Бесконечная пила по металлу – Ленточная пила по металлу. Устройство и характеристики
alexxlab | 23.05.2020 | 0 | Разное
Разрезание металла механическими ножовками и пилами
Разрезание металла механическими ножовками и пилами
Категория:
Резание металла
Разрезание металла механическими ножовками и пилами
Повышение производительности труда при разрезании металла достигается за счет применения механических ножовок и различных приводных пил. В ряде случаев эта работа производится и на токарных, фрезерных и отрезных станках.
Механические ножовки делят на две группы: стацибнарные и переносные.
Стационарная механическая ножовка представляет собой металлорежущий станок. Ома состоит из чугунной станины со столом и хоботом. Хобот служит направляющей для пильной рамы, в которой устанавливается ножовочное полотно. Вместе с рамой полотно совершает возвратно-поступательное движение, врезается в заготовку 6 и разрезает ее. Охлаждается ножовочное полотно в процессе разрезания эмульсией, поступающей по трубке. Ножовка приводится в действие электродвигателем. Станочные ножовочные полотна изготовляют из стали марки РЭ или ШХ15 толщиной от 1,2 до 2,5 мм.
Переносная механическая ножовка удобна при разрезании металла на месте выполнения слесарно-сборочных работ. В корпусе этой ножовки (рис. 85,6) помещен электродвигатель, на вал которого насажен барабан. В спиральный паз барабана входит палец, соединенный с ползуном, на котором укреплено ножовочное полотно. При вращении барабана ножовочное полотно получает возвратно-поступательные движения и производит разрезание металла. Во время работы ножовка упирается скобой и поддерживается за рукоятку.
Разрезание труб и профильного металла, а также резка листовой стали по криволинейным контурам производится пилами различных конструкций. Пилы подразделяют на дисковые (круглые) и ленточные.
Дисковые пилы нашли широкое применение в промышленности. Они делятся на универсальные, маятниковые и пилы трения. Рабочей частью пилы является диск с режущими зубьями или гладкий диск (в пиле трения).
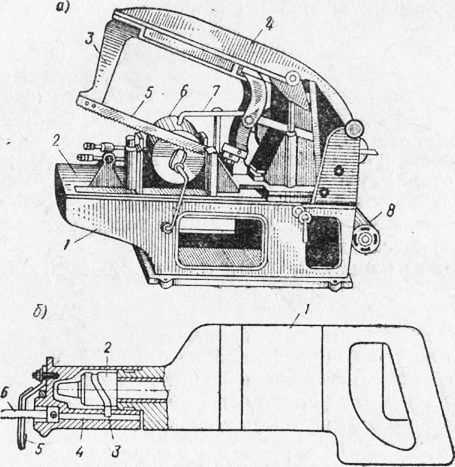
Рис. 1. Механические ножовки: а — стационарная; б — переносная
Универсальная дисковая пила применяется для разрезания профильного металла различных сечений, для продольных разрезов, надрезов или вырезов, а также для резки профилей под любым углом. Она состоит из чугунной станины (стола), на которой укреплена вертикальная колонка. На колонке смонтирован поворотный кронштейн с направляющими для электродвигателя, на оси которого устанавливается режущий диск. Кронштейн можно поворачивать вокруг колонки и спускать или поднимать на необходимую высоту. Подача электродвигателя с режущим диском в процессе резания осуществляется рукояткой. Установка режущего диска при работе в зависимости от профиля и размера материала выполняется рукоятками.
Маятниковая пила состоит из одностоечной чугунной станины, на которой смонтированы поворотный стол и кронштейн с качающейся подставкой электродвигателя. От подставки отходит хобот с режущим диском и рукояткой. Для разрезания металлический уголок, швеллер, трубу и другую заготовку укладывают на поворотном столе с опорой на специальные планки. Процесс разрезания пилой сводится к плавному опусканию хобота с вращающимся режущим диском на металл и последующей плавной подаче диска.

Рис. 2. Дисковые пилы: а—универсальная дисковая; б—маятниковая
Режущие диски диаметром до 400—500 мм делают из целых листов инструментальной стали толщиной 1— 3,5 мм. В дисках больших размеров применяют вставные зубья из быстрорежущей стали. Заточка дисков производится на заточных станках.
Принцип действия пил трения основан на том, что режущий диск, вращающийся с большой скоростью, при соприкосновении с разрезаемым металлом нагревает его в месте реза до температуры плавления. Разогретые частицы легко отделяются вращающимся диском и выбрасываются наружу. Поверхность разреза получается ровной, чистой, но с наплывом по краям. Наплыв легко снимается зубилом. Стол пилы имеет зажимное приспособление для крепления металла. Режущий диск такой пилы изготовляется из низкоуглеродистой стали специального проката.
Листы, профильный металл и трубы нарезают также на ленточных пилах. Такой способ особенно эффективен при разрезании толстых листов со сложными или криволинейными очертаниями при последующей отделке вырезов на внутренних и наружных поверхностях.
Режущее полотно ленточной пилы представляет собой бесконечную стальную ленту шириной от б до 25 мм и толщиной от 0,6 до 1,4 мм с насеченными по кромке зубьями. Узкие ленты применяют для резки по криволинейным контурам с малыми радиусами закругления.
Наибольшее распространение для разрезания листов, труб и профилей из алюминиевых сплавов нашла ленточная пила ЛС-80.
Процесс резки листового металла на этой пиле сводится к подаче листа, уложенного на стол станка, под движущуюся на шкивах режущую ленту. Разрезание ведется по разметочным рискам. Ленточная пила должна иметь хорошее ограждение, перекрывающее всю ленту, за исключением той ее части, которая выполняет работу резания.
Реклама:
Читать далее:
Разрезание металла ручными ножницами
Статьи по теме:
pereosnastka.ru
Способы резки металла. | МеханикИнфо
Способы резки металла. Ножовка по металлу ручная. Механическая ножовка. Дисковая пила станок. 4.25/5 (85.00%) проголосовало 8

В отличии от рубки, другим видом механической резки является резка снятием части материала. Этот процесс состоит в том, что режущий инструмент и разрезаемый материал перемещаются один относительно другого и в это время инструмент отделяет от материала часть его, превращая в стружку. При резке металлов таким способом широко применяются ленты и диски, снабженные зубьями. Зубья представляют собой работающие один за другим резцы. Расстояние (или шаг) между зубьями зависит от ширины обрабатываемой детали и твердости металла. Чем больше ширина детали или чем мягче металл, тем большим должен быть шаг.
К пилам, рабочей частью которых является лента, относятся ручные ножовки, механические ножовки, ленточные пилы. К пилам с рабочей частью в виде диска относятся дисковые пилы и пилы трения или фрикционные пилы.
Ножовка по металлу ручная.
Ножовка для ручной резки металла (рис. 1) представляет собой тонкую стальную ленту с режущими зубьями по ребру — ножовочное полотно, которое натянуто между концами скобообразного станка 1. Натяжение полотна в станке осуществляется посредством гайки-барашка 4 у подвижного зажима 3, называемого подвижной серьгой. Ножовочное полотно является режущим элементом ножовки — рабочей частью ее. Рабочий, двигая руками ножовку вперед и обратно и слегка нажимая на разрезаемый металл, производит резку металла.
Рис. 1. Ножовка.
Станок ножовки применяется двух типов: цельный и раздвижной, из которых последний более удобен, так как дает возможность вставлять полотно различной длины.
Как установить ножовочное полотно по металлу?!
Ножовочное полотно имеет отверстия на концах для закрепления в станке ножовки. Полотно должно быть в станке достаточно натянуто во избежание изгиба и поломки.
Длина ножовочного полотна по металлу.
Длина ножовочного полотна бывает от 150 до 400 мм при ширине от 10 до 25 мм и толщине от 0,6 до 1,25 мм с числом зубьев от 10 до 32 шт. на дюйме (25,4 мм)
Как выбрать полотно для ножовки по металлу?!
Ножовочное полотно для работы выбирается в зависимости от величины и формы изделия, а также от твердости металла: чем металл тверже, тем мельче и чаще должны быть зубья ножовочного полотна. Тонкие изделия разрезают ножовочным полотном с мелкими и частыми зубьями, а для резания широких изделий применяют полотна с крупными зубьями.
Зубья ножовочных полотен.
Для разрезания деталей из высокоуглеродистой стали применяют полотно с 18 зубьями на 1 дюйм. При резании деталей из низкоуглеродистой стали, а также из латуни и меди выбирают полотно с 24 зубьями на 1 дюйм. При разрезании листового металла берут полотна с большим количеством зубьев, доходящим до 32 на 1 дюйм
Резка металла ножовкой.
Перед началом работы ножовкой надо наметить место реза, надрезав его ребром трехгранного напильника во избежание скольжения полотна ножовки по поверхности металла. В случае увода полотна при резке в сторону необходимо деталь повернуть на 1/4 оборота вокруг продольной оси и резку начинать снова, иначе полотно может сломаться. Зубья ножовочного полотна наклонены в одну сторону, поэтому они режут только при движении ножовки вперед. Это необходимо учитывать и в целях экономии затраты сил, работающим: нажимать на ножовку нужно только при рабочем движении, т. е. при движении ножовки вперед.
Давление на ножовку надо производить равномерно. Усилие давления на ножовку зависит от твердости металла изделия и его величины: давление меньше при мягких металлах и изделиях малого размера и больше — при твердых металлах и больших размерах изделия. В конце резки нажим ослабляется. Неправильное давление на ножовку может привести к поломке зубьев и полотна.
Работа ножовкой выполняется без охлаждения, но для уменьшения трения полотна о стенки пропила применяют смазку из сала или графитовой мази.
Поломка одного зуба часто ведет к поломке других, соседних с ним. Поэтому, чтобы ножовка после поломки зуба работала удовлетворительно, необходимо сточить на точиле рядом со сломанным два-три зуба, а из прорези удалить остатки сломанного зуба ножовки. Новое полотно заводить в прорез нужно осторожно, со слабым давлением, так как новое полотно -толще старого и при сильном нажиме может сломаться.
Механическая ножовка.
С целью повышения производительности и замены ручного труда для резки применяются механические ножовки (рис. 2). Рабочей режущей частью, как и у ручной ножовки, является ножовочное полотно, натянутое на подвижной части станка. Давление на полотно создается передвижным грузом. Возвратно-поступательное движение полотна осуществляется кривошипным механизмом, приводимым в движение от электродвигателя. Подача производится или вручную, или ходовым винтом от электродвигателя.
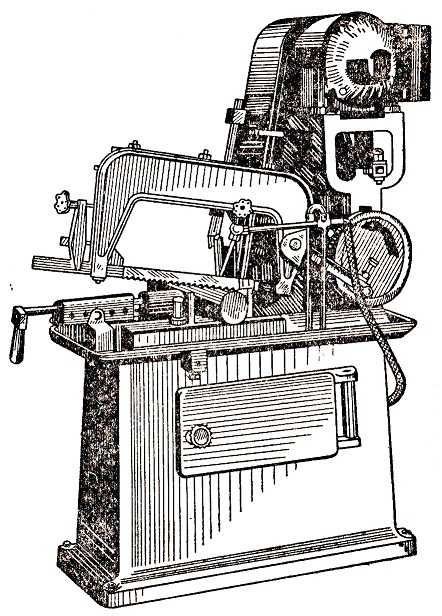
Рис. 2. Механическая ножовка.
У ленточных пил полотно представляет собой бесконечную ленту с зубьями, натянутую на двух шкивах.
Один из шкивов приводится во вращение от электродвигателя.
Пилы, рабочей частью которых являются ленты, вследствие малой производительности, нашли незначительное применение при изготовлении котельных конструкций.
Дисковая пила станок.
В котельном производстве почти исключительно применяются дисковые пилы (рис. 3).
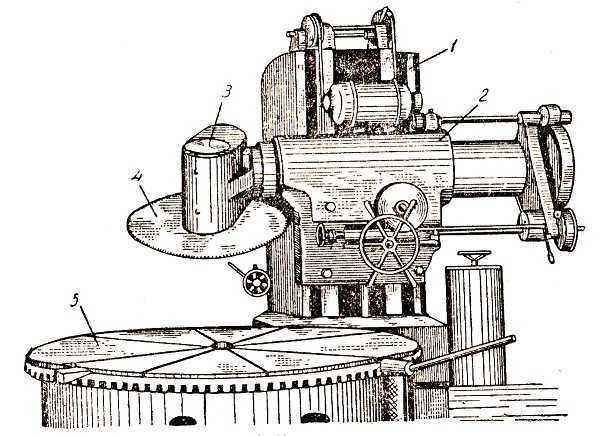
Рис. 3. Дисковая пила:
1 — станина; 2 — салазки; 3 —головка; 4 — диск; 5 — поворотный стол.
Материалом для изготовления дисков пилы служит углеродистая и быстрорежущая стали. При диаметрах до 400 — 500 мм диски делаются из целого листа с вырезанными по окружности зубьями. Во избежание заедания диска в разрезаемом металле зубья его разводятся.
У дисков крупных размеров зубья делаются вставными, изготовленными из качественной стали. Диск, к которому крепятся зубья, делается из низкоуглеродистой стали. Заточка пил производится на заточных станках.
Диск вращается от электродвигателя, а подача в зависимости от разрезаемого профиля, регулируется автоматически при помощи ходового винта от электродвигателя или вручную — рычагом. При работе диск охлаждается эмульсией.
Станки снабжаются зажимным устройством для закрепления разрезаемого материала. При резке на дисковых пилах получается чистый рез, не нуждающийся в дальнейшей обработке. Однако операция резки малопроизводительна.
Фрикционная пила (пила трения).
Гораздо большую производительность дают фрикционные пилы, или, как их называют, пилы трения. Диск этих пил изготовляется из низкоуглеродистой стали специального проката. Привод осуществляется от электродвигателя, сообщающего диску окружную скорость до 6500 м/мин.
Стол станка имеет зажимное приспособление для крепления материала. Принцип действия пил трения основан на том, что диск вращающийся с большой скоростью, при соприкосновении с разрезаемым материалом доводит его до температуры плавления. Разогретые частицы легко отделяются вращающимся диском и выбрасываются наружу.
Резка металла на фрикционной пиле (пиле трения).
При работе диск необходимо непрерывно поливать водой, направляя ее в зону трения. Подаваемая вода значительно сокращает разогрев диска и разрезаемого металла. Разрез получается ровным, чистым, но с наплывами по его краям. Наплывы легко снимаются зубилом. У кромки разрезаемого металла образуется зона слабых структурных изменений шириной в 1—2 мм, которую необходимо удалить в случае изготовления особо ответственных конструкций. При изготовлении котельных конструкций ленточные и дисковые пилы в основном применяются для резки профильного, материала: уголков, швеллеров, двутавров, труб и т. д.
mechanicinfo.ru
насадка на бензопилу, дисковые пилы, обратный удар
В массовом и крупносерийном производстве резка металлов осуществляется на комбинированных и листовых ножницах с наклонным ножом. Резка металла в виде рулона или широкой полосы выполняется на одно- или многодисковых ножницах.Перечисленные агрегаты высокопроизводительны, допускают автоматизацию процесса, характеризуются незначительным износом рабочего инструмента. Однако при малых партиях, а также в единичном производстве приоритет получают более простые и компактные устройства – механические пилы.
Обзор монтажной пилы
Классификация механических пил по металлу
Инструмент, под который проектируются отрезные станки, производится для трёх основных способов резки:
 Настольная маятниковая пила по металлу (дисковый механизм)
Настольная маятниковая пила по металлу (дисковый механизм)- Возвратно-поступательно перемещающимся инструментом – ленточные пилы.
- Вращающимся инструментом – дисковые пилы. Они, в свою очередь, подразделяются на цельнопильные отрезные диски, и оснастку с сегментными вставками, которые располагаются по образующей инструмента (так называемые пилы Геллера).
- Фрикционным (тепловым) способом.
Классификация часто производится и по виду оборудования. На производстве преимущественно используются стационарно устанавливаемые отрезные агрегаты, в то время как в быту чаще можно встретить бензопилу. Впрочем, её нельзя непосредственно применить для разделения металла, поскольку потребуется специальная насадка. Ассортимент таких насадок (а также возможность их установки на конкретную марку пилы) зависит от производителя ручного отрезного оборудования и мощности устройства.
Следует отметить, что ручная резка металла не допускает одновременную обработку нескольких заготовок, что объясняется соображениями техники безопасности.
Резка на механических ножовках
Ленточнопильные станки (или, иначе, механические ножовки) состоят из следующих узлов:
Ленточнопильный станок- Станины с опорной стойкой;
- Приводного электродвигателя;
- Клиноременной передачи;
- Кривошипно-шатунного механизма;
- Регулируемых упоров;
- Верхней направляющей;
- Пильной рамы со сменным ножовочным полотном;
- Системы охлаждения;
- Насоса для смазки;
- Узла фиксации заготовки.
Принцип действия механической ножовки заключается в следующем. При включении привода ножовка получает линейное перемещение от кривошипа со скоростью 150…250 мм/мин, которая зависит от параметров понижающей передачи. По мере углубления пропила ножовочная рама поворачивается на определённый угол, обеспечивая постоянный силовой контакт с поверхностью разделения.
По ходу резки инструмент нагревается, поэтому сверху на него непрерывно подаётся смазочно-охлаждающая жидкость (привод насоса производится от электродвигателя станка). По достижении предварительно установленной глубины хода ножовочная рама автоматически поднимается вверх и станок отключается.
 Настольная маятниковая пила по металлу (дисковый механизм)
Настольная маятниковая пила по металлу (дисковый механизм)
При высокой точности реза и сравнительно малых отходах (зависят от ширины ленты, которая обычно находится в пределах 0,6…1,0 мм), ленточные пилы имеют пониженную стойкость, которая не превышает 15…20 часов. Тем не менее, ввиду высокой скорости реза – до 250 м/мин, такие станки отличаются повышенной, в сравнении с дисковыми или фрикционными станками, производительностью, а потому активно используются в производстве.
Разделение металла дисковыми отрезными станками
В отличие от предыдущего метода, дисковые (или циркулярные) пилы производятся как в стационарном, так и в переносном исполнениях. При резке профильного металлопроката и труб они по производительности уступают ленточно-пильным станкам, зато превосходят их при разделении листовых заготовок.
Отрезной станок, оснащённый вращающимся рабочим инструментом, состоит из следующих узлов:
 Дисковый отрезной станок по металлу
Дисковый отрезной станок по металлу- Станины;
- Механизма зажима отрезаемой заготовки;
- Электродвигателя;
- Зубчатой (для агрегатов пониженной мощности и скорости реза) или клиноременной передачи;
- Рабочей головки, в которую устанавливается дисковый отрезной инструмент;
- Силовой головки, осуществляющей подачу дисковой пилы к поверхности разрезания;
- Системы смазки.
В целях безопасности зона обработки закрывается специальным кожухом. В качестве рабочего инструмента таких станков используются преимущественно дисковые пилы с алмазными вставками, что обеспечивает достаточную стойкость инструмента, особенно при разделении сталей с повышенной механической твёрдостью.
По производительности дисковые пилы проигрывают ленточным, а создаваемый ими шум больше, чем у ленточно-пильных станков. Тем не менее, такие агрегаты имеют и свои преимущества, в частности, вариативность скорости вращения дискового отрезного инструмента, которая может быть задана в зависимости от вида разрезаемого материала. Кроме того, дисковыми инструментами можно выполнять угловые и фигурные резы.
Разделение металла с помощью фрикционных пил
 Фрикционный диск
Фрикционный дискФрикционный пильный инструмент по кинематике подобен дисковому – в этом случае рез выполняется также при помощи вращающегося пильного диска.
Однако механизм разделения металла здесь совершенно иной: если в первом случае выполняется чисто механическое разрезание металла, то во фрикционных станках разделение происходит вследствие оплавления металла в обрабатываемой зоне.
Фрикционное пильное оборудование по скорости вращения пильного диска намного превосходит остальные виды отрезных станков.
Сам фрикционный пильный диск не имеет сегментов или рабочих зубцов: его рабочая кромка выполняется гладкой, что, при нажиме, резко увеличивает трение. Металл нагреваясь, разупрочняется, и его сопротивление срезу резко падает. Фрикционные пилы изготавливаются из высококачественной инструментальной стали типа Р12, Р18, и имеют твёрдость не ниже 66..70 НRC.
Недостаток фрикционных отрезных агрегатов – высокий уровень шума и работе и необходимость в эффективной всасывающей системе, которая обеспечивает своевременное удаление частиц металла из зоны реза.
Ручная резка с применением бензопил
Бензопилу для непосредственной отрезки применить удаётся лишь при разделении особо тонколистовых заготовок. В остальных случаях потребуется насадка. Её основным элементом является подшипниковый узел, где размещается рабочий вал.
 Бензорезы с насадками для резки металла
Бензорезы с насадками для резки металлаНа одной его стороне устанавливается сам отрезной круг, а на другом – ведомый шкив, привод которого осуществляется от клинового ремня. Насадка снабжается оправкой, обеспечивающей точное направление. Насадка имеет также концевой паз для крепления в бензопиле, поэтому её подбирают строго по марке производителя основного оборудования.
Насадка выбирается в зависимости от следующих факторов:
Насадка болгарка на бензопилу- Мощности — «болгарка» мощностью менее 2 кВт отрезную насадку не потянет.
- Возможности её агрегатирования с определённой марки бензопилой.
- Соответствие допускаемых скоростей вращения – насадка должна иметь скорость вращения выше, чем скорость вращения вала устройства.
Установленная насадка опасна тем, что в некоторых случаях она провоцирует появление такого неприятного явления как обратный удар, при котором агрегат резко отбрасывается в сторону, противоположную прикладываемому усилию. Обратный удар в основном возникает по причине присутствия в разрезаемом металле деталей из более твёрдого материала, внезапного защемления диска или цепи, случайного касания диском другой части заготовки. Обратный удар сопровождается также ослаблением хватки оператора, что иногда становится причиной травмы.
Обратный удар можно свести к минимуму, если полностью заправить устройство перед работой, и обеспечить удобную и устойчивую хватку пилы. Не следует также разрезать смежные заготовки без выключения агрегата: удар возможен при внедрении инструмента в новую поверхность раздела. Состояние пильного инструмента также определяет вероятность, с какой может возникнуть удар – если в рабочих зубьях имеются крупные металлические частицы, риск увеличивается.
Минимизировать удар можно для тех конструкций, которые оборудованы тормозом перемещения пильной ленты или диска.
Реклама партнеров
Видео: Самодельная маятниковая пила
promtu.ru
как правильно выбирать и что учитывать при выборе
Ленточная пила – это строительный инструмент, который широко применяется с целью нарезания металлов и других строительных материалов. Чтобы после покупки ленточная пила по металлу или другому материалу надежно и долго вам служила, выбирать ее нужно грамотно с учетом тех или иных критериев. Как это сделать, мы и расскажем ниже.Как правильно выбирать ленточную пилу
Чтобы правильно выбрать ту или иную модель ленточной пилы по металлу, не забывайте принимать во внимание такие вещи:
- каковы будут масштабы планируемых работ, и как часто вы их планируете проводить;
- в каких условиях будет использоваться пила;
- требуемые параметры зубцов;
- размеры полотна;
- производитель;
- заточка ленточной пилы.
Правильно подобранные параметры пилы по металлу и не только будут влиять на качество работ, сделанных с ее помощью, в частности, на такие моменты:
- наличие или отсутствие трещин в толще листа из металла;
- прямоту линии среза;
- степень вибрации;
- наличие сколов на срезе.
Классификация ленточных пил
В зависимости от способа применения и обрабатываемого материала ленточные пилы подразделяются на такие:- пилы для камня;
- по дереву;
- по металлу;
- для нарезки синтетических материалов.
При работе с полотнами, которые рекомендуют использовать с более твердыми материалами, применяется усиление при использовании максимально прочных сплавов.
В ленточных пилах режущим элементом выступают такие металлы, как:
- сталь;
- твердые сплавы;
- композиционные сплавы.
Так, например, при выборе ленточной плиты для резки металла нужно учитывать ее технические характеристики и тот вид металла, который вы планируете обрабатывать с ее помощью:
- чтобы хорошо нарезать износостойкие и жаростойкие материалы, выбирайте пилы марки SP;
- биметаллическое полотно , например, М – 42 подойдет для нарезки низкоуглеродистых и среднеуглеродистых сталей;
- пилы марки М- 51на основе композиционных сплавов подходят для обработки высокоуглеродистой стали;
- а ТСТ подходит для материалов повышенной твердости , например, титана или никелевых сплавов.
Особенности выбора ленточной пилы
Перед тем как выбрать ту или иную модель ленточной пилы по металлу или другому материалу, помните, что для применения на крупных промышленных производствах для частого применения лучше всего брать более дорогой вариант с высокими показателями прочности. А вот для домашнего нерегулярного применения будет достаточно более дешевого варианта со стандартными прочностными показателями.
Выбор пилы по размерам
Длину и ширину инструмента нужно также подбирать в зависимости от условий использования. Так, нужно соотносить инструкцию оборудования с параметрами режущего инструмента. Если такие данные в сертификате пилы отсутствуют, тогда примите во внимание следующее:
- срез будет ровнее, если полотно пилы будет более широким;
- при работе с грубыми заготовками из металла тонкое лезвие пилы быстро деформируется;
- чем меньше толщина металла, который вы пилите, тем больше вероятность того, что детали деформируются, если пила слишком толстая;
- чтобы выполнить контурную или фигурную нарезку, нужно соотнести ширину режущего элемента и возможность отрезать металл под требуемым углом.
Ширина пила чаще всего колеблется от 14 до 80 мм. Наиболее оптимальный вариант – это показатель порядка 40 мм.
Выбор нужных параметров зубьев ленточной пилы
Для начала нужно обратить внимание на их количество, тут стоит помнить следующее:- чем больше зубьев, тем более качественным будет пропил металла с толстыми стенками;
- а если зубьев меньше, то снижается нагрузка на всю площадь полотна пилы;
- при распиливании металла напряжение распределяется равномерно на всю поверхность пилы с большим количеством режущих кромок.
В большинстве случаев количество зубьев на пиле ленточного типа варьируется от 3 до 24 штук.
Также нужно учитывать не только количество зубьев, но и их размеры. Рекомендации по выбору будут такие:
- зубцы большего размера смогут совершать глубокие пропилы, например, их лучшего брать для нарезки стволов деревьев;
- для распила тонкостенных металлических листов лучше всего, чтобы режущая кромка имела небольшую высоту.
Также шаг зубьев должен соответствовать по размеру ответной части, расположенной на станке. При более рациональном применении требования к шагу следующие:
- при формировании тонкого металлического листа небольшого размера выбирайте постоянный крупный шаг;
- для резки больших полотен нужно выбирать модели с частным и равномерным размещением зубцов;
- для обработки мягких материалов разной природы берите переменный зуб, при этом пила не засоряется и скорость работы будет большей.
Также немаловажный параметр – это разводка зубцов. Она влияет на качество самой работы и на уровень вибрации. Делать выбор нужно согласно следующим рекомендациям:
- волнистый профиль подходит для тонкого металла или небольших заготовок;
- стандартный профиль, где все элементы режущей кромки размещены равномерно с обеих сторон с одним дополнительным зубом по центру, используется для раскройки объемных металлов, для контурной нарезки или же для установки вертикального станка;
- переменный профиль имеет попарное размещение зубьев справа и слева. Эффективность пропила в данных моделях выше, а нагрузка на режущий элемент ниже. Соответственно, стоимость таких моделей гораздо выше обычных.
Качество заточки пилы
Обязательно при выборе ленточной пилы обращайте внимание на качество ее заточки. Проверить этот параметр можно так:
- проверьте зубья на остроту;
- убедитесь в том, что материал конструкции однороден;
- проверьте, насколько ровна линия на режущей кромке.
Также при выборе наиболее подходящей для вас модели пилы обязательно уточняйте, есть ли возможность перезаточить пилу , если в этом будет необходимость, а также сколько существует циклов обновления кромки для той или иной модели пилы ленточного типа.
Производители ленточных пил
При покупке пилы обращайте внимание на компанию-производителя. Такие инструменты производятся как в России, так и за рубежом. Отличить оригинал от подделки можно благодаря сертификатам качества и правильной маркировке товара.
Наиболее известные марки на рынке ленточных пил – это:
- Arntz (Германия). Старый производитель, который хорошо известен не только в Европе, но и во всем мире, также он имеет филиалы далеко за пределами Германии. Качество продукции очень тщательно контролируется, постоянно проводятся исследования в области технологий. Ленточные пилы данной марки целиком соответствуют всем текущим требованиям к качеству. Наиболее популярные модели – твердосплавные;
- Lenox (США). Тоже достаточно популярный бренд на этом рынке. Особенностью производства является нанесение на все пилы специального защитного покрытия на основе нитрида алюминия-титана. Благодаря этому покрытию изделия более прочны и износостойкие, также их можно применять в условиях повышенной нагрузки и бесперебойной работы. Так, они отлично справятся с нарезкой материалов, имеющих большую абразивность. Также при работе станка скорость не ограничена. Единственный минус таких пил – это их достаточно высокая стоимость;
- Wikus – данный бренд на рынке ленточных пил тоже очень известен, выпускает эту продукцию этот производитель тоже достаточно давно. Одной из отличительных особенностей является широкий ассортимент моделей. Благодаря такому решению покупатель имеет возможность выбрать максимально подходящий вариант под те или иные работы в зависимости от направления и масштабов своей деятельности;
- Forezienne (Франция) – все ленточные пилы этой марки изготавливаются из стали, в основе которой содержится обогащенная руда. В процессе формирования сырья выполняются чередующиеся процессы по закалке и отпуске, а также горячий и холодный прокат. Все это обеспечивает высокие показатели пилы в плане режущих характеристик и ее прочности;
- Lennartz (Германия) – данный производитель является крупнейшим в своей области на территории Европы. Особое внимание он уделяет производству пил на основе композиционных сплавов. Фирменная технология предусматривает, что на основе высокопрочной стали сделано не только режущее полотно, но и закалки. А зубчатая кромка сделана отдельно из быстрорежущей стали и потом приваривается;
- Doall (США) – этот производитель не относится к сильно крупным, но его продукция тоже достаточно популярна в США и за ее пределами. Продукция имеет полный комплекс высоких показателей всех характеристик. Для изготовления ленточных пил применяется высокопрочная сталь, а все технологические процессы строго соблюдены. Пилы будут служить долго независимо от нагрузки на них и способа применения. Также стоит отметить и безупречную репутацию этой компании, на ее продукцию пожаловаться просто нельзя.
Что учитывать при использовании пилы
Вполне естественно, что срок эксплуатации ленточной пилы будет зависеть не только от выбора производителя и ее характеристик, но также и от того, насколько правильно вы будете ее использовать.
Помните, что применение ленточной пилы должно осуществляться согласно требуемым условиям рабочего процесса:
- тип пилы и разрезаемый материал должны подбираться правильно по отношению друг к другу;
- должна соблюдаться правильная скорость раскройки;
- режущая часть пилы не должна перегреваться;
- пила должна быть правильно натянута;
- вы обязаны разумно распределять время работы инструмента.
Если вам для профессиональной деятельности или для бытовых нужд потребуется ленточная пила по металлу или другому материалу, вы будете знать, что нужно учитывать при выборе этого инструмента, чтобы работа была выполнена качественно и на совесть.
Оцените статью: Поделитесь с друзьями!stanok.guru
Ленточнопильные технологии: быстрая и качественная резка различных материалов: Резка металла ленточной пилой
Резку металла осуществляют большим количеством способов, сюда относятся и механические, и тепловые, такие как сварка. Говоря о пилах по металлу, можно выделить два больших класса, это циркулярные и ленточные пилы. Циркулярные используются уже давно наряду с машинными и ручными ножовочными полотнами, а вот технологии пиления ленточными пилами появились не так давно, но уже завоевали своих потребителей и продолжают вытеснять другие традиционные способы пиления.
Если сравнивать стоимость и производительность различных способов резки металла, то при обработке листовых материалов циркулярные пилы по металлу проигрывают только гильотинным ножницам. При резке профиля и труб лучшие показатели у ленточных пил, однако надо помнить, что в большинстве случаев и ножницы, и ленточные пилы по металлу это стационарные агрегаты. Циркулярные пилы, таким образом, завоевали популярность еще и своей мобильностью. Кроме того, они универсальны, так как могут резать не только металл, но и прочие материалы, не превышающие допустимые показатели твердости. А это почти все стройматериалы, дерево, цветные металлы и так далее. Таким образом, циркулярки просто незаменимы на объектах производства и строительства, они безопасны, так как защищены специальным кожухом, а ряд моделей имеет специальное устройство для сбора стружки.
Однако при всех преимуществах циркулярных пил, ленточные пилы по металлу используются гораздо чаще. Ленточные пилы по металлу – это ленточно пильный станок, оснащенный в качестве режущего инструмент ленточнопильным полотном, сваренным в бесконечную петлю. Одно из важнейших требований к изготовлению таких пил это качество материала полотна и зубьев. Для резки разных видов металлов используются различные по конструкции полотна ленточных пил. По составу полотна они делятся на ленточные пилы из углеродистой стали и биметаллические ленточные пилы по металлу. При подборе шага зубьев необходимо соблюдать условие одновременного нахождения в пропиле не менее трех зубьев пилы. Для облегчения начала процесса пиления производят приработку или, другими словами, обкатку ленточной пилы, т.е. используют режимы резания в 50% от технологически оптимальных для конкретной операции. Практика показывает, что биметаллические ленточные пилы по металлу намного превышают по стойкости и качеству пиления свои аналоги их углеродистых сталей. В первом случае пила будет служить намного дольше, обеспечивать лучшие показатели резки, ее не так легко сломать при неумелом обращении. Кроме того, надо помнить, что полотна пил по металлу не подлежат заточке, если оно износилось – ставим новое.
pilenie.blogspot.com
Заточка Пил По Металлу – NZIZN.RU
Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие энергозатраты на разделку материала. И, в конце концов, ленточной пилой можно разрезать заготовку фактически хоть какой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала. Но чтоб пользоваться всеми этими преимуществами, ленточные пилы необходимо уметь верно подготавливать к работе. К главным предварительным операциям относятся заточка и разводка ленточных пил.
Материал пил
Пилы для дерева создают из инструментальной легированной стали, имеющей твердость 40-45 HRC. Российские производители употребляют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., забугорные. свои стали (C75, Uddeholm UHB 15 и пр.). Заточка ручных столярных как правильно делать разводку ручных пил по дереву. При закалке зубьев таких пил токами высочайшей частоты они могут получать твердость до 64 HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов маленький толщины также изготавливают из инструментальной стали с неотклонимой закалкой зубьев токами высочайшей частоты. Но почаще для резки металла употребляют биметаллические пилы, у каких полотно сделано из пружинной стали, а полоса, на которой нарезаются зубья, из быстрорежущей стали с высочайшим содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электрическим лучом.
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и иных металлов.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на базе хрома и кобальта с добавками вольфрама и/либо молибдена) либо припаивая к ним пластинки из жестких сплавов. Такие пилы превосходят по своим режущим возможностям биметаллические. Их употребляют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и иных тяжело поддающихся обработке резанием материалов.
Геометрия зубьев ленточных пил
Для распиловки древесной породы используются три главных типа зубьев: для столярных работ, для делительных пил, для распиливания брусьев и бревен.
Определенные значения углов заточки ленточных пил определяются производителями, исходя из огромного количества причин. В общем же можно выделить такую зависимость. чем тверже древесная порода, тем меньше фронтальный угол (γ).
Для пил по металлу также употребляют различную форму зуба зависимо от того, для резки какого металла они предусмотрены. У пил с неизменным шагом различают две главные формы.
Стандартная, созданная для резки тонкостенного металла с недлинной стружкой с фронтальным углом (γ) равным 0°.
Зуб с положительным фронтальным углом (γ), применяемый в пилах для резки толстостенного металла с длинноватой стружкой.
Для тонкостенного материала используют пилы с относительно малым шагом (количество зубьев на дюйме. от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большенном количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некие пилы делают с переменным шагом, при котором расстояние меж зубьями меняется в рамках отдельной группы. Размер шага обозначается большим и минимальным значениями.
Развод ленточных пил
Есть некоторое количество видов разводки, наименования которых могут отличаться у различных производителей. Для пил по металлу с постоянным поэтому разводка и правильная заточка ленточных пил. Главные виды такие.
Стандартная, при которой зубья попеременно отгибаются в обратные стороны.
Зачищающая, у которой после отгиба 2-ух зубьев, 3-ий не разводится, оставаясь на месте.
Применяется в главном для пил, созданных для резки особо жестких сплавов и материалов. Каждый 3-ий зуб имеет трапецеидальную форму, он остается по центру пилы и служит для направления всей пильной ленты.
Волнистая, самая непростая, при которой зубья отгибаются с переменным значением величины отгиба, образуя своеобразную волну.
Заточка ленточной пилы. Заточной станок для ленточных пил ТЕМП. боразон (алмаз)
Этапы ремонта и производства ленточных пил. Заточной станок для ленточных пил ТЕМП. боразон (алмаз)
Заточка ручных столярных пил и ножовок своими руками
Основы ручной заточки столярных пил и ножовок продольного и поперечного распила. В этом видео мы затачиваю
При разводе отгибают не весь зуб, а только его часть на расстоянии 1/3-2/3 от вершины. У производителей пил имеются свои рекомендации по параметрам развода их пил, однако в общем случае значения, рекомендуемые ими, укладываются в диапазон 0,3-0,7 мм.
Общим правилом является то, что развод у ленточных пил для резки мягких пород древесины должен быть больше, чем у пил для обработки твердых пород. Но никогда не должен быть такой выгиб зубьев, чтобы оставался не вырезанный клин по центру.
При разводе должна быть обеспечена его одинаковость для всех зубьев. Отклонение не должно превышать 0,1 мм. При неравномерной разводке пила может уходить в сторону более сильного развода.
Приспособления для развода
Простое рычажное разводное устройство (модель РУ-05) представлено на рисунке ниже.
Пила устанавливается в паз устройства зубом напротив щупа стрелочного индикатора, служащего для замера величины развода. Заточка пил по металлу. С помощью передвижной шкалы стрелка индикатора устанавливается на ноль.
При нажатии на разводной рычаг болт (1) давит на зуб, изгибая его и осуществляя тем самым его разводку. Стрелка индикатора показывает величину разводки. Вворачиванием или выворачиванием болта устанавливается её требуемое значение, после чего болт стопорится контргайкой (2).
Развод осуществляется через один зуб, после чего полотно разворачивается, и операция повторяется в отношении остальных зубьев.
Есть и более простые устройства для развода, предназначенные для развода пил-ножовок. Хотя они не могут обеспечить высокой точности и требуют определенных физических усилий, в крайнем случае, можно воспользоваться и ими.
Заточка ленточных пил
В зависимости от твердости зубьев, для заточки ленточных пил применяются разные круги. электрокорундовые, алмазные или эльборовые (они же боразоновые). Для заточки пил из инструментальной стали используются корундовые круги на бакелитовой основе. Заточка дисковых пил по алюминию и чтобы заточка ручных ножовок по дереву принесла. Заточка биметаллических леточных пил или других пил с зубьями высокой твердости требует эльборового или алмазного круга.
Форма используемого круга определяется параметрами пилы и способом заточки. т.е. тем, какой у пилы профиль зуба и какая затачивается грань. Круг может быть профильным (иметь форму идентичную профилю зуба), плоским, чашечным, тарельчатым. Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки. Окружная скорость не должна превышать 20-25 м/с.
Для повышения стойкости заточки, важной является её доводка (обработка передней и задней грани мелкозернистым оселком), осуществляемая после заточки.
Большинство инструкций по заточке ленточных пил рекомендуют производить заточку по передней поверхности зуба или одновременно по передней и задней поверхностям. На практике же нередко заточку производят по одной задней поверхности зуба. из-за особого удобства этой операции.
Вообще, ленточные пилы отличаются неприхотливостью в отношении заточки. Их можно затачивать разными по составу и форме кругами, по профилю зуба или передней и/или задней поверхностям, специальными станками и вручную.
Можно выделить два основных способа заточки ленточных пил. полнопрофильную заточку боразоновым профильным кругом и заточку граней зуба по отдельности.
Полнопрофильная заточка ленточной пилы является наиболее качественной. При ней эльборовый круг, имеющий форму, точно соответствующую форме профиля зуба, за одно движение затачивает всю межзубовую впадину с задней и передней поверхностями соседних зубьев. При этом абсолютно точно сохраняются все параметры профиля зуба и исключаются угловатые формы у основания зуба, ослабляющие пилу.
Станки и приспособления для заточки
Недостатком полнопрофильной заточки является необходимость иметь свой заточной круг для каждой пилы определенного профиля.
Существует большое количество станков для заточки пилы по передней, задней или передней и задней поверхностям зуба. В качестве заточных кругов применяются плоские круги с подходящим абразивом. электрокорундом, эльбором или алмазным напылением.
Принцип их работы схож с действием станков для полнопрофильной заточки. Движение круга с двигателем синхронизировано с движением толкателя, пошагово передвигающим пилу.
Специальные заточные станки с автоматическим режимом заточки целесообразно использовать при большом объеме заточных работ. При эпизодической заточке ленточной пилы в домашних условиях резоннее затачивать пилу вручную на обычном заточном станке или с помощью гравера. Затачивать можно как по передней, так и задней грани.
Так выглядит заточка ленточной пилы по передней поверхности зуба на заточном станке корундовым кругом со скошенной под передний угол кромкой.
Заточка ленточной пилы по задней поверхности:
Нужно не забывать периодически править шлифовальный круг.
А вот так выглядит заточка по задней поверхности зуба гравером с маленьким плоским кругом.
Несмотря на большую скорость вращения (10000 об/мин, при минимальной скорости вращения), благодаря маленькому диаметру круга (20-30 мм) обеспечивается нормальная окружная скорость. 11-16 м/с. При работе нужно обязательно одевать защитные очки или маску, т.к. из-за утончения круга, велика вероятность его частичного или полного разрушения.
Ну, а если отсутствует станок и гравер, заточить пилу можно и “дедовским” способом. с помощью надфиля. Заточка фрез по металлу на для корректировки режущей кромки алмазных дисковых пил. Заточка осуществляется несколькими движениями (3-4) по задней и/или передней грани зуба. Вообще-то, операция эта довольно простая и навык качественной заточки при определенном старании приобретается довольно быстро.
nzizn.ru
Подбор шага зубьев ленточной пилы по металлу
Если ширина, толщина и длина ленточной пилы по металлу являются паспортными характеристиками, указанными в инструкции по эксплуатации станка, то шаг зубьев должен быть тщательно подобран в зависимости от размеров и формы распиливаемых заготовок. Правильный выбор шага зубьев обеспечивает длительный срок службы пилы: оказывает надлежащее давление зубьев и достаточные размеры впадины между зубьями для отвода стружки.
Ленточные пилы по металлу производятся с постоянным или переменным шагом. Шаг, или TPI, – это английское сокращение от Tooth Per Inch, обозначающее количество зубьев на дюйм, равное 25,4 мм. Переменный шаг более предпочтителен при резке металла, так как имеет гораздо больший рабочий диапазон по сравнению с постоянным шагом, что уменьшает шум и вибрацию, возникающие при пилении.
Существуют определенные правила, выявленные экспериментальным путем:
- Как минимум на длине реза должны находиться 3 зуба. Если меньше, то зуб может запасть и сломаться.
- Максимально на длине реза могут находиться 24 зуба. В случае, когда количество зубьев перекрывает максимальное значение, впадина между зубьями не вмещает стружку, пила перегревается, срок службы существенно сокращается.
- Оптимальное количество зубьев на длину реза – от 6 до 12.
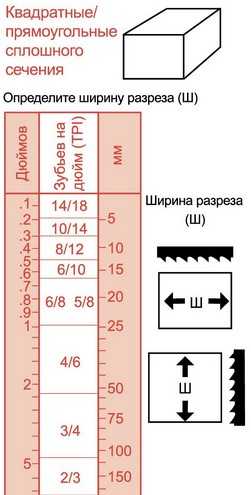
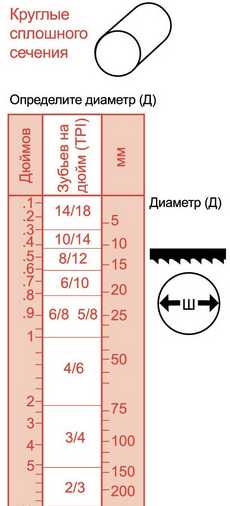
Для облегчения выбора шага зубьев используют специальные таблицы
- Выберите таблицу согласно форме заготовки
- Подберите шаг зубьев, учитывая размеры распиливаемой заготовки
Табл. 1. Заготовки сплошного сечения
Пакетная резка
Для резания полнотелых заготовок
| до 25 | 10/14 |
| 15 – 40 | 8/12 |
| 25 – 50 | 6/10 |
| 35 – 70 | 5/8 |
| 40 – 90 | 5/6 |
| 50 – 120 | 4/6 |
| 80 – 150 | 3/4 |
| 130 – 350 | 2/3 |
| 150 – 450 | 1,5/2 |
Таб. 2 Заготовки профильного сечения и трубы
Выбираем максимальный размер отрезаемой детали. Затем выбираем толщину стенки. Пересечение этих двух параметров в таблице показывает рекомендуемый шаг зубьев. Для более быстрой резки можно использовать ближайший больший шаг. Более мелкий шаг использовать не рекомендуется, так как переполнение впадин между зубьями стружкой ведет к выходу из строя пилы.
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 500 | |
| 2 | 14 | 14 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 8/12 | 8/10 |
| 3 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 |
| 4 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 |
| 5 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 |
| 6 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 8 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 | 3/4 | |
| 12 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 2/3 | 2/3 | |
| 20 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 50 | 2/3 | 2/3 | 2/3 | 2/3 |
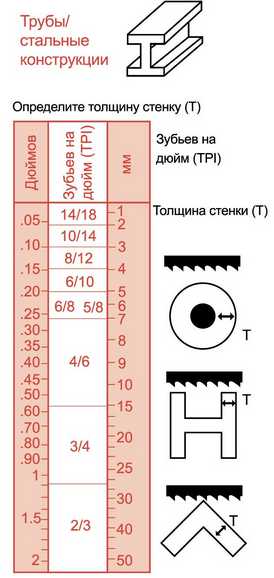

При резке пакета труб используйте удвоенное значение толщины стенки.
Правильный выбор ленточной пилы – гарантия долговечности ее работы!
saw-master.ru