Ручная сварка точечная – Точечная сварка своими руками – схема, сборка, принцип работы
alexxlab | 06.01.2020 | 0 | Разное
Точечная сварка своими руками – простая подробная инструкция по постройке аппарата
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.

Краткое содержимое статьи:
Как работает контактная сварка
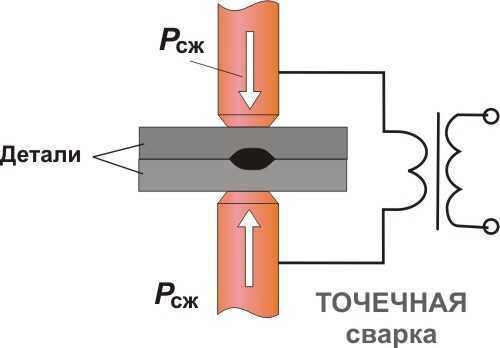
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.

Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.

Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.
Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.

Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
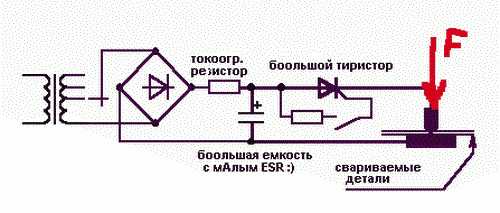
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).
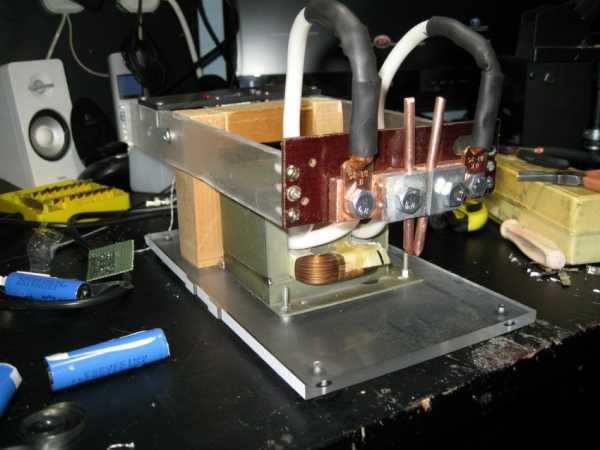
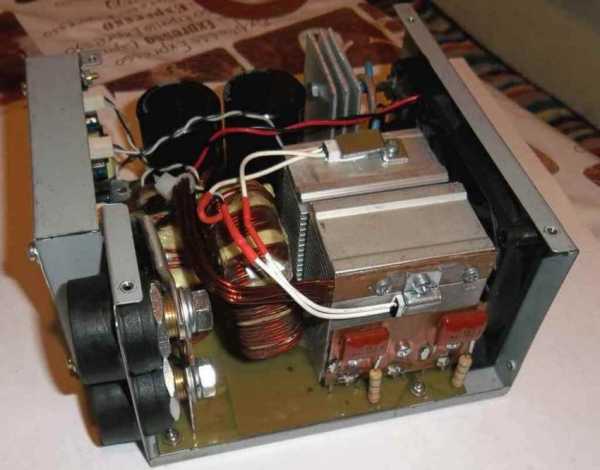
Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.

Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.

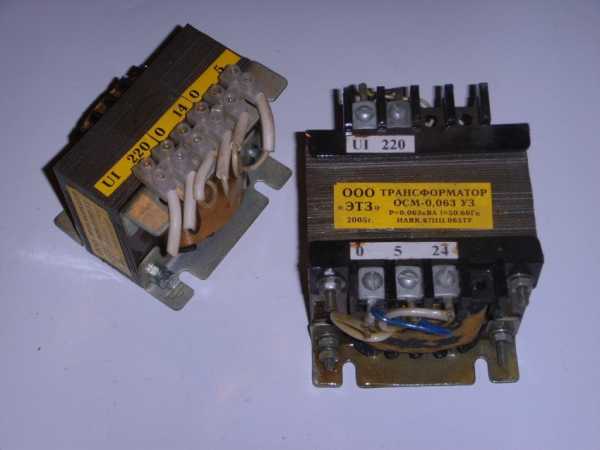
Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.
Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
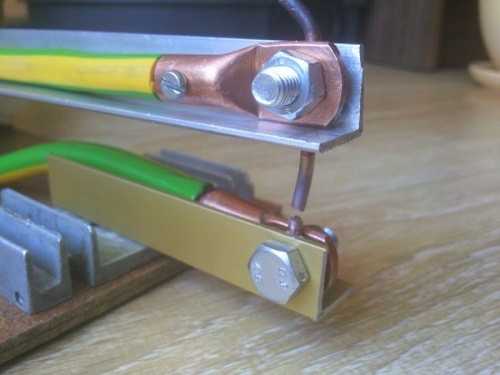
Фото точечной сварки своими руками



























tytmaster.ru
Точечная сварка своими руками – ВИДЕО как сделать аппарат точечной сварки своими руками
Весьма просто можно сделать аппарат точечной сварки своими руками с переменным током. Через подачу электроимпульса с изменением времени выполняется точечная сварка своими руками. Видео процесса можно посмотреть здесь.
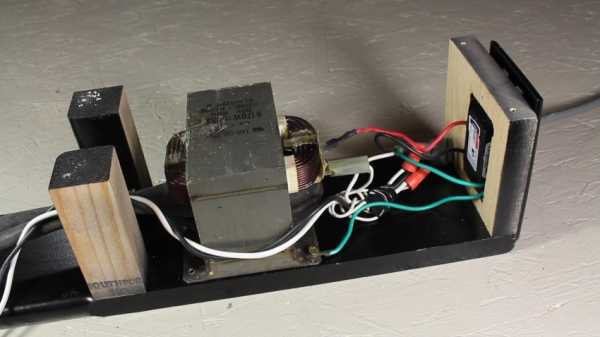
Трансформатор представляется важнейшей составляющей. Он сооружается из микроволновой печи (около одного киловатта и выше). Они обладают достаточной мощностью и вполне доступны. Трансформатора хватит, чтобы была создана точечная сварка из микроволновки. Однако если не хватит мощности, то берут два микроволновых прибора.
Чтобы работал магнетрон микроволновой печи, требуется высочайшее напряжение. Поэтому трансформатор, имеющий до двух тысяч ватт напряжения на выходе, используется как повышающий компонент. Лучше не проверять его работоспособность через сеть.
Для него нужны магнитный провод и обмотка. Аккуратно удаляется вторичная обмотка. Могут быть также установлены шунты. Их необходимо осторожно убрать, так как подача тока существенно ограничивается.
Точечный сварочный аппарат своими руками
Далее производится наматывание новой обмотки. Чтобы ток был сильным, потребуется большой медный провод диаметром более одного сантиметра. Для предотвращения сопротивления дополнительно, длину делают короче.
Производятся витки для получения двух ватт на выходе. Если получится внедрить больше двух витков, аппарат точечной сварки своими руками будет более мощным.
При двух равных трансформаторах делается один для наиболее мощного тока. Такой способ применяется, например, для осуществления сварки с металлом не тонким или при недостаточной мощности трансформатора. При соединении нужно быть осторожным, так как ошибка стоит короткого замыкания.
Чтобы точечная сварка из микроволновки была мощнее, соединяются еще трансформаторы, конечно, если сеть позволит. Если точечный сварочный аппарат своими руками чрезмерно мощный, то напряжение в сети резко упадет, что вряд ли обрадует соседей. Поэтому лучше ограничиться силой тока от одной до двух тысяч ампер. Если ток будет недостаточным, то просто нужно будет увеличить время сварки.
Точечная сварка своими руками: видео
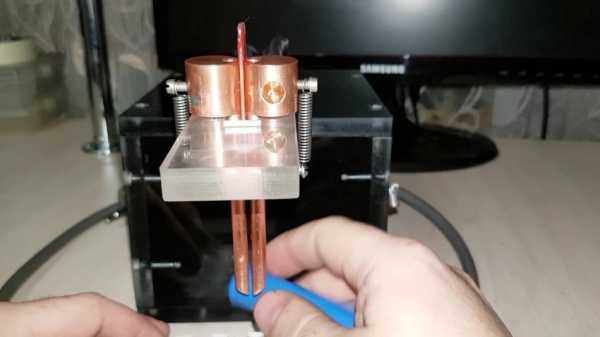
Электродами служат медные стержни. Толщина их здесь сыграет положительную роль. При небольшой подаче тока пользуются жилами паяльников.
Как производится ручная точечная сварка? Электроды нужно подтачивать, а со временем необходимо их менять из-за полного стачивания. Длина провода от трансформатора, как отмечалось, по возможности делается меньшей. Соединений тоже лучше делать меньше, потому что при них теряется мощность. Идеалом здесь будут наконечники с обеих сторон провода, через которые соединяются электроды.
Наконечники спаиваются с проводом для предотвращения роста сопротивления и потери мощности. Когда у провода большой диаметр, то спаивать его с наконечником непросто. Но процесс упростится, если приобрести луженые наконечники. Из-за неспаянных соединений также растет сопротивление. Но все равно лучше иметь съемные электроды, потому что их надо подтачивать или заменять, а каждый раз спаивать и припаивать снова будет слишком утомительно.
Самодельный аппарат точечной сварки имеет рычаг и выключатель.
Чтобы осуществлялась точечная сварка своими руками (видео), сжатие электродами производится сильное. На аппаратах промышленных образцов такая сила может быть равна десяткам, а иногда даже сотням килограммов. В связи с этим рычаг делается как можно крепче, а основание массивнее, лучше, если его можно будет закрепить к столу.
Усилие создается при помощи, как рычажного зажима, так и рычажного винтового. Используются и другие методы при помощи дополнительного оборудования.
Чтобы не создавать еще сопротивление и не сварить до предела, выключатель надо соединить именно в первичную обмотку цепи. Если используется рычажный механизм для прижима, то выключатель устанавливают прямо на рычаге, чтобы при работе, давя на рычаг, подавать ток. Другой рукой спокойно поддерживаются свариваемые детали.

Аппарат точечной сварки своими руками
Осуществляя эксплуатацию, включая и выключая ток, нужно помнить, что электроды должны обязательно быть сжаты, потому что если этим пренебречь, они могут подгореть.
Лучше при эксплуатации аппарат специально охлаждать вентилятором. Если его нет, то необходимо следить за температурой агрегата и его элементов. Выключать его на время, давая передохнуть.

Точечная сварка своими руками. Видео. Результаты
Чтобы сварка была качественной, конечно, необходимо набраться достаточного опыта, при котором будет вырабатываться знание и чувство нужной продолжительности подачи импульса при наблюдении за поведением сварной точки по ее цвету.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
1. Точечная контактная сварка. Область применения.
Точечная контактная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках. Прочность соединения определяется размером и структурой сварной точки, которые зависят от формы и размеров контактной поверхности электродов.Точечная сварка– это сварка, при которой заготовки соединяют в отдельных местах. Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней и односторонней.
Область применения.Точечная сварка получила широкое распространение в промышленности, особенно при массовом производстве штампосварных конструкций в автомобиле- и авиастроении, космической технике, сельскохозяйственном и транспортном машиностроении, строительстве, а также в приборостроении при создании миниатюрных и прецизионных узлов и изделий электронной техники , средств связи и управления.
2. Стыковая контактная сварка (сопротивлением и оплавлением).
Стыковая сварка– разновидность контактной сварки, при которой детали соединяются по поверхности стыкуемых торцов в результате подвода тока и применения усилия сжатия.
При сварке сопротивлениемдетали вначале сжимают осевым усилием для образования плотного соприкосновения свариваемых торцов. Затем подается электрический ток, при прохождении которого стыкуемые поверхности нагреваются до пластического состояния. Далее выполняется осадка (сжатие нарастающим усилием) заготовок с образованием соединения в твердой фазе. При этом ток отключают до окончания осадки.
При стыковой сварке непрерывным оплавлениемдетали постепенно сближают при включенном источнике тока. Касание торцов происходит по отдельным выступам. Поскольку площадь образующихся контактов-перемычек очень мала, то из-за высокой плотности протекающего через них тока они быстро нагреваются и расплавляются. Часть металла взрывается и в виде искр вылетает из стыка.
Для соединения заготовок с большой площадью сечения с целью уменьшения мощности оборудования применяют стыковую сварку прерывистым оплавлением. Детали при включенном токе поочередно сжимают с небольшим усилием и вновь разводят. При сжатии стыкуемые поверхности разогреваются протекающим током. При размыкании между торцами образуется электрический разряд, оплавляющий их поверхности. После нескольких повторных действий поверхности заготовок покрываются слоем жидкого металла, и выполняется осадка. Жидкий металл выдавливается из стыка, а торцы соединяются с получением сварного соединения.
3. Ручная дуговая сварка покрытым электродом. Схема способа. Роль покрытия.
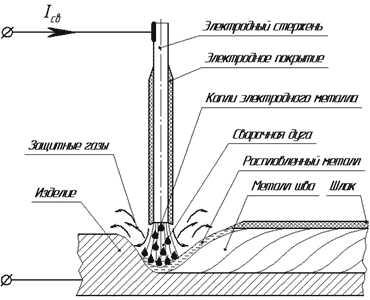
Ручная дуговая сварка (ММА) – это процесс дуговой сварки, при котором используется дуга, горящая между покрытым электродом и сварочной ванной. Покрытый электрод представляет собой металлический стержень, на который нанесено покрытие.
Схема способа
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
 [увеличить
изображение]
[увеличить
изображение]
Рисунок 1. Схема сварки покрытым металлическим электродом
Роль покрытия.
Для ручной дуговой сварки плавящимся электродом применяют электроды, представляющие собой стержни из сварочной проволоки с электродным покрытием. Покрытие наносят с целью: поддержания устойчивого горения дуги, защиты зоны сварочной дуги от кислорода воздуха; образования на поверхности сварочной ванны и металла шва слоя шлака, защищающего ванну от доступа воздуха и замедляющего охлаждение шлака; раскисления металла шва и его легирования.
Для изготовления электрода применяют проволоку из стали и цветных Ме.
В зависимости от типа покрытия электроды разделяют на виды: А (кислое покрытие), Б (основное покрытие), Ц (целлюлозное ), Р (рутиловое), П (покрытия прочих видов).П
studfiles.net
Точечная и дуговая сварка
Точечная сварка
Точечная сварка металла является одним из видов контактной сварки. По принципу действия это один из наиболее простых способов:
– ток требуемой силы подается через металлические поверхности свариваемых частей и одновременно через электроды;
– после такого воздействия происходит разогрев и плавление металла;
– в месте соприкосновения электрода и металла возникает ядро сварной точки;
– благодаря возникновению ядра происходит скрепление деталей, которые свариваются друг с другом за счет атомного приближения металлов и возникновения взаимного атомного притяжения.
Для обеспечения стабильного и качественного процесса точечной сварки, свариваемые части должны быть предварительно зачищены и обезжирены. Кроме того, следует обеспечить условия для последующего охлаждения сварного соединения и всего изделия. Для этого необходимо учитывать особенности данного металла, чтобы сварное соединение не пришло в негодность.
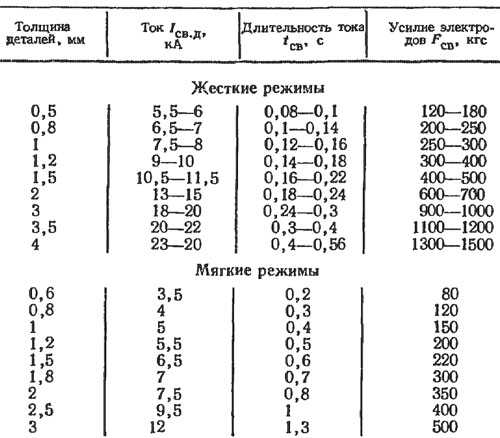
Обычно точечная сварка применяется, когда необходимо соединить два металлических элемента толщиной не более 5-6мм. Связано это с тем, что в процессе сварки на каждый из электродов воздействует осадок, образующийся при сварке, что уменьшает его срок службы. Часто прочность сварной точки, а также всего соединения в целом имеет отношение к диаметру ядра сварной точки. Сам же диаметр зависит от толщины металла, силы тока, давления и временного промежутка прохождения тока сквозь металл. Отсюда можно сделать вывод, что повышение промежутка прохождения тока по электродам и металлическим частям одновременно увеличит ядро сварной точки. Повышение размеров ядра ведет к ослабеванию внешней оболочки и уменьшению прочности соединения. Помимо этого, передержание электродов во время сварки становится причиной растрескивания оболочки сварной точки и разлива металла в расплавленном состоянии.
Различают одностороннюю и двустороннюю точечную сварку, что связано с толщиной металла, его составом и сварным соединением.
Дуговая сварка
При дуговой сварке к свариваемым частям и проволочным электродам прикладывается переменный или постоянный ток, образующий дугу. Сварочная дуга начинает гореть между электродом и основным металлом. Тепло дуги плавит основной металл, приводя к появлению сварочной ванны. Сквозь дуговой промежуток капли металла переносятся электродом в ванну. Покрытие электрода также плавится, возникает газовая защита и жидкая ванна из шлака. По траектории дуги металл сварочной ванны начинает затвердевать и появляется сварочный шов с коркой из шлака на поверхности.
Глубина расплавления основного металла представляет собой глубину проплавления, зависящую от метода сварки, расположения в пространстве, скорости движения дуги и соединения. Сварочная ванна может иметь размеры до 7мм в глубине, 8-15мм в ширине и 10-30мм в высоте. Основной металл в сварном шве составляет до 35%. При удалении дуги происходит кристаллизация и образование сварного шва.
weld-russia.ru
Точечная сварка своими руками, разбираем ошибки в работе
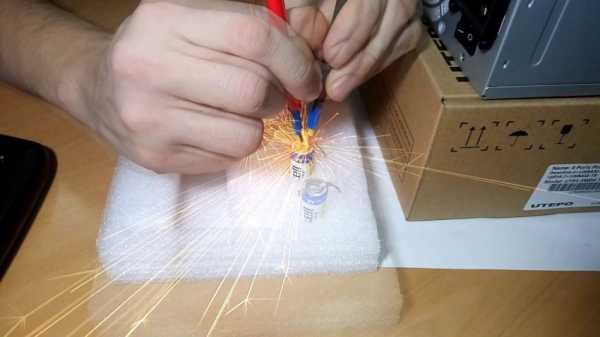
Точечная сварка наиболее распространена на промышленных производствах, благодаря высокому качеству сварных точек или швов. С её помощью можно делать очень много сварочных соединений за короткий промежуток времени. Чаще всего применяется в автомобильном, самолётном и судостроении. Нередко используют для сборки сельскохозяйственных машин и агрегатов для них. Собирают батареи аккумуляторов. Именно в производстве аккумуляторов точечная сварка показывает свою незаменимость.
Немного про сварочные работы
При правильно построенному процессу сварки и полном соответствии техническим нормам и требованиям, точечные соединения получаются невероятно крепкими, а качественными. Благодаря сильному разогреву металла и давлению, которое создаёт точечная сварка, соединения, может обретать крепость, приближенную к основному металлу, который сваривает аппарат.
В этой статье мы вам поможем разобраться с технологией контактной сварки и ответим на вопрос как сделать точечную сварку, расскажем о подготовке поверхности, выборе аппарата, электродов и прочих составляющих. Пошагово опишем схему сварочного процесса и укажем на возможные ошибки и дефекты, которые могут возникать. Объясним, что такое полярность и какая она бывает, а так же расскажем, как работать с тонкими материалами.
Подготовительные работы
Начнём с выбора подходящего аппарата. Тут следует учесть то, какой тип материала мы будем сваривать и насколько прочным должно быть соединение. Если вы используете тугоплавкий материал, с довольно большой толщиной тогда следует выбрать сварочный аппарат с более высокой мощностью.
Если необходимо очень крепкое соединение, тогда к высокой мощности необходимо ещё и довольно большое давление во время процесса. Для увеличения крепости сварной точки, давление после нагревания должно ещё больше возрастать. Таким образом, точечная сварка получится практически той же прочности что и металл.
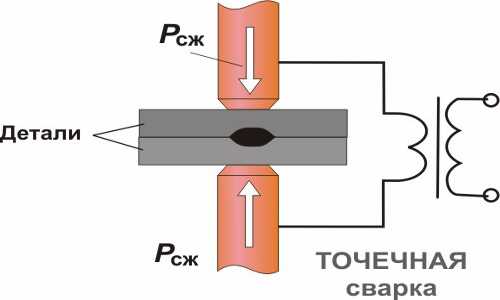
Схема сварки металла
Подготовка поверхности перед работой один из важнейших этапов сварочного процесса. Благодаря правильно подготовленной рабочей поверхности металла точечная сварка получится максимально крепкой и качественной. Если поверхность будет сделана правильно, тогда риск появления дефектов крайне низок.
Итак, что же следует сделать:
- Обезжирить, так качество сцепления будет максимальным.
- Удалить ржавчину и прочие эффекты коррозии или окисления.
- Пассивирование поверхности.
- Очистить от пыли и налёта. В случае если присутствует окалина на металле, её также следует удалить.
- Убедитесь, что детали плотно прилегают.
- После удаления излишних слоёв налёта и прочего, детали омываются и сушатся.
- Последняя стадия подготовки – контроль. Детали проверяются на остатки недопустимых элементов на поверхности, если всё нормально тогда можно приступать к работе.
Выбор электрода для сварочного аппарата, является ключевым фактором, который влияет на окончательное качество контактной сверки. Подобрав правильно электрод, точечная сварка своими руками получится максимально крепкой и долговечной.
Первое на что необходимо обратить внимание, это теплоэлектропроводность металла. Чтобы материал, из которого сделан электрод, не должен смешиваться с материалом, который сваривается. Поэтому теплоэлектропроводность электрода должна быть выше, чем у металла, и между ними не должно возникать никаких реакций. Если сварочный период нагревания уменьшается, тогда соотношение величин теплопроводности также должно возрастать.
Режимы сварки низкоуглеродистых сталей
Каждая группа металлов соответствует определённому типу электродов, с которыми они могут совмещаться. Это особенно важно при работе с тонколистовыми и легкоплавкими металлами, которые легко поддаются воздействию температур. Это алюминиевые и магниевые сплавы, выбор электродов для них должен быть особенно тщательным
Так как сварочные работы связаны с большими температурами, и присутствует риск попадания раскалённых частиц на поверхность человеческого тела необходимо придерживаться правил безопасности при работе.
Экипировка сварщика – это элемент защиты от механических повреждений. Без чего процесс сварки не может проходить это без защитной маски, которая защитит ваше лицо и глаза от яркого света и частиц металла.
Сварочные перчатки обязательный атрибут для комфортной и безопасной работы, они защитят вас от ожогов и помогут работать без какого-либо дискомфорта от высоких температур. Для дополнительно защиты лучше носить специальный костюм для сварочных работ, он не поддаётся горению, и ткань не будет плавиться при попадании на неё раскалённых частиц металла.
Этапы работы
Условно точечная сварка разделяется на три шага, пройдя которые вы получаете готовую контактную самодельную точку, скрепляющую две заготовки. Для создания последующих точек процесс повторяется в том же порядке.
Давайте приступим к работе по следующей схеме:
- Фиксирование детали в зажиме между электродами аппарата. На деталь сразу производится определённое заданное давление, которое деформацию на микронеровностях.
- После плотной фиксации и необходимого сжатия происходит подача электрического импульса. Впоследствии чего металл разогревается до предельных температур и в месте соприкосновения электродов начинает плавиться, и заготовки соединяются. Жидкая фаза металла связывается, образуя цельное соединение, которое стаёт максимально приближённым к прочности самого материала.
- Подача импульса прекращается. Место сваривания охлаждается и происходит окончательный процесс кристаллизации. Убирать усилил сжатия необходимо через определённый промежуток времени, так как в процессе остывания металл при сжатии набирает более мелкозернистой структуры. Ещё лучше сжатие увеличить, так эффект будет ещё сильнее и соединение получится более однородным.
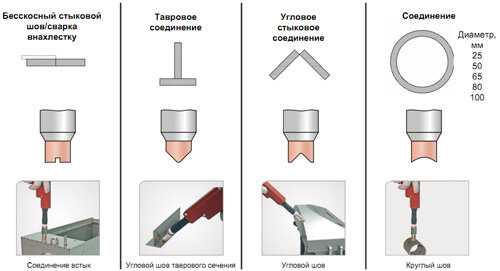
Производим различные соединения
При необходимости создания множества сварочных соединений повторяем весь цикл. Если же есть потребность сделать очень много таких точек, тогда можно использовать аппарат, у которого контактная сварка происходит сразу в нескольких указанных точках. Так, вы сэкономите время и будете работать более продуктивно.
Дефекты и ошибки контактной сварки
Точечная сварка довольно сложная схема, в котором есть множество нюансов и особенностей. Очень часто у новичков возникают следующие ошибки:
- Неправильно подобранная мощность.
- Недостаточный либо слишком большой период давления на заготовку.
- Электрод не подходит к свариваемому металлу.
- Схема работы самого сварочного аппарата не подходит к условиям необходимого сварочного процесса.
- Поверхность для контактной сварки подготовлена неправильно.
Дефекты, возникающие при неправильной контактной сварке:
- Недостаточная степень расплавления, что способствует неправильному формированию ядра точки.
- Слишком глубокое образование вмятин при контактном давлении.
- Кромки нахлёстки могут разорваться при очень близком нахождении контактной сварной точки.
- Изменение свойства металла впоследствии слишком большого разогрева. Например, ухудшение рабочих качеств аккумуляторов.
- Сквозное прожигание металла.
- Образование внутренних трещин либо пустот.
Работая с тонкими металлами, или при сборке аккумуляторов следует тщательно подбирать мощность и силу давления на них. Так как при слишком большой мощности есть риск сквозного прожига и тогда такая заготовка стаёт непригодной. При слишком большом давлении могут образовываться вмятины и различные дефекты поверхности.
Работая с алюминиевыми заготовками нельзя перегревать их слишком долгое время, так как это потянет за собой смену их антикоррозийных свойств и повышается риск деформации поверхности.
Полярность при сварке
Полярность может быть прямой или обратной. Используя прямую полярность, к электроду подсоединяется минус, а на заготовку направляют плюс. Если же использовать обратную, тогда плюс и минус меняются местами. От схемы подключения полярности к аппарату зависит процесс возникновения катодного и анодного пята. Анод возникает на плюсовых полярностях, а катод, наоборот, на минусе.
Подведём итог
Точечная сварка технически сложный процесс, который требует тщательно подготовки. Вам следует знать все тонкости такой сварки, от выбора сварочного аппарата до необходимого давления, которое производится на заготовку. Тогда ваша работу будет выполнена качественно и надолго. Придерживаясь всех правил, с помощью контактного сварочного аппарата вы сделаете все ваши задумки связанные с металлом и его соединением.
generatorvolt.ru