Расчет индукторов для твч – Калькулятор расчета мощности индукционного нагревателя для нагрева металла, установки ТВЧ
alexxlab | 16.06.2020 | 0 | Разное
Индукционный нагрев, основные принципы и технологии.
1 августа 2013
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.Описание метода.
Индукционный нагрев – это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно – это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
– применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания – заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается – это может привести к “разносу” генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности – схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот – напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».
prominductor.ru
Расчет индукторов, дросселей, катушек индуктивности методом численного моделирования FEM
Расчет индукторов, дросселей, катушек индуктивности методом численного моделирования FEM.
Современный подход к разработке сложной электронной и электротехнической продукции предполагает точное проектирование силовых элементов схемы. С ростом мощностей разрабатываемого оборудования, цена ошибок и неточностей в расчетах растет в геометрической прогрессии. А особенно это становится заметно, когда разрабатывается уникальное оборудование.
Безусловно, существует масса литературы по расчету и проектированию трансформаторов, дросселей, катушек индуктивности с сердечником и без сердечника, где рассмотрены большинство стандартных применений.
Для студентов, которые только начинают заниматься электроникой и электротехникой, я всегда рекомендовал замечательную книгу –
Семенов Б.Ю. Силовая электроника: от простого к сложному. 2005г.
Ясное и понятное изложение для начинающих.
Далее, по расчету катушек индуктивности, есть не менее полезная книга-
Калантаров П.Л., Цейтлин Л.А. Расчет индуктивностей. 1986г.
По расчету трансформаторов напряжения (тока) и дросселей существует масса литературы.
Приводить их нет смысла. Интернет велик. Все можно найти.
Особняком стоят книги по расчету, разработке и конструированию индукторов для технологий индукционного нагрева.
Тут Слухоцкого А.Е. вне конкуренции. Хотя, в последнее время, появилось достаточно много статей и книг, где подробно и более глубоко рассмотрены проблемы проектирования индукторов для конкретных видов технологий индукционного нагрева ТВЧ.
Для простейших случаев существует множество on-line калькуляторов, которые позволяют прикинуть или даже рассчитать простые варианты катушек индуктивности, дросселей, трансформаторов.
Например, очень хорошая программа Coil32. Сайт – http://coil32.narod.ru/
Позволяет определить основные параметры катушек индуктивности различной формы.
Для простейшего расчета трансформаторов, например, калькулятор радиолюбителя.
Сайт – http://www.radioamcalc.narod.ru/
Но все это расчеты для устройств, в лучшем случае, до 1кВт.
Дальше начинается своя специфика. Особенно если эти устройства работают на частотах выше нескольких десяток кГц.
В мощных высокочастотных дросселях, катушках индуктивности, индукторах, трансформаторах существенно возрастают потери от поверхностных эффектов протекания тока. Высокочастотный ток может легко концентрироваться и перегревать локальные участки силового устройства.
На высокой частоте существенно возрастает сложность точного расчета потерь мощности в магнитопроводе и обмоточном проводе или шинах. Существенно увеличивается влияние на потери многослойность катушки. Учет влияния зазора в магнитопроводе также становится достаточно сложной задачей.
Использование программ численного моделирования FEM позволяет решить большинство технических вопросов, возникающих при расчете и проектировании индукторов, дросселей, катушек индуктивности, трансформаторов, шиносборок и т.д., а также существенно повысить точность расчета и провести оптимизацию проектируемого устройства в кратчайшие сроки во многих случаях без создания натурального макета, что особенно важно для мощных и дорогих устройств.
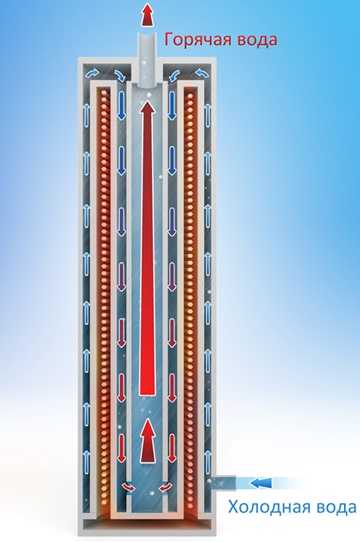
Несколько слов хотел сказать о индукционных водонагревателях.
Индукционные водонагреватели, индукционные котлы, индукционные парогенераторы – это технически сложные устройства, требующие особенно тщательной проработки и проектирования индукционной системы. В качестве источника питания обычно используется промышленная частота 50Гц с напряжением 220В или 380В.
Основной проблемой при проектировании индукционных водонагревателей является оптимальное конфигурировании индуцирующей обмотки. Т. е. проектирование геометрии обмотки, числа витков, сечения провода. Необходимо учитывать, что индукционная система имеет cosφ существенно отличный от 1. Поэтому, без установки дополнительного конденсатора, параллельно обмотки, от сети будет потребляться дополнительный реактивный ток.
Выбор и расчет требуемого компенсирующего конденсатора является обязательным требованием для получения максимального КПД водонагревательного устройства. Также многие путают электрический и тепловой КПД нагревательного устройства. Тепловой КПД для таких устройств действительно может составлять почти 100%.
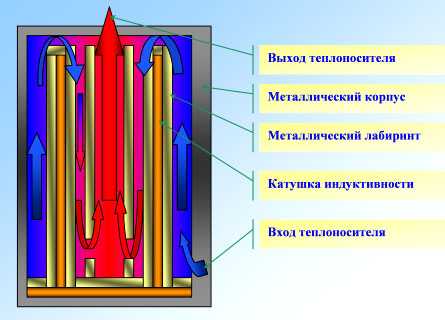
Принцип работы индукционного котла показан на рисунках:
Одной из лучших программ FEM моделирования электротехнических устройств является программа Jmag-Designer. Сайт – http://www.jmag-international.com/
Несколько примеров расчетов и моделирования индукторв для разных технологий:
1. Расчет и моделирование индукционной системы тигель-индуктор-магнитопровод.
Определение параметров индукционной системы, КПД, распределение тока в индукторе, определение потерь в магнитопроводе.
2. Расчет и моделирование процесса нагрева шестерни в индукторе под закалку.
Решалась совместная электромагнитная и тепловая задача.
В результате моделирования были определены параметры индукционной системы, КПД, требуемая мощность, частота и время нагрева под закалку.
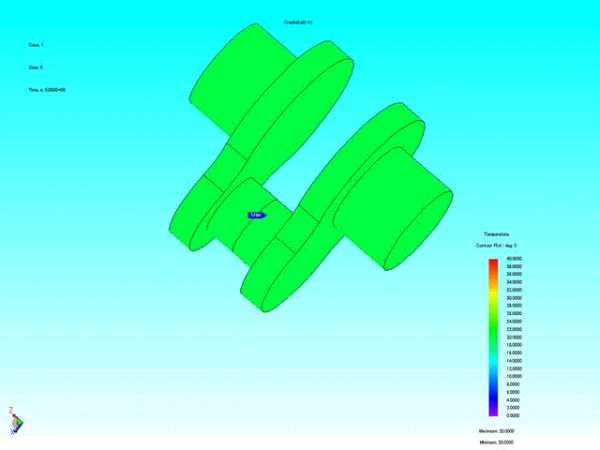
3. Ресчет и моделирование нагрева шейки коленчатого вала под закалку.
Решалась электромагнитная и тепловая задача в 3D с вращением нагреваемой детали (коленчатого вала).
В результате моделирования определены параметры индукционной системы, КПД, требуемая мощность и время нагрева под закалку.
4. Еще один вариант расчета и моделирования шейки коленчатого вала под закалку.
Вращение детали присутствует.
Несколько примеров расчетов катушек индуктивности и трансформаторов:
– Трансформатор тока.
Частота около 100кГц. Сердечник феррит 2500НМС1. Обмотка задана, как FEM Coil с распределенными витками по геометрии заданной области.
Задается в параметрах число витков и общее сопротивление обмотки.
Моделировалось распределение тока в медной шине и магнитной индукциии в магнитопроводе. Проверялось отсутствие насыщения магнитопровода для различных режимов работы трансформатора тока. Оптимизировалассь конструкция трансформатора тока для ВЧ применений.
– Расчет и моделирование трехфазного трансформатора с кожухом.
На рисунке справа показана расчетная схема и схема включения обмоток и нагрузки трансформатора.
Определялся КПД трансформатра (потери в обмотках, сердечнике, кожухе) и рассеяние в различных режимах работы.
– Расчет, моделирование и анализ потерь в трансформаторе с плоскими обмотками.
Оценивалось распределение потерь в сердечнике и обмотках трансформатора.
inductor-jmag.ru
3.5. Расчет числа витков индуктора
Определив (по разделу 3.4) электрические параметры системы индуктор – загрузка, можно более точно рассчитать электрический КПД индуктора по выражению
, (3.48)
где  – электрические потери в индукторе.
– электрические потери в индукторе.
После
определения  по (3.48) необходимо сравнить его значение
с
по (3.48) необходимо сравнить его значение
с ,
заданным при расчете (раздел 3.1), и
уточнить значение активной мощности
печи по выражению (3.5). Если результаты
расчета по (3.48) отличаются от значений,
полученных на начальной стадии расчета
(пример 1), то необходимо
провести коррекцию расчета.
,
заданным при расчете (раздел 3.1), и
уточнить значение активной мощности
печи по выражению (3.5). Если результаты
расчета по (3.48) отличаются от значений,
полученных на начальной стадии расчета
(пример 1), то необходимо
провести коррекцию расчета.
Ток условного одновиткового индуктора определяется по выражению
. (3.49)
Напряжение на условном одновитковом индукторе определяется по выражению
 .
(3.50)
.
(3.50)
Число витков индуктора определяется по выражению
 ,
(3.51)
,
(3.51)
где  – напряжение источника питания, подводимое
к индуктору (раздел 3.2).
– напряжение источника питания, подводимое
к индуктору (раздел 3.2).
Ток индуктора рассчитывается по выражению
 .
(3.52)
.
(3.52)
Ориентировочная высота индуктирующего витка определяется по выражению
 .
(3.53)
.
(3.53)
В
(3.53)  учитывает навивку индуктора.
учитывает навивку индуктора.
Используя
справочные данные, выбирается медный
профиль для изготовления индуктора с
учетом того, что толщина стенки
водоохлаждаемой трубки  должна соответствовать частоте тока
должна соответствовать частоте тока
, (3.54)
а
плотность тока в индукторе не должна
превышать  А/мм2.
А/мм2.
Напряженность магнитного поля на внутренней поверхности индуктора (настил тока в индукторе) определяется по выражению
. (3.55)
Для тигельных печей напряженность магнитного поля в зазоре обычно составляет А/м.
ПРИМЕР 5
Рассчитать число витков индуктора индукционной тигельной печи.
В качестве исходных данных принять исходные данные и результаты расчета примеров 1, 2, 3, 4.
Электрический КПД индуктора рассчитывается по (3.48)
.
Полученное
значение электрического КПД индуктора
совпадает с принятым значением  впримере 1.
впримере 1.
Уточненное значение активной мощности печи находится по (3.5)
кВт.
Значение  полностью совпадает с результатами,
полученными впримере 1.
полностью совпадает с результатами,
полученными впримере 1.
Расчет тока условного одновиткового индуктора осуществляется по (3.49)
А А.
Расчет напряжения на условном одновитковом индукторе определяется по (3.50)
В.
Расчет числа витков индуктора определяется по (3.50) при значении В (пример 2)
.
Расчет тока индуктора получен по (3.52)
А.
Расчет ориентировочной высоты индуктирующего витка определяем по (3.53), приняв значение коэффициента заполнения индуктора (пример 4)
м.
Для выбора медной водоохлаждаемой трубки, предназначенной для изготовления индуктора, необходимо определить толщину стенки трубки по (3.54)
.
Значение
м при частоте Гц (пример 4).
Гц (пример 4).
м.
Для последующих расчетов принимаем толщину трубки не менее 5мм,м.
Выбор
сечения производим исходя из допустимой
плотности тока (не более  А/мм2). Сечениепри толщине стенки 5 мм удовлетворяет
условию по допустимой плотности тока
А/мм2). Сечениепри толщине стенки 5 мм удовлетворяет
условию по допустимой плотности тока
А/мм2.
Настил тока в индукторе найдем по (3.55)
А/м  А/м.
А/м.
Полученное значение А/м не превышает рекомендованного значения.
studfiles.net
Помогите рассчитать потребную мощность установки ТВЧ для закалки – Термообработка ТВЧ
То есть, как я и предполагал, по существу на моё пожеланиеПрекращай засирать форум.
тебе,komrad.isaev, ответить нечего. Q.E.D. (quod erat demonstrandum). А посему тебе только и остаётся выступать за всё хорошее против всего плохого.про “ударную закалку” – расскажи по-подробнее, со ссылкой на первоисточники. Ждём-с…
Что же касается этого
Во-первых, мне до пенсии ещё пахать и пахать, тем более что украинские власти (не к ночи будут помянуты) стараются всё время повысить пенсионный возраст, а я ещё и советского не достиг. Да и заказов – выше крыши. Украина, конечно “гынэ”, но многие предприятия весьма успешно пока трепыхаются, и я, в меру своих скромных сил, помогаю им в этом. Так что и здесь ты, komrad.isaev,- пальцем в небо. Что же касается моих занятий, то, помимо основной деятельности, одно из самых любимых – тыкать носом в их проф-несостоятельность таких “спецов” как ты, komrad.isaev. Так что аФФтор, пиши ИСЧО. А я прокомментирую, “дабы дурь каждого видна была”.Я понимаю, что на пенсии тебе делать нечего….хочется поговорить….найди себе другое занятие..
P.S. Николай1966, не обессудьте, что я в Вашей теме сцепился с komrad.isaevым. У нас с ним давняя “любовь”, практически со времени моего появления на этом форуме. Как-то в одной из тем я посмел высказать мнение, отличающееся от мнения komrad.isaevа. И когда у него закончились, так называемые, “аргументы” (коих, собственно и не было), чел начал хамить, оскорблять; в общем договорился до того, что я пригласил его в гости, дабы он осуществил свои эротические фантазии. Обещая ему “горячую встречу” (а это надо ещё умудриться вывести меня из себя). Но чел ожидаемо “слился”, и не приехал. Такие дела, так что звиняйте.
www.chipmaker.ru
Слухоцкий А. Е. и Рыскин С. Е. Индукторы для индукционного нагрева. Л., «Энергия», 1974. 264 с. с ил. // Библиотека технической литературы
В книге излагаются физические основы индукционного нагрева и методы расчета индукторов для поверхностного и сквозного нагрева. Расчет индукторов иллюстрирован конкретными примерами. Приводятся также принципы конструирования индукторов и описание наиболее характерных конструкций.
Книга предназначена для работников научно-исследовательских институтов, конструкторских бюро и заводов как изготавливающих, так и эксплуатирующих электротермическое оборудование, а также для студентов высших учебных заведений.
Размер: 5,49 Мб
Формат: djvu
Скачать книгу с yadi.sk
Не работает ссылка? Напишите об этом в комментарии.
Оглавление:
Предисловие.
Глава первая. Физические основы метода индукционного нагрева.
1-1. Составные части установки и способы нагрева.
1-2. Закон электромагнитной индукции.
1-3. Поверхностный эффект.
1-4. Эффект близости.
1-5. Изменение свойств стали в процессе нагрева.
1-6. Кольцевой эффект.
1-7. Распределение плотности тока в индуктирующем проводе и нагреваемой детали.
1-8. Приближенный расчет электромагнитных процессов в системах с конечным поперечным сечением.
Глава вторая. Тепловой расчет режима нагрева.
2-1. Основные режимы нагрева.
2-2. Нагрев при постоянной температуре поверхности.
2-3. Нагрев при постоянной удельной мощности.
2-4. Примеры тепловых расчетов.
2-5. Приближенное определение времени нагрева и удельной мощности при сквозном нагреве цилиндрических заготовок.
2-6. Приближенное определение времени нагрева и удельной мощности при сквозном нагреве заготовок прямоугольного сечения.
Глава третья. Общие основы расчета индукторов для нагрева ферромагнитных объектов.
3-1. Постановка задачи.
3-2. Зависимость напряженности магнитного поля и плотности тока от координаты.
3-3. Электрическое и магнитное сопротивления участка ферромагнитной среды.
3-4. Определение магнитной проницаемости по заданной удельной мощности.
3-5. Эффективная глубина проникновения тока и глубина проникновения волны.
Глава четвертая. Общие основы расчета индукторов для нагрева частично ферромагнитных объектов.
4-1. Постановка задачи.
4-2. Распределение плотности тока по сечению нагреваемого предмета.
4-3. Электрическое и магнитное сопротивления нагреваемого металла.
4-4. Определение магнитной проницаемости по заданному режиму нагрева.
4-5. Эффективная глубина проникновения тока в двухслойную среду.
Глава пятая. Расчет индуктора для поверхностного нагрева цилиндрических деталей.
5-1. Определение ширины нагреваемой полосы.
5-2. Напряжение на зажимах длинного индуктора.
5-3. Схемы замещения короткого индуктора.
5-4. Активное и внутреннее реактивное сопротивления провода индуктора.
5-5. Расчет подводящих шин.
5-6. Расчет индуктора.
Глава шестая. Конструирование индукторов для поверхностного нагрева.
6-1. Конструирование основных элементов индукторов.
6-2. Охлаждение индуктора.
Глава седьмая. Расчет индукторов для закалки плоских и внутренних цилиндрических поверхностей.
7-1. Особенности нагрева плоских и внутренних цилиндрических поверхностей.
7-2. Применение магнитопроводов из ферромагнитных материалов
7-3. Расчетная ширина активного слоя.
7-4. Расчет собственных активного и реактивного сопротивлений индуктора.
7-5. Расчетные параметры индуктора.
7-6. Расчет подводящих шин.
7-7. Расчет плоского индуктора.
7-8. Виды индукторов для закалки внутренних поверхностей.
Глава восьмая. Типовые конструкции индукторов для поверхностного нагрева внешних и внутренних цилиндрических поверхностей и плоских поверхностей.
8-1. Неразъемные индукторы.
8-2. Разъемные индукторы.
8-3. Индукторы для нагрева плоских поверхностей.
8-4. Индукторы для нагрева внутренних цилиндрических поверхностей.
8-5. Петлевые и стержневые индукторы.
Глава девятая. Выбор частоты при поверхностной закалке и индукторы для закалки тел сложной формы.
9-1. Выбор частоты при закалке предметов цилиндрической и плоской формы.
9-2. Закалка тел сложной формы.
9-3. Приближенный расчет индукторов для закалки деталей сложной формы.
9-4. Индукторы для закалки тел вращения сложной формы.
Глава десятая. Индукторы специальных типов.
10-1. Основные типы специальных индукторов.
10-2. Индукторы для нагрева под сварку и под пайку.
10-3. Индукторы для нагрева тонкостенных изделий.
10-4. Индукторы для закалки зубьев шестерен.
10-5. Индукторы с электромагнитными экранами.
10-6. Индукторы-трансформаторы.
Глава одиннадцатая. Основы расчета индукторов для сквозного нагрева сплошных цилиндрических заготовок.
11-1. Основные соотношения.
11-2. Напряжение на индукторе.
11-3. Электрический к. п. д. индуктора.
11-4. Выбор частоты.
11-5. Выбор длины и числа витков индуктора.
11-6. Определение внутреннего диаметра индуктора. Полный к. п. д. индуктора.
11-7. Расчет охлаждения индуктора.
11-8. Расчет индуктора.
11-9. Нагрев пучка цилиндров.
Глава двенадцатая. Основы расчета индукторов для нагрева заготовок прямоугольного сечения.
12-1. Основные соотношения.
12-2. Напряжение на индукторе.
12-3. Электрический к. п. д. индуктора.
12-4. Выбор частоты.
12-5. Выбор размеров и числа витков индуктора.
12-6. Расчет индуктора.
12-7. Нагрев пакета пластин.
Глава тринадцатая. Расчет индукторов для нагревателей периодического действия.
13-1. Изменение потребляемой мощности в процессе нагрева и этапы нагрева.
13-2. Расчет индуктора на постоянное напряжение по этапам нагрева.
13-3. Расчет индуктора.
13-4. Приближенный расчет индуктора для нагрева заготовок переменного сечения.
Глава четырнадцатая. Расчет индукторов с постоянным шагом витков для нагревателей методического действия.
14-1. Особенности расчета индуктора.
14-2. Распределение удельной мощности по участкам индуктора
14-3. Расчет индуктора.
14-4. Расчет овального индуктора для непрерывно-последовательного нагрева тонкой ленты.
14-5. Расчет овального индуктора для нагрева цилиндрических заготовок.
Глава пятнадцатая. Приближенный расчет индукторов с переменным шагом витков для нагревателей методического действия (ускоренный нагрев).
15-1. Время нагрева, средняя мощность в заготовках и основные размеры индуктора.
15-2. Разделение индуктора на участки и распределение удельной мощности вдоль столба заготовок.
15-3. Электрический расчет индуктора.
15-4. Расчет индуктора.
Глава шестнадцатая. Расчет индукторов для нагрева полых цилиндров.
16-1. Основные соотношения.
16-2. Напряжение на индукторе.
16-3. Электрический к. п. д. индуктора.
16-4. Выбор частоты.
16-5. Время нагрева и средняя мощность.
16-6. Расчет индуктора.
Глава семнадцатая. Индукторы для нагрева кузнечных заготовок и проката.
17-1. Выбор способа нагрева и типа индуктора.
17-2. Индукторы для нагрева мерных заготовок и прутков.
17-3. Индукторы для нагрева концов заготовок.
Приложение I.
Приложение II.
Приложение III.
Список литературы.
Метки: Индуктор, Индуктор-трансформатор, Индукция, Кольцевой эффект, КПД индуктора, Нагрев, Нагрев пакета пластин, Неразъемный индуктор, Охлаждение индуктора, Разъемный индуктор, Расчет индуктора, Расчет проводящей шины, Сквозной нагрев, Стержневой индуктор, Тепловой расчет
techlib.org
Установки индукционного нагрева, ТВЧ установки, кузнечные и закалочные комплексы :: Вопросы водоподготовки :: Заказ по телефону +7-499-6413840
Технология индукционного нагрева интересна тем, что способно сконцентрировать высокую мощность (выделение энергии) в небольшом объеме. Однако, всякая концентрация требует усиленной утилизации тепла. По этому практически все установки индукционного нагрева, несмотря на высокий КПД имеют водяное охлаждение, так как вода имеет высокую теплоемкость и низкую стоимость.
Качество воды
Установки индукционного нагрева производимые компанией Амбит не требуют специальной, дистиллированной воды, так как вода не взаимодействует непосредственно с силовыми элементами, а минимальный внутренний диаметр трубок используемых при производстве не менее 9мм.
Достаточно использовать обычную водопроводную воду.
Нагрев воды не превышает 70°С поэтому не возникает накипи внутри системы охлаждения оборудования.
Не рекомендуется
Не рекомендуется применять ржавую воду так как ржавчина со временем создает проводящий слой в рукавах.
Так как системы водоподготовки довольно громоздки, часто дорогостоящие. Наши клиенты решают задачу водоподготовки самостоятельно. Это возможно с использованием распространенных узлов, бак, насос, трубы, радиатор, вентелятор, чиллер, градирня.
Расчет отводимой мощности
Тепловые потери при индукционном нагреве (те которые следует утилизировать) складываются из следующих потерь:
- Потри в преобразователе частоты ориентировочно 2% от мощности нагрева.
- Потери в трансформаторе.
- Потери в индукторе электрические.
- Поглощение индуктором тепловой энергии от нагреваемого тела.
Максимальные потри в преобразователе частоты можно упрощенно принять 2% от максимальной установленной мощности, таким образом для IHM 30-8-50 они составят 30000Вт*0,02=600Вт.
Потри в трансформаторе и в индукторе сильно зависят от частоты и тока развиваемого в индукторе, чаще всего от 10% максимальной установленной мощности. Ориентировочно определить потери можно включив установку с пустым индуктором, установив регулятором максимальную мощность, та выходная мощность которую покажет установка и будет мощностью потерь в трансформаторе и индукторе. При просмотре видео фильмов работы оборудования видна мощность нагрева с пустым (без детали) индуктора, это и есть потри в индукторе и трансформаторе. Для IHM 30-8-50 примим данные потри 3кВт.
Для минимизации поглощения тепловой энергии от нагреваемого тела индуктор следует теплоизолировать, в связи с тем, что расчет крайне сложен, данные потери не рассматриваются.
Часто оборудование работает в прерывистом режиме, например при пайки резцов оператор устанавливает резец в течении 15сек, нажимает педаль включения нагрева паяет резец 20сек, выключает нагрев и убирает резец в песок еще 5 секунд, таким образом оборудование работает всего 20сек из цикла 40сек, ПВ 50%, следовательно получившиеся потери необходимо умножить на 0,5.
В результате получаем (3кВт+0,6кВт) *0,5= 1,8кВт, эта мощность будет нагревать воду в системе охлаждения.
Расчет температуры нагрева воды
Предположим, что для охлаждения установки индукционного нагрева применяется вода из теплоизолированной емкости объемом 100литров, с начальной температурой 20°С.
Определить на сколько нагреется вода можно пользуясь стандартными физическими формулами расчета мощности как скорости изменения энергии, c=Q/(m ΔT), где с – удельная теплоёмкость воды, равна 4183 Дж•кг−1•K−1;Q – количество теплоты, полученное веществом при нагреве, Дж; m — масса воды, кг; ΔT — разность конечной и начальной температур воды.
При этом Q=P*t, где t время нагрева, сек.
Таким образом, в течении часа при воздействии мощности P, вода в объеме 100 литров нагреется на температуру:
ΔT=(P*t)/cm,
ΔT=(1800*3600) / (100*4183)=15,49°С.
При начальной температуре 20°С, через 1 час работы вода будет 35°С, при этом для установки IHM 30-8-50 допустима температура 40°С.
Если масса воды будет 1000кг (1м3) вода нагреется, за час работы на 1,55°С.
Охлаждение воды
При организации замкнутого контура водоохлаждения тепловую энергию, получаемую при охлаждении установки индукционного нагрева, необходимо утилизировать (для поддерживания температуры необходимой температуры охлаждающей жидкости). Проще всего передать тепловую энергию окружающей среде, в воздух.
В редких случая достаточно изготовить большую стальную емкость, при этом передача тепловой энергии будет производится через стенки этой емкости.
Для усиления эффекта можно в линию возврата нагретой воды поставить радиатор с принудительным охлаждением, мощность теплового рассеивания для этих устройств указываются в паспортных данных.
Рис. – Схема охлаждения ТВЧ установки, с использованием теплообменника

Рис. – Пример теплообменника для установки индукционного нагрева, ТВЧ установки

Рис. – Станция водоохлаждения СВО 2,5 компании Амбит
При высокоинтенсивных потерях необходимо применять градирни либо чиллеры, мощность теплового рассеивания для этих устройств указываются в паспортных данных.
Градирни значительно дешевле чиллеров, однако при использовании градирни происходит потеря воды, необходима подпитка.
Рис. – Схема охлаждения ТВЧ установки, с использованием градирни
Подача воды
Подачу воды в установку индукционного нагрева следует осуществлять насосом создающим давление до 6атм, рекомендуем поверхностный центробежный насос мощностью от 370 до 550Вт.

Рис. – Внешний вид рекомендуемых насосов
Забор воды из емкости производить на высоте 20-30см от дна, для исключения попадания сора.
В линию подачи воды рекомендуем поставить фильтр грубой очистки, что позволит исключить засор системы охлаждения ТВЧ установки типа IHM и индукторов.


Рис. – Пример фильтра грубой очистки для применения в системе охлаждения установки индукционного нагрва, ТВЧ установки
ambit.pro
Методический нагрев | Периодический нагрев | |
Частота | 1000 | 1000 |
Диаметр заготовки | 0,07 | 0,07 |
Внутренний диаметр заготовки ; | 0,0448 | 0,0448 |
Длина заготовки | 0,19 | 0,19 |
Перепад температуры T , oC | 20 | 20 |
Напряжение на индукторе | 380 | 76 |
Масса заготовки G, кг | 2,59 | 2,59 |
Число заготовок в индукторе | 5 | 1 |
Темп выдачи готовой заготовки , с | 15,04 | 75,2 |
Внутренний диаметр индуктора | 0,11 | 0,11 |
Длина индуктора , м | 1,06 | 0,19 |
Внутренний диаметр теплоизолирующего цилиндра , м | 0,081 | 0,081 |
Мощность тепловых потерь , кВт | 29,83 | 5,374 |
Полезная мощность , кВт | 133,99 | 26,181 |
Средняя удельная мощность в заготовке | 6,414 | 6,266 |
Распределение реактивной мощности по участкам индуктора , ,, | 14,85 2,437 3,129 | – – – |
Активное сопротивление загрузки, приведенное к току длинного индуктора , Ом | ||
Внутреннее реактивное сопротивление загруз-ки, приведенное к току длинного индуктора , Ом | ||
Реактивное сопротивление , Ом | ||
Реактивность рассеяния индуктора , Ом | ||
Приведенное активное сопротивление загрузки , Ом | ||
Приведенное реактивное сопротивление загрузки , Ом | ||
Индуктирующий провод тип, размеры, мм×мм×мм | МI-ЦМТУ-0,8-47-67 20×15×4 | МI-ЦМТУ-0,8-47-67 20×15×4 |
Активное сопротивление индуктирующего провода , Ом | ||
Внутреннее реактивное сопротивление индуктирующего провода , Ом | ||
Эквивалентное активное сопротивления индуктора , Ом | ||
Эквивалентное реактивное сопротивления индуктора , Ом | ||
Эквивалентное полное сопротивления индуктора , Ом | ||
Электрический КПД индуктора | 0,85 | 0,716 |
Коэффициент мощности индуктора | 0,322 | 0,263 |
Ток в индукторе , кА | ||
Плотность тока в индукторе , | ||
Полный КПД индуктора | 0,621 | 0,535 |
Мощность, подведенная к индуктору , кВт | 157,6 | 36,566 |
Число витков индуктора , шт | 65 | 13 |
Активное сопротивление индуктора , Ом | ||
Реактивное сопротивление индуктора , Ом | ||
Полное сопротивление индуктора , Ом |
studfiles.net