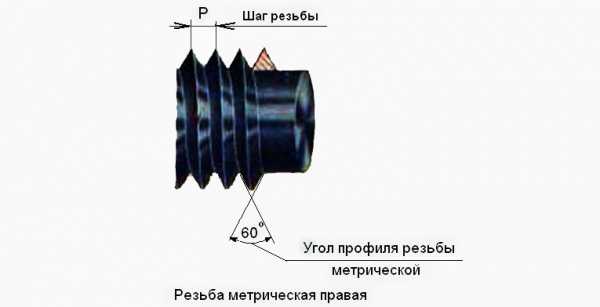
Чем отличается коническая резьба от цилиндрической – –
alexxlab | 05.10.2019 | 0 | Разное
Коническая трубная резьба: обозначение, ГОСТ, применение
Ответственные узлы конструкций, механизмов имеют повышенные требования по обеспечению герметичности. Для этой цели используется коническая трубная резьба. Применение такого вида соединения гарантирует необходимую герметичность при сборке трубопроводов высокого давления, механизмов гидравлики. Выполняется такая резьба с помощью специальных инструментов, обеспечивающих нужный угол конуса, форму профиля. При соединении деталей обеспечивается более плотное их прилегание. Конические резьбовые соединения встречаются и в бытовых сантехнических приборах, системах водоснабжения и газовых коммуникациях.

Параметры конической трубной резьбы
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
Если в обозначении стоят буквы LH, то значит направление вращения левое. Конусность — 1° 47′ 24″. Это значение дает соотношение длины резьбы к разнице диаметров как 1:16.
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным. Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
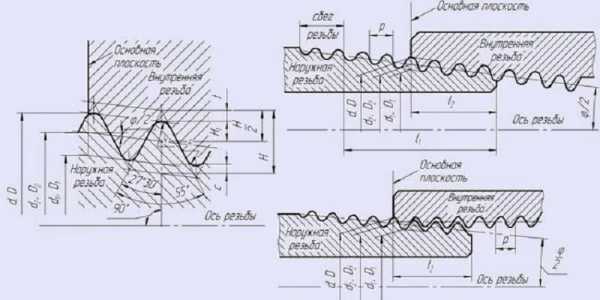
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы. Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное. К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Скачать ГОСТ 6211-81
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон. На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.
Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.
Способы нарезки конической трубной резьбы
В отличие от стандартной цилиндрической резьбы, где диаметр одинаков на протяжении всей длины детали, коническая делается с учетом особенностей соединения. Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков. При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника. Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.
Как нарезать резьбу самостоятельно? Прежде всего необходимо надежно зафиксировать деталь в тиски с таким расчетом, чтобы обеспечить доступ измерительного угольника. Если есть сверлильный станок, то достаточно без перекосов зажать ее. Когда используется дрель, то проконтролировать угол сложнее. Можно воспользоваться дополнительными приспособлениями, например, кондуктором или направляющей муфтой. Особую аккуратность следует проявить при чистовом проходе коническим сверлом или разверткой. Точно выполненное отверстие позволит метчику правильно сделать заход. Когда уклон наружного конуса детали соответствует указанному углу, то плашка легко самоориентируется по нему и резьба получится качественной.
Оборудование для нарезки
В практической деятельности обычному слесарю не часто приходится делать коническую резьбу, если специфика производства не связанна с изготовлением деталей с таким видом соединений. Домашний мастер сталкивается с этой операцией еще реже. Помощником в работе станет таблица определения диаметров.
| Размер в дюймах | Диаметр отверстия, мм | Глубина сверления, мм | |
| dc | do | ||
| ⅛ | 8,10 | 8,57 | 15 |
| ¼ | 10,80 | 11,45 | 20 |
| ⅜ | 14,30 | 14,95 | 24 |
| ½ | 17,90 | 18,63 | 29 |
| ¾ | 23,35 | 24,12 | 31 |
| 1 | 29,35 | 30,29 | 37 |
| 1¼ | 37,80 | 38,95 | 40 |
| 1½ | 43,70 | 44,85 | 42 |
| 2 | 55,25 | 56,66 | 44 |
Наибольший диаметр конуса обозначают do, а наименьший dc. Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
На плашках указано направление конуса. Если соответствующего значка нет, или есть непонятная аббревиатура, то нужно ее с обеих сторон замерить штангенциркулем.
Увидеть конус можно и по губкам для внутренних измерений. Достаточно их вставить вовнутрь и будет виден уклон на плашке относительно параллельных губок штангенциркуля. Конусные плашки шире обычных, поскольку они должны полностью перекрывать длину обрабатываемой детали. Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.
Конические соединения используется в ответственных узлах, поэтому требования в чистоте обработки поверхности высокие. Добиться ее можно только при использовании качественных смазочно-охлаждающих жидкостей. Выбор составов широк. Но если профессиональных материалов под рукой нет, то в домашних условиях можно для работы использовать животный жир. По своим характеристикам он отлично подходит для этой цели. Многие опытные мастера часто его используют в своей практике. Он гарантирует хорошее скольжение, качественную резку металла без сколов.
Скачать ГОСТ 6227-80
Скачать ГОСТ 6228-80
Режущий инструмент изготовляется из инструментальных, быстрорежущих сталей. В ГОСТе указан рекомендуемый ресурс плашек и метчиков. Рассчитывается он для инструмента из сплава Р6М5 по заготовкам из стали 45. Плашка должна гарантированно выполнить обработку от 125 (более 1 дюйма) до 225 (менее дюйма) наружных резьб, соответствующих требованиям ГОСТ. Соответственно, если в работе используются более прочные сплавы деталей, то ресурс уменьшается. Для проверки качества обработки, геометрических размеров и соответствия профилю используются специальные шаблоны — калибры. Такие же приспособления применяются при заточке резцов для токарных станков.
Как обозначаются соединения деталей с резьбой
Все характеристики трубной конической резьбы указаны в ГОСТ 6211–81. Отечественные стандарты совместимы с зарубежными аналогами: ISO R7, DIN 2999, BS 21, JIS B 0203. Обозначается этот вид резьбы английскими буквами R (наружная) и Rc (внутренняя). В ГОСТе описывается профиль, размеры и допуски соединения. Детальный чертеж показывает характерные особенности соединения. Дополнительные приложения регламентируют подготовку деталей для работы. Сводная таблица основных параметров трубной резьбы является основанием для контроля качества и размеров изделия.
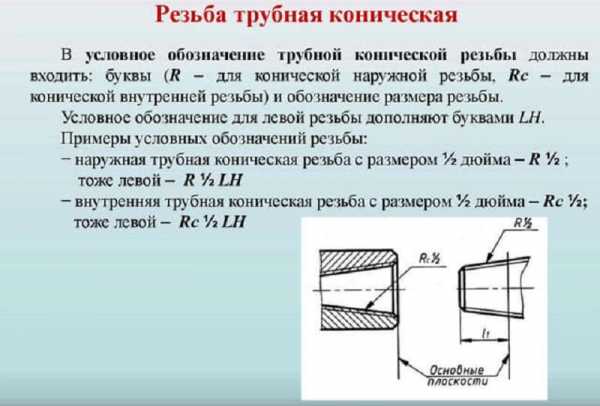
Особое внимание уделяется тому, как делается обозначение соединения. Если используется два вида резьбы, то записываются они в виде дроби. Числитель — это внутренняя, знаменатель наружная часть соединения. Например, Rp/R 3/4 LH. Это означает, что резьба левая, номиналом три четверти дюйма, внутренняя цилиндрическая, а наружная коническая трубная. Совмещение разных видов часто используется в ремонтной практике. Так восстанавливают работоспособность сантехнических, газовых приборов. Конусная резьба предпочтительнее там, где нужна надежная герметизация.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Коническая резьба для труб – что говорит Госстандарт? + Видео
1 Познакомимся с нестандартными коническими соединениями
ТКР используется для соединения цилиндрической внутренней трубной резьбы с конической наружной, а также для создания конструкций с резьбовыми коническими соединениями. Сразу отметим важный момент. Размер интересующей нас резьбы представляет собой не фактическое сечение нарезки, а некоторое число (его принято называть условным), которое описывает диаметр (проходной) стандартного трубного изделия. Все допуски, ключевые геометрические параметры и профиль ТКР описываются в ГОСТ 6211.

Внутренняя резьба
Рекомендуем ознакомиться
Этот стандарт, принятый в 1981 году, действует и в настоящее время. Он говорит, что ТКР характеризуется профилем с закругленными впадинами и вершинами с углом 55°. Для обозначения шага такой резьбы используется величина, определяемая количеством витков на 1 дюйм. ТКР нарезается на угол конусного уклона 1°47’24”. Эта величина соответствует показателю конусности 1:16. Такая трубная резьба на чертежах обозначается двумя способами: Rс – внутренняя ТКР, R – наружная. Если речь идет о левой резьбе, к указанной маркировке добавляют литеры LH.
2 ГОСТ 6211–81 – не запутайтесь в резьбовых сечениях!
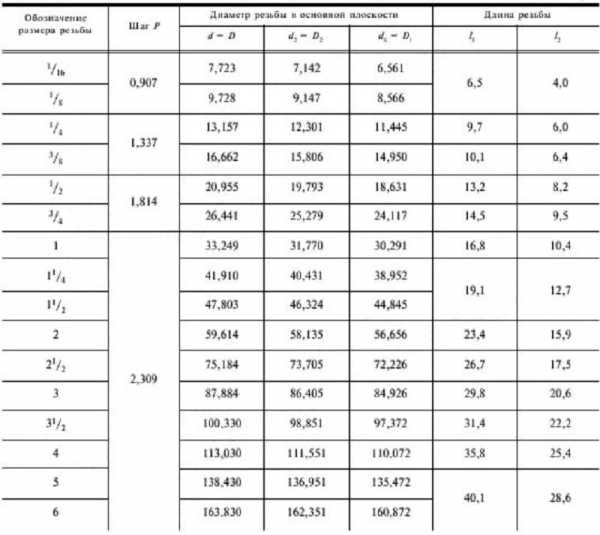
В соответствии с Госстандартом рассматриваемая коническая ТР имеет следующие диаметры:
- Наружный – от 7,723 (ТКР 1/16″) до 163,830 мм (6″).
- Внутренний – от 6,561 до 160,872 мм.
- Средний – от 7,142 до 162,351 мм.

Нестандартные конические соединения
Длина такой резьбы (величина отрезка от основной плоскости до торца трубного изделия) равняется 4–28,6 мм. Рабочая же ее протяженность варьируется в пределах 6,5–40,1 мм. Важным параметром является шаг, который имеет коническая ТР, накатываемая на резьбонарезных станках. Для изделий 1/16″ и 1/8″ он равняется 0,907, 3/8″ и 1/4″ – 1,337, 3/4″ и 1/2″ – 1,814, для остальных – 2,309 мм. А количество ниток на каждый дюйм составляет 27, 18, 14, 11 и 8 соответственно.
Обратите внимание на следующие особенности! Во-первых, ГОСТ разрешает производить резьбы с меньшей длиной. Во-вторых, величина наружного сечения, которое имеет конкретная трубная резьба, определяется эмпирическим путем. В-третьих, отклонения среднего диаметра Rс допускается на уровне 0,9–3,5 мм. Добавим, что трубная R (Rc) по ГОСТ 6211 соответствует ряду международных стандартов. В частности, следующих – JIS B 0203, DIN 2999, ISO R7, BS 21.
tutmet.ru
Метрические и трубные резьбы – разница и применение
 В нашем метрическом мире порой бывает трудно ориентироваться в других системах измерения. Мы порой удивляемся тому, как американцы или англичане могут пользоваться устаревшими мерами длины, массы, площади и т.п. А они, в свою очередь, не понимают нас — живущих по законам единой Системы Измерений. Однако, как и в любом правиле, существуют определенные исключения, которые понятны всем – и жителям Америки, и Туманного Альбиона, и Европы, и России. Данная статья посвящена обзору трубных и метрических резьб, с разнообразием которых приходится довольно часто сталкиваться в повседневной жизни.
В нашем метрическом мире порой бывает трудно ориентироваться в других системах измерения. Мы порой удивляемся тому, как американцы или англичане могут пользоваться устаревшими мерами длины, массы, площади и т.п. А они, в свою очередь, не понимают нас — живущих по законам единой Системы Измерений. Однако, как и в любом правиле, существуют определенные исключения, которые понятны всем – и жителям Америки, и Туманного Альбиона, и Европы, и России. Данная статья посвящена обзору трубных и метрических резьб, с разнообразием которых приходится довольно часто сталкиваться в повседневной жизни.
Метрические резьбы и их применение
Резьбовые соединения очень распространены в строительстве, технике, машиностроении, аэрокосмической промышленности и в повседневной жизни. Что такое винт и гайка знают даже дети в детском саду, так как занятия с конструктором не могут обойтись без этих деталей. Несмотря на то, что первый винт был придуман еще Архимедом, а наши древние предки широко использовали винтовые передачи в прессах для отжима масла из оливковых косточек и семян подсолнуха, а так же для подъема воды для орошения полей, идея создать настоящее винтовое соединение нашла свою реализацию только в 15 веке, когда один из швейцарских часовщиков впервые сумел при помощи простейших приспособлений выточить первый винт и гайку.
Вместе с тем, к разумной мысли о том, что резьба должна быть одинаковой во всех странах мира человечество пришло не скоро. Так, широко распространенная и привычная всем, кто хоть немного сталкивался с техникой, метрическая резьба появилась и была описана в стандартах лишь после введения единой Системы Измерений, основанной на эталонах метра, килограмма и секунды. Так что появление и широкое распространение метрической резьбы датируется концом 19 века. До того времени в мире господствовали дюймовые резьбы.
Главное отличие метрической резьбы от дюймовой состоит в том, что все её параметры привязаны к миллиметру, а за основу профиля самой резьбы взят равносторонний треугольник, так как все его угловые размеры одинаковы и равны 60 градусам. В стандартизации метрических резьбовых соединений важно, чтобы у гайки и болта совпадали не только угловые размеры резьбы, но и ее диаметр и шаг. Многие, особенно те, у кого имеются автомобили, сталкивались с непонятным явлением, когда винт и гайка имеют одинаковый диаметр, но винт вкрутить в гайку невозможно. Это говорит о том, что в данном месте используется резьба с меньшим шагом и для того чтобы винт вкрутился без проблем, его шаг резьбы должен быть тоже уменьшенным.
В стандартах, описывающих метрические резьбы, указано, что они должны обозначаться буквой M, а далее указывается диаметр резьбы и её шаг. Диапазон диаметров метрической резьбы лежит в пределах от одного до шестисот миллиметров. Разброс шага резьбы составляет от 0,075 до 3,5 мм. Резьбы с малым шагом применяют для измерительного инструмента, резьбы со средним шагом для нагруженных и работающих в условиях вибрации деталей и узлов, а резьбы с большим шагом применяют для крепления тяжелых несущих конструкций.
При создании стандартов метрических резьб были учтены различные допуски, которые задают степень округлости наружной кромки резьбы и отклонения от профиля, чтобы винт и гайка могли быть свободно закручены до момента упора при помощи руки.
Хоть метрические резьбы и не нашли широкого применения в уплотняемых соединениях, однако такая возможность заложена в стандарты. Так, резьба с обозначением MK применяется для самоуплотняемых соединений за счет конусности наружной и внутренней резьбы. Причем, для герметичного соединения необязательно чтобы винт и гайка были с конусной резьбой. Достаточно того, чтобы эта резьба была нарезана на винте.
Цилиндрическая метрическая резьба встречается достаточно редко. Её обозначение MJ. Главное отличие в винте, который имеет увеличенный радиус впадины на резьбе, что придает резьбовому соединению на основе цилиндрической метрической резьбы более высокие жаростойкие и усталостные качества. Такую резьбу применяют в аэрокосмической промышленности. Впрочем, в гайку с такой резьбой можно закрутить обычный метрический винт.
Несмотря на поголовное преобладание правой резьбы во всех устройствах и механизмах, все же бывает необходимо для реализации определенных функций применять левую резьбу. Метрическая левая резьба не отличается ничем от правой резьбы, кроме направления вращения, которое противоположно правым винтам. Если обычный винт закручивается по часовой стрелке, то левый в эту же сторону откручивается.
Также иногда можно встретиться с многозаходной метрической резьбой. Она отличается тем, что на болте и гайке одновременно нарезают не одну спираль, а две или даже три. Многозаходную резьбу часто применяют в высокоточном оборудовании, например, в фототехнике, чтобы однозначно позиционировать положение деталей при взаимном вращении. Такую резьбу можно отличить от обычной по двум или трем началам витков на торце.
Несмотря на очень широкое применение метрической резьбы, во многих развитых странах мира традиционно в большем ходу остаются так называемые дюймовые резьбы. А трубная резьба повсеместно измеряется в дюймах. И, несмотря на сильные отличия таких видов резьбы, сантехникам во всем мире на нужно объяснять отличия полудюймовой трубы от трехчетвертной.
Дюймовые резьбы и их применение
 Отличия дюймовых резьб от метрических в том, что угол при вершине резьбы у них составляет 55 градусов, шаг резьбы вычисляется как соотношение числа витков резьбы на дюйм длины резьбы. Под дюймом понимают расстояние, равное 2,54 см. Что первоначально соответствовало длине первой фаланги большого пальца руки человека, которое практически у всех людей одинаково.
Отличия дюймовых резьб от метрических в том, что угол при вершине резьбы у них составляет 55 градусов, шаг резьбы вычисляется как соотношение числа витков резьбы на дюйм длины резьбы. Под дюймом понимают расстояние, равное 2,54 см. Что первоначально соответствовало длине первой фаланги большого пальца руки человека, которое практически у всех людей одинаково.
Так как угол при вершине иной, чем в метрических резьбах, то совместить метрические и дюймовые резьбы не представляется возможным. В странах с метрической системой применение находят только трубные дюймовые резьбы, которые обозначают буквой G. За буквой следует дробный или целый номинал, который обозначает не величину резьбы, а условный просвет трубы в дюймах или долях дюйма. Особенностью трубной резьбы является как раз тот факт, что она учитывает толщину стенок трубы, которые могут быть толще или тоньше в зависимости от материала изготовления и рабочего давления, на которое рассчитаны трубы. Поэтому дюймовый стандарт трубных резьб понятен и принят во всем мире как исключение из метрических правил.
Кроме простой цилиндрической трубной резьбы существует и коническая трубная резьба. Она имеет такие же характеристики, что и обычная трубная, за исключением конусности, которая позволяет создавать более герметичные соединения. Обозначается буквой R для наружной резьбы и Rc для внутренней. Левая резьба помечается дополнительно буквами LH, за которыми идет числовой номинал в целых и дробных долях дюйма.
Для применения в прочих соединениях, кроме сантехники, в США и Канаде применяют дюймовые резьбы с углом при вершине 60 градусов. Существует довольно широкий соратмент этих резьб, которые различаются диапазоном шага резьбы и прочими характеристиками. Стоит отметить, что некоторые резьбы из дюймового ряда совпадают с метрическими, что в некоторых случаях может быть на руку. Например, в фототехнике диаметр присоединительной резьбы, посредством которой фотокамера крепится к штативу, одинакова во всем мире вне зависимости от страны-производителя, так как характеристики этой резьбы одинаковы и для метрической, и для дюймовой резьбы.
Однако не стоит путать английскую дюймовую индустриальную резьбу, которая была одобрена еще в 1841 году, а разработкой её занимался сам Джозеф Витуорт. Эта резьба практически повторяет трубную, так как имеет величину угла у вершины 55 градусов. Винты и гайки с такой резьбой не сопрягаются с дюймовым крепежом из Америки и Канады.
5sklad.ru
Все о резьбах
1. Резьба
Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Схема 1.1
1.1.Основы образования резьбы
Воснове образования резьбы лежит принцип получения винтовой линии. Винтовая линия – это пространственная кривая, которая может быть образована точкой, совершающей движение по образующей какой-либо поверхности вращения, при этом сама образующая совершает вращательное движение вокруг оси.
Если в качестве поверхности принять цилиндр, то полученная на его поверхности траектория движения
точки называется цилиндрической винтовой линией. Ес-
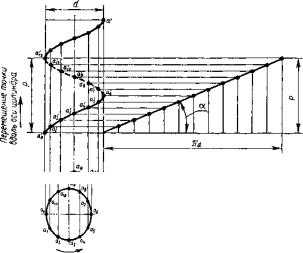
ли движение точки по образующей и вращение образующей вокруг оси равномерны, то винтовая цилиндрическая линия является линией постоянного шага. На развертке боковой поверхности цилиндра (рис.1.1.1) такая винтовая линия преобразуется в прямую линию.
Рис.1.1.1
Если на поверхности цилиндра или конуса прорезать канавку по винтовой линии, то режущая кромка резца образует винтовую поверхность, характер которой зависит от формы режущей кромки. Образование винтового выступа можно представить как движение треугольника, трапеции, квадрата по поверхности цилиндра или конуса так, чтобы все точки фигуры перемещались по винтовой линии (рис.1.1.2). В случае, если подъем винтового выступа на видимой (передней) стороне идет слева направо, резьба называется правой, если подъем винтового выступа идет справа налево – левой. Если по поверхности перемещаются одновременно два, три и более плоских профиля, равномерно расположенные по окружности относительно друг друга, то образуются двух- и трехзаходные винты.
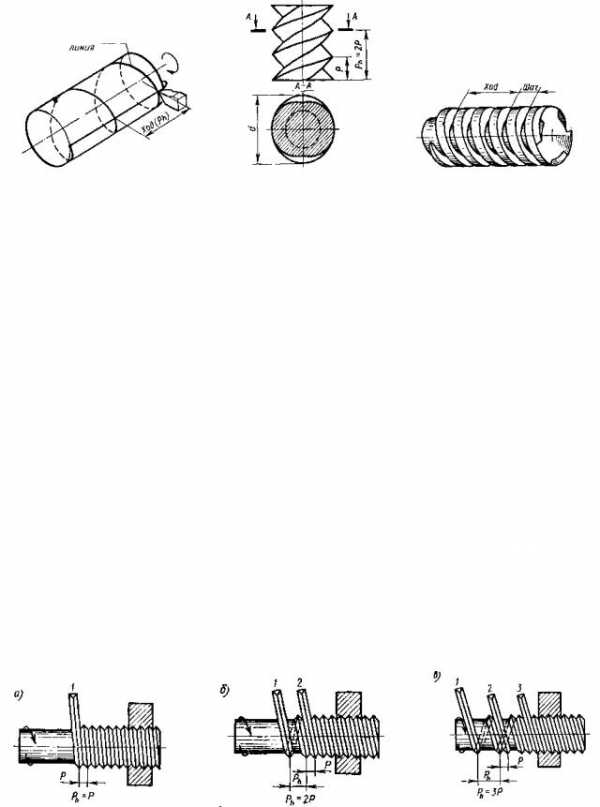
Рис.1.1.2
В качестве примера образования одно-, двух- и трехзаходной резьбы можно рассмотреть процесс навивки на цилиндрическую поверхность проволоки треугольного сечения (витки плотно прилегают друг к другу) . Для однозаходной резьбы (рис.1.1.3,а) величина хода винта Рh равна шагу Р. Для двух- (рис.1.1.3,б) и трехзаходных (рис.1.1.3,в) винтов, когда осуществляется одновременная навивка соответственно двух и трех проволок указанного сечения, величина хода соответственно равняется 2Р – для двухзаходного винта и ЗР – для трехзаходного.
Приведенные положения, с некоторыми изменениями и уточнениями, могут быть отнесены и к конической поверхности.
Рис.1.1.3
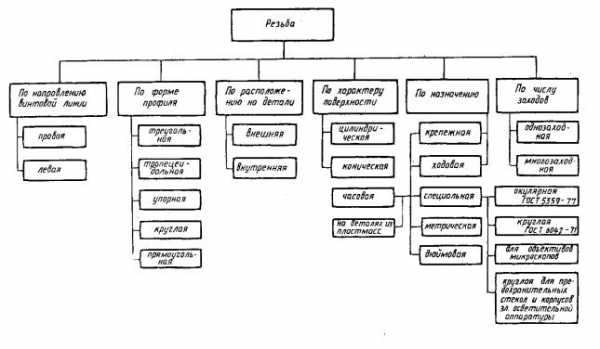
1.2. Классификация резьбы
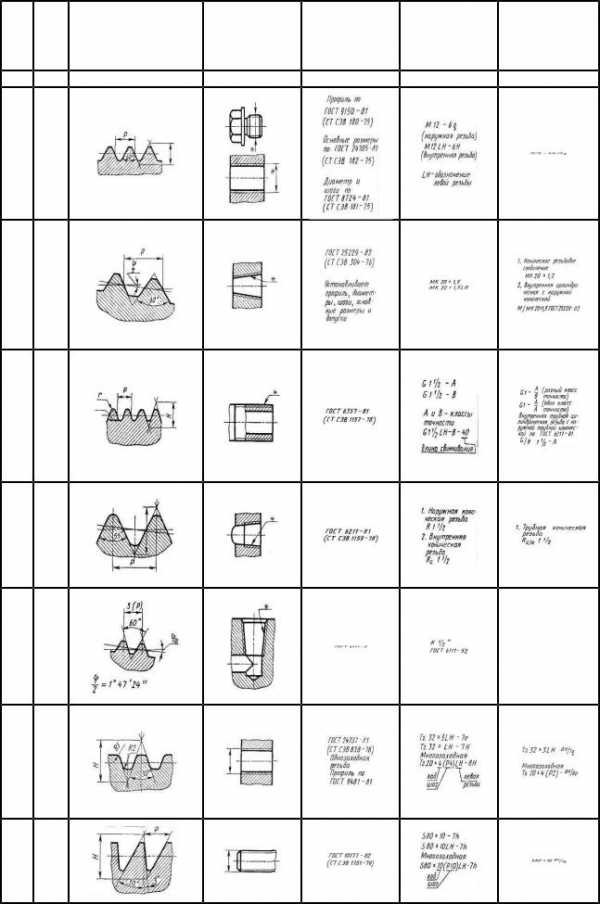
Таблица 1.2.1
№ | резьбы |
| |
п/п | Тип |
| |
1 | 2 |
1 | Метрическая |
| |
2 | коническаяМетрическая |
| |
3 | цилиндрическаяТрубная |
| |
4 | коническаяТрубная |
| |
5 | дюймоваяКоническая |
| |
6 | Трапецеидальная |
| |
7 | Упорная |
|
Профиль резьбы |
|
|
| Примеры | |
Условное изоб- | Стандарт | Примеры | обозначения | ||
(некоторые парамет- | |||||
ражение резьбы | обозначения | резьбового со- | |||
ры) |
|
|
| единения | |
|
|
|
| ||
3 | 4 | 5 | 6 | 7 |
Продолжение таблицы 1.2.1
Прямоугольная Круглая
1.2.1. Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81.
По ГОСТ 8724–81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183–75 «Резьба метрическая для приборостроения». Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги.
Диаметры и шаги резьб, указанные в скобках, по возможности не применяются.
Вслучае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении наружной конической резьбы
свнутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2.2.Дюймовая резьба
Внастоящее время не существует стандарт, регла-
ментирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
1.2.3.Трубная цилиндрическая резьба
Всоответствии с ГОСТ 6367–81 трубная цилиндри-
ческая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).
Резьба стандартизована для диаметров от 161 ” до 6″
при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.2.4. Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конус-
ности ϕ/2 = 1°47’24” (как и для метрической конической резьбы), что соответствует конусности 1:16.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.2.5. Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481–81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
1.2.6. Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
1.2.7. Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.2.8. Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.
1.3. Условное изображение резьбы. ГОСТ 2.311–68
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой.

Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
1.3.1. Условное изображение резьбы на стержне
Рис.1.3.1.1
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рис.1.3.1.2
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Сум-
studfiles.net
Резьба коническая – Энциклопедия по машиностроению XXL
Резьба коническая дюймовая (рис. 148) образуется при винтовом движении равностороннего треугольника с углом при вершине 60 и срезанными вершинами и впадинами по конической поверхности. [c.165]Наружную резьбу конических концов валов принимают диаметр резьбы [c.40]
Наружную резьбу конических концов валов принимают [c.49]
По форме основной поверхности различают цилиндрические и конические резьбы. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для плотных соединений труб, масленок, пробок и т. п. [c.16]
Резьбу коническую дюймовую (угол профиля — 60°, конусность — 1 16) по ГОСТ 6111—52 (рис. 8.32) [c.232]Резьба коническая дюймовая с углом профиля 60°. [c.209]
Резьба коническая дюймовая [c.319]
Резьба коническая дюймовая с углом профиля 60 (ГОСТ 6111 52 ) [c.281]
Расчет па прочность 287 Резьба коническая — Профиль 274 [c.762]
Покажите изображение и обозначение резьбы конической и трубной, внутренней и наружной. [c.66]
Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее (Ei + Р). Обозначение резьбы с Dv=40 мм [c.76]
Дюймовая резьба применяется в исключительных случаях, обычно при ремонте механизмов. Для крепежных деталей, как правило, используются цилиндрические резьбы. Конические резьбы применяются обычно в соединениях труб, так как обеспечивают герметичность соединения. [c.265]
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° [c.71]
Сбеги для резьбы конической дюймовой 149 [c.414]
Резьба коническая по ГОСТ 6111-52 d, дюймы L Н т, со сбегом т [c.264]
Исполнение Б с резьбой конической дюймовой [c.264]
Трубы медные ТТЛ Трубы стапь- Резьба коническая по ГОСТ 6111-52 Резьба метрическая d, 1 [c.274]
Трубы стальные Резьба коническая по ГОСТ 6111 -52 Резьба метриче- ская d Й1 (пред. ОТКЛ. no A ) Й2 (Пред. ОТКЛ. по A,) dj (пред. ОТКЛ. по i н h Л. Si Масса, кг [c.285]
Услов- ный про- код, мм Резьба коническая по ГОСТ 6111-53, дюймы Во h Т в d й, d, (пред. откл. +0,2) йз D L г S [c.301]
Резьба коническая дюймовая с углом профиля 60° по ГОСТ 6111—52 применяется для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов, машин и станков. Условное обозначение конической резьбы (рис. 6.23) К 3/4″. Г0СТ6111—52. [c.180]
В отличие от трудной конической резьбы коническая дюймовая имеет угол профиля 60°. Параметры и размеры определены ГСХ. Т 6111 — 52. Применяется для диаметров от 1/16″ до Т при числе inaroB на дюйм от 27 до [c.140]
Гайка накидная /. Форма этой детали по двум видам чертежа общего вида выявляется полностью, поэтому ее необходимо чертить в двух видах, однако с учетом ее обработки на станках с продольной осью, расположенной горизонтально (рис. 354). Внутренняя поверхность детали полностью обрабатывается (цилиндрические отверстия 0 30 нарезание резьбы, коническая фаска 1,6X45°) при одной установке на токарном станке. Заготовка детали — материал, характеризуемый сортаментом (шестигранник). [c.304]
Условное обозначение резьбы конической с номинальным диаметром d=20 мм МК 20×1,5 внутренней цилиндрической М 20×1,5 ГОСТ 25229 – 82 соединения внутренней цилиндрической резьбы с наружной конической резьбой [c.74]
Резьбы делят по следующим признакам. По форме поверхности, на которую наносится резьба, — на цилиндрическую и коническую резьбу. Наиболее распространена цилиндрическая резьба. Коническую резьбу обьино применяют для плотных соединений труб, масленок, пробок и т. п. По форме профиля — на треугольные, трапецеидальные, круглые и др. По направлению винтовой линии — на правую и левую резьбу. Болты с правой резьбой вывинчивают против часовой стрелки, а ввинчивают – по часовой. Наиболее распространена правая резьба. Левую резьбу применяют только в особых случаях (например, в стяжках). Если по параллельным винтовьпи линиям перемещают два или несколько рядом расположенных профилей, они образуют многоза-ходную резьбу. По числу заходов – на одно-, двух- и многозаходные. [c.226]
В штуцерах, которыми трубопроводы нрнсоединягот к агрегатам, нарезают цилиндрическую и коническую резьбы. Коническая резьба не требует уплотняющих прокладок, однако в соединениях, подвергаемых часитй разборке, применять ее не следует, так как она теряет герметичность. Стальные трубы для присоединения конической резьбой приведены в табл. 2. [c.225]
Резьба коническая 1.0 ГОСТ 6111-52 Размеры труб из стали 10 W Xs, мм Рез -ба коническая по ГОСТ 61 1-п2 Размеры труб из ст ю1и 10 yjjjXi, мм [c.225]
Трубы медные Трубы сталь- Резьба коническая по ГОСТ 6111—52 й, й йз Й4 d. Н h К IVTar- [c.269]
Трубы стальные по ГОСТ 8732—78 II ГОСТ 8734-75 Испол- нение Резьба коническая по ГОСТ G111—52, ДЮ1 1МЫ d. d. D Di г Я [c.289]
Трубю стальные по ГОСТ 8732—78 и ГОСТ 8734-75 [c.290]
Машиностроительное черчение (1985) — [ c.190 ]
Взаимозаменяемость, стандартизация и технические измерения (1987) — [ c.275 ]
Справочник по техническому черчению (2004) — [ c.117 , c.128 ]
Машиностроительное черчение в вопросах и ответах Справочник (1984) — [ c.144 , c.145 ]
Инженерная графика Издание 7 (2005) — [ c.196 ]
Справочник по машиностроительному черчению Издание 3 (2002) — [ c.109 ]
Справочное руководство по черчению (1989) — [ c.318 , c.323 , c.325 , c.326 , c.328 ]
Инженерная графика Издание 3 (2006) — [ c.173 , c.179 ]
mash-xxl.info
Коническая трубная резьба ГОСТ 6111-81
Трубная резьба конического типа используется в работах, при которых важно обеспечить хорошую герметичность системы, ее надежность. Обычно она применяется тогда, когда конструкция предназначается для жидкостей или газов под высоким давлением. Это резьба имеет три диаметра: внутри, снаружи и посередине. Диаметр становится меньше к ее окончанию. Конструкция с таким типом нарезания в профиль имеет конусный облик.

Прибор для нарезание внутренней резьбы
Применение
Трубная резьба конического типа обычно применяется при следующих условиях:
- Наличие деформированной нарезки внутри со следами износа на соединениях тогда, когда проблему невозможно ликвидировать посредством полной замены элемента. Такая нарезка позволяет придать системе большую герметичность. Однако это временная мера. Полная замена элемента неизбежна, и лучше произвести ее как можно быстрее. Стоит помнить, что в ином случае система может прийти и вовсе в аварийное состояние;
- Используется для обеспечения нужной герметичности в конструкции, в которой находится носитель под высоким давлением. Витки такого типа обеспечивают надежность соединения даже при применении в экстремальных условиях.

Прибор для нарезание внешней резьбы
Стандарты
Резьба конического типа, согласно ГОСТ, отличается профилем с углом в 55 гр. Ее витки закругляются. Также она отличается различным шагом между витками. Размер шага зависит от диаметра. Предельный диаметр детали, на которой нарезана резьба конического типа, составляет 6 дюймов. При диаметре, превышающем это значение, для соединения применяется сварка.
Согласно ГОСТ, у трубной резьбы данного типа есть регламентированное соотношение между диаметром средним, снаружи и внутри. Также имеет значение и длина нарезки. Различается длина полная и длина рабочая. Их соотношение также должно быть фиксированным. Чем больше витков на элементе, там надежней и герметичней будет соединение.
Резьба

Таблица
Диаметры, длины и шаги трубной конической резьбы
| Резьба | d 0 | d ср | d 1 | d T | l 1 | l 2 | n | S |
|---|---|---|---|---|---|---|---|---|
| 1/8 | 9.7 | 9.2 | 8.6 | 8.3 | 9 | 4.5 | 28 | 0.907 |
| 1/4 | 13.2 | 12.3 | 11.4 | 11.1 | 11 | 6.0 | 19 | 1.337 |
| 3/8 | 16.7 | 15.8 | 15 | 14.6 | 12 | 6.0 | 19 | 1.337 |
| 1/2 | 21 | 19.8 | 18.6 | 18.2 | 15 | 7.5 | 14 | 1.814 |
| 3/4 | 26.4 | 25.3 | 24.1 | 23.5 | 17 | 9.5 | 14 | 1.814 |
| 1 | 33.3 | 31.8 | 30.3 | 29.6 | 19 | 11.0 | 11 | 2.309 |
| 11/4 | 41.9 | 40.4 | 39 | 38.1 | 22 | 13.0 | 11 | 2.309 |
| 11/2 | 47.8 | 46.3 | 44.9 | 44 | 23 | 14.0 | 11 | 2.309 |
| 2 | 59.6 | 58.1 | 56.7 | 55.7 | 26 | 16.0 | 11 | 2.309 |
| 21/2 | 75.2 | 73.7 | 72.2 | 71.1 | 30 | 18.5 | 11 | 2.309 |
| 3 | 87.9 | 86.4 | 84.9 | 83.7 | 32 | 20.5 | 11 | 2.309 |
| 4 | 113 | 111.6 | 110.1 | 108.5 | 38 | 25.5 | 11 | 2.309 |
| 5 | 138.4 | 137 | 135.5 | 133.7 | 41 | 28.5 | 11 | 2.309 |
| 6 | 163.8 | 162.4 | 160.9 | 158.9 | 45 | 31.5 | 11 | 2.309 |
*скачать ГОСТ 6211 – 81
Обозначение
Резьба конического типа имеет разные обозначения. Все они определяются согласно ГОСТ. Обозначения включают в себя символ R, расшифровать который можно как условное обозначение наружных витков, а также их размеры. Левые витки обозначаются символами LH. Витки внутри обозначаются символом Rc, внутренние цилиндрического типа – Rp.

Важно: Чаще всего наружные трубные витки конического типа применяются совместно с внутренними витками цилиндрического типа.

Соединение посредством трубной резьбы обозначается дробью. Числителем в ней являются витки внутри, а знаменателем – снаружи.
Для того чтобы увидеть трубную резьбу конического типа, вы можете посмотреть фото. На них можно наглядно увидеть, чем и как подобные витки отличаются от других. Фото можно посмотреть на этой же страничке.
trubygid.ru
Коническая резьба – Большая Энциклопедия Нефти и Газа, статья, страница 3
Коническая резьба
Cтраница 3
Коническая резьба – резьба, расположенная на поверхности конуса. [31]
Конические резьбы характеризуются условным номинальным диаметром, выраженным в дюймах. [32]
Коническая резьба – резьба, образованная на конической поверхности. [33]
Коническая резьба по сравнению с цилиндрической того же диаметра обеспечивает более высокую прочность соединения на растяжение за счет большей площади опасных сечений, совпадающих с последними нитками резьбы. Для перенарезки конической резьбы достаточно отрезать 15 – 30 мм от торца резьбы. [35]
Конические резьбы имеют различные профили. В трапецеидальной резьбе крупный шаг Рсовмещается с небольшой глубиной hi резьбы. [36]
Конические резьбы не имеют нескольких классов точности, и для них схема обозначений сокращается. [38]
Коническая резьба создает герметичное соединение и пробки с этой резьбой дополнительного уплотнения не требуют. Поэтому применение их более желательно. [39]
Конические резьбы, применяемые, главным образом, в соединения труб, ранее стандартизовались на основе дюймовой системы мер. В настоящее время в мировой практике все большее распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения наружной конической с внутренней цилиндрической метрической резьбой. В настоящей главе приводятся сведения о нормативно-технических документах, перечисленных в табл. 4.65. Нормативных документов ИСО на коническую метрическую резьбу не имеется. Перспективы применения этой резьбы весьма ограничены в связи с внедрением конической метрической резьбы. Разработка нормативных документов СЭВ и ИСО на нее не предусмотрена. [40]
Коническая резьба ( рис. 174, б и в) имеет неодинаковые диаметры витков, которые изменяются но конусу от внешнего края нарезки к ее концу. Трубные соединения на конической резьбе более герметичны, не требуют уплотнительных материалов и смазываются только для облегчения свинчивания. [42]
Коническая резьба нарезается до упора с автоматическим реверсированием. Коническая резьба с шагом 1 5 – 2 мм нарезается обычно на станке двумя метчиками последовательно. [43]
Конические резьбы могут нарезаться с биссектрисой угла профиля, перпендикулярной образующей конуса ( фиг. Некоторым преимуществом конической резьбы с биссектрисой угла профиля, перпендикулярной образующей, является возможность использования гребенок, применяемых при нарезании цилиндрических резьб. Преимуществом же конической резьбы с биссектрисой угла профиля, перпендикулярной оси, являются лучшие условия взаимного прилегания витков резьбы при свинчивании конической резьбы с цилиндрической; кроме того, подобное расположение профиля упрощает технику измерения основных элементов конической резьбы. В настоящее время в СССР и других странах применяется почти исключительно коническая резьба с биссектрисой угла профиля, перпендикулярной оси трубы. [44]
Конические резьбы обоих типов проверяются калибрами, определяющими отклонение положения основной плоскости от торца Д / 2 ( фиг. Допускаемые по-резьбе с углом профиля 60 отклонения Д / 2 от совпадения торца трубы с торцом кольца или торца муфты с уступом на калибре-пробке составляют 1 оборот при проверке в процессе изготовления и 1 5 оборота при приемке. Допуски для приемки изделий расширены в соответствии с влиянием допусков на неточность изготовления калибров и их износ. По резьбе с углом профиля 55 допуск, увязанный со стандартами на стальные трубы с резьбой для малых размеров, несколько-меньше, а для крупных размеров больше, чем 1 и 1 5 оборота. [45]
Страницы: 1 2 3 4
www.ngpedia.ru