Муфты резьбовые для арматуры: Резьбовые муфты для соединения арматуры
alexxlab | 07.03.2023 | 0 | Разное
Производство резьбовых и обжимных муфт для арматуры
B.B. ДЬЯЧКОВ, инж. (НИИЖБ), Прочность и деформативность резьбовых механических соединений арматуры
Возрастающие объемы монолитного строительства в России диктуют необходимость перехода на более надежные и скоростные технологии возведения зданий и сооружений. При проектировании и возведении высотных зданий и сооружений из монолитного железобетона возникает проблема быстрого и качественного соединения арматурных стержней, так как длина поставляемой на стройплощадку арматуры ограничена условиями транспортировки и не превышает 12 м.
В настоящее время в России для соединения арматурных стержней применяются в основном два вида соединений – сварные и внахлестку без сварки. Причем сварные и нахлесточные соединения имеют ряд существенных недостатков, которые говорят о целесообразности применения механических соединений.
Применение сварных соединений связано с большой стоимостью электроэнергии, привлечением высококвалифицированных сварщиков и сложным контролем качества. Более простым является соединение внахлестку без сварки, но и оно также имеет ряд недостатков: перерасход арматуры за счет перепуска стержней; необходимость установки дополнительной поперечной арматуры в зоне нахлестки; затруднение бетонных работ в густоармированных конструкциях.
Более простым является соединение внахлестку без сварки, но и оно также имеет ряд недостатков: перерасход арматуры за счет перепуска стержней; необходимость установки дополнительной поперечной арматуры в зоне нахлестки; затруднение бетонных работ в густоармированных конструкциях.
Применение резьбовых механических соединений исключает эти недостатки. Кроме того, в ряде конструкций соединения внахлестку вообще не допускаются.
В связи с этим все больше внимания уделяется механическим соединениям, но из всех их типов в нашей стране наибольшее применение получили только опрессованные стыки арматуры периодического профиля и соединения с помощью муфт арматуры винтового профиля.
В НИИЖБе в лаборатории арматуры были выполнены исследования прочности и деформативности таких соединений. Целью исследований было определение геометрических размеров муфт и усилия обжатия, обеспечивающих выполнение требований прочности и деформативности, установленных для растянутых соединений, и разработка рекомендаций по их применению [1].![]()
Необходимость проведения исследований резьбовых механических соединений арматуры и их сертификация в системах ГОСТ Р и Мосстройсертификация обусловлена острой потребностью строительства в таких соединениях.
Лабораторией арматуры были проведены сертификационные испытания соединений LENTON и BARTEC.
В процессе их выполнения были разработаны технические условия [2,3], в которых установлены основные требования к прочности и деформативности таких резьбовых механических соединений (табл.1).
Испытания проводились на механических соединениях LENTON производства корпорации «ERICO» (рис.1) и BARTEC производства фирмы «DEXTRA» (рис.2) арматуры класса А500С диаметрами 12,25,40 мм.
Оба соединения относятся к сжато-растянутым, т.е. к таким соединениям, которые могут воспринимать сжимающие и растягивающие усилия.
На рис.1 и 2 представлены так называемые стандартные механические соединения, предназначенные для соединения стержней одного диаметра, коща при монтаже арматуры на стройплощадке хотя бы один из соединяемых стержней может свободно вращаться.
Принципиальное отличие этих соединений между собой заключается в способе нарезки резьбы.
Соединения LENTON имеют разнонаправленную конусную резьбу (рис.З), которая исключает возможность своего повреждения до того, как достигается полное зацепление резьбы.
Резьба на концах арматурных стержней для механических соединений BARTEC создается следующим образом: стержень отрезается под прямым углом; путем холодной высадки производится увеличение диаметра конца стержня, на котором будет нарезана резьба; на конце стержня нарезается резьба. За счет увеличения диаметра конца стержня путем холодной высадки ослабления сечения стержня после нарезки резьбы не происходит (рис.4).
Испытывалось по 2-3 образца-близнеца. Механические свойства некоторых образцов механических соединений приведены в табл. 2,3.
Из этих таблиц видно, что деформативность соединений не превышает 0,1 мм, т. е. удовлетворяет техническим требованиям [2,3]. В противном случае большая деформативность приводит к недопустимой ширине раскрытия трещин в эксплуатационной стадии работы железобетонных элементов.
Все механические соединения должны быть затянуты ключом с усилием, приведенным в табл. 4.
Сертификационные испытания включали в себя растяжение при отрицательных температурах соединений BARTEC арматуры диаметром 12 и 40 мм (по 6 образцов) и по одному исходному образцу каждого диаметра. В табл. 5 приведены результаты испытаний механических соединений BARTEC при отрицательных температурах.
Сначала проводились испытания соединений стержней и исходного стержня диаметром 40 мм при температуре-45°С. Как показывают результаты, приведенные в табл. 5, два из четырех испытанных образцов разрушились по арматурному стержню пластично вне стыка. Однако два других образца разрушились хрупко по обрезу муфты, причем прочность одного из них оказалась даже ниже нормативного значения предела текучести исходной стали (500 Н/мм2), что не удовлетворяет требованиям технических условий. Поэтому оставшиеся два образца соединений диаметром 40 мм были испытаны при температуре -30°С. Из них один разрушился по арматурному стержню вне стыка, а второй – хрупко по обрезу муфты при напряжениях, превышающих нормативное значение временного сопротивления исходной стали. Следовательно, результаты испытаний соединений арматуры диаметром 40 мм при температуре -30°С можно считать удовлетворяющими требованиям технических условий.
Следовательно, результаты испытаний соединений арматуры диаметром 40 мм при температуре -30°С можно считать удовлетворяющими требованиям технических условий.
Аналогично испытывали образцы диаметром 12 мм. Первые три образца при температуре -50°С показали удовлетворительные результаты, поэтому испытания оставшихся трех образцов проводили при температуре -65°С. Они также показали удовлетворительные результаты.
Оценка прочности механических соединений LENTON при отрицательных температурах была выполнена на основании данных, предоставленных корпорацией «ERICO» удержания этой нагрузки в течение 10 с нагрузка увеличивалась до разрушения образца.
Оценивая результаты испытаний при отрицательных температурах, можно сделать вывод об области применения всего сортамента (12-40 мм) механических соединений LENTON и BARTEC до -30°С — область применения назначена по наихудшим результатам испытаний. Необходимо отметить, что расчетная отрицательная температура для Москвы составляет -28°С, т.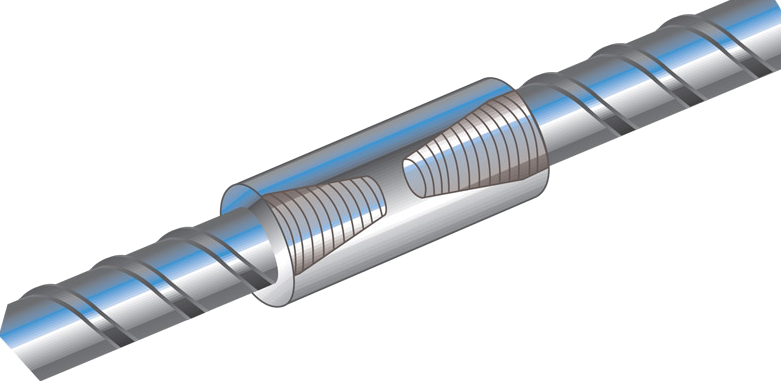 е. механические соединения LENTON и BARTEC в Москве применяться могут.
е. механические соединения LENTON и BARTEC в Москве применяться могут.
1. Впервые в России были разработаны технические условия для резьбовых механических соединений арматуры, где указаны требования прочности и деформативности соединений, геометрические размеры соединительных муфт и их области применения.
2. Устройство резьбовых механических соединений не требует привлечения высококвалифицированных специалистов. При этом значительно сокращаются расход арматуры и время на устройство стыка.
Механические способы стыковки арматуры
Особенность применения обжимных и резьбовых муфт заключается в существенном сокращении перерасхода арматуры и обеспечения надежного равнопрочного стыка между стержнями.
Арматурные работы являются трудозатратным процессом, занимающим продолжительное время и составляющим значительную часть стоимости сооружения. Из-за все время растущих объемов применения монолитного железобетона в строительстве важным фактором при выборе технологии армирования является не только стоимость изготовления, но и безопасность на протяжении всего периода эксплуатации.
Грамотный выбор технологии армирования способен обеспечить необходимую безопасность и сократить время и стоимость монтажных работ. Способ в каждом конкретном случае подбирается индивидуально, в соответствии с технологическими требованиями, и зависит от многих факторов. Подробнее рассмотрим плюсы и минусы различных технологий монтажа, сроки и экономическую составляющую.
Виды соединения арматурных стержней
Существует 3 основных вида соединения:
- Внахлест без применения сварки (метод вязки арматуры).
- Соединение встык методом ванной сварки.
- Механические способы стыковки арматуры: резьбовые и обжимные муфты.
Каждый из этих способов делится на различные подвиды, имеет свои особенности и применяется в зависимости от ситуации. Например, соединение внахлест (для стержней арматуры ⌀<40 мм) не требует дополнительных приспособлений, что значительно удешевляет и упрощает процесс. В связи с этим широко применяется на практике. Однако при использовании метода соединения внахлест наблюдаются потери арматуры порядка 27%. Востребован также и монтаж сваркой для стыковки горизонтальных и вертикальных элементов конструкции, так как обеспечивает достаточно надежное соединение, но он занимает больше времени, чем другие методы и требует высокой квалификации монтажников.
Востребован также и монтаж сваркой для стыковки горизонтальных и вертикальных элементов конструкции, так как обеспечивает достаточно надежное соединение, но он занимает больше времени, чем другие методы и требует высокой квалификации монтажников.
Новейший мировой опыт армирования показывает высокую эффективность применения механического способа при возведении конструкций с повышенной несущей нагрузкой: многоэтажных домов, ГЭС и АЭС, стадионов, вокзалов, аэропортов, станций метро, мостов, эстакад. Чтобы подробнее изучить технологию использования муфтовых соединений арматуры, мы обратились к нашим партнерам – инжиниринговой компании «МосМуфта». Более шести лет они занимаются разработкой и производством высокопрочных изделий для стыковки арматуры на всех этапах монолитных работ. Совместно мы разработали альбом типовых технических решений на выполнение стыковых соединений арматурных стержней обжимными и резьбовыми муфтами. Далее в статье представлен краткий обзор технологии и экономические расчёты, подтверждающие эффективность метода.
Резьбовые муфты
Стыковка резьбовыми муфтами обеспечивает равнопрочный стык арматуры и ускоряет темпы возведения арматурного каркаса. Работы производятся непосредственно на стройплощадке, при этом подготовка стержней и выполнение стыка занимает не более 5 минут. Применение муфт не только сокращает время монтажа, но экономически целесообразнее в сравнении с ванно-шовной сваркой.
Сырье: Муфты изготавливаются из стали 40Х или Ст45.
Характеристики: Размер от D18 до D40. Для соединения разных диаметров предусматривается дополнительная линейка муфт с параллельной резьбой, пригодная для соединения арматуры классов А400 и А500.
Необходимое оборудование: Резьбонакатной станок (вес 440 кг, производительность до 200 стыков в смену на арматуре средних диаметров), расходные резцы и ролики, динамометрический ключ.
Технология: Резьбонакатной станок накатывает резьбу на концах стрежней арматуры. Стыковка выполняется при помощи накручивания и протяжки резьбовой муфты необходимого диаметра. Для выполнения надежного соединения необходим контроль усилия затяжки муфты, для чего применяется динамометрический ключ.
Стыковка выполняется при помощи накручивания и протяжки резьбовой муфты необходимого диаметра. Для выполнения надежного соединения необходим контроль усилия затяжки муфты, для чего применяется динамометрический ключ.
Применение по типу места в конструкции: Метод подходит для горизонтальных плоскостных решений, для горизонтальных балок/ригелей.
Типы резьбовых соединений
- Стандартное – предназначено для соединения стержней одного диаметра, когда хотя бы один из стыкуемых стержней может свободно вращаться. Применяется при сборке арматурных сеток и каркасов из отдельных стержней.
- Переходное – предназначено для соединения стержней разного диаметра в тех же условиях, что и стандартные.
- Позиционное – предназначены для соединения стержней арматуры, когда ни один из них не может вращаться.
Плюсы применения резобового стыка
- Обеспечивает равнопрочный стык арматуры.

- Ускоряет темпы возведения арматурного каркаса.
- Экономически целесообразнее в сравнении с ванно-шовной сваркой.
- Контроль качества соединения.

Обжимные муфты
Работы по устройству стыков арматуры на обжимных муфтах производятся непосредственно на месте производства арматурных работ. Это позволяет избежать необходимости создания дополнительного пространства на строительной площадке для выполнения подготовительных работ (нарезке резьбы, размещения станка по нарезке резьбы и складирования арматурных заготовок), что в условиях современного строительства в плотной застройке может вызвать дополнительные трудности.
Сырье: муфты изготавливаются из бесшовных горяче и холоднокатанных труб из Ст20 или из других марок стали по требованию заказчика.
Характеристики: Размер арматуры от D10 до D40. Обжимные муфты в серийном исполнении пригодны для соединения А400, А500 и А600, но возможно изготовление муфт по спецзаказу и для арматуры вплоть до А800 и А1000.
Необходимое оборудование: комплект обжимного оборудования схожей производительности (маслостанция высокого давления 700 атм (вес 70-90 кг) и гидравлический пресс (вес с матрицами 50-60 кг)). Для соединений арматуры диаметром 10-32 мм предназначен пресс ПО-80М, а для 10-40 мм – пресс ПО-100М. Также для повышения производственных мощностей могут использоваться вспомогательные устройства, позволяющие оптимально использовать трудовые ресурсы при работе с тяжеловесным гидравлическим оборудованием.
Технология: Обжимную муфту устанавливают на торцы арматуры без специальной подготовки в проектном положении. Обжим (опрессовка) муфт производится за счет работы гидравлического пресса усилием от 60 до 100 тонн. Стандарты и техусловия прописаны в ГОСТ 34278-2017 «Соединения арматуры механические для железобетонных конструкций», а технология соединения описана в ТУ №4842-009-26455602-2017.
Типы соединений: Возможен стык любого класса арматуры разных диаметров, например: переходные муфты, соединяющие арматуру 40 мм и 22 мм.
Применение по типу места в конструкции: Метод идеален по всем технико-экономическим параметрам в вертикальных конструкциях, горизонтальных плоскостных решениях. Может использоваться для горизонтальных балок/ригелей, но цена существенно возрастет, так как в данной конструкции необходимо применять позиционные муфты с повышенной осевой компенсацией.
Плюсы применения обжимных муфт
- Сокращает расход арматуры.
- Обеспечивает равнопрочный стык арматуры.
- Ускоряет темпы возведения арматурного каркаса: за счёт уменьшения длины муфты, без потери усилия разрыва – скорость обжима муфт сокращается от 30 секунд до 3-х минут. Что в условиях больших объёмов позволит выиграть от 3 до 9 месяцев.
- Выдерживает разрывное напряжение соединения более 600 МПа и циклическую нагрузке в 2 млн ед..
- Подходит для разных типов арматуры разного диаметра.
- Позволяет осуществить сложные переходы и нестандартные конструкторские решения.

Несмотря на различия в технологии монтажа муфты обоих видов демонстрируют экономическую оправданность. Ниже приведена таблица с расчетом стоимостных показателей в зависимости от применяемого метода стыковки.
Сравнение стоимости стыка для разных видов соединений по данным компании «Мосмуфта»Подводя итоги, можно говорить о следующих преимуществах механического метода:
- Экономия порядка 30% от стоимости армирования за счет уменьшения расхода арматуры.
- Обеспечение равнопрочного соединения арматуры.
- Повышение производительности в сравнении со сваркой.
- Минимизация воздействия человеческого фактора.
- Возможность производства в любых погодных условиях и в сейсмически опасных районах.
Однако есть и некоторые сложности, сопряженные с такими факторами:
- Тяжелое гидравлическое оборудование (пресс).
- Потребность во вспомогательном персонале или обучении.
- Контроль качества обжатия каждого стыка.
- Стоимость оборудования и расходных материалов.

Заключение
При строительстве сложных инженерных сооружений с повышенной нагрузкой технология равнопрочного соединения позволяет уменьшит нагрузку на фундамент, обеспечив большие сроки эксплуатации объектов. Помимо этого, применение механического способа соединения арматуры может существенно снизить сроки возведения, а главное сократить расход арматуры. Экономические расчёты подтверждают преимущество механического способа над более распространёнными: сваркой и соединением внахлест. Как и любой метод, он не может подойти для абсолютно всех ситуаций: иногда использование традиционной сварки может полностью удовлетворить потребности на строительной площадке. В связи с дороговизной высокотехнологичного оборудования, отсутствием квалифицированного специалиста или технологической необходимости применение муфт может быть неоправданно. Поэтому понимание технологий и экономические расчёты помогут грамотно подобрать метод, подходящий для каждой конкретной задачи.
Трубная резьба и переходники — ФИТИНГИ ПО РЕЗЬБЕ
Переключить навигацию
Ваш поставщик #1 труднодоступных фитингов!
Позвоните или напишите: 775-303-8122 | Электронная почта: sales@fittings. space
space
Поиск:
- Сравнивать
БЕСПЛАТНАЯ ДОСТАВКА ПО США ЗАКАЗОВ НА СУММУ $249 . | ОБЪЕМНЫЕ СКИДКИ ПРИ ЗАКАЗАХ ОТ 5 ИЛИ БОЛЕЕ . | У НАС ЕСТЬ ДОПОЛНИТЕЛЬНЫЙ ИНВЕНТАРЬ, СВЯЖИТЕСЬ С НАМИ ДЛЯ ЛЮБОЙ ЧАСТИ, КОТОРУЮ ВЫ НЕ НАЙДЕТЕ.
ЧТО ГОВОРЯТ НАШИ КЛИЕНТЫ:
“Отличные люди, с которыми приятно работать! Очень хорошая коммуникация. Они делают все правильно на 110%!” – Дэвид Х. (май 2022 г.)
«Супер быстрая доставка! Единственное место в сети, где трудно найти фитинги». – Джейсон Р. (март 2021 г.)
«Очень трудно найти адаптер. Прекрасно работает. Быстрая доставка. Спасибо.” – Майкл Г. (январь 2022 г.)
«Это мой третий заказ, о чем это говорит? Как рекламируется!” – Терренс А. (сентябрь 2021 г.)
«Классная и лучшая цена. Цена в магазине вдвое выше. Настоятельно рекомендуется. ” – Эндрю М. (август 2019 г.)
” – Эндрю М. (август 2019 г.)
«Потрясающий сервис, профессиональный и вежливый». – Энн Р. (декабрь 2020 г.)
«Хороший продукт. Хороший дилер. Нигде больше не смог найти пресс-масленки 10-32». – Карл Н. (июль 2019 г.)
«Искал их повсюду. Наконец нашел их. Отлично работает!» – Джим Л. (декабрь 2021 г.)
«Получено в хорошем состоянии, быстрая доставка, отличный продавец. Большое спасибо!” – Купер Б. (май 2022 г.)
«Трудно найти фитинг, который прибыл быстро и точно так, как описано. Спасибо! – Винс Б. (июнь 2022 г.)
«Именно так, как описано. Нет претензий. Отличный продавец, с которым приятно иметь дело». – Ли Р. (ноябрь 2021 г.)
«Спасибо, спасибо, спасибо, что положили конец моему кошмару о примерке…» – Дэн С. (октябрь 2018 г.)
«Получил очень быстро и очень хорошего качества ! A+» — Джеймс С. (сентябрь 2018 г.)
«Да, мы очень довольны, большое спасибо за отличные продукты и обслуживание», — Пол Д. (сентябрь 2017 г. )
)
«Очень хорошая и точная обработка. Выглядит великолепно. Доставка была быстрой. Все хорошо.” – Питер Э. (октябрь 2021 г.)
“Высококачественный компрессионный фитинг для трубопровода охладителя трансмиссии. Можно снять и затянуть без проблем.” – Гэри М. (декабрь 2021 г.)
«Идеально подходит для моей работы (Resi HVAC) A+++» – Сэм М. (декабрь 2019 г.)
«Чистая резьба, скошенные углы, гладкий канал, качественный продукт». – Роберт В. (декабрь 2018 г.)
«Это были правильные фитинги, полностью герметичные и снабженные уплотнениями». – Марк Н. (март 2022 г.)
«Единственное место в США, где есть такая примерка!! Быстрая доставка!» – Ари Л. (июнь 2021 г.)
“Фитинги прибыли раньше срока и идеально подошли для моего компрессора.” – Майк Ф. (апрель 2020 г.)
«Я хотел заменить клапан, и я выбрал Fittings Space. Выглядит хорошо и качественно сделано». – Роберт С. (март 2021 г.)
Информационный бюллетень
Узнавайте первыми о новинках и акциях:
Все продукты – Фергюсон
правда
правда
Чтобы увидеть местную доступность и точные местные цены, сначала нужно выбрать ближайший к вам магазин.
категория
Нет подходящего результата поиска
-
(35825)
-
Отопление и охлаждение
(35382)
-
Сантехнические детали и расходные материалы
(27735)
-
Трубная арматура
(27499)
-
Освещение и вентиляторы
(19135)
-
Инструменты
(17126)
-
Клапаны
(12504)
-
Безопасность
(10114)
-
Дворник
(9540)
-
Насосы
(9112)
- Показать больше
марка
Нет подходящих результатов поиска
-
КОЛЕР
(6357)
-
Джонс Стивенс
(3128)
-
Моэн
(3064)
-
Компания Мюллер
(2718)
 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbqadfzzbq5hb&sr=everywhere” data-right-content-url=”/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbqadfzzbq5hb&sr=everywhere” data-category-url=”/category/signature-hardware/_/N-zc3lcg&n=zbqadfzzbq5hb&sr=everywhere”>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbqadfzzbq5hb&sr=everywhere” data-right-content-url=”/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbqadfzzbq5hb&sr=everywhere” data-category-url=”/category/signature-hardware/_/N-zc3lcg&n=zbqadfzzbq5hb&sr=everywhere”>
Оборудование для подписи
(11513)
 jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbqadfzzbq5hb&sr=everywhere” data-right-content-url=”/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbqadfzzbq5hb&sr=everywhere” data-category-url=”/category/ford-meter-box/_/N-zbqrn6&n=zbqadfzzbq5hb&sr=everywhere”>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbqadfzzbq5hb&sr=everywhere” data-right-content-url=”/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbqadfzzbq5hb&sr=everywhere” data-category-url=”/category/ford-meter-box/_/N-zbqrn6&n=zbqadfzzbq5hb&sr=everywhere”>
Блок счетчиков Ford
(3393)
 jsp?/category/rheem/_/N-zbrmod&n=zbqadfzzbq5hb&sr=everywhere” data-right-content-url=”/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbqadfzzbq5hb&sr=everywhere” data-category-url=”/category/rheem/_/N-zbrmod&n=zbqadfzzbq5hb&sr=everywhere”>
jsp?/category/rheem/_/N-zbrmod&n=zbqadfzzbq5hb&sr=everywhere” data-right-content-url=”/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbqadfzzbq5hb&sr=everywhere” data-category-url=”/category/rheem/_/N-zbrmod&n=zbqadfzzbq5hb&sr=everywhere”>
Рим
(3126)
 jsp?/category/proflo/_/N-zbq6na&n=zbqadfzzbq5hb&sr=everywhere” data-right-content-url=”/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbqadfzzbq5hb&sr=everywhere” data-category-url=”/category/proflo/_/N-zbq6na&n=zbqadfzzbq5hb&sr=everywhere”>
jsp?/category/proflo/_/N-zbq6na&n=zbqadfzzbq5hb&sr=everywhere” data-right-content-url=”/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbqadfzzbq5hb&sr=everywhere” data-category-url=”/category/proflo/_/N-zbq6na&n=zbqadfzzbq5hb&sr=everywhere”>
ПРОФЛО®
(2926)
