Сварка стали 30: Сварка стали 30хгса
alexxlab | 29.06.1984 | 0 | Разное
Сварка цилиндров из стали 30хгса – Технологии и документации
#1 Victorupp
Отправлено 06 August 2014 13:19
Уважаемые коллеги! Прошу вас откликнуться. Работаю на заводе по производству гидроцилиндров, марка стали 30ХГСА. Знаю что данная сталь склонна к закалке, образованию трещин. Толковых технологов не осталось, спросить неукого. Собственно кто сможет дать совет опишу существующий процесс, может кто сможет подкорректировать, или дополнить. Заранее спасибо!
- Наверх
- Вставить ник
#2 Ferio
Отправлено 06 August 2014 13:29
Ой, опять.
- Наверх
- Вставить ник
#3 MityMouse
Отправлено 06 August 2014 13:50
Уважаемые коллеги! Прошу вас откликнуться. Работаю на заводе по производству гидроцилиндров, марка стали 30ХГСА. Знаю что данная сталь склонна к закалке, образованию трещин. Толковых технологов не осталось, спросить неукого. Собственно кто сможет дать совет опишу существующий процесс, может кто сможет подкорректировать, или дополнить. Заранее спасибо!
Условия работы соединения? Требования к соединению? Стандарты?
- Наверх
- Вставить ник
#4 Victorupp
Отправлено 06 August 2014 13:57
Условия работы соединения? Требования к соединению? Стандарты?
работать будут под высоким давлением (гидроцилиндры на крепях в шахте). а требования это прочное герметичное соединение, которое не вырвет давлением по шву, или околошовной зоне.
а требования это прочное герметичное соединение, которое не вырвет давлением по шву, или околошовной зоне.
Сообщение отредактировал Victorupp: 06 August 2014 13:58
- Наверх
- Вставить ник
#5 MityMouse
Отправлено 06 August 2014 14:22
Тогда, лучше всего ручная аргонодуговая сварка (TIG), для уменьшения тепловложения в деталь. Присадочный материал – сходный по составу (Св-18ХГС или забугорные аналоги, а не аустенитный, так как он даёт менее прочное соединение хоть и лучшие сварочно-технологические характеристики). Соединение с полным проплавлением, с предварительным печным подогревом до 300 градусов (выдержка в зависимости от массы детали) и послесварочным отжигом (нагрев до 650 градусов, выдержка в зависимости от массы детали, остывание с печью). После сварки рентген или ультразвук и капиллярный метод для выявления поверхностных трещин. Для таких ответственных конструкций очень желательно иметь сварщиков, которые с этим уже сталкивались и организовать процесс правильно (варить рядом с печью, чтобы время между сваркой и выгрузкой-загрузкой в печь было минимально (зазеваетесь – будут трещины)). Соответственно после сварки потребуется механическая обработка детали. Если на соединение будут воздействовать знакопеременные нагрузки – снять усиление и обратный валик сварного шва.
После сварки рентген или ультразвук и капиллярный метод для выявления поверхностных трещин. Для таких ответственных конструкций очень желательно иметь сварщиков, которые с этим уже сталкивались и организовать процесс правильно (варить рядом с печью, чтобы время между сваркой и выгрузкой-загрузкой в печь было минимально (зазеваетесь – будут трещины)). Соответственно после сварки потребуется механическая обработка детали. Если на соединение будут воздействовать знакопеременные нагрузки – снять усиление и обратный валик сварного шва.
- Наверх
- Вставить ник
#6 Victorupp
Отправлено 06 August 2014 14:30
Тогда, лучше всего ручная аргонодуговая сварка (TIG), для уменьшения тепловложения в деталь.
Присадочный материал – сходный по составу (Св-18ХГС или забугорные аналоги, а не аустенитный, так как он даёт менее прочное соединение хоть и лучшие сварочно-технологические характеристики). Соединение с полным проплавлением, с предварительным печным подогревом до 300 градусов (выдержка в зависимости от массы детали) и послесварочным отжигом (нагрев до 650 градусов, выдержка в зависимости от массы детали, остывание с печью). После сварки рентген или ультразвук и капиллярный метод для выявления поверхностных трещин. Для таких ответственных конструкций очень желательно иметь сварщиков, которые с этим уже сталкивались и организовать процесс правильно (варить рядом с печью, чтобы время между сваркой и выгрузкой-загрузкой в печь было минимально (зазеваетесь – будут трещины)). Соответственно после сварки потребуется механическая обработка детали. Если на соединение будут воздействовать знакопеременные нагрузки – снять усиление и обратный валик сварного шва.
дело в том что внутреняя поверхность цилиндра раскатана, и если его нагреть до 300 градусов раскатанный металл поднимается, что не есть хорошо.
- Наверх
- Вставить ник
#7 MityMouse
Отправлено 06 August 2014 14:32
дело в том что внутреняя поверхность цилиндра раскатана, и если его нагреть до 300 градусов раскатанный металл поднимается, что не есть хорошо.. сейчас мы варим так, лилиндр помещаем в печь, нагреваем его до 100 и сразу варим 5-6 проходов без остановки. после сварки цилиндр просто остывает в цеху..(что конечно плохо).
Марка присадки? Способ сварки? На такие ответственные детали назначается припуск под расточку, варится, затем растачивается.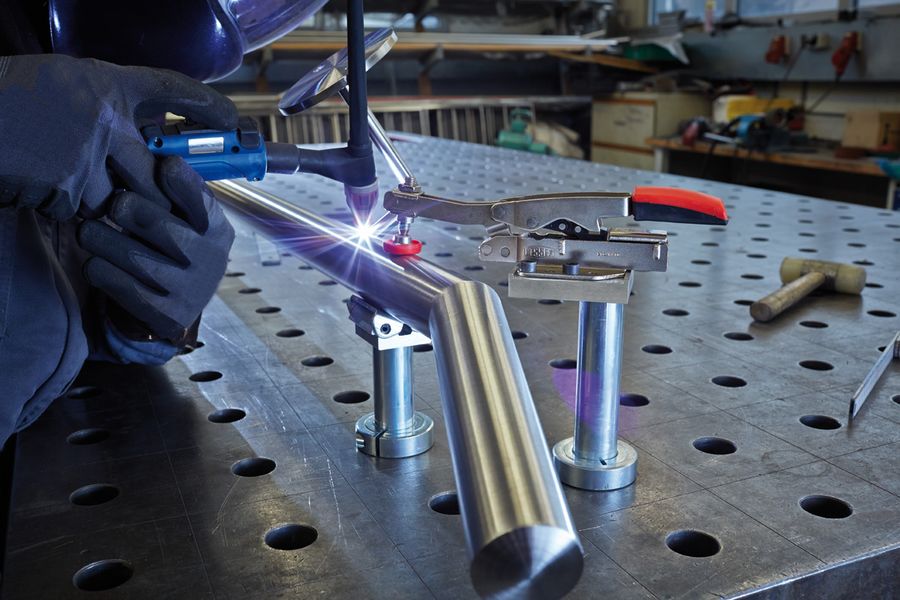
Сообщение отредактировал MityMouse: 06 August 2014 14:34
- Наверх
- Вставить ник
#8 Victorupp
Отправлено 06 August 2014 14:35
Марка присадки? Способ сварки?
полуавтоматом варим. вот этой проволокой..
Прикрепленные изображения
- Наверх
- Вставить ник
#9 MityMouse
Отправлено 06 August 2014 15:06
полуавтоматом варим.
вот этой проволокой..
Присадка – ферритная, поэтому равнопрочность сварного соединения с основным металлом не достигается. Но если прочность вас устраивает, а претензии только к трещинообразованию, то проволоку и способ сварки можно оставить. Самое главное – ввести послесварочную или предсварочную термическую обработку (в идеале и то и то). Кстати, если введёте печной предварительный подогрев до 300 градусов, то можно снизить коробление детали. Короче – основные рекомендации такие, а остальное зависит от конкретных возможностей вашего производства.
- Наверх
- Вставить ник
#10 G_Kar
Отправлено 06 August 2014 18:58
Тогда, лучше всего ручная аргонодуговая сварка (TIG), для уменьшения тепловложения в деталь.

Вот тут вы меня озадачили. РАДС по тепловложению в основной металл всегда была на первом месте, т.е. разогрев наиболее сильный по сравнению с ПА и сваркой электродами.
Сообщение отредактировал G_Kar: 06 August 2014 18:59
Мои работы в инстаграм: @MOV_engineering
- Наверх
- Вставить ник
#11 ЛехаКолыма
Отправлено 06 August 2014 20:30
дело в том что внутреняя поверхность цилиндра раскатана, и если его нагреть до 300 градусов раскатанный металл поднимается, что не есть хорошо.. сейчас мы варим так, лилиндр помещаем в печь, нагреваем его до 100 и сразу варим 5-6 проходов без остановки.
после сварки цилиндр просто остывает в цеху..(что конечно плохо).
День добрый.в журнале “Сварщик” №2 за 2012 год стр 20 есть подробное описание технологии данной стали,может пригодится
- Наверх
- Вставить ник
#12 Victorupp
Отправлено 06 August 2014 20:57
спасибо!
- Наверх
- Вставить ник
#13 MityMouse
Отправлено 07 August 2014 07:12
Вот тут вы меня озадачили.
РАДС по тепловложению в основной металл всегда была на первом месте, т.е. разогрев наиболее сильный по сравнению с ПА и сваркой электродами.
Почему вы так считаете? РАДС сварщик имеет больше возможностей для уменьшения тепловложения: 1. Минимальный ток не ограничен диаметром электрода или проволоки (хоть 10 ампер дай, если сварить сможешь). 2. Более гибкий процесс для сварщика (тепло в сварочную ванну можно передавать как непосредственно дугой, так и через присадку). 3. Более “узкая” дуга, форма которой зависит от заточки вольфрама. Не зря нержавейку в ответственных конструкциях только РАДС и варят, ведь она большой разогрев ох как не людит, выжечь легирующие элементы как нефиг делать.
Сообщение отредактировал MityMouse: 07 August 2014 07:13
- Наверх
- Вставить ник
#14 G_Kar
Отправлено 07 August 2014 09:16
MityMouse, заблуждаетесь в причинно-следственных связях. 1. На минимальном токе вы получите максимальный разогрев детали, для уменьшения тепловложения сварку проводят на максимальном токе максимально быстро. 2. Не образовав сварочную ванну вы не сможете сварить изделие, присадка подается в сварочную ванну, а не в дугу и она наоборот забирает тепло из сварочной ванны. 3. Нержавейку в ответственных конструкциях варят полуавтоматом, а РАДС более технологична в плане простоты оборудования (ПА пригодный для сварки нержавейки стоит не малых денег), удобства при монтаже (можно взять горелку 8 метров и не бегать с источником, баллоном и механизмом подачи проволоки), плюс удобство визуального контроля процесса сварки. Но в общем-то все можно свести тупо к наибольшей распространенности.
1. На минимальном токе вы получите максимальный разогрев детали, для уменьшения тепловложения сварку проводят на максимальном токе максимально быстро. 2. Не образовав сварочную ванну вы не сможете сварить изделие, присадка подается в сварочную ванну, а не в дугу и она наоборот забирает тепло из сварочной ванны. 3. Нержавейку в ответственных конструкциях варят полуавтоматом, а РАДС более технологична в плане простоты оборудования (ПА пригодный для сварки нержавейки стоит не малых денег), удобства при монтаже (можно взять горелку 8 метров и не бегать с источником, баллоном и механизмом подачи проволоки), плюс удобство визуального контроля процесса сварки. Но в общем-то все можно свести тупо к наибольшей распространенности.
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
- Наверх
- Вставить ник
#15 MityMouse
Отправлено 07 August 2014 09:41
G_Kar, Давайте по порядку. 1. Тепловложение зависит не от тока или скорости сварки, а от сочетания ток+скорость. Что я получу, если уменьшу ток, а скорость оставлю постоянной? Более узкий шиов (меньший катет)! ТИГ сварка позволяет держать стабильную дугу на неограниченно маленьких токах, в то время, как остальные методы ограничены диаметром присадки. Грубо говоря, что будет давать меньшее тепловложение в основной металл: один проход на токе 200 А или 3 прохода на токе 60-80 А с возможностью остывать между проходами? Просто используя ТИГ, я имею возможность накладывать слои как можно меньшей толщины. 2. О том, как ТИГари держат дугу на присадке, спросите у опытных ребят на форуме: http://websvarka.ru/…pic=1223&page=1, пост №13. Правильно, забираем из ванны тепло присадкой (мы ведь и уменьшаем тепловложение в основной металл). 3. В ответственных конструкциях на атомке варят только ТИГ-ом! Полуавтоматическая сварка применяется ограниченно. Если бы не удобство управления процессом и малые тепловложения, нержавейку уже давно бы все полуавтоматом варили, ведь этот процесс производительнее.
1. Тепловложение зависит не от тока или скорости сварки, а от сочетания ток+скорость. Что я получу, если уменьшу ток, а скорость оставлю постоянной? Более узкий шиов (меньший катет)! ТИГ сварка позволяет держать стабильную дугу на неограниченно маленьких токах, в то время, как остальные методы ограничены диаметром присадки. Грубо говоря, что будет давать меньшее тепловложение в основной металл: один проход на токе 200 А или 3 прохода на токе 60-80 А с возможностью остывать между проходами? Просто используя ТИГ, я имею возможность накладывать слои как можно меньшей толщины. 2. О том, как ТИГари держат дугу на присадке, спросите у опытных ребят на форуме: http://websvarka.ru/…pic=1223&page=1, пост №13. Правильно, забираем из ванны тепло присадкой (мы ведь и уменьшаем тепловложение в основной металл). 3. В ответственных конструкциях на атомке варят только ТИГ-ом! Полуавтоматическая сварка применяется ограниченно. Если бы не удобство управления процессом и малые тепловложения, нержавейку уже давно бы все полуавтоматом варили, ведь этот процесс производительнее. Но к сожалению много где без РАДС никак.
Но к сожалению много где без РАДС никак.
Сообщение отредактировал MityMouse: 07 August 2014 09:44
- Наверх
- Вставить ник
#16 G_Kar
Отправлено 07 August 2014 10:29
MityMouse, ответственные конструкции бывают разные, есть требования к прочности, герметичности и хим составу. То что где-то варят только ТИГом – значит лишь то, что сварка удовлетворяет их требованиям. Знаю одно производство, они варят баки и ванны под воду из нержавейки полуавтоматом в углекислоте, просто это их устраивает. Если вы хотите сравнить виды сварки, то и сравнивайте их в равных условиях.
Грубо говоря, что будет давать меньшее тепловложение в основной металл: один проход на токе 200 А или 3 прохода на токе 60-80 А с возможностью остывать между проходами?
Меньшее тепловложение будет давать ПА сварка при прочих равных условиях, а это – глубина проплавления, усиление или катет шва (т. е. его геометрия) и количество проходов.
е. его геометрия) и количество проходов.
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
- Наверх
- Вставить ник
#17 MityMouse
Отправлено 07 August 2014 10:41
MityMouse, ответственные конструкции бывают разные, есть требования к прочности, герметичности и хим составу. То что где-то варят только ТИГом – значит лишь то, что сварка удовлетворяет их требованиям. Знаю одно производство, они варят баки и ванны под воду из нержавейки полуавтоматом в углекислоте, просто это их устраивает. Если вы хотите сравнить виды сварки, то и сравнивайте их в равных условиях.
Меньшее тепловложение будет давать ПА сварка при прочих равных условиях, а это – глубина проплавления, усиление или катет шва (т.
е. его геометрия) и количество проходов.
1. Если уж разбирать физику процесса, что чем более мощный, концентрированный и быстро движущийся источник нагрева при сварке мы имеем, тем меньшее будет тепловложение. То есть, задача – греть быстрее и как можно меньшую зону. ТИГ – более концентрированный источник нагрева по сравнению с П/А. По мощности ТИГ П/А не уступает, поэтому можно достигнуть сравнимых показателей по токам и скорости (в случае автоматизации подачи проволоки у ТИГ процесса на больших токах и скоростях). Соответственно, ТИГ в чистую выигрывает у П/А по концентрации источника нагрева. 2. На малых токах полуавтомат не может быть равен ТИГу (он просто не может варить на настолько малых токах). Соответственно ТИГом можно достигнуть настолько малого тепловложения, что полуавтомат там рядом не стоял.
Полуавтомат может выигрывать у ТИГ по тепловложению только на больших токах и скоростях сварки, так как ТИГ-арь не будет успевать рукой подавать присадку в шов, да и то, если нельзя автоматизировать подачу присадочной проволоки (а такие горелки есть)..jpg)
Сообщение отредактировал MityMouse: 07 August 2014 11:15
- Наверх
- Вставить ник
#18 G_Kar
Отправлено 07 August 2014 13:50
MityMouse, вы правы только отчасти, поэтому и выводы делаете неправильные. Готов обсудить физику процесса, но думаю, что это должно происходить уже не в рамах данной темы, где мы и так изрядно пофлудили
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
- Наверх
- Вставить ник
#19 Ferio
Отправлено 07 August 2014 14:04
А почему коллега так стремится достичь” уменьшения тепловложения в деталь”? И даже не спросив толщины детали, решительно предлагает: “. ..Тогда, лучше всего ручная аргонодуговая сварка (TIG)”? А почему не лазер? Для начала, неплохо было бы топикстартеру Victorupp, прояснить все условия задачи. Толщина? Высокое давление для вас это сколько? Оборудование и т.п? Я вообще подозреваю, что на неком ” заводе по производству гидроцилиндров”, где “Толковых технологов не осталось, спросить неукого” возможно присутствует только РД и МП(МАДП), да и печей для Т/О нет. А коллеги тут копья ломают, кстати почему-то обсуждая только тепловложение. А, справедливые, опасения топикстартера были ещё и на предмет холодных трещин? т.е. надо обсуждать скорость охлаждения металла в связке с его толщиной и пресловутым тепловложением. Это уже немножко рассматривается по другому.
..Тогда, лучше всего ручная аргонодуговая сварка (TIG)”? А почему не лазер? Для начала, неплохо было бы топикстартеру Victorupp, прояснить все условия задачи. Толщина? Высокое давление для вас это сколько? Оборудование и т.п? Я вообще подозреваю, что на неком ” заводе по производству гидроцилиндров”, где “Толковых технологов не осталось, спросить неукого” возможно присутствует только РД и МП(МАДП), да и печей для Т/О нет. А коллеги тут копья ломают, кстати почему-то обсуждая только тепловложение. А, справедливые, опасения топикстартера были ещё и на предмет холодных трещин? т.е. надо обсуждать скорость охлаждения металла в связке с его толщиной и пресловутым тепловложением. Это уже немножко рассматривается по другому.
А вообще, сварка 30ХГСА достаточно тривиальная задача для сварщика и разобрана в массе литературы. Отлично сосуды варятся и под флюсом и с газовой защитой, ну и TIGом (небольшие толщины, как мне видится).
Подогрев конечно нужен хотя бы до 200°С, ну а после обязательно укутать, если нет Т/О.
- Наверх
- Вставить ник
#20 MityMouse
Отправлено 07 August 2014 14:09
MityMouse, вы правы только отчасти, поэтому и выводы делаете неправильные. Готов обсудить физику процесса, но думаю, что это должно происходить уже не в рамах данной темы, где мы и так изрядно пофлудили
Ок.
А почему коллега так стремится достичь” уменьшения тепловложения в деталь”? И даже не спросив толщины детали, решительно предлагает: “…Тогда, лучше всего ручная аргонодуговая сварка (TIG)”? А почему не лазер? Для начала, неплохо было бы топикстартеру Victorupp, прояснить все условия задачи.
Толщина? Высокое давление для вас это сколько? Оборудование и т.п? Я вообще подозреваю, что на неком ” заводе по производству гидроцилиндров”, где “Толковых технологов не осталось, спросить неукого” возможно присутствует только РД и МП(МАДП), да и печей для Т/О нет. А коллеги тут копья ломают, кстати почему-то обсуждая только тепловложение. А, справедливые, опасения топикстартера были ещё и на предмет холодных трещин? т.е. надо обсуждать скорость охлаждения металла в связке с его толщиной и пресловутым тепловложением. Это уже немножко рассматривается по другому.
А вообще, сварка 30ХГСА достаточно тривиальная задача для сварщика и разобрана в массе литературы. Отлично сосуды варятся и под флюсом и с газовой защитой, ну и TIGом (небольшие толщины, как мне видится).
Подогрев конечно нужен хотя бы до 200°С, ну а после обязательно укутать, если нет Т/О.
На самом деле половина дискусси с топик стартером у меня в личке, так что извиняйте за сумбур. Каюсь, пожалел, что написал такие рекомендации недослушав его до конца. Товарисч пояснил, что у них варят с подогревом до 100 градусов и остыванием на воздухе полуавтоматом и их всё устраивает, а вопрос был в том, переходить на проволоку 0,8 мм или нет. Тему можно удалить по-моему.
Сообщение отредактировал MityMouse: 07 August 2014 14:10
- Наверх
- Вставить ник
Технология сварки стали 30ХГСА. | REAA
samodelkin
Я люблю этот Форум!
- #1
Вот давно собирался.
Так как сам собираюсь в скором времени варить ферму,и сложности с добыванием 4130 да еще в условиях кризиса.
Есть большое желание найти способ сварки хромансиля в домашних условиях. В ближайшее время я постараюсь здесь довольно подробно выложить свои мысли по этому поводу, и то что я накопал на эту тему.
Так же с удовольствием послушаю, кто что видел, кто что слышал и чего знает по этому поводу. Истерику в стиле “ЭТО НЕВОЗМОЖНО” просьба высказывать в других разделах.
Надо всетаки решить проблему.
С ув
КБ Альбатрос
РП15,РП25,РП2OO
- #2
…сначала отжиг(после сварки в теч.6 час) до 800 гр и выдержка определённое время при этой Т(какое не помню). ..
..
Дома придётся строить печку с равномерным Т-полем,и имеющую внутренний габарит с запасом на будущие работы…Китайцы повышали металлургическую культуру таким же способом,через несколько поколений у них появилось сто автозаводов…Сколько в истерике ни колотись,а самодельщикам лучше поискать более приемлемые стали и методы их соединения…
На Як3М мы варили раму фюз.из труб,предварительно нормализованых Сигма вр.70-90кг\мм2(куски до 2м),после сварки применялся местный отпуск шва с контролем Т прогрева горелкой термокарандашом по инструкции утверждённой институтом Патона…(во время 2МВ раму Яка отжигали целиком).
Для нужд малой авиации давно известно,что лучше использовать Ст20А в случае сварных конструкций,наращивая поп.сечения в особо ответственных местах и повышая местную площадь смятия.Да,это несколько больше по массе(около 100%),но это приемлемо для самоделок,если,конечно самодельщик не конченный садо-мазо …
Niklis
Cамолеты!
- #3
По поводу отжига не 800 а 650 град Цельсия и выдержка 0,5-1,5 часов, но там есть нюансы. .. все зависит от типа конструкции и толщин материала… так же от толщин зависит и режим сварки!!!
.. все зависит от типа конструкции и толщин материала… так же от толщин зависит и режим сварки!!!
Уточните пожалуйста условия по материалу, тогда будет возможным и режим подобрать правильный…
Niklis
Cамолеты!
- #4
В общем беда там только с образованием холодных трещин… в остальном все как обычно
Kolb70
Я люблю строить самолеты!<br<br>
- #5
Можно ли усилить хромонсилевую конструкцию фермы кокпита в домашних условиях не/!/ сваркой, а добавлением конструкции на хомутах и болтах из стали 20А. ??? Усиление конструкции необходимо из-за установки более мощного и более тяжелого двигателя.!? :-[ :question :craZy
??? Усиление конструкции необходимо из-за установки более мощного и более тяжелого двигателя.!? :-[ :question :craZy
КБ Альбатрос
РП15,РП25,РП2OO
- #6
Kolb сказал(а):
Можно ли усилить хромонсилевую конструкцию фермы кокпита в домашних условиях не/!/ сваркой, а добавлением конструкции на хомутах и болтах из стали 20А.??? Усиление конструкции необходимо из-за установки более мощного и более тяжелого двигателя.!? :-[ :question :craZy
Нажмите, чтобы раскрыть…
Можно Вам дать сюда виды агрегатов,которые собираетесь усилить. ..?
..?
Niklis
Cамолеты!
- #7
МУЖИКИ!!! Ну не в тему говорите… не в тему!!! :STUPID
Владимир Раппана vvr
Я люблю этот Форум!
- #8
lashkul сказал(а):
Истерику в стиле “ЭТО НЕВОЗМОЖНО” просьба высказывать в других разделах.
Нажмите, чтобы раскрыть…

Сварка сталои сама по себе проблем не представляет, 30хгса варится точно также, как и любая другая сталь. Думаю, ты это сам прекрасно знаешь.
Главное – не дать образоваться трещине в процессе остывания.
Опять таки вопрос распадается на два:
1. Как избежать образования трещин?
2. Как узнать, что трещины не появились?
По первому: из разных вариантов обертывание шва асбестом мне почему-то больше всего нравится – просто и надежно. Что касается печей, отжигов и прочего, по моему скромному мнению – один геморой. На стройку и эсперименты уйдет год.
По второму: Продольные трубы фермы можно контролировать, давая внутрь давление воздуха. Других простых способов пока не знаю
Ну и последнее – я б поискал 25хма – это конечно был бы идеал.
Мне не удалось её найти, но может искал плохо?
Niklis
Cамолеты!
- #9
vvr сказал(а):
По первому: из разных вариантов обертывание шва асбестом мне почему-то больше всего нравится – просто и надежно.
Что касается печей, отжигов и прочего, по моему скромному мнению – один геморой. На стройку и эсперименты уйдет год.
Нажмите, чтобы раскрыть…
Да… конечно ферма не ручка управления…
Тут как всегда есть нюансы… , применять асбест рационально при газовой сварке когда деталь достаточно хорошо прогрета… при использовании какой либо электросварки остывание происходит быстрее что в общем не очень хорошо… и тут нужен отжиг!!!!
Niklis
Cамолеты!
- #10
Отжиг можно провести, при такой габаритной детали, паяльной лампой (немного нудновато, но все же. разогреть горелкой и после сварки продолжить подогрев с плавным остыванием , примерно так варили выпускные чугунные кол-ра на авто , без горелки рвало рядом со швом
разогреть горелкой и после сварки продолжить подогрев с плавным остыванием , примерно так варили выпускные чугунные кол-ра на авто , без горелки рвало рядом со швом
Kolb70
Я люблю строить самолеты!<br<br>
- #12
vvr сказал(а):
По первому: из разных вариантов обертывание шва асбестом мне почему-то больше всего нравится – просто и надежно
Нажмите, чтобы раскрыть…
2 Samodelkin
Будьте очень осторожны. ! Работать с асбестом без специальных маск в высшей степени вредно.!!! Он вызывает особый вид рака легких.! В Северной Америке идет известный судебный процесс по-поводу асбеста.!
! Работать с асбестом без специальных маск в высшей степени вредно.!!! Он вызывает особый вид рака легких.! В Северной Америке идет известный судебный процесс по-поводу асбеста.!
Kolb70
Я люблю строить самолеты!<br<br>
- #13
Не уверен, мой пост к Самоделкину, или к Раппана, но суть таже.!
Будьте очень осторожны с асбестом.!
Niklis
Cамолеты!
- #14
vvr сказал(а):
2.
Как узнать, что трещины не появились?
Нажмите, чтобы раскрыть…
Методов определения наличия трещин достаточно много…
В домашних условиях можно пользоваться EYEBALL так же можно применить метод красок, остальные методы более сложны…. но беда состоит в том, что сразу они могут не проявиться, зачастую их обнаруживают уже во время работы…
Niklis
Cамолеты!
- #15
observant сказал(а):
во время 2МВ
Нажмите, чтобы раскрыть.
разогреть горелкой и после сварки продолжить подогрев с плавным остыванием , примерно так варили выпускные чугунные кол-ра на авто , без горелки рвало рядом со швом
Нажмите, чтобы раскрыть…
Да так и делают при газосварке, но есть ещё углекислотная и аргонодуговая, что тут тогда делать????
Niklis
Cамолеты!
- #17
CCCP
Я люблю строить самолеты!
- #18
надо иметь две сварки , автогеном или пропановым резаком разогреваешь , а углекислотной или аргоновой варишь , а помощничек с горелкой стоит рядом , и подхватывает сразу после сварки и все плавно остужает
Niklis
Cамолеты!
- #19
В общем вопрос сводится к тому. .. сколько человек нужно что бы закрутить лампочку… в итоге мы досчитались что 9!
.. сколько человек нужно что бы закрутить лампочку… в итоге мы досчитались что 9!
CCCP
Я люблю строить самолеты!
- #20
или один громазека , помнишь такого ,
но это суть дела не меняет , у меня ща под рукой нет такой железки попробовать не могу , а помошники это не проблема , главное результат , я эту методу по сварке чугуна , не вчера придумал , долго мучались с этими коллекторами , чугуний он ведь тоже не подарок , рвало как устриц , но с прогревом всё стало на места и при этом работали ещё долго , так что пробуйте :~)
Сварка стали: особенности и технологии
Содержание:
- Влияние легированных примесей на сваривание стали
- Факторы, определяющие свертываемость стали
- Классификация сталей по свариваемости
- Особенности сварки низкоуглеродистых сталей
- Сварка среднеуглеродистой стали
- Сварка высокоуглеродистой стали
- Разновидности нержавеющей стали
- Сварка жаропрочных сталей
- Интересное видео
Сталь считается прочным материалом, который используется в разных сферах. Из него изготавливают важные конструкции – ограждения, элементы для обшивки зданий, различное оборудование, трубы и другие изделия. Прочность основы обеспечивает содержание в ее составе различных добавок.
Из него изготавливают важные конструкции – ограждения, элементы для обшивки зданий, различное оборудование, трубы и другие изделия. Прочность основы обеспечивает содержание в ее составе различных добавок.
Составляющие компоненты оказывают влияние не только на прочность металла, но и на способность к свариванию. Сварка стали может зависеть от разных показателей – от свойств, прочности, дополнительных компонентов. Именно поэтому некоторые виды металла свариваются быстро и легко, а другие наоборот требуют особого подхода.
Влияние легированных примесей на сваривание стали
Сталь для сварочных конструкций может применять различная, но стоит учитывать, что ее свариваемость зависит в первую очередь от наличия в ее составе легированных примесей. Именно химический состав оказывает основное влияние на данный процесс.
Ниже в таблице приведены основные легирующие примеси, которые влияют на степень свариваемости различных видов стали.
| Легирующая примесь | Описание |
| Углерод (С) | Эта самая важная примесь, от которой зависит прочность, эластичность, закаливаемость и другие важные качества металла. Если в состав входит 0,25 % углерода, то это не будет снижать показатели свариваемости. Если же его содержание будет выше данного показателя, то это вызовет появление закалочных структур в металле зоны термического влияния и к появлению трещин. Если в состав входит 0,25 % углерода, то это не будет снижать показатели свариваемости. Если же его содержание будет выше данного показателя, то это вызовет появление закалочных структур в металле зоны термического влияния и к появлению трещин. |
| Сера (S) и фосфор (Р) | Данные компоненты относятся к вредным добавкам. При высоком уровне в составе стали серы происходит появление красных трещин – красноломкость, а при наличии высокого уровня фосфора – хладноломкость. Поэтому низкоуглеродистые стали содержат S и P до 0,4-0,5 %. |
| Кремний (Si) | Это раскислитель. Его уровень должен быть около 0,3 %, данный показатель не снижает свойства свертываемости. Если кремний будет составлять 0,8-1 %, то могут образоваться тугоплавкие оксиды, которые окажут негативное влияние на свариваемость металла. |
| Марганец (Mn) | При содержании данного элемента до 1 % сваривание не ухудшается. Если уровень марганца будет составлять от 1,8 до 2,5 %, то могут образовываться закалочные структуры и трещины в металле. Если уровень марганца будет составлять от 1,8 до 2,5 %, то могут образовываться закалочные структуры и трещины в металле. |
| Хром (Cr) | В составе низкоуглеродистых сталей хром содержится в качестве примеси до 0,3 %. В составе низкоуглеродистых сталей – 0,7-3,5 %. В легированных сталях – 12-18 %. А в высоколегированных – 35 %. Во время сварки хром вызывает образование карбидов, которые ухудшают степень стойкости металла к воздействию коррозии. Также данное вещество вызывает образование тугоплавких оксидов, которые ухудшают процесс сварки. |
| Никель | Компонент имеется в составе в качестве примеси. Его нормальное содержание должно быть 0,3 %. В составе низколегированных сталях возможно повышение до 5 %, а в высоколегированных – до 35 %. Никель повышает уровень прочности и пластичности металла. |
| Ванадий (V) | В составе легированных сталей уровень компонента достигает 0,2-0,8 %. Он вызывает увеличение вязкости и пластичности стали, улучшает ее структуру, повышает степень ее прокаливаемости. Он вызывает увеличение вязкости и пластичности стали, улучшает ее структуру, повышает степень ее прокаливаемости. |
| Молибден (Mo) | В сталях его содержание не должно превышать 0,8 %. Если уровень компонента в норме, то он будет положительно влиять на прочностные характеристики металла. Но при сварке происходит выгорание этого компонента, что приводит к появлению трещин в наплавленном металле. |
| Титан и ниобии (Ti и Nb) | В составе сталей устойчивых к коррозийному поражению, а также в металлах с высокой жаропрочностью содержание данных элементов может составлять 1 %. Они повышают стойкость к коррозийному поражению, но при этом ниобий в сталях с типом 18-8 вызывает образование трещин. |
| Медь (Сu) | В сталях ее уровень составляет 0,3 %, в низколегированных – от 0,15 до 0,5 %, а в высоколегированных – от 0,8 до 1 %. Повышает устойчивость к коррозийному поражению, но при этом не ухудшает свариваемость. |
Факторы, определяющие свертываемость стали
Сварка углеродистых сталей зависит от содержания примесей, и от других свойств. Обычно оценивание сваривания проводится по показателям содержания основного вещества – углеродного эквивалента Сэкв. Это условный коэффициент, который позволят учитывать степень воздействия содержания карбона и главные легирующие компоненты на характеристики шва.
Степень сваривания стали для изготовления сварных конструкций может зависеть от следующих факторов:
- показатель содержания углерода;
- присутствие вредных примесей;
- степень легирования;
- вид микроструктуры;
- условия внешней среды;
- уровень толщины металлической основы.
Классификация сталей по свариваемости
Сварка стали 45, 40, 20 и других марок в зависимости от важных качеств металлической основы может иметь различные характеристики.
В зависимости от степени свариваемости сталь разделяют на несколько групп:
- хорошая свариваемость, при этом показатель углеродного эквивалента Сэкв.
 должен быть не меньше 0,25 %, допускается больше. Она не зависит от погодных условий, от размера толщины изделий, наличия подготовительных работ;
должен быть не меньше 0,25 %, допускается больше. Она не зависит от погодных условий, от размера толщины изделий, наличия подготовительных работ; - удовлетворительный показатель свариваемости – показатель Сэкв должен быть больше 0,25 %, но не выше 0,35 %. При этом имеются ограничительные нормы к условиям окружающей среды и к размерам диаметра свариваемого изделия. Сварка стали 20 должна проводиться при температуре воздуха до -5 в безветренную погоду, а размер диаметра не должен превышать 20 мм;
- ограниченная. Показатель Сэкв. должен составлять от 0,35 % до ,45 %, но главное не больше. Чтобы получить шов высокого качество требуется проводить предварительный нагрев. За счет этого получается добиться плавные аустенитные преобразования, а также формирование устойчивых структур;
- плохая свариваемость, при которой показатель Сэкв. составляет больше 0,45 %. Для того чтобы получить качественное и механические устойчивое сварное соединение требуется предварительная температурная подготовка кромок металлической основы.
 Также после сваривания конструкцию следует термически обрабатывать. Для получения требуемой микроструктуры во время сварки стали 40 должны выполняться дополнительные подогревы и охлаждения.
Также после сваривания конструкцию следует термически обрабатывать. Для получения требуемой микроструктуры во время сварки стали 40 должны выполняться дополнительные подогревы и охлаждения.
Особенности сварки низкоуглеродистых сталей
Металлы низкоуглеродистого типа имеют в своем составе 0,25 % углерода. Этот показатель обеспечивает положительные особенности основы:
- хорошая упругость;
- высокие свойства пластичности;
- значительная ударная вязкость;
- основа идеально подходит для сваривания.
Применяют низкоуглеродистую сталь для сварных конструкций. Также используют при изготовлении изделий методом холодного штампования.
Как сваривается низкоуглеродистая сталь
Технология сварки низкоуглеродистых сталей проводится с помощью ручного дугового сваривания с использованием электродов с обмазыванием. Обязательно запомните несколько нюансов:
- в первую очередь требуется выбрать марку электродов. За счет этого обеспечивается равномерная структура наплавленного металла;
- сваривание должно выполняться в быстром и точном режиме;
- перед тем как начинать рабочий процесс требуется заранее подготовить детали, которые нужно будет соединять.

Технология сварки углеродистых сталей может производиться газовым свариванием. К важным особенностям относят:
- при этом процесс проводится без использования дополнительных флюсов;
- для присадочной основы стоит использовать металлическую проволоку с низким уровнем углерода;
- при правильном выполнении сваривании предотвращается образование пор;
- изделия важного значения нужно сваривать аргоном.
Как сваривание будет выполнено, готовое изделие обязательно подвергают термической обработке при помощи метода нормализации. Во время данного процесса изделие нагревается до 4000С, затем охлаждается и выдерживается на открытом воздухе. Данная процедура делает структуру изделия равномерной.
Главные особенности
Сварка стали 30 с низкоуглеродистой основой обладает несколькими важными особенностями, на которые стоит обратить внимание:
- качественное сваривание конструкций из данного материала обеспечивает равнопрочность сварного соединения с основным металлом.
 Также оно защищает от образования дефектов;
Также оно защищает от образования дефектов; - металлическая основа соединения имеет в составе низкое содержание углерода, но при этом показатели таких компонентов, как кремний и марганец повышены;
- во время ручной дуговой сварке околошовная зона может подвергаться перегреванию. Это способствует небольшому упрочнению шва;
- шов, который выполняется при помощи многослойной сварки, имеет повышенную хрупкость;
- в связи с тем, что в швах имеется низкий уровень углерода, они обладают повышенной стойкостью к воздействию межкристаллическому коррозийному поражению.
Разновидности сварки для низкоуглеродистой стали
Сварка низкоуглеродистых сталей может производиться при помощи нескольких методов. При этом каждый из них имеет важные особенности, которые обязательно нужно учитывать во время сваривания.
| Вид | Характеристика |
| Ручное дуговое сваривание электродами с покрытием | Чтобы точно выбрать расходный материал для сваривания этим методом, требуется учитывать несколько важных условий – готовый сварной шов должен быть без повреждений, равномерная прочность соединения, оптимальный химический состав металлической основы шва, стойкость соединения при ударах. Сварка стали 45 и других марок выполняется электродом. При этом могут использоваться различные марки электродов. Сварка стали 45 и других марок выполняется электродом. При этом могут использоваться различные марки электродов. |
| Газовая | Процесс производится в защитной аргоновой среде. Дополнительно в качестве присадочной основы используется проволока из металлической основы. |
| Электрошлаковая | Во время нее применяются флюсы. Электроды из проволочной и пластинчатой основы выбираются в зависимости от главного сплава. |
| Автоматическое и полуавтоматическое сваривание | Процесс сваривания производится в защитной среде. Во время него может применяться аргон или гелий в чистом виде, но в основном углекислый газ. |
| Автоматическая под флюсом | Сваривание выполняется с использованием электродной проволоки в диаметре от 3 до 5 мм. Сварка 45 стали (20, 30, 40 и других марок) полуавтоматом – 1,2-2 мм. Сваривание происходит за счет электрического тока с обратной полярностью. Сваривание происходит за счет электрического тока с обратной полярностью. |
| Сваривание с применением порошковых проволок | Оно считается самым подходящим. Сила тока обычно находиться в пределах от 200 до 600 А. |
Сварка среднеуглеродистой стали
Металлы со средним содержанием углерода обычно применяют при производстве изделий с высокими механическими качествами. Сплавы подходят для ковки. Также их часто используют для конструкций, которые производятся при помощи холодного пластического деформирования.
Стали, которые содержат в составе углерод от 0,4 до 0,6 %, часто применяются в машиностроительной сфере. Из них можно делать колеса и оси вагонов, рельсы железных дорог.
Как выполняется
Технология сварки среднеуглеродистых сталей протекает не так просто. Все дело в некоторых сложностях:
- у главного и наплавляемого металла отсутствует равная прочность;
- имеется повышенный риск появления больших трещин и непластичных структур рядом с соединением;
- низкая устойчивость к образованию коррозии.
Но если выполнять важные рекомендации, то всех этих проблем можно избежать:
- сварка 30хгса стали должна проводиться электродами и проволокой с низким уровнем углерода;
- сварочные стержни должны иметь повышенный показатель коэффициента наплавления;
- чтобы обеспечить небольшую степень проплавления главного металла рекомендуется делать разделение кромок, установку подходящего режима сваривания, а также применять проволоку присадочного типа;
- сварка стали 35хгса обязательно должна быть с предварительным прогреванием заготовок. Также они должны прогреваться и в процессе сваривания для обеспечения равномерной прочности сварных швов.
Виды сварки среднеуглеродистой стали
Сварка стальных труб из металла со средним содержанием углерода и других изделий является сложной процедурой. Сваривание данного материала может производиться несколькими способами. При этом каждый из них отличается как процессом работы, так и готовым результатом.
Сталь под маркой 35 хгса имеет среднее содержание углерода, ее сварка обычно производиться ручным дуговым свариванием с электродами. Но при этом они должны иметь в своем составе небольшой уровень углерода, наиболее подходящими считаются расходники следующих марок – УОНИ-13/55, УОНИ-13/65, ОЗС-2, К-5а.
Технология газовой сварки среднеуглеродистых сталей имеющих тонколистный формат производится левым способом с применением проволоки. Также обязательно применяется нормальное сварочное пламя, которое позволяет снизить расход газа в среднем до 75-100 дм3 в 1 час. В среднем показатель расхода ацетилена составляет 120-150 л/ч на 1 мм толщины свариваемого сплава.
Изделия с толстыми стенками с размером толщины от 3 мм и больше нужно сваривать правым способом газовой сварки. Этот вариант имеет высокую производительность. При этом расчет ацетилена такой же, как и при левом способе сварки – 120-150 л/ч. Общий подогрев должен доходить до 250-300 градусов, а местный до 600-650 градусов.
Сварка стали 35, 20, 40, 45 и других марок под флюсом сопровождается использованием проволоки для сварочных работ и плавленых флюсов. При сваривании оказывается небольшое воздействие тока. Это повышает содержание в наплавляемой металлической основе кремния и марганца.
Сварка высокоуглеродистой стали
Из высокоуглеродистого металла не производятся сварные изделия. Дело в том, что данный материал обладает низким уровнем пластичности, именно это свойство ограничивает использование металла.
Высокоуглеродистую сталь применяют в следующих целях:
- во время проведения ремонтов и строительства;
- для изготовления пружин;
- для производства инструментов и изделий, которые используются для резки, бурения, деревообработки;
- из металла производится проволока с высокой прочностью;
- конструкции, которые имеют высокую износостойкость и прочность.
Как выполняется
Сварка высокоуглеродистых сталей выполняется обычно с использованием предварительного и сопутствующего прогрева наплавляемого металла до 150-4000С. Также после сваривания дополнительно для улучшения прочности проводится термообработка.
Также после сваривания дополнительно для улучшения прочности проводится термообработка.
Это нужно потому, что сплавы из материала имеют высокую хрупкость, повышенную чувствительность к трещинам с горячей и холодной структурой, а также из-за химической неоднородности сварного соединения.
Технология сварки высокоуглеродистых сталей выполняется с учетом следующих рекомендаций:
- после прогрева выполняется отжиг. Он выполняется, пока конструкция не остынет до 2000С;
- сварка 40х, 20х, 30х не должна выполняться на сквозняках, а также при показателе температуры ниже -50С;
- чтобы повысить свойства прочности шва нужно производить плавный переход от одного к другому свариваемому металлу;
- чтобы получить качественное соединение стоит при сваривании использовать узкие валики. При этом должно выполняться охлаждение каждого наплавляемого слоя;
- обязательно должны выполняться правила, которые относятся к соединениям из среднеуглеродистой основы.

Виды сварки
Процесс сварки высокоуглеродистых сталей может выполняться несколькими способами, которые могут отличаться некоторыми особенностями:
- ручная дуговая сварка с использованием покрытых электродов. Рабочий процесс высокоуглеродистыми сталями имеет множество специфических характеристик. По этой причине сварка стали 40х, 30х, 45х и других марок должна проводиться с использованием специальных электродов, к примеру, НР-70. А сваривание швов производится током с обратной полярностью;
- для соединения металла данного вида может применяться сварка под флюсом. В связи с тем, что в ручном режиме равномерно покрыть флюсом рабочую область очень тяжело, поэтому сварка проводится с использованием автоматической технологии. При расплавлении флюс переходит в состояние плотной оболочки, которая защищает сварочную ванну от воздействия вредных атмосферных факторов. Сварка стали 30хгса с использованием флюса производится при помощи трансформаторов.
Разновидности нержавеющей стали
Сварка разнородных сталей нержавеющей и обычной зависит не только от свойств материала, но и от его вида. По этой причине чтобы выбрать подходящий способ сваривания стоит сначала определить видовую принадлежность стали.
По этой причине чтобы выбрать подходящий способ сваривания стоит сначала определить видовую принадлежность стали.
По главным свойствам нержавеющая сталь классифицируется на следующие виды:
- аустенитная;
- мартенситная;
- ферритная.
В составе аустенитных имеется высокое содержание никеля и хрома. Применяются нержавеющие стали для изготовления сварных конструкций, для производства посуды, архитектурных компонентов, дымоходов, столовых принадлежностей. Сталь этого вида обладает высокой пластичностью, химической стойкостью и устойчивостью к механическим повреждениям.
В мартенситные стали входит низкий уровень углерода и хрома до 12 %. Металлы данной разновидности обладают высокой хрупкостью, но очень твердые. Из них производят режущие приспособления, бытовые изделия, турбины, крепежные элементы, которые используются в среде со слабым уровнем агрессивности.
В состав ферритных сталей входит средний уровень хрома. Они не закаляются и имеют повышенную устойчивость к агрессивным средам. Их в основном используют в машиностроительной сфере для производства втулок, валов, штуцеров.
Их в основном используют в машиностроительной сфере для производства втулок, валов, штуцеров.
Виды сварки нержавеющей стали
Сварка мартенситно, ферритных и аустенитных сталей выполняется практически всеми известными и распространенными способами сваривания. К наиболее популярным методам относят:
- ручная дуговая MMA;
- вольфрамовым электродом в атмосфере аргона TIG;
- при помощи полуавтоматических технологий сваривания в инертной атмосфере – MIG/MAG, лазером.
Сварка аустенитных сталей и других разновидностей нержавеющего металла обычно выполняется осторожно, во время нее следует учитывать сложный химический состав и физические свойства металла. К главным качествам, которые затрудняют процесс сварки, относятся:
- при сваривании нержавеющих сталей температура должна быть ниже, в отличие от сварки углеродистых металлов;
- сварка разнородных сталей сопровождается высоким тепловым расширением;
- низкий уровень теплопроводности.

Сварка жаропрочных сталей
Сварка жаропрочных сталей обычно выполняется при помощи дугового сваривания с использованием вольфрамового электрода. Весь процесс обычно проходит в среде защитных газов – аргона или гелия.
Сварка стали 15х5м и больших размеров может протекать при помощи аргонодугового сваривания с применением неплавящихся или плавящихся электродов или при помощи автоматической сварки под флюсом.
Аргоновая сварка стали 20х, 30х, 40х по сравнению со свариванием в гелиевой защитной среде сопровождается меньшим расходом газа, небольшим напряжением дуги и высоким сварочным током. По этой причине она является наиболее востребованной.
Сварка жаропрочной стали 40х, 20х, 30х, технология которой требует соединение металла в состоянии после закаливания, имеет несколько особенностей. Во время процесса сваривания металл прогревается до 1050-1100 градусов и после этого резко охлаждается.
Сварка стальных трубопроводов из любого вида металла (низкоуглеродистого, среднеуглеродистого, нержавеющего, жаропрочного) может выполняться разными способами.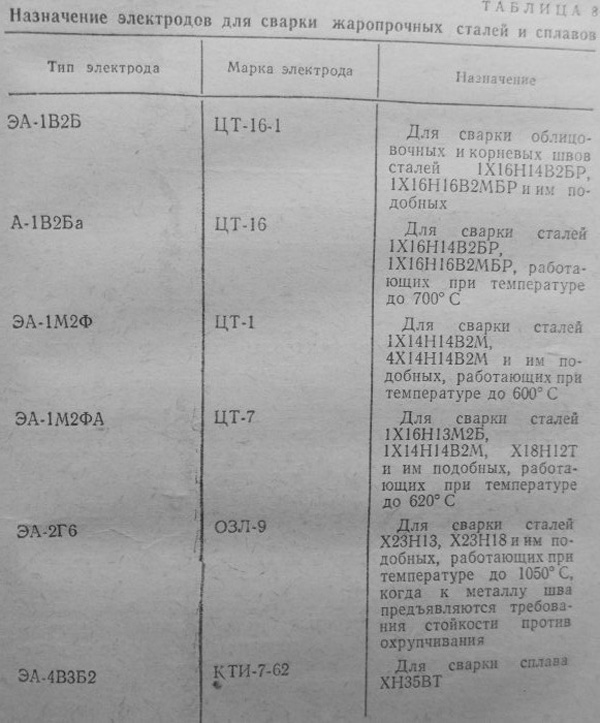 Самыми популярными являются ручное дуговое, автоматическое, газовое сваривание. Но в любом случае, прежде чем будет проведена сварка стали 30хгса и других марок, технология должна быть полностью изучена.
Самыми популярными являются ручное дуговое, автоматическое, газовое сваривание. Но в любом случае, прежде чем будет проведена сварка стали 30хгса и других марок, технология должна быть полностью изучена.
Интересное видео
Сварка с импульсной подачей электродной проволоки кольцевых соединений из стали 30ХГСА Текст научной статьи по специальности «Технологии материалов»
УДК 621.791.75.037
СВАРКА С ИМПУЛЬСНОЙ ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ ИЗ СТАЛИ 30ХГСА
Д.А. Чинахов, О.Г. Брунов
Юргинский технологический институт Томского политехнического университета E-mail: [email protected]
Рассматривается проблема сварки среднелегированных мартенситно-бейнитных сталей в щелевую разделку. Описаны результаты исследований, выполненные на стали 30ХГСА сваркой с импульсной подачей электродной проволоки. Установлено, что данный способ сварки обеспечивает надежное качество формирования шва и работоспособность сварных соединений с щелевой разделкой.
Установлено, что данный способ сварки обеспечивает надежное качество формирования шва и работоспособность сварных соединений с щелевой разделкой.
Среднелегированные мартенситно-бейнитные стали обладают высоким комплексом эксплуатационных свойств и используются для производства ответственных сварных конструкций [1, 2]. Они обеспечивают высокую прочность конструкции при одновременном снижении ее металлоемкости. Однако, при сварке стали данного класса склонны к закалке и образованию холодных трещин. Под воздействием термического цикла сварки в зоне термического влияния (ЗТВ) формируются закалочные структуры, как правило, характеризующиеся большим значением твердости и малой вязкостью. Поэтому на ЗТВ приходится наибольший процент образования холодных трещин [3]. Необходимо также учитывать, что среднелегированные мартенситно-бейнитные стали (30ХГСА, 25ХГСА, 12Х2НЧА и др.) чувствительны к концентраторам напряжений, особенно после обычной закалки и отпуска, и охрупчиванию в результате насыщения водородом [2], что при высоких внутренних напряжениях или циклической нагрузке может служить причиной зарождения трещин и привести к разрушению сварной конструкции. Для получения качественного сварного соединения необходимо не только правильно выбрать сварочные материалы, разделку кромок, способ сварки и другие параметры, обеспечивающие нормальный процесс сварки, но и правильно оценить необходимость применения предварительной и последующей термообработки в сочетании с выбранной технологией и способом сварки. При этом нельзя забывать и об экономической стороне вопроса. Разрабатываемые технологии и способы сварки должны обеспечивать получение качественных соединений с более высокими эксплуатационными свойствами или не ниже тех, которые получают по уже существующим технологиям и способам, но с наименьшими затратами.
Для получения качественного сварного соединения необходимо не только правильно выбрать сварочные материалы, разделку кромок, способ сварки и другие параметры, обеспечивающие нормальный процесс сварки, но и правильно оценить необходимость применения предварительной и последующей термообработки в сочетании с выбранной технологией и способом сварки. При этом нельзя забывать и об экономической стороне вопроса. Разрабатываемые технологии и способы сварки должны обеспечивать получение качественных соединений с более высокими эксплуатационными свойствами или не ниже тех, которые получают по уже существующим технологиям и способам, но с наименьшими затратами.
В Юргинском технологическом институте Томского политехнического университета разработан механизм с импульсной подачей электродной проволоки. Для оценки эксплуатационной надежности сварных соединений из стали 30ХГСА провели экспериментальные исследования с применением следующих способов сварки:
1) традиционный способ – сварка стационарной дугой с предварительным подогревом до температуры 350 °С и последующей термической обработкой при температуре 600 °С;
2) сварка с импульсной подачей электродной проволоки.
Во всех случаях производили механизированную многопроходную сварку поворотного стыка трубы диаметром 90 мм с толщиной стенки 20 мм в среде СО2 в щелевую разделку сварочной проволокой Св-08Г2С диаметром 1,2 мм.
Режимы сварки образцов по традиционному способу определили на основе анализа зависимости механических характеристик многослойных сварных соединений стали 30ХГСА от параметров термического цикла сварки (Тпод, 4, Тш) [4]. Перед сваркой осуществляли подогрев деталей до температуры 350 °С. Для сварки образцов выбрали режим 4=180…185 А, Ц,=26…27 В, К„=14…15 м/ч. После сварки изделия подвергались термообработке при Тш=600 °С. После термообработки сварные образцы остывали на воздухе до комнатной температуры. Полученные образцы подвергли механическим испытаниям (таблица) и провели микроанализ структуры сварного соединения (рис. 1).
Таблица. Результаты механических испытаний сварных образцов из стали 30ХГСА
Способ сварки Временное сопротивление разрыву, МПа Ударная вязкость, Дж/см2 при 20 °С Твердость
Шва, НВ ЗТВ, HRC
1. Традиционный 540.640 590 138.150 144 163.171 167 22.23 22,5
Традиционный 540.640 590 138.150 144 163.171 167 22.23 22,5
2. С импульсной подачей электродной проволоки 650.670 660 131.138 135 163.173 168 29.30 29,5
Сварка образцов с импульсной подачей электродной проволоки осуществлялась на режиме
4=175…180 А, Ц=26…27 В, К„=10…11 м/ч с частотой подачи электродной проволоки 50 Гц (1 импульс – 1 капля) [5] без подогрева и последующей термообработки. Полученные образцы подвергли механическим испытаниям (табл.) и провели анализ микроструктуры сварного соединения (рис. 2).
Из таблицы видно, что механические свойства сварных соединений, полученных по двум способам, незначительно отличаются друг от друга. При этом значения механических свойств образцов, выполненных вторым способом, находятся в более
Рис. 1. Микроструктура сварного соединения из стали 30ХГСА, выполненного по традиционной технологии: а) шов; б) зона сплавления; в) участок перегрева; г) участок нормализации; д) основной металл
Рис. 2. Микроструктура соединения из стали 30ХГСА, выполненного сваркой с импульсной подачей электродной проволоки: а) шов; б) зона сплавления; в) участок перегрева; г) участок нормализации; д) основной металл
узком диапазоне, что говорит о бульшей стабильности процесса сварки. Сварка с импульсной подачей электродной проволоки обеспечивает более мелкую структуру шва и ЗТВ сварного соединения (рис. 2) за счет управления переносом электродного металла, при этом с увеличением вылета электрода (сварка в узкий зазор) стабильность управления переносом электродного металла практически не изменяется. Мелкодисперсная структура сварного соединения обеспечивает более высокую работоспособность сварной конструкции в целом, особенно это заметно при работе изделия под знакопеременными нагрузками. Стоит заметить, что сварные соединения, выполненные по второму способу, не подвергались термообработке. Устранение подогрева и послесварочной термообработки из технологического процесса сварки многослойных соединений сталей типа 30ХГСА позволило сэкономить до 3…4 м3/ч горючего газа (ацетилен, природный газ) и до 3.4,5 м3/ч кислорода, необходимых при выполнении термообработки сваривае-
Сварка с импульсной подачей электродной проволоки обеспечивает более мелкую структуру шва и ЗТВ сварного соединения (рис. 2) за счет управления переносом электродного металла, при этом с увеличением вылета электрода (сварка в узкий зазор) стабильность управления переносом электродного металла практически не изменяется. Мелкодисперсная структура сварного соединения обеспечивает более высокую работоспособность сварной конструкции в целом, особенно это заметно при работе изделия под знакопеременными нагрузками. Стоит заметить, что сварные соединения, выполненные по второму способу, не подвергались термообработке. Устранение подогрева и послесварочной термообработки из технологического процесса сварки многослойных соединений сталей типа 30ХГСА позволило сэкономить до 3…4 м3/ч горючего газа (ацетилен, природный газ) и до 3.4,5 м3/ч кислорода, необходимых при выполнении термообработки сваривае-
мых изделий. Одновременно уменьшается длительность технологического процесса изготовления единицы изделия (гидроцилиндра) и увеличивается производительность труда на 15. 20 %.
20 %.
По результатам испытаний установлено, что работоспособность сварных соединений, выполненных вторым способом, не уступает, а в некоторых случаях превышает работоспособность соединений, выполненных первым способом. При этом сварка с импульсной подачей электродной проволоки имеет ряд неоспоримых преимуществ: увеличение производительности процесса производства; увеличение стабильности процесса сварки, а значит и улучшение качества сварного изделия; снижение себестоимости сварного изделия за счет отсутствия затрат на подогрев и послесварочную термообработку и снижение трудовых затрат. Это позволяет рекомендовать сварку с импульсной подачей электродной проволоки для сварки среднелегированных мартенситно-бейнитных сталей.
СПИСОК ЛИТЕРАТУРЫ
1. Сварка и свариваемые материалы: В 3-х т. Т 1. Свариваемость материалов. Справ. изд. / Под ред. Э.Л. Макарова. – М.: Металлургия, 1991. – 528 с.
2. Лахтин Ю.М., Леонтьева В.П. Материаловедение. – М.: Машиностроение, 1990. – 528 с.
3. Сараев Ю.Н., Чинахов Д.А. Сварка в щелевую разделку стали 30ХГСА без подогрева // Сварочное производство. – 2002. -№ 7. – С. 18-20.
4. Сараев Ю.Н., Чинахов Д.А. Регрессионные модели механических свойств многослойных сварных соединений стали 30ХГСА // Сварочное производство. – 2002. – № 5. – С. 3-5.
5. Федько В.Т., Брунов О.Г. Управление процессом сварки при импульсной подаче электродной проволоки // Технология металлов. – 2000. – № 8. – С. 27-30.
УДК 536.24:692.2:691.11:519.711.3
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ НЕСТАЦИОНАРНОГО ДВУМЕРНОГО ТЕПЛОПЕРЕНОСА В НЕОДНОРОДНЫХ ДЕРЕВЯННЫХ НАРУЖНЫХ ОГРАЖДЕНИЯХ
А.Я. Кузин, А.Н. Хуторной, Н.А. Цветков, С.В. Хон, Т.А. Мирошниченко
Томский государственный архитектурно-строительный университет E-mail: [email protected]
С помощью математического моделирования исследовано тепловое состояние фрагментов неоднородных наружных деревянных ограждений в форме утепленных бруса и бревна. Проведен сравнительный анализ их теплозащитной эффективности. Разработанная численная технология позволяет проводить тепловую экспресс-диагностику наружных утепленных деревянных стен с различными теплофизическими и геометрическими характеристиками древесины и утеплителя в реальных условиях эксплуатации.
Разработанная численная технология позволяет проводить тепловую экспресс-диагностику наружных утепленных деревянных стен с различными теплофизическими и геометрическими характеристиками древесины и утеплителя в реальных условиях эксплуатации.
Широкое использование древесины в домостроении в качестве наружных ограждений требует детального изучения теплозащитных свойств ее фрагментов в виде бруса и бревна. Особенно актуальна эта проблема для холодных климатических зон ввиду повышенных требований к теплотехническим характеристикам ограждений [1]. Одним из путей улучшения теплотехнических характеристик деревянных фрагментов служит заполнение их осевых отверстий эффективным утеплителем [2]. Знание механизма теплопереноса в таких неоднородных системах позволит целенаправленно влиять на улучшение их теплозащитных свойств. Оптимальным способом верификации новых способов утепления на конкретных конструкциях при минимальных материально-технических и временных затратах является математическое моделирование. Для повышения адекватности математических моделей ее параметры должны определяться из решения обратных задач с привлечением данных лабораторных либо натурных экспериментов.
Для повышения адекватности математических моделей ее параметры должны определяться из решения обратных задач с привлечением данных лабораторных либо натурных экспериментов.
Целью настоящей работы является математическое моделирование процессов нестационарного те-плопереноса в неоднородных фрагментах деревянных наружных ограждений в виде утепленных бруса и бревна, параметрическое исследование теплозащитных свойств указанных фрагментов в зависимости от теплофизических и геометрических характеристик утеплителя и их сравнительный анализ.
Физико-математическая постановка задач. Исследуется теплоперенос через плоские неоднородные системы, состоящие из деревянных утеплен-
ных бруса и бревна, осевые отверстия которых заполнены утеплителем (рис. 1). Форма бруса и утеплителя – прямые параллелепипеды, поперечные сечения которых квадраты со сторонами a1 и a2. Бревно и утеплитель представляют собой прямые соосные цилиндры с радиусами R1 и R2. В нижней части бревна имеется технологический вырез, обусловленный условиями сборки бревенчатой стены. 1R -(R0O]/2)2/R,,
1R -(R0O]/2)2/R,,
гм (ф)=4 xM + yM >S=12(п – 2<ф +sin 2ф x
где ROOi – расстояние между центрами соседних бревен, м; ф – половинный угол адиабатной границы, рад; хМ, уМ – декартовые координаты точки М, определяемые по формуле:
хм = -Ум tgy,___________
-R00 +JROo,- (1 + tgV)(R2o, – Ri2)
Ум =—–1———VW~2————–•
1+tg ф
Тепловая нагрузка на границах бруса и бревна является переменной из-за наличия адиабатных участков на стыках соседних брусьев и бревен и открытых участков, граничащих с внутренним и наружным воздухом.
Сварка средне- и высокоуглеродистых сталей
Сварка стали
Конструкции из среднеуглеродистой стали могут быть хорошо сварены при непременном соблюдении правил сварки, а также следующих дополнительных указаний. В стыковых, угловых и тавровых соединениях следует при сборке соединяемых элементов сохранять между кромками зазоры, предусмотренные ГОСТ, чтобы сварочная поперечная усадка происходила более свободно и не вызывала кристаллизационных трещин. Кроме того, начиная с толщины стали 5 мм и более, в стыковых соединениях делают разделку кромок, и сварку ведут в несколько слоев. Сварочный ток понижают.
Кроме того, начиная с толщины стали 5 мм и более, в стыковых соединениях делают разделку кромок, и сварку ведут в несколько слоев. Сварочный ток понижают.
Сварка высокоуглеродистой стали
Сварка высокоуглеродистых сталей марок ВСт6, 45, 50 и 60 и литейных углеродистых сталей с содержанием углерода до 0,7 % еще более затруднительна. Эти стали применяют главным образом в литых деталях и при изготовлении инструмента. Сварка их возможна только с предварительным и сопутствующим подогревом до температуры 350-400 °С и последующей термообработкой в нагревательных печах. При сварке должны соблюдаться правила, предусмотренные для среднеуглеродистой стали, этот процесс мы рассмотрим ниже.
Технологии сварки высокоуглеродистых сталей
Хорошие результаты достигаются при сварке узкими валиками и небольшими участками с охлаждением каждого слоя. После окончания сварки обязательна термическая обработка.
Сварка среднеуглеродистой стали
Сварка среднеуглеродистой стали марок ВСт5, 30, 35 и 40, содержащей углерода 0,28-0,37 % и 0,27- 0,45%, более затруднена, так как с увеличением содержания углерода ухудшается свариваемость стали.
Применяемую для арматуры железобетона среднеуглеродистую сталь марок ВСт5пс и ВСт5сп сваривают ванным способом и обычными протяженными швами при соединении с накладками (рис. 16.1). Для сварки концы соединяемых стержней должны быть подготовлены: для ванной сварки в нижнем положении- обрезаны резаком или пилой, а при вертикальной сварке – разделаны. Кроме того, они должны быть зачищены в местах соединения на длину, превышающую на 10-15 мм или стык. Сварка производится электродами Э42А, Э46А и Э50А для протяженных валиковых швов. При температуре воздуха до минус 30 °С необходимо увеличивать силу
Рис. 16.1. Сварка стыков арматуры железобетона: а – ванная; 1 – горизонтальных; 2 – вертикальных; б – шовная
сварочного тока на 1 % при понижении температуры от 0°С на каждые 3°С. Кроме того, следует применять предварительный подогрев соединяемых стержней до 200-250 °С на длину 90-150 мм от стыка и снижать скорость охлаждения после сварки, обматывая стыки асбестом, а в случае ванной сварки не снимать формующих элементов до охлаждения стыка до 100 °С и ниже.
Кроме того, следует применять предварительный подогрев соединяемых стержней до 200-250 °С на длину 90-150 мм от стыка и снижать скорость охлаждения после сварки, обматывая стыки асбестом, а в случае ванной сварки не снимать формующих элементов до охлаждения стыка до 100 °С и ниже.
При более низкой температуре окружающего воздуха (от -30 до – 50 °С) следует руководствоваться специально разработанной технологией сварки, предусматривающей предварительный и сопутствующий подогрев и последующую термическую обработку стыков арматуры либо сварку в специальных тепляках.
Сварку других конструкций из среднеуглеродистой стали марок ВСт5, 30, 35 и 40 следует вести с соблюдением тех же дополнительных указаний. Стыки рельсовых путей обычно сваривают ванной сваркой с предварительным подогревом и последующим медленным охлаждением аналогично стыкам арматуры. При сварке других конструкций из этих сталей следует применять предварительный и сопутствующий подогрев, а также последующую термическую обработку.
Электроды
Сварку ведут электродами диаметром не более 4-5 мм постоянным током обратной полярности, что обеспечивает меньшее расплавление кромок основного металла и, следовательно, меньшую его долю и меньшее содержание С в металле шва. Для сварки применяют электроды Э42А, Э46А или Э50А. В стальных стержнях электродов содержится немного углерода, поэтому при их расплавлении и перемешивании с небольшим количеством среднеуглеродистого основного металла в шве углерода будет не более 0,1-0,15 %.
При этом металл шва легируется Мn и Si за счет расплавляемого покрытия и таким образом оказывается равнопрочным основному металлу. Сварку металла толщиной более 15 мм ведут «горкой», «каскадом» или «блоками» для более медленного охлаждения. Применяют предварительный и сопутствующий подогрев (периодический подогрев перед сваркой очередного «каскада» или «блока» до температуры 120-250°С). Конструкции, изготовленные из стали марок ВСт4пс, ВСт4сп и из стали 25 толщиной не более 15 мм и не имеющие жестких узлов, обычно сваривают без подогрева.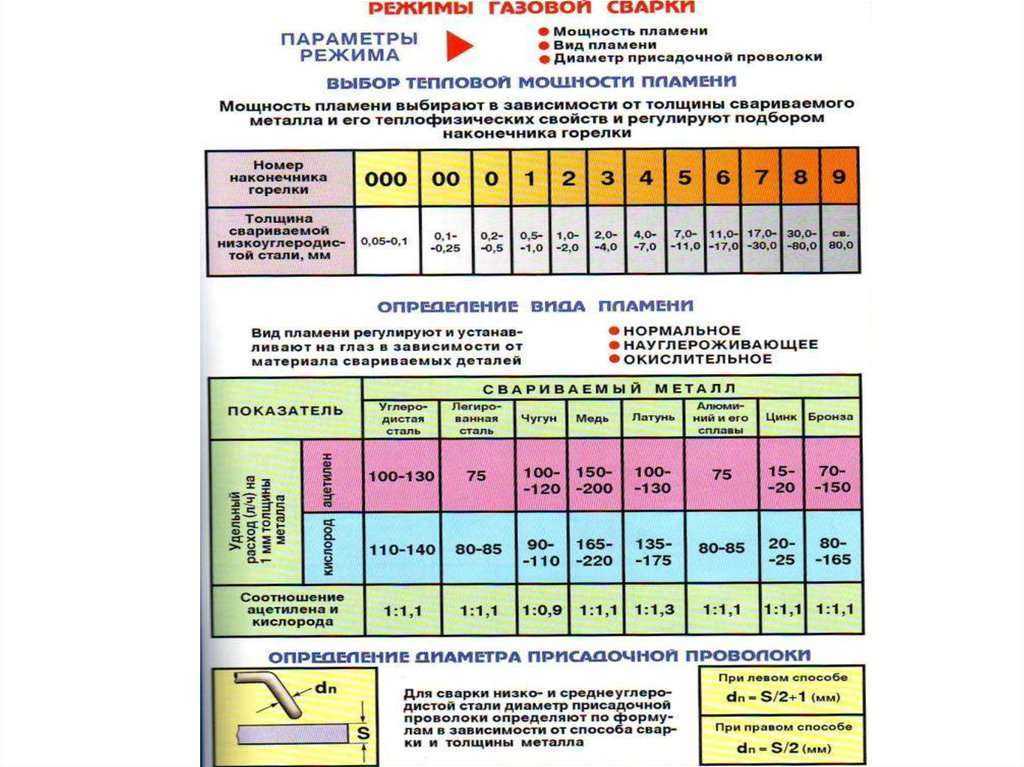 В других случаях требуются предварительный и сопутствующий подогрев и даже последующая термическая обработка. Дугу зажигают только в месте будущего шва. Не должно быть незаваренных кратеров и резких переходов от основного к наплавленному металлу, подрезов и пересечений швов. Выводить кратеры на основной металл запрещается. На последний слой многослойного шва накладывают отжигающий валик.
В других случаях требуются предварительный и сопутствующий подогрев и даже последующая термическая обработка. Дугу зажигают только в месте будущего шва. Не должно быть незаваренных кратеров и резких переходов от основного к наплавленному металлу, подрезов и пересечений швов. Выводить кратеры на основной металл запрещается. На последний слой многослойного шва накладывают отжигающий валик.
Похожие материалы
Сталь 30хгса сварка полуавтоматом. Газовая сварка легированных сталей
ГлавнаяАвтоматСталь 30хгса сварка полуавтоматом
Сварка низколегированных сталей. Сварка
Сварка низколегированных сталей
Низколегированные стали содержат углерода до 0,25 % и легирующих примесей до 3 %. Они относятся к категории удовлетворительно свариваемых сталей. Стали этих групп относятся к хорошо сваривающимся практически всеми видами сварки сталям.
Основные требования при их сварке – обеспечение равнопрочности сварного соединения основному металлу, отсутствие дефектов, требуемая форма сварного шва, производительность и экономичность.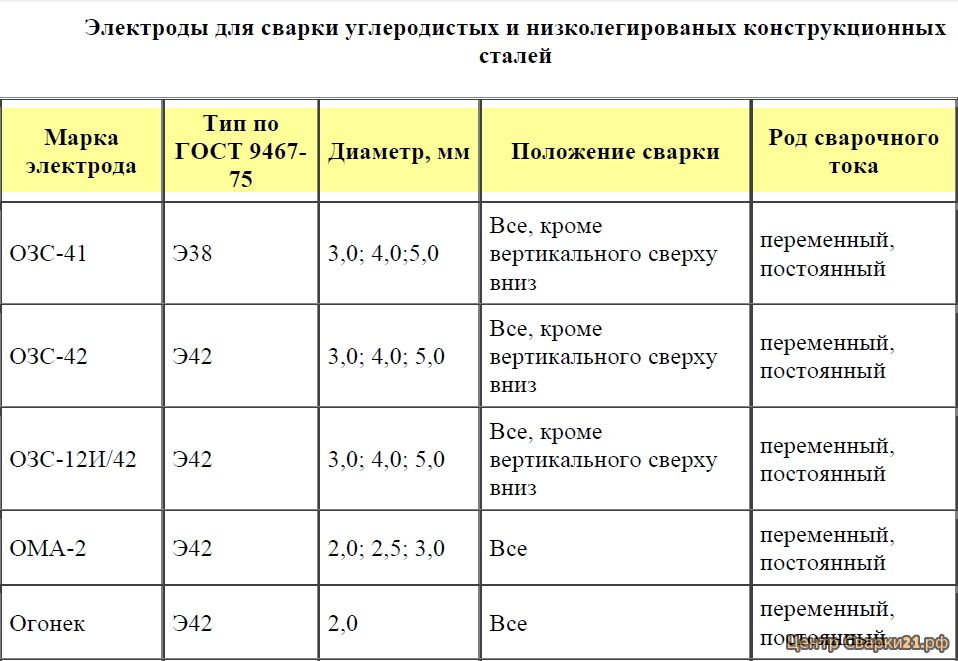 Следует учитывать, что при содержании в стали углерода более 0,25 % возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.
Следует учитывать, что при содержании в стали углерода более 0,25 % возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.
Сталь марки 15ХСНД сваривают вручную электродами типа Э50А или Э55А. Наилучшие результаты дают электрод типа УОНИИ–13/55 и электрод ДСК–50.
Сварку электродами типа ДСК–50 можно выполнять переменным током, но лучшие результаты дает сварка постоянным током обратной полярности. Многослойную сварку следует производить каскадным методом.
Чтобы предупредить перегрев стали, следует выполнять сварку при токах 40–50 А на 1 мм диаметра электрода. Рекомендуется применять электроды диаметром 4–5 мм. Автоматическую сварку сталей 15ХСНД, 15ГС и 14Г2 производят проволокой типа Св–08ГА или Св–08ГА под флюсом АН–348–А или ОСЦ–45 при высоких скоростях, но при малой погонной энергии. В зимних условиях сварку конструкций из стали марки 15ХСНД можно производить при температурах не ниже –10 °C. При более низких температурах применяют предварительный подогрев зоны сварки на ширине до 120 мм по обе стороны шва до температуры 100–150 °C. При температуре –25 °C сварка не допускается.
При более низких температурах применяют предварительный подогрев зоны сварки на ширине до 120 мм по обе стороны шва до температуры 100–150 °C. При температуре –25 °C сварка не допускается.
Стали марок 09Г2С и 10Г2С1 относятся к группе незакаливающихся, не склонных к перегреву и стойких против образования трещин. Ручная сварка электродами типов Э50А и Э55А выполняется на режимах, предусмотренных для сварки низкоуглеродистой стали. Механические свойства сварного шва не уступают показателям основного металла.
Автоматическая и полуавтоматическая сварки выполняются электродной проволокой типа Св–08ГА, Св–10ГА или Св–10Г2 под флюсом АН–348–А или ОСЦ–45. Сварку листов толщиной до 40 мм производят без разделки кромок. При этом равнопрочность сваренного шва обеспечивается за счет перехода легирующих элементов из электродной проволоки в металл шва.
Стали хромокремниемарганцовистые типа «хромансиль» относятся к низколегированным (марки 20ХГСА, 25ХГСА, 30ХГСА и 35ХГСА). Они дают закалочные структуры и склонны к образованию трещин. При этом чем меньше толщина кромок, тем больше опасность закалки металла и образования трещин, особенно в околошовной зоне. Для сварки могут применяться электроды НИАТ—ЗМ типов Э70, Э85. Для ответственных сварных швов рекомендуются электроды со стальными стержнями из проволоки типа Св–18ХГС или Св–18ХМА с покрытием следующих типов: ЦЛ–18–63, ЦК–18Мо, УОНИИ–13/65, УОНИИ–13/85, УОНИИ–13/НЖ.
При этом чем меньше толщина кромок, тем больше опасность закалки металла и образования трещин, особенно в околошовной зоне. Для сварки могут применяться электроды НИАТ—ЗМ типов Э70, Э85. Для ответственных сварных швов рекомендуются электроды со стальными стержнями из проволоки типа Св–18ХГС или Св–18ХМА с покрытием следующих типов: ЦЛ–18–63, ЦК–18Мо, УОНИИ–13/65, УОНИИ–13/85, УОНИИ–13/НЖ.
При сварке рекомендуется следующие режимы:
При сварке более толстых металлов применяется многослойная сварка с малыми интервалами времени между наложением последующих слоев. При сварке кромок разной толщины сварочный ток выбирается по кромке большей толщины и на нее направляется большая часть зоны дуги. Для устранения закалки и повышенной твердости металла шва и околошовной зоны рекомендуется после сварки нагреть изделие до температуры 650–680 °C, выдержать при этой температуре определенное время в зависимости от толщины металла (1 ч на каждые 25 мм) и охладить на воздухе или в горячей воде. Сварку низколегированных сталей в защитном газе производят при плотностях тока более 80 А/мм2.
Сварку низколегированных сталей в защитном газе производят при плотностях тока более 80 А/мм2.
Сварка в углекислом газе выполняется при постоянном токе обратной полярности. Рекомендуется электродная проволока диаметром 1,2–2,0 мм марки Св–08Г2С или Св–10Г2, а для сталей, содержащих хром и никель, Св–08ХГ2С, Св–08ГСМТ.
Эффективной является сварка в углекислом газе с применением порошковой проволоки.
Электрошлаковая сварка сталей любой толщины успешно производится электродной проволокой марки Св–10Г2 или Св–18ХМА под флюсом АН–8 при любой температуре окружающего воздуха.
Газовая сварка отличается значительным разогревом свариваемых кромок, снижением коррозионной стойкости и более интенсивным выгоранием легирующих примесей. Поэтому качество полученных сварных соединений ниже, чем при других способах сварки.
При газовой сварке пользуются только нормальным пламенем при удельной мощности 75–100 л/(ч?мм) при левом способе, а при правом – 100–130 л/(ч?мм). Присадочным материалом служит проволока марок Св–08, Св–08А, Св–10Г2, а для ответственных швов – Св–18ХГС и Св–18ХМА. Проковка шва при температуре 800–850 °C с последующей нормализацией повышает механические качества шва.
Присадочным материалом служит проволока марок Св–08, Св–08А, Св–10Г2, а для ответственных швов – Св–18ХГС и Св–18ХМА. Проковка шва при температуре 800–850 °C с последующей нормализацией повышает механические качества шва.
Поделитесь на страничке
Следующая глава >
info.wikireading.ru
Сварка сталей – Сварочные работы. Практическое пособие – Юрий Федорович Подольский – Ogrik2.ru
Сварка сталей
По свариваемости стальные материалы обычно подразделяют на 4 группы: хорошо, удовлетворительно, ограниченно и плохо сваривающиеся (табл. 32). Иногда вводят пятую: не сваривающиеся (данным способом сварки).
Наиболее существенное влияние на состояние ЗТВ и свариваемость оказывает углерод, способствующий образованию закалочных структур, и легирующие элементы – хром, вольфрам, молибден и ванадий. Последние ухудшают свариваемость за счет образования карбидов (служащих концентраторами напряжений) и за счет понижения критических скоростей закалки.
Углерод до 0,25 % почти не оказывает влияния на свариваемость. При большем содержании значительно ухудшает ее – увеличивает твердость и уменьшает пластичность, приводит к закаливаемости ЗТВ и к появлению трещин, к увеличению количества газовых пор в процессе окисления при сварке.
Марганец при содержании до 1 % не ухудшает свариваемость и не затрудняет сварку. В качестве хорошего раскислителя он способствует уменьшению содержания кислорода в стали. Однако при содержании более 2,5 % свариваемость ухудшается, так как повышается твердость стали, появляются закалочные структуры, могут быть трещины.
Кремний – до 1 % вводится как раскислитель и не влияет на свариваемость. Но при содержании кремния более 2,5 % свариваемость ухудшается, так как образуются тугоплавкие оксиды, ведущие к появлению шлаковых включений, повышаются прочность и твердость, а вместе с этим и хрупкость.
Хром – до 0,6 % не отражается на свариваемости. При содержании хрома более 1 % свариваемость ухудшается, особенно при повышении содержания углерода.
Никель – в обычных углеродистых сталях содержание никеля составляет до 0,3 %, а в высоколегирующих – до 28 %. Никель, вместе с прочностью, увеличивает пластичность как исходной стали, так и шва, и не ухудшает, а даже улучшает свариваемость.
Молибден – в сталях от 0,5 до 3,0 % существенно увеличивает прочность и ударную вязкость стали, но ухудшает свариваемость, повышает склонность к образованию трещин в шве и в ЗТВ.
Медь – содержание ее в сталях до 1 % улучшает свариваемость, повышает их прочность, пластические свойства, ударную вязкость и коррозионную стойкость.
Титан и ниобий в количестве до 1 % вводят в хромистые и хромоникелевые стали для улучшения свариваемости. В бóльших количествах они могут ухудшить свариваемость. Титан при этом способствует образованию горячих трещин.
Трещинообразование при сварке
Отсутствие холодных или горячих трещин при сварке является основной характеристикой свариваемости. Трещины, образующиеся при температурах выше 800–900 °C, называются горячими, а при температурах ниже 300 °C – холодными.
Холодные трещины образуются под влиянием закалочных явлений, присутствия атомов водорода и остаточных растягивающих напряжений. Чувствительность сварного соединения к образованиям холодных трещин оценивают эквивалентным содержанием углерода в детали. Для этого используют эмпирические формулы, из которых наиболее распространенная имеет вид:
Сэкв = С + Mn/6 + (Cr+V+Mo)/5 + (Ni+Cu)/15,
где С, Мn, Cr, V, Mo, Ni, Сu – массовые доли углерода, марганца, кремния, ванадия, молибдена, никеля и меди, %.
При Сэкв ≤ 0,45 – свариваемость хорошая для легированных сталей.
При Сэкв ≤ 0,49 – свариваемость хорошая для низкоуглеродистых сталей.
При Сэкв > 0,45 до 0,5 – свариваемость удовлетворительная, но сталь склонна к образованию холодных трещин и необходим предварительный подогрев свариваемого изделия до температуры Т = 350(Собщ – 0,25)½, где Собщ – общий эквивалент углерода, зависящий от Сэкв и толщины S свариваемых деталей: Собщ = Сэкв(1 + 0,005S).
При Сэкв > 0,5 до 0,6 – свариваемость ограниченная, требуются подогрев и отжиг, или нормализация.
При Сэкв > 0,6 до 0,8 – свариваемость плохая.
Пример. Допустим, нужно определить возможность сварки деталей толщиной 5 мм из стали 40ХН.
Для этого понадобится справочник по маркам сталей. Для стали 40ХН содержание С = 0,36–0,44; Mn = 0,5–0,8; Cr = 0,45–0,75; Ni = 1–1,4; Cu ≤ 0,3; ванадий и молибден не содержатся.
Для расчета возьмем средние значения химических элементов в этой стали.
Сэкв=0,4+0,65/6+0,6/5+1,4/15 ≈ 0,72 > 0,45. Следовательно, детали перед сваркой необходимо нагревать.
Собщ = 0,72(1+0,005 × 5) ≈ 0,74. Таким образом, детали нужно нагреть перед сваркой до температуры Т=350(0,74–0,25)½ ≈ 245 °C.
Формул для определения Сэкв существует около десятка, и достоверность их, в принципе, весьма относительная, так как формулы эти эмпирические, т. е. без вывода. Вот некоторые из них:
1. Рекомендованная ГОСТ 27772–88 формула для всех сталей:
Рекомендованная ГОСТ 27772–88 формула для всех сталей:
Сэкв = С+ Mn/6 + Si/24 + Cr /5 + Ni/40 + Cu/13 + V/14 + P/2.
2. Уточненная формула для всех сталей:
Сэкв = С + Мn/6 + Сr/6 + Si/5 + Cu/7 + Р/2 + Ni/12 + Mo/4 + V/5.
3. Для малоуглеродистых сталей:
Сэкв = С + Мn/6 + 0,024S, где S – толщина свариваемой кромки (наибольшей).
4. Для легированных сталей:
Сэкв = С + Mn/20 + Ni/15 + (Cr + Mo + V)/10 + 0,024S, где S – толщина металла.
5. Для различных сталей:
Сэкв = С + Мn/6 + Сr/3 + Ni/15 + V/5.
Во всех формулах количество указанного элемента дается в процентном содержании, затем выполняется вычисление.
В процессе кристаллизации металла шва в ЗТВ могут возникать горячие трещины. Они проходят по границам кристаллитов и вызывают межкристаллитное разрушение. Чувствительность сварного соединения к образованию горячих трещин (HCS) вычисляют по формуле:
При HCS < 4 горячие трещины не образуются. Для высокопрочных сталей коэффициент HCS должен быть менее 1,6–2,0.
Для высокопрочных сталей коэффициент HCS должен быть менее 1,6–2,0.
Сварка низкоуглеродистых и углеродистых сталей
Низкоуглеродистые стали (С < 0,25 %) хорошо свариваются, а сварные соединения легко обрабатываются режущим инструментом.
Электросварку ведут электродами типа Э42 и Э46. В большинстве случаев не требуются специальные меры, направленные на предотвращение образования закалочных структур. Однако при сварке угловых швов на толстом металле и первого слоя многослойного шва для повышения стойкости металла к кристаллизационным трещинам может потребоваться предварительный подогрев до температуры 120–150 °C.
Для сварки рядовых конструкций из низколегированных сталей обычно применяют электроды типа Э42А, а ответственных – типа Э50А, что обеспечивает получение металла с достаточной стойкостью к кристаллизационным трещинам и требуемыми прочностными и пластическими свойствами.
Распространенные стали типа 15ХСНД при сварке склонны к образованию закалочных структур.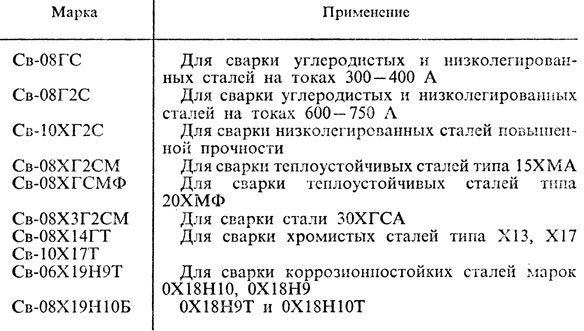 Для предупреждения перегрева и закаливания рекомендуется многослойная сварка с большим интервалом времени между наложением слоев. Дуговую сварку металла толщиной 2 мм и более выполняют электродами УОНИИ-13/45, УОНИИ-13/65 на постоянном токе обратной полярности. Для изделий толщиной более 15 мм после сварки необходима термообработка – высокотемпературный отпуск (550–650 °C).
Для предупреждения перегрева и закаливания рекомендуется многослойная сварка с большим интервалом времени между наложением слоев. Дуговую сварку металла толщиной 2 мм и более выполняют электродами УОНИИ-13/45, УОНИИ-13/65 на постоянном токе обратной полярности. Для изделий толщиной более 15 мм после сварки необходима термообработка – высокотемпературный отпуск (550–650 °C).
Газосварка углеродистых сталей. Низкоуглеродистые стали обладают хорошей свариваемостью в широком диапазоне значений тепловой мощности пламени. Вид пламени – нормальное. Его тепловую мощность при левом способе сварки выбирают исходя из расхода ацетилена 100–130 дм3/ч на 1 мм толщины свариваемого металла, а при правом способе – 120–150 дм3/ч.
Сварку проводят как левым, так и правым способами без флюса с использованием в качестве присадочного материала сварочной проволоки следующих марок:
● Св-08 и Св-08А – для неответственных конструкций;
● Св-08Г, Св-08ГА, Св-10ГА и Св-14ГС – для ответственных конструкций.
Для уплотнения и повышения пластичности наплавленного металла после сварки применяют проковку и последующую термообработку шва. Проковку рекомендуется осуществлять при температуре светло-красного каления (800–850 °C) и заканчивать при температуре темно-красного каления. Термической обработке после сварки подлежат ответственные и толстостенные конструкции.
Сварка углеродистыхсталей. Углеродистая сталь делится на высоко-, средне– и низкоуглеродистую в зависимости от количества углерода в ней. Высокоуглеродистые стали содержат 0,5–1 % С, среднеуглеродистые – 0,3–0,5 %.
При электросварке среднеуглеродистых сталей возможно образование трещин как в основном, так и в наплавленном металле. Трудность сварки таких сталей заключается в обеспечении необходимого термического цикла для улучшения ЗТВ. Для получения качественных соединений перед сваркой необходим подогрев изделия. Чем больше углерода в стали, тем выше должна быть температура предварительного подогрева. Подогрев выполняется симметрично сварному шву на ширину 50–80 мм от оси шва до температуры 100–350 °C. После сварки изделие вновь помещают в печь, нагревают его до 675–700 °C, медленно охлаждают вместе с печью до 100–150 °C. Дальнейшее охлаждение изделия возможно на воздухе. При термических воздействиях (подогрев и т. п.) необходимо учитывать и температуру окружающего воздуха, чтобы скорость охлаждения была медленной – не более 50 °C в секунду, во избежание образования трещин.
После сварки изделие вновь помещают в печь, нагревают его до 675–700 °C, медленно охлаждают вместе с печью до 100–150 °C. Дальнейшее охлаждение изделия возможно на воздухе. При термических воздействиях (подогрев и т. п.) необходимо учитывать и температуру окружающего воздуха, чтобы скорость охлаждения была медленной – не более 50 °C в секунду, во избежание образования трещин.
Тип электрода для сварки по прочности должен быть не ниже прочности основного металла: марок УОНИИ-13/45, УОНИИ-13/55, УОНИИ-13/65, УП-1/45, ОЗС-2, УП-2/45, ВСП-1, МР-1, ОС 3–4 и др. Сварку электродами УОНИИ-13/55, ОЗС-2, ВСП-3 можно выполнять только на постоянном токе обратной полярности. Применение электродов ВСП-1, МГ-1, ОЗС-4 позволяет использовать любой род тока. Перед сваркой электроды необходимо просушить при температуре 150–200 °C.
При механизированных способах сварки нужно применять проволоку малых диаметров (например, 1,2 мм) с минимальной погонной энергией. Большая глубина проплавления для таких сталей неприемлема, так как происходит оплавление основного металла в больших объемах, при этом усложняются режимы сварки и при малейших отклонениях ухудшается качество.
Для газовой сварки среднеуглеродистых сталей нужно нормальное или слегка науглероживающее пламя. Его тепловая мощность должна быть меньше, чем при сварке низкоуглеродистых сталей (расход ацетилена 75–100 дм3/ч на 1 мм толщины металла).
Сварку сталей при содержании углерода до 0,45 % проводят без флюса, а при 0,45–0,6 % – с флюсами следующих составов, %:
● прокаленная бура – 100;
● карбонат калия – 50, гидроортофосфат натрия – 50;
● борная кислота – 70, карбонат натрия – 30.
В качестве присадочного материала используют проволоку марок Св-08ГА, Св-10ГА и Св-12ГС.
При толщине металла свыше 3 мм осуществляют общий подогрев изделия до температуры 250–350 °C или местный подогрев горелками до температуры 600–650 °C.
Сварку выполняют только левым способом, чтобы уменьшить перегрев основного металла. Для улучшения механических свойств сварного соединения шов проковывают при температуре 850–900 °C с последующим высокотемпературным отпуском при температуре 600–650 °C.
Сварка высокоуглеродистых сталей
Высокоуглеродистыестали с содержанием углерода 0,48–0,70 %, как правило, не применяются для сварных конструкций как непригодные. Из этих сталей изготавливают различные детали, которые подвергаются наплавке для повышения износостойкости, как новые, так и при восстановлении (ремонтные), например валки прокатных станов, подкрановые колеса мостовых кранов и т. п.
Технология электросварки высокоуглеродистых сталей обязательно предусматривает предварительный подогрев до 350–400 °C, иногда сопутствующий подогрев и последующую термообработку. Сварку выполняют узкими валиками небольшими участками. Сварка при температуре окружающей среды ниже 5 °C и на сквозняках недопустима.
Определение марки стали довольно точно можно произвести по пучку искр, образующемуся при ее обработке на наждачном круге. Форма и длина нитей искр, цвет искр, форма пучка различны для разных марок стали:
● малоуглеродистая сталь – непрерывные соломенно-желтые нити искр с небольшим количеством звездочек на концах нитей;
● углеродистая сталь (с содержанием углерода около 0,5 %) – пучок светло-желтых нитей искр со звездочками;
● инструментальная сталь У7 – У10 – расходящийся пучок светло-желтых нитей с большим количеством звездочек;
● инструментальная сталь У12, У13 – плотный и короткий пучок искр с очень большим количеством «разветвленных» звездочек;
● инструментальная сталь с содержанием хрома – плотный пучок темно-красных нитей искр с большим количеством желтых звездочек; звездочки сильно «разветвленные»;
● быстрорежущая сталь с содержанием хрома и вольфрама – пучок прерывистых темно-красных нитей искр, на концах которых более светлые звездочки каплеобразной формы;
● пружинная сталь с содержанием кремния – широкий пучок темно-желтых искр с более светлыми звездочками на концах нитей;
● быстрорежущая сталь с содержанием кобальта – широкий пучок темно-желтых нитей искр без звездочек.
Газосваркой высокоуглеродистые стали плохо свариваются из-за образования трещин в закалочных структурах основного металла. Вид пламени – нормальное или слегка науглероживающее. Его тепловую мощность выбирают исходя из расхода ацетилена 75–90 дм3/ч на 1 мм толщины металла.
Сварку выполняют левым способом без поперечных колебаний мундштука горелки с применением флюсов и проволок тех же марок, что и при сварке среднеуглеродистых сталей. Обязателен подогрев до температуры 250–350 °C. После сварки рекомендуется проковка шва с последующей нормализацией или отпуском.
Сварка легированных сталей
Легированными называются стали, которые в своем составе содержат легирующие элементы, придающие сталям специальные свойства. Приобретая новые качества от легирования, они способны воспринимать высокие нагрузки, противостоять действиям агрессивных сред и высоких температур.
Технология сварки низколегированных сталей
Низколегированные стали содержат до 0,23 % углерода, легирующие добавки (до 2 %) и иногда называются сталями повышенной прочности. Низколегированные жаропрочные стали содержат легирующие элементы – молибден, вольфрам, ванадий.
Низколегированные жаропрочные стали содержат легирующие элементы – молибден, вольфрам, ванадий.
Разработка марок легирующих сталей выполняется по принципу обеспечения хорошей свариваемости. Широкое применение имеют стали 09Г2, 09Г2С, 10ХСНД, 15ХСНД и многие другие.
Особенности сварки низколегированных сталей. Эти материалы ведут себя при сварке так же, как и низкоуглеродистая сталь, но имеются отличия при действии термических циклов.
1. Больше склонность к росту зерна в околошовной зоне, особенно при перегреве.
2. Больше склонность к подкалке при повышенных скоростях остывания.
3. Стойкость металла шва против образования горячих трещин ниже из-за наличия легирующих элементов.
4. Чувствительность к концентраторам напряжений и даже к тепловым «ожогам».
При электросварке низколегированные стали имеют незначительное отличие от низкоуглеродистых. Оно заключается в правильном выборе электродов, флюсов и присадочного электродного материала с учетом прочностных характеристик стали, а также в уменьшении погонной тепловой энергии при сварке.
Величина требуемой энергии выбирается по формуле
Qпог = Qэф/vсв = (0,24 × Iсв × Uд × ηд)/vсв,
где Qпог – погонная тепловая энергия (берется из таблиц) в кал/см, в среднем Qпог = 8000 / 23 000 кал/см в зависимости от марки свариваемой стали;
vсв – скорость сварки, м/ч;
Qэф – эффективная тепловая энергия;
Iсв – величина сварочного тока;
Uд – рабочее напряжение дуги;
ηд – КПД дуги;
0,24 – коэффициент перевода из электротехнических единиц в тепловые, кал/(Вт∙с).
Из формулы видно, что чем больше скорость сварки, тем меньшей мощности требуется погонная энергия.
Низколегированныежаропрочные стали сваривают в основном электродами или сплошной (специальной) сварочной проволокой в защитных газах – чаще в смесях аргона и углекислого газа (90/10 %). Электродные стержни применяют из сварочной проволоки Св12М (и ей подобных) с содержанием молибдена до 0,7 %.
При сварке жаропрочных сталей подогрев считается обязательным при толщине более 10 мм. При сварке жестких конструкций, например труб, подогрев до 200 °C считается совершенно необходимым.
При сварке жестких конструкций, например труб, подогрев до 200 °C считается совершенно необходимым.
При сварке хромомолибденовых сталей технологический процесс сложнее, так как после сварки необходима термообработка в виде нормализации и высокого отпуска. После термообработки жаропрочная сталь может находиться на уровне равнопрочности. Погонная энергия ограничена. Начало и конец шва должны быть на технологических планках, а не на изделии.
Сварку хромистых безникелевых нержавеющих сталей ведут на мягких тепловых режимах, с малой скоростью охлаждения сварного соединения. Для сварки применяют электроды с фтористо-калиевыми покрытиями. Сварку ведут на постоянном токе при обратной полярности. При сварке хромистых сталей большой толщины (10–15 мм) применяют предварительный и сопутствующий подогрев до 300–350 °C, а после сварки – отпуск при температуре 700–720 °C.
Хромистые и хромоникелевые стали очень чувствительны к нагреву. В интервале температур 400–900 °C в этих сталях происходит образование карбидов хрома – химического соединения хрома с углеродом. Поэтому содержание хрома уменьшается, сталь теряет антикоррозионные свойства. Хром способен легко окисляться, образовывая тугоплавкий шлак и затрудняя сварку. Хромистые и хромоникелевые стали имеют низкую теплопроводность, и этим объясняется их большая склонность к короблению. Поэтому сварка хромоникелевых сталей ведется так, чтобы не было перегрева основного металла и большого объема сварочной ванны.
Поэтому содержание хрома уменьшается, сталь теряет антикоррозионные свойства. Хром способен легко окисляться, образовывая тугоплавкий шлак и затрудняя сварку. Хромистые и хромоникелевые стали имеют низкую теплопроводность, и этим объясняется их большая склонность к короблению. Поэтому сварка хромоникелевых сталей ведется так, чтобы не было перегрева основного металла и большого объема сварочной ванны.
Сварочный ток по возможности пониженный. Дуга короткая, сварка без поперечных колебательных движений, многослойными швами. Необходимо жестко закреплять детали, чтобы предотвратить коробление свариваемого изделия. Оптимальная скорость охлаждения хромоникелевых и в особенности хромистых сталей для создания благоприятной структуры шва и околошовной зоны должна составлять 3,0–5,0 °C в секунду. При этом пригодны любые технологические способы, способные тормозить скорость охлаждения.
При сварке сталей марок 03Х18Н9Т и 06X15Т толщиной до 2 мм применяют флюсы таких составов:
● 80 % плавикового шпата и 20 % ферротитана;
● 80 % буры и 20 % оксида кремния.
Флюс разводят в воде и в виде пасты наносят на кромки и обратную сторону шва за 15–20 мин до сварки.
Особенно важно в процессе сварки равномерно и симметрично распределять по всему изделию малыми дозами тепловложение от сварочной дуги, тогда не будет перегревов и деформаций. Порядок, последовательность и направление небольших по протяженности швов должны быть четко указаны в технологическом процессе.
При газовой сварке низколегированные строительные стали 10ХСНД и 15ХСНД обладают хорошей свариваемостью. Вид пламени – нормальное. Его тепловую мощность выбирают исходя из следующих значений расхода ацетилена на 1 мм толщины металла:
● при левом способе сварки – 75–100 дм3/ч;
● при правом – 100–130 дм3/ч.
Сварку осуществляют как левым, так и правым способами без флюса с применением в качестве присадочного материала сварочной проволоки марок Св-08, Св-08А и Св-10Г2.
Для улучшения механических свойств металла шва его проковывают при температуре светло-красного каления (800–850 °C), а затем осуществляют нормализацию.
Низколегированные теплоустойчивые стали (молибденовые 12М, 15М, 20М и 2MJI, хромомолибденовые – 12ХМ, 15ХМ, 20ХМ и 30ХМ) способны закаливаться на воздухе. При газосварке происходит выгорание хрома и молибдена.
Вид пламени – нормальное, расход ацетилена – 100 дм3/ч на 1 мм толщины металла.
Сварку проводят как левым, так и правым способами без применения флюса с использованием в качестве присадочного материала сварочной проволоки марок Св-08ХНМ, Св-10ХНМА, Св-18ХМА, Св-08ХМ и Св-10ХМ. Рекомендуется предварительный подогрев стыка до температуры 250–300 °C.
При толщине металла до 5 мм сварку осуществляют за один проход с минимально возможным числом перерывов. При вынужденных перерывах перед возобновлением сварки необходимо подогреть весь стык до температуры 250–300 °C. По окончании сварки пламя горелки следует медленно отвести вверх от стыка, чтобы газы полностью выделились из расплавленного металла. Затем сваренные детали нагревают горелкой: соединения из молибденовой стали – до температуры 900–930 °C, а из хромомолибденовой – до 930–950 °C. После нагрева изделия охлаждают на воздухе.
Низколегированные хромокремнемарганцовистые стали (20ХГС, 25ХГС, 30ХГС, 30ХГСА и 35ХГС) имеют склонность к закалке. Выгорание хрома и кремния приводит к образованию оксидов, шлаков и непроваров.
Вид пламени – нормальное, расход ацетилена 75–100 дм3/ч на 1 мм толщины металла.
Сварку проводят преимущественно левым способом без флюса. Для неответственных конструкций используют сварочную проволоку Св-08 и Св-08А; для ответственных – Св-18ХГСА, Св-19ХГС, Св-13ХМА, Св-18ХМА.
Сварку рекомендуется выполнять без перерывов, не задерживая пламя горелки на одном месте. Для снижения уровня деформаций сварку осуществляют от середины шва к краям обратноступенчатым способом. Для устранения образования трещин в металле шва и околошовной зоне изделия после сварки медленно охлаждают.
Особенность сварки среднелегированных сталей
Эти стали отличаются тем, что содержание углерода в них наполовину меньше, и они содержат как обязательный легирующий элемент хром – до 5 %. Остальные легирующие элементы – молибден, ванадий, вольфрам, ниобий.
В жаропрочных сталях имеет место сложное, комплексное легирование. Оно позволяет упрочнить феррит, а после сварки и термообработки получить сварные конструкции с высокой прочностью порядка 60–200 кг/мм2.
Широкое применение получили стали 30ХГСА (хромомарганцовистая), 30ХН2МФА и подобные им.
При электродуговой сварке технологические рекомендации для низколегированных и среднелегированных сталей в принципе одинаковы.
Хромокремнемарганцовистые стали. Среднелегированные конструкционные стали повышенной прочности 20ХГСА, 25ХГСА, ЗОХГСА и 35ХГСА при сварке образуют закалочные структуры. В зависимости от толщины металла применяют однослойную и многослойную сварку с малыми интервалами времени между наложением слоев. Для сварки применяют электроды со стержнями Св-18ХГС, Св-18ХМА или низкоуглеродистую проволоку Св-08А с покрытием типа НИАТ-ЗМ, ЦЛ-18–63, ЦЛ-30–63, ЦЛ-14, УОНИИ-13/85. Изделия, сваренные из стали 25ХГСА, нагревают до температуры 650–880 °C с выдержкой в течение 1 ч на каждые 25 мм толщины и охлаждают на воздухе или в горячей воде.
Трудности сварки:
● повышенная вероятность появления холодных трещин в околошовной зоне, реже – в наплавленном металле вследствие повышенного содержания углерода и других элементов; сопротивляемость околошовной зоны холодным трещинам снижается из-за резкого различия ее свойств и свойств металла шва;
● повышенная вероятность образования в металле шва кристаллизационных трещин, обусловленная повышенным содержанием серы, углерода;
● необходимость получения равнопрочного сварного соединения вступает в противоречие с необходимостью уменьшения содержания углерода в металле шва по условиям трещинообразования;
● разный химический состав основного металла и шва затрудняет выбор режима термообработки. При грамотном подборе присадочного материала, защитного газа, электродов, при правильно выбранном технологическом процессе сварные соединения получаются качественными и надежными. Рекомендуется применять многослойную сварку по принципу «слой на слой», с перекрытием ⅓ предыдущего слоя, но не во всю ширину шва в окончательном виде.
Варианты технологического процесса:
1. Для сварки деталей ответственного назначения из стали 30ХГСА применяется следующая проверенная технология сварки: подогрев до 350 °C, сварка в защитной газовой смеси (аргон – 90 %, углекислый газ – 10 %) с разделкой кромок; толщина металла (и шва) – 22 мм, сварочная проволока марки Св07ХНЗМД по ТУ14–1-4345–87, ∅ 1,2 мм. Сварочный ток 210–230 А, сварка в 3–4 слоя, подогрев после сварки зоны шва на 200 °C, затем защита (укутывание) асботканью в 3 слоя всей зоны сварки, остывание со скоростью 3–6 °C в секунду до 60 °C. Сварной шов испытывает большие переменные (не знакопеременные) нагрузки и прекрасно работает.
2. Сварка крупных изделий из стали 12ГН2МФАЮ выполняется проволокой сварочной марки Св08ХН2ГМТА ∅ 1,2 мм в защитной среде смеси газов: аргон – 88 % + углекислый газ – 12 %, с предварительным местным подогревом зоны сварки до 200 °C, ширина околошовной зоны ~80 мм, толщина листов 8 мм, швы в 2 слоя: один на другой – ступенькой (не во всю ширину). Указанная газовая смесь смягчает процесс сварки, уменьшает количество и размер брызг, повышает глубину провара, уменьшает вероятность появления горячих трещин и пор.
Опасной вредной примесью в околошовной зоне является водород, который диффундирует в околошовную зону, скапливается в микропустотах и несовершенствах кристаллической решетки и, переходя в молекулярную форму, создает громадное давление, что приводит к образованию трещин.
Для сваривания низколегированных и среднелегированных сталей используются ручная сварка электродами, автоматическая под флюсом, полуавтоматическая и автоматическая в защитных газах и их смесях. Оптимальная скорость охлаждения для сталей типа 30ХГСА составляет 6,3 °C в секунду.
Вариант технологического процесса. C точки зрения протекания процесса сварки, сталь низколегированную высокопрочную марки 14Х2ГМР не отличить от низкоуглеродистой, но для получения надежного качества после сварки необходимо выполнить комплекс технологических мер и правильно выбрать сварочные материалы. Варианты сварки этой стали следующие: полуавтоматическая сварка сварочной проволокой марки Св10ХГ2СМА, защитный газ СО2 или Аr + СО2, либо порошковой проволокой ПП-АН54 по ВТУ ИЭС № 90–73. Диаметр сварочной проволоки 1,0–1,6 мм. При ручной сварке сталей 14Х2ГМР + 09Г2С, 10ХСНД сталь 3 применяются электроды АНП-2 по ТУ 14–4-468–73 или УОНИИ-13/45.
При автоматической сварке под флюсом – проволока сварочная Св-08ХН2ГМЮ, флюс АН-17М или проволока Св-10ГА, Св-08ГС, Св-10Г2, флюс тот же. Сварка должна выполняться при отсутствии сквозняков и при окружающей температуре не ниже –10 °C. Местный подогрев до 150–200 °C применяют для больших толщин (более 8 мм) и для узлов со сложными сопряжениями деталей. Время нагрева примерно 1,5–2,0 мин на 1 мм толщины соединения нормальным пламенем газового резака. Начало и окончание сварного шва должны быть выведены на технологические пластины. Сварочный ток немного ниже обычного (до 10 %), протяженность сварки одного участка шва – до 250 мм. Рекомендуется сварка многослойным швом.
Газовая сварка. Среднелегированные и высоколегированные хромистые стали (1X13, 2X13 и др.) склонны к образованию закалочных структур на воздухе и трещин в области шва и в околошовной зоне.
Вид пламени – нормальное; расход ацетилена 70 дм3/ч на 1 мм толщины металла.
В качестве присадочного материала используют сварочную проволоку марок Св-02Х19Н9, Св-04Х19Н9 и Св-06Х19Н9Т. Сварку проводят с применением флюса следующего состава (%): борная кислота – 55, оксид кремния – 10, ферромарганец – 10, феррохром – 10, ферротитан – 5, титановая руда – 5, плавиковый шпат – 5.
Сварку выполняют в один слой с предварительным подогревом до температуры 200–250 °C и максимально допустимой скоростью, без перерывов и повторного нагрева. При толщине металла до 3 мм применяют левый способ сварки, при толщине свыше 3 мм – правый.
Сварка высоколегированных сталей
Высоколегированными называют стали на основе железа, легированные одним или несколькими элементами в количестве 5–55 %. Эти стали имеют высокие прочность, вязкость, пластичность и широко применяются в промышленности. Но далеко не все из них по свариваемости пригодны для сварных конструкций и изделий. По содержанию никеля эти стали делят на 3 группы.
1. Безникелевые.
2. Никельсодержащие – до 8 % Ni.
3. Никельсодержащие – 8–30 % Ni.
По назначению они образуют 8 групп.
1. Инструментальные высококачественные.
2. Шарикоподшипниковые.
3. Магнитные.
4. Нержавеющие.
5. Жаростойкие.
6. Маломагнитные и немагнитные.
7. Жаропрочные.
8. С высоким омическим сопротивлением (например, нихром Х20Н80).
В сварных конструкциях применяются лишь стали 4-й, 5-й и 7-й групп.
Высоколегированные стали имеют ряд свойств, которые сказываются на технологии сварки.
1. Теплопроводность по сравнению с низкоуглеродистыми сталями понижена в 1,5–2 раза, а коэффициент линейного расширения увеличен в 1,5 раза. Это приводит при сварке к концентрации теплоты и к увеличению проплавления металла изделия, поэтому силу тока нужно уменьшать на 15–20 %. Большой коэффициент линейного расширения порождает значительные деформации в процессе и после сварки, а при отсутствии зазоров в сварном соединении и большой жесткости узла или больших толщинах свариваемого изделия – даже трещины, к которым эти стали более склонны.
2. Высокое электрическое сопротивление приводит к сильному нагреву электродного стержня. Поэтому при сварке электроды с хромоникелевыми стержнями выпускают длиной не более 350 миллиметров.
3. Сравнительно большая литейная усадка увеличивает деформацию и склонность к образованию трещин.
Хромистые стали 40Х9С2, 15Х5М, 10Х5МФ, 12X13, 15X28, 15Х18С10 хорошо сопротивляются окислению при высоких температурах и стойки к агрессивной среде, но склонны к закалке на воздухе и росту зерен в ЗТВ. Их сварку необходимо выполнять с предварительным подогревом до 200–400 °C. После сварки изделие охлаждают на воздухе до 150–200 °C, а затем подвергают высокому отпуску: нагрев в печи до 720–750 °C с выдержкой в течение 5 мин на 1 мм толщины металла, но не менее 1 ч, с последующим медленным охлаждением на спокойном воздухе. Закалку проверяют с помощью магнита (закаленная сталь немагнитна).
Коррозионно-стойкие высокохромистые стали способны утрачивать антикоррозионные свойства при неправильном термическом цикле сварки. Это явление называется межкристаллитной (ножевой) коррозией. Если сталь не содержит до 1 % титана или ниобия, но содержит бор и ванадий, которые снижают жаростойкость, то при нагревании выше 500 °C происходит выпадение из твердого раствора карбидов хрома и железа по границам зерен (кристаллов). Границы зерен обедняются хромом, и карбиды хрома и железа становятся центрами коррозии и коррозионного растрескивания. Поэтому коррозия называется межкристаллитной (ножевой), так как нет химической однородности кристалла.
Последующая термообработка (чаще – закалка) позволяет восстановить антикоррозионные свойства. Нагревом до 850 °C ранее выпавшие из раствора карбиды хрома вновь растворяются в аустените, а при быстром охлаждении они не выделяются в отдельную фазу. Быстрым охлаждением фиксируется строение металла.
Такой вид термообработки называется стабилизацией. Стабилизация несколько снижает пластичность и вязкость металла, но зачастую эти свойства у коррозионно-стойких сталей не являются главенствующими, и таким эффектом можно пренебречь.
При сварке жаростойких сталей нужно обеспечивать быстрое охлаждение (любыми методами), тогда коррозионная стойкость сохраняется и без применения термообработки. К таким маркам относятся стали аустенитного класса, типа 18/8, т. е. с содержанием 18 % хрома и 8 % никеля. Эти марки сталей относятся к группе хорошо сваривающихся из-за наличия никеля и позволяют применять ускоренное охлаждение при сварке и после нее.
Для получения высокой пластичности и вязкости без потери антикоррозионных свойств сварного соединения необходимо закалить металл: прогреть по всей толщине до температуры 1000–1100 °C и быстро охладить в воде. Этот режим приемлем для хромоникелевых сталей аустенитного класса.
При электродуговой сварке электроды для высоколегированных сталей имеют основной тип покрытия и редко – смешанный. Электродный стержень близок по химическому составу к основному металлу, но с увеличенным количеством некоторых легирующих элементов (молибден, марганец, вольфрам), необходимых сварному шву для придания ему мелкозернистой структуры и для улучшения механических свойств, в первую очередь пластичности.
В сварном стыке обязательно должен быть зазор (разумного размера) для свободной усадки шва при остывании. Сварку нужно вести по возможности тонкими электродами и швами при минимальной погонной тепловой энергии. Чтобы более равномерно распределять нагрев по изделию в процессе сварки и уменьшать скорость охлаждения изделия после нее, высоколегированные стали, склонные к закалке, подогревают до 100–300 °C.
Главной причиной появления пор при сварке жаростойких сталей является водород. Источники водорода – флюс, электродное покрытие, защитный газ, различные наслоения с влагой. Поэтому свариваемые кромки должны быть чистыми. Сварочная проволока (в том числе и для электродов) для сварки высоколегированных сталей с особыми свойствами выпускается по ГОСТ 2246–70, которым предусмотрена 41 марка, например марки Св-06Х19Н9Т, Св-04Х19Н9, Св-05Х19Н9ФЗС2, Св-10Х17Т, Св-12ХПНМФ и др. Электроды этой группы применяются для сварки высоколегированных сталей с особыми свойствами, таких как: 15Х25Т, 08Х18Т1, 20Х23Н13, 20Х23Н18, 10Х23Н18,15Х12ВНМФ, 14Х17Н2, 12Х18Н9,12Х18Н10Т и др. Следует еще раз отметить, что никель улучшает свариваемость.
Режимы сварки высоколегированных сталей и сплавов аустенитными электродами назначают с таким расчетом, чтобы отношение силы тока к диаметру электрода не превышало 25–30 А/мм. При сварке аустенитными электродами в вертикальном или потолочном положении силу тока уменьшают на 10–30 % по сравнению со сваркой в нижнем положении. Электроды перед сваркой, во избежание образования пор в металле шва, прокаливают при температуре 250–400 °C в течение 1–1,5 часа.
Газовая сварка высоколегированных сталей может применяться только в случаях, когда нет другого выхода. Высоколегированные (содержащие свыше 10 % легирующих элементов) хромистые (свыше 14 % хрома) и хромоникелевые стали сваривать газовой сваркой не рекомендуется из-за резкого ухудшения их эксплуатационных свойств. Даже небольшой избыток кислорода в пламени приводит к выгоранию хрома.
В качестве присадки применяют сварочную проволоку, близкую по химическому составу к свариваемому металлу. При газосварке титан выгорает полностью, что приводит к межкристаллитной коррозии. При нагреве до 500–800 °C и медленном охлаждении, что характерно для газовой сварки, из твердого раствора выпадают карбиды хрома по границам зерен с потерей коррозионной стойкости.
Для сварки необходим еще и флюс сложного состава: 28 % мрамора, 30 % фосфора, 10 % ферромарганца, 6 % ферросилиция, 6 % ферротитана, 20 % двуокиси титана. Флюс разводится на жидком стекле и наносится на кромки детали в виде пасты. Сварка выполняется после высыхания флюса.
При наличии хороших электродов и источников питания дуги нет необходимости применять более сложную и малопроизводительную технологию сварки, да еще с потерей качества соединений.
Показать оглавление Скрыть оглавление
ogrik2. ru
Технология сварки низколегированных сталей (часть1)
Наиболее часто с помощью электрошлаковой сварки изготовляют конструкции из низколегированных сталей марок 30ХГСА, 15ХМА, 16ГНМ и 09Г2ДТ (сталь М).
Электрошлаковая сварка стали 30ХГСА в отличие от обычной дуговой сварки под флюсом не вызывает особых затруднений. Металл шва, выполненного электрошлаковой сваркой, несмотря на повышенное содержание в этой стали углерода и кремния, стоек против образования трещин.
При электрошлаковой сварке стали 30ХГСА исключается образование в околошовной зоне закалочных структур, которые способствуют образованию трещин. Твердость стали 30ХГСА в околошовной зоне не превышает 300 НВ.
До сих пор с применением электрошлаковой сварки изготовлялись конструкции из стали 30ХГСА толщиной 30 и 70 мм. Сваривают такую сталь одним или двумя неподвижными (неподвижна их ось) электродными проволоками диаметром 3 мм. При этом применяется режим сварки, приведенный в табл. 98.
Таблица 98. Режим электрошлаковой сварки стали 30ХГСА толщиной 30 и 70 мм.
Толщина металла, мм | Количество электродов, шт. | Ток, А | Напряжение сварки, В | Глубина шлаковой ванны, мм | «Сухой» вылет электрода, мм | Зазор между свариваемыми кромками, мм |
30 | 1 | 475—550 | 36—38 | 35—45 | 35—40 | 20—22 |
70 | 2 | 400—450 | 34—36 | 40—45 | 35—40 | 20—22 |
Сварка выполняется электродной проволокой Св-10ГСМТ или Св-18ХМА (ГОСТ 2246) под флюсом АН-22 или АН-8М. Указанный режим и сварочные материалы обеспечивают получение качественного сварного соединения с требуемыми механическими свойствами металла шва и околошовной зоны.
После термической обработки сварного соединения, состоящей из закалки в масле с температуры 880—910°С и последующего отпуска при температуре 510—550°С, механические свойства металла шва и околошовной зоны не уступают механическим свойствам свариваемого металла (табл. 99).
www.prosvarky.ru
Газовая сварка легированных сталей | Сварка и сварщик
Свариваемость легированных сталей определяется их составом. Большинство легирующих добавок понижает теплопроводность стали, вследствие чего увеличивается склонность к короблению. При газовой сварке легированных сталей происходит также частичное выгорание легирующих примесей, поэтому металл шва по своим свойствам отличается от основного металла. Для предупреждения перегрева наплавленного металла и появления деформаций легированные стали сваривают горелками меньшей мощности. Для уменьшения выгорания легирующих элементов пламя выбирают нормальное или с небольшим избытком ацетилена. Некоторые легированные стали закаливаются на воздухе, поэтому при сварке таких сталей применяют предварительный подогрев и последующую термообработку.
Низколегированные стали содержат легирующих элементов до 2,5%. Для строительных конструкций применяют низколегированные стали 10ХСНД и 15ХСНД, которые хорошо свариваются газовой сваркой. При сварке применяется нормальное пламя. Мощность сварочного пламени выбирается из расчета расхода ацетилена 75-100 дм3/ч при левом способе и 100-130 дм3/ч при правом способе на 1 мм толщины свариваемого металла. В качестве присадки используется сварочная проволока Св-08, Св-08А, Св-10Г2. Сварка осуществляется без применения флюса. Для повышения механических свойств металла шов проковывают при светлокрасном калении (800-850°С) с последующей нормализацией.
Низколегированные теплоустойчивые молибденовые (12М, 15М, 20М и 25МЛ) и хромомолибденовые (12ХМ, 15ХМ, 20ХМ, 30ХМ) стали применяют для изготовления паровых котлов и труб высокого давления. Газовую сварку этих сталей выполняют нормальным ацетиленокислородным пламенем. Мощность сварочного пламени выбирают из расчета расхода ацетилена 100 дм3/ч на 1 мм толщины свариваемого металла. В качестве присадочной используют сварочную проволоку марок Св-08ХНМ, Св-10ХНМА, Св-18ХМА, Св-08ХМ, Св-10ХМ. Сварку этих сталей ведут обратноступенчатым способом небольшими участками длиной 16-25 мм. В связи с тем что эти стали способны к закалке на воздухе, рекомендуется сваривать их с предварительным подогревом до 250-300°С. При сварке применяют как левый, так и правый способы сварки. Кромки свариваемого металла перед сваркой зачищают до металлического блеска. При толщине металла до 5 мм сварку проводят за один проход, при большей толщине применяют многослойную сварку. Сварку рекомендуется вести с наименьшим числом перерывов. При возобновлении сварки после перерыва необходимо подогреть весь стык до 250-300°С. После окончания сварки пламя горелки медленно отводят вверх, что способствует более полному выделению газов из расплавленного металла. При сварке необходимо следить за тем, чтобы переход от усиления шва к основному металлу был плавным по всей длине шва. Хромомолибденовые стали свариваются хуже, чем молибденовые, что обусловливается наличием хрома, который образует тугоплавкие оксиды. Сварные изделия из хромомолибденовой и молибденовой стали после сварки подвергают термообработке. Сварные изделия из молибденовой стали нагревают горелкой до 900-930°С, изделия из хромомолибденовой стали – до 930-950°С. Ширина нагрева должна в пять раз превышать ширину шва. После нагрева до указанных температур изделия охлаждают на воздухе. Указанные мероприятия обеспечивают получение сварного соединения, близкого по прочности к основному металлу.
Низколегированные хромокремнемарганцовистые стали марок 20ХГС, 25ХГС, 30XГC, 30ХГСА и 35ХГС обладают хорошей прочностью, упругостью, хорошо выдерживают вибрационные нагрузки, но менее теплоустойчивы, чем хромомолибденовые стали. Эти стали содержат 0,17-0,4% С, 0,9-1,2% Si, 0,8-1,1% Mn и Si. При газовой сварке этих сталей хром и кремний частично выгорают, что может привести к появлению в сварном шве оксидов, шлаков и непроваров. Для предупреждения окисления легирующих добавок сварку проводят нормальным пламенем. Мощность сварочного пламени выбирают из расчета расхода ацетилена 75-100 дм3/ч на 1 мм толщины свариваемого металла. В качестве присадочного металла для неответственные конструкций применяют низкоуглеродистую сварочную проволоку Св-08 и Св-08А, а для ответственных конструкций- сварочную проволоку, Св-18ХГСА, Св-10ХГС, Св-13ХМА и Св-19ХМА. Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. Кромки свариваемых деталей должны быть тщательно очищены от загрязнений и подогнаны под сварку так, чтобы зазор по всей длине шва был одинаковым.
Перед газовой сваркой свариваемые детали скрепляют прихватками через 20-30 мм при толщине металла -0,5-1,5 мм, через 40-60 мм при большей толщине металла. Сварку подготовленных деталей необходимо вести без перерывов, не задерживая пламя горелки на одном месте, чтобы не перегревать металл сварочной ванны. Для уменьшения коробления сварку проводят от середины шва к краям и обратноступенчатым способом в зависимости от длины свариваемых швов. Учитывая склонность этих сталей к закалке, для устранения образования трещин в металле шва и околошовной зоне после сварки проводят медленное охлаждение свариваемой детали. После сварки ответственных деталей из этих сталей их подвергают закалке и отпуску. Закалку проводят при температуре 500-650°С с выдержкой при этой температуре и последующим нагревом до температуры 880°С и охлаждением в масле. Отпуск состоит в нагреве до температуры 400-600° и последующем охлаждении в горячей воде.
Хромистые стали обладают повышенной кислото- и жаростойкостью и применяются для изготовления деталей и оборудования, работающего в агрессивных средах при высоких температурах. Хромистые стали содержат 0,13-0,9% С и 4-30% Сr. Хромистые стали склонны к образованию закалочных структур при охлаждении на воздухе, и результате чего после сварки могут образоваться трещины в сварном шве и околошовной зоне. Чем выше содержание углерода в хромистых сталях, тем хуже они свариваются и тем выше склонность их к короблению при остывании шва. При сварке хромистых сталей применяют нормальное пламя. С целью предупреждения коробления свариваемых деталей газовую сварку ведут на пониженной мощности пламени из расчета расхода ацетилена 70 дм3/ч на 1 мм толщины свариваемого металла. Для уменьшения коробления сварку хромистых сталей, содержащих до 14% Сr, выполняют с предварительным подогревом до 150-200°С, содержащих свыше 14% Сr – до 200-250°С. В качестве присадочной применяют сварочную проволоку Св-02Х19Н9, Св-04ХН19Н9, Св-06Х19Н9Т. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа газовой сварки. Газовая сварка должна выполняться с максимально допустимой скоростью, без перерывов и повторного нагрева одного и того же места шва. Газовую сварку выполняют в один слой, при сварке деталей толщиной до 3 мм применяют левый способ, толщиной более 3 мм – правый способ. Для предохранения выгорания хрома и удаления из сварочной ванны оксидов хрома применяют флюс следующего состава:
- борной кислоты – 55%
- оксида кремния -10%
- ферромарганца – 10%
- феррохрома – 10%
- ферротитана – 5%
- титановой руды 5%
- плавикового шпата – 5%
После сварки проводится термообработка по режиму, предусмотренному для данной марки стали.
Хромоникелевые аустенитные стали обладают высокими механическими свойствами, коррозионной стойкостью, жаропрочностью, они нашли широкое применение в химической промышленности и других отраслях народного хозяйства. Газовой сваркой сваривают сталь толщиной не более 3 мм. Сварка выполняется строго нормальным пламенем. Мощность сварочного пламени выбирают из расчета расхода ацетилена 75 дм3/ч на 1 мм толщины свариваемого металла. Для сварки применяют присадочную проволоку марок Св-0Х18Н9, Св-0Х18Н9С2, Св-1Х18Н9Т, Св-Х18Н9Б, Св-1Х18Н11М. Основная трудность при сварке этих сталей состоит в том, что при нагревании до 400- 900°С происходит выпадение карбидов хрома, из-за чего сталь теряет устойчивость против коррозии. Сварку нержавеющих хромоникелевых сталей ведут с максимальной скоростью, конец присадочной проволоки все время должен находиться в сварочной ванне. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. Сварку можно выполнять как левым, так и правым способами, а при наложении длинных швов – обратноступенчатым способом. Для удаления оксидов при сварке применяют флюс НЖ-8, который содержит 28% мрамора, 30 фарфора, 10 ферромарганца, 6 ферросилиция, 6 ферротитана и 20% двуоксида титана. Флюс применяют в виде пасты, которую наносят на свариваемые кромки за 15-20 мин до начала сварки. Остатки флюса после сварки удаляют тщательной промывкой швов горячей водой. Для улучшения механических свойств, устранения межкристаллитной коррозии и деформаций рекомендуется сваренные детали подвергать термообработке с нагревом до температуры 1050-1100°С с последующим охлаждением в воде.
weldering.com
7 Сварочные материалы
К сварочным материалам относятся: электроды (плавящиеся или неплавящиеся), присадочный металл при неплавящимся электроде, защитные газы (обычно аргон, гелий, углекислый газ), горючие газы и кислород при газопламенной сварке.
Покрытые плавящиеся электродыприменяются для ручной сварки, представляют собой прутки длиной около 400мм, на которые нанесено покрытие: водный раствор жидкого стекла с замешанными в нем веществами, облегчающими зажигание дуги и защищающими сварочную ванну от окисления. Перед сваркой электроды должны быть просушены при температуре 180…200ºСв течение 3-х часов.
Неплавящиеся электроды(угольные, графитизированные, вольфрамовые) служат для зажигания и горения дуги, а заполнение разделки при этом осуществляется присадочной проволокой. Угольные и графитизированные электроды применяются, в основном, для резки и поверхностной строжки, в частности, для вырезки дефектов литья или сварки. Вольфрамовые электроды применяются в сочетании с инертными газами (аргоном, гелием), которые защищают сварочную ванну, а также электрод, от окисления. Применяют чаще всего лантанированный (ВЛ) или иттрированный (СВИ) электроды. Они поддерживают горение дуги, причем, вольфрам СВИ более устойчивый к выгоранию, чем ВЛ, поэтому первый применяют при больших токовых нагрузках. Наибольшая стойкость вольфрамового электрода – при сварке на постоянном токе прямой полярности, меньшая – на переменном токе и обратной полярности.
Сварочная проволокаможет выступать и в роли плавящегося электрода (сварка в среде углекислого газа плавящимся электродом), и в роли присадки. При сварке происходит выгорание некоторых элементов, поэтому в присадку специально вводят эти элементы для обеспечения однородного хим. состава. Например, для сварки нержавеющей стали 12Х18Н9Т применяют проволоку св 06Х19Н9Т с повышенным содержанием хрома. Часто для протекания кремне-марганцевого восстановительного процесса в проволоку вводят кремний и марганец. Например, проволока св 08Г2С, применяемая для сварки в среде углекислого газа низкоуглеродистой стали, содержит 2% марганца и 1% кремния, обеспечивая полное раскисление окислов.
Сварочную проволоку или электрод выбирают, как правило, из условия получения однородного с основным металлом химического состава сварного шва.
Тип электрода или марка присадочной проволоки должны быть указаны в чертеже. Тип электрода при сварке углеродистых сталей указывает предел прочности наплавленного металла.
Например, тип электрода Э42А означает, что сварка указанным электродом обеспечивает получение сварного шва с пределом прочности в = 42 кг/мм2, тип Э85 -в = 85 кг/мм2. Буква А означает повышенную ударную вязкость (ан) сварного шва. Разработаны десятки марок электродов одного типа.
Тип электрода при сварке легированных сталей указывает на хим. состав наплавленного металла. Например, для сварки стали 30ХГСА в закаленном состоянии применяют электроды марки НИАТ–5, соответствующие типу Э11Х15Н25М6АГ2, аустенитный состав этого электрода смягчает температурный режим сварки закаленной 30ХГСА, шов получается пластичным, без трещин.
Выбор типа электрода и марок присадки для сварки сталей производить по таблице № 4.
Для выбора более конкретных материалов следует пользоваться справочником «Справочные материалы для сварки сталей и чугуна» или марочниками электродов и проволок.
Для сварки цветных сплавов применяют проволоку одного с основным металлом хими- ческого состава. Для сварки алюминиевых сплавов на автоматах и полуавтоматах проволока должна быть нагартована.
Таблица № 4
Свариваемые стали | Ручная сварка электродом | Сварка под слоем флюса | Сварка в среде защитных газов | ||
Группа свариваемости (по табл. | Предел прочности кгс/мм² | Тип электрода | Марка проволоки по ГОСТ 2246 | Марка флюса по ГОСТ 9087 | Марка проволоки по ГОСТ 2246 |
I | 32-60 | Э32…Э60 | Св08А | ОСЦ-45, АН-348, АН-348А и др. | Св08ГС |
II | 40-60 | Э42…Э60, Э09МХ | Св08ГС, Св08Г2С, Св12ГС | ||
62-70 | Э60…Э70, Э10Х5МФ | Св08А, Св18ХМА* | АН-348, АН-348А, АН-3 и др. | Св12ГС | |
72-85 | Э70…Э85, Э12Х13 | Св18ХМА* | Св08ХГ2С | ||
III-IV | 54-62 | Э60 | Св08А | Св087С | |
64-85 | Э60…Э65А, Э11Х15Н25М6АГ2** | Св18ХМА* | Св08Г2С, Св08ХГ2С | ||
86-120 | – | СВ18ХМА* | Св08ХГ2С | ||
* – После сварки обязательно применение упрочняющей термообработки.
** – Применяются при сварке закаленных деталей.
Диаметр присадочной (электродной) проволоки выбирается в зависимости от толщины свариваемого металла согласно таблице № 5.
Таблица № 5
Толщина материала мм | Диаметр проволоки при сварке (мм) | |||
Неплавящимся электродом (присадка) | Плавящимся электродом | |||
до 1,5 | 1,6…2,0 | 1,0…1,6 | – | – |
2,0 | 2,0 | 2,0 | – | – |
3,0 | 2,5…3,0 | 2,0 | – | – |
4,0…7,0 | 3,0…4,0 | 2,0…2,5 | 1,6…2,0 | 1,6…2,0 |
8,0 | 4,0…5,0 | 2,0…3,0 | 2,0…2,5 | 2,0…3,0 |
Для особо ответственных сварных соединений следует применять порошковые проволоки, например, для сварки малоуглеродистой стали марок ПП АН-11, ПП АН-4. Порошковая проволока представляет собой ленту из мягкой стали 08кп, свернутую в трубку диаметром от 2,5 до 5мм и заполненную внутри порошкообразной смесью, состоящей из железного порошка и ферросплавов (ферромарганца и ферросилиция).
Форма сечения порошковой проволоки указана на рис. 32. Сечение № 3 применяется с целью увеличения коэффициента наплавки, т.е. увеличения производительности сварки.
1 2 3
Рис. 32.
studfiles.net
Сварка сталей – Сварочные работы. Практическое пособие – Юрий Федорович Подольский – rutlib2.com
Сварка сталей
По свариваемости стальные материалы обычно подразделяют на 4 группы: хорошо, удовлетворительно, ограниченно и плохо сваривающиеся (табл. 32). Иногда вводят пятую: не сваривающиеся (данным способом сварки).
Наиболее существенное влияние на состояние ЗТВ и свариваемость оказывает углерод, способствующий образованию закалочных структур, и легирующие элементы – хром, вольфрам, молибден и ванадий. Последние ухудшают свариваемость за счет образования карбидов (служащих концентраторами напряжений) и за счет понижения критических скоростей закалки.
Углерод до 0,25 % почти не оказывает влияния на свариваемость. При большем содержании значительно ухудшает ее – увеличивает твердость и уменьшает пластичность, приводит к закаливаемости ЗТВ и к появлению трещин, к увеличению количества газовых пор в процессе окисления при сварке.
Марганец при содержании до 1 % не ухудшает свариваемость и не затрудняет сварку. В качестве хорошего раскислителя он способствует уменьшению содержания кислорода в стали. Однако при содержании более 2,5 % свариваемость ухудшается, так как повышается твердость стали, появляются закалочные структуры, могут быть трещины.
Кремний – до 1 % вводится как раскислитель и не влияет на свариваемость. Но при содержании кремния более 2,5 % свариваемость ухудшается, так как образуются тугоплавкие оксиды, ведущие к появлению шлаковых включений, повышаются прочность и твердость, а вместе с этим и хрупкость.
Хром – до 0,6 % не отражается на свариваемости. При содержании хрома более 1 % свариваемость ухудшается, особенно при повышении содержания углерода.
Никель – в обычных углеродистых сталях содержание никеля составляет до 0,3 %, а в высоколегирующих – до 28 %. Никель, вместе с прочностью, увеличивает пластичность как исходной стали, так и шва, и не ухудшает, а даже улучшает свариваемость.
Молибден – в сталях от 0,5 до 3,0 % существенно увеличивает прочность и ударную вязкость стали, но ухудшает свариваемость, повышает склонность к образованию трещин в шве и в ЗТВ.
Медь – содержание ее в сталях до 1 % улучшает свариваемость, повышает их прочность, пластические свойства, ударную вязкость и коррозионную стойкость.
Титан и ниобий в количестве до 1 % вводят в хромистые и хромоникелевые стали для улучшения свариваемости. В бóльших количествах они могут ухудшить свариваемость. Титан при этом способствует образованию горячих трещин.
Трещинообразование при сварке
Отсутствие холодных или горячих трещин при сварке является основной характеристикой свариваемости. Трещины, образующиеся при температурах выше 800–900 °C, называются горячими, а при температурах ниже 300 °C – холодными.
Холодные трещины образуются под влиянием закалочных явлений, присутствия атомов водорода и остаточных растягивающих напряжений. Чувствительность сварного соединения к образованиям холодных трещин оценивают эквивалентным содержанием углерода в детали. Для этого используют эмпирические формулы, из которых наиболее распространенная имеет вид:
Сэкв = С + Mn/6 + (Cr+V+Mo)/5 + (Ni+Cu)/15,
где С, Мn, Cr, V, Mo, Ni, Сu – массовые доли углерода, марганца, кремния, ванадия, молибдена, никеля и меди, %.
При Сэкв ≤ 0,45 – свариваемость хорошая для легированных сталей.
При Сэкв ≤ 0,49 – свариваемость хорошая для низкоуглеродистых сталей.
При Сэкв > 0,45 до 0,5 – свариваемость удовлетворительная, но сталь склонна к образованию холодных трещин и необходим предварительный подогрев свариваемого изделия до температуры Т = 350(Собщ – 0,25)½, где Собщ – общий эквивалент углерода, зависящий от Сэкв и толщины S свариваемых деталей: Собщ = Сэкв(1 + 0,005S).
При Сэкв > 0,5 до 0,6 – свариваемость ограниченная, требуются подогрев и отжиг, или нормализация.
При Сэкв > 0,6 до 0,8 – свариваемость плохая.
Пример. Допустим, нужно определить возможность сварки деталей толщиной 5 мм из стали 40ХН.
Для этого понадобится справочник по маркам сталей. Для стали 40ХН содержание С = 0,36–0,44; Mn = 0,5–0,8; Cr = 0,45–0,75; Ni = 1–1,4; Cu ≤ 0,3; ванадий и молибден не содержатся.
Для расчета возьмем средние значения химических элементов в этой стали.
Сэкв=0,4+0,65/6+0,6/5+1,4/15 ≈ 0,72 > 0,45. Следовательно, детали перед сваркой необходимо нагревать.
Собщ = 0,72(1+0,005 × 5) ≈ 0,74. Таким образом, детали нужно нагреть перед сваркой до температуры Т=350(0,74–0,25)½ ≈ 245 °C.
Формул для определения Сэкв существует около десятка, и достоверность их, в принципе, весьма относительная, так как формулы эти эмпирические, т. е. без вывода. Вот некоторые из них:
1. Рекомендованная ГОСТ 27772–88 формула для всех сталей:
Сэкв = С+ Mn/6 + Si/24 + Cr /5 + Ni/40 + Cu/13 + V/14 + P/2.
2. Уточненная формула для всех сталей:
Сэкв = С + Мn/6 + Сr/6 + Si/5 + Cu/7 + Р/2 + Ni/12 + Mo/4 + V/5.
3. Для малоуглеродистых сталей:
Сэкв = С + Мn/6 + 0,024S, где S – толщина свариваемой кромки (наибольшей).
4. Для легированных сталей:
Сэкв = С + Mn/20 + Ni/15 + (Cr + Mo + V)/10 + 0,024S, где S – толщина металла.
5. Для различных сталей:
Сэкв = С + Мn/6 + Сr/3 + Ni/15 + V/5.
Во всех формулах количество указанного элемента дается в процентном содержании, затем выполняется вычисление.
В процессе кристаллизации металла шва в ЗТВ могут возникать горячие трещины. Они проходят по границам кристаллитов и вызывают межкристаллитное разрушение. Чувствительность сварного соединения к образованию горячих трещин (HCS) вычисляют по формуле:
При HCS < 4 горячие трещины не образуются. Для высокопрочных сталей коэффициент HCS должен быть менее 1,6–2,0.
Сварка низкоуглеродистых и углеродистых сталей
Низкоуглеродистые стали (С < 0,25 %) хорошо свариваются, а сварные соединения легко обрабатываются режущим инструментом.
Электросварку ведут электродами типа Э42 и Э46. В большинстве случаев не требуются специальные меры, направленные на предотвращение образования закалочных структур. Однако при сварке угловых швов на толстом металле и первого слоя многослойного шва для повышения стойкости металла к кристаллизационным трещинам может потребоваться предварительный подогрев до температуры 120–150 °C.
Для сварки рядовых конструкций из низколегированных сталей обычно применяют электроды типа Э42А, а ответственных – типа Э50А, что обеспечивает получение металла с достаточной стойкостью к кристаллизационным трещинам и требуемыми прочностными и пластическими свойствами.
Распространенные стали типа 15ХСНД при сварке склонны к образованию закалочных структур. Для предупреждения перегрева и закаливания рекомендуется многослойная сварка с большим интервалом времени между наложением слоев. Дуговую сварку металла толщиной 2 мм и более выполняют электродами УОНИИ-13/45, УОНИИ-13/65 на постоянном токе обратной полярности. Для изделий толщиной более 15 мм после сварки необходима термообработка – высокотемпературный отпуск (550–650 °C).
Газосварка углеродистых сталей. Низкоуглеродистые стали обладают хорошей свариваемостью в широком диапазоне значений тепловой мощности пламени. Вид пламени – нормальное. Его тепловую мощность при левом способе сварки выбирают исходя из расхода ацетилена 100–130 дм3/ч на 1 мм толщины свариваемого металла, а при правом способе – 120–150 дм3/ч.
Сварку проводят как левым, так и правым способами без флюса с использованием в качестве присадочного материала сварочной проволоки следующих марок:
● Св-08 и Св-08А – для неответственных конструкций;
● Св-08Г, Св-08ГА, Св-10ГА и Св-14ГС – для ответственных конструкций.
Для уплотнения и повышения пластичности наплавленного металла после сварки применяют проковку и последующую термообработку шва. Проковку рекомендуется осуществлять при температуре светло-красного каления (800–850 °C) и заканчивать при температуре темно-красного каления. Термической обработке после сварки подлежат ответственные и толстостенные конструкции.
Сварка углеродистыхсталей. Углеродистая сталь делится на высоко-, средне– и низкоуглеродистую в зависимости от количества углерода в ней. Высокоуглеродистые стали содержат 0,5–1 % С, среднеуглеродистые – 0,3–0,5 %.
При электросварке среднеуглеродистых сталей возможно образование трещин как в основном, так и в наплавленном металле. Трудность сварки таких сталей заключается в обеспечении необходимого термического цикла для улучшения ЗТВ. Для получения качественных соединений перед сваркой необходим подогрев изделия. Чем больше углерода в стали, тем выше должна быть температура предварительного подогрева. Подогрев выполняется симметрично сварному шву на ширину 50–80 мм от оси шва до температуры 100–350 °C. После сварки изделие вновь помещают в печь, нагревают его до 675–700 °C, медленно охлаждают вместе с печью до 100–150 °C. Дальнейшее охлаждение изделия возможно на воздухе. При термических воздействиях (подогрев и т. п.) необходимо учитывать и температуру окружающего воздуха, чтобы скорость охлаждения была медленной – не более 50 °C в секунду, во избежание образования трещин.
Тип электрода для сварки по прочности должен быть не ниже прочности основного металла: марок УОНИИ-13/45, УОНИИ-13/55, УОНИИ-13/65, УП-1/45, ОЗС-2, УП-2/45, ВСП-1, МР-1, ОС 3–4 и др. Сварку электродами УОНИИ-13/55, ОЗС-2, ВСП-3 можно выполнять только на постоянном токе обратной полярности. Применение электродов ВСП-1, МГ-1, ОЗС-4 позволяет использовать любой род тока. Перед сваркой электроды необходимо просушить при температуре 150–200 °C.
При механизированных способах сварки нужно применять проволоку малых диаметров (например, 1,2 мм) с минимальной погонной энергией. Большая глубина проплавления для таких сталей неприемлема, так как происходит оплавление основного металла в больших объемах, при этом усложняются режимы сварки и при малейших отклонениях ухудшается качество.
Для газовой сварки среднеуглеродистых сталей нужно нормальное или слегка науглероживающее пламя. Его тепловая мощность должна быть меньше, чем при сварке низкоуглеродистых сталей (расход ацетилена 75–100 дм3/ч на 1 мм толщины металла).
Сварку сталей при содержании углерода до 0,45 % проводят без флюса, а при 0,45–0,6 % – с флюсами следующих составов, %:
● прокаленная бура – 100;
● карбонат калия – 50, гидроортофосфат натрия – 50;
● борная кислота – 70, карбонат натрия – 30.
В качестве присадочного материала используют проволоку марок Св-08ГА, Св-10ГА и Св-12ГС.
При толщине металла свыше 3 мм осуществляют общий подогрев изделия до температуры 250–350 °C или местный подогрев горелками до температуры 600–650 °C.
Сварку выполняют только левым способом, чтобы уменьшить перегрев основного металла. Для улучшения механических свойств сварного соединения шов проковывают при температуре 850–900 °C с последующим высокотемпературным отпуском при температуре 600–650 °C.
Сварка высокоуглеродистых сталей
Высокоуглеродистыестали с содержанием углерода 0,48–0,70 %, как правило, не применяются для сварных конструкций как непригодные. Из этих сталей изготавливают различные детали, которые подвергаются наплавке для повышения износостойкости, как новые, так и при восстановлении (ремонтные), например валки прокатных станов, подкрановые колеса мостовых кранов и т. п.
Технология электросварки высокоуглеродистых сталей обязательно предусматривает предварительный подогрев до 350–400 °C, иногда сопутствующий подогрев и последующую термообработку. Сварку выполняют узкими валиками небольшими участками. Сварка при температуре окружающей среды ниже 5 °C и на сквозняках недопустима.
Определение марки стали довольно точно можно произвести по пучку искр, образующемуся при ее обработке на наждачном круге. Форма и длина нитей искр, цвет искр, форма пучка различны для разных марок стали:
● малоуглеродистая сталь – непрерывные соломенно-желтые нити искр с небольшим количеством звездочек на концах нитей;
● углеродистая сталь (с содержанием углерода около 0,5 %) – пучок светло-желтых нитей искр со звездочками;
● инструментальная сталь У7 – У10 – расходящийся пучок светло-желтых нитей с большим количеством звездочек;
● инструментальная сталь У12, У13 – плотный и короткий пучок искр с очень большим количеством «разветвленных» звездочек;
● инструментальная сталь с содержанием хрома – плотный пучок темно-красных нитей искр с большим количеством желтых звездочек; звездочки сильно «разветвленные»;
● быстрорежущая сталь с содержанием хрома и вольфрама – пучок прерывистых темно-красных нитей искр, на концах которых более светлые звездочки каплеобразной формы;
● пружинная сталь с содержанием кремния – широкий пучок темно-желтых искр с более светлыми звездочками на концах нитей;
● быстрорежущая сталь с содержанием кобальта – широкий пучок темно-желтых нитей искр без звездочек.
Газосваркой высокоуглеродистые стали плохо свариваются из-за образования трещин в закалочных структурах основного металла. Вид пламени – нормальное или слегка науглероживающее. Его тепловую мощность выбирают исходя из расхода ацетилена 75–90 дм3/ч на 1 мм толщины металла.
Сварку выполняют левым способом без поперечных колебаний мундштука горелки с применением флюсов и проволок тех же марок, что и при сварке среднеуглеродистых сталей. Обязателен подогрев до температуры 250–350 °C. После сварки рекомендуется проковка шва с последующей нормализацией или отпуском.
Сварка легированных сталей
Легированными называются стали, которые в своем составе содержат легирующие элементы, придающие сталям специальные свойства. Приобретая новые качества от легирования, они способны воспринимать высокие нагрузки, противостоять действиям агрессивных сред и высоких температур.
Технология сварки низколегированных сталей
Низколегированные стали содержат до 0,23 % углерода, легирующие добавки (до 2 %) и иногда называются сталями повышенной прочности. Низколегированные жаропрочные стали содержат легирующие элементы – молибден, вольфрам, ванадий.
Разработка марок легирующих сталей выполняется по принципу обеспечения хорошей свариваемости. Широкое применение имеют стали 09Г2, 09Г2С, 10ХСНД, 15ХСНД и многие другие.
Особенности сварки низколегированных сталей. Эти материалы ведут себя при сварке так же, как и низкоуглеродистая сталь, но имеются отличия при действии термических циклов.
1. Больше склонность к росту зерна в околошовной зоне, особенно при перегреве.
2. Больше склонность к подкалке при повышенных скоростях остывания.
3. Стойкость металла шва против образования горячих трещин ниже из-за наличия легирующих элементов.
4. Чувствительность к концентраторам напряжений и даже к тепловым «ожогам».
При электросварке низколегированные стали имеют незначительное отличие от низкоуглеродистых. Оно заключается в правильном выборе электродов, флюсов и присадочного электродного материала с учетом прочностных характеристик стали, а также в уменьшении погонной тепловой энергии при сварке.
Величина требуемой энергии выбирается по формуле
Qпог = Qэф/vсв = (0,24 × Iсв × Uд × ηд)/vсв,
где Qпог – погонная тепловая энергия (берется из таблиц) в кал/см, в среднем Qпог = 8000 / 23 000 кал/см в зависимости от марки свариваемой стали;
vсв – скорость сварки, м/ч;
Qэф – эффективная тепловая энергия;
Iсв – величина сварочного тока;
Uд – рабочее напряжение дуги;
ηд – КПД дуги;
0,24 – коэффициент перевода из электротехнических единиц в тепловые, кал/(Вт∙с).
Из формулы видно, что чем больше скорость сварки, тем меньшей мощности требуется погонная энергия.
Низколегированныежаропрочные стали сваривают в основном электродами или сплошной (специальной) сварочной проволокой в защитных газах – чаще в смесях аргона и углекислого газа (90/10 %). Электродные стержни применяют из сварочной проволоки Св12М (и ей подобных) с содержанием молибдена до 0,7 %.
При сварке жаропрочных сталей подогрев считается обязательным при толщине более 10 мм. При сварке жестких конструкций, например труб, подогрев до 200 °C считается совершенно необходимым.
При сварке хромомолибденовых сталей технологический процесс сложнее, так как после сварки необходима термообработка в виде нормализации и высокого отпуска. После термообработки жаропрочная сталь может находиться на уровне равнопрочности. Погонная энергия ограничена. Начало и конец шва должны быть на технологических планках, а не на изделии.
Сварку хромистых безникелевых нержавеющих сталей ведут на мягких тепловых режимах, с малой скоростью охлаждения сварного соединения. Для сварки применяют электроды с фтористо-калиевыми покрытиями. Сварку ведут на постоянном токе при обратной полярности. При сварке хромистых сталей большой толщины (10–15 мм) применяют предварительный и сопутствующий подогрев до 300–350 °C, а после сварки – отпуск при температуре 700–720 °C.
Хромистые и хромоникелевые стали очень чувствительны к нагреву. В интервале температур 400–900 °C в этих сталях происходит образование карбидов хрома – химического соединения хрома с углеродом. Поэтому содержание хрома уменьшается, сталь теряет антикоррозионные свойства. Хром способен легко окисляться, образовывая тугоплавкий шлак и затрудняя сварку. Хромистые и хромоникелевые стали имеют низкую теплопроводность, и этим объясняется их большая склонность к короблению. Поэтому сварка хромоникелевых сталей ведется так, чтобы не было перегрева основного металла и большого объема сварочной ванны.
Сварочный ток по возможности пониженный. Дуга короткая, сварка без поперечных колебательных движений, многослойными швами. Необходимо жестко закреплять детали, чтобы предотвратить коробление свариваемого изделия. Оптимальная скорость охлаждения хромоникелевых и в особенности хромистых сталей для создания благоприятной структуры шва и околошовной зоны должна составлять 3,0–5,0 °C в секунду. При этом пригодны любые технологические способы, способные тормозить скорость охлаждения.
При сварке сталей марок 03Х18Н9Т и 06X15Т толщиной до 2 мм применяют флюсы таких составов:
● 80 % плавикового шпата и 20 % ферротитана;
● 80 % буры и 20 % оксида кремния.
Флюс разводят в воде и в виде пасты наносят на кромки и обратную сторону шва за 15–20 мин до сварки.
Особенно важно в процессе сварки равномерно и симметрично распределять по всему изделию малыми дозами тепловложение от сварочной дуги, тогда не будет перегревов и деформаций. Порядок, последовательность и направление небольших по протяженности швов должны быть четко указаны в технологическом процессе.
При газовой сварке низколегированные строительные стали 10ХСНД и 15ХСНД обладают хорошей свариваемостью. Вид пламени – нормальное. Его тепловую мощность выбирают исходя из следующих значений расхода ацетилена на 1 мм толщины металла:
● при левом способе сварки – 75–100 дм3/ч;
● при правом – 100–130 дм3/ч.
Сварку осуществляют как левым, так и правым способами без флюса с применением в качестве присадочного материала сварочной проволоки марок Св-08, Св-08А и Св-10Г2.
Для улучшения механических свойств металла шва его проковывают при температуре светло-красного каления (800–850 °C), а затем осуществляют нормализацию.
Низколегированные теплоустойчивые стали (молибденовые 12М, 15М, 20М и 2MJI, хромомолибденовые – 12ХМ, 15ХМ, 20ХМ и 30ХМ) способны закаливаться на воздухе. При газосварке происходит выгорание хрома и молибдена.
Вид пламени – нормальное, расход ацетилена – 100 дм3/ч на 1 мм толщины металла.
Сварку проводят как левым, так и правым способами без применения флюса с использованием в качестве присадочного материала сварочной проволоки марок Св-08ХНМ, Св-10ХНМА, Св-18ХМА, Св-08ХМ и Св-10ХМ. Рекомендуется предварительный подогрев стыка до температуры 250–300 °C.
При толщине металла до 5 мм сварку осуществляют за один проход с минимально возможным числом перерывов. При вынужденных перерывах перед возобновлением сварки необходимо подогреть весь стык до температуры 250–300 °C. По окончании сварки пламя горелки следует медленно отвести вверх от стыка, чтобы газы полностью выделились из расплавленного металла. Затем сваренные детали нагревают горелкой: соединения из молибденовой стали – до температуры 900–930 °C, а из хромомолибденовой – до 930–950 °C. После нагрева изделия охлаждают на воздухе.
Низколегированные хромокремнемарганцовистые стали (20ХГС, 25ХГС, 30ХГС, 30ХГСА и 35ХГС) имеют склонность к закалке. Выгорание хрома и кремния приводит к образованию оксидов, шлаков и непроваров.
Вид пламени – нормальное, расход ацетилена 75–100 дм3/ч на 1 мм толщины металла.
Сварку проводят преимущественно левым способом без флюса. Для неответственных конструкций используют сварочную проволоку Св-08 и Св-08А; для ответственных – Св-18ХГСА, Св-19ХГС, Св-13ХМА, Св-18ХМА.
Сварку рекомендуется выполнять без перерывов, не задерживая пламя горелки на одном месте. Для снижения уровня деформаций сварку осуществляют от середины шва к краям обратноступенчатым способом. Для устранения образования трещин в металле шва и околошовной зоне изделия после сварки медленно охлаждают.
Особенность сварки среднелегированных сталей
Эти стали отличаются тем, что содержание углерода в них наполовину меньше, и они содержат как обязательный легирующий элемент хром – до 5 %. Остальные легирующие элементы – молибден, ванадий, вольфрам, ниобий.
В жаропрочных сталях имеет место сложное, комплексное легирование. Оно позволяет упрочнить феррит, а после сварки и термообработки получить сварные конструкции с высокой прочностью порядка 60–200 кг/мм2.
Широкое применение получили стали 30ХГСА (хромомарганцовистая), 30ХН2МФА и подобные им.
При электродуговой сварке технологические рекомендации для низколегированных и среднелегированных сталей в принципе одинаковы.
Хромокремнемарганцовистые стали. Среднелегированные конструкционные стали повышенной прочности 20ХГСА, 25ХГСА, ЗОХГСА и 35ХГСА при сварке образуют закалочные структуры. В зависимости от толщины металла применяют однослойную и многослойную сварку с малыми интервалами времени между наложением слоев. Для сварки применяют электроды со стержнями Св-18ХГС, Св-18ХМА или низкоуглеродистую проволоку Св-08А с покрытием типа НИАТ-ЗМ, ЦЛ-18–63, ЦЛ-30–63, ЦЛ-14, УОНИИ-13/85. Изделия, сваренные из стали 25ХГСА, нагревают до температуры 650–880 °C с выдержкой в течение 1 ч на каждые 25 мм толщины и охлаждают на воздухе или в горячей воде.
Трудности сварки:
● повышенная вероятность появления холодных трещин в околошовной зоне, реже – в наплавленном металле вследствие повышенного содержания углерода и других элементов; сопротивляемость околошовной зоны холодным трещинам снижается из-за резкого различия ее свойств и свойств металла шва;
● повышенная вероятность образования в металле шва кристаллизационных трещин, обусловленная повышенным содержанием серы, углерода;
● необходимость получения равнопрочного сварного соединения вступает в противоречие с необходимостью уменьшения содержания углерода в металле шва по условиям трещинообразования;
● разный химический состав основного металла и шва затрудняет выбор режима термообработки. При грамотном подборе присадочного материала, защитного газа, электродов, при правильно выбранном технологическом процессе сварные соединения получаются качественными и надежными. Рекомендуется применять многослойную сварку по принципу «слой на слой», с перекрытием ⅓ предыдущего слоя, но не во всю ширину шва в окончательном виде.
Варианты технологического процесса:
1. Для сварки деталей ответственного назначения из стали 30ХГСА применяется следующая проверенная технология сварки: подогрев до 350 °C, сварка в защитной газовой смеси (аргон – 90 %, углекислый газ – 10 %) с разделкой кромок; толщина металла (и шва) – 22 мм, сварочная проволока марки Св07ХНЗМД по ТУ14–1-4345–87, ∅ 1,2 мм. Сварочный ток 210–230 А, сварка в 3–4 слоя, подогрев после сварки зоны шва на 200 °C, затем защита (укутывание) асботканью в 3 слоя всей зоны сварки, остывание со скоростью 3–6 °C в секунду до 60 °C. Сварной шов испытывает большие переменные (не знакопеременные) нагрузки и прекрасно работает.
2. Сварка крупных изделий из стали 12ГН2МФАЮ выполняется проволокой сварочной марки Св08ХН2ГМТА ∅ 1,2 мм в защитной среде смеси газов: аргон – 88 % + углекислый газ – 12 %, с предварительным местным подогревом зоны сварки до 200 °C, ширина околошовной зоны ~80 мм, толщина листов 8 мм, швы в 2 слоя: один на другой – ступенькой (не во всю ширину). Указанная газовая смесь смягчает процесс сварки, уменьшает количество и размер брызг, повышает глубину провара, уменьшает вероятность появления горячих трещин и пор.
Опасной вредной примесью в околошовной зоне является водород, который диффундирует в околошовную зону, скапливается в микропустотах и несовершенствах кристаллической решетки и, переходя в молекулярную форму, создает громадное давление, что приводит к образованию трещин.
Для сваривания низколегированных и среднелегированных сталей используются ручная сварка электродами, автоматическая под флюсом, полуавтоматическая и автоматическая в защитных газах и их смесях. Оптимальная скорость охлаждения для сталей типа 30ХГСА составляет 6,3 °C в секунду.
Вариант технологического процесса. C точки зрения протекания процесса сварки, сталь низколегированную высокопрочную марки 14Х2ГМР не отличить от низкоуглеродистой, но для получения надежного качества после сварки необходимо выполнить комплекс технологических мер и правильно выбрать сварочные материалы. Варианты сварки этой стали следующие: полуавтоматическая сварка сварочной проволокой марки Св10ХГ2СМА, защитный газ СО2 или Аr + СО2, либо порошковой проволокой ПП-АН54 по ВТУ ИЭС № 90–73. Диаметр сварочной проволоки 1,0–1,6 мм. При ручной сварке сталей 14Х2ГМР + 09Г2С, 10ХСНД сталь 3 применяются электроды АНП-2 по ТУ 14–4-468–73 или УОНИИ-13/45.
При автоматической сварке под флюсом – проволока сварочная Св-08ХН2ГМЮ, флюс АН-17М или проволока Св-10ГА, Св-08ГС, Св-10Г2, флюс тот же. Сварка должна выполняться при отсутствии сквозняков и при окружающей температуре не ниже –10 °C. Местный подогрев до 150–200 °C применяют для больших толщин (более 8 мм) и для узлов со сложными сопряжениями деталей. Время нагрева примерно 1,5–2,0 мин на 1 мм толщины соединения нормальным пламенем газового резака. Начало и окончание сварного шва должны быть выведены на технологические пластины. Сварочный ток немного ниже обычного (до 10 %), протяженность сварки одного участка шва – до 250 мм. Рекомендуется сварка многослойным швом.
Газовая сварка. Среднелегированные и высоколегированные хромистые стали (1X13, 2X13 и др.) склонны к образованию закалочных структур на воздухе и трещин в области шва и в околошовной зоне.
Вид пламени – нормальное; расход ацетилена 70 дм3/ч на 1 мм толщины металла.
В качестве присадочного материала используют сварочную проволоку марок Св-02Х19Н9, Св-04Х19Н9 и Св-06Х19Н9Т. Сварку проводят с применением флюса следующего состава (%): борная кислота – 55, оксид кремния – 10, ферромарганец – 10, феррохром – 10, ферротитан – 5, титановая руда – 5, плавиковый шпат – 5.
Сварку выполняют в один слой с предварительным подогревом до температуры 200–250 °C и максимально допустимой скоростью, без перерывов и повторного нагрева. При толщине металла до 3 мм применяют левый способ сварки, при толщине свыше 3 мм – правый.
Сварка высоколегированных сталей
Высоколегированными называют стали на основе железа, легированные одним или несколькими элементами в количестве 5–55 %. Эти стали имеют высокие прочность, вязкость, пластичность и широко применяются в промышленности. Но далеко не все из них по свариваемости пригодны для сварных конструкций и изделий. По содержанию никеля эти стали делят на 3 группы.
1. Безникелевые.
2. Никельсодержащие – до 8 % Ni.
3. Никельсодержащие – 8–30 % Ni.
По назначению они образуют 8 групп.
1. Инструментальные высококачественные.
2. Шарикоподшипниковые.
3. Магнитные.
4. Нержавеющие.
5. Жаростойкие.
6. Маломагнитные и немагнитные.
7. Жаропрочные.
8. С высоким омическим сопротивлением (например, нихром Х20Н80).
В сварных конструкциях применяются лишь стали 4-й, 5-й и 7-й групп.
Высоколегированные стали имеют ряд свойств, которые сказываются на технологии сварки.
1. Теплопроводность по сравнению с низкоуглеродистыми сталями понижена в 1,5–2 раза, а коэффициент линейного расширения увеличен в 1,5 раза. Это приводит при сварке к концентрации теплоты и к увеличению проплавления металла изделия, поэтому силу тока нужно уменьшать на 15–20 %. Большой коэффициент линейного расширения порождает значительные деформации в процессе и после сварки, а при отсутствии зазоров в сварном соединении и большой жесткости узла или больших толщинах свариваемого изделия – даже трещины, к которым эти стали более склонны.
2. Высокое электрическое сопротивление приводит к сильному нагреву электродного стержня. Поэтому при сварке электроды с хромоникелевыми стержнями выпускают длиной не более 350 миллиметров.
3. Сравнительно большая литейная усадка увеличивает деформацию и склонность к образованию трещин.
Хромистые стали 40Х9С2, 15Х5М, 10Х5МФ, 12X13, 15X28, 15Х18С10 хорошо сопротивляются окислению при высоких температурах и стойки к агрессивной среде, но склонны к закалке на воздухе и росту зерен в ЗТВ. Их сварку необходимо выполнять с предварительным подогревом до 200–400 °C. После сварки изделие охлаждают на воздухе до 150–200 °C, а затем подвергают высокому отпуску: нагрев в печи до 720–750 °C с выдержкой в течение 5 мин на 1 мм толщины металла, но не менее 1 ч, с последующим медленным охлаждением на спокойном воздухе. Закалку проверяют с помощью магнита (закаленная сталь немагнитна).
Коррозионно-стойкие высокохромистые стали способны утрачивать антикоррозионные свойства при неправильном термическом цикле сварки. Это явление называется межкристаллитной (ножевой) коррозией. Если сталь не содержит до 1 % титана или ниобия, но содержит бор и ванадий, которые снижают жаростойкость, то при нагревании выше 500 °C происходит выпадение из твердого раствора карбидов хрома и железа по границам зерен (кристаллов). Границы зерен обедняются хромом, и карбиды хрома и железа становятся центрами коррозии и коррозионного растрескивания. Поэтому коррозия называется межкристаллитной (ножевой), так как нет химической однородности кристалла.
Последующая термообработка (чаще – закалка) позволяет восстановить антикоррозионные свойства. Нагревом до 850 °C ранее выпавшие из раствора карбиды хрома вновь растворяются в аустените, а при быстром охлаждении они не выделяются в отдельную фазу. Быстрым охлаждением фиксируется строение металла.
Такой вид термообработки называется стабилизацией. Стабилизация несколько снижает пластичность и вязкость металла, но зачастую эти свойства у коррозионно-стойких сталей не являются главенствующими, и таким эффектом можно пренебречь.
При сварке жаростойких сталей нужно обеспечивать быстрое охлаждение (любыми методами), тогда коррозионная стойкость сохраняется и без применения термообработки. К таким маркам относятся стали аустенитного класса, типа 18/8, т. е. с содержанием 18 % хрома и 8 % никеля. Эти марки сталей относятся к группе хорошо сваривающихся из-за наличия никеля и позволяют применять ускоренное охлаждение при сварке и после нее.
Для получения высокой пластичности и вязкости без потери антикоррозионных свойств сварного соединения необходимо закалить металл: прогреть по всей толщине до температуры 1000–1100 °C и быстро охладить в воде. Этот режим приемлем для хромоникелевых сталей аустенитного класса.
При электродуговой сварке электроды для высоколегированных сталей имеют основной тип покрытия и редко – смешанный. Электродный стержень близок по химическому составу к основному металлу, но с увеличенным количеством некоторых легирующих элементов (молибден, марганец, вольфрам), необходимых сварному шву для придания ему мелкозернистой структуры и для улучшения механических свойств, в первую очередь пластичности.
В сварном стыке обязательно должен быть зазор (разумного размера) для свободной усадки шва при остывании. Сварку нужно вести по возможности тонкими электродами и швами при минимальной погонной тепловой энергии. Чтобы более равномерно распределять нагрев по изделию в процессе сварки и уменьшать скорость охлаждения изделия после нее, высоколегированные стали, склонные к закалке, подогревают до 100–300 °C.
Главной причиной появления пор при сварке жаростойких сталей является водород. Источники водорода – флюс, электродное покрытие, защитный газ, различные наслоения с влагой. Поэтому свариваемые кромки должны быть чистыми. Сварочная проволока (в том числе и для электродов) для сварки высоколегированных сталей с особыми свойствами выпускается по ГОСТ 2246–70, которым предусмотрена 41 марка, например марки Св-06Х19Н9Т, Св-04Х19Н9, Св-05Х19Н9ФЗС2, Св-10Х17Т, Св-12ХПНМФ и др. Электроды этой группы применяются для сварки высоколегированных сталей с особыми свойствами, таких как: 15Х25Т, 08Х18Т1, 20Х23Н13, 20Х23Н18, 10Х23Н18,15Х12ВНМФ, 14Х17Н2, 12Х18Н9,12Х18Н10Т и др. Следует еще раз отметить, что никель улучшает свариваемость.
Режимы сварки высоколегированных сталей и сплавов аустенитными электродами назначают с таким расчетом, чтобы отношение силы тока к диаметру электрода не превышало 25–30 А/мм. При сварке аустенитными электродами в вертикальном или потолочном положении силу тока уменьшают на 10–30 % по сравнению со сваркой в нижнем положении. Электроды перед сваркой, во избежание образования пор в металле шва, прокаливают при температуре 250–400 °C в течение 1–1,5 часа.
Газовая сварка высоколегированных сталей может применяться только в случаях, когда нет другого выхода. Высоколегированные (содержащие свыше 10 % легирующих элементов) хромистые (свыше 14 % хрома) и хромоникелевые стали сваривать газовой сваркой не рекомендуется из-за резкого ухудшения их эксплуатационных свойств. Даже небольшой избыток кислорода в пламени приводит к выгоранию хрома.
В качестве присадки применяют сварочную проволоку, близкую по химическому составу к свариваемому металлу. При газосварке титан выгорает полностью, что приводит к межкристаллитной коррозии. При нагреве до 500–800 °C и медленном охлаждении, что характерно для газовой сварки, из твердого раствора выпадают карбиды хрома по границам зерен с потерей коррозионной стойкости.
Для сварки необходим еще и флюс сложного состава: 28 % мрамора, 30 % фосфора, 10 % ферромарганца, 6 % ферросилиция, 6 % ферротитана, 20 % двуокиси титана. Флюс разводится на жидком стекле и наносится на кромки детали в виде пасты. Сварка выполняется после высыхания флюса.
При наличии хороших электродов и источников питания дуги нет необходимости применять более сложную и малопроизводительную технологию сварки, да еще с потерей качества соединений.
Отправить
Владимир
Книга очень полезная, много интересной информации.
Анзорик
Алеша чисто
© RuTLib.com 2015-2016
rutlib2.com
Сварка низколегированных сталей
Основы сварочного дела
Низколегированные стали получили большое применение В СВЯЗИ с тем, что они, обладая повышенными механическими свойствами, позволяют изготовлять строительные конструкции более легкими и экономичными. Для изготовления различных конструкций промышленных и гражданских сооружений применяются стали марок 15ХСНД, 14Г2, 09Г2С, 10Г2С1, 16ГС и др. Для изготовления арматуры железобетонных конструкций и сварных труб применяют стали 18Г2С, 25Г2С, 25ГС и 20ХГ2Ц. Эти стали относятся к категории удовлетворительно свариваемых сталей; содержат углерода не более 0,25% и легирующих примесей не более 3,0%. Следует учитывать, что при содержании в стали углерода более 0,25% возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.
Сталь 15ХСНД сваривают вручнукг электродами типа Э50А или Э55А. Наилучшие результаты дают электроды УОНИ-13/55 и электроды Днепровского электродного завода ДСК-50. Сварку электродами ДСК-50 можно выполнять переменным током, но лучшие результаты дает сварка постоянным током обратной полярности. Многослойную сварку следует производить каскадным методом. Чтобы предупредить перегрев стали, следует выполнять сварку при токах 40…50 А на 1 мм диаметра электрода. Рекомендуется применять электроды диаметром 4…5 мм. Автоматическую сварку стали 15ХСНД производят проволокой Св-08ГА или Св-ЮГА под флюсом АН-348-А или ОСЦ-45
Толщина металла, мм…………………………..
Диаметр электрода, мм………………………..
Сварочный ток, А…………………………………
при высоких скоростях, но при малой погонной энергии. В зимних условиях сварку конструкций из стали 15ХСНД, 15ГС и 14Г2 можно производить при температурах не ниже — 10°С. При более низких температурах зону сварки на ширине 100… 120 мм по обе стороны от шва предварительно нагревают до Ю0. ..150°С. При температуре —25°С сварка не допускается.
Стали 09Г2С и 10Г2С1 относятся к группе незакаливающихся сталей, не склонных к перегреву и стойких против образования трещин. Ручная сварка электродами Э50А и Э55А выполняется на режимах, предусмотренных для сварки низкоуглеродистой стали. Механические свойства сварного шва не уступают показателям основного металла. Автоматическая и полуавтоматическая сварка выполняется электродной проволокой Св-08ГА, Св-ЮГА или Св-10Г2 под флюсом АН-348-А или ОСЦ-45. Сварку листов толщиной до 40 мм производят без разделки кромок. При этом равнопрочность сварного шва обеспечивается за счет перехода легирующих элементов из электродной проволоки в металл шва.
Стали хромокремнемарганцови – стые (20ХГСА, 25ХГСА,30ХГСА и 35ХГСА) при сварке дают закалочные структуры и склонны к образованию трещин. При этом чем меньше толщина кромок, тем больше опасность закалки металла и образования трещин, особенно в околошовной зоне. Стали с содержанием углерода ^0,25% свариваются лучше, чем стали с большим содержанием углерода. Для сварки могут применяться электроды НИАТ-ЗМ типа Э70, Э85. Для ответственных сварных швов рекомендуются электроды, изготовленные из проволоки Св-18ХГС или Св-18ХМА с покрытием ЦЛ-18-63, ЦК-18Мо, УОНИ-13/65, УОНИ-13/85, УОНИ-13/НЖ.
При сварке можно рекомендовать следующие режимы:
0,5… 1,5 2…3 4.„6 7…10
1.5.. .2.0 2,5…3 3…5 4…6
20.. .40 50…90 100…160 200…240
При сварке более толстых металлов применяется многослойная сварка с малыми интервалами времени между наложениями последующих слоев. При сварке кромок разной толщины сварочный ток выбирается по кромке большей толщины и на нее направляется большая часть зоны дуги. Для устранения закалки и повышения твердости металла шва и околошов – ной зоны рекомендуется после сварки нагреть изделие до температуры
650.. .680°С, выдержать при этой температуре определенное время в зависимости от толщины металла (1 ч на каждые 25 мм) и охладить на воздухе или в горячей воде.
Сварку низколегированных сталей в защитном газе производят при плотностях тока более 80 А/мм2. Сварка в углекислом газе выполняется на постоянном токе обратной полярности. Рекомендуется электродная проволока диаметром 1,6—2,0 мм марки Св-08Г2С – или Св-10Г2, а для сталей, содержащих хром и никель,— Св-08ХГ2С, Св-08ГСМТ.
Электрошлаковая сварка сталей любой толщины успешно производится электродной проволокой марки Св-10Г2 или Св-18ХМА под флюсом АН-8 при любой температуре окружающего воздуха. Прогрессивным способом является сварка в углекислом газе с применением порошковой проволоки.
Газовая сварка отличается значительным разогревом свариваемых кромок, снижением коррозионной стойкости, более интенсивным выгоранием легирующих примесей. Поэтому качество сварных соединений ниже, чем при других способах сварки. При газовой сварке пользуются только нормальным пламенем при удельной мощности 75… 100 л/(ч-мм) при левом способе, а при правом способе —
100.. .130 л/(ч-мм). Присадочным материалом служат проволоки Св-08, Св-08А, Св-10Г2, а для ответственных швов — Св-18ХГС и Св-18ХМА. Проковка шва при температуре 800… 850°С с последующей нормализацией несколько повышает механические свойства шва.
В последнее время с появлением китайской техники на мировом рынке, сварочный аппарат стал наиболее популярным инструментом у владельцев частных домов, коттеджей, дач и гаражей. Учитывая соотношение цен на приобретение сварки …
Выполнение сварочных работ на строительно-монтажной площадке требует особо четкого выполнения всех правил безопасности производства работ. Сварочные работы на высоте с лесов, подмостей и люлек разрешается производить только после проверки этих …
Из применяемых средств контроля особую опасность представляют рентгеновские и гамма-лучи. Рентгеновские и гамма-лучи опасны для человека при продолжительном облучении и большой дозе. Предельно ДОпустимая доза, которая не вызывает необратимых изменений …
msd.com.ua
0,030 и 0,035 порошковая проволока
Между порошковыми проволоками 0,030 и 0,035 нет большой разницы. Но каждый больше подходит для конкретных приложений.
Эти различия в основном связаны с толщиной материала, возможностями сварочного аппарата и конкретными вариантами использования, когда один может быть лучше другого.
В этой статье вы узнаете, какой провод лучше в тех или иных ситуациях. В качестве бонуса вы даже можете узнать кое-что о порошковой проволоке в целом.
Что такое порошковая проволока?
Порошковая проволока представляет собой трубку, заполненную флюсом в сердцевине. Это как электрод, вывернутый наизнанку. Этот флюс представляет собой сложную смесь сплавов и раскислителей, что позволяет пользователям сваривать более грязный металл и использовать его в ветреных условиях.
Флюс образует защитные газы при сварке с флюсовой сердцевиной, которые защищают расплавленную сварочную ванну от кислорода и азота и стабилизируют дугу. Он также собирает примеси в слое шлака поверх валика, который откалывается после остывания сварного шва.
Раскислителями, присутствующими в порошковой проволоке, обычно являются алюминий и магний. При воздействии атмосферных газов раскислители образуют оксид алюминия, нитрид алюминия и оксид магния. Эти новообразованные соединения быстро затвердевают на поверхности сварного шва и защищают валик от атмосферного загрязнения.
По сути, два типичных загрязнителя сварки (кислород и азот) превращаются в защитные соединения. Вот почему при использовании порошковой проволоки защитный газ не требуется. Это относится только к самозащитным порошковым проволокам (FCAW-S), которые использует большинство людей.
Эти проволоки доступны в различных диаметрах, включая 0,030” и 0,035”. Кроме того, их можно использовать во всех положениях или только в плоском/горизонтальном положении.
Порошковая проволока обычно изготавливается путем прокатки тонкой полосы стали в форме буквы «U». В полость заливается флюс и шов плотно закатывается. Шов может быть как внахлест, так и встык. Соединение внахлест несколько более защищено от попадания влаги.
Внешняя трубка проволоки называется «оболочкой» или «оболочкой», а смесь внутри называется «флюсовой сердцевиной».
Большинство порошковых проволок предназначены для работы с отрицательным электродом постоянного тока (DCEN), что противоположно сплошным стальным проволокам MIG. Таким образом, при переходе на порошковую проволоку вам придется поменять полярность между горелкой MIG и зажимом заземления.
0,030 против 0,035 – какой из них использовать?+
Наглядное сравнение
Давайте сравним эти порошковые проволоки двух диаметров, используя некоторые общие показатели. Трудно сравнивать продукты реального мира, потому что большинство из них не предоставляют необходимых данных.
| 0,030” | 0,035” | |
|---|---|---|
| Диапазон толщины материала Однопроходный (мягкая сталь) | Калибр 22 (0,031 дюйма) – Калибр 14 (0,078 дюйма) | Калибр 20 (0,037 дюйма) – 3/16 дюйма (0,188 дюйма) |
| Требуемый диапазон напряжения ** | 17–20 В | 18 – 24 В |
| Диапазон скорости подачи проволоки ** | 170–215 изображений в минуту | 170–350 изображений в минуту |
| Количество дыма и брызг | Меньше | Подробнее |
| Количество защитного флюса | Меньше | Подробнее |
| Выступ провода | Короткий | Длиннее |
** Каждый сварочный аппарат немного отличается.
Давайте копнем немного глубже, чтобы изучить различия между этими двумя толщинами порошковой проволоки на реальных примерах.
Я объясню оба провода в общих чертах. Но имейте в виду, что отдельные бренды могут давать разные результаты. Химические соединения и производственные процессы различаются на разных производственных предприятиях.
0,030 Порошковая проволока
Порошковая проволока диаметром 0,030 дюйма — это типичная проволока любительского уровня, предназначенная для более тонкого металла. Он в основном используется для легких сварочных работ на открытом воздухе или людьми, которые не хотят возиться со всей установкой защитного газа MIG.
Сварит все, что имеет толщину от 22 до 14. Можно даже попробовать 24 калибр, но это может привести к прожогу. Сварка толще 14 калибра возможна в несколько проходов, но только в том случае, если проволока для этого предназначена.
Этот провод лучше всего работает, если вы используете его с входом 210 В. Он также отлично работает при 120 В, но вы должны использовать более высокое напряжение, чтобы прожечь его горячим и получить лучшее проникновение.
Итак, давайте взглянем на Lincoln Innershield NR-211MP (AWS — E71T-11), одну из лучших стандартных порошковых проволок диаметром 0,030 дюйма для сварки во всех положениях.
Первое, что следует отметить, это то, что в его спецификациях прямо указано, что все диаметры менее 0,045 дюйма не могут быть сварены выше 5/16 дюйма. Это означает, что вы не можете сваривать толще 0,035 дюйма. Если вы потратите несколько часов на чтение различных документов Lincoln Electric на их веб-сайте, вы обнаружите, что это происходит из-за выделяемого тепла.
При сварке металла большей толщины, чем рекомендуется, скорость охлаждения сварного шва будет слишком высокой для данной конструкции проволоки. Высокая теплопроводность более толстого основного металла вызывает быстрое охлаждение, что приводит к трещинам из-за хрупкости, вызванной закалкой сварного шва.
Однако проволока диаметром 0,030 дюйма производит меньше дыма и брызг благодаря меньшему количеству флюса. Кроме того, более тонкий флюс и стенки из трубчатой стали требуют меньшей силы тока и напряжения для максимального нагрева. Таким образом, более слабая машина будет работать с ними немного лучше, чем 0,035”.
Допустим, ваш сварочный аппарат не очень мощный. В этом случае 0,030” будет лучше проводить напряжение, а дуга будет иметь более стабильное поведение. Порошковые провода очень чувствительны к колебаниям напряжения.
Наоборот, для провода 0,035” требуется немного большее напряжение, которое, если его не обеспечить, приведет к укорочению конуса дуги и уменьшению ширины валика. Это может привести к прожогу или плохому проплавлению в зависимости от металла и силы тока вашего сварочного аппарата.
Диаметр 0,030 дюйма также является хорошим выбором при сварке в узких углах, поскольку вы будете наплавлять меньше металла и сможете лучше видеть сварочную ванну. Это также дешевле и дает вам больше длины проволоки на фунт.
0,035 Порошковая проволока
Порошковая проволока диаметром 0,035 дюйма обеспечивает несколько большую мощность сварки, более высокий подвод тепла к металлу и лучшее проникновение.
По сравнению с 0,030 дюйма этот более толстый диаметр используется в аналогичных условиях. Но с более высоким содержанием флюса он может лучше противостоять ветру. Вот почему проволока диаметром 0,035 дюйма дает лучшие результаты при сварке снаружи. В зависимости от силы ветра и качества дуги проволока диаметром 0,030 дюйма может не полностью защитить кислород и азот от загрязнения сварного шва.
Эта проволока может сваривать сталь толщиной не более 3/16 дюйма и не более 20 калибра. Поскольку к металлу прикладывается больше тепла, вы вряд ли сможете сварить что-либо тоньше рекомендуемого калибра 20.
Чтобы получить максимальную отдачу от этого диаметра, вы должны использовать машину с входным напряжением 250 В. Он может хорошо работать и при меньшем напряжении. Но плохие кабельные соединения, длинные силовые кабели, кабели меньшего размера, плохие сварочные зажимы и номинальная мощность сварочного аппарата — все это сведет на нет доступное напряжение. Итак, если вы хотите запустить его в горячем режиме для максимального проникновения, ему нужен вход высокого напряжения.
Если мы посмотрим на порошковую проволоку Hobart E71T-11 диаметром 0,035 дюйма, то увидим, что они не обладают таким количеством характеристик, как Lincoln. В таких случаях лучше придерживаться рекомендуемой толщины, о которой я говорил выше.
Проволока Хобарта позволяет выполнять многопроходную сварку, сварку оцинкованных стальных конструкций и сварку во всех положениях, как у Линкольна.
Но эта проволока имеет более высокое содержание алюминия и более низкое содержание марганца, что делает проволоку Линкольна лучшим выбором. Более высокое содержание марганца улучшает микроструктуру сварного шва и способствует образованию игольчатого феррита. Исследование от 1980 Американского общества сварщиков (AWS) обнаружил, что повышенное содержание марганца увеличивает как предел прочности при растяжении, так и предел текучести.
Однако то же исследование показало, что старение при деформации значительно влияет на ударную вязкость при наличии более высокого содержания марганца. Это означает, что любой дефект в сварном шве, такой как надрез или трещина, с меньшей вероятностью выдержит напряжение под нагрузкой, когда используется эта проволока Хобарта.
Таким образом, несмотря на то, что проволока Lincoln немного лучше, ей нужен идеальный сварной шов из-за высокого содержания марганца, чтобы иметь значение.
0,035” производит больше дыма и сварочных брызг из-за дополнительного содержания флюса и стали. Поэтому, если вы ищете более чистый сварной шов, вам следует использовать 0,030 дюйма, когда это возможно. Но в отличие от 0,030 дюйма, 0,035 дюйма наплавляют больше металла и делают его более предпочтительным при сварке зазоров.
Провода меньшего диаметра требуют меньшего вылета, поэтому 0,035 дюйма лучше, если вы все еще учитесь. Наличие большего вылета дает вам больше контроля над валиком, потому что кончик не так близок к сварочной ванне.
Таблица выбора проволокиОборачиваем
Как только что было сказано, между этими двумя «разновидностями» порошковой проволоки есть тонкие различия. Знание того, что они собой представляют, может помочь вам понять, какие из них использовать в определенных ситуациях. Это приводит к более качественному сварному шву.
Но если вы сварщик-любитель, небольшая разница в этих двух порошковых проволоках разного диаметра не будет иметь большого значения. У вас больше шансов столкнуться с проблемами, если вы используете некачественный провод.
Однако, как вы видели, у этих проводов есть свои отличия. Если вы свариваете что-то деликатное, даже будучи любителем, вы можете извлечь выгоду из правильного выбора проволоки. Я надеюсь, что эта статья поможет вам сделать именно это.
Если да, расскажите об этом своим друзьям-сварщикам. Эти нюансы редко обсуждаются в интернете, так что, возможно, они тоже узнают что-то новое.
Инструментальная сталь
| Обозначение | приложений | Металлургические характеристики | Доступная форма наполнителя | Паспорт безопасности | Технические данные |
| Eureka Colormold (модифицированный P20) | Eureka Colormold используется для ремонта многих типов инструментов и штампов P-20, будь то штампы для литья под давлением или пресс-формы для литья пластмасс под давлением. Он часто используется для высокопрочного соединения низколегированных сталей и хромомолибденовых сталей. Eureka Colormold также может использоваться для ремонта высоколегированных сталей, таких как H-11, H-12 и H-13, когда механическая обработка является основным требованием. | Наплавка Eureka Colormold представляет собой низколегированный сплав (хром/молибден), который по химическому составу подобен P-20. За исключением того, что уровни углерода намеренно поддерживаются низкими, чтобы получить значения твердости в низком диапазоне 25-35 HRC после сварки. При этом уровне твердости наплавки имеют такие же характеристики травления, зернистости и соответствия цвета, что и P-20, в низком диапазоне 30 HRC. | Сплошная проволока для сварки MIG, стержни для сварки TIG и микростержни для сварки TIG | Скачать здесь | Скачать здесь |
| Эврика P-20 A.I.S.I. Тип Р-20 | Eureka P-20 используется для ремонта многих типов инструментов и штампов P-20, будь то штампы для литья под давлением или пресс-формы для литья пластмасс под давлением. Он часто используется для высокопрочного соединения низколегированных сталей и хромомолибденовых сталей. | Наплавка Eureka P-20 представляет собой среднеуглеродистую низколегированную сталь, содержащую хром и молибден. Месторождения принадлежат компании A.I.S.I. Форма из стали П-20. Твердость после сварки составляет 35-45 HRC. Твердость сильно зависит от температуры предварительного нагрева, продолжительности сварки и скорости охлаждения. Наплавки имеют те же характеристики травления, зернистости и соответствия цвета, что и P-20, при отпуске до 30 HRC. | Стержневой электрод, сплошная проволока MIG, стержни TIG и микростержни TIG | Скачать здесь | Скачать здесь |
| Эврика 31 А.И.С.И. Тип H-13 | Eureka 31 предназначена для сварки инструментов и штампов H-11, H-12 и H-13 для горячей обработки. Eureka 31 — отличный выбор для штампов штамповки, где встречаются высокие температуры и истирание. Обладает высокой устойчивостью к тепловым испытаниям при чередовании циклов нагрева и охлаждения. Некоторые поковки большого объема, которые требуют максимальных механических свойств металла сварного шва для кузнечной промышленности, — это шатуны, ручные инструменты, вилка втулки и кулачковые валы. Эти приложения относительно мелкие и по большей части небольшие. Другие кованые изделия включают землеройное оборудование и сельскохозяйственные орудия, такие как разводные ключи, коленчатые валы, крюки и кулачковые кольца. | Эврика 31 является A.I.S.I. Тип H-13 сплав инструментальной стали для горячей обработки, который является чрезвычайно прочным. Этот сплав демонстрирует превосходное сохранение твердости при повышенных температурах, обеспечивая превосходную стойкость к истиранию. Он также демонстрирует хорошую ударопрочность, придает хорошую ударную вязкость и обладает умеренной износостойкостью. Eureka 31 имеет твердость после сварки 49 – 54 HRC. | Стержневой электрод, сплошная проволока MIG, стержни TIG, металлопорошковая проволока, порошковая проволока и стержни Micro TIG | Скачать здесь | Скачать здесь |
| Эврика 71М А.И.С.И. Тип О-1 | Электроды Eureka 71-M отлично подходят для ремонта поврежденных инструментов и штампов в классе закалки в масле, особенно марганцево-хромовых типов. Также хорошо подходит для ремонта существующих инструментальных сталей, закаленных в масле, где наплавка должна быть отожжена для облегчения механической обработки, а затем закалена и отпущена для сервисного использования. Штампы, изготовленные из композитных материалов с использованием основного металла с низким или средним содержанием углерода и покрытые Eureka 71-M на рабочих поверхностях, действительно приводят к снижению затрат на оснастку. Используйте на фланцевых или фасонных штампах, где наблюдается только умеренное истирание. | Eureka 71-M Отложения на электродах типичны для электродов A.I.S.I. Инструментальная сталь марки О-1 для закалки в масле. Наплавленные наплавки имеют твердость в диапазоне 50-60 по Роквеллу «С». Твердость сильно зависит от температуры предварительного нагрева, продолжительности сварки и скорости охлаждения. Композиция будет реагировать на полный цикл отжига и закалки A.I.S.I. O-1 для облегчения механической обработки и повторной закалки. Этот электрод демонстрирует превосходную ударную вязкость и ударопрочность при умеренных характеристиках износа. | Стержневые электроды и стержни Micro Tig | Скачать здесь | Скачать здесь |
| Эврика 72 А.И.С.И. Тип H-12 | Eureka 72 используется для ремонта или изготовления штампов горячей и холодной обрезки и резки, пуансонов, штампов для экструзии и штампов для литья под давлением. Это отличный выбор для кузнечно-прессовых штампов, где встречаются высокие температуры и истирание. Типичным применением является поковка автомобильных шатунов. Поковки больших объемов, требующие максимальных механических свойств металла сварного шва, включают шатуны, вилки и ручные инструменты. Эти приложения относительно неглубокие и обычно имеют высокую производительность. К другим кованым изделиям относятся землеройные машины и сельскохозяйственные орудия, крюки и рычажные тормозные ленты, а также другие неглубокие оттиски, такие как ручные инструменты, разводные ключи и коленчатые валы. | Eureka 72 — это сплав инструментальной стали H-12 для горячей обработки. Он обладает превосходной твердостью при высоких температурах, износостойкостью и демонстрирует приемлемую ударопрочность. Твердость после сварки составляет 50 – 55 HRC | .Стержневой электрод, сплошная проволока MIG, стержни TIG, металлопорошковая проволока, порошковая проволока и стержни Micro TIG | Скачать здесь | Скачать здесь |
| Эврика 74 А.И.С.И. Тип S-7 | Eureka 74 рекомендуется для сварки A.I.S.I. Однако инструментальная сталь S-7, поскольку ее наплавленные наплавки могут быть отпущены до различных значений твердости, ее также можно использовать для ремонта других ударопрочных марок, а также многих типов инструментальной стали, закаливаемой в воде. Eureka 74 исключительно хорошо работает с обрезками металлических штамповочных заготовок и прошивными штампами, где сколы кромок вызывают заусенцы на деталях. Eureka 74 — идеальный электрод для наплавки режущих кромок композитных профилей и пуансонов в холодном и горячем состоянии. | Eureka 74 — это A.I.S.I. ударопрочный сплав инструментальной стали типа С-7. Твердость наплавки после сварки обычно составляет 55–60 HRC, при необходимости ее можно отпустить для снижения твердости. Этот сплав хорошо работает при резке или сдвиге при комнатной температуре благодаря своей уникальной способности обладать высокой прочностью и жесткостью. | Стержневой электрод, сплошная проволока MIG, стержни TIG, металлическая порошковая проволока и микростержни TIG | Скачать здесь | Скачать здесь |
| Эврика 88 А.И.С.И. Тип H-19 | Eureka 88 используется для горячих пуансонов и штампов для обрезки, штампов для горячей экструзии, штампов для горячей штамповки и вкладышей штампов. Он используется в местах, где будут встречаться сильные жара и истирание. Некоторые кованые штампы будут ручными инструментами, шестернями, дисками и шатунами. Этот сплав хорошо подходит для неглубоких оттисков и часто используется в качестве наплавки или твердосплавного покрытия. | Eureka 88 имеет твердость в сварном состоянии 55 – 60 HRC. Наплавленные наплавки очень устойчивы к износу при повышенных температурах, демонстрируют хорошую стойкость к термической усталости и сохраняют хорошую твердость в горячем состоянии. Этот сплав является A.I.S.I. тип Н-19инструментальная сталь для горячих работ с высоким содержанием хрома, кобальта, вольфрама и ванадия. | Стержневой электрод, металлопорошковая проволока и порошковая проволока | Скачать здесь | Скачать здесь |
| Эврика Марвелд 250 | Eureka Marweld 250 предназначен для сварки мартенситностареющих сталей и компонентов литья под давлением из алюминия и цинка, таких как штампы, сердечники и выталкивающие штифты. Они также рекомендуются для пластиковых и резиновых форм, штампов для штамповки и экструзии, пресс-штампов и фиктивных блоков. | Eureka Marweld 250 — специальный сплав с содержанием 18% никеля, разработанный для ремонта инструментов для горячей обработки и штампов, изготовленных из мартенситностареющих сталей. Наплавленные наплавки Eureka Marweld 250 после дисперсионного твердения приобретают очень высокую прочность и твердость. Сплав демонстрирует хорошую стойкость к эрозии жидким металлом, что характерно для литья под давлением. | Сплошная проволока для сварки MIG, стержни для сварки TIG и микростержни для сварки TIG | Скачать здесь | Скачать здесь |
| Эврика 1215 А.И.С.И. Тип А-2 | Eureka 1215 рекомендуется для сварки A.I.S.I. Инструментальные стали воздушной закалки А-2 и другие марки воздушной закалки. Типичными областями применения являются отделочные стали, пробойники, фланцы и формовочные штампы, а также некоторые операции по вытяжке. Этот сплав наиболее широко используется для общего ремонта марок воздушной закалки и A.I.S.I. D-2, где будет использоваться полный цикл термообработки. | Eureka 1215 — это A.I.S.I. Инструментальная легированная сталь А-2 для закалки на воздухе. Твердость наплавки после сварки обычно составляет 55–60 HRC, при необходимости ее можно отпустить для снижения твердости. Этот сплав обладает хорошей износостойкостью и умеренной ударопрочностью. | Стержневой электрод, сплошная проволока MIG, стержни TIG, металлическая порошковая проволока и микростержни TIG | Скачать здесь | Скачать здесь |
| Эврика 1216 А.И.С.И. Тип М-2 | Eureka 1216 рекомендуется для сварки A.I.S.I. Инструменты из быстрорежущей молибденовой стали М-2 и другие марки быстрорежущей инструментальной стали. Типичными областями применения являются отделочные стали, пробойники, протяжки, развертки, ножи, сверла, метчики и ножницы. Eureka 1216 используется, в основном, в областях с высоким износом, а также используется на A.I.S.I. D-2, где будет использоваться полный цикл термообработки. | Eureka 1216 — это A.I.S.I. Инструментальный сплав из молибденовой быстрорежущей стали М-2 с твердостью в сварном состоянии 55–60 HRC. Этот сплав обладает чрезвычайной износостойкостью и умеренной ударопрочностью. Отпуск наплавленного металла при температуре 1025 F приводит к вторичной твердости 62 HRC и выше. | Стержневой электрод, сплошная проволока MIG, стержни TIG, металлопорошковая проволока, порошковая проволока и стержни Micro TIG | Скачать здесь | Скачать здесь |
Сварочный стол VEVOR Стальной сварочный стол 30 x 20 дюймов Три прорези 1,1 дюйма / 28 мм Сварочный стол Регулируемый угол и высота Переносной стол, ролики, выдвижные направляющие, эксцентриковая выравнивающая ножка
Стальной сварочный стол
Металлический сварочный стол VEVOR с регулируемой высотой и наклоняемой столешницей обеспечивает дополнительную гибкость и универсальность. В то же время такие продуманные детали, как пазы, направляющие и полка для инструментов, значительно повышают удобство сварки. Даже самые неуправляемые и неуклюжие проекты могут найти подходящее место на нашем сварочном столе.
Прочная стальная конструкция
Три паза и две направляющие
Регулируемая высота и угол наклона
Простота транспортировки и хранения
Прочное оборудование и инструменты, меньше платят
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Прочное оборудование и инструменты VOR, специализирующиеся на 900 902, Pay Less в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Прочная стальная рама и сварной стол из углеродистой стали
5 дежурное цинкование.
Прочная конструкция продлевает срок службы настольного стола и обеспечивает равномерно распределенную нагрузку до 400 фунтов / 181 кг.Три паза и три направляющих
В столешнице сварочного стола есть три паза и три выдвижных перпендикулярных стальных направляющих, которые используются для надежного закрепления всех видов свариваемых деталей, даже неправильной формы, на столе во время сварки.
Регулируемая высота и угол наклона
Высота стола регулируется от 780 мм до 930 мм. Кроме того, наклоняемый стол можно поворачивать на три разных угла (0°, 30° и 90°). Гибкий стол повысил его универсальность для удовлетворения различных потребностей.
Простота транспортировки и хранения
У нас есть два ролика в двух ножках стола. С их помощью становится легче перемещать сварочный стол. Кроме того, стол можно полностью сложить, чтобы он не занимал много места при складывании. Мы также подготовили дополнительную рабочую станцию для хранения сварочных инструментов.
Большая рабочая поверхность
Не позволяйте маленькому рабочему пространству снижать вашу производительность. Металлический сварочный стол VEVOR, изготовленный по индивидуальному заказу, имеет большую поверхность (30 x 20 дюймов / 760 x 510 мм), покрытую цинковым покрытием, одним из материалов, способных эффективно уменьшить накопление брызг.
Широкое применение
Металлический сварочный стол очень подходит для сварки небольших и кратковременных заготовок. Таким образом, это популярный сварочный инструмент для различных операций по металлообработке и удобное оборудование для любителей.
Технические характеристики
Материал: углеродная сталь
Веса: 400 фунтов / 181 кг
Размеры таблицы: 30 x 20 дюйма / 760 x 510 мм
. Таблица: 760 x 510 мм
- 7. 830 мм, 880 мм, 930 мм; Easy 30,7 дюйма, 32,7 дюйма, 34,6 дюйма, 36,6 дюйма
Угол наклона: 0°, 30° и 90°
Толщина столешницы: 0,05 дюйма/1,2 мм
70 Для перемещения 2 фиксированных колес
Цвет: Цинк.
 инструменты.Вместе с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам.Сегодня VEVOR заняла рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
инструменты.Вместе с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам.Сегодня VEVOR заняла рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Прочное оборудование и инструменты VOR, специализирующиеся на 900 902, Pay Less в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Incredibly Low Prices
- Fast & Secure Delivery
- 30-Day Free Returns
- 24/7 Attentive Service
Steel Welding Table
VEVOR’s metal welding table with adjustable height and tiltable tabletop provides дополнительная гибкость и универсальность.
В то же время такие продуманные детали, как пазы, направляющие и полка для инструментов, значительно повышают удобство сварки. Даже самые неуправляемые и неуклюжие проекты могут найти подходящее место на нашем сварочном столе.- Прочная стальная конструкция
- Три паза и две направляющие
- Регулируемая высота и угол наклона
- Удобство транспортировки и хранения
Прочная стальная конструкция
Сварочный стол состоит из рамы из углеродистой стали и прочного цинкового покрытия . Прочная конструкция продлевает срок службы настольного стола и обеспечивает равномерно распределенную нагрузку до 400 фунтов / 181 кг.
Три паза и три направляющих
В столешнице сварочного стола есть три прорези и три выдвижных перпендикулярных стальных направляющих, которые используются для надежного закрепления всех видов свариваемых деталей, даже неправильной формы, на столе во время сварки.
Регулируемая высота и угол наклона
Высота стола регулируется от 780 мм до 930 мм.
Кроме того, наклоняемый стол можно поворачивать на три разных угла (0°, 30° и 90°). Гибкий стол повысил его универсальность для удовлетворения различных потребностей.Простота транспортировки и хранения
У нас есть два ролика в двух ножках стола. С их помощью становится легче перемещать сварочный стол. Кроме того, стол можно полностью сложить, чтобы он не занимал много места при складывании. Мы также подготовили дополнительную рабочую станцию для хранения сварочных инструментов.
Большая рабочая поверхность
Не позволяйте маленькому рабочему пространству снижать вашу производительность. Металлический сварочный стол VEVOR, изготовленный по индивидуальному заказу, имеет большую поверхность (30 x 20 дюймов / 760 x 510 мм), покрытую цинковым покрытием, одним из материалов, способных эффективно уменьшить накопление брызг.
Широкое применение
Металлический сварочный стол очень подходит для сварки небольших и кратковременных заготовок. Таким образом, это популярный сварочный инструмент для различных операций по металлообработке и удобное оборудование для любителей.
Содержание пакета
- 1 x Сварка Таблица
Спецификации
- Материал: углеродная сталь
- Веса емкость: 400 фунтов / 181 кг
- .0357 Высота стола: 780 мм, 830 мм, 880 мм, 930 мм; 30,7 дюйма, 32,7 дюйма, 34,6 дюйма, 36,6 дюйма
- Угол наклона: 0°, 30° и 90°
- Толщина столешницы: 0,05″/1,2 мм
- Портативность: Легко перемещать 2 фиксированных колеса
- Цвет: оцинкованный
для углеродистой стали, сварное развальцовочное соединение, UW | Fuji Special
(!) Начиная с 15 декабря Windows 7 больше не рекомендуется использовать со средой MISUMI в связи с прекращением поддержки Microsoft 14 января 2020 г.
- С 1 октября 2022 года MISUMI Mexico начнет выставлять счета в формате CFDI 4.0, дополнительная информация .
- МИСУМИ Главная>
- Компоненты автоматизации>
- Трубы, трубки, шланги и фитинги>
- Резьбовые фитинги>
- Фитинги для стальных и медных труб>
- для углеродистой стали, сварное развальцовочное соединение, UW
- Скидка за объем
org/Brand”> Fuji Special
Fuji Special
Структура/функциональность продукта обеспечивает высокую устойчивость как к внешним, так и к внутренним высоким температурам/нагреву, а также устойчивость к вибрации, ударам и грубому обращению.
Номер детали UW-1 UW-1/2 UW-1/8 UW-3/4 UW-3/8 UW-6 UW-8 UW-10 UW-11/2 UW-11/4 UW-12 UW-15 UW-16 UW-18 UW-20 UW-22 UW-25 UW-28 UW-30 UW-32 UW-35 UW-38 UW-40 UW-50 Номер детали Минимальный объем заказа Скидка за объем Количество дней до отгрузки Размер резьбы 1
(дюймы)Размер резьбы 1
(мм)Тип применимого размера трубы Номинальный A 1 Применимый диаметр трубы 1
(мм)Спецификация размеров 1 шт. В наличии 10 дней и более
1 – Стальная труба Размер JIS 25 34 Размер в дюймах 1 шт. В наличии 10 дней и более 1/2 – Стальная труба JIS Размер 15 21,7 Дюйм Размер 1 PICE (S) 1 PICE (S) 1 PITE (S) 1 PITE (S) 1. 10 дней и более 1/4 – Steel pipe JIS size 8 13.80 Inch Size 1 Piece(s) Available 10 дней и более
1/8 – Стальная труба JIS Size 6 10. 50дюйма 1 PITE (S) 1 PITE (S) 1 PITE (S) 1.0048 10 дней и более
3/4 – Стальная труба JIS Размер 20 27,2 Дюйм Размер 1 PICE (S) 1 PICE (S) 1 PITE (S) 1 PITE (S) 1. 10 дней и более 3/8 – Стальная труба, размер JIS 10 17,3 Размер в дюймах 1 шт. В наличии 10 дней и более
– 6 Размер метрики стальной трубы – 6 Millimeter Размер 1 PEACT (S) 1 PEACT (S) 1 PEAT 10 дней и более – 8 Размер метрики стальной трубы – 8 Millimeter Размер 1 PEACT (S) 1 PEACT (S) 1 PEACT (S) 1 PEAT 10 дней и более – 10 Стальная труба, метрический размер – 10 Размер в миллиметрах 9 Шт. 0045 В наличии10 дней и более
1 1/2 – Steel pipe JIS size 40 48.6 Inch Size 1 Piece(s) Available 10 дней и более
1 1/4 – Стальная труба JIS размер 32 42,7 Размер в дюймах 1 шт. В наличии 10 дней и более
– 12 Размер метрики стальной трубы – 12 Millimeter Размер 1 PEACT (S) 1 PEACT (S) 1 PEAT 10 дней и более – 15 Размер метрики стальной трубы – 15 Millimeter Размер 1 PEACT (S) 1 PEACT (S) 1 PEAT 10 дней и более – 16 Стальная труба, метрический размер – 16 Миллиметровый размер 9 шт. 0048В наличии 10 дней и более
– 18 Размер метрики стальной трубы – 18 Millimeter Размер 1 PEACT (S) 1 PEACT (S) 1 PEAT 10 дней и более – 20 Труба стальная метрический размер – 20 Размер в миллиметрах 1 шт. В наличии 10 дней и более
– 22 Размер метрики стальной трубы – 22 Millimeter Размер 1 PEACT (S) 1 PEACT (S) 1 PEACT (S) 1 PEAT 10 дней и более – 25 Размер метрики стальной трубы – 25 Millimeter размер 1 PEACT (S) 1 PEACT (S) 1 PEAT 10 дней и более – 28 Стальная труба, метрический размер – 28 Миллиметр 9 шт. 0048В наличии 10 дней и более
– 30 Размер метрики стальной трубы – 30 Millimeter Размер 1 PEACT (S) 1 PEACT (S) 1 PEAT 10 дней и более – 32 Труба стальная метрический размер – 32 Размер в миллиметрах 1 шт. В наличии 10 дней и более
– 35 Steel pipe metric size – 35 Millimeter Size 1 Piece(s) Available 10 дней и более
– 38 Метрика стальной трубы Размер – 38 МИЛЛИЕТЕТНЫЙ размер 1 PICE (S) 1 POECE (S) 1 POECE (S) 1 POECE (S) 1 PITE (S) 1. 10 дней и более– 40 Стальная труба, метрический размер – 40 Размер в миллиметрах 9 шт.0048 В наличии 10 дней и более
– 50 Steel pipe metric size – 50 Millimeter Size Loading…
Basic Information
Material 1020 Углеродистая сталь Обработка поверхности № Применимая жидкость Вода/воздух/пар/масло/порошок Макс. Рабочее давление21 – МПа Тип соединения Труба⇔Труба, одинаковые диаметры, вставные Форма соединения Союз Типы Фитинг Тип фитинга Врезные фитинги Применимый тип трубы Труба стальная (общая) Материал трубки Сталь Деление Макс. Рабочее давление (МПа) , чем 2,0 МПа Настройка
Очистить все
Дополнительные продукты в этой категории
Техническая поддержка
- Технический запрос
FCW 30 – Magmaweld – Нелегированные стали
- Домашняя страница
- Сварочные материалы
- Порошковая проволока
- Нелегированные стали
ФКВ 30
Лист данных
Товары :
Кусок:
Бирим Адет
Стандарты
AWS/ASME SFA-5. 20E70T-5C h5 AWS/ASME SFA-5.20 Э70Т-5М h5 ЕН ИСО 17632 – А Т42 4 Б М 3 Н5 ЕН ИСО 17632 – А Т42 4 Б К 3 Н5 ТС ЕН ИСО 17632 – А Т42 4 Б К 3 Н5 ТС ЕН ИСО 17632 – А Т42 4 Б М 3 Н5 Разрешения и сертификаты
TL
СЕ
ТЮФ
Материалы
Ширина DIN S185 – S355J0 Ст 33- Ст 52. 3П235ТР2 – П355Т2 Ст 37.4 – Ст 52.4 П235Г1ТХ, П255Г1ТХ Ст 35.8 – Ст 45.8 Е295 Ст 50.2 П295ГХ, П355ГХ 17Мн4, 19Мн5 П235ГХ, П265ГХ Н I, Н II С255Н – С355Н СтЭ 255 – СтЭ 355 Л210 – Л360НБ СтЭ 210. 7 – СтЭ 360.7ГЭ 200, ГЭ 240, ГЭ 260 ГС-38, ГС-45, ГС-52 А, Б, Г, Е Свойства и применение
Порошковая проволока базового типа для сварки толстых стальных профилей и динамически нагруженных конструкций, где требуется высокая ударная вязкость. Обеспечивает высокие механические свойства и высокую трещиностойкость металла шва. Подходит для сварки котлов, резервуаров, сосудов высокого давления, тяжелого машиностроения и тяжелых конструкций. Сварные швы металлургически чистые и рентгеновского качества. Подходит для сварки высокоуглеродистых сталей и нанесения буфера на изношенные детали перед наплавкой.
Типичные химические значения металла сварного шва
Тип анализа Защитный газ Наплавка C1 0,04 0,50 1,45 Наплавка M21 0,04 0,60 1,50 Типичные механические значения металла сварного шва (%)
Условия тестирования Защитный газ Сварной C1 450 520 29 -40°C → 100 Сварной M21 510 600 25 -40°C → 90 * Химический состав и механические свойства действительны при использовании защитного газа EN ISO 14175 – C1 (%100 CO2).
Информация о применении
Позиции сварки:
Полярность:
Защитный газ:
М21 С1
Параметры сварки и эффективность:
1,00 60-130 1,20 120-180 1,60 250-400 2,40 400-550 Информация об упаковке
Код продукта Тип упаковки 31030DIAM2 1,00 15 кг 16,00 1 16,00 Пластиковая катушка (D) 31030EIAM2 1,20 15 кг 16,00 1 16,00 Пластиковая катушка (D) 31030GIAM2 1,60 15 кг 16,00 1 16,00 Пластиковая катушка (D300) VAC 31030IIAM2 2,40 15 кг 16,00 1 16,00 Пластиковая катушка (D) 31030IXAM2 2,40 25 кг 25,80 1 25,80 4 Катушка с проволочной корзиной Информация о хранении и повторной сушке
>Не следует подвергать высоким статическим нагрузкам и ударам.
HIT Регулируемый огнеупорный стальной сварочный стол
89,99 $
- Выдвижные направляющие кромок и пять положений остановки позволяют использовать большое количество углов и положений сварки
- Четыре прорези в столешнице помогают охлаждать поверхность сварки и обеспечивают дополнительные места для закрепления сварочного материала
- Столешница наклоняется на 90 градусов влево и вправо с пятью упорами для фиксирования столешницы на месте
2 в наличии
КоличествоHIT Регулируемый огнеупорный стальной сварочный стол
- Описание
- Видео
- Руководство пользователя
Сделайте сварку простой задачей с помощью огнеупорного регулируемого сварочного стола серии Pro. Имея удобную высоту 33 дюйма для экономии спины, регулируемый сварочный стол имеет пять положений остановки, которые надежно удерживают столешницу на месте, когда она параллельна полу или наклонена на 45 или 9 градусов.
0 градусов вправо или влево. Прочная металлическая рама в виде эстакады может выдерживать до 330 фунтов, обеспечивая безопасную и устойчивую рабочую поверхность для сварки деталей и компонентов. Конструкция рамы позволяет легко снимать и устанавливать стальной сварочный стол, поэтому его легко перемещать в нужное место. Четыре отдельных паза на оцинкованной верхней части 14-го калибра облегчают крепление сварочного материала непосредственно к столу и помогают поддерживать температуру поверхности во время сварки. Две выдвижные боковые направляющие служат в качестве ограждения или обеспечивают дополнительные площадки для зажима.- Выдвижные направляющие кромок и пять положений остановки позволяют использовать большое количество углов и положений сварки
- Четыре прорези в столешнице помогают охлаждать поверхность сварки и обеспечивают дополнительные места для закрепления сварочного материала
- Столешница наклоняется на 90 градусов влево и вправо с пятью упорами для фиксации столешницы на месте
- Легко разбирается и стирается для портативности
- Размеры столешницы 30″ Д x 20″ Ш x 1″ Г
- Столешница с направляющими 30,75″ Д x 20,75″ Ш x 2″ Г
- Общая высота 33 дюйма
- Ноги открыты на глубину 23″
- Габаритные размеры в готовом к использованию состоянии: 30″ Ш x 23″ Г x 33″ В
- 330 фунтов. грузоподъемность
Категории
- АмериХоум(175)
- Баффало на открытом воздухе(3)
- Инструменты буйвола(98)
- профессиональная серия(103)
- Серия Спортсмен(67)
Цепи и лебедки
- Цепные тали(0)
- Лебедка(0)
Цвет
- Черный(1)
- Синий(1)
- Коричневый(0)
- Хром(0)
- Бронзовый(1)
- Оранжевый(1)
- Красный(1)
- Серебро(0)
- Бирюзовый(1)
- Белый(1)
- Желтый(0)
Характеристики
- 4 ноги(0)
- Оружие(0)
- Назад(0)
- Складной(0)
- Крытый(0)
- Без оружия(0)
- Без спины(0)
- Одобрено NSF(0)
- Открытый(0)
- Пьедестал(0)
- Ретро(0)
- Роллинг(0)
- Укладка(0)
Высота
- 1 история(0)
- 16-23 дюйма (0)
- 18 дюймов(0)
- 2 История(0)
- 24–27 дюймов (0)
- 24 дюйма (0)
- 28–33 дюйма (0)
- 28–33 дюйма (0)
- 3 истории(0)
- 30 дюймов(0)
- 34–39 дюймов (0)
- 34–40 дюймов (0)
- 40–43 дюйма (0)
- 44–48 дюймов (0)
- Регулируемая высота(0)
- Высота бара(0)
- Высота счетчика(0)
- Высота стола(0)
Домкраты
- Бутылочные домкраты(0)
- Домкраты(0)
Материал
- Акация(0)
- Ткань(0)
- Искусственная кожа(0)
- Металл(0)
- Пластик(0)
- Шишам(0)
- Нержавеющая сталь(0)
- Винил(0)
Тип питания
- Аккумулятор(0)
- Двойное топливо(1)
- Электрический(0)
- Газ(0)
Наборы
- 1 шт.