Какие бывают электроды для сварки: Виды сварочных электродов. Какие марки применять в конкретном случае
alexxlab | 15.06.2021 | 0 | Разное
Сварочные электроды | Классификация и типы электродов для сварки
Добиться нужного качества сваривания невозможно без правильного выбора электродов. Избежать ошибки поможет четкое понимание рынка. Необходимо знать о видах продукции от разных производителей, рекомендациях относительно применения конкретной марки, принципах маркировки электродов.
СОДЕРЖАНИЕ
- Назначение сварочных электродов
- Какие бывают электроды для сварки
- Классификация электродов согласно ГОСТу 9466-75
- Виды электродов по назначению
- По толщине покрытия
- Типы покрытия электродов
- По пространственному расположению наплава
- По виду и полярности тока
- Из чего состоит электрод для сварки
- Плавящиеся и неплавящиеся электроды
- Электроды для точечной сварки
- Виды и состав обмазки сварочных электродов
- Правила маркировки
- Сушка и прокалка электродов
- Как научиться варить
Назначение сварочных электродов
Роль электродов сводится к формированию дуги в электродуговой сварке. Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
- поддерживать во время работы стабильную дугу;
- плавиться равномерно;
- формировать аккуратный шов с нужным химическим составом;
- создать условия для минимизации разбрызгивания раскаленного металла;
- способствовать повышению эффективности сварочных работ;
- обеспечивать прочность стыка;
- обладать низкой степенью токсичности.
Помимо этого, должен легко удаляться шлак, который образуется в процессе сварочных работ.
Какие бывают электроды для сварки
Все представленные на отечественном рынке электроды делятся на типы, которые предназначаются для работы с различными металлами. Есть отдельная группа продукции для сварки по разным маркам стали, по чугуну, цветным металлам, алюминию и его сплавам.
Особенности ручных технологических операций тоже являются определяющим фактором, который влияет на классификацию электродов. Ведь сварочные работы могут выполняться с разным расположением электрода, степенью проплавления металла, глубиной сварочной ванны и другими особенностями.
Толщина электрода определяет его принадлежность к изделиям тонким (М), толстым (Д) или среднего размера (С). В зависимости от типа обмазки продукция делится на четыре группы:
- кислая – маркируется А;
- целлюлозная – Ц;
- основная – Б;
- рутиловая – Р;
- комбинированная или смешанная. Маркируется в зависимости от того, какие виды обмазок использованы – РБ, РЦ, АР или другое.
Если электрод обладает покрытием, которое выходит за рамки приведенной классификации, он обозначается буквой «П» – прочие. В состав обмазки включаются добавки, которые предназначаются для улучшения качества сварного шва из конкретного материала. К примеру, рутиловое покрытие электрода препятствует образованию пустот и трещин в области сварного шва. Еще электроды классифицируются в зависимости от полярности питающего тока, величины напряжения, диаметра, длины стержня.
В случае возникновения крайней необходимости электроды можно изготовить самостоятельно. Для этого понадобится стальная проволока диаметром в диапазоне от 1,6 до 6 мм. Из нее делаются отрезки длиной около 35 сантиметров. Для обмазки подойдет смесь мела и силикатного клея.
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия. Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа. Они маркируются литерой “У”;
- для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой “Л”;
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой “Т”;
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер – буква “В”;
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами.

Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d – величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой “М”;
- среднее. Результат находится в диапазоне 1,2 < х < 4,5. Обозначаются литерой “С”;
- толстое.
 Коэффициент меньше 1,8, но больше 1,45. Маркер – “Д”;
Коэффициент меньше 1,8, но больше 1,45. Маркер – “Д”; - особо толстое. Число, полученное от деления двух диаметров, выше 1,8. Маркировка “Г” является отличительной особенностью продукта.
Согласно положениям ГОСТа 9466 – 75 предусмотрено деление на три группы, которые отличаются по качеству. Оно определяется состоянием покрытия, точностью исполнения покрытия и стержня, содержанием фосфора и серы в наплаве.
Типы покрытия электродов
Значения приведены в таблице ниже:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
|---|---|---|
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
По пространственному расположению наплава
Электроды следует подбирать в зависимости от пространственного расположения стыка:
- рекомендуется для работы в любом положении – обозначается “1”;
- допускается расположение сварного шва в любом положении кроме направления сверху-вниз – “2”;
- для следующего пространственного расположения: вертикаль, горизонталь, низ и вертикаль снизу-вверх – “3”;
- для работы в нижнем положении, в том числе способом в лодочку – “4”.

По виду и полярности тока
Все значения собраны в виде таблицы:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | – | – | 0 |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 | ||
Из чего состоит электрод для сварки
По большому счету электрод представляет собой отрезок проволоки, по которому во время сварки проходит электрический ток. Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются – непокрытыми.
Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются – непокрытыми.
Плавящиеся и неплавящиеся электроды
Стержень внутри электроды выполнен из металлического и реже – из медного прутка. Его задача состоит в том, чтобы заполнить сварочною ванну расплавом, соединяющим две заготовки между собой. Обмазка вокруг металлического стержня определяет химические характеристики электрода и содержит вещества, улучшающие качество шва.
Неплавящиеся электроды изготавливают из порошкообразных материалов. Наиболее часто используется уголь или вольфрам. Они повышают качество сцепления соединяемых частей. Шов формируется без расплава металлического стержня, а материал электрода расходуется как присадочная проволока. Наиболее распространенный материал, который применяется в производстве таких электродов – аморфный уголь. Готовый продукт представляет собой удлиненный овальный стержень.
Такого рода угольные электроды применяются для формирования швов с высокими эстетическими показателями. Они востребованы и для воздушно-дуговой резки толстых металлических заготовок.
Электроды для точечной сварки
Отдельно нужно уделить внимание оборудованию, предназначенное для точечной сварки. Особенности технологии заключаются в том, чтобы сохранить начальную форму соединяемых частей и обеспечить нужную степень электропроводности.
Для решения задач подобного рода предусмотрены специальные аппараты, работающие без привычных электродов. Их роль замещена специальными медными контактами, выполненными в форме заостренных стержней. В домашних условиях такие контакты можно изготовить самостоятельно. К примеру, приспособить отработанные жала от мощных паяльников.
Виды и состав обмазки сварочных электродов
Для ручной дуговой сварки применяются электроды, состоящие из стержней длиной 25-45 см, на поверхность которых нанесен слой специального покрытия. На рынке представлено их несколько классов:
На рынке представлено их несколько классов:
- стабилизирующие. В своем составе имеют элементы, которые отлично ионизируют сварочную дугу. В большинстве своем покрытие наносится на стержни тонком слоем – тонкопокрытые электроды;
- защитные. Покрытие выполнены из смеси разных материалов. Основная задача состава – защитить зону расплава от воздействия атмосферного воздуха. Помимо этого, они способствуют стабильному горению дуги, рафинируют и легируют шов;
- магнитные. Наносятся на стержень непосредственно в процессе выполнения сварочных работ. Напыление осуществляется под воздействием электромагнитных сил, которые образуются между проволокой под напряжением и ферримагнитным порошком, засыпанным в специальный бункер. Проволока или стержень подаются в сварочную зону именно через этот бункер.
Существуют такие основные виды электродных покрытий:
- руднокислые. В их составе есть окислы марганца и железа, кремнезема и много ферромарганца.
 Чтобы создать защитную среду в состав включаются органические вещества – крахмал, древесная мука, целлюлоза и прочие;
Чтобы создать защитную среду в состав включаются органические вещества – крахмал, древесная мука, целлюлоза и прочие; - рутиловые. Становятся все более популярными, благодаря развитию технологий по добыче рутиловых минералов. Основной его компонент – двуокись титана (TiO2). Помимо рутила в покрытиях содержатся и другие элементы: карбонаты калия и магния, ферромарганец, кремнезем;
- фтористо-кальциевые. В состав включены карбонаты кальция и магния, ферросплавов и плавикового шпата;
- органические. В составе преимущественно органические соединения. Чаще всего используется оксицеллюлоза с добавлением шлакообразующих материалов, раскислителей и легирующих присадок.
Правила маркировки
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.
Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла. Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
Для большего понимания стоит рассмотреть конкретный пример:
Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов.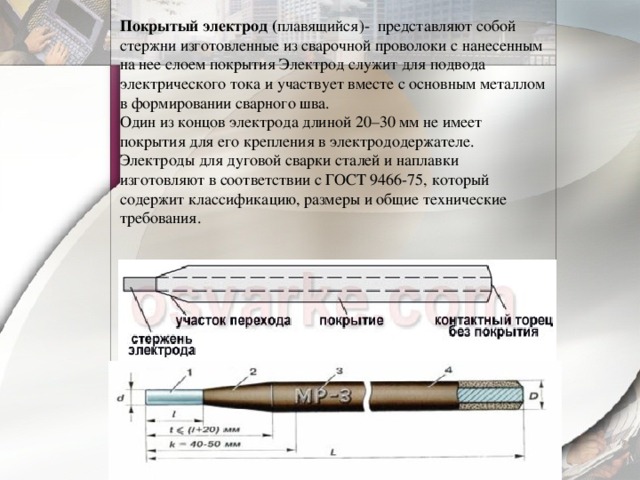 «Б» – тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» – это обратная полярность постоянного тока.
«Б» – тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» – это обратная полярность постоянного тока.
Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
|---|---|---|---|
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Сушка и прокалка электродов
Во время транспортировки или хранения электроды могут отсыреть. В таком случае нужна предварительная сушка, а еще лучше – прокалка. Это очень важная процедура, которая в конечном итоге положительно влияет на загорание дуги.
Не стоит часто прибегать к прокалке электродов, поскольку неоднократное нагревание способно повредить покрытие стержня. Подвергать процедуре желательно только требуемое для текущих работ количество электродов. Или же их должно остаться совсем немного.
Прокалывание практично еще и тем, что поднимает температуру электродов непосредственно перед работой. Это важно, например, для сварки труб или при работе с толстыми заготовками. Предварительный прогрев дает возможность получать герметичные стыки во время «сварки под давлением». Но следует иметь ввиду, что важен постепенный нагрев. При резком перепаде температуры не исключено образование известкового налета.
Прокалка связана с предельными сроками и длительностью хранения электродов. Согласно общепринятым нормативам максимальный срок годности отечественной продукции составляет пять лет. На практике электроды могут храниться несколько дольше, не теряя при это своих характеристик.
Как научиться варить
Практика и еще раз практика – это наиболее действенный способ обучения сварочным работам. Несложный с теоретической точки зрения процесс требует навыков и профессиональной ловкости. На первых порах можно просто наблюдать, как работы выполняют специалисты, чтобы потом использовать их приемы самостоятельно.
Держатель нужно брать так, чтобы не заслонять обзор зоны сварки. Потом нужно наклонить электрод по отношению к рабочей поверхности под углом 30 градусов. Делается несколько скользящих движений электродом по детали, чтобы инициировать розжиг дуги. В этот момент важно выдержать расстояние между стержнем и заготовкой, чтобы не разорвать дугу и не допустить «залипание» электрода.
Через небольшой промежуток времени в зоне сварки появится красное пятно – результат плавления флюса. Примерно через 2-3 секунды посредине красного пятна проявится оранжевый цвет. Его яркость будет заметно выше, а по краям проявляется мелкая рябь. Именно эта часть называется сварочной ванной – место, где металл расплавляется и после остывания формируется сварочный шов.
Читайте также: Маркировка электродов для ручной дуговой сварки
Сварочные электроды | Классификация и типы электродов для сварки
Добиться нужного качества сваривания невозможно без правильного выбора электродов. Избежать ошибки поможет четкое понимание рынка. Необходимо знать о видах продукции от разных производителей, рекомендациях относительно применения конкретной марки, принципах маркировки электродов.
СОДЕРЖАНИЕ
- Назначение сварочных электродов
- Какие бывают электроды для сварки
- Классификация электродов согласно ГОСТу 9466-75
- Виды электродов по назначению
- По толщине покрытия
- Типы покрытия электродов
- По пространственному расположению наплава
- По виду и полярности тока
- Из чего состоит электрод для сварки
- Плавящиеся и неплавящиеся электроды
- Электроды для точечной сварки
- Виды и состав обмазки сварочных электродов
- Правила маркировки
- Сушка и прокалка электродов
- Как научиться варить
Назначение сварочных электродов
Роль электродов сводится к формированию дуги в электродуговой сварке. Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
- поддерживать во время работы стабильную дугу;
- плавиться равномерно;
- формировать аккуратный шов с нужным химическим составом;
- создать условия для минимизации разбрызгивания раскаленного металла;
- способствовать повышению эффективности сварочных работ;
- обеспечивать прочность стыка;
- обладать низкой степенью токсичности.
Помимо этого, должен легко удаляться шлак, который образуется в процессе сварочных работ.
Какие бывают электроды для сварки
Все представленные на отечественном рынке электроды делятся на типы, которые предназначаются для работы с различными металлами. Есть отдельная группа продукции для сварки по разным маркам стали, по чугуну, цветным металлам, алюминию и его сплавам. Благодаря такому делению сварщику легче выбрать оборудование и оптимальный режим при работе с конкретным металлом. Есть еще и отдельная группа электродов, которые используются исключительно для так называемой «наплавки металлов».
Благодаря такому делению сварщику легче выбрать оборудование и оптимальный режим при работе с конкретным металлом. Есть еще и отдельная группа электродов, которые используются исключительно для так называемой «наплавки металлов».
Особенности ручных технологических операций тоже являются определяющим фактором, который влияет на классификацию электродов. Ведь сварочные работы могут выполняться с разным расположением электрода, степенью проплавления металла, глубиной сварочной ванны и другими особенностями.
Толщина электрода определяет его принадлежность к изделиям тонким (М), толстым (Д) или среднего размера (С). В зависимости от типа обмазки продукция делится на четыре группы:
- кислая – маркируется А;
- целлюлозная – Ц;
- основная – Б;
- рутиловая – Р;
- комбинированная или смешанная. Маркируется в зависимости от того, какие виды обмазок использованы – РБ, РЦ, АР или другое.
Если электрод обладает покрытием, которое выходит за рамки приведенной классификации, он обозначается буквой «П» – прочие. В состав обмазки включаются добавки, которые предназначаются для улучшения качества сварного шва из конкретного материала. К примеру, рутиловое покрытие электрода препятствует образованию пустот и трещин в области сварного шва. Еще электроды классифицируются в зависимости от полярности питающего тока, величины напряжения, диаметра, длины стержня.
В случае возникновения крайней необходимости электроды можно изготовить самостоятельно. Для этого понадобится стальная проволока диаметром в диапазоне от 1,6 до 6 мм. Из нее делаются отрезки длиной около 35 сантиметров. Для обмазки подойдет смесь мела и силикатного клея.
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия. Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа. Они маркируются литерой “У”;
- для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой “Л”;
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой “Т”;
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер – буква “В”;
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами.
 Электроды имеют обозначение – литеру “Н”.
Электроды имеют обозначение – литеру “Н”.
Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d – величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой “М”;
- среднее. Результат находится в диапазоне 1,2 < х < 4,5. Обозначаются литерой “С”;
- толстое.
 Коэффициент меньше 1,8, но больше 1,45. Маркер – “Д”;
Коэффициент меньше 1,8, но больше 1,45. Маркер – “Д”; - особо толстое. Число, полученное от деления двух диаметров, выше 1,8. Маркировка “Г” является отличительной особенностью продукта.
Согласно положениям ГОСТа 9466 – 75 предусмотрено деление на три группы, которые отличаются по качеству. Оно определяется состоянием покрытия, точностью исполнения покрытия и стержня, содержанием фосфора и серы в наплаве.
Типы покрытия электродов
Значения приведены в таблице ниже:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
|---|---|---|
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
По пространственному расположению наплава
Электроды следует подбирать в зависимости от пространственного расположения стыка:
- рекомендуется для работы в любом положении – обозначается “1”;
- допускается расположение сварного шва в любом положении кроме направления сверху-вниз – “2”;
- для следующего пространственного расположения: вертикаль, горизонталь, низ и вертикаль снизу-вверх – “3”;
- для работы в нижнем положении, в том числе способом в лодочку – “4”.
По виду и полярности тока
Все значения собраны в виде таблицы:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | – | – | 0 |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 | ||
Из чего состоит электрод для сварки
По большому счету электрод представляет собой отрезок проволоки, по которому во время сварки проходит электрический ток. Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются – непокрытыми.
Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются – непокрытыми.
Плавящиеся и неплавящиеся электроды
Стержень внутри электроды выполнен из металлического и реже – из медного прутка. Его задача состоит в том, чтобы заполнить сварочною ванну расплавом, соединяющим две заготовки между собой. Обмазка вокруг металлического стержня определяет химические характеристики электрода и содержит вещества, улучшающие качество шва.
Неплавящиеся электроды изготавливают из порошкообразных материалов. Наиболее часто используется уголь или вольфрам. Они повышают качество сцепления соединяемых частей. Шов формируется без расплава металлического стержня, а материал электрода расходуется как присадочная проволока. Наиболее распространенный материал, который применяется в производстве таких электродов – аморфный уголь. Готовый продукт представляет собой удлиненный овальный стержень.
Такого рода угольные электроды применяются для формирования швов с высокими эстетическими показателями. Они востребованы и для воздушно-дуговой резки толстых металлических заготовок.
Электроды для точечной сварки
Отдельно нужно уделить внимание оборудованию, предназначенное для точечной сварки. Особенности технологии заключаются в том, чтобы сохранить начальную форму соединяемых частей и обеспечить нужную степень электропроводности.
Для решения задач подобного рода предусмотрены специальные аппараты, работающие без привычных электродов. Их роль замещена специальными медными контактами, выполненными в форме заостренных стержней. В домашних условиях такие контакты можно изготовить самостоятельно. К примеру, приспособить отработанные жала от мощных паяльников.
Виды и состав обмазки сварочных электродов
Для ручной дуговой сварки применяются электроды, состоящие из стержней длиной 25-45 см, на поверхность которых нанесен слой специального покрытия. На рынке представлено их несколько классов:
На рынке представлено их несколько классов:
- стабилизирующие. В своем составе имеют элементы, которые отлично ионизируют сварочную дугу. В большинстве своем покрытие наносится на стержни тонком слоем – тонкопокрытые электроды;
- защитные. Покрытие выполнены из смеси разных материалов. Основная задача состава – защитить зону расплава от воздействия атмосферного воздуха. Помимо этого, они способствуют стабильному горению дуги, рафинируют и легируют шов;
- магнитные. Наносятся на стержень непосредственно в процессе выполнения сварочных работ. Напыление осуществляется под воздействием электромагнитных сил, которые образуются между проволокой под напряжением и ферримагнитным порошком, засыпанным в специальный бункер. Проволока или стержень подаются в сварочную зону именно через этот бункер.
Существуют такие основные виды электродных покрытий:
- руднокислые. В их составе есть окислы марганца и железа, кремнезема и много ферромарганца.
 Чтобы создать защитную среду в состав включаются органические вещества – крахмал, древесная мука, целлюлоза и прочие;
Чтобы создать защитную среду в состав включаются органические вещества – крахмал, древесная мука, целлюлоза и прочие; - рутиловые. Становятся все более популярными, благодаря развитию технологий по добыче рутиловых минералов. Основной его компонент – двуокись титана (TiO2). Помимо рутила в покрытиях содержатся и другие элементы: карбонаты калия и магния, ферромарганец, кремнезем;
- фтористо-кальциевые. В состав включены карбонаты кальция и магния, ферросплавов и плавикового шпата;
- органические. В составе преимущественно органические соединения. Чаще всего используется оксицеллюлоза с добавлением шлакообразующих материалов, раскислителей и легирующих присадок.
Правила маркировки
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.
Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла. Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
Для большего понимания стоит рассмотреть конкретный пример:
Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов. «Б» – тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» – это обратная полярность постоянного тока.
«Б» – тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» – это обратная полярность постоянного тока.
Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
|---|---|---|---|
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Сушка и прокалка электродов
Во время транспортировки или хранения электроды могут отсыреть. В таком случае нужна предварительная сушка, а еще лучше – прокалка. Это очень важная процедура, которая в конечном итоге положительно влияет на загорание дуги.
Не стоит часто прибегать к прокалке электродов, поскольку неоднократное нагревание способно повредить покрытие стержня. Подвергать процедуре желательно только требуемое для текущих работ количество электродов. Или же их должно остаться совсем немного.
Прокалывание практично еще и тем, что поднимает температуру электродов непосредственно перед работой. Это важно, например, для сварки труб или при работе с толстыми заготовками. Предварительный прогрев дает возможность получать герметичные стыки во время «сварки под давлением». Но следует иметь ввиду, что важен постепенный нагрев. При резком перепаде температуры не исключено образование известкового налета.
Прокалка связана с предельными сроками и длительностью хранения электродов. Согласно общепринятым нормативам максимальный срок годности отечественной продукции составляет пять лет. На практике электроды могут храниться несколько дольше, не теряя при это своих характеристик.
Как научиться варить
Практика и еще раз практика – это наиболее действенный способ обучения сварочным работам. Несложный с теоретической точки зрения процесс требует навыков и профессиональной ловкости. На первых порах можно просто наблюдать, как работы выполняют специалисты, чтобы потом использовать их приемы самостоятельно.
Держатель нужно брать так, чтобы не заслонять обзор зоны сварки. Потом нужно наклонить электрод по отношению к рабочей поверхности под углом 30 градусов. Делается несколько скользящих движений электродом по детали, чтобы инициировать розжиг дуги. В этот момент важно выдержать расстояние между стержнем и заготовкой, чтобы не разорвать дугу и не допустить «залипание» электрода.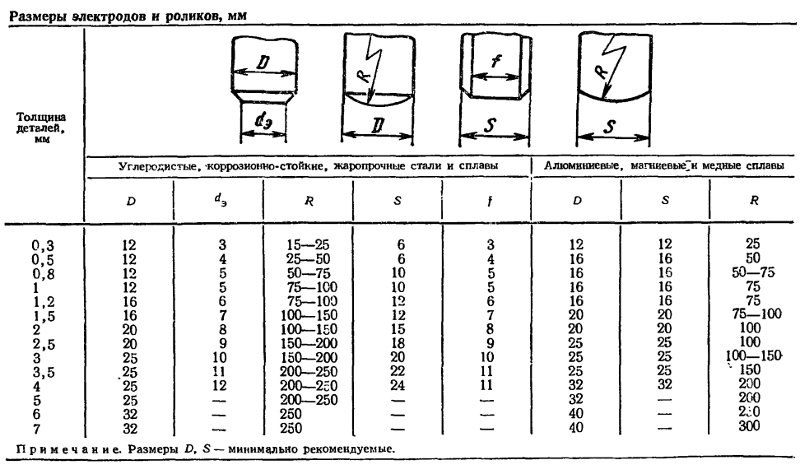
Через небольшой промежуток времени в зоне сварки появится красное пятно – результат плавления флюса. Примерно через 2-3 секунды посредине красного пятна проявится оранжевый цвет. Его яркость будет заметно выше, а по краям проявляется мелкая рябь. Именно эта часть называется сварочной ванной – место, где металл расплавляется и после остывания формируется сварочный шов.
Читайте также: Маркировка электродов для ручной дуговой сварки
Сварочные электроды: типы, функции и определение
Сварочный электрод sСварочный электрод представляет собой кусок проволоки или стержня, который может быть из металла или сплава, имеет флюс с флюсом или без него и несет электрический ток для получения достаточного количества тепла для сварки.
Одним концом крепится к держателю, на другом устанавливается дуга .
Введение
Электроды составляют большую часть сварочных работ. Сварка без электродов невозможна в большинстве сварочных процессов, в основном разделенных на две части в зависимости от работы выхода электрода.
Сварка без электродов невозможна в большинстве сварочных процессов, в основном разделенных на две части в зависимости от работы выхода электрода.
В зависимости от этой функции, электроды можно классифицировать следующим образом:
- НЕСЛЕДОВАЯ ЭЛЕКТРОДА
- Потребляемый электрод
Эти электроды не плавятся во время сварки, и для заполнения соединения с этими электродами требуется отдельная присадочная проволока. Однако из-за испарения и окисления электрода во время сварки длина электрода с течением времени уменьшается.
Неплавящиеся электроды не могут быть классифицированы следующим образом:
a- Угольные или графитовые электроды
b- Вольфрамовые электроды
Нерасходуемые электроды часто имеют покрытые медью угольные или графитовые электроды.
 Медное покрытие увеличивает электропроводность электрода или способность проводить ток. Угольный электрод и графитовый электрод
Медное покрытие увеличивает электропроводность электрода или способность проводить ток. Угольный электрод и графитовый электрод Углеродный электрод дешевле графитового электрода. Резистивная емкость внутри угольного электрода выше по сравнению с графитовым электродом, в результате этот поток тока занимает сравнительно меньше, короткий срок службы из-за мягкого материала, в то время как графитовый электрод дороже, пропуская ток больше из-за меньшего электрического сопротивления. Его материал твердый и хрупкий, поэтому угольный электрод имеет более длительный срок службы по сравнению с угольным электродом.
Вольфрамовые электроды
Следующим электродом в ряду неплавящихся электродов является вольфрам, который можно в основном классифицировать следующим образом:
Чистый вольфрам,
Цирконированный вольфрам, (0,3–0,5%) -2%).
В чистом вольфраме повышается устойчивость сплава к загрязнению, стабильность дуги и срок службы электрода. Кроме того, дуга зажигается легко, кончик электрода остается холодным (по сравнению с электродами из чистого вольфрама), расход электрода низкий, а пропускная способность по току увеличивается. По сравнению с угольными электродами вольфрамовые электроды намного дороже, а вольфрамовые электроды из легированных сплавов еще дороже. Вольфрамовые/сплавные вольфрамовые электроды диаметром от 0,5 мм до 6 мм обычно используются для сварки
Кроме того, дуга зажигается легко, кончик электрода остается холодным (по сравнению с электродами из чистого вольфрама), расход электрода низкий, а пропускная способность по току увеличивается. По сравнению с угольными электродами вольфрамовые электроды намного дороже, а вольфрамовые электроды из легированных сплавов еще дороже. Вольфрамовые/сплавные вольфрамовые электроды диаметром от 0,5 мм до 6 мм обычно используются для сварки
Сварочные электроды этого типа имеют низкую температуру плавления и действуют как электрические проводники, которые генерируют дугу для получения достаточного тепла, плавят металл и заполняют соединение, называются плавящимися сварочными электродами.
Плавящиеся электроды можно классифицировать следующим образом:
a- Электрод без покрытия
b- Электрод с флюсовым покрытием
a- Электроды без покрытия:
Этот тип электрода требует дополнительной защиты для защиты металла от атмосферного загрязнения расплавленной сварочной ванны, которое может быть в виде газа или флюса.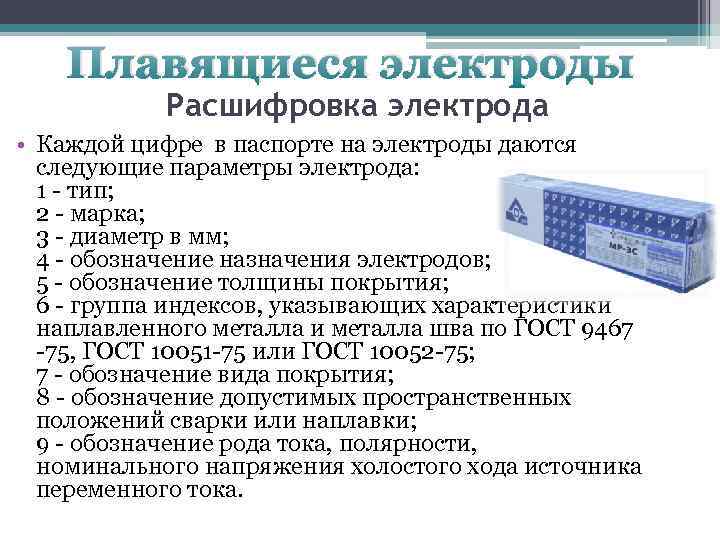
b- Электрод с флюсовым покрытием
Этот тип электрода не требует дополнительного экранирования для защиты металла от атмосферных загрязнений. Сами они покрыты флюсами, которые полностью покрывают сварочную ванну в виде шлака во время сварки. И впоследствии удаляются после охлаждения.
Данные по электродам и материалам с полным описанием вы можете скачать здесь…..
Скачать
Электроды с флюсовым покрытиемИнгредиенты для покрытия электродов
Покрытие/покрытие жилы состоит из нескольких материалов, которые придают электроду различные свойства.
Эти ингредиенты и их функции следующие:
Шлакообразующие ингредиенты
Шлакообразующие ингредиенты образуют легкий шлак, который образует слой на расплавленном металле и защищает сварочную ванну от атмосферного загрязнения.
силикаты натрия, калия, магния, алюминия, окиси железа, фарфоровой глины, слюды и др. ответственны за шлакообразующий процесс.
ответственны за шлакообразующий процесс.
Компоненты газовой защиты,
Компоненты газовой защиты создают защитный газовый экран вокруг дуги на конце электрода и сварочной ванны.
Целлюлоза, древесная мука, крахмал, карбонат кальция и т.д. используются в качестве ингредиентов для защиты от газов.
Раскисляющие элементы
Раскисляющие элементы очищают расплавленный металл, для этой способности используют ферромарганец, ферросилиций.
Цель использования ингредиентов в электродах
Правильно подобранные ингредиенты с покрытием обеспечивают металл шва, устойчивый к холодному и горячему растрескиванию, и улучшают скорость наплавки металла.
- Покрытие защищает сварщика от поражения электрическим током и радиации.
- Легирующие элементы, такие как сплавы железа с марганцем, молибденом и т. д., могут быть добавлены для придания металлу сварного шва подходящих свойств и прочности и для восполнения потери некоторых элементов, которые испаряются во время сварки.

- Покрытие Улучшает проплавление сварного шва и качество поверхности, ограничивает разбрызгивание, обеспечивает тихую сварочную дугу и легко удаляемый шлак.
Калибровка сварочных электродов
Проволока различного химического состава и размера поставляется компаниями-производителями электродов. Компании-производители, химически очищают, разрезают на отрезки разной длины и выпрямляют на электрододелательном заводе. Обычно электроды бывают размеров 300, 350, 450 и т. д.
Нанесение флюса на сварочные электроды
Флюсовое покрытие наносится на сердечник двумя способами:
Метод погружения ванна с расплавленным флюсом. Когда флюс подходящей толщины приклеивается к сердечнику, приспособление поднимают и дают флюсу высохнуть.
Метод экструзии
Метод экструзии намного быстрее, чем метод погружения, и широко используется в наши дни.
В этом методе материал покрытия смешивается в желаемом количестве, и полученная масса доводится до состояния густой, вязкой, твердой пасты. Паста имеет форму цилиндра, который заливают в экструзионный пресс.
Паста имеет форму цилиндра, который заливают в экструзионный пресс.
Густая паста из многопроволочной проволоки и флюса одновременно пропускается через фильеру под давлением, закрывая, таким образом, флюсовое покрытие на многопроволочной проволоке. Толщина покрытия зависит от отверстия матрицы и может варьироваться.
На следующем этапе флюс с захватного конца электрода удаляется проволочной щеткой с электрическим вращением; После чего электроды подаются в печь, где их сушат и прокаливают для удаления лишней влаги.
Запекание электродов
Процедура подложки сварочного электродаНравится:
Нравится Загрузка…
Вот почему сварочные электроды необходимо нагревать
Сварка — это невероятный талант, который позволяет человеку работать с чем угодно, начиная с небольших проектов в своем гараже ремонтировать линкоры. Сварка развивалась вместе с нашей технологией, но сварка стержнями по-прежнему является наиболее распространенным, а для некоторых предпочтительным методом сварки.
Нужно ли нагревать сварочные прутки? Да, сварочные стержни необходимо нагревать, чтобы поддерживать их наилучшее функционирование. В зависимости от стержней, которые вы используете для сварки, они будут иметь разные стандарты для их использования и хранения.
Содержание
Как работают сварочные электроды?
Использование сварочных прутков более известно как сварка электродами. Техническое название – дуговая сварка защищенным металлом (SMAW). Простота и универсальность сварки стержнями делают ее наиболее популярным методом сварки.
В процессе используется переменный или постоянный (AC или DC) электрический ток, создаваемый генератором. Ток проходит в сварочный стержень, который называется электродом.
Электрод представляет собой твердый металлический стержень, покрытый металлическим порошком и связующим веществом, называемым флюсом. Ток, протекающий через сварочный стержень, взаимодействует со свариваемым металлом, вызывая резкое повышение температуры. Затем стержень плавит металл и сам себя, образуя связь, обычно называемую шариком.
Затем стержень плавит металл и сам себя, образуя связь, обычно называемую шариком.
Это, конечно, очень упрощенное объяснение. Практика сварки имеет гораздо больше деталей и требует отработанной техники, чтобы выполнять ее чисто и безопасно. Одной из таких деталей является уход за сварочными электродами перед использованием.
Почему стержни нуждаются в нагреве?
Если электрический ток создает тепло, необходимое для плавления металла, зачем нагревать стержни? Короткий ответ заключается в том, что нагрев не помогает расплавить металл. Нагрев сварочных стержней предназначен для предотвращения попадания на них влаги.
При сварке используется электричество, а, как мы все знаем, электричество и вода плохо сочетаются. Само собой разумеется, что повышенная влажность в электрической системе может привести к нежелательным результатам.
Поскольку сварочные прутки имеют порошковое покрытие, они по своей природе сухие и пористые. Это делает их магнитом для влаги. Кроме того, флюс обычно не любит влаги, поэтому перед сваркой детали очищают. Если вы очищаете и сушите материалы, которые собираетесь сваривать, имеет смысл только то, что материалы, которые вы используете для сварки, также должны быть сухими.
Это делает их магнитом для влаги. Кроме того, флюс обычно не любит влаги, поэтому перед сваркой детали очищают. Если вы очищаете и сушите материалы, которые собираетесь сваривать, имеет смысл только то, что материалы, которые вы используете для сварки, также должны быть сухими.
Влага в сварном шве может привести к пористости (небольшим отверстиям) или трещинам в сварных швах. Это также приведет к тому, что ваши бусины потеряют свою однородность и чистый вид. Это происходит потому, что влага превращается в пар и может создать карман горячего воздуха и воды, который оттолкнет флюс и плавящийся металл.
Если ваши сварные швы не являются сплошными и однородными, в них будут слабые места. Слабые сварные швы могут привести к катастрофическому провалу вашего проекта. Сварные швы с такими явными дефектами также не проходят проверку в некоторых областях, что требует повторной работы.
Если вам нужна дополнительная информация о том, как работают электроды для влажной и сухой сварки, вот видео, в котором они представлены рядом друг с другом.
Электроды: ящик для хранения, печь для выдержки и температура восстановления
Для разных типов стали требуются разные сварочные электроды. Точно так же для разной толщины стали могут потребоваться различные сварочные электроды. Каждый из них требует очень специфического напряжения для работы, что подтверждает наше более раннее утверждение о сложности сварки.
Чтобы немного упростить ситуацию, давайте исходить из того, что вы уже знаете, какие удилища вам понадобятся. В приведенном ниже списке указаны температуры для ваших ящиков для хранения, выдерживающих печей и температуры восстановления, а также время выпечки.
Имейте в виду, что после восстановления сварочные электроды не должны подвергаться обжигу более 4 часов. Кроме того, они должны храниться при температуре не менее 30 минут. Сварочные электроды не следует прокаливать более 3 раз перед их утилизацией.
Кроме того, они должны храниться при температуре не менее 30 минут. Сварочные электроды не следует прокаливать более 3 раз перед их утилизацией.
- E-XX10, E-XX11, E-XX12, E-XX13
- Сохраняйте сухой и при комнатной температуре
- Не держите в духовке
- РЕКОНТА0032
- E-XX14, E-XX20, E-XX24, E-XX27
- Ящики для хранения при 150-200°F
- Выдерживающая печь при 150-200°F
для восстановления 30
- Хранилища по адресу 250-450 F
- Удерживание в духо
- Восстановление при 500-600 F в течение 1 часа
- Ящики для хранения по телефону 250-450 F
- Держать духовку на 200-250 F
- Переконценрование в 600-700 F для 1 часа

- Ящики для хранения по телефону 250-450 F
- Держа в духовке на 200-250 F
- Recondition AT 650-750 F 1 час.
- Ящики для хранения по телефону 250-450 F
- Удерживание духовки в 150-200 F
- Рекондиционирование при 450 F для 1 часа
- Храниля Выдерживающая печь при 150-200 F
- Восстановление при 450 F в течение 1 часа
Статья по теме: Различные типы сварочных электродов и их применение
Что можно сделать для сварки?
Самое важное, что нужно сделать для ваших сварочных электродов, это обеспечить их безопасное хранение. Что означает безопасное хранение? Что ж, это НЕ старая морозильная камера или ящик для инструментов, как некоторые склонны считать.
Прежде всего, он должен быть герметичным. Вы не хотите, чтобы влага могла попасть туда, где вы храните сварочные электроды.
Если вы перевозите свои сварочные электроды с места на место или знаете, что будете работать в условиях повышенной влажности, вам следует рассмотреть контейнер для хранения электродов, чтобы они оставались сухими и сохраняли тепло.
Поскольку сварочные стержни впитывают влагу из воздуха во время транспортировки или хранения, их необходимо просушить. Многие сварщики старой школы могут посоветовать вам включить печь и бросить их внутрь. НЕ следуйте этому совету.
Духовки не держат полностью стабильную температуру. Перегрев сварочных стержней может привести к их серьезному повреждению. Кроме того, температура и время обжига, которые должны быть достигнуты для некоторых сварочных прутков перед использованием, очень высоки, и ваша печь вряд ли безопасно достигнет этих температур.
Вместо этого сварщики используют так называемую печь для сварки электродов, и это просто звучит так. Это печь, разработанная специально для сварки стержней, которая может безопасно достигать и поддерживать необходимую температуру. Они бывают переносными моделями, а также большими печами, предназначенными для вашего магазина.
Это печь, разработанная специально для сварки стержней, которая может безопасно достигать и поддерживать необходимую температуру. Они бывают переносными моделями, а также большими печами, предназначенными для вашего магазина.
Портативная модель отлично подходит для сварщиков, которые находятся в пути. Он небольшой и достаточно легкий, чтобы его можно было носить с собой на стройплощадке или использовать сварщики, выполняющие мобильный ремонт. Все, что вам нужно, это доступ к электрической розетке, и вы готовы к работе.
Большая печь для сварки электродовБольшие печи не являются переносными. Для тех, у кого есть мастерская по изготовлению или металлообработке, эти печи подойдут .
Некоторые модели позволяют хранить сотни стержней, позволяют выполнять крупномасштабные проекты без необходимости останавливаться, чтобы наполнить печь. Имейте в виду, что для питания некоторых больших духовых шкафов требуется розетка на 220 вольт.