Инструмент пробивка отверстий в металле – Пробивка отверстий в металле, пресс для ручной пробивки
alexxlab | 03.12.2019 | 0 | Разное
Пробивка отверстий в металле, пресс для ручной пробивки
Пробой отверстий и перфорация материала в виде листа или труб — это довольно востребованная операция. На сегодня существует несколько вариантов ее выполнения, которые отличаются друг от друга применяемым оборудованием, от которых зависит качество и параметры точности.

- Перфорация металла
- Пробивка отверстий в металле

При изготовлении большого количества изделий, в том числе и декоративных металлических деталей. Довольно часто встречается потребность в таких операциях, как получение множества однотипных отверстий. Чаще всего их используют для крепления конструктивных элементов, но в ряде случаев их можно рассматривать как украшение.
Технолог, выбирая метод обработки детали, руководствуется требованиями нормативно — технической и конструкторской документации.
Так, при обработке листа металла толщиной от 0,5 до 4 мм оптимальным вариантом будет использование пробивки на специализированном оборудовании.
Пробивка отверстий и перфорация в чем разница
Кстати, довольно часто, пробивку листового металла именуют перфорацией. На самом деле этот процесс (пробивка отверстий) не более чем разновидность перфорации, которая включает в себя множество других способов.
Например, пробивка отверстий в профильном металле, например, трубе выполняют с помощью сверления или фрезерования. Кроме этого, для решения этой задачи применяют технический лазер, который позволяет получать отверстия в десятые доли миллиметра.
Виды оборудования
Оборудование, которое используют для получения отверстий можно разделить на «условно ручные», то есть те, которые нуждаются в постоянном присутствии оператора — станочника, и на автоматизированные, которые работают при минимальном участии человека. В качестве инструмента для пробивки отверстий в металле применяют различного вила пробойники, штампы и некоторые другие.
- Ручной пресс

- Координатно-просечные прессы

К первой группе относят оборудование, работающее от механического, гидравлического или другого вида привода. Вторые — это полностью автоматизированные станки, работающие под управлением ЧПУ, к примеру, координатно-просечные прессы или дыропробивной станок.
Ручной процесс
К ручным способам получения отверстий в металле можно отнести — сверление, пробивку. В качестве инструмента для пробивки отверстий в металле применяют сверла и соответствующее оборудование — сверлильные станки или ручные дрели. Для ручной пробивки инструмента применяют бородок и ударный инструмент (молоток, кувалда). Такой пробойник можно устанавливать на ручные прессы.
 Ручной процесс пробивки
Ручной процесс пробивкиСверление отверстий производят на сверлильных, фрезерных или токарных станках. В качестве рабочего инструмента применяют сверла. Для окончательного формования отверстия используют зенкера, цековки, развертки. С их помощью устраняют овалы, формируют фаски, повышают точность отверстия и чистоту поверхности.
Для пробивания отверстий в металле используют разные прессы — пневматические, гидравлические и пр. Усилия, развиваемые для эффективной работы штампа, состоящего из двух деталей (пуансона и матрицы), составляют от нескольких килограмм, до сотен, а то и тысяч тонн.
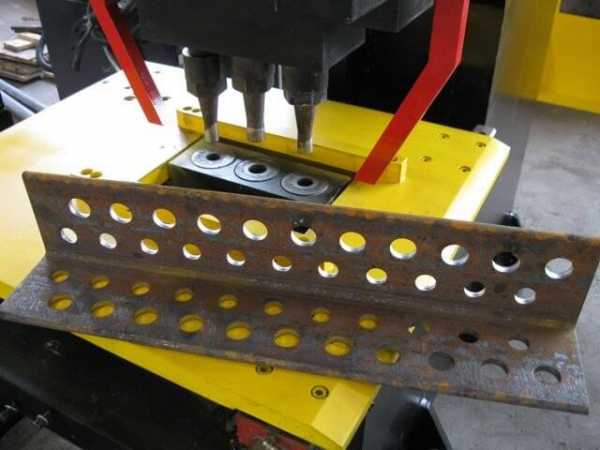
Пробивание отверстий на комбинированных пресс — ножницах
Нередко в производстве для получения отверстий применяют комбинированные пресс — ножницы.

Пробивание отверстий на комбинированных пресс — ножницах
Это устройство состоит из нескольких механизмов, которые позволяют обрабатывать металлический профиль, к примеру, уголок, резать полосы металла, осуществлять вырубку в форме прямо- или треугольников и, само собой, на этих ножницах устанавливают инструмент для пробивки отверстий в металле. Как правило, он состоит из пуансона и матрицы. Пуансон имеет диаметр пробиваемого отверстия. Матрица имеет в своем теле отверстие, соответствующее размеру пуансона. Через нее происходит удаление отходов вырубки.
Следует отметить, что вышеперечисленные способы получения отверстий не отличаются высокой производительности, особенно, в условиях крупносерийного или массового производства. Появление автоматизированного оборудования позволяет устранить эту проблему.
Пробивание отверстий на прессах
Использование оборудования, работающего под управлением системы ЧПУ привело к снижению трудоемкости производственных процессов, соответственно это положительно отражается на стоимости готового изделия.
Дело в том, что управляющая программа, которая вносится перед началом работы, содержит в себе точные данные относительно расположения отверстий на листе.
Пробивание отверстий на прессах
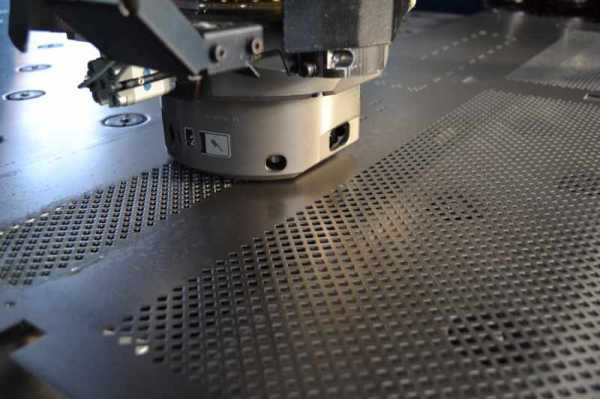
Например, револьверный пробивной станок оснащают барабаном, на котором установлены пуансоны (инструмент для пробивки отверстий в металле) обладающие разными размерами и формами. При работе, программа автоматически выбирает необходимый инструмент. Такое инженерное решение позволяет менять инструмент не, останавливая работу станка, и повышать скорость получения готового изделия. На оборудовании этого типа, возможно, получение до 1 500 отверстий в минуту.
Получение готового изделия состоит из нескольких операций. Первая заключается в укладке листа металла на рабочий стол. Для закрепления ее на нем применяют зажимы разного типа.
После того как установлен и закреплен оператор запускает управляющую программу. После этого начинается перемещение заготовки. По координатам, заданным в программе, в необходимой точке, происходит опускание прижимного устройства, фиксирующего лист в нужном месте. После прижима происходит удар, наносимый пробойником (пуансоном).
На инструментальном барабане может быть установлен поворотный инструмент, который существенно расширяет возможности станка и позволяет выполнять резку контуров сложных форм.
Пресс для пробивки отверстий в металле позволяют выполнять, кроме пробоя, следующие операции:
- пулевка — выдавливание, получение кромок разной направленности;
- формовка;
- неокончательная пробивка.
Координатная пробивка металла
Такой способ получения отверстий подразумевает то, что отверстия будут получены в определенном последовательности. Эта операция может быть использована при изготовлении как простых деталей, так и довольно сложных металлоконструкций. Такая обработка листового металла требует от оборудования и управляющей программы высокой точности, так как ошибки в настройке и программном коде могут привести к получению некондиционной продукции.

Координатная пробивка металла
Пробивка металла, как технологическая операция существует довольно давно, но в последние годы, благодаря появлению систем с числовым программным обеспечение, она существенно видоизменилась. Так, современное оборудование позволяет выполнять операции по пробою отверстий с точность их размещения до 0,05 мм. Координатно пробивное оборудование позволяет обрабатывать стали разных марок толщиной от 0,5 до 8 — 10 мм.
Координатная пробивка металлического листа используется при производстве деталей корпусов, крепежных комплектов и пр. Для получения набора отверстий применяют серию ударов пуансона по листу. Порядок пробоя заносится в управляющую компьютерную программу. Кстати, использование компьютерных программ и соответствующего инструмента для пробивки отверстий в металле гарантирует качество готовых изделий.
Применение координатно — пробойных прессов для пробивки отверстий в металле обеспечивает многократное повышение скорости производства и поэтому его применяют для крупносерийного и массового производства деталей из металлического листа.
Недостатки технологии
Надо помнить о том, что качество получаемой продукции напрямую зависит от нескольких факторов, среди них которых — качество инструмента, настройки оборудования, добротности программного обеспечения, применяемого для создания управляющей программы.

Координатная пробивка и ее недостатки
Но надо отметить, что в принципе, вне зависимости от способа получения группы отверстий, дефекты при ручной пробивке и автоматизированной одинаковы.
Смещение отверстий
Чаще всего при изготовлении группы отверстий можно встретить такой дефект, как смещение отверстий относительно друг друга или сторон листа. Этот дефект, может проявиться из-за ошибок в программе, неправильных настроек станка и пр.
Заусенцы
Этот дефект появляется вследствие того, что неправильно подобраны размеры пуансона и матрицы. Кроме того, заусенцы появляются в результате некачественной заточки инструмента.

Пуансоны и матрицы
Борозды
Нередки случаи появления бород на поверхности отверстия вдоль его оси. Они вызваны наличием дефектов поверхности пуансона.

Борозды при пробивке металла
Трещины
Образование трещин на кромках пробиваемых отверстий вызвано тем, что их диаметр близок по размеру к толщине листа.
Расчет необходимого усилия пробивки
Процесс вырубки металла характеризуется тем, что в ходе этого процесса появляется довольно сложная схема нагрузки, которая концентрируется в районе места взаимодействия пуансона, прорубаемого материала и матрицы.
Пуансон изготавливают таким образом, что он входит в материал не всем своим торцем, а только внешней кольцевой частью. Ответное воздействие возникает со стороны матрицы. Причем давление, возникающее в зоне взаимодействия этих трех компонентов, распределяется неравномерно.
Другими словами, в процессе вырубки возникает пара сил, которые формируют круговой изгибающий момент. Под его воздействием лист изгибается. В результате этого изгиба зарождается давление, которое оказывает воздействие на пуансон, и на кромку матрицы. Кроме этого, необходимо учитывать и то, что под действием сил трения появляются касательные усилия.
Как видно из выше сказанного, при пробивке возникает неоднородное силовое поле. Поэтому, при проведении расчетов применяют условную величину — сопротивление срезу.
В результате, проведенных исследований, сопротивление зависит не столько от свойств металла, но и от уровня наклепа, толщины вырубки, зазоров в паре пуансон/матрица и скорости процесса вырубки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Пробивка отверстий в металле: особенности технологии
Пробивка отверстий в металле является одним из методов перфорации. За счет высокой производительности, относительной простоты выполнения и отличного результата он пользуется высокой популярностью.
Суть технологии

Чаще всего осуществляется пробивка отверстий в листовом металле толщиной 0,5–4 миллиметра, так как из-за особенностей конструкции используемого станка работа с трубами и более толстыми листами практически невозможна.
Сам процесс осуществляется с использованием пуансона – пробойника, изготовленного из твердых сплавов, и матрицы – перфорированной «подложки», на которой размещается заготовка. Пуансоны могут иметь разнообразные формы, что дает возможность нанесения перфорации различных видов.
Получаемые перфорированные листы могут использоваться в самых различных сферах и выступать деталями металлической мебели, каркасов рекламных конструкций, защитными кожухами и решетками.
Методы
Пробивка может осуществляться в ручном или автоматизированном режиме.
Ручной
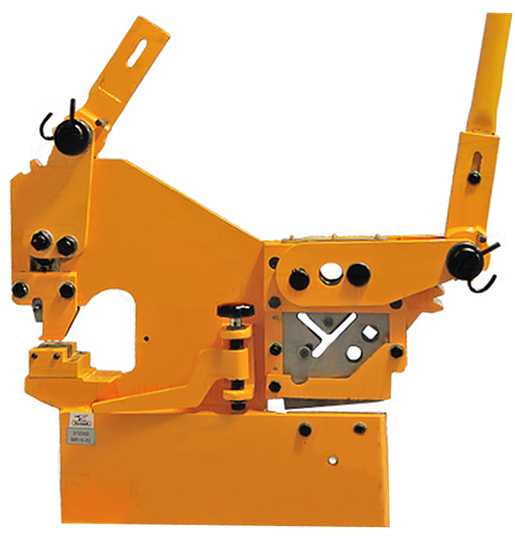
В данном случае используются специализированные пресс-ножницы. Они могут иметь различный принцип действия: механический, пневматический или гидравлический, но результат будет всегда одинаков.
Процесс выглядит следующим образом:
- Производится разметка заготовки – керном размечаются центры будущих отверстий.
- Размеченный лист вручную перемещается по станине пресс-ножниц до совпадения разметки с центром пуансона.
- Производится запуск пресса – пуансон выдавливает часть металла из заготовки, оставляя ее в матрице.
Из-за ручного контроля данный метод не может обеспечить высочайшей точности и производительности, поэтому на крупных производствах используются автоматические станки с ЧПУ.
Автоматизированный

Для автоматической пробивки применяются высокопроизводительные координатно-пробивные прессы. Предварительно, еще до размещения на столе заготовки, в их память вносится программа, содержащая информацию о расположении и форме всех необходимых отверстий.
Современные станки также называют револьверными, так как они имеют вращающийся барабан, в котором установлены пуансоны различных форм и размеров. В зависимости от программы они автоматически сменяют друг друга без участия человека и остановки работы. Подобная конструкция позволяет производить до 1500 отверстий в минуту.
В отличие от ручного метода, лист-заготовка закрепляется на столе специальными зажимами, которые производят ее перемещение в плоскости согласно внесенной программе. При этом во время работы головка пресса сначала прижимает металлический лист специальным прижимным кольцом, обеспечивающим фиксацию рабочей области, а затем использует соответствующий пуансон.
Благодаря использованию поворотного инструмента станок также может использоваться для осуществления перфорации сложной формы. Кроме того, он обладает дополнительным функционалом и может производить пуклевку, формовку и неполную пробивку, что существенно расширяет возможности изготовления.
Особенности
Как и другие технологии, пробивка отверстий в листовом металле имеет определенные преимущества и недостатки.
К плюсам можно отнести:
- Высокую скорость производства с использованием станка с ЧПУ.
- Высокие показатели точности – до 0,05 миллиметра.
- Возможность ручной пробивки на небольших производствах практически без потери качества.
Присутствуют и минусы:
- Небольшой диапазон допустимых значений толщины заготовки.
- На толщинах, близких к максимальным, по краям отверстия могут образоваться неровности и заусенцы, требующие дополнительной обработки.
Несмотря на перечисленные недостатки, пробивка отверстий в металле пользуется стабильно высоким спросом в самых различных сферах производства и не спешит уступать другим методам перфорации.
stvybor.ru
Инструмент для пробивки отверстий в листовом металле усиленный

- Производитель: MALCO PRODUCTS, США
- Артикул: HP18KR EV
- Доступность: В наличии
Артикул – HP18KR EV
Проделывание отверстий в листовом металле является достаточно частой задачей в слесарном деле. Ручной пробойник незаменим при монтаже легких металлических и пластиковых конструкций, если отсутствуют гидравлические или пневматические приспособления.
Используйте усиленный ручной инструмент MALCO HP18KR для пробивки отверстий для винтов, саморезов, заклепок и других крепежных элементов вдоль края листового металла, винилового листа или профиля и многих других материалов. Увеличивает скорость монтажа, экономит время и деньги, так
как больше нет необходимости применять дрель. Особенно
удобен в труднодоступных местах, при ограниченной рабочей зоне. По умолчанию, на инструмент установлена оснастка 3,2 мм, также в комплект входит оснастка на 4,8 мм. Глубина легко регулируется с 6,4 мм до 28.6 мм.
Легкий вес и небольшие геометрические размеры позволяют использовать инструмент в труднодоступных местах, над головой и т.д. Корпус инструмента выполнен из литого под давлением алюминия, в форме буквы “С”. Матрица и пуансон сделаны из специальной стали и легко могут быть заменены со временем.
Высочайшее качество изготовления инструмента гарантирует длительный срок службы.
Инструмент MALCO HP18KR имеет специальную конструкцию и рукоятку Redline, которые суммарно увеличивают усилие до 8 раз подробнее |
- Толщина металла – оцинкованная сталь 0,71 мм, до 2-х слоев одновременно
- Диаметр отверстия – 3,2 мм и 4,8 мм
- Вес нетто – 454 г
- Производство – США
malcotools.ru
виды инструмента и работа с ним
Пробойник для металла – это незаменимый инструмент в слесарном деле. С его помощью можно сделать отверстие идеальной формы без деформации кромок металла и изменения свойств, вызванных температурным воздействием на поверхность. Помимо металлических изделий пробойник отверстий прекрасно справится с прочими материалам: фанерой, пластиком или кожей.
Устройство и назначение пробойников
Классический пробойник – это инструмент в виде трубки, с остро заточенной рабочей поверхностью. Это основное требование конструкции: чем меньше площадь контакта с изделием, тем проще делать отверстия. Такое приспособление можно сделать своими руками при условии наличия материала достаточной крепости и набора трубок различного диаметра.
Существуют усовершенствованные модели, оснащенные функцией зенкерования. Рабочий цикл таких приспособлений состоит из двух этапов:
- Заточенный наконечник пробивает отверстие.
- Специальные лезвия расширяют проем до заданного размера.
Зенкерование – процесс механической обработки, точность которого достигает десятых долей миллиметра. Выполнение подобных работ вручную практически невозможно ввиду необходимости чрезмерного давления на деталь. В качестве рабочего привода используют различные металлообрабатывающие станки.
Тип отверстия зависит от формы рабочей части пробойника. Например, для круглого отверстия понадобится бита с коническим наконечником.
Виды пробойников
Тип и конструкция пробойника зависят от характеристик рабочей поверхности. Очевидно, что приспособление для проделки отверстий в коже не справится с прочной листовой сталью. Опытные мастера предпочитают приобретать наборы инструментов, которые включают в себя все необходимое для проделки отверстий в различных материалах.
Производители предлагают три вида пробойников:
- Ручные. Представляют собой набор трубок различного диаметра. Наконечник должен иметь острую заточку. С обратной стороны пробойника устанавливают защитную насадку из мягкого материала – резины или пластмассы. Это помогает избежать расплескивания металла на ударной части приспособления. Для проделывания круглых отверстий в мягких материалах ручной пробойник – оптимальный выбор.
- Пневматические. Как следует из названия, данная разновидность использует сжатый воздух в качестве приводной силы. Он генерируется компрессорами, мощность которых зависит от поставленных задач. Воздушная магистраль присоединяется в том месте, где у ручных пробойников находится защитная насадка. Мощности компрессора достаточно для пробития отверстий в твердых поверхностях, включая бетон и сталь. Стоимость набора по сравнению с ручными просечками гораздо выше, поскольку рабочая часть изготавливается из высокопрочной стали.
- Гидравлические. Этот тип привода считают наиболее производительным. В качестве вспомогательного механизма могут использоваться ручные агрегаты, действующие по принципу автомобильного домкрата. Для сложных работ используют электрические маслостанции, способные создать высокое давление. Практически все гидравлические пробойники оснащены специальным механизмом, регулирующим глубину проникновения.



Особенности пробойников по металлу
Приспособления для круглых отверстий в металле обладают рядом особенностей. Основное отличие от прочих моделей – использование специального инструментального сплава, который продлевает срок службы инструмента в тяжелых условиях.
Специальная обработка контактной части инструмента позволяет добиться высокой твердости по Роквеллу. Для отдельных моделей этот показатель достигает 60 HRC.
Неопытные мастера избегают работы с рассматриваемыми инструментами, предпочитая использовать дрель. Однако ее использование невозможно при выполнении особо точных работ: обратный ход сверла обязательно повредит внутреннюю часть просверленного элемента. Кроме того, деформация поверхности может привести к заклиниванию сверла и выходу из строя сверлильного аппарата. Стружка и заусенцы, образующиеся в процессе сверления, могут нанести травму работнику.
Помимо ручного инструмента, применение которого не отличается высокой производительностью, на металлообрабатывающих предприятиях активно используют следующие механизмы:
- комбинированные пресс-ножницы;
- прессы с системой ЧПУ;
- установки для координатной пробивки металла.
Советы по работе с инструментом
По своей конструкции пробойники отверстий в металле делятся на два типа:
- Цельные.
- Сборные.
Для использования не требуется обладать особыми навыками, достаточно потренироваться на поверхностях, которые не жалко повредить.
Рабочий процесс выглядит следующим образом:
- При использовании сборных приспособлений необходимо установить просечку требуемой величины. Для фиксации насадки ее поворачивают по часовой стрелке до упора. Демонтаж происходит в обратном порядке.
- Обрабатываемую деталь необходимо установить на неметаллическую поверхность для свободного прохождения просечки. Лучше всего использовать деревянные бруски. Подставка должна прочно прилегать к просекаемой поверхности. Работать с деталью, находящейся в неустойчивом положении, запрещено.
При использовании деревянных материалов в качестве подложки обратите внимание на наличие сучков и прочих дефектов древесины. Они могут изменить направление движения просечки и вывести ее из строя.
- Просечка устанавливается на рабочую плоскость под прямым углом. После этого по защитной насадке наносят сильный удар молотком.
Рекомендуемые модели
На российском рынке продавцы предлагают огромный выбор пробойников отверстий отечественных и зарубежных производителей.
В первую очередь необходимо определиться с конструкцией: классические трубки или щипцы. Второй вариант будет предпочтительным при работе с мягкими материалами небольшой формы. Их устройство позволяет избежать травматизма, а наличие ручки повышает производительность работ. Кроме того, отпадает необходимость в использовании вспомогательного ударного инструмента. В остальных случаях советуем воспользоваться стандартными пробойниками отверстий.
При выборе производителя рекомендуем обратиться к известным брендам, которые зарекомендовали себя как производители качественного инструмента. В противном случае нельзя гарантировать, что инструмент прошел качественную термообработку, а рабочая часть обладает качественной заточкой.
Рассмотрим самые популярные модели от надежных производителей:
- IV-3052-00. Пробойники IVAN пользуются спросом у работников ателье по пошиву и ремонту одежды. Производственные мощности компании расположены на Тайване. Данная модель предназначена для работы с неметаллическими материалами толщиной до 3 мм. Стандартная комплектация состоит из одной насадки на 4 зуба диаметром 1,5 мм. Пробивная часть сменная. Вся конструкция изготовлена из качественной стали с антикоррозийным покрытием.

Прямым конкурентом на российском рынке является бренд WUTA. Компания специализируется на изготовлении оборудования для нужд легкой промышленности, включая производство цельных пробойников для кожи и меха.
- NAREX 854600. Набор из 14 предметов, включающий в себя рукоятку и сменные насадки диаметром от 10 до 50 мм. Применяется для создания отверстий в любых плотных материалах за исключением бетона и металла. Материал изготовления – инструментальная сталь. Страна-производитель – Чехия. Ценится автолюбителями за удобство работы с паронитом, из которого изготавливают различные уплотнительные прокладки.
Пробойник для отверстий – отличное приспособление, облегчающее жизнь многим мастерам. Простота конструкции позволяет использовать его практически без подготовки. А вы пользовались пробойниками для отверстий? Какой бренд считаете лучшим для домашнего пользования? Напишите ваше мнение в комментарии.
wikimetall.ru
26 января 2015 Инструменты для сверления отверстий в листовом металле
Большое количество строительно-монтажных работ связано с необходимостью вырезки отверстий в листовом металле. Быстрее всего это можно сделать на сверлильных станках, но чаще всего при монтажных работах нет возможности использовать стационарное металлорежущее оборудование. В таких случаях на помощь приходят механизированные ручные инструменты, а также инструменты с электрическим либо гидравлическим приводом.
Выбор того или иного метода получения отверстия зависит от его размера, толщины металла и требований к точности, а также от финансовых возможностей для приобретения инструмента. В настоящее время на рынке существует большой выбор ручного инструмента, особенно импортного производства, для изготовления отверстий в листовых заготовках.
1. Выбор и подготовка исходной листовой заготовки. Для начала выберите подходящую листовую заготовку из имеющегося сортамента для проведения работ. После приобретения листа проверьте его состояние – отсутствие коробления и загрязнений. При необходимости произведите рихтовку и очистку листовой заготовки.

Затем нужно произвести разметку центров необходимых отверстий. Делается это традиционным способом – с помощью чертилки (инструмент с закаленной иглой), кернера и молотка. Вместо чертилки в монтажных условиях можно применять маркер или другой инструмент. Кернер нужен для того, чтобы сделать углубление на поверхности листа – это облегчит сверление металла и уменьшит увод сверла при работе. Этот инструмент может быть обычного типа либо пружинный, в котором накернивание создается без молотка – под воздействием нажимной пружины. Электрический автоматический кернер помогает обойтись без приложения мускульной силы, при этом производительность его гораздо выше – до 50 кернений в минуту. Это особенно облегчает работу при изготовлении большого количества отверстий.
2. Обработка любой заготовки должна производиться в безопасных условиях. Особенно это касается вращательного и пробивного инструмента. Поэтому перед непосредственным проведением работ нужно надежно закрепить листовую заготовку при помощи струбцин, зажимов.

В случае если обрабатывается тонколистовая заготовка или лист с покрытием, их края можно защитить от повреждения липкой лентой. Для сквозного сверления используйте деревянные подкладки.
3. Изготовление небольших отверстий производится, как правило, наиболее доступным способом – сверлением с использованием дрелей различного типа. Для таких работ применяют спиральные сверла по металлу. Обычно сверла изготавливают из быстрорежущей либо легированной стали.

Для более надежного центрирования сверла можно вначале просверлить направляющее отверстие сверлом меньшего размера. При необходимости проделывания больших отверстий применяют ступенчатое рассверливание сверлами разного диаметра. Также рекомендуется использовать смазочно-охлаждающие жидкости для уменьшения нагрева сверла и улучшения условий сверления.
4. Более эффективными являются ступенчатые конические сверла. Они позволяют произвести рассверливание отверстия от маленького диаметра до большого без смены инструмента в дрели, что увеличивает производительность работ. В центре ступенчатого сверла находится направляющая часть. Одно такое сверло заменит целый набор обычных спиральных. Ступенчатые сверла изготавливаются специально для тонколистового материала и позволяют получить качественные отверстия быстрее и с наименьшими усилиями. Сверла изготавливаются из молибденовой стали, закаленной до твердости 63 единицы HRC. Наибольший диаметр сверления, как правило, не превышает 35 мм.
5. Кольцевые биметаллические пилы (или цифенборы, коронки) используются для высверливания отверстий большого размера. Пилы представляют собой цилиндрический инструмент с заточенными зубьями, в качестве направляющей в центре приспособления крепится спиральное сверло.

Принцип действия кольцевой пилы отличается от традиционных сверл – коронки высверливают кусок металла большого диаметра с небольшой шириной пропила, благодаря чему уменьшается нагрузка на режущий инструмент. Диаметр пил варьируется от 14 мм до 152 мм. Такие пилы могут работать с различными материалами – алюминий, медь, сталь, в том числе нержавеющая, дерево, оцинковка. Глубина пиления не превышает 38 мм. Крепятся пилы к стандартному инструменту – дрелям или перфораторам через специальную державку. Для сверления в труднодоступных местах применяются удлинители.
6. Ручные листовые перфораторы (дыроколы по металлу). Эти устройства позволяют быстро пробить отверстия в листовом металле с получением качественных гладких краев. Пробивка производится через все типы материалов, от тонких листов латуни и пластмассы до листов из мягкой стали толщиной до 2 мм. Регулируемая направляющая позволяет выровнять отверстия по прямой линии от края заготовки.
Обычно в составе перфоратора несколько сменных закаленных насадок для различных диаметров отверстий: 3/32, 1/8, 1/4, 5/32, 7/32, 3/16 и 9/32 дюйма. Производительность такого способа выше, чем при сверлении. Для пробивки большей толщины можно также использовать настольные дыропробивные прессы.
7. Ручные дыропробивные штампы используются для пробивки отверстий большего диаметра, чем в предыдущем случае. Толщина пробиваемого стального листа – до 2 мм, для листа из нержавеющей стали – до 1,5 мм. Диаметр пробиваемых отверстий составляет 22–60 мм, в зависимости от модификации штампов. Существуют также дыропробивные штампы с гидравлическим приводом, позволяющие обрабатывать лист большей толщины. Этот дыропробивной инструмент пользуется особой популярностью среди электриков, т. к. обеспечивает получение идеального отверстия в листовом металле при минимальном усилии.
Базовый набор включает в себя затягивающий ключ, шпильку, матрицу и соответствующий пуансон. Работа производится в пять этапов:
– сверление направляющего отверстия при помощи дрели;
– протягивание шпильки с матрицей через направляющее отверстие;
– закрепление пуансона на противоположном конце шпильки;
– затягивание шпильки.
Когда производится затягивание шпильки, она протаскивает пуансон через материал, в результате происходит резка листа на две половинки (с целью легкого удаления отходов из матрицы). Для ускорения затягивания можно использовать механизированный инструмент.
8. Центрорез (циркульное устройство) представляет собой державку с центрирующим сверлом и резец, закрепленный на державке. Его используют для вырезки больших отверстий, и одним из преимуществ является бесступенчатое регулирование диаметра. Центрорез обычно закрепляется на стационарном сверлильном станке.

9. Инструменты для обработки кромок отверстий. Опиловка острых кромок и заусенцев – непременное условие для дальнейшей безопасной работы с металлом и получения качественного изделия. В небольших отверстиях заусенцы можно устранить легким рассверливанием при помощи сверла большего диаметра, для отверстий большого размера можно использовать борфрезы различных форм и диаметров, закрепляемые в дрель, а также другие виды инструмента.

xn—-dtbhlufccvfemek.xn--p1ai
Самодельный прошивень для пробивки отверстий в металле
Всем самоделкиным доброго времени суток.

В этой статье Андрей Винничук вернется к теме кузнечного инструмента.

Посмотрим, как сделать прошивень.
Этот инструмент предназначен для прошивки пробивки отверстий разного диаметра в металле.
Инструмент очень нужный в кузне, и автор надеется, что он Вам пригодится в Вашем деле.
Материал, который автор будет использовать для изготовления этого инструмента. Андрей будет использовать автомобильную пружину.

Очень хорошая, крепкая сталь, вполне пригодная для изготовления этого вида инструмента.

Для начала автор нагреет пружину и выровняет ее.

Заостряет одно из окончаний будущей детали.

Дальше уже будет формировать инструмент.
Сглаживает все грани, чтобы прошивень получался круглой формы.
Вот так дальше нагревает, производит термообработку. Закалку автор будет производить в масле.
Сейчас нагреем, посмотрим.

Закалку и отпуск будет производить за один нагрев.

Закалки инструмента. Температуру отпуска определяем по цветам побежалости.


Так как инструмент будет работать на горячую, то отпуск производится в данном случае до фиолетового цвета.

Вот, ждем когда фиолетовый опуститься на край.

Периодически счищаем окалину наждачной бумагой.

Как только он подойдет мы сразу охлаждаем металл.
Еще немножко осталось, если надо нагреть, мы можем также с хвостовичка нагреть, что ускорит процесс отпуска металла.


Ждем, пока инструмент остынет.

Попробуем его в действии.

Итак наш прошивень готов.

Вы видели, как его можно сделать, как произвести закалку и отпуск.
Его удобно держать в руках. Также под клещи можно его прихватить.

Сейчас мы его проверим в деле. Разогреваем заготовку.


Теперь пробиваем с обратной стороны.


При помощи него мы можем пробивать отверстия как малого диаметра, так и большого.

Больше пробивать Андрей не будет. Вот так вот все это делается.


Спасибо Андрею Винничуку за проделанную работу.
Ссылка на оригинальное видео – под текстом кнопка “Источник”.
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Инструменты для пробивки отверстий в металле в Омске (1478 товаров) 🥇

Доставка: Омск
В МАГАЗИН Онлайн консультант Бесплатный номер 8 800… Заказ в один кликomsk.regmarkets.ru