диапазон температур 1050…12000С, а для высокоуглеродистых и легированных – 850…9500С.
Ковка металла
При ковке течение металла под действием деформирующего инструмента ничем не ограничивается, поскольку формоизменение происходит нажатием гладких бойков по поверхности заготовки. Усилие деформации при этом наименьшее, однако и возможности для точного деформирования металла минимальны: пластическое течение всегда происходит в направлении наименьшего сопротивления, т.е., в зазор между бойками. Поэтому ковка является чисто заготовительной операцией и выполняется в следующих случае:
- Для предварительного перераспределения металла в слитке или в катаной штучной заготовке;
- Для дробления зерен заготовки после её термообработки.
Основные операции ковки:
- Осадка (уменьшение высоты заготовки при соответствующем увеличении ее диаметра).
- Протяжка (увеличение длины заготовки при уменьшении ее высоты).
- Прошивка закрытая и открытая – получение глухих или сквозных отверстий.
- Кручение – винтообразное изменение продольной оси заготовки.

- Рубка – разделение заготовки на несколько частей.

Ковку проводят на паровоздушных ковочных молотах, а для деформирования особо крупных поковок (например, коленчатых валов) используют парогидравлические ковочные прессы. Заготовку, прошедшую переходы ковки, называют поковкой.
Горячая штамповка
При горячей штамповке (она, кстати, бывает как объёмной, так и листовой: последняя применяется для трудно деформируемых сталей, которые поставляются как толстолистовой прокат толщиной более 15…20 мм) течение металла под действием рабочего усилия ограничивается формой полости рабочего инструмента – штампа. Иногда готовое изделие после такого формоизменения так и называют – «штамповка», но практически более распространён термин «поковка», поскольку изначально уже известно, ковкой или штамповкой обрабатывается металл.
Штамп представляет собой сложный инструмент, состоящий из двух половинок – подвижной и неподвижной. При этом подвижная часть штампа прикрепляется к ползуну пресса или к бабе паровоздушного штамповочного молота, а неподвижная размещается на столе горячештамповочного оборудования.
Наличие боковых стенок штампа повышает усилие деформирования из-за появления сил трения. Однако готовые штамповки отличаются значительно более высокой размерной точностью, поэтому допуски при этом намного меньше. Кроме того, наличие современного горячештамповочного оборудования – горячештамповочных автоматов, винтовых и кривошипных прессов – позволяет минимизировать также припуски на механическую обработку. Штампованная поковка в ряде случаев подлежит только очистке от окалины.
Таким образом, поковка, штамповка – отличия между ними заключаются в степени точности конечного изделия, и в его форме.
Последовательность проведения технологических процессов горячей штамповки:
- Нагрев заготовки пламенными иди электрическими печами.
- Собственно деформирование (основными схемами течения металла являются осадка и выдавливание).
- Обрезка облоя – технологического остатка, наличие которого обеспечивает заполнение трудно заполняемых полостей штампа.
- Правка-калибровка, в результате чего выравнивается продольная ось изделия, изогнутая возникшими при деформировании термическими напряжениями.

Итак, поковка, штамповка – разница между ними состоит в том, что поковка после деформирования всегда подвергается последующей обработке, в то время как штамповка уже имеет форму, приближающуюся к форме конечной детали.
Ковка и штамповка металла – Энциклопедия по машиностроению XXL
Ковка и штамповка металлов, как известно, позволяют осуществить широкую механизацию и автоматизацию процессов, значительно снизить трудоемкость работ и стоимость продукции. Однако, несмотря на эти несомненные преимущества, удельный вес названных способов обработки металлов возрастает очень медленно и главным образом не вследствие интенсификации рабочего процесса, а за счет увеличения парка оборудования. В чем причина этого — В большой трудоемкости изготовления штампов и малом сроке их службы. [c.44]
[c.44]
КОВКА И ШТАМПОВКА МЕТАЛЛА [c.272]
В кузнечно-прессовом производстве различают свободную ковку и штамповку металла. [c.272]
Ковка и штамповка. При ковке деформирование металла заготовки осуществляется путем целенаправленно наносимых ударов или нажатий. В зависимости от используемого оборудования ковка делится на свободную и ковку в штампах (штамповку). [c.64]
Третий путь технологического энергосбережения связан с умелым подбором сырья и энергоносителей, применением катализаторов и тщательным введением технологических режимов. Так, использование в доменных печах горячих продуктов конверсии природного газа позволит снизить расход энергии на выплавку чугуна приблизительно на 30%. Увеличение содержания полезных компонентов в шихте снижает энергоемкость металлургического производства на 7 —10%, что намного перекрывает дополнительные энергозатраты на обогащение руды.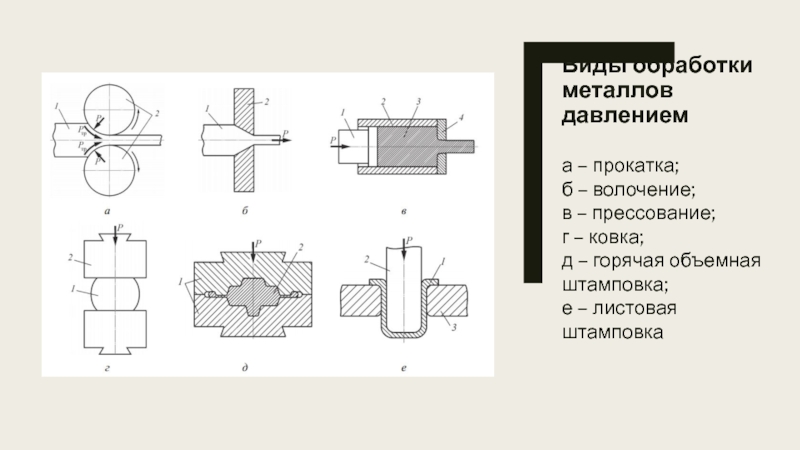 Автоматизация режима работы печей нагрева металла под ковку и штамповку с усовершенствованием конструкций горелок и повышением их теплоизоляции снижает расход энергии на 30—50%.
[c.52]
Автоматизация режима работы печей нагрева металла под ковку и штамповку с усовершенствованием конструкций горелок и повышением их теплоизоляции снижает расход энергии на 30—50%.
[c.52]
Объясняется это прежде всего тем, что дробный вид нагружения — наиболее сложный и наиболее интересный вид нагружения, а также тем, что надежные экспериментальные данные и корректная методология их применения крайне необходимы для расчета многих процессов обработки металлов давлением (реверсивная, непрерывная и планетарная прокатка, ковка и штамповка). [c.31]
В последнее время термическую обработку и нагревание при ковке и штамповке проводят в атмосфере инертных газов (аргон, гелий), смеси азота с водородом и вакууме. При нагревании в перечисленных средах резко уменьшается глубина разрушения, что позволяет значительно снизить глубину механической обработки, существенно сократить расход ценного металла и обеспечить точную штамповку деталей.
[c. 88]
88]
Теория обработки металлов в СССР развивается по двум тесно связанным направлениям, а именно — изучения механики процессов ковки и штамповки и изучения физико-химических явлений, сопровождающих эти процессы. Достигнутые при этом значительные успехи позволили советской науке занять одно из первых мест в этой области. [c.113]
Цу кер ма н М. Т., ынж., Пути повышения производительности технологических процессов ковки и штамповки. Скоростные методы обработки металлов, Машгиз, 1949. [c.688]
При изготовлении литых, кованых и других видов заготовок требуется дальнейшее исследование факторов, влияющих на получение стабильной структуры при отсутствии остаточных напряжений, а также обеспечивающих требуемые физикомеханические свойства металла. В связи с этим необходимо решить вопросы установления и обеспечения заданных температурных режимов при литье, ковке и штамповке, а также совершенствовать методы снятия напряжений, возникающих в процессе производства. [c.4]
[c.4]
Другим способом производства заготовок является ковка и штамповка. Поковки могут быть получены ковкой в подкладных штампах, штамповкой в закрепленных штампах и специальными методами. Значительная экономия металла при изготовлении некоторых деталей достигается при применении совмещенной штамповки и использовании отходов. Если от детали не требуется мелкозернистая структура, а механические свойства удовлетворяют требованиям независимо от температуры окончания штамповки, то заканчивать штамповку следует при повышенной температуре. Для деталей, например, из углеродистой стали эти требования позволяют повысить производительность труда на 10—15%, сократить машинное время на 25— 30%, повысить стойкость штампов и облегчить заполнение ручья. [c.351]
По данным Центрального Статистического Управления за 1958 г. при металлообработке в среднем по стране образуется 23% отходов от общего количества расхода черных металлов. Около 40% металла перерабатывается в литейных цехах, 20% путем ковки и штамповки и около 40 % идет на изготовление деталей непосредственно из проката. Прогрессивные методы литья и обработки давлением занимают в литейном и кузнечно-штамповочном производстве весьма небольшую долю.
[c.191]
Около 40% металла перерабатывается в литейных цехах, 20% путем ковки и штамповки и около 40 % идет на изготовление деталей непосредственно из проката. Прогрессивные методы литья и обработки давлением занимают в литейном и кузнечно-штамповочном производстве весьма небольшую долю.
[c.191]
Сталь марок 35 и 40 назначается для изделий, несущих более значительную нагрузку и изготовляемых либо ковкой и штамповкой, либо обработкой на станках катаного и отожжённого металла, в последнем состоянии сталь этих марок относительно хорошо обрабатывается. Мелкозернистая сталь марки 35 нашла широкое применение в США [28] для изготовления проволоки и прутков, предназначенных для холодной высадки. [c.373]
Основное назначение Ковка и штамповка в горячем состоянии изготовление деталей на металла-режущих станках [c.548]
Повышение главных напряжений при обработке ковкой и штамповкой возможно только путём создания бокового давления металла на жёсткие степки инструмента. Примером
[c.278]
Примером
[c.278]
Наличие связи напряжённого состояния с пластичностью металла позволяет классифицировать существующие методы ковки и штамповки на пять групп, характеризуемых величиной главных сжимающих напряжений, сопротивлением деформированию и пластичностью (табл. 11) [10]. [c.279]
Испытание на удар изгибом в отношении оценки пластического состояния металла при обработке ковкой и штамповкой является достаточно точным методом испытания, так как при обработке [c.289]
Металл низкой температуропроводности, чувствительный к нагреву, обычно нагревают в методических печах. Температуру в конце печи — в месте посадки — устанавливают значительно ниже начальной температуры ковки и штамповки для стали средней чувствительности — 700—850° С, а для особо чувствительной стали —450—650° С. Длина подогревательной камеры печи выполняется так, чтобы время пребывания в ней заготовок составляло [c.295]
Нагрев металла под ковку и штамповку
[c. 74]
74]
Нагрев металла под ковку и штамповку без учёта термообработки поковок. ……………. [c.77]
Основная задача технологии ковки и штамповки состоит в изготовлении кованых и штампованных деталей на принципе оптимального формообразования, минимального расхода энергии и высоких технико-экономических -показателей. Теория обработки металлов давлением как научное отображение технологии должна раскрывать закономерности формообразования поковки при пластической обработке и намечать пути оптимизации этого… [c.78]
Современная теория обработки металлов давлением но существу не подошла к конкретизации предмета изучения и далека от состояния, которое можно было бы назвать научной основой технологии ковки и штамповки… [c.79]
Перед ковкой и штамповкой исходный металл (слитки, прутки и др.) готовят к обработке — производят зачистку металла, разрезают на части, выбирают температурный режим и тип нагревательного устройства. [c.134]
[c.134]
Штамповка из жидкого металла в отличие от процессов обработки металлов давлением (ковки и Штамповки) обеспечивает получение деталей, однородных по своей структуре с изотропными свойствами и высокими механическими, физико-химическими и пластическими свойствами, не уступающими металлу кованых и штампованных изделий и более высокими свойствами в тангенциальном и радиальном направлениях. [c.257]
Якоря [изготовление ковкой и штамповкой В 21 К 1/74 наземные для крепления летательных аппаратов В 64 F 1/16 В 63 В якорные устройства для буев и бакенов 22/(02-14))] Якорные кабестаны В 66 D 1/72 Ярлыки изготовление бумажных ярлыков В 31 D 1/02 В 65 крепление В 29/04, С 7/00 устройства для выдачи С 11/(00-06))) Ярусные литейные формы В 22 С 9/20 Ячеистые ручных инструментов 3/02) В 25 Н в устройствах для переливания жидкостей из складских резервуаров в перевозочные средства В 67 D 5/64] [c.
 223]
223]Наиболее старыми способами обработки металлов давлением являются ковка и волочение. Все технологические операции сначала совершались вручную. Эти способы обработки металлов получили дальнейшее развитие после применения в качестве двигателей молотов и волочильных станов энергии падающей воды (водяные колеса, XVI—XVII вв.). Позже (XIX в.) изобрели и построили паровые, пневматические, фрикционные молоты и прессы, при этом совершенствовалась технология ковки и штамповки металлов. [c.6]
Дефекты при обработке металлов давлением возникают в процессе прокатки, волочения, прессования, ковки и штамповки металлов в виде усадочных и газовых раковин, рыхлот, ликваций, трещин, расслоений, волосовин, флокенов, неметаллических включений (являются следствием некачественного исходного материала) заусенцев, сдвигов одной части профиля по отношению к другой, рисок от задиров на валках прокатного стана, плен, закатов, зажимов, утонений и разрывов (дефекты производства). Флокены — дефекты внутреннего строения стали в виде серебристо-белых пятен (в изломе) или волосовин (на протрав.ченных шлифах) — встречаются главным образом в катаных или кованых изделиях и обусловлены повышенным содержанием водорода.
[c.537]
Флокены — дефекты внутреннего строения стали в виде серебристо-белых пятен (в изломе) или волосовин (на протрав.ченных шлифах) — встречаются главным образом в катаных или кованых изделиях и обусловлены повышенным содержанием водорода.
[c.537]
Индукционный нагрев. В военные и особенно в пос.левоенные годы широкое распространение в машиностроении п прежде всего в автомобильной и тракторной промышленности получила поверхностная закалка токами высокой частоты (твч). Успешному внедрению этого метода способствовали работы В. П. Вологдина, Г. И. Бабата и М. Г. Лозинского. С помощью индукционного нагрева твч оказалось возможным производить сквозной нагрев металлов под ковку и штамповку. [c.124]
В наше время разработаны новые металлургические процессы, поз1воляющие хорошо раскислять сталь, вести плавку в вакууме и т. д. Это резко сокращает число я размеры газовых пустот в литом металле, а непрерывная разливка жидкой стали позволяет получить литую болванку без усадочных раковин. В то же время прогресс в области термообработки обеспечивает возможность получения любой структуры металла. Все это. значительно сокращает область применения ковки и штамповки в современном производстве, уступающем свое место процессам отливки жидкой стали в формы с соблюдением необходимых условий ее остывания.
[c.82]
В то же время прогресс в области термообработки обеспечивает возможность получения любой структуры металла. Все это. значительно сокращает область применения ковки и штамповки в современном производстве, уступающем свое место процессам отливки жидкой стали в формы с соблюдением необходимых условий ее остывания.
[c.82]
Намеченное первым пятилетним планом развитие старых производств и организация новых отраслей промышленности — авиационной, автомобильной, сельскохозяйственного машиностроения и других — укрепили и стимулировали развитие технологии ковки и штамповки в металлообрабатывающей промышленности. Номенклатура материалов, обрабатываемых в кузнечных цехах, стала расширяться, главным образом за счет внедрения новых марок конструкционной хромоникелевой стали для производства деталей авиационных двигателей. Наметившийся переход от деревянной конструкции самолетов к металлической выдвинул проблему обеспечения производства самолетов соответствующим металлом. Примерно в 1922 г. появился впервые выпущенный Кольчугинским заводом новый легкий силав на алюминиевой основе — дуралюмин, обрабатываемый давлением. Первые попытки освоения дуралюмина для горячей ковки и штамповки начались в 192G г., а опробование ковки и штамповки простых деталей в заводских условиях — в 1928 г. В 1926 г. появился новый более легкий магниевый сплав, обрабатываемый давлением.
[c.106]
появился впервые выпущенный Кольчугинским заводом новый легкий силав на алюминиевой основе — дуралюмин, обрабатываемый давлением. Первые попытки освоения дуралюмина для горячей ковки и штамповки начались в 192G г., а опробование ковки и штамповки простых деталей в заводских условиях — в 1928 г. В 1926 г. появился новый более легкий магниевый сплав, обрабатываемый давлением.
[c.106]
Технология ковки и штамповки до 1945 г. в связи с расширением номенклатуры изготавливаемых поковок, повышением точности штамповки, приближением формы поковок к готовым деталям, экономией металла и другими требованиями производства претерпела значительные сдвиги. Ранее применяемая свободная ковка вагонных осей под ковочными паровыми молотами заменялась на одном из заводов штамповкой в трехручьевых штампах на гидравлических прессах с поминальным усилием 600 т. Изменилась свободная молотовая ковка паровозных осей. На одном из заводов ковка осей стала производиться на гидравлических прессах с номинальными усилиями 800 и 1000 т с применением манипулятора подъемной силой 3—5 т. [c.109]
[c.109]
Развитие атомной, реактивной и ракетной техники, приборостроения и повышение рабочих параметров машин — усилий, напряжений, скоростей, давлений, температур — весьма сильно стимулировало развитие ковки и штамповки в послевоенный период. Главнейшая задача кузнечно-штамповочного производства состояла в разработке новых технологических ироцес-сов обработки давлением жаропрочных сплавов, новых более сложных высокопрочных сплавов на основе тугоплавких металлов. Так, в 1945 г. был впервые изготовлен жаропрочный сплав (на железной основе) отечественной марки ЭИ-388. [c.110]
Соответствует реальным условиям ковки и штамповки. На од- юм образце получают большую непрерывную гамму степеней деформации. Визуального обнаружения момента появления первой трещины не требуется. После испытаний металл используется для других исследонаний [c.27]
Рост производительности труда в социалистическом машиностроении, как и во всём народном хозяйстве СССР, происходит в результате всестороннего и непрерывного технического прогресса и творческого освоения техники кадрами рабочих и производствешш-технической интеллигенции на основе широкого развития социалистических форм труда (подробно см.
 гл. V настоящего тома). Исключительно важное значение для поднятия производительности труда имеет механизация и автоматизация производства, интенсификация технологических режимов, применение электротермии и других передовых технологических процессов. В литейных цехах наиболее распространёнными высокопроизводительными процессами являются машинная формовка, литьё в постоянные формы, центробежное литьё, гидроочистка и т. д. В кузнечном производстве всё более широкое применение получает горячая и холодная штамповки значительный эффект даёт внедрение электронагрева заготовок для ковки и штамповки. В сварочных цехах значительное увеличение производительности по сравнению с ручной дуговой сваркой достигается автоматической электросваркой под слоем флюса, здесь же широко применяется высокопроизводительная контактная сварка и т. п. В термических цехах существенные результаты дают механизация и автоматизация основных термических процессов, в частности, применение индукционной закалки токами высокой частоты.
гл. V настоящего тома). Исключительно важное значение для поднятия производительности труда имеет механизация и автоматизация производства, интенсификация технологических режимов, применение электротермии и других передовых технологических процессов. В литейных цехах наиболее распространёнными высокопроизводительными процессами являются машинная формовка, литьё в постоянные формы, центробежное литьё, гидроочистка и т. д. В кузнечном производстве всё более широкое применение получает горячая и холодная штамповки значительный эффект даёт внедрение электронагрева заготовок для ковки и штамповки. В сварочных цехах значительное увеличение производительности по сравнению с ручной дуговой сваркой достигается автоматической электросваркой под слоем флюса, здесь же широко применяется высокопроизводительная контактная сварка и т. п. В термических цехах существенные результаты дают механизация и автоматизация основных термических процессов, в частности, применение индукционной закалки токами высокой частоты. В механических цехах исключительно важную роль приобретают внедрение скоростного резания металлов, автоматизация отдельных операций и целых станочных линий.
[c.12]
В механических цехах исключительно важную роль приобретают внедрение скоростного резания металлов, автоматизация отдельных операций и целых станочных линий.
[c.12]После окончания МВТУ инженер А. И. Зимин некоторое время руководил работами в механической лаборатории и кузнечной мастерской МВТУ. В 1924 г. проф. Н. Ф. Чарновский поручил ему вести занятия по проектированию кузниц, а в 1925—1926 гг. — курс ковки и штамповки. По атому курсу А. И. Зимин с 1924 г. вел практику в Горной академии, где А. И. Котельников читал курс горячей обработки металлов. [c.22]
Ликвидировав последствия первой мировой и гражданской войн и иностранной интервенции, наша страна твер о встала на нуть планового сощталистического строительства. МВТУ, не прерывавшее подготовки специалистов в наиболее тяжелые годы (1918—1920), весьма активно реагировало на развертывающуюся перестройку промышленности и высшего образования, на их качественные сдвиги. Ясным становилось и то, что развитие промышленности потребует большого количества специалистов и в области кузнечного производства. В этой связи в МВТУ уже в 1920 г. велась подготовка инженеров по отдельным технологическим специализациям, включаю-1ЦИМ обработку металлов давлением (ковка и штамповка). Как видим, в училище впервые в нашей стране произошла дифференциация старой общей специальности механической технологии металлов, основанной еще в 1893 г. профессором А. П. Гавриленко. Сложившиеся новые условия развития промышленности и вызванные ими изменения в процессе подготовки студентов в МВТУ заставили подумать о необходимости организации кузнечной экспериментальной базы, где, с одной стороны, велись бы научные исследования по запросам промышленности, с другой — лабораторные работы со студентами.
[c.28]
В этой связи в МВТУ уже в 1920 г. велась подготовка инженеров по отдельным технологическим специализациям, включаю-1ЦИМ обработку металлов давлением (ковка и штамповка). Как видим, в училище впервые в нашей стране произошла дифференциация старой общей специальности механической технологии металлов, основанной еще в 1893 г. профессором А. П. Гавриленко. Сложившиеся новые условия развития промышленности и вызванные ими изменения в процессе подготовки студентов в МВТУ заставили подумать о необходимости организации кузнечной экспериментальной базы, где, с одной стороны, велись бы научные исследования по запросам промышленности, с другой — лабораторные работы со студентами.
[c.28]
Необходимость поиска оптимума кузнечной машины как орудия производства, высказанная А. И. Зиминым, потребовала детального анализа технологических процессов ковки и штамповки. Сейчас во всех диссертациях технологического профиля, — подчеркивал А. И. Зимин, — обращают внимание на напряженное и деформированное состояние. А на формоизменение не обращаем внимание. Не рассматриваем внутреннее строение поковок. Значит, чтобы сдвинуть это дело, надо от изучения напряженного и деформированного состояния поковок перейти к изучению законов их формоизменения. В кузнечном производстве большие отходы металла. А в стране стальной голод. Чтобы отходов не было, нужны оптимальные формы предварительно подготовленной заготовки. В кузнечные цехи поступают трудподеформируемые металлы и сплавы, требуются крупногабаритные поковки. Они требуют разных скоростей и характера деформирования. При разработке кузнечных машин нельзя отстраняться от самой поковки. Магниевые сплавы не терпят при ковке больших скоростей, а другие сплавы, наоборот, хорошо их воспринимают. Значит, говорит природа самой поковки.
[c.80]
А на формоизменение не обращаем внимание. Не рассматриваем внутреннее строение поковок. Значит, чтобы сдвинуть это дело, надо от изучения напряженного и деформированного состояния поковок перейти к изучению законов их формоизменения. В кузнечном производстве большие отходы металла. А в стране стальной голод. Чтобы отходов не было, нужны оптимальные формы предварительно подготовленной заготовки. В кузнечные цехи поступают трудподеформируемые металлы и сплавы, требуются крупногабаритные поковки. Они требуют разных скоростей и характера деформирования. При разработке кузнечных машин нельзя отстраняться от самой поковки. Магниевые сплавы не терпят при ковке больших скоростей, а другие сплавы, наоборот, хорошо их воспринимают. Значит, говорит природа самой поковки.
[c.80]
Метод характеристик для обработки металлов давлением был применен и развит А. Д. Томленовым [33] и Л. А. Шофманом [40] для ковки и штамповки, В. Ф. Катковым [5] для вытяжки листовых металлов. Недостаток этого метода заключается в трудности решения задач с учетом воздействия сил трения. [c.204]
[c.204]
Горячая ковка и штамповка – Энциклопедия по машиностроению XXL
из “Технология изготовления измерительных инструментов и приборов ”
ВытяЛ Ску применяют. для получения заготовки с меньшей площадью сечения, чем исходный. материал. [c.64]При ударе молота площадь поперечного сечения уменьшается за счет удлинения заготовки, при э1ом происходит увеличение ширины заготовки. Для того, чтобы по тучить прямоугольную поковку требуемого сечения, в процессе ковки ее поворачивают на 90 (кантуют). [c.64]
Осадку применяют для получе-ния заготовки с большей площадью поперечного сечения, чем исходный материал. При изготовлении поковки путем осадки длина заготовки не. должна превышать ее диам гтра более чем в 2,5—3 раза, чтобы при осадке не происходило продольного изгиба. [c.64]
Прошивку производят для получения в заготовке отверстия требуемого диаметра.
 Перед прошивкой заготовку обычно осалчивеют.
[c.64]
Перед прошивкой заготовку обычно осалчивеют.
[c.64]
Рубку заготовок производят прн помощи кузнечного зубила или топора (для крупных заготовок). При кузнечной рубке нельзя получить ровного торца, перпендикулярного оси заготовки. [c.65]
Раздачу на оправке применяют при ковке крупных колец. В заготовке сначала прошивают отверстие и затем производят раздачу иа оправке. При раздаче на оправке происходит увеличение диаметра за счет уменьшения толщины стенок. Диаметр оправки берется меньше диаметра отверстия, концы оправки опираются на подставку. [c.65]
При нагревании заготовок в процессе ковки происходит угар металла. На поверхности заготовки образуется окалина. Величина угара обычно составляет 1,5—2% от веса нагреваемого металла за один нагрев. [c.65]
При изготовлении заготовок из инструментальной стали следует учитывать, что в процессе ковки происходит обезуглероживание поверхностного слоя.
 [c.65]
[c.65]
Свободную ковку крупных поковок производят на гидравлических прессах. Процесс ковки на прессе отличается от ковки на молоте. Пресс работает статически — медленным нажидюм иголот работает динамически — ударом. [c.65]
Припуски на механическую обработку после свободной ковки назначают в зависимости от размеров и сложности поковки. Для поковок, изготовляемых из конструкционной стали, припуск берется меньше, чем для поковок, изготовляемых из инструментальной стали. [c.65]
Припуски на механическую обработку поковок после свободной ковки приведены в табл. 14. [c.65]
Открытым и штампами называются такие, в которых по линии разъема делается зазор для выхода излишнего металла и при штамповке получается облой по контуру детали. Обрезку облоя обычно производят в холодном виде на эксцентриковых прессах в специальных штампах. [c.66]
При штамповке в открытых штампах не требуется точно выдерживать вес заготовки под штамповку и имеется возможность производить штамповку из прутка.
 [c.66]
[c.66]
Закрытыми штампами называются такие штампы, в которых нет зазора и канавки для выхода излишнего металла. Штамповку в закрытых штампах производят из заранее изготовленных заготовок, вес которых необходимо точно выдерживать. В закрытых штампах производить штамповку из прутка не представляется возможным. [c.66]
Точность штамповки в закрытых штампах выше, чем в открытых штампах. Закрытые штампы применяют преимущественно при штамповке деталей из цветных металлов. [c.66]
Для того, чтобы после штамповки деталь можно было вынуть из штампа, в штампах предусматриваются штамповочные уклоны. Для наружных поверхностей детали штамповочный уклон делается 6—10°, для внутренних поверхностей—8—12°. Если поверхности детали после горячей штамповки не обрабатываются, то уклоны предусматриваются в конструкции детали. Если поверхности подлежат механической обработке, то наличие уклонов предусматривается при назначении припусков на обработку.
 [c.66]
[c.66]
Вернуться к основной статье
Что такое ковка металла
Ковка металла – виды, основы и приемы технологии
Что в себя включает технология ковки металла, какое оборудование и приемы используются в самом старом виде металлообработки? Об этом далее.
Ковка металла, наряду с литьем, самая древняя технология по обработке материалов. Причем производить изделия таким способом человечество начало еще задолго до появления железа и стали. Первые кузнецы работали около 5-6 тысяч лет назад. Со временем технология лишь совершенствовалась и дополнялась новыми приемами. Сегодня ни одно производство не обходиться без обработки металла ковкой.
Что в себя включает технология ковки, какое оборудование и приемы используются в самом старом виде металлообработки?
Понятие ковки металла
Говоря простым языком, ковка — обработка металла, нагретого до ковочной температуры. Принцип технологии построен на физических свойствах любого материала, имеющего температуру плавления. Но прежде, чем будет достигнут этот порог, структура вещества станет более мягкой.
Принцип технологии построен на физических свойствах любого материала, имеющего температуру плавления. Но прежде, чем будет достигнут этот порог, структура вещества станет более мягкой.
Каждый металл имеет свою температуру, при достижении которой он становиться более мягким, а, значит, и более податливым для обработки путем ковки.
Однако, существует также технология металлообработки, когда заготовку не нагревают, а куют холодной. Такой прием позволяет получить не менее прочные изделия, без нагревания заготовка прессуется и изгибается.В таблице указаны пределы температур, при которых тот или иной металл можно ковать.
Виды кузнечной обработки
Существуют основные виды ковки металла:
- Свободная.
- Машинная.
- Штамповка.
Свободная ковка подразумевает то, что заготовки не ограничены никакими формами. Или же материал будет закреплен с одной стороны на наковальне. К этому технологическому приему относиться и ручная ковка металла, когда изделию придают форму, используя кувалду или молоток. Свободная ковка применяется как для производства отдельных продуктов, так и просто для улучшения качества материала.
Свободная ковка применяется как для производства отдельных продуктов, так и просто для улучшения качества материала.
При проковке поверхности заготовки улучшается свойство металла. Крупные кристаллы материала размельчаются, структура станет более мелкозернистой и однородной. К тому же, при поковке завариваются внутренние раковины, упрочняя тело заготовки.
Машинная ковка
Машинная ковка — более современный вариант обработки. Такая технология используется в массовой, тяжелой промышленности. При этом используют механизированные молоты (с массой от 40 килограмм до 5 тонн), ковочные машины или прессы. Вес заготовок и конечных поковок порой может достигать нескольких десятков тонн.
Штамповка. Такой технологический прием позволил сделать производство массовым. При изготовлении изделий металл ограничивается штампами и при деформации получает нужную форму.
Штамповка используется в массовом производстве, где важно получить большое количество продукции. Свободная ковка, как правило, используется в мелкосерийном и единичном производстве.
Оборудование и инструменты
Многовековое развитие такого вида металлообработки привело к появлению огромного количества инструментов и приспособлений. Но горячая ковка металла сохранила ту же технологическую линию, как и тысячи лет назад: нагревание, закрепление, деформация, закалка.
При изготовлении кованых изделий ручным способом используют практически те же наборы инструментов и оборудования, которые применяли мастера с зарождения этой технологии. Список следующий.
- Кузнечный очаг.
- Наковальня.
- Клещи.
- Молоты.
Кузнечный очаг или горн используется для нагревания материала до нужной температуры. Существует множество различных видов этого оборудования.
- Стационарные и переносные.
- Закрытые и открытые очаги.
- Топливные или электрические.
- Жидкостные, газо- или твердотопливные.
- С боковыми соплами подачи воздуха или центральной фурмой.
Наковальни — это массивные металлические столы, где собственно и происходит формирование заготовки. Состоят из основания, рога и наличника с отверстиями для гибки. Существует несколько разновидностей этого кузнечного приспособления, однако обязательно наличие стальной опоры с весом от 30 килограмм.
Состоят из основания, рога и наличника с отверстиями для гибки. Существует несколько разновидностей этого кузнечного приспособления, однако обязательно наличие стальной опоры с весом от 30 килограмм.
Клещи в ручной ковке мастер использует для оперирования заготовкой в процессе работы.
Молоты — основной инструмент, использующийся в кузнечном деле, могут иметь различную массу для работы с разными по габаритам заготовками.
Материалы и технология ковки
Самые первые изделия, изготовленные человеком путем ковки, были из меди. Это связано с двумя основными причинами. Во-первых, это был самый распространенный вид материала, который попадался в самородном (практически чистом) виде. Во-вторых, медь — самый ковкий металл, нижняя граница температуры, при которой ее можно ковать, равна 100°С, что вполне было доступно первобытным мастерам. Позже начали ковать бронзу и железо. А с появлением стали были отработаны приемы и технологии ее обработки.
Кузнечные приемы
Основные кузнечные операции, использующиеся в технологии ковки металла:
- Осадочные.
- Высадочные.
- Протяжные.
- Обкатки.
- Раскатки.
- Прошивки.
- Разгонки.

Осадочные кузнечные работы подразумевают уменьшение высоты заготовки и увеличение ее поперечной площади сечения.
Высадка, по сути, частичная осадка заготовки. Применяется, когда на поверхности металла нужно сделать некоторые утолщения. Добиваются этого за счет уменьшения длины заготовки.
Протяжка — еще один технологический прием обработки металла кузнечным способом. Такая операция подразумевает удлинение заготовки. При этом уменьшается поперечная площадь сечения.
Раскатка на станке
Обкатка в кузнечном деле подразумевает собой придание заготовке формы цилиндра. В процессе деформации металла заготовка проворачивается вокруг своей оси.
Раскатка — обработка кольцевой заготовки. Когда нужно увеличить ее внутренний и наружный диаметры, металл раскатывают на оправке за счет уменьшения толщины стенок.
Прошивку в кузнечном деле применяют для получения сквозного отверстия за счет использования пробойника.

Разгонка — это операция получения более широкой заготовки. По сути, металл для ковки расплющивают на поверхности наковальни молотом, двигаясь поперек оси изделия.
Существует также множество других приемов, с помощью которых получают требуемые формы изделия.
Особенности кузнечной обработки стали
При изготовлении кованых изделий чаще всего использую сталь, как наиболее прочный материал, который без особых проблем можно обработать таким способом. Но при этом соблюдаются некоторые технологические особенности материала.
- Стальная заготовка должна нагреваться равномерно со всех сторон.
- Обязательно при ковке стали нужно соблюдать температурные рамки, которые зависят от твердости материала. Легированные инструментальные марки металла нельзя перегревать свыше 1000 градусов, мягкие — более 1300. Недостаточный нагрев также не способствует нормальной кузнечной обработке: во-первых, это затрудняет ковку стали, а во-вторых, в структуре изделия могут образовываться трещины и разрывы.
- Обязательно перед нагревом заготовки до температуры ковки металл предварительно нужно разогреть до показателя в 300 градусов.

До изобретения сварочных аппаратов кузнечным способом проводили и соединение металлических частей. Это делалось за счет сильного разогрева крепящихся концов заготовки и их последующего сдавливания ударами молота. Кузнечные сварные соединения использовались практически для любого доступного металла: меди, бронзы, серебра и железа.
Ковка в промышленных условиях
Несмотря на развитие современных технологий, ковка металла остается одним из основных технологических приемов получения различных изделий. Кузнечным способом изготавливают различную продукцию. Усовершенствование такой обработки привело к массовому производству путем штампования по стандартной форме.
Значительно упростило изготовление кованых изделий появление машин, способных обрабатывать большие по весу и габаритам заготовки.
Пример работы в промышленных условиях можно посмотреть в предоставленном видео:
Несмотря на упадок и появление машинной штамповки, кузнечное дело не теряет своей популярности. Особенно пользуются спросом изделия художественной ковки.
А что Вы думаете по поводу материала этой статьи? Если у Вас есть опыт кузнечных работ и изготовления вещей путем ковки поделитесь им в блоке обсуждения к этой статье.
Что такое ковка – ковка 101 и процессы
Процесс ковки металла
Когда покупатели должны выбрать процесс и поставщика для производства критически важного металлического компонента, они сталкиваются с огромным количеством возможных альтернатив. Сейчас доступно множество процессов металлообработки, каждый из которых предлагает уникальный набор возможностей, затрат и преимуществ. Процесс ковки идеально подходит для многих областей применения; однако некоторые покупатели могут не знать об исключительных преимуществах, которые дает только эта форма обработки металлов давлением.Фактически, ковка часто является оптимальным процессом как с точки зрения качества детали, так и с точки зрения стоимости, особенно для приложений, требующих максимальной прочности детали, нестандартных размеров или критических характеристик производительности.
Процесс ковки идеально подходит для многих областей применения; однако некоторые покупатели могут не знать об исключительных преимуществах, которые дает только эта форма обработки металлов давлением.Фактически, ковка часто является оптимальным процессом как с точки зрения качества детали, так и с точки зрения стоимости, особенно для приложений, требующих максимальной прочности детали, нестандартных размеров или критических характеристик производительности.
Доступно несколько процессов ковки, в том числе штамповка или закрытая штамповка, холодная штамповка и экструзия. Однако здесь мы подробно обсудим методы, применение и сравнительные преимущества процессов ковки в открытых штампах и бесшовных катаных колец. Мы приглашаем вас принять во внимание эту информацию при выборе оптимального процесса производства ваших металлических деталей.
Исторический взгляд на ковку металла
Чтобы удовлетворить меняющиеся потребности промышленности, ковка была разработана с учетом огромных достижений в области оборудования, робототехники, компьютеров и электронного управления, которые произошли за последние годы. Эти сложные инструменты дополняют творческие человеческие навыки, которые даже сегодня необходимы для успеха каждой металлической ковки. Современные кузнечные заводы способны производить металлические детали превосходного качества практически безграничного множества размеров, форм, материалов и отделки.
Эти сложные инструменты дополняют творческие человеческие навыки, которые даже сегодня необходимы для успеха каждой металлической ковки. Современные кузнечные заводы способны производить металлические детали превосходного качества практически безграничного множества размеров, форм, материалов и отделки.
В процессе горячей ковки литая крупнозернистая структура разрушается и заменяется более мелкими зернами. Усадка и газовая пористость, присущие литому металлу, консолидируются за счет уменьшения размера слитка, достижения прочных центров и структурной целостности. Таким образом, механические свойства улучшаются за счет уменьшения литой структуры, пустот и расслоения. Ковка также обеспечивает средства для выравнивания потока зерна для наилучшего достижения желаемой направленности.Вторичная обработка, такая как термообработка, также может использоваться для дальнейшей обработки детали.
Ковка может создавать множество размеров и форм с улучшенными свойствами по сравнению с отливками или сборками.
Перейти к следующему разделу: Процесс открытой штамповки
.Какие существуют методы ковки металла? (с рисунком)
Для большого количества предметов, используемых в повседневной жизни, требуются металлические детали, которые выкованы производителем. Традиционная ковка металла представляла собой трудоемкий процесс, при котором деталь формировалась вручную в соответствии с требованиями проекта. Современные металлообрабатывающие предприятия имеют множество типов оборудования, которое можно использовать в процессе, и есть четыре распространенных механизированных метода обработки металла: падение, прессование, прокатка и холодная ковка.
Наковальни веками использовались для обработки металла. Открытая ковка – вот что приходит на ум, когда большинство людей думают о ковке. Он включает нагрев металла до приемлемой температуры и работу с ним прямо на наковальне, придавая ему форму с помощью различных инструментов. Это требует высокого технического мастерства и силы. Этот метод до сих пор используется для производства предметов изобразительного искусства, подков и металлических деталей по индивидуальному заказу.
Этот метод до сих пор используется для производства предметов изобразительного искусства, подков и металлических деталей по индивидуальному заказу.
Ковка с падением – это метод вдавливания металла в матрицу путем ударов по ней молотка.Это существовало веками, когда кузнецы изготавливали штампы, нагревали металл, а затем вбивали металл в штамп, создавая желаемую форму. Механизированные молотки используются на производственных предприятиях для обеспечения быстрого движения производственной линии, а на некоторых заводах используется набор из двух штампов, которые сколачиваются друг с другом, выталкивая лишний металл со сторон штампа при формировании формованной формы. Этот метод часто используется для автомобильных компонентов.
Ковка на прессе использует давление для вдавливания металла в матрицу.Обычно для этого нужно поместить кусок нагретого металла в неподвижную матрицу и затем медленно сжать ее сверху другой половиной матрицы. Металл будет медленно деформироваться в форму штампа, а затем принять желаемую форму. Этот метод обычно используется для инструментов.
Этот метод обычно используется для инструментов.
Ковка валков осуществляется путем сжатия нагретого металла между двумя валками.В ролики встроена матрица, и когда они сжимают металл, они заставляют его приспосабливаться к матрице. Это популярный метод, потому что его можно сделать непрерывным, используя несколько валков и штампов. Это вид ковки с вытяжкой, потому что деталь медленно вытягивается в нужную форму.
Холодная ковка используется для небольших предметов, таких как винты и металлическая проволока.При использовании этого метода холодный металл выдавливается через матрицу для получения определенной формы, такой как винт с резьбой. Если нужна голова, для ее создания можно использовать другую часть машины. Холодная ковка может выполняться дешево и в больших объемах, и это предпочтительный метод изготовления таких крепежных изделий, как болты, шурупы и гвозди.
Ковка предпочтительнее простой резки металла для придания ему формы по ряду причин.Во-первых, он улучшает прочность металла за счет выравнивания волокон по линиям потенциального напряжения. Другими словами, кованый молот лучше приспособлен к давлению и ударам, чем просто вырезанный из основного металла. Во-вторых, это высокая экономичность: никакая часть металла не теряется во время процесса, а неиспользованные части могут быть переплавлены для использования в других деталях.
Другими словами, кованый молот лучше приспособлен к давлению и ударам, чем просто вырезанный из основного металла. Во-вторых, это высокая экономичность: никакая часть металла не теряется во время процесса, а неиспользованные части могут быть переплавлены для использования в других деталях.
| Производство ПОВКА ПРОЦЕССЫ Отбойные молотки Гидравлические и механические прессы Заголовок или расстроенная ковка Металлический пирсинг Размер металла Валковая ковка Обжимка или радиальная ковка Металлические зуборезы Ковка металлического шара Орбитальная ковка Кольцо Ковка Клепка Чеканка металла Изотермическая ковка Обрезка кованых деталей Ковка с высоким энергопотреблением ПРОИЗВОДСТВО ПРОЦЕССЫ Литье металла Обработки металлов давлением Металлопрокат Металл Экструзия Рисунок Металла Листовой металл Порошковые процессы | Ковка металла – это процесс штамповки металла, который включает приложение сжимающих усилий. Известно, что ковка металла дает одни из самых прочных деталей по сравнению с другие процессы производства металлов, и, очевидно, не ограничиваются только ковкой чугуна и стали, но и другими металлами также.Различные типы металлов будут иметь разные факторы, влияющие на их ковку, некоторые будут проще. подделать, чем другие. Ниже описаны различные испытания для определения факторов процесса ковки для различных материалов. Металлическая ковка, в частности, может упрочнить материал, запечатывая трещины и закрывая пустоты в металле. Процесс горячей штамповки значительно уменьшает или устраняет включения в кованной детали за счет разрушения загрязнения и перераспределение их материала по металлу. Однако контроль над массой примесей в металле следует учитывать более ранний процесс литья. Включения могут вызвать стрессовые ситуации в произведенный продукт, чего следует избегать.Ковка металла также изменит структуру зерна металла с относительно потока материала во время его деформации и, как и другие процессы формования, можно использовать для создания благоприятных зернистая структура материала значительно увеличивает прочность кованых деталей. Металлические поковки могут быть мелкими деталями или весить до 700 000 фунтов.Продукты изготовленные методом ковки в современной промышленности, включают в себя такие важные детали самолетов, как в качестве шасси, валы реактивных двигателей и турбин, конструктивные элементы для транспортное оборудование, такое как автомобили и железные дороги, коленчатые валы, рычаги, шестерни, шатуны, ручные инструменты, такие как зубила, заклепки, винты и болты для назовите несколько. Изготовление штампа для ковки и другие высокие затраты на установку операция сделать производство небольших партий кованых запчасти дорогие в расчете на единицу цены.Однако после настройки затраты на изготовление поковок могут быть относительно низкими, и многие части процесса может быть автоматизирован. Hot Die Vs. Холодная штамповкаБольшинство операций по ковке металла выполняется в горячем состоянии из-за необходимости производства большая пластическая деформация детали и преимущество повышенная пластичность и снижение прочности рабочего материала.Горячая штамповка также устраняет проблему деформационного упрочнения металла. В случаях, когда желательно Для обеспечения благоприятного деформационного упрочнения детали может применяться холодная штамповка. Производство холодной штамповки, требующее больших усилий, также будет производить более высокая чистота поверхности и точность размеров по сравнению с горячей штамповкой. Некоторые конкретные Процессы ковки металла всегда выполняются в холодном состоянии, например, чеканка. Классификация Процессы ковки металла Процессы ковки металлов можно классифицировать по степени, в которой материал ограничен во время процесса. Открытая штамповка Производство ковки металла производилось не менее 7000 лет, возможно, даже 10 000 лет.Самый простой вид ковки мог бы придать форму металлу, ударив его камнем. Простой вид открытой штамповки называется высадкой. В печальном процессе работа помещается между двумя плоскими штампами и ее высота уменьшается на сжимающие силы, возникающие между двумя штампами. Поскольку объем металла останется неизменным на протяжении всей деформации, уменьшение высоты будет сопровождается увеличением ширины. На рисунке 155 показана высадка плоской матрицы. процесс в идеальных условиях. В реальных условиях промышленного производства трение играет важную роль.Силы трения на границе раздела штамп-деталь препятствуют растеканию материала. Другой распространенный процесс открытой штамповки промышленного металла ковочное производство включает использование плоской матрицы для округления слитка. С использованием механические манипуляторы, заготовка сжимается и поворачивается последовательно ступеней, в конечном итоге формирующих металл в цилиндрическую деталь. Зубцы или вытягивание часто используются в обрабатывающей промышленности. Зубчатый это процесс открытой штамповки, в котором плоская или слегка профилированная штампа используется для сжать заготовку, уменьшив ее толщину и увеличив длину. В при операции зубчатого зацепления поковка велика по сравнению с размером штампа. Часть выковывается в несколько этапов. После каждого сжатия материала открытая продвижение штампа по длине заготовки и повторная ковка сжатие. Типичный процесс открытой штамповки, выполняемый при ковке металла производство наполняется. Фуллеринг в основном используется как ранний шаг, чтобы помочь распределить материал работы для подготовки к дальнейшим операциям по ковке металла. Это часто происходит, когда производственный процесс требует нескольких операций ковки. Кромка – это также процесс открытой штамповки, часто используемый в производстве. практика, чтобы подготовить работу к последовательным процессам ковки металла. В окантовке открытый штамп с вогнутыми поверхностями пластически деформируют обрабатываемый материал.Окантовка действует, заставляя металл стекать в зону с обеих сторон. Кромка и оба наполнителя используются для перераспределения больших количеств материала металлической поковки. Поковка для штамповки Изготовление штамповочной штамповки включает сжатие заготовки за счет использования штампа для слепков (пресс-формы), которые содержат полости, которые ограничивают поток металл внутри штампа во время деформации изделия.Металл наполнит пространство внутри полости матрицы при ее пластическом сжатии в форму. Одной из характерных особенностей изготовления штамповочной штамповки является формирование вспышки или плавника вокруг кованой детали. При проектировании операции ковки металла, объем стартовой заготовки делается немного больше, чем у закрытой полость штампа. По мере того, как штамп закрывается, и обрабатываемый металл перетекает и заполняет контуры оттиска некоторое количество избыточного материала вытечет из штампа в область между двое умирают.Это сформирует тонкую металлическую плоскость вокруг всей работы на разделительная линия (где две матрицы встречаются, когда они закрываются) кованого изделия. Последним способом отрезается отливка из поковки. Прецизионная ковкаСовременные технологические достижения в области ковки и дизайна металлов. штампа, позволили разработать прецизионную ковку. Точность ковка может давать некоторое или отсутствовать вспышку, а кованая металлическая часть будет на уровне или около его окончательные размеры, требующие минимальной обработки или не требующие никакой обработки.Номер сокращаются производственные операции и расходуются материалы. К тому же, прецизионная ковка позволяет изготавливать более сложные детали с более тонкими профилями, уменьшенные углы уклона и более точные допуски. Недостатки этих передовые методы ковки заключаются в том, что необходимо специальное оборудование и штамп, а также требуется более тщательный контроль производственного процесса. В точной ковке количество материала в работе, а также поток этого материала через форму необходимо точно определить.Другие факторы в процессе, такие как позиционирование детали в полости также должны выполняться точно. Ковка без оплавленияКовка без оплавления – это тип процесса прецизионной ковки, при котором весь объем рабочего металла содержится внутри штампа, и никакому материалу не разрешается побег во время операции. Поскольку ни один материал не может покинуть форму как деталь кованая, вспышка не образуется. Как и другие процессы точной ковки, безусадочная Ковка требует строгого контроля процесса, особенно в отношении количества материал, который будет использоваться в заготовке.Слишком мало материала, и матрица не будет заполните полностью, слишком много материала вызовет опасное наращивание сил. Ковка металлаПри производстве поковок необходимо тщательно продумывать выбор металла. Способность металла деформироваться без разрушения и растрескивания составляет важная характеристика, которую следует учитывать при выборе материала для процесс ковки. В индустрии ковки металлов было разработано несколько испытаний. чтобы попытаться количественно оценить эту способность.Величина деформации конкретного металла способность выдержать без сбоев напрямую связана с ковкостью этого металла. В чем выше степень деформации, тем выше ковкость. Один из популярных тестов включает сжатие цилиндрической заготовка между двумя плоскими матрицами. Это называется огорчением работы, поэтому этот тест называется испытанием на осаждение . При испытании на осадку заготовка сжимается плоской открытой матрицей, что сокращает объем работы в высота до образования трещин.Сумму снижения можно считать измерение ковкости. Обескураживающие испытания можно проводить при разных температуры и разные скорости сжатия. Тестирование различных температур и скорости деформации помогут определить наилучшие условия для ковки особый металл. Другой распространенный тест, используемый в современной промышленности, называется Испытание на кручение горячим способом . При испытании на горячую скручивание круглый стержень скручивают в одном направлении. пока не произойдет разрушение материала. Величина вращения принимается как количественная. измерение ковкости металла.Этот тест часто проводится на материале несколько разных температур. Другие испытания также используются при промышленной ковке металла. производство. Испытание на удар иногда используется для определения ковкости материал. Трещины в металле являются обычным критерием отказа для большинства тесты, однако, тесты на подделку могут также определить другие отрицательные эффекты, которые материал может проявлять в различных условиях напряжения, скорости деформации, и температура. Дефекты металлической ковкиИнспекция – важный аспект производства металлических поковок.Все части следует проверять на наличие дефектов после завершения производственного процесса. Дефекты металлических кованых изделий включает внешнее растрескивание, внутреннее растрескивание, нахлёстки, холодное закрытие, коробление детали, неправильно сформированные сечения и мертвые зоны. Взломать оба интерьер и экстерьер вызваны чрезмерным напряжением или неправильным напряжением распространение как часть формируется. Растрескивание поковки может быть следствием плохой предназначена для штамповки штампа или излишка материала в заготовке. Трещины также могут быть вызвано непропорциональным распределением температуры во время производственной операции.Высокие температурные градиенты могут вызвать трещины в кованой детали. Перехлесты или загибы в металлической поковке вызваны короблением детали, нахлесты могут быть результатом слишком малого количества материала в заготовке. Холодное закрытие происходит, когда металл потоки разных температур встречаются, они не сочетаются плавно, граница слой, (холодный затвор), образуется на их пересечении. Холодное закрытие означает, что есть проблема с течением металла в форме при формовании детали. Деформация кованая деталь может произойти, когда более тонкие секции остывают быстрее, чем остальная часть ковка.Неправильно сформированные секции и мертвые зоны могут быть результатом недостаточного металл в заготовке или дефектная конструкция штампа для ковки, что приводит к неправильному материалу распространение в процессе. В целом, дефекты деталей, изготовленных методом ковки металла, можно контролировать. во-первых, путем тщательного рассмотрения объема рабочего запаса и хорошей конструкции как штамп для ковки (пресс-форма), так и процесс. Главный принцип – ввести в действие право распределение материалов и правильный поток материалов для выполнения этих распределений.Геометрия полости матрицы и угловой радиус играют большую роль в действии металл. Конструкция штампа и процесс ковки будут рассмотрены ниже. разделы. Смазка на производстве промышленной ковки металлаСилы трения внутри формы между изделием и поверхностями полость штампа, имеют большое влияние на поток материала при ковке металла. Смазочные материалы используются в промышленном производстве поковок для снижения трения. сил и обеспечить более плавный поток металла через форму.К тому же, они используются для замедления охлаждения работы и уменьшения перепады температур при горячей штамповке, служащие тепловым барьером между металлической конструкцией и матрицей. Смазочные материалы также помогают сохранить металл и поверхности штампа от слипания и способствуют удалению металлической поковки из умирают. Общие смазочные материалы, используемые в современной кузнечной промышленности, включают: вода, минеральное масло, мыло, опилки, графит, дисульфид молибдена и жидкое стекло. Материал штампа для штамповкиТочный материал, используемый для изготовления штампа (пресс-формы), зависит от всех подробности этого конкретного процесса ковки металла.В общем, штамп для ковки должен быть жесткие, обладают высокой прочностью и твердостью при повышенных температурах, хорошо ударопрочность, устойчивость к перепадам температур, закаливаемость и способность выдерживают абразивный износ. При изготовлении детали горячей штамповки штамп для штамповки обычно предварительно нагревается перед началом операции. Предварительный нагрев штамповочного штампа снижает тепловую езда на велосипеде, которая может вызвать трещины в матрице. Металлические штампы для штамповки закалены и отпущены. Размеры штампа должны учитывать на усадку работы, а также дополнительные материальные припуски на отделка детали.Абразивный износ при горячей штамповке Во многом это связано с масштабом рабочего фонда. Большая часть масштаба можно снять с бланка сразу после нагрева в печи, перед ковкой детали. Адекватная смазка также может значительно снизить износ. Иногда штамп для ковки может быть собраны с использованием различных секций матрицы. Эти секции, называемые die вставки , изготавливаются отдельно и могут быть из разных материалов. Сложные полости могут быть легче изготовлены с помощью штамповочных вставок, также различных отдельные части штампа можно заменять по отдельности. Некоторые факторы, которые следует учитывать при определении материального состава штамп, тип работы, количество штамповок, размер кованых деталей, сложность кованых деталей, тип оборудования до температура, при которой будет производиться ковка металла, и стоимость материалов. Ковочные штампы изготавливаются из инструментальных сталей, которые, в зависимости от технологических критериев, легированные с различными уровнями одного или нескольких из этих материалов, хрома, молибден, ванадий и никель. Матрицы отлиты из сплава, выковали сами, затем обработали и закончили. Конструкция штамповочного штампаКонструкция штампа для ковки всегда зависит от факторов и требований производственного процесса. Однако есть некоторые общие принципы. рассмотреть вопрос о хорошей конструкции штампа для ковки. В процессе ковки металл течет под давлением, чтобы заполнить оттиск внутри полости штампа (пресс-формы). Подобно металлический процесс литья под давлением, в металлической ковке, увеличение давление на металл внутри матрицы увеличивает способность заполнения полости матрицы полностью.Одно из основных различий между процессами заключается в том, что при литье металл жидкий, а при ковке – твердый металл выше или ниже его рекристаллизации температура. Более мелкие, тонкие, длинные и более сложные разделы можно производится с большим давлением, но слишком большое давление в полости матрицы плохо, потому что это может повредить матрицу и оборудование. Формирование металлического блеска является важной частью штамповки оттиска. производство. Во-первых, вспышка позволяет удалить излишки материала с заготовка для выхода из штампа.Если этот материал не мог ускользнуть во время сжатие – нарастание давления, так как объем обрабатываемого металла превышал объем полости штампа, легко мог расколоть штамп. Вспышка, позволяя материалу улетучиваться, увеличивает давление в полости матрицы. Вспышка должна пройти через узкий проход, называемый землей, прежде чем она откроется в желоб. При прохождении через землю трение между металлической вспышкой и сопряжением поверхности препятствуют дальнейшему вытеканию материала из полости матрицы, увеличивая давление внутри штампа.Кроме того, охлаждение вспышки от сопрягаемых поверхностей увеличивает сопротивление потоку материала из матрицы, тем самым также увеличивая давление в полости матрицы. Более длинная площадка на приведет к тому, что металлическая вспышка будет течь дальше под сопротивлением, увеличивая давление в матрице. Уменьшение ширина земли также увеличит давление внутри штампа за счет увеличения скорость охлаждения вспышки при понижении температуры сопротивление металла до поток идет вверх.Большее сопротивление потоку металла приведет к тому, что более тонкая поверхность создаст более высокую матрицу давление. Давление в полости штампа часто регулируется изменением ширина земли. Один из основных принципов, которые следует помнить при разработке штампа для ковки специфический производственный процесс заключается в том, что при деформации металла При этом материал будет течь в направлении наименьшего сопротивления.Правильный поток металла внутри фильеры важен для обеспечения полного заполнения фильеры полость, предотвращение дефектов и контроль зеренной структуры кованой детали. Трение в штампе является важным фактором при производстве поковок. Трение будет действовать, чтобы противостоять движению материала и увеличивать требуемые силы для заполнения полости матрицы во время процесса. В свою очередь, больше сил означает больше напряжение и износ пресс-формы и оборудования. Другой важный фактор в движении материала внутри полости матрицы во время формовки детали – внутренняя геометрия полости матрицы.Размер кованой детали, рабочего материала, сложности кованной детали, размеров и толщины различных детали и расстояние между разными участками от линии разъема – вот некоторые из важные факторы, касающиеся конструкции штампа для ковки. В основном тоньше более сложные объекты будет сложнее заполнить полностью, как и области дальше от линии разделения или в стороне от преобладающего потока металл. Тонкие части металлической поковки называются ребрами и перемычками.Ребро – это разрез который проходит перпендикулярно плоскости поковки, определяемой линией разъема. Длинные узкие ребра сложнее заполнить и требуют больших усилий, что увеличивает ширина длинного ребра лучше облегчит заполнение ребра материалом во время процесс. Перемычка – это часть металлической поковки, которая проходит параллельно ковочный самолет. Толщина перемычек может быть минимизирована, насколько это возможно. При проектировании штампа для ковки толщина стенки не должна быть слишком маленькой, иначе могут возникнуть проблемы с полным заполнением полотна металлом.Слишком тонкая паутина может также остывает быстрее, чем остальная металлическая поковка, в результате усадка может вызвать разрывы или коробление детали. Поскольку рабочий материал заполняет полость матрицы, поток металла должен изменить направление в зависимости от геометрии детали. Гладкое, крупное филе повороты позволят потоку металла менять направление, придерживаясь размеры умирают. Если углы внутри металлической поковки слишком острые, материал может не полностью следовать по пути этих углов, что приводит к появлению вакансий, кругов, или холодное закрытие.Острые углы также действуют как концентраторы напряжения в полости матрицы. Хороший конструкция штампа для ковки должна обеспечивать достаточный радиус закругления и угла для позволяют легко течь металлу. Угол уклона в процессах производства металла – это конус вокруг внутреннего и внешние стороны детали. Угол уклона необходимо включить в конструкцию штамповочного штампа в для того, чтобы позволить снять работу с штампа после того, как деталь была кованый.Чем больше угол уклона, тем легче будет снятие металлической поковки. Когда металлическая поковка охлаждается, она сжимается от внешних поверхностей полости матрицы, поэтому внешние углы уклона обычно делаются меньше внутренних. В целом, металлы, такие как алюминий и магний, легче подделывать, требуют меньших углов уклона, чем материалы, трудные для ковки, такие как сталь, никель и титановые сплавы. Часто при ковке металла используется выталкиватель, который часть из полости матрицы.Однако эжекторы не используются при штамповке. Проект угол влияет на сложность поковки, которая может быть произведена. Чем больше тем больше угол уклона ограничивает сложность ковки металла. Некоторая точность ковки операции производят кованую деталь без угла уклона. Общие углы наклона, используемые в обрабатывающая промышленность – 3, 5, 7 и 10 градусов. Размер полости штампа при ковке металла аналогичен шаблону при литье металла. при изготовлении следует учитывать размер детали, усадку детали при охлаждении и припуски на механическую обработку и другие чистовые операции которые могут следовать за процессом ковки металла. Расположение линии разъема имеет первостепенное значение при ковке металла умирают дизайн. Линия разъема, определяющая плоскость ковки операции, является важным фактором, определяющим, как металл течет через штамп во время ковки. сжатие. Линия разъема определяет, где будет формироваться вспышка, и влияет на зернистую структуру изготавливаемой детали. Разделы заполнять проще ближе к линии разъема, чем дальше. При определении линии разъема следует учитывать максимальную периферию металлической поковки. На Рис. 167 показана металлическая поковка с тремя возможными местоположениями линии разъема. Расположение разделительной линии C облегчит прохождение металла через полость матрицы, так как в отличие от A или B, в месте C используется максимальное периферия поковки. Заливать материал возле плоскости поковки легче, чем в дальнейшие углубления полости матрицы. Помимо того, что это основной фактор перетекание металла в процессе ковки, расположение разъема Линия также имеет решающее значение в формировании зернистой структуры кованого изделия.В разделительная линия нарушает структуру зерна металла. На Рис. 168 также показаны три возможных местоположения линии разделения для металлическая ковка. Размещение линии разделения в точках A и B нарушает зерно структура металла в плоскости, через которую он проходит. Расположение линия разъема в верхней части поковки, как в C, исключает разрыв зернистая структура поковки. Также это конкретное расположение линии разъема будет позволяют сформировать весь отпечаток в одном штампе, в то время как другой штамп может быть плоским.Конструкция штампа, как в C, более экономична и обеспечивает превосходная зернистая структура металлической поковки. Проектирование процесса штамповкиВ современной обрабатывающей промышленности часто выковываются металлические детали сложной геометрии. полностью с необходимостью выполнения лишь незначительных чистовых операций. Эти части не могут изготавливаться однократно. Рабочий запас проходит через серию операции по ковке металла, которые поэтапно изменяют геометрическую форму материала до тех пор, пока заключительный процесс создает желаемую ковку.В этих типах последовательностей дизайна каждая операция должна быть спланирована таким образом, чтобы подготовить заготовку к следующий процесс ковки. Вместе серия операций по ковке металла, которые требуется для создания детали, создания более крупного отдельного процесса и каждой отдельной поковки операция занимает свое место в более широком процессе. При разработке сложного процесса ковки металла большое внимание следует рассматривать на каждом этапе и на том, как это соотносится с конечным продуктом. Также дизайн выбранный путь перераспределения рабочего материала с начала процесс до конца последнего шага, концентрируясь на плавном течении металла.Как правило, конструкция ковки в первую очередь выполнить грубый перераспределение материала, затем более детальное оттиск штамповочные операции и, наконец, чистовые операции. Помимо предоставления плавный переход материала в процессы ковки в целом должен быть разработан для получения контролируемой зернистой структуры конечного продукта. когда выбирая путь передела материала, конструкция ковки металла должна подумайте, как этот конкретный метод деформации металла повлияет и изменит зернистая структура детали.Желательно, чтобы конечный продукт содержал благоприятная ориентация зерен по всей структуре материала. Такое зерно структура должна усилить деталь, особенно в отношении применения этой части. Открытая штамповка часто играет роль на ранних стадиях, обеспечивая общее массовое перераспределение рабочего металла. Перед более детальным слепком поковок может формировать изделие, металл должен быть сформирован таким образом, чтобы он располагался выше концентрации материала в регионах, где потребуется больше материала.Фуллеринг и кромка металла, обсуждаемые в разделе открытой штамповки, очень важны. Процессы штамповки, используемые для грубой передачи материала. Фуллеринг а кромка выдавит больше металла в некоторые участки работы, вызывая в других областях – меньше, в зависимости от потребностей процесса. Рисунок 170 показаны две грубые формы, одна подвергалась долблению, другая – обрезке, должна быть очевидна природа различных процессов. Поковка в штампе происходит после придания грубой формы.Эта закрытый процесс штамповки создаст геометрические особенности детали на работе. Как до, так и во время этой фазы необходимо тщательно спроектировать поток металла. Процессы чистовой обработки, такие как калибровка, создают менее точные геометрические изменения. к ковке на завершающих этапах изготовления детали. Рисунок 171 показывает различные этапы процесса ковки металла, используемые для изготовления сложная часть. Большая часть промышленных металлических кованых изделий будет подвергаться дальнейшей переработке. операции, которые обеспечат более высокие допуски и точность размеров, чем кузнечное производство в одиночку.Эти операции (например, механическая обработка), хотя больше точнее, чем ковка, не производите кованые изделия из более прочного материала. Комбинируя различные типы процессов, такие как механическая обработка и ковка металла, производитель может использовать преимущества обоих процессов, создавая очень точные детали, хорошее качество поверхности и превосходные механические свойства. ТОП | ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ |
 к заготовке, чтобы деформировать ее и добиться желаемого геометрического изменения материала.Процесс ковки очень важен в промышленном производстве металлов, особенно в производстве чугуна и стали. обрабатывающая промышленность. Стальная кузница часто является источником высокой производительности и производительности. Рабочий запас вводится в Кузнечный, он может быть прокатным, он также может поступать непосредственно из литых слитков или непрерывного литья. Кузница будет затем производят стальные поковки желаемой геометрии и особых свойств материала. Эти свойства материала часто значительно улучшилась.
к заготовке, чтобы деформировать ее и добиться желаемого геометрического изменения материала.Процесс ковки очень важен в промышленном производстве металлов, особенно в производстве чугуна и стали. обрабатывающая промышленность. Стальная кузница часто является источником высокой производительности и производительности. Рабочий запас вводится в Кузнечный, он может быть прокатным, он также может поступать непосредственно из литых слитков или непрерывного литья. Кузница будет затем производят стальные поковки желаемой геометрии и особых свойств материала. Эти свойства материала часто значительно улучшилась. Алюминий, магний, медь, титан и никелевые сплавы также обычно являются кованными металлами. Важно понимать принципы изготовления кованых изделий, включая различные технологии и основные конструкции ковки металла. Последующий предоставит исчерпывающий обзор процесса ковки металла.
Алюминий, магний, медь, титан и никелевые сплавы также обычно являются кованными металлами. Важно понимать принципы изготовления кованых изделий, включая различные технологии и основные конструкции ковки металла. Последующий предоставит исчерпывающий обзор процесса ковки металла. По этим причинам ковка металла производство дает явные преимущества в механических свойствах работы произведенных, по сравнению с деталями, изготовленными другими способами, такими как литье или механическая обработка.
По этим причинам ковка металла производство дает явные преимущества в механических свойствах работы произведенных, по сравнению с деталями, изготовленными другими способами, такими как литье или механическая обработка. Эти факторы делают производство большого количества металлические поковки экономически выгодны.
Эти факторы делают производство большого количества металлические поковки экономически выгодны. Есть три основных классификации в производстве металлических поковок. Во-первых, открытая штамповка , в которой деталь сжимается между двумя матрицами, которые не стесняют металл во время процесса. Во-вторых, поковка штампа , в которой полости внутри штампа ограничивают поток металла во время сжатия детали, вызывая деформацию материала в желаемую геометрическую форму. Некоторые материалы при штамповке штамповки не ограниченный полостями и вытекающий из матрицы, этот металл называется вспышкой.При промышленной ковке металла последующая операция обрезки будет выполняется для удаления вспышки. Третий вид металлической поковки – бесщелковая поковка . В изготовление без оплавления вся заготовка находится внутри штампа таким образом, чтобы металл не мог вытекать из полости матрицы во время сжатие детали, поэтому вспышка не производится.
Есть три основных классификации в производстве металлических поковок. Во-первых, открытая штамповка , в которой деталь сжимается между двумя матрицами, которые не стесняют металл во время процесса. Во-вторых, поковка штампа , в которой полости внутри штампа ограничивают поток металла во время сжатия детали, вызывая деформацию материала в желаемую геометрическую форму. Некоторые материалы при штамповке штамповки не ограниченный полостями и вытекающий из матрицы, этот металл называется вспышкой.При промышленной ковке металла последующая операция обрезки будет выполняется для удаления вспышки. Третий вид металлической поковки – бесщелковая поковка . В изготовление без оплавления вся заготовка находится внутри штампа таким образом, чтобы металл не мог вытекать из полости матрицы во время сжатие детали, поэтому вспышка не производится. Позднее трудоустройство из различных материалов, таких как бронза, затем железо и сталь, а также потребность в кованых металлических изделиях, таких как как мечи и доспехи, привели к искусству кузнечного дела или кузнечной ковки. Кузнечное дело это процесс открытой штамповки, в котором поверхности молотка и наковальни служат противоположными плоскими штампами. Поковки из бронзы, за которыми следуют поковки из железа и стали, отмечают некоторые из ранних производственных успехов человека.
Позднее трудоустройство из различных материалов, таких как бронза, затем железо и сталь, а также потребность в кованых металлических изделиях, таких как как мечи и доспехи, привели к искусству кузнечного дела или кузнечной ковки. Кузнечное дело это процесс открытой штамповки, в котором поверхности молотка и наковальни служат противоположными плоскими штампами. Поковки из бронзы, за которыми следуют поковки из железа и стали, отмечают некоторые из ранних производственных успехов человека. рядом с поверхностями, тогда как материал в центре может легче расширяться. В Результатом является создание цилиндрической формы детали. Этот эффект называется баррелированием. в условиях ковки металла. Бочка обычно нежелательна и может контролироваться использование эффективной смазки. Еще одно соображение при производстве горячей штамповки: который будет действовать для увеличения эффекта барреляции, будет теплообмен между горячий металл и охладитель умирают.Металл, находящийся ближе к поверхности матрицы, остынет. быстрее металла по направлению к центру детали. Более холодный материал более устойчив к деформации и будет расширяться меньше, чем более горячий материал в в центре, также вызывая эффект барреляции.
рядом с поверхностями, тогда как материал в центре может легче расширяться. В Результатом является создание цилиндрической формы детали. Этот эффект называется баррелированием. в условиях ковки металла. Бочка обычно нежелательна и может контролироваться использование эффективной смазки. Еще одно соображение при производстве горячей штамповки: который будет действовать для увеличения эффекта барреляции, будет теплообмен между горячий металл и охладитель умирают.Металл, находящийся ближе к поверхности матрицы, остынет. быстрее металла по направлению к центру детали. Более холодный материал более устойчив к деформации и будет расширяться меньше, чем более горячий материал в в центре, также вызывая эффект барреляции. Компрессии воздействуют на материал поковки, закрывая отверстия и щели, разрушая и преобразование слабых границ зерен и создание деформированной структуры зерен. Как этот процесс открытой штамповки прогрессирует, материал детали будет изменен сначала извне, продвигаясь внутрь. Важно, чтобы при изготовлении металлическая ковка с помощью этого процесса, деталь обрабатывается достаточно значительно, чтобы изменить структура материала в центре заготовки. Большие валы для двигателей и турбины выковывают таким образом из литых слитков.
Компрессии воздействуют на материал поковки, закрывая отверстия и щели, разрушая и преобразование слабых границ зерен и создание деформированной структуры зерен. Как этот процесс открытой штамповки прогрессирует, материал детали будет изменен сначала извне, продвигаясь внутрь. Важно, чтобы при изготовлении металлическая ковка с помощью этого процесса, деталь обрабатывается достаточно значительно, чтобы изменить структура материала в центре заготовки. Большие валы для двигателей и турбины выковывают таким образом из литых слитков. Расстояние, на которое матрица проходит вперед по заготовке между каждый этап ковки называется надрезом и обычно составляет от 40 до 75 процентов ширина матрицы в промышленной практике. Большее уменьшение толщины кованой детали можно добиться за счет уменьшения ширины прикуса. Зубцы позволяют использовать меньшее оборудование с меньшей мощностью и усилием на формирование работа большой длины. Часто при промышленном производстве металлических изделий, зубчатая обработка может быть всего лишь одним процессом ковки металла в серии процессов ковки металла требуется для формирования желаемой части.Иногда формованные изделия, такие как металл заборы могут изготавливаться непосредственно из зубцов.
Расстояние, на которое матрица проходит вперед по заготовке между каждый этап ковки называется надрезом и обычно составляет от 40 до 75 процентов ширина матрицы в промышленной практике. Большее уменьшение толщины кованой детали можно добиться за счет уменьшения ширины прикуса. Зубцы позволяют использовать меньшее оборудование с меньшей мощностью и усилием на формирование работа большой длины. Часто при промышленном производстве металлических изделий, зубчатая обработка может быть всего лишь одним процессом ковки металла в серии процессов ковки металла требуется для формирования желаемой части.Иногда формованные изделия, такие как металл заборы могут изготавливаться непосредственно из зубцов. завершить.В разделе «Проектирование процесса ковки металла» эта концепция будет рассмотрена позже. При наполнении используется открытый штамп с выпуклыми поверхностями для деформации заготовки. В результате металл будет вытекать из одной области в обе стороны.
завершить.В разделе «Проектирование процесса ковки металла» эта концепция будет рассмотрена позже. При наполнении используется открытый штамп с выпуклыми поверхностями для деформации заготовки. В результате металл будет вытекать из одной области в обе стороны. Закрытие формы завершает деформацию, поэтому штамповка штампа также называется закрытой штамповкой. Кованая металлическая деталь теперь будет иметь геометрические размеры формы, при условии, что в процессе происходит полное заполнение полости матрицы. Операция принуждения металла к вливанию и заполнению отпечатков в матрице также изменит зернистую структуру металла.Создание благоприятного зерна конструкция из-за контролируемой деформации материала всегда должна быть рассмотрена в процессе штамповки штампа.
Закрытие формы завершает деформацию, поэтому штамповка штампа также называется закрытой штамповкой. Кованая металлическая деталь теперь будет иметь геометрические размеры формы, при условии, что в процессе происходит полное заполнение полости матрицы. Операция принуждения металла к вливанию и заполнению отпечатков в матрице также изменит зернистую структуру металла.Создание благоприятного зерна конструкция из-за контролируемой деформации материала всегда должна быть рассмотрена в процессе штамповки штампа.Руководство по типам штамповки – холодная штамповка и горячая штамповка
Горячая штамповка и холодная штамповка – это два разных процесса обработки металлов давлением, дающие схожие результаты. Ковка – это процесс деформации металла до заданной формы с использованием определенных инструментов и оборудования. Деформация выполняется с использованием процессов горячей, холодной или даже горячей ковки. В конечном итоге производитель будет рассматривать ряд критериев, прежде чем выбрать, какой тип ковки лучше всего подходит для конкретного применения. Ковка используется там, где расположение зернистой структуры придает детали направляющие свойства, выравнивая зерно так, чтобы оно выдерживало самое высокое напряжение, с которым может столкнуться деталь.Для сравнения: литье и механическая обработка обычно имеют меньший контроль над структурой зерен.
Процессы ковки
Ковка определяется как формовка или деформирование металла в твердом состоянии. Большая часть ковки выполняется в процессе осадки, когда молот или плунжер движутся горизонтально, чтобы прижаться к концу стержня или стержня, расширяясь и изменяя форму конца. Деталь обычно проходит через последовательные станции, прежде чем достигнет своей окончательной формы. Таким образом, высокопрочные болты имеют «холодную головку».Клапаны двигателя также сформированы высаженной поковкой.
При ковке методом капельной ковки деталь забивается в штамп по форме готовых деталей, что очень похоже на кузнечную ковку с открытым штампом, когда металл забивается молотком по наковальне для придания желаемой формы. Различают ковку в открытых и закрытых штампах. При открытой штамповке металл никогда полностью не ограничивается штампом. В закрытой штампе или штампе ковка металла ограничивается между половинами штампа. Повторяющиеся удары молотка по матрице заставляют металл принимать форму матрицы, и в конечном итоге половинки матрицы встречаются.Энергия для молота может подаваться паром или пневматически, механически или гидравлически. При истинной ковке с падением только сила тяжести толкает молот вниз, но многие системы используют усилитель мощности в сочетании с силой тяжести. Молоток наносит серию ударов с относительно высокой скоростью и небольшой силой, чтобы закрыть матрицу.
При ковке на прессе высокое давление заменяется высокой скоростью, и половины штампа закрываются за один ход, обычно обеспечиваемый силовым винтом или гидроцилиндрами. Молотковая ковка часто используется для производства небольших объемов деталей, в то время как ковка на прессе обычно предназначена для больших тиражей и автоматизации.Медленное применение ковки на прессе имеет тенденцию обрабатывать внутреннюю часть детали лучше, чем удар молотком, и часто применяется к большим высококачественным деталям (например, титановым переборкам самолетов). Другие специализированные методы ковки различаются по этим основным темам: обоймы подшипников и большие зубчатые колеса изготавливаются с помощью процесса, называемого, например, ковкой катаного кольца, в результате которого производятся бесшовные круглые детали.
Горячая штамповка
При горячей штамповке кусок металла должен быть значительно нагрет. Средняя температура ковки, необходимая для горячей штамповки различных металлов:
Во время горячей ковки заготовку или блюм нагревают либо индуктивно, либо в кузнечной печи или печи до температуры выше точки рекристаллизации металла.Такой вид экстремального нагрева необходим для предотвращения деформационного упрочнения металла во время деформации. Поскольку металл находится в пластичном состоянии, можно изготавливать довольно сложные формы. Металл остается пластичным и податливым.
Для ковки некоторых металлов, таких как суперсплавы, используется метод горячей ковки, называемый изотермической ковкой. Здесь штамп нагревают примерно до температуры заготовки, чтобы избежать охлаждения поверхности детали во время ковки. Ковка также иногда выполняется в контролируемой атмосфере, чтобы минимизировать образование накипи.
Традиционно производители выбирают горячую штамповку для изготовления деталей, поскольку она позволяет деформировать материал в его пластическом состоянии, при котором с металлом легче работать. Горячая ковка также рекомендуется для деформации металла с высоким коэффициентом деформируемости – мерой того, какой степени деформации металл может подвергнуться без развития дефектов. Другие рекомендации по горячей штамповке включают:
- Производство отдельных деталей
- От низкой до средней точности
- Низкие напряжения или низкое деформационное упрочнение
- Гомогенизированная зернистая структура
- Повышенная пластичность
- Устранение химических несоответствий и пористости
К числу возможных недостатков горячей штамповки можно отнести:
- Меньшие допуски
- Возможное коробление материала в процессе охлаждения
- Различная структура зерна металла
- Возможные реакции между окружающей атмосферой и металлом (образование накипи)
Холодная штамповка (или холодная штамповка)
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации.Холодная ковка несколько увеличивает предел прочности на разрыв и существенно снижает пластичность. Холодная ковка обычно происходит при комнатной температуре. Самыми распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Холодная штамповка обычно представляет собой процесс с закрытой штамповкой.
Холодная ковка обычно предпочтительна, когда металл уже представляет собой мягкий металл, например алюминий. Этот процесс обычно менее затратен, чем горячая ковка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда при холодной штамповке металла до желаемой формы его подвергают термообработке для снятия остаточных поверхностных напряжений. Из-за улучшений, которые холодная ковка вносит в прочность металла, иногда могут использоваться материалы меньших сортов для производства обслуживаемых деталей, которые невозможно изготовить из того же материала механической обработкой или горячей штамповкой.
Производители могут предпочесть холодную штамповку горячей штамповке по ряду причин – поскольку холодные штампованные детали требуют очень мало или совсем не требуют отделочной обработки, этот этап процесса изготовления часто является необязательным, что позволяет сэкономить деньги.Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность. Другие преимущества холодной ковки:
- Проще придать свойства направленности
- Повышенная воспроизводимость
- Повышенный контроль размеров
- Выдерживает высокие нагрузки и высокие нагрузки на матрицу
- Позволяет производить детали с чистой или почти чистой формой
Возможные недостатки:
- Перед ковкой металлические поверхности должны быть чистыми и свободными от окалины.
- Металл менее пластичный
- Может возникнуть остаточное напряжение
- Требуется более тяжелое и мощное оборудование
- Требуется более мощный инструмент
Теплая поковка
Теплая ковка происходит при температуре ниже температуры рекристаллизации, но выше комнатной температуры, чтобы преодолеть недостатки и получить преимущества как горячей, так и холодной ковки.Образование окалины представляет меньшую проблему, и допуски могут быть соблюдены ближе, чем при горячей штамповке. Затраты на инструмент меньше, и для производства требуются меньшие усилия по сравнению с холодной штамповкой. Уменьшается деформационное упрочнение и улучшается пластичность по сравнению с холодной обработкой.
Приложения
В автомобильной промышленности ковка используется для изготовления таких компонентов подвески, как натяжные рычаги и шпиндели колес, а также компонентов трансмиссии, таких как шатуны и шестерни трансмиссии.Поковки часто используются для штоков, корпусов и фланцев трубопроводных клапанов, иногда из медного сплава для повышения коррозионной стойкости. Ручные инструменты, такие как гаечные ключи, обычно кованые, как и многие детали для тросов, такие как розетки и талрепы. Поковки широко используются в судостроении, авиакосмических компонентах, сельскохозяйственной технике и внедорожной технике. В компонентах электропередачи, таких как зажимы подвески и крышки опор, используются поковки из медного сплава для повышения устойчивости к атмосферным воздействиям.
Ковочные стали, используемые для осей, шатунов, пальцев и т. Д., Обычно содержат 0,30–0,40% углерода для повышения формуемости. Термическая обработка после ковки позволяет деталям развивать лучшие механические свойства, чем у низкоуглеродистой стали. В тяжелых коленчатых валах и высокопрочных зубчатых передачах содержание углерода иногда увеличивается до 0,50% с добавлением других легирующих элементов для улучшения прокаливаемости.
Сводка
В этой статье представлено краткое обсуждение горячей и холодной штамповки.Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Дополнительную информацию о процессах ковки можно найти на сайте Ассоциации кузнечной промышленности.
Прочие изделия из металла
Прочие «виды» статей
Больше от Custom Manufacturing & Изготовления
.3.4.2.1 Штамповка листового металла | Ассоциация кузнечной промышленности
При штамповке листового металла используются листовые изделия, в основном из сплавов стали, нержавеющей стали, алюминия и меди, причем преобладают стальные сплавы. Штамповки подходят для большинства уровней производства, но наиболее экономичны при высоком годовом производстве. Производительность пресса и стоимость штампов зависят от количества штампов и прессов, необходимых для производства штамповки, что, в свою очередь, определяется сложностью штамповки.Прейскурантная цена листового материала конкурентоспособна с поковкой, но штамповка обычно не так эффективна. Низкое энергопотребление, т. К. Инвентарь не нагревается. Диапазон доступных сплавов широк, но материалы с более высокой прочностью часто не так поддаются формованию, как материалы с более низкой прочностью. Следовательно, гибкость формы может быть ограничена, а стоимость процесса увеличена.
Шесть факторов, обычно в сочетании, дают преимущества ковки по сравнению с штамповкой из листового металла.
- Спроектированный процент брака для некоторых типов штамповки, которые являются альтернативой ковке, может достигать 50%, а иногда и выше.Он включает материал периметра в области зажима и связки матрицы, а также отверстия в штамповке. Конструкционный лом перерабатывается, но возвращается небольшая часть первоначальной закупочной цены, особенно в случае листовой стали.
- Большинство штамповок выполняется поэтапно, для каждой из которых требуется отдельный штамп. Стоимость штампа и обработки зависит от количества необходимых штампов.
- Во многих случаях требуется, чтобы несколько штамповок формировались и соединялись отдельно. Затраты на изготовление и оснастку для штамповок пропорционально увеличиваются, и возникают затраты на крепление и соединение.По мере увеличения количества деталей поковки становятся более конкурентоспособными по стоимости. В некоторых случаях поковки были выбраны вместо цельных штампованных деталей, чтобы добиться веса или получить второстепенные преимущества от форм, которые можно подделать, но нельзя получить штамповкой.
- Штамповки обычно изготавливаются из заготовки одинаковой толщины, а толщину стенок можно ограниченно изменять на протяжении штамповки. Возможность изменять толщину зависит от процесса и не всегда может быть использована для оптимизации продукта.Таким образом, толщина штампа обычно определяется механическими требованиями одной критической особенности. Альтернативы, такие как дополнительное усиление или специальные заготовки, требуют обработки и соединения отдельных деталей. Ковка дает больше возможностей подбирать толщину элементов в соответствии с функциональными требованиями, снижая вес компонентов. Это дает поковкам важное преимущество в приложениях, где минимальный вес имеет решающее значение, например, в аэрокосмической отрасли и элементах подвески автомобилей.
- Сборки штамповок требуют наличия таких элементов, как фланцы, для облегчения сварки или склеивания. Эти дополнительные функции обычно несколько увеличивают количество приобретаемых запасов и вес конечного продукта.
- Процессы штамповки до некоторой степени упрочняют металл, увеличивая прочность и твердость и снижая пластичность на некоторых участках штамповки. Однако увеличение связано с процессом и обычно не может быть оптимизировано для приложения, как это часто делается при ковке.В некоторых случаях для деформационного упрочнения требуется промежуточный отжиг.
Вернуться к содержанию
множество ( ‘#markup’ => ‘При штамповке листового металла используются листовые изделия, в основном из сплавов стали, нержавеющей стали, алюминия и меди, причем преобладают стальные сплавы. Штамповки подходят для большинства уровней производства, но наиболее экономичны при высоком годовом производстве. Производительность пресса и стоимость штампов зависят от количества штампов и прессов, необходимых для производства штамповки, что, в свою очередь, определяется сложностью штамповки.Прейскурантная цена листового материала конкурентоспособна с поковкой, но штамповка обычно не так эффективна. Низкое энергопотребление, т. К. Инвентарь не нагревается. Диапазон доступных сплавов широк, но материалы с более высокой прочностью часто не так поддаются формованию, как материалы с более низкой прочностью. Следовательно, гибкость формы может быть ограничена, а стоимость процесса увеличена.
Шесть факторов, обычно в сочетании, дают преимущества ковки по сравнению с штамповкой из листового металла.
- Спроектированный процент брака для некоторых типов штамповки, которые являются альтернативой ковке, может достигать 50%, а иногда и выше.Он включает материал периметра в области зажима и связки матрицы, а также отверстия в штамповке. Конструкционный лом перерабатывается, но возвращается небольшая часть первоначальной закупочной цены, особенно в случае листовой стали.
- Большинство штамповок выполняется поэтапно, для каждой из которых требуется отдельный штамп. Стоимость штампа и обработки зависит от количества необходимых штампов.
- Во многих случаях требуется, чтобы несколько штамповок формировались и соединялись отдельно. Затраты на изготовление и оснастку для штамповок пропорционально увеличиваются, и возникают затраты на крепление и соединение.По мере увеличения количества деталей поковки становятся более конкурентоспособными по стоимости. В некоторых случаях поковки были выбраны вместо цельных штампованных деталей, чтобы добиться веса или получить второстепенные преимущества от форм, которые можно подделать, но нельзя получить штамповкой.
- Штамповки обычно изготавливаются из заготовки одинаковой толщины, а толщину стенок можно ограниченно изменять на протяжении штамповки. Возможность изменять толщину зависит от процесса и не всегда может быть использована для оптимизации продукта.Таким образом, толщина штампа обычно определяется механическими требованиями одной критической особенности. Альтернативы, такие как дополнительное усиление или специальные заготовки, требуют обработки и соединения отдельных деталей. Ковка дает больше возможностей подбирать толщину элементов в соответствии с функциональными требованиями, снижая вес компонентов. Это дает поковкам важное преимущество в приложениях, где минимальный вес имеет решающее значение, например, в аэрокосмической отрасли и элементах подвески автомобилей.
- Сборки штамповок требуют наличия таких элементов, как фланцы, для облегчения сварки или склеивания. Эти дополнительные функции обычно несколько увеличивают количество приобретаемых запасов и вес конечного продукта.
- Процессы штамповки до некоторой степени упрочняют металл, увеличивая прочность и твердость и снижая пластичность на некоторых участках штамповки. Однако увеличение связано с процессом и обычно не может быть оптимизировано для приложения, как это часто делается при ковке.В некоторых случаях для деформационного упрочнения требуется промежуточный отжиг.
Вернуться к содержанию
‘, ‘#printed’ => правда, ‘#type’ => ‘разметка’, ‘#pre_render’ => множество ( 0 => ‘drupal_pre_render_markup’, 1 => ‘ctools_dependent_pre_render’, ), ‘#children’ => ‘При штамповке листового металла используются листовые изделия, в основном из сплавов стали, нержавеющей стали, алюминия и меди, причем преобладают стальные сплавы. Штамповки подходят для большинства уровней производства, но наиболее экономичны при высоком годовом производстве.Производительность пресса и стоимость штампов зависят от количества штампов и прессов, необходимых для производства штамповки, что, в свою очередь, определяется сложностью штамповки. Прейскурантная цена листового материала конкурентоспособна с поковкой, но штамповка обычно не так эффективна. Низкое энергопотребление, т. К. Инвентарь не нагревается. Диапазон доступных сплавов широк, но материалы с более высокой прочностью часто не так поддаются формованию, как материалы с более низкой прочностью. Следовательно, гибкость формы может быть ограничена, а стоимость процесса увеличена.
Шесть факторов, обычно в сочетании, дают преимущества ковки по сравнению с штамповкой из листового металла.
- Спроектированный процент брака для некоторых типов штамповки, которые являются альтернативой ковке, может достигать 50%, а иногда и выше. Он включает материал периметра в области зажима и связки матрицы, а также отверстия в штамповке. Конструкционный лом перерабатывается, но возвращается небольшая часть первоначальной закупочной цены, особенно в случае листовой стали.
- Большинство штамповок выполняется поэтапно, для каждой из которых требуется отдельный штамп.Стоимость штампа и обработки зависит от количества необходимых штампов.
- Во многих случаях требуется, чтобы несколько штамповок формировались и соединялись отдельно. Затраты на изготовление и оснастку для штамповок пропорционально увеличиваются, и возникают затраты на крепление и соединение. По мере увеличения количества деталей поковки становятся более конкурентоспособными по стоимости. В некоторых случаях поковки были выбраны вместо цельных штампованных деталей, чтобы добиться веса или получить второстепенные преимущества от форм, которые можно подделать, но нельзя получить штамповкой.
- Штамповки обычно изготавливаются из заготовки одинаковой толщины, а толщину стенок можно ограниченно изменять на протяжении штамповки. Возможность изменять толщину зависит от процесса и не всегда может быть использована для оптимизации продукта. Таким образом, толщина штампа обычно определяется механическими требованиями одной критической особенности. Альтернативы, такие как дополнительное усиление или специальные заготовки, требуют обработки и соединения отдельных деталей. Ковка дает больше возможностей подбирать толщину элементов в соответствии с функциональными требованиями, снижая вес компонентов.Это дает поковкам важное преимущество в приложениях, где минимальный вес имеет решающее значение, например, в аэрокосмической отрасли и элементах подвески автомобилей.
- Сборки штамповок требуют наличия таких элементов, как фланцы, для облегчения сварки или склеивания. Эти дополнительные функции обычно несколько увеличивают количество приобретаемых запасов и вес конечного продукта.
- Процессы штамповки до некоторой степени упрочняют металл, увеличивая прочность и твердость и снижая пластичность на некоторых участках штамповки.Однако увеличение связано с процессом и обычно не может быть оптимизировано для приложения, как это часто делается при ковке. В некоторых случаях для деформационного упрочнения требуется промежуточный отжиг.
Вернуться к содержанию
‘, )Что такое штамповка металла? Руководство по процессам, этапам и типам прессов
Штамп для штамповки металла, используемый для автомобильных деталей.Изображение предоставлено: DRN Studio / Shutterstock.com
Штамповка металла – это процесс холодной штамповки, в котором используются штампы и штамповочные прессы для преобразования листового металла в различные формы.Кусочки плоского листового металла, обычно называемые заготовками, загружаются в штамповочный пресс для листового металла, который использует инструмент и поверхность штампа для придания металлу новой формы. Производственные предприятия и изготовители металла, предлагающие услуги штамповки, помещают штампованный материал между секциями штампа, где использование давления будет формировать и сдвигать материал в желаемую окончательную форму для продукта или компонента.
В этой статье описываются процесс и этапы штамповки металла, представлены типы обычно используемых штамповочных прессов, рассматриваются преимущества штамповки по сравнению с другими производственными процессами, а также объясняются различные типы штамповочных операций и их применения.
Основные понятия штамповки металлов
Штамповка металла, также называемая прессованием, представляет собой недорогой высокоскоростной производственный процесс, позволяющий производить большое количество идентичных металлических компонентов. Операции штамповки подходят как для коротких, так и для длительных производственных циклов и могут проводиться с другими операциями обработки металла и могут состоять из одного или нескольких из ряда более конкретных процессов или методов, таких как:
- Пробивка
- Заглушка
- Тиснение
- Чеканка
- Гибка
- Отбортовка
Вырубка и вырубка относятся к использованию штампа для резки материала на определенные формы.При штамповке обрезок материала удаляется, когда пуансон входит в матрицу, оставляя отверстие в заготовке. С другой стороны, вырубка удаляет заготовку из основного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
Тиснение – это процесс создания выпуклой или утопленной конструкции в листовом металле путем прижатия необработанной заготовки к штампу, имеющему желаемую форму, или путем пропускания заготовки материала через роликовый штамп.
Чеканка – это метод гибки, при котором заготовка штампуется, когда она помещается между штампом и пуансоном или прессом. Это действие заставляет наконечник пуансона проникать в металл и приводит к точным, повторяемым изгибам. Глубокое проплавление также снимает внутренние напряжения в металлической заготовке, в результате чего не возникает эффекта пружинения.
Гибка относится к общей технике формования металла в желаемые формы, такие как L, U или V-образные профили. Процесс гибки металла приводит к пластической деформации, которая вызывает напряжения выше предела текучести, но ниже предела прочности.Изгиб обычно происходит вокруг одной оси.
Отбортовка – это процесс установки развальцовки или фланца на металлическую заготовку с помощью штампов, прессов или специального оборудования для отбортовки кромок.
Станки для штамповки металла могут больше, чем просто штамповка; они могут лить, штамповать, резать и формировать металлические листы. Станки могут быть запрограммированы или с числовым программным управлением (ЧПУ) для обеспечения высокой точности и повторяемости для каждой штампованной детали. Программы электроэрозионной обработки (EDM) и компьютерного проектирования (CAD) обеспечивают точность.Доступны различные станки для штамповки штампов. Прогрессивные, формовочные, составные и твердосплавные инструменты позволяют выполнять определенные задачи штамповки. Прогрессивные матрицы можно использовать для одновременного создания нескольких деталей на одной детали.
Различные типы прессов: Пресс гидравлический штамповочный.Изображение предоставлено: Romul014 / Shutterstock.com
Виды штамповочных операций
Прогрессивная штамповка
Для прогрессивной штамповки используется последовательность станций штамповки.Рулон металла подается в поршневой штамповочный пресс с матрицами прогрессивной штамповки. Матрица перемещается вместе с прессом, и когда пресс движется вниз, матрица закрывается, штампуя металл и формируя деталь. Когда пресс перемещается вверх, металл перемещается горизонтально к следующей станции. Эти движения должны быть точно выровнены, поскольку деталь все еще связана с металлической полосой. Последняя станция отделяет только что изготовленную деталь от остального металла. Прогрессивная штамповка идеальна для длительных тиражей, потому что штампы служат долго, не повреждаются, а процесс очень повторяемый.На каждом этапе процесса выполняется различная операция резки, гибки или штамповки металла, таким образом постепенно достигая желаемой формы и дизайна конечного продукта. Это также более быстрый процесс с ограниченным количеством отходов.
Трансферная штамповка
Передаточная штамповка похожа на прогрессивную штамповку, но деталь отделяется от металлического пути на ранней стадии процесса и передается от одной штамповочной станции к другой другой механической транспортной системой, такой как конвейерная лента.Этот процесс обычно используется для больших деталей, которые, возможно, потребуется перенести на разные прессы.
Четырехпозиционная штамповка
Четырехходовая штамповка также называется многолучевой или четырехсторонней штамповкой. Этот метод лучше всего подходит для создания сложных компонентов, которые имеют множество изгибов или поворотов. Он использует четыре скользящих инструмента вместо одного вертикального суппорта, чтобы формировать заготовку за счет нескольких деформаций. Два ползуна или плашки ударяют по заготовке горизонтально, придавая ей форму, при этом плашки не используются.Многослайдовая штамповка также может иметь более четырех движущихся слайдов.
Четырехпозиционная штамповка – это очень универсальный вид штамповки, так как к каждому слайду можно прикрепить разные инструменты. Он также имеет относительно низкую стоимость и быстрое производство.
Чистовая вырубка
Чистая вырубка, также известная как чистовая вырубка, полезна для обеспечения высокой точности и гладких краев. Обычно выполняемые на гидравлическом или механическом прессе или с помощью комбинации этих двух операций чистовой вырубки состоят из трех отдельных движений:
- Зажим заготовки или обрабатываемого материала на месте
- Выполнение операции вырубки
- Выброс готовой детали
Прессы для чистовой вырубки работают при более высоких давлениях, чем те, которые используются при обычных операциях штамповки, поэтому инструменты и оборудование необходимо проектировать с учетом этих более высоких рабочих давлений.
Кромки, полученные при чистовой штамповке, избегают изломов, так как они получаются с помощью обычных инструментов, а плоскостность поверхности может превосходить таковую, доступную при других методах штамповки. Поскольку это метод холодной экструзии, чистовая вырубка представляет собой одностадийный процесс, снижающий общие затраты на изготовление.
Типы штамповочных прессов
Три распространенных типа штамповочных прессов включают механические, гидравлические и механические сервоприводы. Обычно прессы связаны с устройством автоматической подачи, которое отправляет листовой металл через пресс в рулонах или заготовках.
Механический
В механических прессахиспользуется двигатель, соединенный с механическим маховиком для передачи и хранения энергии. Размер их пуансонов может варьироваться от 5 мм до 500 мм, в зависимости от конкретного пресса. Скорость механического прессования также варьируется, обычно в диапазоне от двадцати до 1500 ударов в минуту, но они обычно быстрее, чем гидравлические прессы. Эти прессы бывают разных размеров от двадцати до 6000 тонн. Они хорошо подходят для создания более мелких и простых деталей из рулонов листового металла.Обычно они используются для прогрессивной и трансферной штамповки при больших объемах производства.
Гидравлический
В гидравлических прессахдля приложения силы к материалу используется гидравлическая жидкость под давлением. Гидравлические поршни вытесняют жидкость с силой, пропорциональной диаметру головки поршня, что позволяет лучше контролировать величину давления и обеспечивать более постоянное давление, чем в механическом прессе. Кроме того, они имеют возможность регулировки хода и скорости и, как правило, могут выдавать полную мощность в любой момент хода.Эти прессы обычно различаются по размеру от двадцати до 10000 тонн и имеют ход поршня от 10 до 800 мм.
Гидравлические прессы обычно используются для небольших производственных партий для создания более сложных и более глубоких штамповок, чем механические прессы. Они обеспечивают большую гибкость благодаря регулируемой длине хода и контролируемому давлению.
Механический сервопривод
В механических сервопрессахвместо маховиков используются двигатели большой мощности. Они используются для создания более сложных штамповок с большей скоростью, чем гидравлические прессы.Ход, положение и движение скольжения, а также скорость регулируются и программируются. Они приводятся в действие либо системой привода с вспомогательной связью, либо системой прямого привода. Эти прессы являются самыми дорогими из трех рассмотренных типов.
Типы штамповочных штампов
Штамповочный пресс с ЧПУ.Изображение предоставлено: DRN Studio / Shutterstock.com
Матрицы, которые используются при штамповке металла, можно охарактеризовать как однопозиционные или многопозиционные.
Однопозиционные матрицы включают как составные, так и комбинированные матрицы.Составные штампы выполняют более одной операции резки на одном прессе, например, в случае нескольких разрезов, необходимых для создания простой шайбы из стали.
Комбинированные матрицы – это матрицы, в которых за один ход пресса выполняются как операции резки, так и операции без резки. Примером может служить матрица, которая производит надрез, а также фланец для данной металлической заготовки.
Многопозиционные штампы включают в себя как прогрессивные штампы, так и штампы для переноса, где операции вырубки, штамповки и резки выполняются последовательно из одного и того же штампа.
Стальные линейчатые матрицы, также называемые ножевыми, изначально использовались с более мягкими материалами, такими как кожа, бумага или картон, но также нашли применение при резке и формовании металлов, включая алюминий, медь и латунь. Материал стальной полосы, используемый для режущей поверхности, спроектирован так, чтобы соответствовать желаемой форме, а в башмаке штампа прорезана прорезь для удержания материала стальной линейки. Характеристики разрезаемого материала, такие как его толщина и твердость, помогают установить толщину стальной линейки, которая будет использоваться в режущем диске.
Соображения по поводу материалов
Кольца Raschid – любезно предоставлены Wisconsin StampingВыбор используемых материалов для штамповки металла зависит от желаемых свойств готовой детали. Штамповка не ограничивается как производственный процесс только металлами – существует множество металлических штамповочных материалов, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы являются наиболее часто используемыми.
В целом металлы после штамповки сохраняют свою пластичность и пластичность.Те, которые используются при прецизионной штамповке, обычно имеют твердость от мягкой до средней и имеют низкий коэффициент текучести. Некоторые из обычных металлов и типов металлов, изготавливаемых методом штамповки, включают:
- Драгоценные металлы, такие как серебро, золото и платина
- Черные металлы, особенно сплавы на основе железа, такие как нержавеющая сталь
- Цветные металлы, такие как бронза, латунь и цинк
- Нестандартные сплавы, такие как бериллиевый никель и бериллиевая медь
Черные металлы обычно используются в штамповочных операциях, так как в них низкое содержание углерода означает, что они относятся к наименее дорогостоящим вариантам, что приводит к низким производственным затратам.
При выполнении операций по штамповке металла необходимо учитывать несколько важных факторов и конструктивных соображений.
Завершающие операции
Производственные операции после штамповки могут включать в себя процессы удаления заусенцев, нарезания резьбы, развертывания и зенкования штампованного продукта. Это позволяет добавлять другие детали к штампованной детали или исправлять дефекты отделки или удалять острые кромки, которые могут повлиять на безопасность.
Удаление заусенцев включает удаление осколков обрезного материала, которые остаются на заготовке после завершения операции штамповки.Острые кромки могут потребовать шлифовки для удаления заусенцев или может потребоваться отбортовка, чтобы получить сглаженную кромку и направить кромку с заусенцами во внутреннюю складку, где это не вызовет травм или не будет замечено косметически.
Концепции дизайна
Обычно следует избегать слишком узких выступов в штампованных продуктах, поскольку они могут быть более легко искажены и повлиять на восприятие качества готового продукта.
По возможности, конструкции должны основываться на использовании существующих штампов для стандартных форм и изгибов.Необходимость создания нестандартного штампа для штамповки увеличит первоначальные затраты на инструмент.
Избегание острых внутренних и внешних углов в штампованных изделиях может помочь снизить вероятность образования более крупных заусенцев в этих областях и острых кромок, для удаления которых требуется вторичная обработка. Кроме того, существует большая вероятность концентрации напряжений в острых углах, что может вызвать растрескивание или последующий выход детали из строя из-за длительного использования.
Габаритные размеры готового продукта будут ограничены доступными размерами листов или заготовок листового металла, и эти ограничения необходимо учитывать для материала, израсходованного на складки на краях или фланцах, а также для любого дополнительного удаления или использования материала.Очень большие продукты, возможно, придется создавать в несколько этапов и механически соединять вместе в качестве второго этапа производственного процесса.
Для операций вырубки учитывайте как направление вырубки, так и размер перфорированного элемента. Как правило, пробивку лучше всего производить в одном направлении, чтобы все острые кромки, образованные пуансоном, находились на одной стороне заготовки. Затем эти края можно скрыть для внешнего вида и держать подальше от общего доступа рабочих или конечных пользователей продукта, где они могут представлять опасность.Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что размер перфорированных элементов должен быть как минимум в два раза больше толщины материала.
Для гибов минимальный радиус изгиба листового металла примерно равен толщине материала. Меньшие изгибы труднее достичь и могут привести к появлению точек концентрации напряжения в готовой детали, что впоследствии может вызвать проблемы с качеством продукции.
При сверлении или пробивке отверстий выполнение этих операций на одном этапе поможет обеспечить их позиционирование, допуск и повторяемость.Как правило, диаметры отверстий должны быть не меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее двух толщин материала друг от друга.
Операции по изгибу должны выполняться с учетом риска деформации материала, поскольку материал на внутренней и внешней поверхностях точки изгиба сжимается и растягивается соответственно. Минимальный радиус изгиба должен быть примерно равен толщине заготовки, чтобы избежать накопления концентрации напряжений.Длины фланцев должны быть примерно в три раза больше толщины заготовки, что является хорошей практикой.
Преимущества и недостатки штамповки
Некоторые из преимуществ штамповки включают более низкую стоимость штампа, более низкие вторичные затраты и высокий уровень автоматизации по сравнению с другими процессами. Штамповочные штампы для металла, как правило, относительно дешевле в производстве и обслуживании, чем штампы, используемые в других распространенных процессах. Вторичные затраты, такие как очистка и нанесение покрытия, также дешевле, чем аналогичная обработка для других процессов изготовления металла.Штамповочные машины относительно легко автоматизировать и могут использовать высокопроизводительные компьютерные программы управления, которые обеспечивают большую точность, более быстрое производство и меньшее время выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Одним из недостатков штамповки является более высокая стоимость пресса. Матрицы также должны быть приобретены или созданы, а изготовление штампов для штамповки металла по индивидуальному заказу – более длительный предварительный процесс. Менять штампы также может быть сложно, если необходимо изменить конструкцию во время производства.
Пример штамповки металлических деталей.Изображение предоставлено: Mardek, LLC
Приложения
Штамповка используется во множестве приложений, особенно связанных с трехмерным рисунком, надписью или другими элементами гравировки на поверхности. Такие штамповочные изделия обычно производятся для производителей бытовой техники, автомобильных компаний, осветительной промышленности, телекоммуникационных услуг, военной и оборонной промышленности, аэрокосмической промышленности, производителей медицинского оборудования и компаний, занимающихся электроникой.Скорее всего, у вас есть продукт в вашем доме, детали которого созданы путем штамповки металла, потому что этот процесс используется во всем, от вашей бытовой техники до ваших автомобилей.
Конкретные продукты и компоненты могут варьироваться от простых элементов штамповки, таких как металлические зажимы, пружины, грузы, шайбы и кронштейны, до более сложных конструкций, таких как основания двигателя или фрикционные диски. Этот процесс используется для производства как деталей для большого оборудования, так и невероятно детализированных мелких деталей.Микроточная штамповка позволяет изготавливать детали диаметром до 0,002 дюйма.
Электронные штамповки – это электронные компоненты, изготовленные методом штамповки металла. Они используются в самых разных отраслях, от бытовой электроники и бытовой техники до телекоммуникаций и авиакосмической промышленности. Электронные штамповки доступны из ряда металлов, включая медь, медные сплавы, алюминий и сталь, а также из более дорогих металлов, таких как платина и золото. Электронные компоненты, изготовленные методом штамповки металла, включают клеммы, контакты, выводные рамки, пружины и штыри.Они могут быть созданы из черных или цветных металлов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских устройствах. Из-за специальных форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
Сводка
В этой статье представлено понимание операций по штамповке металла и машинных прессов. Для получения дополнительной информации о сопутствующих услугах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https://metalproductsblog.com/2014/03/12/mechanical-vs-hydraulic-punch-presses/
- https://www.thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press
- https://www.metalformingmagazine.com
- https://www.sciencedirect.com/topics/engineering/fine-blanking
- https://mindtribe.com/2016/03/the-mindtribe-guide-to-sheet-metal-design/
- http://marii.my/design-considerations-for-metal-stamping/
- https: // www.keatsmfg.com/metal-stamping/
- https://www.espemfg.com/blog/blanking-vs-punching/
- https://www.manortool.com/blog/applications-tips-transferring-tooling/
- https://www.ohiovalleymfg.com/blog/heavy-gauge-stamping/
- https://www.arandatooling.com/what-is-metal-stamping/
- https://www.associatedfastening.com/products-services/metal-stamping.html
- https://www.hudson-technologies.com/blog/metal-stamping-custom-components/
- https: // claironmetals.ru / a-short-guide-to-metal-stamping /
- https://www.esict.com/tool-die-making/
Прочие изделия из металла
Больше от Custom Manufacturing & Fabricating
Понимание преимуществ и приложений
Прогрессивная штамповка методом холодной штамповки: сочетание лучшего из двух проверенных производственных технологий
21 декабря 2018 г.
By Interplex
Введение
Производители, производящие сложные детали, сталкиваются с аналогичной дилеммой, когда речь идет о балансе высокой производительности, контроля качества и рентабельности производства.Все три фактора имеют решающее значение для успеха, но иногда кажется, что они противоречат друг другу. Например, увеличение объемов производства может повысить риски возникновения дефектов, а результирующее снижение урожайности может снизить объем производства при одновременном повышении затрат.
Для создания сложных металлических деталей можно использовать различные производственные технологии, но каждый из них требует компромисса между вышеуказанными целями. Часто лучшим подходом является объединение нескольких производственных методов таким образом, чтобы максимально использовать сильные стороны каждого из них при минимизации слабых сторон.
Одним из очень удачных подходов является сочетание холодной штамповки и прогрессивной штамповки металла.
В этой статье мы рассмотрим, как результирующий многотехнологический подход с прогрессивной штамповкой методом холодной штамповки может помочь производителям производить сложные металлические детали в больших объемах производства без ущерба для качества или затрат.
Что такое прогрессивная штамповка?Прогрессивная штамповка металла – это производственный процесс, при котором металлические детали создаются с использованием нескольких процедур металлообработки, применяемых через ряд последовательных этапов.Это достигается с помощью автоматизированной системы подачи, которая перемещает металлическое сырье на каждом этапе – каждый раз создается или добавляется одна функция – до тех пор, пока не будет готов конечный продукт.
Прогрессивная штамповкаРазличные процессы металлообработки в рамках прогрессивной штамповки могут включать следующее:
- Экструзия: Создание детали желаемой формы путем продавливания металлического сырья под давлением через матрицу или форму
- Пробивка отверстий: Использование пресса и перфоратора для создания отверстий в заготовке за счет усилия сдвига
- Гибка: Изготовление V- или U-образной формы из листового металла и других пластичных материалов
- Чеканка: Приложение силы к металлической поверхности для получения более гладкой поверхности и меньшего критического допуска
- Глубокая вытяжка: Формовка листового металла с помощью пуансона для радиальной вытяжки металла в матрицу
- Чистовая вырубка: Специальный тип прогрессивной штамповки, который создает плоскостность и кромки с полным срезом, чего нельзя добиться с помощью обычных процедур пробивки отверстий или резки металла.
- Штамповка с несколькими салазками и штамповка с четырьмя салазками: Крупносерийное производство деталей с жесткими допусками с использованием специального оборудования
- Формовка проволоки: Сложная процедура, включающая операции формовки, изготовления, сборки и отделки для производства проволоки различного калибра
Прогрессивная штамповка предлагает ряд преимуществ для производителя и конечного потребителя, например:
- Это хорошая альтернатива традиционным методам производства за счет исключения или минимизации обработки, сварки и сборки
- Это стабильный и последовательный процесс производства сложных деталей и изделий
- Поскольку сырье непрерывно подается в штамповочный станок, больше деталей производится за более короткий период времени по сравнению с традиционными методами обработки или изготовления
- Позволяет изготавливать детали с высокой жесткостью за счет жестких допусков, более плоских и гладких поверхностей и более острых угловых кромок
- Позволяет создавать более сложные геометрические формы за один процесс
- Настройка проще, так как для выполнения нескольких производственных операций требуется только один прогрессивный станок.
- При однократной прогрессивной штамповке металла выходная мощность выше, но стоимость детали намного ниже
- Обеспечивает высокую повторяемость с уменьшенным риском деформации, разрушения и других дефектов, которые сопровождают длительные производственные партии.
- Сокращает время производственного цикла и повышает общую эффективность производства
Что такое холодная ковка?
Холодная штамповка – это процесс ударной штамповки, при котором заготовка пластически деформируется под действием высокого сжимающего усилия между пуансоном и матрицей с использованием подходящего оборудования, такого как машинный пресс.
Методы холодной штамповки включают экструзию (вперед, назад, вперед и назад), чеканку, высадку и обжимку. Эти методы могут выполняться за один ход пуансона или за отдельные операции, в зависимости от требований конкретного приложения.
По сути, холодная ковка – это процесс вытеснения, при котором существующему материалу придается желаемая форма – в отличие от традиционной механической обработки, при которой материал удаляется для создания желаемой формы.
Ремень безопасности Механизм вращения клапана двигателяПреимущества холодной штамповки
- Повышенная производительность при крупносерийном производстве: Холодная штамповка, как правило, представляет собой однопроходный процесс формовки, который деформирует существующий материал в желаемую форму
- Экономия времени на каждую деталь: В зависимости от конкретных параметров детали, экономия времени на единицу может обеспечить значительное повышение производительности; некоторые детали, обработка которых занимает от 3 до 5 минут, достигли производительности более 50 деталей в минуту при успешном преобразовании в холодную штамповку
- Превосходная окупаемость инвестиций (ROI): Возможность повышения производительности более чем в 100-200 раз обеспечивает быструю окупаемость инвестиций в штампы для холодной штамповки и оснастку
- Удаление отходов: Вход в процесс холодной штамповки представляет собой «заготовки» материала, которые вырезаются из сырьевого материала (рулон, балка, лист и т. Д.)), причем каждая заготовка представляет собой точное количество материала, необходимого для финальной детали
- Экономия материала и снижение затрат: Вместо удаления значительного количества сырья в процессе холодной штамповки используется все это – следовательно, исключаются потери материала
- Повышенная целостность и прочность детали: Процесс сильного сжатия, используемый при холодной штамповке, смещает и переупорядочивает зернистость основного материала – следовательно, любые внутренние недостатки устраняются, давая более прочные детали
- Улучшенный внешний вид и чистовая обработка поверхности: Холодная ковка также дает явные преимущества по сравнению с механической обработкой, литьем, сваркой и другими процессами изготовления, поскольку внешний вид детали и гладкость поверхности обычно не требуют этапов последующей обработки.
Что такое прогрессивная штамповка методом холодной штамповки?
Сочетание холодной штамповки и прогрессивной штамповки в дополнительный процесс может быть даже более эффективным, чем использование любой из этих методик отдельно.Интеграция этих процессов помогает преодолеть любые недостатки, которые могут возникнуть в результате использования только одного или другого.
Как для холодной штамповки, так и для прогрессивной штамповки требуются большие прессы и штампы для формования деталей. Однако стоимость, размер и занимаемая площадь машин для различных процессов могут различаться; а рентабельность во многом зависит от коэффициентов использования машины. Если выбранный процесс не является оптимальным для всех операций, необходимых для сложной детали, вполне вероятно, что загрузка станка снизится на одних операциях, а на других будет лучше.
Комбинируя обе методологии, прогрессивная штамповка холодной штамповки гарантирует, что на каждом этапе последовательности используется наиболее подходящий метод, а использование станка и качество продукции оптимизируются на протяжении всего производственного процесса.
Прогрессивная штамповка методом холодной штамповки использует сочетание дополнительных процессовПрогрессивная штамповка методом холодной штамповки предлагает идеальное решение для рентабельного крупносерийного производства деталей с множеством сложных функций, особенно когда эти функции необходимо реализовать в трехмерных конструкциях.На следующих рисунках показаны некоторые примеры готовых прецизионных деталей с прогрессивной штамповкой методом холодной штамповки:
Циклоидная передача двигателя Модуль электронного контроля устойчивостиКольцо кожуха Тяга трансмиссии CVT Собачка с откидным сиденьем
Преимущества холодной ковки Прогрессивная штамповка
Прогрессивная штамповка методом холодной штамповки является альтернативой традиционным методам производства; некоторые из его ключевых преимуществ:
- Значительная экономия
- Стабильные прецизионные детали
- Более жесткие детали с жесткими допусками, более острыми углами и большей плоскостностью
- Сокращение сроков изготовления
- Повышенное качество
- Возможность преобразования процесса
Применения холодной штамповки для прогрессивной штамповки
Прогрессивная штамповка методом холодной штамповки может использоваться для рентабельного производства больших объемов сложных деталей в различных отраслях промышленности, включая, помимо прочего:
РезюмеБлагодаря прогрессивной штамповке методом холодной штамповки производители могут наслаждаться гармоничным сочетанием эффективности, качества и общей стоимости.Качество продукции не должно ухудшаться из-за более высокого процента брака при крупносерийном производстве, а производственные затраты не ограничиваются неоптимальным использованием оборудования.
О нас
Interplex – ведущий поставщик мультитехнологических решений, которому доверяют ведущие компании из множества отраслей. Вот уже более 60 лет мы играем важную роль в предоставлении высококачественных индивидуальных решений для решения самых взыскательных проблем наших уважаемых клиентов.
В условиях жесткой глобальной конкуренции наши технологии выделяют нас и укрепляют лидирующие позиции. Наша способность разрабатывать, разрабатывать и производить критически важные продукты и решения, адаптированные для конкретных конечных приложений, проистекает из нашей давней приверженности технологиям и инновациям. Это включает в себя многочисленные патенты и продукты с товарными знаками, подкрепленные нашей репутацией в области разработки новых решений, опережающих новые тенденции в отрасли.
Свяжитесь с нами по любым вопросам о продуктах / услугах или отправьте Запрос коммерческого предложения .
Узнайте больше о Interplex и нашем наследии в области точного машиностроения здесь .
Производители, которые производят сложные детали и продукты, сталкиваются с аналогичной дилеммой, когда у них есть высокие объемы производства, а именно с контролем качества. Когда детали или продукты производятся в больших количествах, существует риск того, что некоторые партии могут быть бракованными. Если такие дефекты на производственной или сборочной линии не будут обнаружены на ранней стадии, те же проблемы могут проявиться и в последующих партиях продукции.
Ключевой технологией, которая помогает снизить этот риск при крупносерийном производстве сложных металлических деталей и изделий, является прогрессивная штамповка. В этой статье мы поможем вам понять преимущества и возможности применения прогрессивной штамповки, а также выделим послужной список Interplex в этой области.
Готовы начать? Давайте начнем.
Содержание
Что такое прогрессивное тиснение?
Прогрессивная штамповка металла – это производственный процесс, при котором металлические детали создаются с использованием нескольких процедур металлообработки, которые применяются через ряд последовательных этапов.Этот процесс осуществляется с помощью автоматизированной системы подачи, которая перемещает металлическое сырье на каждом этапе – каждый раз создавая или добавляя одну особенность детали или продукта – до тех пор, пока не будет готов конечный продукт.
Прогрессивная штамповкаРазличные процессы металлообработки в рамках процедуры прогрессивной штамповки могут включать следующее:
- Экструзия = создание детали желаемой формы путем выдавливания металлического сырья под давлением через матрицу или форму
- Пробивка = использование пресса и пробойника для создания отверстий в заготовке за счет усилия сдвига
- Гибка = изготовление V- или U-образной формы из листового металла и других пластичных материалов
- Чеканка = приложение силы к металлической поверхности для получения более гладкой поверхности и меньшего критического допуска
- Глубокая вытяжка = формовка листового металла с помощью пуансона для радиальной вытяжки металла в матрицу
- Чистовая вырубка = специальный тип прогрессивной штамповки, который создает плоскостность и кромку полного среза, чего нельзя добиться с помощью обычных процедур пробивки отверстий или резки металла.
- Multislide Stamping и Fourslide Stamping = крупносерийное производство деталей с жесткими допусками с использованием специального оборудования
- Формование проволоки = сложная процедура, включающая операции формования, изготовления, сборки и отделки, которые позволяют производить проволоку различного калибра.
Преимущества прогрессивной штамповки металла
Прогрессивная штамповка предлагает большое количество преимуществ для производителя и конечного потребителя, например:
- Позволяет заменить традиционные методы производства, полностью исключив или сведя к минимуму обработку, сварку и сборку
- Это стабильный и последовательный процесс производства сложных деталей и изделий
- Поскольку сырье непрерывно подается в штамповочный станок, больше деталей создается за более короткий период времени по сравнению с традиционными методами обработки или изготовления
- Позволяет изготавливать детали с высокой жесткостью за счет жестких допусков, более плоских и гладких поверхностей и более острых угловых кромок
- Позволяет создавать более сложные геометрические формы за один процесс
- Настройка упрощается, поскольку для выполнения нескольких производственных операций требуется только один прогрессивный станок.
- Поскольку выполняется однократная прогрессивная штамповка металла, выходная мощность выше, но стоимость детали намного ниже
- Обеспечивает высокую повторяемость с уменьшенным риском деформации, разрушения и других дефектов, которые сопровождают длительные производственные циклы
- Сокращает время производственного цикла и повышает общую эффективность производства
Применение прогрессивной штамповки металла
Прогрессивная штамповка металла используется для изготовления самых разнообразных изделий – например, тормозных суппортов в автомобилях и крышек с язычками на банках из-под газировки и сока.В настоящее время он используется во многих отраслях, некоторые из которых обслуживает Interplex:
- Автомобильная промышленность
- Медицинское оборудование
- Электроника
- Авиация и космонавтика
- Военная оборона
- Бытовая техника
- Архитектурные элементы
- Технологическое оборудование
- Музыкальные инструменты
- Продукты питания и напитки
Благодаря прогрессивной штамповке металла производители могут наслаждаться гармоничным сочетанием эффективности и качества.Качество продукции не должно ухудшаться из-за длительных и больших серий производства. Прогрессивная штамповка металла обеспечивает эффективное производство сложных деталей и изделий без ухудшения качества.
Полезные ссылки
- Узнайте больше о наших возможностях прецизионной штамповки металла здесь.
- Свяжитесь с нами для любых запросов на продукцию или запросов цен здесь.
- Узнайте больше о Interplex и нашем наследии в области точного производства здесь.
6 фактов, которые нужно знать об индустрии штамповки и ковки металлов
Поскольку до FABTECH 2019 осталось всего несколько месяцев, я всегда думаю обо всем, что касается металла, поэтому я решил сосредоточить статью на этой неделе на смежной отрасли: штамповке и ковке металла.
Вот шесть фактов, которые нужно знать об индустрии штамповки и ковки металла в США, на основе недавнего отраслевого отчета, опубликованного исследовательской фирмой IBISWorld.
1) Отрасль штамповки и ковки металла состоит из пяти основных продуктов и услуг.
Сюда входят неавтомобильная штамповка, ковка черных металлов, ковка цветных металлов, порошковая металлургия и профилирование профилей.
2) Эта отрасль имеет низкую концентрацию доли рынка.
Например, в 2018 году более 80% рыночной доли отрасли составляли более мелкие операторы (то есть компании, которые не приносили более 5% доходов отрасли).
3) Precision Castparts Corp. (PCC) и Allegheny Technologies Incorporation (ATI) являются единственными крупными игроками отрасли.
PCC занимает 10,4% рынка США, а ATI – 5,1%.
4) Рост отрасли штамповки и ковки металла снизился с 2014 по 2019 год в годовом исчислении на -1,3%.Отрасль пришла в упадок по нескольким причинам, таким как:
- Неустойчивые цены на цветные металлы и сталь во всем мире
- Неустойчивый и / или падающий спрос со стороны рынков сбыта, таких как производство нефтегазового оборудования, авиакосмической промышленности и сельскохозяйственного машиностроения
Посетите наш веб-семинар о разработке стратегий улучшения результатов в отрасли.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПРОСМОТРЕТЬ ВЕБИНАР
5) Ожидается, что в отрасли штамповки и ковки металлов в 2019-2024 годах вырастет выручка.IBISWorld прогнозирует, что выручка будет расти в годовом исчислении на 0,7%, достигнув в общей сложности 36,2 миллиарда долларов в течение следующих пяти лет.
Повышенный спрос со стороны ключевых рынков сбыта продукции отрасли будет стимулировать этот ожидаемый рост.Цены на металл также будут более стабильными.
6) Компании, которые обслуживают аэрокосмическую промышленность, скорее всего, испытают наибольший потенциальный рост доходов.
Отрасль штамповки и ковки металла сократилась за последние пять лет отчасти из-за сокращения финансирования Министерства обороны США, которое финансирует один из своих ключевых рынков сбыта продукции: аэрокосмическое производство.
Но эта тенденция может измениться. Поскольку расходы на оборону увеличились в последние годы и могут продолжать расти в течение следующих пяти лет, отрасль аэрокосмической промышленности, скорее всего, будет продолжать расти.
Аэрокосмическое производство также дает предприятиям, занимающимся штамповкой и ковкой металла, важное преимущество: потребность в более сложных продуктах с высокой добавленной стоимостью. Эти продукты обеспечивают высокую рентабельность компаний, занимающихся штамповкой и ковкой металла.
Заключение
В отрасли ковки и штамповки металла темпы роста в 2014-2019 гг. Снизились, но если расходы на оборону увеличатся, спрос на других рынках сбыта увеличится, а мировые цены на металлы останутся стабильными, эта отрасль, скорее всего, будет расти в следующие пять лет.
Все о прессовании, ковке, гидроформовке и гидравлическом формовании
Формовка металла – это общий термин для множества различных производственных процессов, которые деформируют металл в желаемую форму или геометрию. Чтобы металл мог быть сформирован (или деформирован) в определенную форму, к материалу должна быть приложена внешняя сила, превышающая исходную прочность формируемого металлического листа или трубы.
Формовка листового металла – одна из важнейших технологий в обрабатывающей промышленности.Хотя обработка металлов давлением до недавнего времени вносила значительный вклад в здоровье нашей экономики, после промышленной революции было сделано несколько значительных достижений. В этом посте мы обсудим устаревшие методы, такие как штамповка, ковка, традиционное гидроформование и жидкостное формование.
Штамповка и прессованиеШтамповка, также называемая «прессованием», является одним из старейших видов штамповки металла. Во время этого процесса плоский кусок листового металла помещается в пресс, где инструмент и поверхность штампа придают металлу желаемую форму.В некоторых случаях металл должен пройти несколько этапов прессования, что может повредить поверхность материала и ослабить металл.
Эксплуатационные расходы, затраты на оборудование, инструменты и штампы, а также постпроизводственная фиксация могут быть непомерно высокими.
КовкаКовка – это самый старый из известных процессов обработки металла, который часто классифицируется в зависимости от температуры (холодная, теплая или горячая обработка), при которой формируется металл. Ковка производит прочные изделия, однако капитальные затраты и ее воздействие на окружающую среду значительны.
Гидроформовка 20-го векаГидроформование – это экономичный способ формования обычных пластичных металлов, таких как алюминий, латунь, сталь и нержавеющая сталь, а также современных более сложных сплавов в легкие, структурно жесткие и прочные детали. Автомобильная, аэрокосмическая, медицинская и бытовая промышленность часто обращаются к гидроформингу для создания прочных сложных форм.
Сегодня существует множество вариантов первой версии гидроформовки листового металла (которая была запатентована в 1955 году).Обычно эти устаревшие методы работают с давлением формования в диапазоне 70–100 мПа / 10 000–15 000. Формование листового металла традиционно достигается путем нагнетания давления в гибком баллоне, заполненном гидравлическим маслом. Этот баллон расширяется относительно листового металла и деформирует его в форму.
FluidForming: гидроформинг для 21 векаТехнология FluidForming, представляющая собой современное изобретение гидроформинга, была впервые запатентована в Германии и была разработана, чтобы заполнить рыночный пробел в области более качественного, точного, быстрого, воспроизводимого и доступного процесса формования металла.
Что такое FluidForming? В этом современном варианте традиционного гидроформования без баллонов используется вода под давлением до 400 мПа / 60 000 фунтов на квадратный дюйм. FluidForming и обеспечивает большую степень детализации, прочности и повторяемости, чем любой существующий унаследованный метод. Пружинность и деформация также минимальны. Наконец, поскольку вода контактирует только с одной стороной металлической поверхности, это идеальный процесс обработки металлов давлением для готовых металлов и высокотехнологичных сплавов.
Изобретатель технологии, Райнхольд Вессельманн, разработал технологию и процесс FluidForming с учетом текущих тенденций в металлообрабатывающей промышленности, таких как экологичность, аддитивное производство, быстрое прототипирование, снижение затрат и потребность в высокоточных компонентах с высокой точностью.
Узнайте больше о штамповке металлов и узнайте, подходит ли технология гидроформовки FluidForming для вашего следующего проекта. Свяжитесь с FluidForming Americas сегодня по телефону (800) 497-3545 или напишите нам по адресу [email protected].
История штамповки металла | Томас Инжиниринговая Компания
С тех пор, как человек понял, как выплавлять руду в металл, люди пытались найти новые и лучшие способы изготовления металлических изделий. От ковки и литья расплавленного металла в формы для песка до работы кузнецов и современной точной штамповки металла – история представляет собой путь непрерывных изобретений и инноваций.Сегодня прецизионная штамповка металла деталей такими компаниями, как Thomas Engineering Company в Миннеаполисе, Миннесота, подняла прецизионную штамповку металла на новый уровень, который первые мастера по металлу даже представить себе не могли.
Чтобы понять историю развития процесса прецизионной штамповки металла и то, как он изменил производство металла, не нужно смотреть дальше монет. Первые попытки штамповки металла начались с чеканки монет.
Считается, что первые монеты были отчеканены в седьмом веке до нашей эры.C. лидийцами, народом, живущим на территории современной Турции. Принцип, лежащий в основе этого процесса, не сильно отличался от того, что делается сегодня при штамповке металла. Была изготовлена игральная кость с изображением одной стороны монеты. Другое изображение было вырезано на штампе, по которому ударили тяжелым молотком, в результате получилась двусторонняя монета. Эти монеты обычно делались из металлов, таких как золото, или сплава золота и серебра.
Этот процесс чеканки монет и, в конечном итоге, других предметов оставался в основном неизменным до примерно 1550 года, когда немецкий серебряный мастер Маркс Шваб разработал винтовой пресс для чеканки монет.Шнековый пресс вращали до двенадцати человек, чтобы оказать давление, необходимое для образования металла. Хотя достижения в металлургии сделали возможным создание более твердых и долговечных штампов и штампов, концепция процесса осталась почти такой же.
С наступлением промышленной революции грубая сила винтового пресса с приводом от человека была заменена использованием энергии пара для подъема тяжелого груза над штампом и его падения, чтобы поразить изображение. По мере развития технологий скорость, с которой можно было штамповать монеты, резко возросла, но штамповка металлических деталей для промышленного использования была почти неслыханной до 1890-х годов.До этого производители использовали ковку и литье под давлением для изготовления большинства металлических компонентов. Однако в 1890 году немецкий производитель велосипедов начал изготавливать детали для велосипедов с помощью штамповки металла.
Когда производители начали открывать, насколько быстрее и дешевле можно изготавливать детали с помощью штамповки металла, процесс стал процветать. Удивительно, но одним из последних производителей, которые начали использовать металлическую штамповку автомобильных деталей, был Генри Форд. Инноватор в процессе сборки, его инженеры должны были убедить Форда в том, что штамповка металла для крыльев и других деталей не только быстрее и дешевле, чем литье под давлением, но и имеет такое же хорошее качество.По мере роста спроса на производство Ford не оставалось иного выбора, кроме как принять эту новую технологию, чтобы не отставать от спроса.
С тех времен прецизионная штамповка металла теперь используется почти во всех продуктах, которые мы используем. По мере улучшения возможностей процесса открываются новые рынки. В Thomas Engineering Company мы постоянно инвестируем в расширение границ и улучшение рабочих допусков того, что можно сделать с помощью прецизионной штамповки металла. Мы можем производить штампованные детали для ультратонких изделий толщиной до.001 дюйма. В список наших клиентов входят такие различные отрасли, как электроника, медицина, автомобилестроение, компьютеры, аэрокосмическая промышленность и многое другое.
Нужен ли вам прототип детали со сроком изготовления всего в несколько дней или производственный цикл, состоящий из миллиардов деталей, компания Thomas Engineering уже более пятидесяти лет удовлетворяет потребности предприятий в точной штамповке металла. Свяжитесь с нами и узнайте, как мы можем работать с вами, чтобы помочь вам достичь ваших целей.
Штамповка
Штамповка (также известная как прессование) – это процесс помещения плоского листового металла в виде заготовки или рулона в штамповочный пресс, где инструмент и поверхность штампа придают металлу чистую форму.Штамповка включает в себя различные производственные процессы формования листового металла, такие как штамповка с использованием машинного пресса или штамповочного пресса, вырубка, тиснение, гибка, отбортовка и чеканка. Это может быть одностадийная операция, когда каждый ход пресса создает желаемую форму на детали из листового металла, или может происходить через серию стадий. Процесс обычно выполняется на листовом металле, но может также применяться и на других материалах, таких как полистирол.
Штамповка обычно выполняется на холодном металлическом листе.
.
Силовой пресс с фиксированным барьером
Содержание
1 История
2 Операции
3 Штамповочная смазка
4 Моделирование
5 Отраслевых процессов
История
Штампованные детали использовались для серийного производства велосипедов в 1890-х годах. Штамповка заменила штамповку и механическую обработку, что привело к значительному снижению затрат. Хотя они не были такими прочными, как штампованные детали, они были достаточно хорошего качества.
Штампованные детали велосипеда импортировались в Соединенные Штаты из Германии в 1890 году. Затем американские компании начали выпускать штамповочные машины на заказ американскими производителями станков. Благодаря исследованиям и разработкам Western Wheel смогла штамповать большинство деталей велосипеда.
Некоторые производители автомобилей использовали штампованные детали до Ford Motor Company. Генри Форд отказался от рекомендаций своих инженеров использовать штампованные детали, но когда компания не смогла удовлетворить спрос на штампованные детали, Форд был вынужден использовать штамповки.
Операции
Гибка – материал деформируется или сгибается по прямой.
Отбортовка – материал загибается по кривой.
Тиснение – материал вытягивается в неглубокую выемку. Он используется в основном для добавления декоративных узоров.
Заготовка – из листа материала вырезается кусок. Обычно его используют для изготовления заготовки для дальнейшей обработки.
Чеканка – узор сжимается или вдавливается в материал.Его традиционно используют для изготовления монет.
Чертеж – площадь поверхности заготовки растягивается до другой формы с помощью контролируемого потока материала.
Растяжение – площадь поверхности заготовки увеличивается за счет растяжения без перемещения края заготовки внутрь. Его часто используют для изготовления гладких деталей кузова.
Глажка – материал сдавливается и уменьшается по толщине вдоль вертикальной стены. Используется для банок с напитками и гильз для боеприпасов.
Сужение / сужение – используется для постепенного уменьшения диаметра открытого конца сосуда или трубки.
Керлинг – деформирование материала в трубчатый профиль. Дверные петли – распространенный пример завивки.
Подшивка – загибание кромки на себя для увеличения толщины. Края автомобильных дверей обычно подшиваются.
Пробивка и резка также могут выполняться на штамповочных прессах. Прогрессивная штамповка – это комбинация вышеперечисленных методов, выполняемая с набором штампов в ряд, через которые полоса материала проходит шаг за шагом.
Смазка для штамповки
В процессе трибологии возникает трение, которое требует использования смазки для защиты инструмента и поверхности штампа от царапин или истирания.Смазка также защищает листовой металл и готовую деталь от истирания поверхности, а также способствует растеканию эластичного материала, предотвращая разрывы, разрывы и складки. Для этой задачи доступны различные смазочные материалы. Они включают сухие пленки на основе растительных и минеральных масел, животных жиров или сала, на основе графита, мыла и акрила. Новейшая технология в отрасли – это синтетические смазочные материалы на полимерной основе, также известные как безмасляные смазочные материалы или смазочные материалы, не содержащие масла. Термин «смазка на водной основе» относится к более широкой категории, которая также включает более традиционные соединения на основе масел и жиров.
Моделирование
Моделирование формовки листового металла – это технология, которая вычисляет процесс штамповки листового металла, прогнозируя распространенные дефекты, такие как трещины, складки, пружинение и истончение материала. Эта технология, также известная как моделирование формовки, представляет собой конкретное приложение нелинейного анализа методом конечных элементов. Эта технология имеет множество преимуществ в обрабатывающей промышленности, особенно в автомобильной, где время вывода на рынок, стоимость и бережливое производство имеют решающее значение для успеха компании.
Исследование, проведенное исследовательской компанией Aberdeen (октябрь 2006 г.), показало, что наиболее эффективные производители тратят больше времени на предварительное моделирование и получают вознаграждение ближе к концу своих проектов.
Моделирование штамповки используется, когда проектировщик деталей из листового металла или производитель инструментов желает оценить вероятность успешного изготовления детали из листового металла без затрат на изготовление физического инструмента. Моделирование штамповки позволяет смоделировать любой процесс формования деталей из листового металла в виртуальной среде ПК за небольшую часть стоимости физических испытаний.
Результаты моделирования штамповки позволяют разработчикам деталей из листового металла очень быстро оценивать альтернативные конструкции, чтобы оптимизировать свои детали для недорогого производства.
Отраслевые процессы
Штамповка металла может применяться к различным материалам в зависимости от их уникальных металлообрабатывающих качеств для множества применений в самых разных отраслях промышленности. Штамповка металлов может потребовать формовки и обработки обычных металлов до редких сплавов для их конкретных преимуществ.В некоторых отраслях промышленности требуется электрическая или теплопроводность бериллиевой меди в таких областях, как аэрокосмическая, электротехническая и оборонная промышленность, или применение высокопрочных сталей и многих ее сплавов в автомобильной промышленности.
Industries Metal Stamping используется для:
- Аэрокосмическая промышленность
- Сельское хозяйство
- Боеприпасы
- Приборы
- Автомобильная промышленность
- Коммерческий
- Строительство
- Электроника
- ОВК
- Уход за газоном и оборудование
- Освещение
- Фурнитура для замка
- Морской
- Медицинский
- Сантехника
- Накопитель энергии
- Электроинструменты
- Малый двигатель
Источники:
www.