Болт деталь: Болт (деталь машины) | это… Что такое Болт (деталь машины)?
alexxlab | 22.01.2023 | 0 | Разное
Болт (деталь машины) | это… Что такое Болт (деталь машины)?
Толкование
- Болт (деталь машины)
Болт — крепёжная резьбовая деталь в виде цилиндрического стержня с головкой, часть которого снабжена резьбой, предназначенной для навинчивания гайки.
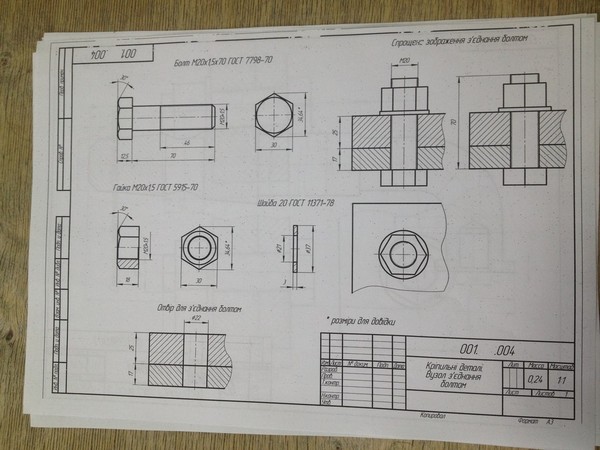
Условное графическое изображение болта. На рисунке представлен болт в исполнении 1 по ГОСТ 7805-70 и ГОСТ 7798-70
Болт с шестигранной головкой с навинченной гайкой
В зависимости от назначения, применяются болты разнообразных конструкций, с головками различной формы:
- откидные (ГОСТ 3033-79*)
- анкерные (ГОСТ 24379.1-80)
- рым-болты (ГОСТ 4751-73*)
- болты с шестигранной головкой (ГОСТ 7798-70*, ГОСТ 7805-70*, ГОСТ 15589-70*, ГОСТ 7796-70*, ГОСТ 7808-70*, ГОСТ 15591-70*, ГОСТ 7795-70*, ГОСТ 7811-70*, ГОСТ 15590-70*, ГОСТ 7817-80*, ГОСТ 10602-72*, ГОСТ 18125-72*
- болты с полукруглой головкой (ГОСТ 7783-81*, ГОСТ 7801-81*, 7802-81*)
- болты с потайной головкой (ГОСТ 7785-81*, ГОСТ 7786-81*, ГОСТ 17673-81*)
- с фланцем (DIN 6921)
Классификация болтов по сферам применения:
- Лемешные используются для крепления навесного оборудования для сельскохозяйственных машин.

Класс прочности: 3.6; 3.8; 4.6; 4.8.
- Мебельные используются в мебельной промышленности и строительстве.
Класс прочности: 3.6; 4.6; 5.8
- Высокопрочные используются в агрессивных средах в условиях химических производств, при работе в высокотемпературных режимах,в конструкциях , механизмах и на других объектах, работающих в условиях пониженных температур ( в т.ч. Крайнего Севера),при высоких требованиях по выдерживанию больших разрывных усилий, предъявляемых к крепежным соединениям, испытывающим повышенные динамические и статические нагрузки,при необходимости достичь высокую прочность соединения, в т.ч. соединение деталей с/х машин, ж/д креплений, креплений деталей и соединений кранов, в мостостроении, при креплении ограждений автодорог.
Является наиболее распространённым видом деталей машин, сооружений.
Класс прочности: 8.8; 10.9
По действующей международной классификации к высокопрочным болтам относятся изделия, временное сопротивление которых больше или равно 800 Мпа.
Исходя из этого параметра, классы прочности для высокопрочных болтов начинаются с класса 8.8 для болтов и 8 для гаек. Прочностные характеристики болтов определяются, выбором соответствующей марки стали и технологией его изготовления. Современная технология изготовления высокопрочных болтов, базируется на использовании методов холодной или горячей высадки заготовок и накатки резьбы на специальных автоматах. Применяются различные холодно и горячевысадочные автоматы, способные изготавливать высокопрочные болты с высокой производительностью (100-200 шт/мин). В качестве исходного сырья используются низкоуглеродистые и легированные стали( с со-держанием углерода не более 0,40%) марок 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Механические свойства высокопрочных болтов, также определяются свойствами используемой стали с последующей термической обработкой в электропечах с защитной средой, предотвращающей обезуглероживание изделий. Метизное производство располагает необходимым оборудованием для изготовления термообработанного высокопрочных болтов наиболее широко употребляемых классов прочности 8.- Дорожные используются для дорожных ограждений, для специальных металлоконструкций
Класс прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 8.8; 10.9
- Машиностроительные используются в машиностроении, автомобилестроении, приборостроении и строительстве в качестве деталей соединения.
Класс прочности: 3.6;4.6;4.8;5.6;5.8;6.6;8.8;10.9
Наиболее распространены болты с шестигранной головкой под гаечный ключ.Механические свойства болтов, винтов и шпилек из углеродистых нелегированных и легированных сталей по ГОСТ 1759.4-87[1] (нормальных условиях характеризуют 11 классов прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9. Первое число умноженное на 100, определяет номинальное временное сопротивление в Н/мм², второе число (отделённое точкой от первого) умноженное на 10, — отношение предела текучести к временному сопротивлению в процентах.
Произведение чисел, умноженное на 10, определяет номинальный предел текучести в Н/мм².
Для закрепления соединяемых деталей, болт вставляется в сквозное отверстие в этих деталях, затем на резьбу болта навинчивают гайку и стягивают детали с её помощью. Фиксация деталей в направлениях, перпендикулярных стержню болта, обеспечивается за счёт сил трения от затяжки болта, при условии что эта сила больше чем сдвигающая сила. В том случае когда часть нагрузки в этом направлении несёт болт, стержень болта и отверстия в деталях изготавливают с большей точностью. При этом болты работают как штифты. Для предотвращения деформации деталей и/или самооткручивания гайки под головку болта и под гайку подкладывают различные шайбы.См. также
- Болт молли
- Винт (деталь)
- Резьбовое соединение
Литература
- Богданов В. Н., Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению.. — М.: Машиностроение., 1989. — С. 864. — ISBN 5-217-00403-7

 Исходя из этого параметра, классы прочности для высокопрочных болтов начинаются с класса 8.8 для болтов и 8 для гаек. Прочностные характеристики болтов определяются, выбором соответствующей марки стали и технологией его изготовления. Современная технология изготовления высокопрочных болтов, базируется на использовании методов холодной или горячей высадки заготовок и накатки резьбы на специальных автоматах. Применяются различные холодно и горячевысадочные автоматы, способные изготавливать высокопрочные болты с высокой производительностью (100-200 шт/мин). В качестве исходного сырья используются низкоуглеродистые и легированные стали( с со-держанием углерода не более 0,40%) марок 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Механические свойства высокопрочных болтов, также определяются свойствами используемой стали с последующей термической обработкой в электропечах с защитной средой, предотвращающей обезуглероживание изделий. Метизное производство располагает необходимым оборудованием для изготовления термообработанного высокопрочных болтов наиболее широко употребляемых классов прочности 8.
Исходя из этого параметра, классы прочности для высокопрочных болтов начинаются с класса 8.8 для болтов и 8 для гаек. Прочностные характеристики болтов определяются, выбором соответствующей марки стали и технологией его изготовления. Современная технология изготовления высокопрочных болтов, базируется на использовании методов холодной или горячей высадки заготовок и накатки резьбы на специальных автоматах. Применяются различные холодно и горячевысадочные автоматы, способные изготавливать высокопрочные болты с высокой производительностью (100-200 шт/мин). В качестве исходного сырья используются низкоуглеродистые и легированные стали( с со-держанием углерода не более 0,40%) марок 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Механические свойства высокопрочных болтов, также определяются свойствами используемой стали с последующей термической обработкой в электропечах с защитной средой, предотвращающей обезуглероживание изделий. Метизное производство располагает необходимым оборудованием для изготовления термообработанного высокопрочных болтов наиболее широко употребляемых классов прочности 8.
 Произведение чисел, умноженное на 10, определяет номинальный предел текучести в Н/мм².
Произведение чисел, умноженное на 10, определяет номинальный предел текучести в Н/мм². — ISBN 5-217-00403-7
— ISBN 5-217-00403-7Wikimedia Foundation. 2010.
Игры ⚽ Поможем решить контрольную работу
- Болт (крепежный винт)
- Болт (фильм)
Полезное
технологии, марки стали, техпроцесс |
Время прочтения статьи: 20 минут
Автор статьи: pkmetiz.ru
Содержание
- 1 Болты — востребованные метизы
- 2 Заготовка для изготовления крепежа — какой должна быть?
- 3 Технологическое изготовление болта
- 3.1 Изготовление на токарно-винторезном станке
- 3.2 Изготовление болтов холодной штамповкой
- 3.3 Изготовление болтов горячей штамповкой
Болт — это крепежный элемент, который широко применяется в строительстве, производстве технических приборов, бытовой техники, в машиностроении и во многих других областях. Как происходит изготовление детали болт на производстве и в условиях обычной мастерской, читайте в наше статье.
Болты — востребованные метизы
Деталь болт состоит из шляпки и шпильки (стержня) с наружной резьбой. Шляпка чаще всего имеет шестигранную форму. На головке может быть прямой или крестообразный шлиц. На многих разновидностях болтов шлиц отсутствует.
В болтовом соединении фиксация выполняется с помощью гайки, которую накручивают до нужного уровня на резьбу. Болтовое соединение появилось гораздо раньше сварки. Если сравнивать крепеж с помощью болтов и сварные швы, у болтового соединения есть следующие недостатки:
- При использовании болтового крепежа выше расход металла, чем при сварке.
- Прочность и долговечность болтового соединения зависит не только от прочности метиза, но и от баланса силы затяжки и плотности фиксации болта.
- Для обеспечения высокопрочного соединения требуется соответствие прочности резьбы болта и резьбы гайки. Любое несоответствие негативно сказывается на качестве крепежа.
- Нагрузка на болт при закручивании и при эксплуатации должна быть центрированная. Этот вид метизов не рассчитан на длительные нагрузки с изгибающим усилием.
- Болтовое соединение не такое прочное из-за отверстия.
 Этот вид метизов не рассчитан на длительные нагрузки с изгибающим усилием.
Этот вид метизов не рассчитан на длительные нагрузки с изгибающим усилием.При этом у болтов есть важные преимущества:
- Универсальность. Болты можно найти везде: в сборке летательных аппаратов и в кухонной бытовой технике.
- Простой монтаж. При затягивании следует учитывать материал, в который закручивается метиз. Для застопоривания резьбы (чтобы гайки не раскручивались) в условиях вибрации принято использовать анаэробные герметики.
- Надежность и длительный срок эксплуатации. Под каждый тип условий эксплуатации болтового соединения можно подобрать детали из соответствующего материала (легированные и углеродистые стали, латунь и другие сплавы).
- Возможность разобрать соединение за считаные минуты. В редких случаях происходит закисание головки болта: если использована деталь, не имеющая антикоррозийного покрытия, или в случае длительной эксплуатации крепежа.

Классификация болтов по конструктивным особенностям и сфере применения:
- Высокопрочные болты — крепежные изделия из легированных сталей (содержание углерода до 0,4%), работают на осевое растяжение. Болты высокопрочные термически обрабатывают в специальных электрических печах для увеличения прочности и защиты деталей от коррозии. Для затягивания гаек на высокопрочных болтах необходим специальный ключ.
- Самонарезающие болты — изготавливаются из термоупрочненной стали. Крепеж не сквозной. Используются для крепления профлиста и прочих листовых материалов к каркасу, фахверку или обрешетке.
- Анкерные болты — передают растягивающее усилие с вертикальных конструктивных элементов на основание. Пример использования — закрепление оконной рамы внутри проема.
- Болты особой конструкции — болт анкерного типа с гайкой, рым-болт (на головке имеется проушина или кольцо), метизы с T-образной и U-образной головкой, с квадратной формой подголовка, изогнутые болты для фундамента. Метизы предназначены для конкретных задач.
 Метизы предназначены для конкретных задач.
Метизы предназначены для конкретных задач.По типу резьбы различают следующие виды болтов:
- С метрической резьбой — форма профиля резьбы равнобедренный треугольник.
- С трапециевидной резьбой — форма профиля резьбы трапеция.
- С упорной резьбой — профиль резьбы имеет форму треугольника с прямым углом у основания. Этот вид резьбы применяется для компенсации значительных нагрузок в боковых направлениях.
- С прямоугольной резьбой — такие болты используются при высоком давлении на крепежную деталь.
Если вы умеете обращаться с токарно-винторезным станком и нарезать резьбу плашкой, небольшую партию метизов можно сделать самостоятельно. Если же болты нужны в большом количестве, проще заказать партию изделий заводского качества или приобрести необходимый крепеж в магазине.
Заготовка для изготовления крепежа — какой должна быть?
Прежде чем приступить к технологическому процессу изготовления болта, необходимо определить его основные параметры:
- Диаметр резьбы (варьируется от 1,6 до 160 мм).
- Диаметр участка шпильки, на котором резьба отсутствует.
- Размер крепежа под ключ (обычно составляет 1,3-1,4 диаметра шпильки для шестигранных метизов).
- Длина шпильки, длина резьбы.
- Наличие отверстий, шлицов, углублений в головке.
- Уровень точности изготовления (повышенная, нормальная, грубая, классы А, В и С соответственно).
В качестве материала для будущего болта используется стальная заготовка. В зависимости от предназначения и класса прочности метиза, используются разные виды стали:
- Легированные стали марок А2 и А4.
- Стали закаленные и отпущенные, с присадками из бора, марганца или хрома.
- Коррозионно-стойкие стали (марки 20Х13, 20Х18Н10Т).
Болты изготавливают из сплавов цветных металлов (медь, латунь, бронза). Заготовки для дальнейшего нанесения резьбы на станке можно приобрести в магазинах крепежа. В условиях производства заготовки делают в промышленных масштабах методом штамповки. В качестве исходного материала при изготовлении болта на токарном станке используется стальной пруток, имеющий шестигранную либо цилиндрическую форму.
К качеству заготовок для заводской штамповки предъявляют более высокие требования. При оценке качества исходного сырья проверяют следующие параметры:
- Пластичность стали, прочностные и антикоррозийные характеристики.
- Наличие структурных дефектов (пузырей газа, включений неметаллов, неровностей поверхности).
Заготовки для холодной штамповки предварительно чистят от внешних дефектов механическим путем или прокаливанием. Для удаления ржавчины и жировых загрязнений заготовки выдерживают в растворе серной кислоты или в концентрированной соляной кислоте. Очищенные заготовки подвергают известкованию, затем наносят смазочный материал. Только после всех перечисленных манипуляций сырье поступает на штамповку. Для горячей штамповки заготовки нарезают с помощью ленточных станков. Исходное сырье проверяют также тщательно, как в случае с холодной штамповкой.
Технологическое изготовление болта
Существуют два принципиально разных метода изготовления этого вида крепежа:
- Точение — процесс изготовления болтов штучно или небольшими партиями из стального прутка на токарно-винторезном станке.
- Холодная или горячая штамповка в заводских условиях с последующей накаткой резьбы.

Процесс изготовления болтов независимо от метода состоит из следующих этапов:
- Подготовка металлического прутка (катанки).
- Нарезание заготовок нужной длины.
- Выполнение фаски на конце шпильки.
- Формовка головки болта.
- Нарезание резьбы.
На всех стадиях производства выполняется контроль качества. При изготовлении метизов по индивидуальному чертежу первая изготовленная деталь проверяется максимально тщательному контролю. При обнаружении отклонений от технического задания следует пересмотреть технологический процесс изготовления болта и найти причину несоответствия.
Изготовление на токарно-винторезном станке
Этапы и методы обработки заготовки зависят от типа исходного материала (шестигранный или цилиндрический пруток, характеристики металла), а также от степени точности заготовки. Горячекатанные заготовки обладают меньшей точностью, что исключает возможность точного центрирования будущей детали на токарно-револьверном станке или на станке с ЧПУ.
Техпроцесс изготовления детали болт на токарном станке из холоднотянутого шестигранного прутка делится на несколько этапов:
- От стального прутка с помощью ножовки по металлу отрезают заготовку нужной длины.
- Заготовку фиксируют в шестигранной цанге, чтобы головка детали не смесилась относительно центральной оси будущего болта.
- Подрезка торца прутка в размер, центрирование на токарно-винторезном станке.
- Обтачивание заготовки до получения заданных размеров, снятие фаски с помощью резцов.
- Нарезание резьбы с помощью плашки или
резьбового резца. - Обтачивание головки болта, снятие фаски.
- Обработка головки фрезой.
Если имеются особые требования к шестиграннику головки детали, техпроцесс изготовления болта на токарном станке усложняется. Чтобы исключить смещение оси головки относительно оси цилиндра, заготовку подвергают дополнительной обработке.
Изготовление болтов холодной штамповкой
Первый этап техпроцесса — подготовка металла к процессу штамповки:
- Поверхность заготовки должна быть ровной и блестящей. Зачистку поверхности в условиях производства выполняют механически либо с помощью прокаливания.
- Выполняется очистка от окалины и жировых загрязнений.
- Смазывания поверхности заготовки (предварительно поверхность металла покрывают подсмазочным слоем, перед волочением это обязательно).
 Зачистку поверхности в условиях производства выполняют механически либо с помощью прокаливания.
Зачистку поверхности в условиях производства выполняют механически либо с помощью прокаливания.Окалину с поверхности металлических заготовок обычно удаляют путем травления. Для этого пруток погружают в раствор серной или соляной кислоты определенной концентрации на время от 5 минут до получаса. Чтобы устранить травильный шлам, заготовки промывают в горячей воде. Если травление проводилось с помощью раствора серной кислоты, остатки смывают и нейтрализуют известкованием прутка.
Изготовление болтов из металлического прутка происходит без нагрева металла. Деформация заготовки при холодной штамповке сопровождается наклепом — увеличением механической прочности металла. Готовая деталь получается путем заполнения стандартного штампа заданной конфигурации материалом заготовки. Далее происходит высадка детали — извлечение готового металлического метиза из штампа.
Далее происходит высадка детали — извлечение готового металлического метиза из штампа.
Преимущества метода холодной штамповки при производстве болтов:
- Высокий уровень производительности техпроцесса.
- Максимальная чистота поверхностей деталей и точность типоразмеров.
- Изготовление болтов с диаметром стержня до 52 мм.
При выборе метода холодной штамповки следует учитывать соотношение размеров головки и диаметра стержня детали, а также соотношение диаметра головки к ее высоте и показатели относительной и истинной деформации. Если соотношения для перечисленных величин выше критических значений, следует рассмотреть возможность изготовления детали горячей штамповкой.
Изготовление болтов горячей штамповкой
Суть горячей штамповки заключается в осадке металла и к перераспределению его от середины к краям штампа. Если штамповка происходит в открытых штампах, образуется заусенец из металла (облой). Штамповка в закрытых штампах называется безоблойной. Техпроцесс изготовления детали болт с помощью горячей штамповки начинается с очистки и нарезания заготовок. Затем заготовки проходят полный цикл операций по превращению в прочный и надежный крепеж:
Техпроцесс изготовления детали болт с помощью горячей штамповки начинается с очистки и нарезания заготовок. Затем заготовки проходят полный цикл операций по превращению в прочный и надежный крепеж:
- Разогрев до 1000 градусов с помощью индуктора.
- Формирование головки детали с помощью ударного пресса.
- Снятие фаски на фрезерном станке.
- Нарезание резьбы на автоматическом станке.
Чтобы обеспечить высокую коррозийную стойкость крепежа, болты подвергают оцинковке. Этапы нанесения покрытия:
- Промывка деталей в горячей воде.
- Химическая очистка поверхности от окислов металла путем травления в соляной кислоте.
- Нейтрализация оставшейся кислоты с помощью повторной промывки водой.
- Погружение деталей в цинковый раствор, разогретый до температуры 450 градусов.
При химической гальванизации слой цинка на деталь осаждают в растворе электролита. Готовые болты полируют и устраняют механические дефекты.
Горячая штамповка обеспечивает высокие прочностные характеристики готовых метизов. В первую очередь это касается штамповки в закрытых штампах. Повышенная прочность объясняется тем, что волокна, ориентированные по форме контура штампа, не обрезаются вместе с заусенцем (безоблойная штамповка).
В первую очередь это касается штамповки в закрытых штампах. Повышенная прочность объясняется тем, что волокна, ориентированные по форме контура штампа, не обрезаются вместе с заусенцем (безоблойная штамповка).
Размеры болтов — Baden Steelbar & Bolt Corp.
Размеры болтов с шестигранной головкой, тяжелых шестигранных болтов, квадратных болтов, винтов с шестигранной головкой и тяжелых болтов с шестигранной головкой. Таблица B1
Длина резьбы
для длины болта
короче
 000
000 500
500 500
500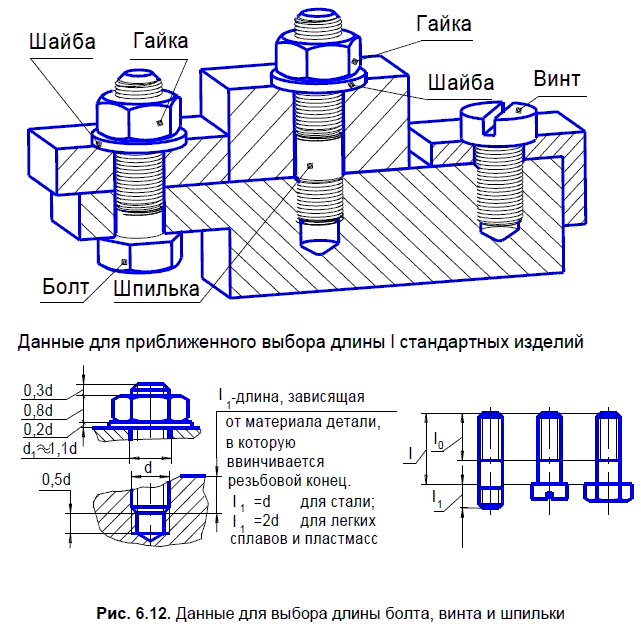 750
750 750
750 750
750Примечания:
Диаметр корпуса – Под головкой или штамповым швом на корпусе может быть достаточная выпуклость или плавник, не превышающий диаметр основного болта на следующее:
0,030 дюйма для размеров до 1 /2″
0,050″ для размеров 5/8″ и 3/4″
0,060″ для размеров от 3/4″ до 1-1/4″
0,090″ для размеров от 1-1/4″ до 2″
0,120″ для размеров от 2″ до 3″
0,190″ для размеров более 3 дюймов
Корпус с уменьшенным диаметром — болты могут поставляться с «корпусом с уменьшенным диаметром». Если указан «уменьшенный диаметр корпуса», диаметр корпуса может быть уменьшен примерно до среднего диаметра резьбы. Уступ полного диаметра корпуса под головку могут поставляться по выбору изготовителя. 9Таблица B2
Уступ полного диаметра корпуса под головку могут поставляться по выбору изготовителя. 9Таблица B2
Длина резьбы
для длины болта
короче
 750
750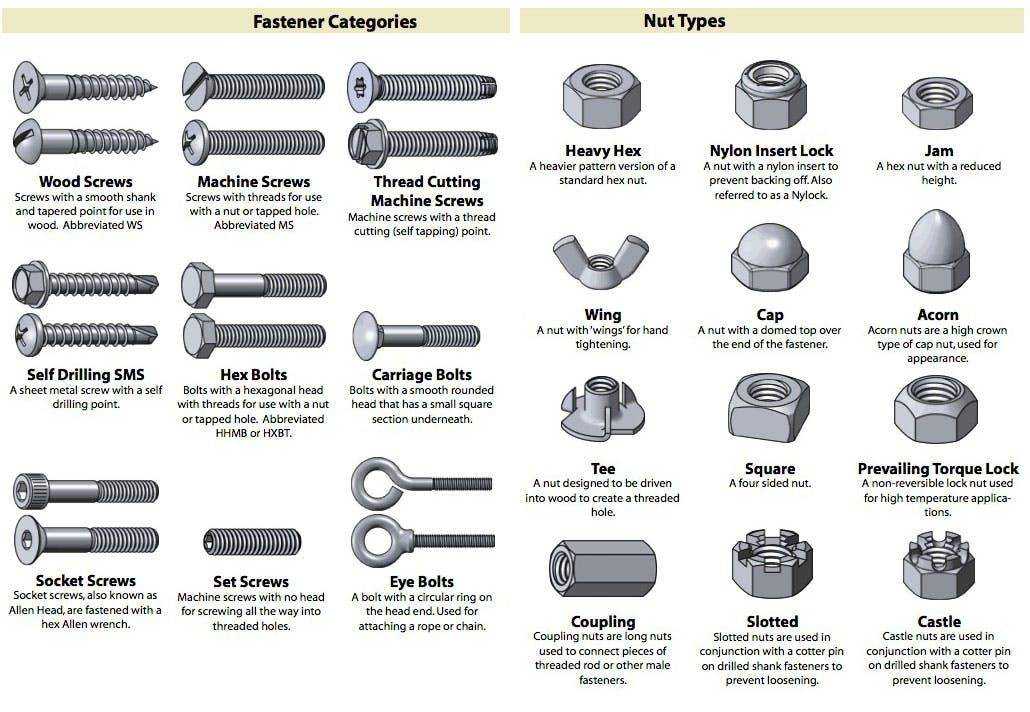 500
500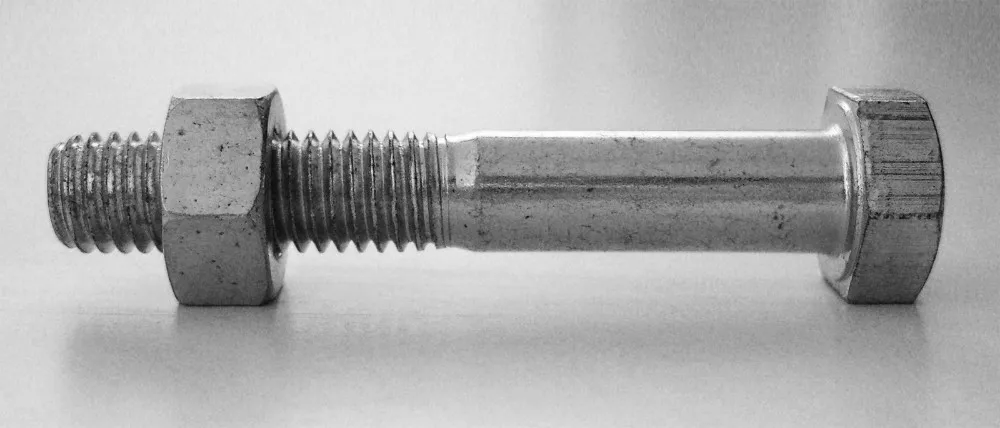 750
750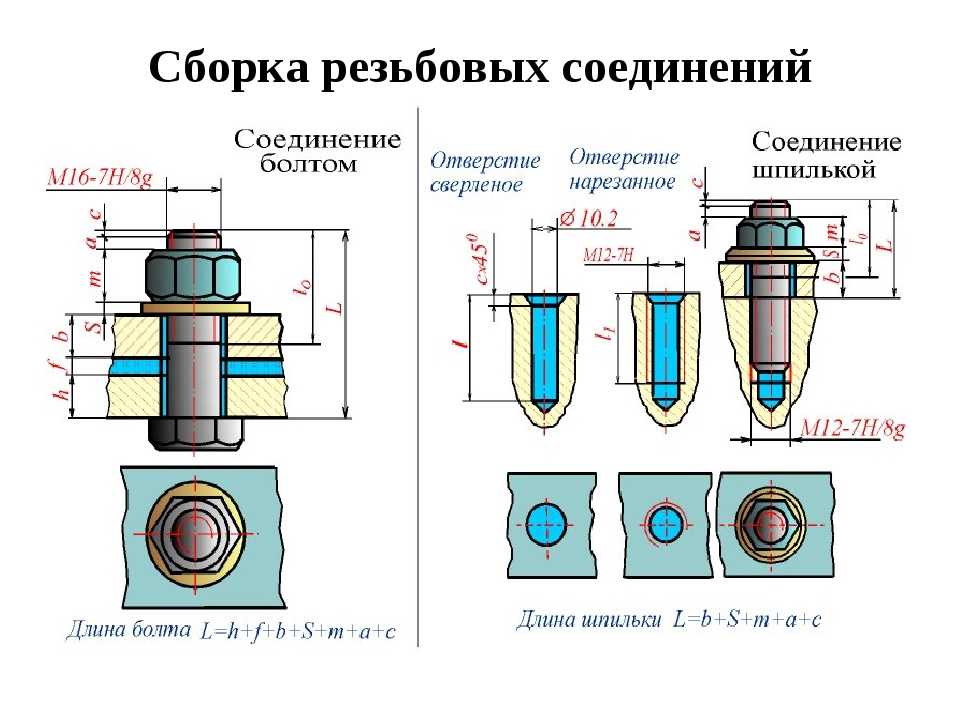 750
750Примечания:
Диаметр корпуса – Под головкой или штамповым швом на корпусе может быть достаточная выпуклость или плавник, не превышающий диаметр основного болта на следующее:
0,030 дюйма для размеров до 1 /2″
0,050″ для размеров от 5/8″ и 3/4″
0,060″ для размеров от 3/4″ до 1-1/4″
0,090″ для размеров от 1-1/4″ до 2 дюйма
0,120 дюйма для размеров от 2 до 3 дюймов
Корпус с уменьшенным диаметром — Болты могут поставляться с корпусом с уменьшенным диаметром. Там, где указан «уменьшенный диаметр корпуса», диаметр корпуса может быть уменьшен примерно до среднего диаметра резьбы. По желанию изготовителя может быть поставлено плечо полного диаметра тела под головкой.
По желанию изготовителя может быть поставлено плечо полного диаметра тела под головкой.
Таблица B3| Размер болта | А (макс.) | Б | С (мин) | Д | Е | F | Длина резьбы для длины болта макс. | мин | 6 дюймов и | короче свыше 6 дюймов | 1/4 дюйма | 0,260 | 3/8 | 0,498 | 11/64 | 0,03 | 0,01 | 0,750 | 1.000 | 5/16″ | 0,324 | 1/2 | 0,665 | 13/64 | 0,03 | 0,01 | 0,875 | 1,125 | 3/8 дюйма | 0,388 | 16 сентября | 0,747 | 1/4 | 0,03 | 0,01 | 1. |  000 000 1.250 | 7/16″ | 0,452 | 5/8 | 0,828 | 19/64 | 0,03 | 0,01 | 1,125 | 1,375 | 1/2″ | 0,515 | 3/4 | 0,995 | 21/64 | 0,03 | 0,01 | 1.250 | 1.500 | 5/8 дюйма | 0,642 | 15/16 | 1,244 | 27/64 | 0,06 | 0,02 | 1.500 | 1.750 | 3/4 дюйма | 0,768 | 1-1/8 | 1,494 | 1/2 | 0,06 | 0,02 | 1.750 | 2. |  000 000 7/8″ | 0,895 | 1-5/16 | 1,742 | 19/32 | 0,06 | 0,02 | 2.000 | 2,250 | 1″ | 1,022 | 1-1/2 | 1,991 | 21/32 | 0,09 | 0,03 | 2,250 | 2.500 | 1-1/8 дюйма | 1,149 | 1-11/16 | 2,239 | 3/4 | 0,09 | 0,03 | 2.500 | 2.750 | 1-1/4 дюйма | 1,277 | 1-7/8 | 2,489 | 27/32 | 0,09 | 0,03 | 2,750 | 3. |  000 000 1-3/8 дюйма | 1.404 | 2-1/16 | 2,738 | 29/32 | 0,09 | 0,03 | 3.000 | 3.250 | 1-1/2 дюйма | 1,531 | 2-1/4 | 2,986 | 1 | 0,09 | 0,03 | 3.250 | 3.500 | Таблица B4 Размер болта | А | Б | С (мин) | Д | F | Длина резьбы для длины винтов макс. | мин | 6 дюймов и | короче свыше 6 дюймов | 1/4 дюйма | 0,2500 | 0,2450 | 7/16 | 0,488 | 5/32 | 0,750 | 1. |  000 000 5/16″ | 0,3125 | 0,3065 | 1/2 | 0,557 | 13/64 | 0,875 | 1,125 | 3/8 дюйма | 0,3750 | 0,3690 | 16 сентября | 0,628 | 15/64 | 1.000 | 1.250 | 7/16″ | 0,4375 | 0,4305 | 5/8 | 0,698 | 32 сентября | 1,125 | 1,375 | 1/2″ | 0,5000 | 0,4930 | 3/4 | 0,840 | 5/16 | 1.250 | 1.500 | 9/16″ | 0,5625 | 0,5545 | 13/16 | 0,910 | 23/64 | 1,375 | 1,625 | 5/8 дюйма | 0,6250 | 0,6170 | 15/16 | 1,051 | 25/64 | 1. |  500 500 1.750 | 3/4 дюйма | 0,7500 | 0,7410 | 1-1/8 | 1,254 | 15/32 | 1.750 | 2.000 | 7/8″ | 0,8750 | 0,8660 | 1-5/16 | 1,465 | 35/64 | 2.000 | 2,250 | 1″ | 1.0000 | 0,9900 | 1-1/2 | 1,675 | 39/64 | 2,250 | 2.500 | 1-1/8 дюйма | 1.1250 | 1.1140 | 1-11/16 | 1,859 | 16.11 | 2.500 | 2,750 | 1-1/4 дюйма | 1. |  2500 2500 1.2390 | 1-7/8 | 2,066 | 25/32 | 2,750 | 3.000 | 1-3/8 дюйма | 1,3750 | 1.3630 | 2-1/16 | 2,273 | 27/32 | 3.000 | 3.250 | 1-1/2 дюйма | 1,5000 | 1.4880 | 2-1/4 | 2,480 | 1-5/16 | 3.250 | 3.500 | 1-3/4 дюйма | 1.7500 | 1,7380 | 2-5/8 | 2,893 | 1-3/32 | 3.750 | 4.000 | 2 дюйма | 2.0000 | 1,9880 | 3 | 3. |  306 306 1-7/32 | 4.250 | 4.500 | 2-1/4 дюйма | 2.2500 | 2,2380 | 3-3/8 | 3,719 | 1-3/8 | 4.750 | 5.000 | 2-1/2 дюйма | 2,5000 | 2,4880 | 3-3/4 | 4.133 | 1-17/32 | 5.250 | 5.500 | 2-3/4 дюйма | 2,7500 | 2,7380 | 4-1/8 | 4,546 | 1-11/16 | 5.750 | 6.000 | 3 дюйма | 3.0000 | 2,9880 | 4-1/2 | 4,959 | 1-7/8 | 6. |  250 250 6.500 | |
|---|---|---|---|---|---|---|---|---|
Радиус скругления
Длина резьбы
Переходный
Длина резьбы
Несущая поверхность
FIM
 11
11Примечания:
Диаметр корпуса – Под головкой или штамповым швом на корпусе может быть достаточная выпуклость или плавник, не превышающий диаметр основного болта на следующее:
0,030 дюйма для размеров до 1 /2″
0,050″ для размеров 5/8″ и 3/4″
0,060″ для размеров от 3/4″ до 1-1/4″
0,090″ для размеров более 1-1/4″
запрос цитаты
Промышленные товары Вудсток | Размеры болта :: w3layouts
Болты с шестигранной головкой DIN 931
Мы поставляем болты с шестигранной головкой из следующих материалов:
| марки стали | 8,8, 10,9 и 12,9 | |
| Нержавеющая сталь | A2 классы 50, 70 и 80 | A4 классы 50, 70 и 80 |
Болты также могут быть специально изготовлены из любого материала
*Указанные длины резьбы являются ориентировочными значениями для болтов менее 125 мм.