Как узнать какая резьба – Как определить резьбу? Таблица резьб
alexxlab | 18.09.2020 | 0 | Разное
Как узнать какая резьба. Резьбы
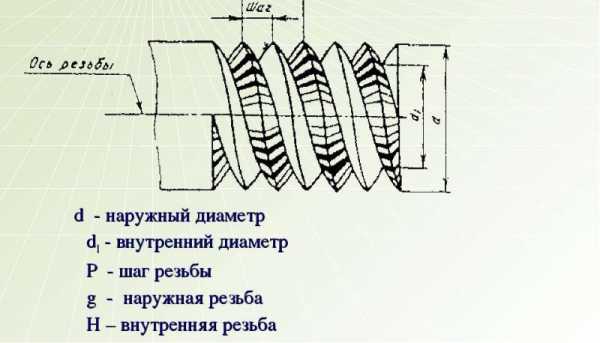
Первое число означает основной диаметр винта.
- За границей, в США, диаметр резьбы измеряют в дюймах, линиях, точках и милах. Существуют диаметры от #0 до #10, где #0 самый маленьких размер (6 точек), а #10 самый большой (1 линия, 9 точек). Диаметры #12 и #14 тоже встречаются, но обычно используются только в старом оборудовании, которое требует ремонта и реставрации. Номер #14 приближается к 1/4 дюйма в диаметре, но не ровно 1/4 дюйма. Начиная с #1 резьбы (7 точек, 3 мила) диамeтр увиличивается на 13 мил, таким образом, диаметр резьбы #2 – 0,086 дюйма, #3 – 0,099 дюйма и так далее. Для винтов больше чем #10, первым числом указывают диаметр в дюймах. Так винт 1/4-20 в диаметре составляет четверть дюйма.
- Если резьба метрическая, например M3.5, первое число после M означает основной диаметр в миллиметрах.
Второе число показывает расстояние между двумя одноименными элементами резьбы. Это число выражает шаг, например между двумя витками. Шаг измеряется в миллиметрах, долях дюйма или числом ниток на дюйм.
- В США применяют число ниток на дюйм. Например винт 1/4-20 имеет 20 ниток на дюйм.
- В метрической системе шаг между витками измеряется в миллиметрах. Так, у винта M2 x 0.4 расстояние между витками составляет 0.4mm. Несмотря на то, что в метрической системе существует более двух стандартов шага, шаг резьбы зачастую не указывают; поэтому неплохо бы взять с собой образец.
- Основные метрические стандарты винтов бывают по системе DIN и JIS. Эти стандарты близко связаны между собой, и местами идентичны, но болт JIS M8 может не подойти вместо болта DIN M8. Еще есть американский ANSI метрический стандарт.
Прочтите длину винта после x . Длина винта измеряется от конца винта до начала головки, как показано на иллюстрации. Учтите, что длина винтов с потайной головкой измеряется вместе с ней.
- Длина американских винтов измеряется в дюймах. Так, длина винта 1/4-20 x 3/4 составляет три четверти дюйма, или семь с половиной линий. Длину выражают или простыми дробями, или десятичными.
- Длина метрических винтов указывается в миллиметрах.
Прочая маркировка.
- Также применяется класс посадки, свободно или туго будет закручиваться деталь. В основном используются классы 2A или 2B. “А” указывает на то, что это наружная резьба, а “B”, что это внутренняя, как на гайках. Число “2” указывает на среднюю тугость закручивания, другие числа (1 или 3) встречаются значительно реже.
- Бывает маркировка UNC, UNF или UNEF. По этим стандартам шаг резьбы отличается. Чаще всего применяется UNC.
- Внутренний диаметр. Равен диаметру отверстия заготовки гайки перед нарезкой резьбы. В большинстве случаев указывается наружный диаметр соответствующей вставляющейся детали.
Штангенциркуль относится к классу универсальных измерительных приборов высокой точности. Данное устройство предназначено для определения наружных и внутренних размеров небольших деталей, глубины отверстий и прочих параметров. Зная, можно легко установить линейные величины любых предметов, в том числе и резьбовых соединений на метизах.
Особенности использования штангенциркуля
Удобство и простота использования этого инструмента обуславливают его широкое применение не только в производственной сфере, но и в домашних условиях. Существует три разновидности штангенциркулей: нониусные, циферблатные и цифровые, отличающиеся своей конструкцией. Наибольшей популярностью пользуется первый вариант. Такой инструмент имеет механическую структуру, поэтому ломаться там нечему. При аккуратном обращении (необходимо беречь прибор от деформаций и ржавчины) срок его эксплуатации практически не ограничен.
Измерять штангенциркулем как микрометром, то есть до десятых долей миллиметра, позволяет шкала Нониуса. В конструкции инструмента предусмотрена возможность фиксации измеряемого объекта как с наружной, так и с внутренней стороны, благодаря чему вероятность погрешности сводится к нулю.
Конструктивные элементы приборов
Чтобы понять, как измерять с помощью штангенциркуля, необходимо разобраться в его конструкции. Свое название инструмент получил в честь штанги, на которой располагается основная шкала. Дополнительной шкалой является нониус, предназначенный для определения десятых или сотых долей миллиметра при необходимости получения максимально точных результатов.
Конструкция механического нониусного штангенциркуля состоит из:
- штанги с основной шкалой;
- подвижной рамки со шкалой Нониуса;
- губок для измерения внутренних поверхностей;
- губок для измерения внешних поверхностей;
- линейки глубиномера;
- винта для фиксации рамки.
Некоторые модели имеют двойную шкалу, позволяющую измерять штангенциркулем как в миллиметрах, так и в дюймах. Остальные элементы конструкции, как правило, не имеют различий.
Как правильно измерять штангенциркулем наружные поверхности
Для получения точных данных о внешних размерных параметрах предмета, его необходимо зафиксировать с помощью нижних губок инструмента. Эта операция выполняется путем предварительного раздвижения губок на немного большее расстояние, чем размер измеряемой детали, и последующего их сдвигания до упора в поверхности изделия. После того, как нижние губки штангенциркуля будут надежно зафиксированы на наружных поверхностях, контрольная точка на подвижной шкале займет определенное положение на основной шкале и будет показывать размер детали.
Как измерить штангенциркулем внутренний диаметр детали
Перед выполнением данной операции элементы прибора сдвигают до упора, после чего губки для определения расстояния между внутренними поверхностями помещают в отверстие. Далее их разводят до упора в стенки и фиксируют в таком положении. Зная, как измерить диаметр штангенциркулем, можно замерить внутренние п
istrador.ru
Как определить стандарт и резьбу фитинга РВД
Для правильного заказафитинганеобходимо верно указывать размер резьбы. Для определения резьбы на фитинге штангенциркулем измеряется диаметр (внутренний, если это гайка и соответственно наружный, если это штуцер).

Как определить стандарт фитинга?
Для определения стандарта фитинга надо внимательно изучить его структуру:
1. Накидная или обжатая гайка
Чаще всего с накидными гайками встречаются стандарты DK, DKOL, DKOS, ORFS, DKI.
Чаще всего с обжатыми гайками встречаются стандарты BSP, JIC, JIS Komatsu,
Но, ввиду сложности изготовления, либо конструктивных особенностях гидравлического узла, на котором установлен фитинг можно встретить исключения.
2. Конус ниппеля
Наружные конуса:
Полусфера, посадочный конус под ответный штуцер 37° (разновидность 24° и 60°) — DK;
24° с уплотнительным кольцом на кончике ниппеля — DKOL, DKOS;
0° плоский торец ниппеля — ORFS, BSP Flat;
60° — BSP — данный стандарт не предусматривает уплотнительное кольцо, но в очень редких случаях его можно встретить.
Внутренние (обратные) конуса:
74° — JIC, DKI;
60° — JIS Komatsu, JIS Toyota — как правило, эти стандарты идут с дублирующей (двойной гайкой). Штуцера с наружной резьбой соответственно имеют обратные параметры фитингов с гайками.
3. Резьба
Метрическая резьба — DK, DKOL, DKOS, DKI, JIS Komatsu, в очень редких случаях метрическую резьбу можно встретить на стандарте ORFS;
Дюймовая трубная цилиндрическая резьба — BSP, BSP Flat, JIS Toyota;
Дюймовая резьба UN/UNF — JIC, ORFS;
Дюймовая трубная коническая резьба — штуцера NPTF.
Как определить резьбу фитинга
4. Размер под ключ
Зная размер под ключ можно предположить параметр резьбы фитинга, но обращаем Ваше внимание, что этот размер у разных производителей может отличаться.
Общая информация по фитингам
Разнообразие стандартов фитингов для изготовления РВД обусловлено конструктивными особенностями гидравлических узлов, а так же разработками этих узлов в различных странах. Но это не означает, что зная страну происхождения техники и оборудования, можно однозначно сказать какой стандарт фитингов используется на
DK— Российский стандарт, фитинги DK (так же у поставщиков можно встретить аббревиатуры DK-L, DK-S, DKM) имеют сферу (яблоко) под ответный штуцер с углами уплотнения 37°, разновидности 24° и 60° и метрическую резьбу. Фитинги DK разработаны в СССР в 50-х годах 20-го века как альтернатива зарубежным фитингам и проектировались с учетом металлообрабатывающего оборудования, технологий и квалификации машиностроительных рабочих того времени. Фитинг DK отвечает требованиям ГОСТ 42705-81.
Метрическая резьба с углом профиля в 60° отвечает требованиям на метрические резьбы общего назначения с профилем по ГОСТ 9150, диаметрами и шагами по ГОСТ 8724.
Фитинги DK в силу особенностей конструкции имеют пониженные параметры по давлению и динамическим нагрузкам, меньший ресурс и проблемы совместимости фитингов и ответных деталей разных производителей (разные радиусы сфер и разные углы ответного конуса) и, как следствие, ограничения в применяемости. Во многих случаях существует полностью совместимый фитинг-прототип DKO.
DKO— Немецкий стандарт. Фитинги DKO, DIN 2353, посадочный конус (конус уплотнения) 24 градуса, на кончике ниппеля уплотнительное кольцо. Как правило, накидные гайки, метрическая резьба DIN 3865.
Фитинги стандарта DKO делятся на 2 типа DKOL (легкая серия) и DKOS
BSP— Английский стандарт (British Standart Pipe). Фитинги BSP, ISO 228-1, конус уплотнения 60°. Некоторые фитинги BSP могут иметь резиновое кольцо, расположенное в начале конуса, но в основной массе фитингов этого стандарта его не бывает.
JIC— Американский стандарт (Joint Industries Council). Фитинги JIC представляют собой соединения с дюймовой американской резьбой и обратным конусом уплотнения 74 градуса, выполненные в соответствии со стандартами SAE J514 или ISO 8434-2. Соединение JIC разработано в США в 50-е годы и использовалось для соединений труб отбортовкой.
Подсоединение этих фитингов к шлангам или трубам часто называют также соединением JIC74°, имеют американскую резьбу типа UN/UNF для наружной и внутренней резьбы с углом профиля в 60° отвечает требованиям SAE J475 и ISO 725.
ORFS— Американский стандарт (O’ Ring Face Seal). Фитинги ORFS разработаны специально для резьбовых трубных соединений высоких давлений и часто используется, например, на строительных машинах. Арматура ORFS высоко устойчива к вибрациям и импульсам давления.
Фитинги ORFS имеют торцевое уплотнение, уплотнение производится кольцом круглого сечения, которое вставлено в торцевую канавку фитинга штуцера ORFS с наружной резьбой.
Соединение ORFS отвечает требованиям SAE J1453 и ISO 8434-3 и имеет американские резьбы ряда UNF/UN.
Фланцы SF— Фланцевые фитинги SFL и SFS отвечают требованиям SAE J518, ISO/DIS 6161-1 или -2 для фланцев 3000 и 6000 psi, DIN ISO 12151-3, серия L и серия S для фланцев 3000 и 6000 psi, DIN 20078 часть 10 форма R и часть 12 форма S, DIN 20066 для основных размеров фитингов.
Фланцевые фитинги изначально был разработан для подсоединения к гидравлическим насосам. В зависимости конструкции машины соединение производится либо при помощи полуфланца, либо фланца с четырьмя отверстиями. Фитинги фланцы были разработаны в США, позднее подразделение на ступени давления 3000, 6000 было перенято во всем мире.
Компания Caterpillar разработала специальную серию фитингов на повышенное давление — CAT-фланцы. Этот тип фланца предназначен для давления 9000 psi, единственное отличие от фланца 6000 psi увеличенная высота (толщина) тарелки. Японский производитель «Komatsu» тоже предлагает на рынке собственный тип фланцев.
BANJO— Фитинги BANJO (кольцевые ниппели) представляет из себя поворотное соединение. В сборе состоит из корпуса, пустотелого болта с отверстиями и уплотнительных колец. Может быть выполнено с метрической или дюймовой резьбой. Поворот должен осуществляться только до затяжки болта.
NPTF— Гидравлический фитинг штуцер NPTF производится с учетом норм ANSI/ASME B1.20.1. Посадочный конус 60°.
Штуцер NPTF имеет коническую резьбу с конусностью 1:16 (угол конуса 3°34’48″), соответствует ГОСТ 6111-52 — резьба коническая дюймовая с углом профиля 60°.
DKI— Российский стандарт, Фитинги DKI представляют собой соединения с метрической резьбой и обратным конусом уплотнения 74°.
Метрическая резьба с углом профиля в 60° отвечает требованиям на метрические резьбы общего назначения с профилем по ГОСТ 9150, диаметрами и шагами по ГОСТ 8724.
JIS— Японский стандарт (Japanese Industrial Standard), Фитинги JIS представляют собой соединения с обратным конусом уплотнения 60°. Фитинги JIS встречаются двух типов JIS Komatsu и JIS Toyota.
JIS Komatsu или JIS Metric имеют метрическую резьбу.
JIS Toyota или JIS BSP имеют дюймовую трубную резьбу.
Для производства РВД вам так же могут пригодиться муфты.
rvd-rzn.ru
Как узнать какая резьба на болте
В современном мире большое распространение получили резьбовые соединения. Оно характеризуется высокой надежностью и практичностью в применении. Выделяют довольно большое количество различных параметров, которые могут использоваться для определения параметров рассматриваемого крепежного элемента. Наиболее важным можно назвать шаг. Он указывается практически на каждом чертеже и различной технической документации.

Понятие шага резьбы
Резьба применяется для соединения самых различных изделий. Для определения резьбы болта нужно рассматривать расстояние меду одноименными боковыми сторонами профиля. К особенностям этого понятия отнесем нижеприведенные моменты:
- Для определения основных параметров требуется провести измерение.
- Неточный результат можно узнать при применении линейки.
- Для повышения точности измерений нужно проанализировать несколько нитей. Именно поэтому в зависимости от протяженности резьбовой поверхности проводится анализ от 10 до 20 витков.
- Рекомендуется проводить замеры в миллиметрах. В некоторых случаях число переводится в дюймы.
Расстояние между впадинами можно измерять при использовании специального инструмента. Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения.
Способы измерения
Существует довольно большое количество различных способов определения шага резьбы. Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
- Использование обычной линейки.
- Применение специального инструмента, который может применяться для определения рассматриваемого значения. Измеритель шага резьбы можно приобрести в специализированном магазине.
- Штангенциркуль является точным инструментом. Он применяется довольно часто по причине высокой точности и универсальности в применении.

Все приведенные выше методы позволяют получить довольно точные данные. Проще всего провести измерения при применении инструмента, определяющего резьбу, но можно обойтись и обычным штангенциркулем.
Процесс измерения витков
При рассмотрении того, как определить шаг резьбы следует учитывать особенности выбранного метода. При использовании линейки достаточно:
- Замерить протяженность стержня, на который нанесли профиль. Стоит учитывать, что при замере всей длины стержня, а не только части можно определить более точный результат.
- Подсчитать количество витков.
- Провести замер глубины для определения основных параметров резьбового соединения.
Подобным образом можно определить лишь средний показатель. Если в процессе нарезания витков были допущены ошибки, то расстояние между ними может несколько отличаться.
Пример проведения замеров выглядит следующим образом:
- Отсчитывается 20 витков.
- Проводим замер протяженности стержня, к примеру, показатель составил 127 мм.
- Проводим деление 20 витков на протяженность стержня, в результате получаем показатель 6,35 мм. Он соответствует шагу расположения нитей в миллиметрах.
Для перевода в дюймы достаточно поделить вычисленное значение в миллиметрах на 25,4. В итоге получится результат 0,25 или ¼ дюйма. При самостоятельном замере может быть погрешность, поэтому результат округляется к приближенному стандартному значению.
В продаже можно встретить и специальные шаблоны, которые можно использовать для проверки особенностей резьбы. Подобная процедура достаточно проста в исполнении:
- Подбирается наиболее подходящий шаблон. В продаже можно встретить просто огромное количество специальных шаблонов, которые представлены пластиной с определенным профилем. Стоит подобный элемент не дорого, приобрести его можно в различных специализированных магазинах.
- Он прикладывается к поверхности для контроля основных показателей. Шаблон должен заходить без препятствий, и между пластиной с рабочей поверхностью не должно образовываться свободного пространства.
Если шаблон легко заходит в бороздки, то можно определить основные параметры поверхности.
Измерение шага резьбы линейкой и резьбомером
Кроме этого, можно провести измерения при применении штангенциркуля. Этот инструмент получил широкое распространение. Пошаговые действия выглядят следующим образом:
- Глубиномером устанавливается высота стержня.
- Следующий шаг заключается в подсчете количества витков. Сделать это достаточно сложно, можно использовать маркер для обозначения уже подсчитанных нитей профиля.
- Полученная информация позволяет рассчитать тангенса угла наклона.
Есть возможность определить рассматриваемый показатель при непосредственном измерении между смежными вершинами. Рекомендуется провести очистку поверхности. В противном случае получить точный результат практически невозможно.
Нюансы измерения
При применении штангенциркуля следует учитывать несколько рекомендаций. Примером назовем нижеприведенную информацию:
- Если между головкой и торцевой частью изделия есть плита, то в этом случае рекомендуется использовать основную измерительную шкалу и глубиномер. При подобном процессе можно получить показатели толщины шайбы, высоты головки, толщину промежуточного элемента. Подобные данные позволяют рассчитать основные параметры резьбового соединения.
- Точность полученных результатов можно существенно повысить путем очистки поверхности от различных загрязняющих веществ. Для этого можно использовать абразивный материал или специальные жидкости для удаления коррозии.
Провести рассматриваемую процедуру можно самостоятельно. Как правило, проблем при этом не возникает.
В заключение отметим, что производители указывают шаг и многие другие важные показатели. Как правило, они наносятся на головке или другом элементе.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка — риска
Важный ахтунг — вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard) UNC UNF и метрическую резьбы.
Резьба — виды, особенности, способы определения
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
- Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
- Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
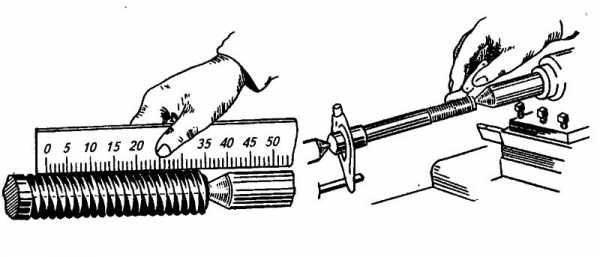
- Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
mytooling.ru
ОПРЕДЕЛИТЕЛЬ РЕЗЬБ – КАК ОПРЕДЕЛИТЬ РЕЗЬБУ И ТИП ФИТИНГА
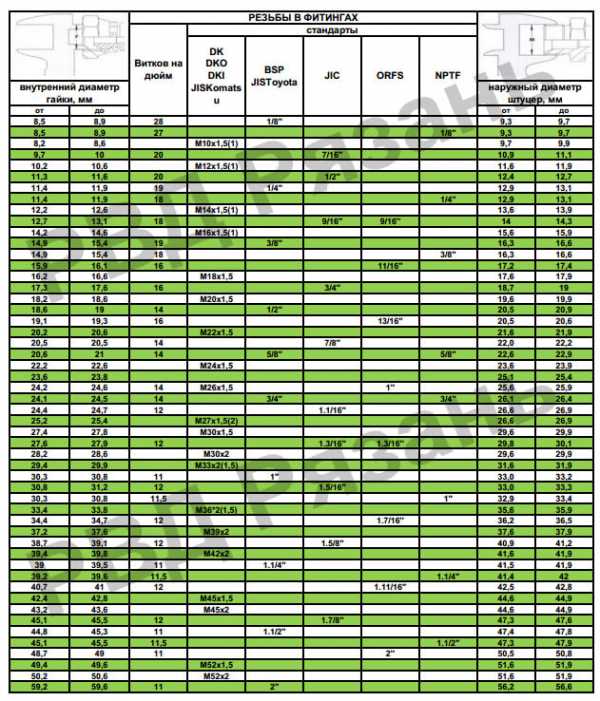
Справочная таблица размеров фитингов. На штуцере измеряйте наружную резьбу, в гайке измеряйте внутреннюю резьбу. Размеры для штуцера в левой части таблицы. Размеры для гайки в правой части таблицы.
Для измерений применяйте штангенциркуль и резбомерные гребенки. Обратите внимание – для гидравлических соединений используются метрические резьбы с шагом 1,5 мм и 2,0 мм. Крайне редко используется резьба с шагом 1,0 мм. Если шаг отличается от этих значений, то обратите внимание на дюймовые шаги.
| Наружный диаметр резьбы (mm) штуцера | Шаг резьбы | Тип фитинга или адаптера | Внутренний диаметр резьбы (mm) гайки | |||||||
| от | до | дюймовый ниток на дюйм |
метрический мм |
BSP (T) (K)R |
DKOL DKOS DK |
JIC (UNF) |
ORFS (UNF) |
NPTF NPSM |
от | до |
| 9,3 | 9,7 | 28tpi | 0,907 мм | 1/8″ | 8,5 | 8,9 | ||||
| 9,3 | 9,7 | 29tpi | 0,876 мм | 1/8″ | 8,5 | 8,9 | ||||
| 9,7 | 9,9 | 1,5 мм | M10 | 8,2 | 8,6 | |||||
| 10,9 | 11,1 | 20tpi | 1,270 мм | 7/16″ | 7/16″ | 9,7 | 10,0 | |||
| 11,6 | 11,9 | 1,5 мм | M12 | 10,2 | 10,6 | |||||
| 12,4 | 12,7 | 20tpi | 1,270 мм | 1/2″ | 1/2″ | 11,3 | 11,6 | |||
| 12,9 | 13,1 | 19tpi | 1,337 мм | 1/4″ | 11,4 | 11,9 | ||||
| 12,9 | 13,1 | 18tpi | 1,411 мм | 1/4″ | 11,4 | 11,9 | ||||
| 13,6 | 13,9 | 1,5 мм | M14 | 12,2 | 12,6 | |||||
| 14,0 | 14,3 | 18tpi | 1,411 мм | 9/16″ | 9/16″ | 12,7 | 13,9 | |||
| 15,6 | 15,9 | 1,5 мм | M16 | 14,2 | 14,6 | |||||
| 16,3 | 16,6 | 19tpi | 1,337 мм | 3/8″ | 14,9 | 15,4 | ||||
| 16,3 | 16,6 | 18tpi | 1,411 мм | 3/8″ | 14,9 | 15,4 | ||||
| 17,6 | 17,9 | 1,5 мм | M18 | 16,2 | 16,6 | |||||
| 18,7 | 19,0 | 16tpi | 1,588 мм | 3/4″ | 3/4″ | 17,3 | 17,6 | |||
| 19,6 | 19,9 | 1,5 мм | M20 | 18,2 | 18,6 | |||||
| 20,5 | 20,9 | 14tpi | 1,814 мм | 1/2″ | 1/2″ | 18,6 | 19,0 | |||
| 21,6 | 21,9 | 1,5 мм | M22 | 20,2 | 20,6 | |||||
| 22,0 | 22,2 | 14tpi | 1,814 мм | 7/8″ | 7/8″ | 20,5 | 20,5 | |||
| 22,6 | 22,9 | 14tpi | 1,814 мм | 5/8″ | 5/8″ | 20,6 | 21,0 | |||
| 23,6 | 23,9 | 1,5 мм | M24 | 22,2 | 22,6 | |||||
| 25,6 | 25,9 | 1,5 мм | M26 | 24,2 | 24,6 | |||||
| 26,1 | 26,4 | 14tpi | 1,814 мм | 3/4″ | 3/4″ | 24,1 | 24,5 | |||
| 26,6 | 26,9 | 12tpi | 2,117 мм | 1.1/16″ | 1.1/16″ | 24,4 | 24,7 | |||
| 29,6 | 29,9 | 2,0 мм | M30 | 27,4 | 27,8 | |||||
| 29,8 | 30,1 | 12tpi | 2,117 мм | 1.3/16″ | 1.3/16″ | 27,6 | 27,9 | |||
| 29,6 | 29,9 | 1,5 мм | M30 | 28,2 | 28,6 | |||||
| 31,6 | 31,9 | 2,0 мм | M32 | 29,4 | 29,9 | |||||
| 33,0 | 33,2 | 11tpi | 2,309 мм | 1″ | 30,3 | 30,8 | ||||
| 33,0 | 33,3 | 12tpi | 2,117 мм | 1.5/16″ | 1.5/16″ | 30,8 | 31,2 | |||
| 32,9 | 33,4 | 11,5tpi | 2,209 мм | 1″ | 30,3 | 30,8 | ||||
| 35,6 | 35,9 | 2,0 мм | M36 | 33,4 | 33,8 | |||||
| 37,6 | 37,9 | 1,5 мм | M38 | 36,2 | 36,6 | |||||
| 40,9 | 41,2 | 12tpi | 2,117 мм | 1.5/8″ | 1.5/8″ | 38,7 | 39,1 | |||
| 41,6 | 41,9 | 2,0 мм | M42 | 39,4 | 39,8 | |||||
| 41,5 | 41,9 | 11tpi | 2,309 мм | 1.1/4″ | 39,0 | 39,5 | ||||
| 41,4 | 42,0 | 11,5tpi | 2,209 мм | 1.1/4″ | 39,2 | 39,6 | ||||
| 44,6 | 44,9 | 2,0 мм | M45 | 42,4 | 42,8 | |||||
| 44,6 | 44,9 | 1,5 мм | M45 | 43,2 | 43,6 | |||||
| 47,3 | 47,6 | 12tpi | 2,117 мм | 1.7/8″ | 1.7/8″ | 45,1 | 45,5 | |||
| 47,4 | 47,8 | 11tpi | 2,309 мм | 1.1/2″ | 44,8 | 45,3 | ||||
| 47,3 | 47,9 | 11,5tpi | 2,209 мм | 1.1/2″ | 45,1 | 45,5 | ||||
| 51,6 | 51,9 | 2,0 мм | M52 | 49,4 | 49,6 | |||||
| 51,6 | 51,9 | 1,5 мм | M52 | 50,2 | 50,6 | |||||
| 56,2 | 56,6 | 11tpi | 2,309 мм | 2″ | 59,2 | 59,6 | ||||
stanok-rvd.ru