Шарошка что это такое: KutRite Huntington Grinding Wheel Dressers, Replacement Dressers and Cutters
alexxlab | 05.04.1995 | 0 | Разное
формы, виды, применение, технологии изготовления
- Что такое шарошка
- Зачем нужны борфрезы
- Сферы применения
- Виды борфрез по форме
- Виды по насечкам
- Особенности маркировки
- Особенности производства
- Выбор и рекомендации
Что такое шарошка по металлу
Конструктивно-технически борфреза по металлу представляет собой простой инструмент, состоящий из хвостовика и рабочей части. Хвостовик может быть стандартным или удлинённым, выпускается в 2-3 диаметрах под различные зажимные приспособления. Для изготовления хвостовиков обычно выбирают легированную сталь со средним содержанием углерода.
Головки шарошек отличаются разной геометрической формой, что определяет целевое применение борфрез. Для изготовления используют твёрдые сплавы повышенной износостойкости, что позволяет изделию работать на высоких скоростях и длительное время выдерживать высокотемпературное воздействие. Чаще всего для производства применяют карбид вольфрама, который подходит для обработки прочных материалов и стальных сплавов. Также для повышения эксплуатационных свойств рабочей части производители используют алмазное напыление.
Чаще всего для производства применяют карбид вольфрама, который подходит для обработки прочных материалов и стальных сплавов. Также для повышения эксплуатационных свойств рабочей части производители используют алмазное напыление.
От борфрез из быстрорежущей стали твердосплавные шарошки отличаются возможностью работы на высоких скоростях, способностью выдерживать высокие температуры, длительным эксплуатационным сроком, способностью обрабатывать более жесткие металлы и сплавы.
Комментарий: Цилиндрические шарошки с радиусным торцом, тип насечки – 5
Для чего нужны борфрезы по металлу
Шарошка по металлу применяется на производственных предприятиях. Для бытовых электроинструментов такие изделия малопригодны.
Для чего нужны такие инструменты? В зависимости от типа фрезы, шарошка подойдёт для выполнения черновых и чистовых работ по металлу. Традиционное применение – это шлифовка, выравнивание и финальная обработка поверхностей.
Учитывая высокую механическую прочность и износоустойчивость, при помощи шарошек можно обрабатывать чёрный и цветной металл, включая нержавейку и термостойкую сталь. Если говорить об эффективности применения, то инструмент намного прочнее и удобнее в эксплуатации, чем шлифовальные круги. Помимо обработки сварных и сборных металлоконструкций, борфрезы востребованы в ювелирных мастерских и полиграфии.
Если говорить об эффективности применения, то инструмент намного прочнее и удобнее в эксплуатации, чем шлифовальные круги. Помимо обработки сварных и сборных металлоконструкций, борфрезы востребованы в ювелирных мастерских и полиграфии.
Сферы применения шарошек
- Предчистовая и чистовая зачистка сварочных швов;
- Снятие фасок на торцах и внутреннем диаметре отверстий;
- Устранение заусенцев;
- Шлифовка металлических поверхностей, в том числе, практически до зеркального блеска;
- Подготовка пресс-форм и матриц для изготовления точных деталей;
- Устранение дефектов литья с поверхностей из металла;
- Нанесение гравировки;
- Обработка труднодоступных участков готовых изделий.
С помощью твердосплавных борфрез можно создавать отверстия сложной геометрической формы в листовом металле.
Комментарий:
Борфрезы различаются по форме головки и типу насечек.
Борфрезы
Резьбофрезы
Концевые фрезы
Виды борфрез по металлу
Борфрезы выпускают широким ассортиментом, поэтому можно легко подобрать инструмент для любого целевого использования. Продукция различается формой рабочей части, типом насечек (заточек), материалом изготовления, длиной и диаметром хвостовика, длиной и диаметром рабочей части, типу зуба.
Технические параметры указываются в маркировке изделия, на которую нужно обязательно обращать внимание при подборе инструмента.
Различия борфрез по форме
По геометрии рабочей головки можно выделить такие виды шарошек:
- Цилиндрические (с торцевыми элементами и без).
 Предназначаются для обработки прямых поверхностей: линейной и со снятием заусенцев. Подходят для обтачивания выборок. В зависимости от наличия/отсутствия торцов такой инструмент делится на типы А и В.
Предназначаются для обработки прямых поверхностей: линейной и со снятием заусенцев. Подходят для обтачивания выборок. В зависимости от наличия/отсутствия торцов такой инструмент делится на типы А и В. - Сферические. Целевое применение круглых шарошек – обработка контура и глухих отверстий.
- Сфероцилиндрические. Относятся к категории цилиндрического инструмента, и маркируются типом С. Такие шарошки используют для зачистки поверхностей и обработки радиальных переходов.
- Овальные. Для шлифовки формованных деталей и угловых стыковочных швов.
- Параболические. От предыдущего варианта отличаются закруглёнными концами и в целом, используются для решения аналогичных задач.
- Параболические с заострённым наконечником. Подходят для финишной шлифовки угловых швов и соединений, а также снятия фасок.
- Пламевидные. Предназначаются для обточки и шлифовки выемок и канавок с закруглёнными плоскостями.
- Конические. Различаются конусностью, угол которой может составлять 60 или 90 градусов. Используется инструмент для срезания фасок, зенкерования отверстий и обработки кромок деталей. В этой линейке выпускаются и конические борфрезы с закруглёнными концами, которые подходят для обработки труднодоступных участков.
- Можно выделить шарошки с обратным конусом, при помощи которых обтачивают пазы и углы.
 Предназначаются для обработки прямых поверхностей: линейной и со снятием заусенцев. Подходят для обтачивания выборок. В зависимости от наличия/отсутствия торцов такой инструмент делится на типы А и В.
Предназначаются для обработки прямых поверхностей: линейной и со снятием заусенцев. Подходят для обтачивания выборок. В зависимости от наличия/отсутствия торцов такой инструмент делится на типы А и В. Используется инструмент для срезания фасок, зенкерования отверстий и обработки кромок деталей. В этой линейке выпускаются и конические борфрезы с закруглёнными концами, которые подходят для обработки труднодоступных участков.
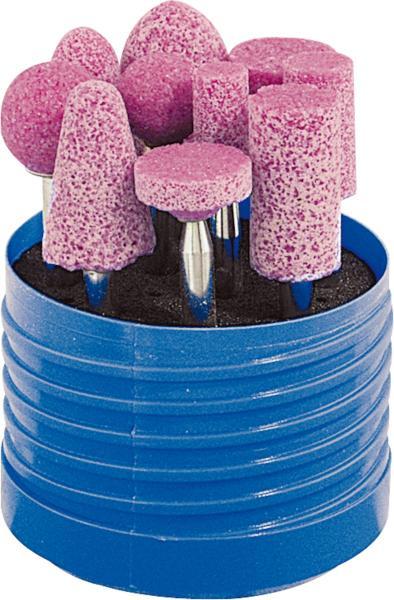
Используется инструмент для срезания фасок, зенкерования отверстий и обработки кромок деталей. В этой линейке выпускаются и конические борфрезы с закруглёнными концами, которые подходят для обработки труднодоступных участков.Комментарий: Набор шарошек из твердого сплава
Виды шарошке по типу насечек
По характеру заточек борфрезы делятся на 6 базовых категорий:
- Заточка-стружколом – черновая обработка металла;
- Укрупнённая – для цветного металла, например, алюминия и его сплавов;
- Одинарная – за счёт рационального использования профиля зуба можно быстро снимать припуски длинной стружкой, без ущерба качеству обработки поверхностей;
- Двойная – сфера применения аналогична предыдущему инструменту, металл с обрабатываемой поверхности снимается быстро и точно, только стружка здесь получается мелкая;
- Улучшенная – для обработки заготовок из закалённой стали, где предъявляются повышенные критерии к качеству и точности поверхностей;
- Алмазная – для высокоточной обработки сплавов повышенной прочности.

Типы заточек не являются взаимозаменяемыми и используются строго по целевому предназначению.
Выбор борфрезы по маркировке
Все шарошки твердосплавные маркируются производителем инструмента. Нанесённое буквенно-числовое обозначение указывает на ключевые параметры борфрезы. Рассмотрим, как читается маркировка на примере шарошки С 14 25 F 06 30. Данное обозначение указывает на следующие характеристики:
- С – тип изделия по форме рабочей части. «С» указывает на то, что это шарошка относится к сфероцилиндрическому типу.
- 14 – диаметр рабочей части инструмента. Указывается в миллиметрах.
- 25 – длина режущей части, которая также рассчитывается в миллиметрах.
- F – профиль зуба. Этот параметр по крупности маркируется литерами F (мелкий), M (средний), C (крупный). В нашем случае, это фреза со мелким профилем.
- 06 – диаметр хвостовика в миллиметрах.
- 30 – длина хвостовой части инструмента в миллиметрах.

Также в маркировке обычно указывается ГОСТ, в соответствии с которым изготовлена борфреза.
Комментарий: Пример таблицы и описания борфрезы типа ZYA/ST от Cerin
Особенности и материалы производства
Шарошка твердосплавная по металлу создаётся из высокопрочных сплавов: вольфрамовых и безвольфрамовых. Также может выбираться металлокерамика, марок ВК25 и ВК30. Такой инструмент отлично подходит для обработки чугуна, термоустойчивых и нержавеющих сталей. Для повышения износоустойчивости твёрдосплавные головки дополняют алмазной крошкой.
Процесс производства борфрезы можно разделить на две части: изготовление хвостовика и самой фрезы. Для изготовления хвостовика берётся пруток из среднеуглеродистой легированной стали, который нарезается в размер. Заправка одной концевой части выполняется на шлифовально-обдирочном оборудовании с последующей калибровкой и центровкой. Второй конец торцуется, протачивается под конус, дополняется фрезерованными канавками для установки в держатель.
Режущий элемент приваривают к хвостовику, после чего заготовка проходит следующие этапы обработки:
- Устраняется флюс;
- Хвостовая часть обтачивается по внешнему контуру, обязательно выполняется снятие фаски и подрезание шейки;
- Головка закаливается и отпускается;
- Выполняется шлифовка режущей части по внешнему диаметру, проводится формирование нужного профиля;
- Шейка, зубья и торцевые элементы шлифуются.
На завершающем этапе производства на поверхность шарошки наносят маркировку.
Как выбрать шарошку
В идеале, борфрезы приобретаются в наборах, где собрано несколько шарошек с различной геометрией головок, что позволит менять инструмент под конкретные технологические задачи. При выборе обращайте внимание на следующие моменты:
- Параметры обрабатываемых плоскостей – линейные и угловые детали, отверстия, фасонные конструкции;
- Максимальный и минимальный размер обрабатываемых отверстий;
- Характеристики заготовки – шарошки могут использоваться для зашлифовки чёрного и цветного металла, термостойкой и легированной стали;
- Тип обработки – черновая или чистовая.

Рекомендации по эксплуатации инструмента
Чтобы шарошка прослужила как можно дольше, советуем соблюдать следующие правила по работе с металлорежущим инструментом:
- Всегда соблюдайте режим резания. Твёрдосплавные борфрезы нужно применять на максимальных скоростях, но при этом не выходить за предельные значения. Это поможет сохранить эффективность рабочей поверхности, избежав при этом рисков заклинивания инструмента.
- Рабочая часть должна плотно прижиматься к обрабатываемых заготовок. При этом хвостовик не должен касаться заготовки вообще, иначе он просто переломится. Шарошки относятся к расходникам, поэтому не ремонтируются.
- Соблюдайте совместимость выбранного инструмента и твёрдости обрабатываемого материала. В частности, изделия, предназначенные для цветмета, не подойдут для шлифовки высокопрочных сталей. Это приводит к поломкам инструмента, ухудшает качество обработки.
- Не прилагайте чрезмерных усилий. Избыточное давление на борфрезу является одной из наиболее распространённых причин поломки инструмента. Также такой подход к работе приводит к перегреву рабочей головки.
- Правильно вставляйте инструмент. Шарошка зажимается в патроне на всю длину хвостовика, перед началом работ проверяйте наличие биения, которого быть не должно.
 Также такой подход к работе приводит к перегреву рабочей головки.
Также такой подход к работе приводит к перегреву рабочей головки.Продлить срок службы инструмента помогает использование смазочно-охлаждающих жидкостей. Не стоит забывать и о собственной безопасности. В частности, работайте с металлом только в перчатках и защитных очках.
Шарошка для дрели по металлу: виды, назначение © Геостарт
Рубрика: Строительные материалы
В процессе обработки заготовок бывает невозможно использовать абразивный круг, фрезу или напильник. В этом случае применяется так называемая шарошка, или борфреза.
Приспособления, установленные в обыкновенную электродрель, прекрасно справляются со шлифовкой и зачисткой поверхностей. Кроме того, шарошки используются и для дробления разных материалов.
Что такое шарошка
Шарошка для дрели по металлу (шарошечное долото, борфреза) — приспособление, которое появилось достаточно давно. Она состоит из двух частей: фиксирующего хвостика и рабочего элемента. Шарошка в процессе работы может вращаться на скорости до 60 000 оборотов в минуту.
Она состоит из двух частей: фиксирующего хвостика и рабочего элемента. Шарошка в процессе работы может вращаться на скорости до 60 000 оборотов в минуту.
Производители сегодня предлагают приспособления из разных материалов и с рабочими элементами различных форм и габаритов. Такой широкий выбор дает возможность подобрать приспособления для многих задач технологического плана. При выборе, как правило, руководствуются параметрами материала, который применялся при создании обрабатываемого инструмента, а также геометрическими характеристиками.
Борфрезы применяются во множестве сфер, к которым относится строительство, горнодобывающая промышленность, машиностроение, ювелирное дело, медицина и т. д. Используя это приспособление, можно эффективно и качественно обработать изделия не только из металлических сплавов, но и из стекла, камня, древесины и пластмассы.
Используются шарошки и при изготовлении окон ПВХ . На горнодобывающих предприятиях используются устройства для камня увеличенного диаметра и рабочим элементом с зубчиками из твердого сплава. Ювелиры применяют эти средства для производства декоративных деталей и нанесения узоров и надписей на изделия.
Ювелиры применяют эти средства для производства декоративных деталей и нанесения узоров и надписей на изделия.
Стоматология — другая область, в которой нередко используются шарошки. Это устройство является основной составляющей знаменитой бормашины. В бытовых условиях борфрезы устанавливаются в обыкновенные электрические дрели. Используя их, домашние умельцы решают большое количество задач по хозяйству.
С применением борфрез можно сделать аккуратное и ровное отверстие в керамике, стекле, кирпиче, камне и изделиях из древесины, произвести хорошую зачистку сварочных швов и обрабатывать труднодоступные участки.
Разновидности борфрез
Борфрезы могут обладать разной конструкцией и включать в свой состав различные материалы. Различают следующие строения шарашек по металлу:
- одноконусное;
- двухконусное;
- трехконусное.
Различается и форма рабочих элементов. Так, существуют приспособления с овальной, шаровидной, цилиндрической или конусной головкой. Выбор подходящей шарошки находится в зависимости от конфигурации обрабатываемого изделия и поставленных перед инструментом задач.
Так, существуют приспособления с овальной, шаровидной, цилиндрической или конусной головкой. Выбор подходящей шарошки находится в зависимости от конфигурации обрабатываемого изделия и поставленных перед инструментом задач.
Шарошки различаются и материалом, который использовался для их производства. Тут следует выделить:
- приспособления из углеродистого стального сплава;
- шарошки с алмазным напылением;
- абразивные борфрезы;
- шарошки из твердого сплава.
Из углеродистой стали
Инструмент, сделанный из углеродистого стального сплава, применяется в комбинации с шуруповертом или электродрелью. Его основное преимущество — небольшая стоимость.
Воспользовавшись этим инструментом, можно создавать сложные углубления, удалять острые края с изделий, создавать аккуратные и качественные отверстия, а также расширять диаметр уже созданных.
С алмазным напылением
Эти приспособления относятся к профессиональным. Такие шарошки позволяют выполнять тонкую расточку и шлифовку просверленных отверстий. Данная разновидность инструмента эффективна и при обработке керамики и стекла , и при работе с материалами высокой прочности.
Шарошками алмазного типа оснащается гравировальное оборудование, которое позволяет производить тончайшую обработку, наносить на различные покрытия надписи и узоры.
Абразивный инструмент
Такие приспособления похожи на алмазные шарошки. Благодаря повышенной твердости рабочего элемента абразивная борфреза используется для обработки стекла, керамика, пластмассы, камня, металла и т. д.
Эти шарошки обладают абразивным рабочим элементом, который полностью изготавливается из абразивного материала или делается посредством напыления. Абразивное шарошечное долото характеризуется небольшой ценой, однако отличается гораздо меньшей долговечностью, нежели инструмент из металла.
С твердосплавной головкой
Такой инструмент зачастую применяется на производстве. Шарошки твердосплавного типа используются для обработки таких высокотвердых материалов, как чугуна, стали, титана и т. д.
Этот тип приспособлений также прекрасно подходит для обработки сварочных швов.
Критерии выбора
Для того чтобы максимально эффективно применять шарошки, нужно учитывать несколько основных моментов:
- характер предстоящей работы;
- свойства материала, из которого сделана обрабатываемая деталь;
- размеры элемента, подлежащего обработке.
Необходимо учитывать и характеристики электрического инструмента, в который будет ставиться борфреза. Тут следует выделить мощность и скорость.
Другой немаловажный параметр инструмента для обработки металла — разновидность нарезки и конфигурация режущих зубчиков. По этим признакам различаются следующие разновидности приспособлений:
- с тончайшей нарезкой;
- с универсальным вариантом нарезки;
- с нарезкой ультратонкой;
- для обработки алюминиевых сплавов.

Наибольший уровень производительности демонстрирует инструмент, головка которого обладает двойной заточкой. Эксперты советуют сразу купить набор шарошек по металлу. Имея в своем распоряжении такой комплект приспособлений, вы справитесь со всеми необходимыми задачами.
Как правильно пользоваться?
Несколько десятков лет тому назад борфрезы применяли для работы в комбинации с инструментом ручного типа. Последующее технологическое развитие поспособствовало тому, что изготовители такого рода продукции начали оснащать шарошками стационарное оборудование.
Невзирая на то обстоятельство, что работа с применением борфрез в ручном электрическом инструменте характеризуется высокой степенью эффективности, при такой обработке невозможно получить идеально ровные и высококачественные поверхности. Помимо этого, применение такого долота вкупе с ручным инструментом неблагоприятно влияет и на сам инструмент, у которого затупляются режущие кромки.
Установка борфрез на современные станки, на которых установлено ЧПУ, позволяет повысить долговечность инструмента, точность и качество обработки.
Но, если придерживаться некоторых правил работы с помощью борфрез в ручном электроинструменте, можно добиться того, что инструмент прослужит долго и эффективно. Итак, необходимо запомнить следующее:
- Головка борфрезы должно плотно взаимодействовать с обрабатываемой плоскостью. Нужно также внимательно следить и за тем, чтобы хвостик шарошки не касался обрабатываемой поверхности, потому что это может деформировать данную деталь.
- При работе на приспособление не нужно сильно давить, иначе это негативно скажется на качестве обработке или обусловит перегрев инструмента.
- Немаловажно и подобрать подходящий скоростной режим. Так у вас появится возможность сэкономить на электрической энергии и продлить срок службы дрели.
- Головка приспособления подвержен интенсивному истиранию и износу. Существует несколько простых приемов, которые позволяют уменьшить уровень износа этой детали и увеличить долговечность самого инструмента. Для этой цели можно пользоваться специальной смазкой, которая уменьшает степень нагрузки и позволяет инструменту лучше скользить по изделию.
- При первых признаках износа, инструмент желательно сразу же поменять. Эксплуатация значительно изношенной шарошки может привести к поломке инструмента.
 Для этой цели можно пользоваться специальной смазкой, которая уменьшает степень нагрузки и позволяет инструменту лучше скользить по изделию.
Для этой цели можно пользоваться специальной смазкой, которая уменьшает степень нагрузки и позволяет инструменту лучше скользить по изделию.Советы по обработке
Пользуясь борфрезой на шуруповерте или электрической дрели, можно обрабатывать самые разные материалы. Но тут важно соблюдать ряд правил.
Работая инструментом по камню или керамограниту, нужно постоянно смачивать водой обрабатываемую плоскость. Жидкость при этом не должна попадать на электрический инструмент, в противном случае он может сломаться.
С помощью шарошек можно обрабатывать не только натуральную древесину, но и МДФ, фанеру, ДСП и ДВП. Характерным признаком борфрезы по дереву считается достаточно крупная насечка на рабочем элементе. Если при обработке вы начали чувствовать запах горелого, то следует выставить на электроинструменте меньшую скорость.
Работая с керамической плиткой или стеклом шарошкой, будьте предельно осторожны и внимательны. В процессе обработки таких заготовок на их поверхности нужно заранее начертить контур отверстия с помощью специальной фрезы. Затем отверстие пробивается борфрезой с шаровидным рабочим элементом.
Пользуясь электрическим инструментом с шарошкой, нужно не забывать о мерах предосторожности и безопасности. Обеспечьте рукам и глазам надежную защиту от попадания твердых частичек с помощью перчаток и очков.
автор Некрасова Таисия |
| |||||||||||||||||||||||
Ключевое слово SearchAdvanced Search Поисковые книги для: Советы по поиску
96696. Show all books public access books [?] | |||||||||||||||||||||||
 7: 7006677777776 гг. 20052004200320022001200019991998199719961995199419931992199119
7: 7006677777776 гг. 20052004200320022001200019991998199719961995199419931992199119Притирка клапанов – АвтоТачки
Притирка клапанов своими руками – несложная процедура при условии, что автолюбитель ранее имел опыт выполнения ремонтных работ. Для притирки седел клапанов потребуется ряд инструментов и материалов, в том числе притирочная паста, приспособление для демонтажа клапанов, дрель (отвертка), керосин, пружина, проходящая через отверстие седла клапана по диаметру. По времени притирка клапанов ДВС достаточно затратная процедура, так как для ее выполнения необходимо демонтировать головку блока цилиндров.
По времени притирка клапанов ДВС достаточно затратная процедура, так как для ее выполнения необходимо демонтировать головку блока цилиндров.
Что такое притирка и зачем она нужна
Притирка клапанов – процесс, обеспечивающий идеальную посадку впускных и выпускных клапанов в цилиндрах ДВС на свои седла (седла). Обычно притирку производят при замене клапанов на новые, либо после капитального ремонта ДВС. В идеале притертые клапаны обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень сжатия, экономичность мотора, его нормальную работу и технические характеристики.
Другими словами, если не притирать новые клапана, то часть энергии сгоревших газов будет безвозвратно потеряна вместо обеспечения должной мощности ДВС. При этом расход топлива обязательно увеличится, а мощность двигателя точно уменьшится. Некоторые современные автомобили оборудованы системой автоматического управления клапанами. Он просто стачивает клапан, поэтому нет необходимости в ручной шлифовке.
Что нужно для шлифовки
Процесс притирки выполняется при снятой головке блока цилиндров. Поэтому помимо инструментов для притирки клапанов автовладельцу понадобится еще и инструмент для демонтажа ГБЦ. обычно это обычные слесарные ключи, отвертки, тряпки. Однако желательно также иметь динамометрический ключ, который понадобится на этапе обратной сборки головы на место. необходимость в нем появляется, так как болты крепления, удерживающие головку в посадочном месте, должны быть затянуты с определенным моментом, который можно обеспечить только динамометрическим ключом. В зависимости от того, какой способ притирки клапанов будет выбран – ручной или механизированный (о них чуть позже), отличается и набор инструментов для работы.
Именно для притирки клапанов автовладельцу потребуются:
- Держатель клапана ручной . В автомагазинах или автомастерских продаются уже готовые такие изделия. Если по каким-то причинам вы не хотите или не можете купить такой держатель, то его можно сделать самостоятельно. Как его воспроизвести, описано в следующем разделе. Держатель клапана с ручным управлением используется при ручной притирке клапанов.
- Паста для притирки клапанов . В большинстве случаев автовладельцы покупают готовые составы, так как в настоящее время этих средств в автосалонах очень много, в том числе и по разным ценам. В крайнем случае можно изготовить подобный состав самостоятельно из абразивной стружки.
- Дрель или отвертка с возможностью реверса (для механизированного шлифования). обычно заточку производят в обе стороны вращения, поэтому сверло (шуруповерт) должно вращаться как в одну, так и в другую сторону. также можно использовать ручную дрель, которая сама может вращаться в одну и другую сторону.
 Как его воспроизвести, описано в следующем разделе. Держатель клапана с ручным управлением используется при ручной притирке клапанов.
Как его воспроизвести, описано в следующем разделе. Держатель клапана с ручным управлением используется при ручной притирке клапанов.- Шланг и пружина . Эти приспособления необходимы для механизированной притирки. Пружина должна иметь малую жесткость, а диаметр на два-три миллиметра больше диаметра стержня клапана. Точно так же и шланг, для того что бы его можно было надеть встык на шток. вы также можете использовать небольшой зажим, чтобы закрепить его. также нужен какой-то короткий металлический стержень, по диаметру аналогичный штоку поршня, для того, чтобы он плотно входил в резиновый шланг.
- Керосин . Используется как очиститель и в последующем для проверки качества выполненной притирки.
- “Шарошка” . Это специальный инструмент, предназначенный для удаления поврежденного металла в седле клапана. Такие устройства продаются в автосалонах в готовом виде. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя внутреннего сгорания (особенно для обычных автомобилей).
- Тряпки . Впоследствии с его помощью нужно будет насухо протереть обработанные поверхности (заодно и руки).
- Растворитель . Необходим для очистки рабочих поверхностей.
- Скотч . Является необходимым компонентом при выполнении одного из механизированных способов очистки.
 вы также можете использовать небольшой зажим, чтобы закрепить его. также нужен какой-то короткий металлический стержень, по диаметру аналогичный штоку поршня, для того, чтобы он плотно входил в резиновый шланг.
вы также можете использовать небольшой зажим, чтобы закрепить его. также нужен какой-то короткий металлический стержень, по диаметру аналогичный штоку поршня, для того, чтобы он плотно входил в резиновый шланг.
Притирка клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное приспособление можно изготовить самостоятельно из подручных средств. Для этого вам понадобится:
- Трубка металлическая с полостью внутри. Его длина должна быть около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше диаметра штока клапана ДВС.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления приспособления для притирки клапанов будет следующим:
- С помощью сверла на расстоянии примерно 7…10 мм от одной из кромок нужно просверлить отверстие указанного выше диаметра .
- При помощи сварки нужно приварить гайку точно по просверленному отверстию. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вверните болт в гайку так, чтобы его край касался внутренней поверхности стенки трубы, противоположной отверстию.
- В качестве ручки для трубки можно либо согнуть под прямым углом противоположный кусок трубы, либо приварить один кусок трубы или любую другую аналогичную по форме (прямую) металлическую деталь.
- Отвинтите болт обратно, вставьте шток клапана в трубку и с помощью гаечного ключа затяните болт.

В настоящее время подобное устройство заводского изготовления можно найти во многих интернет-магазинах. Однако проблема в том, что они явно завышены. Но если автолюбитель не хочет выполнять процедуру изготовления самостоятельно, можно вполне купить приспособление для притирки клапанов.
Методы притирки клапанов
На самом деле существует два способа притирки клапанов — ручной и механизированный. Однако ручная притирка – трудоемкий и длительный процесс. Поэтому лучше использовать так называемый механизированный способ, с помощью дрели или шуруповерта. Однако разберем и тот, и другой метод по порядку.
Однако разберем и тот, и другой метод по порядку.
Вне зависимости от выбранного способа притирки, первым делом необходимо снять клапаны с ГБЦ (её также необходимо предварительно демонтировать). Для того, чтобы снять клапана с направляющих втулок ГБЦ, нужно снять пружины клапанов. Для этого используйте специальное приспособление, а затем снимите «хлопушки» с пластин пружин.
Ручной метод притирки
для того, чтобы притереть клапана двс автомобиля, необходимо следовать алгоритму ниже:
- После демонтажа клапана его необходимо тщательно очистить от нагара. Для этого лучше использовать специальные чистящие средства, а также абразивную поверхность, чтобы тщательно удалить с поверхности налет, жир, грязь.
- Нанесите непрерывным тонким слоем притирочную пасту на торец клапана (сначала используется крупнозернистая паста, а затем мелкозернистая).
- Если используется описанное выше самодельное притирочное приспособление, то необходимо вставить клапан в его седло, перевернуть головку блока цилиндров и надеть держатель на клапан, который находится в клапанной втулке и смазан притирочная паста. затем нужно затянуть болт, чтобы максимально плотно зафиксировать вентиль в трубе.
- Затем нужно провернуть притирочное устройство вместе с клапаном попеременно в обе стороны на пол-оборота (примерно ± 25°). Через одну-две минуты нужно повернуть вентиль 90° по часовой стрелке или против часовой стрелки, повторите возвратно-поступательные притирочные движения. Клапан необходимо притирать, периодически прижимая его к седлу, а затем отпуская, процедуру циклически повторять.
- Необходима ручная притирка клапанов выполнять до появления на фаске матово-серого ровного однотонного пояса . Его ширина составляет около 1,75…2,32 мм для впускных клапанов и 1,44…1,54 мм для выпускных клапанов. После притирки не только на самом клапане, но и на его седле должна появиться матовая серая полоса соответствующего размера.
- Еще одним признаком, по которому можно косвенно судить о том, что притирку можно завершить, является изменение звука процедуры. Если в начале втирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть когда не металл трется о металл, а металл о матовую поверхность. Обычно процесс притирки занимает 5-10 минут (в зависимости от конкретной ситуации и состояния клапанного механизма).
- Обычно притирка выполняется пастой с разной зернистостью. Сначала используется крупнозернистая паста, а затем мелкозернистая. Алгоритм их использования тот же. Однако вторую пасту можно использовать только после того, как первая паста будет хорошо отшлифована и затвердеет.
- После притирки необходимо тщательно протереть клапан и его седло чистой ветошью, а также можно промыть поверхность клапана, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки, проверив соосность расположения тарелки клапана и ее седла. Для этого карандашом нанесите на фаску головки клапана тонкий слой графита. затем отмеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, затем провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то с одного оборота вентиля сотрутся все нанесенные черточки. Если этого не происходит, шлифование необходимо повторять до тех пор, пока не будет выполнено заданное условие. Однако полная проверка выполняется другим методом, описанным ниже.
- По окончании притирки клапанов все рабочие поверхности деталей промывают керосином для удаления остатков притирочной пасты и грязи. Стержень и втулка клапана смазываются моторным маслом. далее клапаны устанавливаются на свои места в головке блока цилиндров.
 затем нужно затянуть болт, чтобы максимально плотно зафиксировать вентиль в трубе.
затем нужно затянуть болт, чтобы максимально плотно зафиксировать вентиль в трубе. То есть когда не металл трется о металл, а металл о матовую поверхность. Обычно процесс притирки занимает 5-10 минут (в зависимости от конкретной ситуации и состояния клапанного механизма).
То есть когда не металл трется о металл, а металл о матовую поверхность. Обычно процесс притирки занимает 5-10 минут (в зависимости от конкретной ситуации и состояния клапанного механизма). Если притирка хорошая, то с одного оборота вентиля сотрутся все нанесенные черточки. Если этого не происходит, шлифование необходимо повторять до тех пор, пока не будет выполнено заданное условие. Однако полная проверка выполняется другим методом, описанным ниже.
Если притирка хорошая, то с одного оборота вентиля сотрутся все нанесенные черточки. Если этого не происходит, шлифование необходимо повторять до тех пор, пока не будет выполнено заданное условие. Однако полная проверка выполняется другим методом, описанным ниже.В процессе притирки клапанов необходимо избавиться от следующих видов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. а именно на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Обратите внимание, что если в первом случае клапан можно просто притереть, то во втором необходимо сделать его проточку. В некоторых случаях притирку выполняют в несколько этапов. Например, черновую притирку проводят до тех пор, пока с поверхности заготовки не будут удалены все раковины и царапины. Часто для притирки используют пасту с разной зернистостью. Крупный абразив предназначен для удаления значительных повреждений, а мелкий – для доводки. Соответственно, чем мельче используемый абразив, тем лучше считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно, чтобы абразивная паста попала на другие элементы клапанного механизма. Если она туда попала – смой керосином.
Например, черновую притирку проводят до тех пор, пока с поверхности заготовки не будут удалены все раковины и царапины. Часто для притирки используют пасту с разной зернистостью. Крупный абразив предназначен для удаления значительных повреждений, а мелкий – для доводки. Соответственно, чем мельче используемый абразив, тем лучше считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно, чтобы абразивная паста попала на другие элементы клапанного механизма. Если она туда попала – смой керосином.
Притирка клапанов дрелью
Притирка клапанов дрелью – лучший вариант, с помощью которого можно сэкономить время и силы. Его принцип аналогичен ручной шлифовке. Алгоритм его выполнения следующий:
- Возьмите подготовленный металлический стержень и наденьте на него резиновый шланг подходящего диаметра. Для лучшей фиксации можно использовать хомут соответствующего диаметра.
- Закрепите указанный металлический стержень с прикрепленным резиновым шлангом в патроне электродрели (или шуруповерта).
- Возьмите клапан и наденьте на его шток пружину, затем установите его в седло.
- слегка вытолкнув клапан из головки блока цилиндров, нанести небольшое количество притирочной пасты на его фаску по периметру его тарелки.
- Вставьте шток клапана в резиновый шланг. При необходимости также используйте хомут соответствующего диаметра для лучшего крепления.
- Сверло на низкой скорости начните притирку клапана в седле. В этом случае его нужно двигать вперед-назад, в чем, собственно, и поможет установленная пружина. Через несколько секунд вращения в одну сторону нужно переключить дрель на реверс, и вращать в обратную сторону.
- Аналогично проделайте процедуру, пока на корпусе клапана не появится матовый пояс.
- По окончании притирки тщательно протереть вентиль от остатков пасты, желательно растворителем. Причем удалить пасту необходимо не только с фаски клапана, но и с его седла.
Притирка новых клапанов
Также имеется одна притирка новых клапанов на ГБЦ. Алгоритм его реализации следующий:
Алгоритм его реализации следующий:
- Ветошью, смоченной в растворителе, удалите грязь и отложения на фасках всех новых клапанов, а также на их седлах (посадочных местах). Важно, чтобы их поверхности были чистыми.
- Возьмите кусок двустороннего скотча и наклейте его на пластину притирочного клапана (вместо двустороннего скотча можно взять обычный, но предварительно сделать из него кольцо и сжать до плоского состояния , тем самым превратив его в двухсторонний).
- Смажьте кончик штока машинным маслом и установите его на посадочное место, где предполагается притачивать приспособление.
- Возьмите любой другой вентиль того же диаметра и вставьте его в патрон отвертки или дрели.
- Совместите пластины двух клапанов так, чтобы они склеились с помощью клейкой ленты.
- Слегка нажимая на дрель или шуруповерт на малых оборотах, начинайте шлифовку. Прибор будет вращать один клапан, а тот, в свою очередь, будет передавать вращательные движения притирочному клапану. Вращение должно быть как вперед, так и назад.
- Признаки окончания процедуры аналогичны описанным выше.
 Вращение должно быть как вперед, так и назад.
Вращение должно быть как вперед, так и назад.Обратите внимание, что двигатели многих современных машин не поддаются притирке клапанов. Это связано с тем, что они изготовлены из алюминия, и при значительном повреждении элементов ДВС есть риск частой замены клапанов. Поэтому владельцам современных иномарок следует дополнительно уточнить эту информацию или лучше обратиться за помощью в автосервис.
Помните, что после притирки нельзя менять клапана местами, так как притирка выполняется для каждого клапана в отдельности.
Как проверить посадку клапанов
По окончании притирки клапанов обязательно проверить качество притирки. Это можно сделать одним из двух способов.
Метод первый
Описанный ниже метод является наиболее распространенным, но он не всегда покажет правильный результат со 100% гарантией. также его нельзя использовать для проверки качества притирки клапанов в ДВС, оборудованных клапаном EGR.
Итак, для выполнения проверки нужно положить головку блока цилиндров на бок, чтобы отверстия колодцев, к которым подсоединяются коллекторы, «смотрели» вверх. Соответственно, клапаны будут располагаться в горизонтальной плоскости, а их крышки – вертикально. Перед проверкой выполненной притирки клапанов необходимо просушить выпускные отверстия клапанов с помощью компрессора, чтобы обеспечить видимость возможной утечки топлива из-под них (то есть, чтобы вертикальная стенка была сухой).
то в вертикальные скважины нужно залить бензин (и керосин тоже лучше, так как текучесть у него лучше). Если клапаны обеспечивают герметичность, то залитый из-под них керосин не будет вытекать. В случае утечек топлива даже в небольших количествах из-под клапанов необходима дополнительная притирка или другие ремонтные работы (в зависимости от конкретной ситуации и диагноза). Преимущество этого метода в том, что его легко реализовать.
Однако у этого метода есть и недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе ДВС под нагрузкой (утечка газа под нагрузкой). также его нельзя использовать для ДВС, оснащенных клапаном ЕГР, так как их конструкция предполагает наличие соответствующих клапанов в одном или нескольких цилиндрах, через которые будет выливаться топливо. Поэтому проверить герметичность таким способом невозможно.
также его нельзя использовать для ДВС, оснащенных клапаном ЕГР, так как их конструкция предполагает наличие соответствующих клапанов в одном или нескольких цилиндрах, через которые будет выливаться топливо. Поэтому проверить герметичность таким способом невозможно.
Второй способ
Второй способ проверки качества притирки клапанов является универсальным и наиболее надежным, так как позволяет проверить прохождение газов через клапаны под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть так, чтобы выходы (отверстия) клапанов находились сверху, а отверстия коллекторных колодцев — сбоку. затем нужно залить небольшое количество топлива (в данном случае не важно какое, и даже не важно его состояние) в выходную полость клапана (своего рода тарелка).
Возьмите воздушный компрессор и используйте его для подачи струи сжатого воздуха в боковой колодец. Причем подавать сжатый воздух необходимо как к отверстию впускного коллектора, так и к отверстию выпускного коллектора.