Характеристики стали 65г – Сталь 65Г основные характеристики, особенности использования пружинно-рессорной стали, купить, виды металлопроката
alexxlab | 30.03.2020 | 0 | Разное
Марка стали 65Г характеристики, применение, расшифровка, аналоги и заменители, термообработка
Расшифровка стали 65Г
Цифр 65 указывают среднюю массовую долю углерода в стали в сотых долях процента. Т.е. среднее содержание углерода в стали 65Г составляет около 0,65%.
Цифры, стоящие после букв, указывают примерную массовую долю легирующего элемента в целых единицах. Химические элементы обозначены следующими буквами: В — вольфрам (W), Г — марганец (Mn), Н — никель (Ni), Р — бор (В), С — кремний (Si), Ф — ванадий (V), X — хром (Сr). Т.е. буква Г в обозначении марки стали 65Г означает, что среднее содержание марганца в стали около 1%. В наименовании марок рессорно-пружинных стали с массовой долей марганца (Mn) до 0,90% (по верхнему пределу в марке) буква «Г» не ставится.
к содержанию ↑Заменители и аналоги
Стали-заменители:
- 70,
- У8А,
- 70Г,
- 60С2А,
- 9ХС,
- 50ХФА,
- 60С2,
- 55С2.
Аналоги:
- 66Mn4(1.1260) (Германия-DIN),
- 1566 (США — AISI, ASTM),
- SUP 6 (Япония — JIS),
- 60S2A (Польша — PN/H)
Вид поставки
- Сортовой прокат, в том числе фасонный ГОСТ 14959—79, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88, ГОСТ 7419.0-90 — ГОСТ 7419.8-90.
- Калиброванный пруток ГОСТ 1051-73, ГОСТ 14959-79, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 7419.0-90 — ГОСТ 7419.8-90.
- Лист толстый ГОСТ 1577-93.
- Лента ГОСТ 2283-79, ГОСТ 1530-78, ГОСТ 21996-76, ГОСТ 21997-76, ГОСТ 10234-77, ГОСТ 19039-73.
- Полоса ГОСТ 103—76, ГОСТ 4405—75.
- Проволока ГОСТ 11850—72.
- Поковка и кованая заготовка ГОСТ 1133—71.
Применение
Сталь 65Г применяется для изготовления следующих деталей:
- пружины,
- рессоры,
- упорные шайбы,
- тормозные ленты,
- фрикционные диски,
- шестерни,
- фланцы,
- корпусы подшипников,
- зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости,
- детали, работающие без ударных нагрузок.
Применение стали 65Г для пружинных шайб (ГОСТ 33260-2015)
| Марка стали | НД на поставку | ГОСТ на шайбы пружинные | Температура применения, °С | Дополнительные указания по применению |
| 65Г ГОСТ 14959 | ГОСТ 2283, ГОСТ 21997, ГОСТ 21996 | ГОСТ 6402 | От -60 до 250 | Применяется для работы в условиях атмосферной коррозии с противокоррозионными покрытиями |
ПРИМЕЧАНИЕ
После электрохимических покрытий обязательна термообработка (отпуск) для снятия водородной хрупкости с указанием в КД.
Физические свойства
Модуль нормальной упругости Е, ГПа
| Сталь | Е, ГПа, при температуре испытаний, °С | ||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | |
| 65Г | 215 | 213 | 207 | 200 | 180 | 170 | 154 | 136 | 128 |
Модуль упругости при сдвиге кручением G
| Сталь | G, ГПа, при температуре испытаний, °С | ||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | |
| 65Г | 84 | 83 | 80 | 77 | 70 | — | 58 | 51 | 48 |
Плотность ρ
| Сталь | ρ кг/см3 при температуре испытаний, °С | |||
| 20 | 100 | 200 | 400 | |
| 65Г | 7850 | 7830 | 7800 | 7730 |
Коэффициент теплопроводности λ
| Сталь | λ Вт/(м*К) при температуре испытаний, °С | ||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | |
| 65Г | 37 | 36 | 35 | 34 | 32 | 31 | 30 | 29 | 28 |
Коэффициент линейного расширения α
| Сталь | α*106, К-1, при температуре испытаний, °С | |||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | |
| 65Г | 11,8 | 12,6 | 13,2 | 13,6 | 14,1 | 14,6 | 14,5 | 11,8 |
Удельная теплоемкость c
| Сталь | c, Дж/(кг*К), при температуре испытаний, °С | |||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | |
| 65Г | 490 | 510 | 525 | 560 | 575 | 590 | 625 | 705 |
Температура критических точек, °С
| Ас1 | Ас3 | Аr3 | Ar1 | Мн |
| 721 | 745 | 720 | 670 | 270 |
Химический состав по ГОСТ 14959-2016
Таблица 1: Химический состав стали по анализу ковшевой пробы для металлопродукции, кроме предназначенной для изготовления
патентированной проволоки
| Массовая доля элементов, % | |||||
| C | Si | Mn | Cr | Ni | Cu |
| 0,62-0,70 | 0,17-0,37 | 0,90-1,20 | не более 0,25 | не более 0,25 | не более 0,2 |
Таблица 2: Химический состав стали по анализу ковшевой пробы для металлопродукции, предназначенной для изготовления
патентированной проволоки
| Массовая доля элементов, % | |||||
| C | Si | Mn | Cr | Ni | Cu |
| 0,62-0,70 | 0,17-0,37 | 0,70-1,00 | не более 0,15 | не более 0,15 | не более 0,2 |
Примечание: Массовая доля серы (S) и фосфора (P) в стали по анализу ковшовой пробы не должна превышать для стали всех марок по таблице 1 норм,
указанных в таблице 3.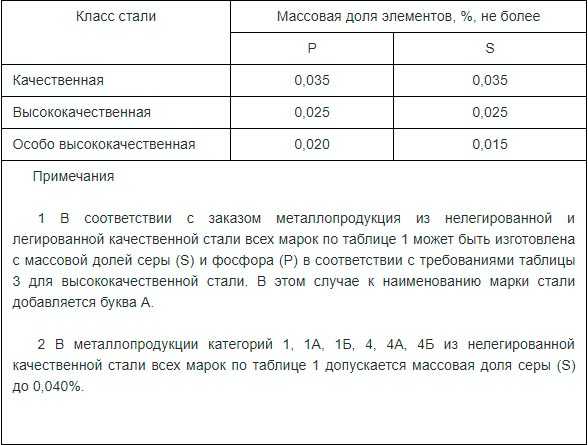
Примечание: Предельные отклонения по химическому составу в готовой металлопродукции не должны превышать значений, указанных в таблице 4.
Механические свойства
| Источник | Состояние поставки | Сечение, мм | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | Твердость HRC3, не более |
| не более | |||||||
| ГОСТ 14959-79 | Сталь категорий 3, ЗА, ЗБ, ЗВ, ЗГ, 4, 4А, 4Б. Закалка с 830 °С в масле; отпуск при 470 °С | Образцы | 785 | 980 | 8 | 30 | — |
| ГОСТ 1577-93 | Лист нормализованный и горячекатаный: | 80 | — | 730 | 12 | — | — |
| Закалка с 800-820 °С в масле; отпуск при 340-380 °С, охл. на воздухе | 20 | 1220 | 1470 | 5 | 10 | 44-49 | |
| Закалка с 790-820 °С в масле; отпуск при 550- 580 °С, охл. на воздухе | 60 | 690 | 880 | 8 | 30 | 30-35 | |
Механические свойства в зависимости от температуры отпуска
| tисп, °С | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | КСU, Дж/см2 | Твердость HRCэ |
| 200 | 1790 | 2200 | 4 | 30 | 5 | 61 |
| 400 | 1450 | 1670 | 8 | 48 | 29 | 46 |
| 600 | 850 | 880 | 15 | 51 | 76 | 30 |
Примечание. Закалка с 830 °С в масле.
Механические свойства при повышенных температурах
| tисп, °С | σ0,2, МПа | σв, МПа | δ5, % | ψ, % |
| 200 | 1370 | 1670 | 15 | 44 |
| 300 | 1220 | 1370 | 19 | 52 |
| 400 | 980 | 1000 | 20 | 70 |
Примечание. Закалка с 830 °С в масле; отпуск при 350 °С
Ударная вязкость KCU
| Термообработка | KCU, Дж/см2, при температуре, °С | ||||
| 20 | 0 | -20 | -30 | -70 | |
| Закалка с 830 °С; отпуск при 480 °С | 110 | 27 | 23 | 12 | |
Предел выносливости
| Состояние поставки | σ-1, МПа | τ-1, МПа |
| Закалка с 810 °С в масле; отпуск при 400 °С | 725 | 431 |
| Закалка с 810 °С в масле; отпуск при 500 °С | 480 | 284 |
| σ0,2 = 1220 МПа, σв = 1470 МПа, НВ 393-454 | 578 | — |
| σ0,2 = 1280 МПа, σв = 1420 МПа, НВ 420 | 647 | — |
| σ0,2 = 1440 МПа, σв = 1690 МПа, НВ 450 | 725 | — |
Технологические свойства
- Температура ковки, °С: начала 1250, конца 780-760. Охлаждение заготовок сечением до 100 мм производится на воздухе,
сечением 101-300 мм — в мульде. - Свариваемость — не применяется для сварных конструкций, КТС (Контактная сварка)— без ограничений.
- Склонность к отпускной хрупкости — склонна при содержании Mn > 1 %.
- Флокеночувствительность — малочувствительна.
- Обрабатываемость резанием — Kv тв.спл = 0,85 и Kv б.ст = 0,80 в закаленном и отпущенном состоянии при
НВ 240 и σв = 820 МПа.
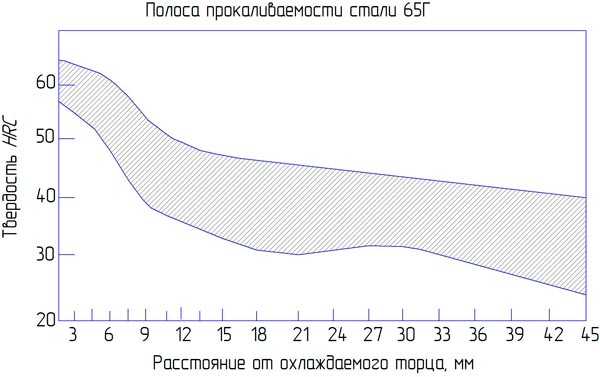
Прокаливаемость
Полоса прокаливаемости для стали 65Г после закалки с 800 °С приведена на рис.
Критический диаметр d
| Критическая твердость, HRCэ | Количество мартенсита, % | d, мм, после закалки с 800 °С | |
| в воде | в масле | ||
| 52-54 | 50 | 30-57 | 10-31 |
| 59-61 | 90 | До 38 | До 16 |
Сталь 65Г
| Марка: | Сталь 65Г |
|---|---|
| Стандарт: | ГОСТ 14959-79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия. |
| Классификация: | Металлы и сплавы->Металлы черные->Стали->Стали пружинные |
| Применение: | пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски и др.детали, к которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок |
Физико-механические свойства
| Допускаемое напряжение при кручении | Предел прочности (Временное сопротивление) σв, МПа | Предел текучести σ0,2, МПа | Предел прочности при срезе τ, МПа | Предел выносливости при изгибе σ-1 изг, МПа | Твердость по Бринеллю HB | Предел выносливости при растяжении σ-1, МПа | Предел выносливости при кручении τ-1, МПа | Относительное сужение ψ, % | Относительное удлинение после разрыва δ5, % | Твердость по Роквеллу HRC | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| закалка 840 -860 гр.С. (масло) | 1470 | 1220 | 10 | 5 | от 44 до 49 | ||||||
| закалка 830 гр.С. (масло) + отпуск 200 гр.С. (возд) | 2200 | 1790 | 30 | 4 | 61 | ||||||
| закалка 830 гр.С. (масло) + отпуск 470 гр.С. (возд) | 980 | 785 | 30 | 8 | от 38 до 45 | ||||||
| 720 | |||||||||||
| класс пружины 2, разряд пружины 3 | 960000000 | ||||||||||
| нормализация | 340 | 270 | 200 | ||||||||
| термообработанный (категории 1А,2А,3А,3В,4А) | 241 | ||||||||||
| без термической обработки (категории 1Б,2Б,3Б,4Б,3Г) | 285 | ||||||||||
Физические свойства
| Плотность ρ, кг/м3 | Модуль упругости нормальный Ε, ГПа | Модуль сдвига G, ГПа | Теплопроводность λ, Вт/(м·K) | Температурный коэффициент линейного расширения αl, 10-6·°С-1 | |
|---|---|---|---|---|---|
| 7850 | 215 | 84 | |||
| 20-200 град.С | 11.9 | ||||
| 20-100 град.С | 11.1 | ||||
| 100 град.С | 36 | ||||
| 20 град.С | 37 | ||||
Химический состав
| Mn, % | С, % | Si, % | Ni, % | Cr, % | Cu, % | S, % | P, % |
|---|---|---|---|---|---|---|---|
| от 0.9 до 1.2 | от 0.62 до 0.7 | от 0.17 до 0.37 | до 0.25 | до 0.25 | до 0.2 | до 0.035 | до 0.035 |
Технологические свойства
| Склонность к отпускной хрупкости | Температура ковки Tков, °C | Свариваемость | Флокеночувствительность |
|---|---|---|---|
| склонна | от 780 до 1250 | не применяется для сварных конструкций | малочувствительна |
Технологические коэффициенты
| Коэффициент KShl |
|---|
| 0.9 |
Классификация:
oitsp.ru
Закалка пружинно-рессорной стали 65гМастерская “Зброевы фальварак”
И холодное оружие согревает душу. Ара Багдасарян
Мастерская «Зброевы фальварак» на протяжении нескольких лет занимается изготовлением мечей и иного клинкового оружия для рыцарских фестивалей. Основной маркой стали, с которой работает наша мастерская, является сталь 65г.
Данная сталь в силу своих свойств, считается одной из лучших для изготовления длинноклинкового оружия предназначенного для рыцарских турниров.
Однако свойства стали, которые приобретаются в ходе изготовления меча, во многом есть результат правильной термической обработки. Так как же производится закалка стали 65г?
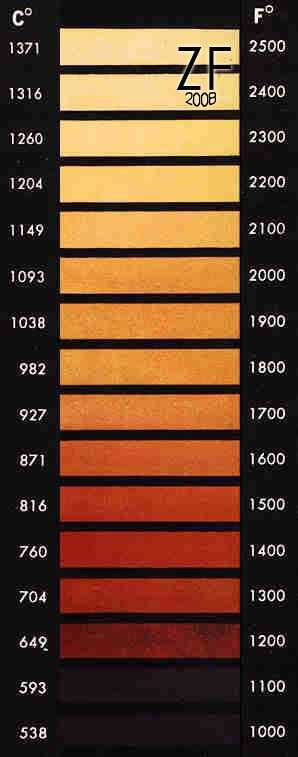
Нагрев стали, цвет в зависимости от температуры
Согласно справочнику, термообработка клинка должна происходить при следующих показателях:
закалка 830 (масло), отпуск 470 (воздух) HRC 38-45
закалка 810 (масло), отпуск 360 (воздух) HRC 44-49
закалка 830 (масло), отпуск 200 (воздух) HRC 44-49
В зависимости от толщины и площади детали, при отпуске от 200 до 400 градусов, может быть получена твердость в 55 единиц.
В случае с нашей мастерской, мы даем закалку на клинок в 52-55 единиц, соответственно закалка клинка происходит при температуре 830, а отпуск при 200 градусах. Конечно, это большая твердость для стали 65г, в этом процессе главное опытность термиста, потому что не правильно каленый клинок станет хрупким. Нужно чтобы клинок был достаточно мягким, т.е. при ударе о кромку лезвия не возникало сколов, кромка должна проминаться, а не откалываться.
Испытания нашей мастерской показали, что наши клинки соответствуют данным требованиям. Но еще раз, хочется повториться, что в деле термической обработки самое важное, это опыт термиста.
Сам процесс термической обработки стали происходит так:
Клинок перед закалкой нужно подогреть, а затем положить на коробчатый или П-образный противень и засыпать слоем отработанного древесно-угольного карбюризатора (так же может использоваться бура, у нее есть положительные свойства. Клинок после термообработки в среде буры требует меньшей шлифовки. Затем печка нагревается до температуры 830 градусов и выдерживается определенное время, в зависимости от толщины заготовки, в нашем случае клинка. Затем меч достается из печи и погружается в бак с маслом. Нужно помнить, что горячие детали с углем могут вспыхнуть и посему нужно быть осторожным при выполнении этого процесса. Также, нужно не забывать, что детали не должны успеть остыть после того как будут извлечены из печи. То есть бак с маслом должен находиться на весьма близком расстоянии от печи. Будет правильным, после закалки в масле обезжирить заготовку в горячем (90 град.) водном растворе ПАВ, например «Фери» или более дешевых аналогах. В крайнем случае, можно обезжирить клинок таким способом: дать маслу стечь, и просушить при температуре около 300 градусов, 2 часа, в результате масло высохнет, после чего можно делать отпуск на заданную твердость.
Небольшие заготовки охлаждаются на воздухе, крупные — в замкнутом пространстве (ящике).
Если требования к твердости не предъявляются, то можно и вообще не калить. Сделайте отжиг-нормализацию. Получите мелкозернистую, ровную структуру. Что касается времени отпуска, то есть правило. Чем больше углерода в стали, тем меньше должна быть скорость нагрева (это правило касается и отжига и закалки).
В целом, этот процесс требует большого опыта, т.е. сделать все по инструкции в данном случаи не получится.
Поэтому ищите хорошего термиста или готовьтесь к серьезному испытанию и материальным затратам.
Чем резать листовую сталь 65г, и листовой дюраль Д16АТ?
zbroevy-falvarak.by