Устройство центра вращающегося для токарного станка – Центр вращающийся – конструкция, применение, виды, ГОСТы
alexxlab | 05.07.2020 | 0 | Разное
Центр вращающийся – конструкция, применение, виды, ГОСТы
Токарный центр вращающийся применяется для фиксации заготовок имеющих тела вращения на задней бабке металлообрабатывающего станка. Конструкция данного типа оснастки позволяет производить обработку на высоких скоростях при минимальном биении. Вращающиеся центры могут быть использованы на токарных и шлифовальных станках с ручным, полуавтоматическим и числовым программным управлением.
Конструкция вращающихся центров

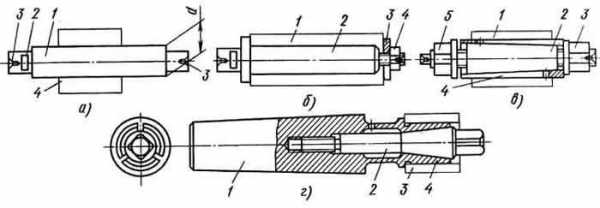
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.

В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
Сфера применения и особенности
Центры вращающиеся применяются в токарных станках для обточки деталей при скорости вращения более 75 м/мин. При этой скорости начинается процесс повышенного износа конуса центра и центрового отверстия обрабатываемой заготовки. Частичным путем решения проблемы является применение смазки и твердосплавных напаек, но оптимальным вариант – применение вращающегося центра.
Основные преимущества оснастки:
- Универсальность. При использовании центров со сменной насадкой можно обрабатывать детали с различными конусными осевыми отверстиями.
- Высокие характеристики воспринимаемой нагрузки, значительно превышающие показатели упорных фиксаторов.
- Длительная эксплуатация благодаря уменьшенному износу.
- Возможность работы при высоких показателях нагрузки.
Основным недостатком является наличие радиального биения. Данная проблема решается применение оснастки с допустимым показателем биения, либо финишной обработкой на малых скоростях с использованием неподвижного центра.
Виды вращающихся центров

В зависимости от формы фиксирующей части выпускается два типа вращающихся центров:
- с рабочим конусом для крепления заготовок с центровыми отверстиями;
- с грибообразной насадкой для заготовок с внутренним отверстием – труб, полых валов и т. д.
По конструкции оснастка подразделяется на:
- Центр с постоянным валиком (тип А)
- Центр со сменной насадкой (тип Б)
Конус центрового валика проточен под 60° (исполнение 1) или может иметь дополнительную выточку под конус 30° (исп. 2).
Условное обозначение оснастки: Центр А-1-4-НП ГОСТ 8742-75
Тип А, исполнение 1 с конусом Морзе 4 повышенной точности и нормальной серии.
Таблица основных параметров оснастки
|
Центры вращающиеся станочные ГОСТ 8742-75 Тип А — с постоянным центровым валиком Тип Б — с насадкой на центровой валик |
||||||||||
|
Центр вращающийся тип-исполнение-конус морзе-серия |
||||||||||
|
Центр вращающийся А-1-2-Н |
Центр вращающийся А-2-2-Н |
Центр вращающийся Б-2-Н |
||||||||
|
Центр вращающийся А-1-3-Н |
Центр вращающийся А-2-3-Н |
Центр вращающийся Б-3-Н |
||||||||
|
Центр вращающийся А-1-4-Н |
Центр вращающийся А-2-4-Н |
Центр вращающийся Б-4-Н |
||||||||
|
Центр вращающийся А-1-5-Н |
Центр вращающийся А-2-5-Н |
Центр вращающийся Б-5-Н |
||||||||
|
Центр вращающийся А-1-4-У |
Центр вращающийся А-2-4-У |
Центр вращающийся Б-4-У |
||||||||
|
Центр вращающийся А-1-5-У |
Центр вращающийся А-2-5-У |
Центр вращающийся Б-5-У |
||||||||
|
Центр вращающийся А-1-6-У |
Центр вращающийся А-2-6-У |
Центр вращающийся Б-6-У |
||||||||
Особенности эксплуатации
Приведём основные правила эксплуатации вращающихся центров, необходимые для точной обработки деталей:
- При выборе класса точности оснастки необходимо оставить запас на покрытие погрешностей биения вследствие прочих причин – износ подшипников, малая жесткость и т. д.
- Важную роль играет правильная установка детали. Ось конуса должна с высокой точностью совпадать с осью вращения заготовки.
- Для проверки точности установки можно подложить под вращающийся центр белый лист бумаги и оценить соосность. Более точный контроль производится с помощью индикаторов.
- При наличии биения конус шлифуется по месту с проверкой по шаблону. Обработка осуществляется электроинструментом, расположенным в резцедержателе.
- Биение вращающихся центров приводит к биению полученной детали относительно оси. При установке этой детали на другой станок, имеющий другой показатель биения, может иметь место отклонение от соосности. Для устранения отклонений производится обработка с применением неподвижного центра.
Действующие ГОСТы
Основные параметры вращающихся центров регулирует ГОСТ 8742-75. Общий стандарт, регулирующий центры и полуцентры токарных станков – ГОСТ 13214-79.
mekkain.ru
Вращающийся центр для токарного станка
Центры для токарных станков
Конструкция токарных станков предусматривает использование определенной оснастки. Только при наличии необходимого оснащения можно сделать деталь с нужными параметрами точности. При этом нужно приобрести специальное оснащение или сделать самодельный вариант исполнения. Стоит отметить, что своими руками можно создать не все для точного точения.

Токарные вращающиеся центры
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
- Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
- Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Виды токарных центров
Провести фиксацию необходимого инструмента в пиноли можно своими руками. Для выполнения этой работы понадобиться несколько минут, и выполнить ее можно самостоятельно. Согласно ГОСТ можно выделить следующие виды:
- упорный. ГОСТ определяет то, что наконечник и хвостовик имеют практически одинаковый диаметр. Устройство этой конструкции определяет то, что наконечник изготавливают из закаленной стали или твердого сплава согласно ГОСТ 13214-79.
- грибковый вариант несколько отличается от предыдущего. грибковый наконечник имеет согласно ГОСТ 8742-75 больший диаметр с усеченным рабочим конусом. согласно ГОСТ 8742-75 есть два типа наконечника, которыми обладает грибковый центр: с центрированным валиком или с насадкой для него. грибковый наконечник позволяет использовать рассматриваемое устройство для крепления тел вращения с полыми торцевыми отверстиями во время обработки.
При точении во время большой центробежной силе сделать наиболее благоприятные условия можно при применении центра, в конструкции которого есть подшипник. Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник.
Угол конуса может быть 60 или 90 градусов. Угол выбирается в зависимости от режима резания.
Существуют более сложные виды оснастки для установки в пиноли, которые могут иметь, к примеру, устройство для измерения прижимной силы. Сделать своими руками некоторые варианты центров для токарного станка невозможно. Обратный ход шпинделя не оказывает влияние на возможность использования пиноли.
Скачать ГОСТ 8742-75 «Центры токарные вращающиеся»
Скачать ГОСТ 13214-79 «Центры и полуцентры токарные»
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
(голосов: 1, в среднем: 5,00 из 5) Загрузка…stankiexpert.ru
Токарные центры для станков
Для фиксации на токарном станке обрабатываемой детали используется токарный центр. Оснастка устанавливается на оборудование как с ручным приводом, так и с ЧПУ и улучшает зажим заготовок большого диаметра при обработке резанием даже на высокой скорости вращения.
Токарный обрабатывающий центр представляет собой металлическую деталь, состоящую из нескольких элементов: вала, или конуса Морзе, который крепится в пиноли бабки станка, и конусовидной части, которая упирается в заготовку. Оснастка выполняет функцию центрирования и поддержания заготовки в процессе обработки резанием и используется при обработке тел вращения, например, труб, валов и других цилиндрических деталей.
Как правило, токарные обрабатывающие центры изготавливаются из легированной стали. В зависимости от технических параметров бывают обычные и усиленные. Последний вид предназначен для тяжелых, нагруженных работ, так как обладает повышенной прочностью и имеет увеличенный ресурс.
Какие бывают токарные обрабатывающие центры?
- Вращающийся – используется при работе с длинными заготовками, когда возможна деформация из-за нагрева при большой скорости или излишнего давления. В конструкции такой оснастки предусмотрен шарикоподшипник, за счет которого наконечник вращается вместе с обрабатываемой деталью. Это помогает избежать нагрева в месте контакта заготовки и центра, а также увеличивает КПД.
- Невращающийся – такой токарный обрабатывающий центр еще называют упорным, так как он служит только для удержания заготовки и не вращается вместе с ней. Имеет цельнометаллическую конструкцию – наконечник и хвостовик представляют собой единое целое.
Какой токарный центр купить?
В первую очередь, необходимо знать название модели станка, к которому подбирается оснастка. Это гарантирует точное совпадение размеров и правильную установку. Также учитывайте такой параметр, как посадка. Каждый токарный центр имеет вал определенной формы и размера под конус Морзе – информация об этом содержится в маркировке изделий. Например, обозначение МК5 расшифровывается как конус Морзе 5.
Кстати, обратите внимание на возможность смены наконечника оснастки. Существуют токарные обрабатывающие центры со съемными наконечниками. При работе появляется возможность устанавливать наконечники разной формы и размера
i-perf.ru
Центры станочные вращающиеся: ГОСТ, описание и типы
Центры станочные вращающиеся предназначаются для создания дополнительной опоры при обработке на токарных станках заготовок большой длины. Применяются на обычных и на станках металлорежущих с программным управлением. С их помощью появляется возможность качественной обработки резанием деталей с недостаточной жёсткостью или с длиной, превышающей поперечные размеры более чем в 5 раз.
Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции.
Вращающиеся центры для токарного станка состоят из вала и конусовидной части. Именно эта часть выполняет функцию центрирования. Технологическая оснастка изготавливается на инструментальном производстве из качественных конструкционных материалов, чаще всего из легированной стали. Шарикоподшипник, входящий в состав вращающегося центра, увеличивает КПД оборудования и уменьшает нагрев оснастки.
Корпуса вращающихся станочных центров отшлифованы и термообработаны. Все элементы конструкции изготавливаются с высокой точностью. Используются качественные подшипники со значительным ресурсом работы (порядка 2000 часов и более). Вращающиеся центры, в отличие от упорных, рассчитаны на значительные величины радиальных нагрузок, имеют продолжительный срок эксплуатации.
Типы токарных центров
Отечественными производителями изготавливают центры вращающиеся в соответствии с требованиями ГОСТ 8742-75. Согласно этому нормативному документу они могут иметь два типа конструкции:
- с постоянными центровыми валиками (тип А)
- с насадками на центровые валики (тип Б)
Применение быстросъёмных насадок типа Б позволяет использовать один и тот же вращающийся центр для токарного станка при обработке деталей, несущественно отличающихся по продольному размеру.
Насадки обоих типов производят в 2 модификациях – с центровым валиком с конусом 60° или с центровым валиком с конусом 60°, расточенным дополнительно под конус 30°. Таким образом, стандартом регламентированы 4 основных комбинации параметров. Кроме того, различаются центры станочные вращающиеся по жёсткости конструкции (стандартная, повышенная), по точности изготовления.
Размеры вращающихся центров
Таблица основных размеров вращающихся центров.
|
Центры вращающиеся станочные ГОСТ 8742-75 Тип А — с постоянным центровым валиком Тип Б — с насадкой на центровой валик |
||||||||||
|
Центр вращающийся тип-исполнение-конус морзе-серия |
||||||||||
|
Центр вращающийся А-1-2-Н |
Центр вращающийся А-2-2-Н |
Центр вращающийся Б-2-Н |
||||||||
|
Центр вращающийся А-1-3-Н |
Центр вращающийся А-2-3-Н |
Центр вращающийся Б-3-Н |
||||||||
|
Центр вращающийся А-1-4-Н |
Центр вращающийся А-2-4-Н |
Центр вращающийся Б-4-Н |
||||||||
|
Центр вращающийся А-1-5-Н |
Центр вращающийся А-2-5-Н |
Центр вращающийся Б-5-Н |
||||||||
|
Центр вращающийся А-1-4-У |
Центр вращающийся А-2-4-У |
Центр вращающийся Б-4-У |
||||||||
|
Центр вращающийся А-1-5-У |
Центр вращающийся А-2-5-У |
Центр вращающийся Б-5-У |
||||||||
|
Центр вращающийся А-1-6-У |
Центр вращающийся А-2-6-У |
Центр вращающийся Б-6-У |
||||||||
Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке. Это важно при обработке фасонных изделий сложной конфигурации.
Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров. Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
mekkain.ru
Закрепление в центрах на токарном станке, обработка и точение
Содержание статьи:
Метод крепления и установки заготовки в станке выбирают с учетом точности обработки, габаритов и жесткости материала. Обработка в центрах — это один из широко используемых методов точения деталей на токарном оборудовании.
Когда применяется крепление в центры
установка заготовки с помощью оправки: 1 — оправка средняя часть; 2 — лыска; 3 — центровые отверстия; 4 — заготовка
- Так протачивают длинные детали, у которых длина пятикратно превышает поперечник;
- если нужно создать концентричность поверхностей во время фиксации;
- дальнейший этап точения проходит на шлифовальном оборудовании;
- технология не предусматривает другие методы.
Технология крепления
задний центр в качестве опоры для длинных деталей
Заготовка фиксируется в центрах с использованием специальных оправок. Для этого конус оправки не должен превышать 1:2000. На подготовительном этапе в торцах детали делают центральные выемки, в которые будут вставлены верхушки обоих центров. Оправку обрабатывают смазкой и плотно натягивают болванку. Для большей плотности по концу оправки аккуратно постукивают деревянным чурбачком. Закрепление детали в оправках такого типа может меняться в зависимости от ее поперечника.
Движение болванке передается посредством поводкового патрона, который надевается на резьбу шпинделя. Палец поводкового патрона принуждает болванку к вращению. Этот метод более опасен для оператора станка, поэтому предпочтительнее использовать планшайбу поводкового типа с защитным кожухом. Болт закрепляют хомутиком, который опирается на лыску оправки.
Установка заготовок с отверстиями (например, зубчатых колес или втулок) происходит с использованием центровых оправок разнообразной формы. Один из типов оправок имеет шейку в форме цилиндра, на нее надевают заготовку и закрепляют шайбой с гайкой. Гайка прижимается к буртику и фиксирует полученную конструкцию. Слева при помощи винта крепится хомутик. Деталь фиксируется в станке для точения выемками на торцевых участках оправки.
Конструкции центров
Центры для токарной обработки могут иметь различную конструкцию. Самая распространенная представляет собой конус, на него надевается заготовка, а также хвостовик конической формы. Хвостовик должен совпадать с отверстиями пиноли и шпинделя станка.
Для закрепления заготовок с внешними конусами используются обратные центры. Конусообразное окончание должно совпадать с серединой хвостовика. Чтобы проверить совпадение в шпиндель вставляется центр и запускается на малых оборотах. Об исправности детали говорит отсутствие биения.
Задний центр чаще всего неподвижный, передний вращается с заготовкой и шпинделем. В результате трения выходят из строя обе поверхности, поэтому необходимо наносить смазку:
- мела — 25%;
- тавота — 65%;
- графита — 5%;
- серы — 5%.
Перед смешиванием необходимо растереть в порошок без комков серу и мел. Если не использовать смазку, поверхности центров разрушатся, изменится их конфигурация.
Во время точения заготовок на больших скоростях центры быстрее изнашиваются, увеличивается отверстие в торце самой детали. Чтобы уменьшить разрушение заднего конуса на него наплавляют износостойкий слой.
Стандартный центр используют при скоростях до 120 оборотов в минуту. Во время работы с громоздкими и тяжелыми заготовками на высоких оборотах, при выборке крупной стружки жесткости конструкции мало: деталь начинает вибрировать и может отжаться.
вращающийся центр
Поэтому используют вращающиеся центры, смонтированные в заднюю стойку. Он содержит шпиндель, который крутится в радиально-упорном подшипнике. При высоких нагрузках предпочтительнее роликоподшипник, при средних — шарикоподшипник.
Отладка оборудования
Чтобы во время точения получилась деталь цилиндрической формы, нужно совместить центры с осью шпинделя и передвигать по ней резак.
Правильность отладки проверяется так: оба центра придвигаются друг к другу. Когда их верхушки совмещаются, можно закреплять заготовку и приступать к ее обтачиванию.
В противном случае необходимо проверить положение задней стойки, иначе поверхность детали невозможно будет вывести в конус. Иногда центры не совпадают из-за мусора в шпинделе и пиноли, поэтому предварительно их прочищают. Если после всех процедур биение продолжается, его требуется заменить.
Проверив положение, можно закреплять заготовку:
- Пиноль выдвигаем из стойки на 35 — 45 мм.
- Задняя стойка перемещается вдоль станины и фиксируется в нужном месте.
- Обрабатываем выемку в заготовке, которая будет совмещаться с задней стойкой.
- Совмещаем болванку с передним центром и, придерживая, вставляем конус задней стойки в подготовленную выемку детали. Вылет пиноли из задней стойки должен быть небольшим. Чем меньше вылет, тем устойчивее и жестче пиноль.
- Прокручиваем болванку, поджимаем пиноль в стойке.
Необходимо иметь в виду, что во время точения инструмент нажимает на заготовку. В результате чего при плохой фиксации или неправильном положении резака деталь может вылететь. Поэтому установка и крепление в центрах это очень важный момент при токарной обработке.
Видео демонстрирует токарную обработку детали, зафиксированной в центрах:
stanokgid.ru
Восстановление вращающегося центра, – Оснастка и инструменты
Здравствуйте ! Поскольку в одной теме был вопрос, возникло подозрение, что и ещё у кого-нибуть существует подобная надобность.
Со временем, вращающиеся конуса задних бабок тупятся, плучают случайные увечья, износ подшипников и начинают “бить”. Каждый, разумеется, желает иметь хороший центр. Покупать новый накладно и списывать на грубые работы старый жалко. Не останавливаясь на переборке внутренностей, расскажу как можно восстановить поверхность.
Конечно, можно разобрать центр и, в процессе переборки, обточить конус как положено, но не каждый сможет обеспечить даже удовлетворительную соосность. К тому же, при сборке, коррективы могут внести подшипники, пылинки и работа окажется бесполезной. Поэтому можно обточить конус непосредственно в корпусе вращающегося центра, как говорится “по месту”, обеспечивая соосность полученными при сборке и обкатке (обязательно) посадками и взаимодействиями. Работа это морокообразная, но, для кого-то, необходимая.
Для привода обтачиваемого конуса надо выточить из твёрдого материала (например из титана) заготовку (привод) минимальной длины, необходимой, чтобы при повороте салазок резцедержатель не встретился с патроном, диаметром достаточным для жесткости, например ФD, и проточкой для упора в кулачки.
В торце привода надо резцом сделать направляющий конус небольшой глубины (зависит от износа острия центра) градусов 50. Поджав этот конус центром, надо постепенно вдавливать в отверстие конус, чтобы его остриё заполнило всю полость конуса выпучивая материал наружу. При этом надо контролировать индикатором состояние корпуса центра (на маленьких оборотах). Если, в результате вдавливания, стрелка начнет показывать колебания корпуса, процедуру придётся повторить.
Резец лучше брать проходной упорный. При одинаковом с другими резцами заглублении и подаче, у него меньше поверхность резания и, соответственно, силы резания. Чтобы дополнительно снизить поверхность резания, вместо микрофаски я делаю вручную микрорадиус, одним движением алмазного бруска.
Конус обтачивается приводом салазок и требует навыка в равномерной подаче резца. Первоначально срезается то, что не вписывается в соосность, чуть касаясь материала привода, и только при достижении постоянного контакта резца с поверхностью конуса принимается решение о чистовои проходе с обтачиванием конуса до кончика совместно с материалом привода.
Резец я использую Т15К6. Тут приходится идти на компромисс. Дело в том, что обороты желательно установить большие, потому что заглубление и подача салазок на оборот шпинлеля должна быть маленькой, во избежании проворота кончика конуса в приводе. При этом вся тепловая нагрузка приходится на кончик резца. Можно было бы взять более красностойкий резец, но последняя процедура требует съёма относительно большого слоя металла при маленькой скорости резания вблизи острия.
Может я чего-то не вспомнил, но в процессе эксперимента можно сделать соответствующие выводы. И не расстраивайтесь, если не получиться с первого раза. У меня тоже первый раз провернуло 🙂
Удачи !
www.chipmaker.ru
Центры станочные и токарные патроны: виды, типы, описание
Главная Статьи Центры станочные и токарные патроны: виды, типы, описаниеТокарный патрон и вращающиеся центры – это наиболее важные элементы оснастки токарного станка, специальное зажимное приспособление для точного крепления на станке заготовки, детали или режущего инструмента. Благодаря использованию токарного патрона, многообразию размеров и конструкций существенно увеличивается функциональность токарного станка, появляется возможность обработки сложнопрофильных деталей.
 Токарный патрон – основная технологическая оснастка токарного станка, устройство, необходимое для крепления заготовки или инструмента для проведения металлорежущих операций. Токарный патрон, предназначенный для крепления заготовок, размещается на передней бабке станка. На задней могут быть установлены сверлильные патроны для фиксации различного рабочего инструмента – сверл, зенкеров, разверток и т. д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений.
Токарный патрон – основная технологическая оснастка токарного станка, устройство, необходимое для крепления заготовки или инструмента для проведения металлорежущих операций. Токарный патрон, предназначенный для крепления заготовок, размещается на передней бабке станка. На задней могут быть установлены сверлильные патроны для фиксации различного рабочего инструмента – сверл, зенкеров, разверток и т. д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений.
Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
Конструкция и назначение токарных патронов
 Существует несколько типов конструкции токарного патрона, классифицируемой по способу зажима детали и назначению:
Существует несколько типов конструкции токарного патрона, классифицируемой по способу зажима детали и назначению:
- Кулачковые патроны – наиболее широко используемые и подходящие для большинства операций. Состоят из нескольких подвижных сегментов для фиксации деталей. Имеют массу разновидностей.
Существуют следующие виды токарных патронов:
Двухкулачковые – применяются преимущественно для крепления фасонных отливок.
Трехкулачковые – более всего подходят для заготовок круглой и шестигранной форм.
Четырехкулачковые – для ассиметричных заготовок и деталей прямоугольной формы. Подразделяются на самоцентрирующиеся и с независимыми кулачками. В зависимости от типа зажима патрон может иметь ручной или механизированный зажим. В первом случае необходимо вручную осуществлять затяжку крепления детали, при механизированном зажиме – патрон сам осуществляет фиксацию. Рассмотрим основные конструктивные типы токарных патронов, используемые в современном металлообрабатывающем производстве.
Подразделяются на самоцентрирующиеся и с независимыми кулачками. В зависимости от типа зажима патрон может иметь ручной или механизированный зажим. В первом случае необходимо вручную осуществлять затяжку крепления детали, при механизированном зажиме – патрон сам осуществляет фиксацию. Рассмотрим основные конструктивные типы токарных патронов, используемые в современном металлообрабатывающем производстве.
- Цанговые патроны – состоят из втягиваемой, выдвижной или неподвижной цанги, посредством которой и осуществляется фиксация детали. Подразделяются на зажимные и подающие. Зажимные используются для поворотного зажима деталей с заранее предварительно обработанной поверхностью, подающие цанги используются для крепления холоднотянутых заготовок.
Центры станочные вращающиеся
 предназначаются для создания дополнительной опоры при обработке на токарных станках заготовок большой длины. Центры станочные вращающиеся применяются на обычных и на станках металлорежущих с программным управлением. Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции.
предназначаются для создания дополнительной опоры при обработке на токарных станках заготовок большой длины. Центры станочные вращающиеся применяются на обычных и на станках металлорежущих с программным управлением. Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции.
Вращающиеся центры для токарного станка состоят из вала и конусовидной части. Именно эта часть выполняет функцию центрирования.  Технологическая снастка изготавливается на инструментальном производстве из качественных конструкционных материалов, чаще всего из легированной стали.
Технологическая снастка изготавливается на инструментальном производстве из качественных конструкционных материалов, чаще всего из легированной стали.
 Шарикоподшипник, входящий в состав вращающегося центра, увеличивает КПД оборудования и уменьшает нагрев оснастки.
Шарикоподшипник, входящий в состав вращающегося центра, увеличивает КПД оборудования и уменьшает нагрев оснастки.
Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке. Это важно при обработке фасонных изделий сложной конфигурации. Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров. Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
Чтобы купить инструмент в интернет магазине “Мир ISO” http://miriso.ru/ – достаточно выбрать необходимый товар в каталоге и отправить онлайн-заявку http://www.miriso.ru/sdelat_zakaz.html или позвонить по телефону +7 (8482) 999-111.
www.miriso.ru
|
Вращающиеся центры Vertex серии VPC Вращающиеся центры Vertex серии VPC применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Вращающиеся центры Vertex серии VLC Вращающиеся центры Vertex серии VLC применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Вращающиеся центры Vertex серии VLC-MT Вращающиеся центры Vertex серии VLC-MT применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании.
|
Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Вращающиеся центры Vertex серии VCF-MT Вращающиеся центры Vertex серии VCF-MT применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании.
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вращающиеся центры Vertex серии VLC со сменными наконечниками Вращающиеся центры Vertex серии VLC со сменными наконечниками применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вращающиеся центры Vertex серии VCS со сменными наконечниками для станков с ЧПУ Вращающиеся центры Vertex серии VCS со сменными наконечниками для станков с ЧПУ применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Универсальный токарный центр Vertex серии VCP со сменными наконечниками Универсальный токарный центр Vertex серии VCP со сменными наконечниками. Вал центра изготовлен из сплава SKD11 методом литья в вакууме, что позволило добиться оптимальной твердости в 60 HRC и износо стойкости. Вращающаяся часть патрона выполнена из сплава SCM21 и собрана на вал посредством двух радиально- опорных подшипников, уже зарекомендовавшей себя фирмы SKF. Такие патроны отлично подходят для быстрого крепления заготовок в патроне токарных станков. Так же есть возможность быстрой замены вращающегося концевика различного диаметра и угла. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вставки Vertex для вращающихся центров Вставки Vertex для вращающихся центров |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Вращающиеся центры Vertex серии VLC (EURO STYLE) Вращающиеся центры Vertex серии VLC (EURO STYLE) применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Центры токарные вращающиеся грибковыеVertex серии VLC Центры токарные вращающиеся грибковыеVertex серии VLC применяются для поджатия в патрон токарного станка пустотелых изделий, труб, втулок. Высокая точность изготовления. Отклонение от окружности – 5 микрон, Соосность – 5 микрон. Применены качественные подшипники, позволяющие центрам работать при нагрузке поджатия 800-1600 кг и окружных скоростях 1500-2000 об\мин. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Упорные центры Vertex серии VLC Упорные центры Vertex серии VLC применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ. Упорный центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Упорные центры Vertex серии VLC Упорные центры Vertex серии VLC применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ. Упорный центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Упорные центры Vertex серии VLC Упорные центры Vertex серии VLC применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ. Упорный центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Центр токарный поводковый Vertex серии VDK (Конус Морзе 4) Центр токарный поводковый Vertex серии VDK. Конус Морзе 4. Эти центры служат для надежной фиксации заготовок и передаче им вращающего момента. Конструкция патрона на столько проста, что практически лишена возможности сломаться. Материал центра сплав SDL закаленный до HRC62. |
Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Центр токарный поводковый Vertex серии VDC со сменными наконечниками Центр токарный поводковый Vertex серии VDC со сменными наконечниками служит для надежной фиксации заготовок и передаче им вращающего момента. Наконечник, втулка и корпус выполнены из инструментальной закаленной стали. |
Технические характеристики |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Центр токарный Vertex серии VLC в наборе со сменными наконечниками Центр токарный Vertex серии VLC в наборе со сменными наконечниками применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Токарный центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вращающиеся центры Vertex серии VLC Вращающиеся центры Vertex серии VLC применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Вращающийся центр изготовлен из высококачественной стали, закален и отшлифован, что обеспечивает высокую надежность и точность при использовании. |
Технические характеристики |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Втулки переходные (переходники) Vertex Морзе-Морзе. Втулки переходные (переходники) Vertex Морзе-Морзе. Втулки переходные с конусом Морзе предназначены для установки режущего инструмента (сверл, разверток, зенкеров и др.) с коническим хвостовиком с конусом Морзе, не совпадающим с конусом шпинделя. Применение втулки позволяет, значительно снизить затраты на технологическую подготовку производства. |
Технические характеристики |
www.osnastka.pro