Спекание порошковых металлов – 4. Спекание изделий из порошковых материалов
alexxlab | 03.11.2019 | 0 | Разное
Порошковая металлургия
Порошковая металлургия – научно-техническая отрасль, объединяющая в себе разноплановые методы производства порошков на основе металлов и их сплавов, соединений металлообразного типа, готовых продуктов и полуфабрикатов из них, а также миксов из них с порошками неметаллической природы без применения технологии плавления применительно к базовым компонентам.Человечество издавна занимается производством разнообразных металлических порошков и крицы за счет восстановления металлооксидов при помощи углерода. К примеру, еще за три тысячи лет до Рождества Христова порошковое золото активно использовалось для декорирования всевозможных поверхностей. Мастера Древнего Египта и Вавилона задействовали некоторые приемы порошковой металлургии при изготовлении орудий из железа.
Начало современному периоду развития данной отрасли металлургии положил отечественный ученый Соболевский П.Г., который в сотрудничестве с Любарским В.В. в двадцатых годах девятнадцатого века разработал особый метод производства разнообразных изделий, используя платиновый порошок. После этого началось ускоренное развитие металлургии на основе порошков, поскольку она давала возможность создавать изделия с по-настоящему эксклюзивными свойствами, добиться которых иными способами было нельзя. Например, к этому числу можно отнести пористые подшипники или приспособления для фильтрации. Также стали появляться материалы, структура которых задается и материалы, в составе которых присутствуют металлы с оксидами, металлы с полимерами и т.д.
В порошковой металлургии весь объем выполняемых технологических операций можно разделить на следующие группы:
• получение базовых металлических порошков и их смешивание, в результате чего формируется шихта;
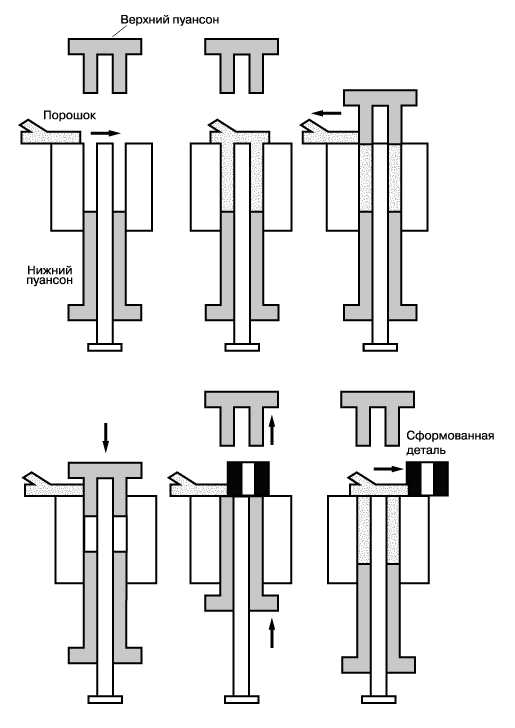
• спрессовывание порошков или сделанных из них смесей, формирование заготовок;
• спекание.
Получение
Применяемые в данной отрасли металлургии порошки включают в себя частицы, размер которых может колебаться в пределах от 1/100 до 500 мкм. Для их получения прибегают к механическим и физико-химическим методам. В первую категорию включают измельчение пребывающих в твердом состоянии металлов или металлоподобных соединений, а также диспергирование находящихся в жидком состоянии металлов и сплавов. Для дробления твердых материалов задействуют мельницы, оснащенные мелющими телами, вращающимися частями или функционирующими по ударному принципу. Характер исходного материала определяет форму получаемых путем дробления частиц: если он хрупкий, то частицы получаются осколочного вида, если пластичный – чешуйчатого. Пластическая деформация, которая характерна для раздробленных порошков, приводит к переформатированию присущих им свойств и структурному видоизменению.
 Распыление (называемое также диспергированием) металлов и сплавов жидкой консистенции производят посредством струи жидкости или газа с применением форсунок различных форм. На свойства распыленных порошковидных веществ оказывает воздействие целый ряд факторов, включая поверхностное натяжение расплавленной массы, скорости, с которой осуществляется распыление, нюансов геометрии форсунок и прочего.
Распыление (называемое также диспергированием) металлов и сплавов жидкой консистенции производят посредством струи жидкости или газа с применением форсунок различных форм. На свойства распыленных порошковидных веществ оказывает воздействие целый ряд факторов, включая поверхностное натяжение расплавленной массы, скорости, с которой осуществляется распыление, нюансов геометрии форсунок и прочего.
Распыление с применением воды нередко реализуется в азотной или аргонной среде. Таким способом происходит получение железных, чугунных, стальных, никелевых и иных порошков. Если расплавленная масса распыляется за счет находящегося под значительным давлением газа, то частицы конечного продукта будут иметь различный размер в зависимости от показателей давления, поперечного сечения исходящей струи металла, нюансов строения форсунки, природных свойств сплава.
В роли газа для распыления может выступать как просто воздух, так и азот или аргон, а также водяной пар. Существуют и другие методы для распыления металла, в частности, плазменный, а также способ разбрызгивания металлической струи в воду. Задействуются данные способы в первую очередь при изготовлении бронзовых, латунных, серебряных, оловянных и алюминиевых порошков.
В разряд методов физико-химической природы, задействуемых при получении металлических порошков, входит восстановление металлооксидов посредством воздействия на них углерода, водорода или газов с содержанием углеводородов. Существуют также металлотермические методы: восстановление оксидов, галогенидов и иных металлических соединений за счет воздействия на них другими металлами; расщепление карбонилов металлов и соединений металлоорганической природы; электролиз солевых расплавов и растворов на воде. Для получения порошков металлоподобных соединений, помимо вышеуказанных методов, прибегают к их синтезу из простых веществ.
Спрессовывание (компактирование)
Данная операция необходима для получения полуфабрикатов в виде прутков, труб, лент или отдельных заготовок, форма которых приближена к финальным изделиям. После прохождения через процедуру компактирования, сыпучий порошок преобразуется в компактный материал пористой структуры, прочность которого позволяет ему сохранять приданную форму в ходе дальнейших операций.
Базовыми методами спрессовывания являются:
• прессование с одной или двух сторон в специальных металлических матрицах;
• изостатическое прессование за счет давления газа или жидкости;
• прессование мундштучного типа;
• прокатка;
• шликерное литье;
• прессование с высокой скоростью, включая взрывное;
• инжекционное формирование.
Возможен вариант осуществления компактирования как при комнатной температуре, так и в условиях высокотемпературной среды.
При прессовании порошок уплотняется за счет того, что его частицы смещаются по отношению друг к другу и впоследствии деформируются либо разрушаются. Применение достаточно большого давления при работе с порошками пластичных металлов позволяет добиваться уплотнения главным образом за счет пластической деформации, а при работе с хрупкими металлами и их соединениями – за счет разрушения и дробления частиц. Более высокой прочностью отличаются порошки, получаемые их пластичных металлов, а для придания необходимых прочностных характеристик порошкам из хрупких металлов дополнительно используют специальные связующие жидкие компоненты.
В массовом производстве наиболее востребовано прессование порошков в жестких матрицах (прессформах) из металла, для чего используются таблетировочные, ротационные и иные пресс-автоматы с механическим или гидравлическим принципом действия.
Компактирование прокаткой подразумевает формирование заготовок в непрерывном режиме в прокатных станах, оснащенных валками. В валки порошок ссыпается сам либо подается принудительным способом. Прокатка позволяет получать листы, профили и ленты пористой структуры.
Технология изостатического прессования предполагает помещение порошка или пористых заготовок в специальную оболочку с последующим ее вакуумированием, после чего материал сжимается со всех сторон. В завершение производят декомпрессию оболочки. Изостатическое прессование, в зависимости от типа используемой рабочей среды, подразделяется на гидро- и газостатическое. Первый вариант в большинстве случаев осуществляется в условиях комнатной температуры, тогда как для второго необходимы высокие температуры. За счет изостатического прессования удается получать изделия, отличающиеся сложной формой, и имеющие предельно однородную плотность по всему объему.
Мундштучное прессование получило свое название в связи с тем, что при данном способе порошок, смешанный с пластификатором, продавливается сквозь отверстие в мундштуке. Причем в данном случае в качестве основы, вполне могут использоваться сложнопрессуемые порошки, произведенные из хрупких металлов. Результатом подобной обработки становится получение длинных заготовок, имеющих однородный состав и равномерную плотность.
Шликерное литье – метод порошковой металлургии, подразумевающий изготовление изделий из так называемых шликеров – однородных концентрированных порошковых суспензий, которым присуща высокая агрегативная и седиментационная устойчивость, хорошая текучесть.
Различают следующие виды шликерного литья:
• литье в формы пористой структуры, при котором частицы порошка увлекаются жидкостью в поры, где затем и оседают;
• горячее литье, предполагающее нагревание смеси из порошка с твердым связующим веществом до температуры, при которой данное вещество приобретает вязкую консистенцию. В таком состоянии данная смесь заливается в формы, после чего охлаждается до затвердевания;
• формирование электрофоретическим методом, при котором происходит формирование изделия за счет постепенного наращивания слоя из шликерных частиц, которые изменяют свое местоположение под влиянием электрического поля, смещаясь к форме-электроду и там осаждаясь.
Суть высокоскоростного прессования заключается в деформации порошка с высокой скоростью. Может быть взрывным, магнитно-импульсным, гидродинамическим и т.д.
Спекание
Финальной операцией изготовления изделий методом порошковой металлургии является спекание. Оно подразумевает термическую обработку заготовок в условиях, когда температура не достигает значения, необходимого для плавления, по крайней мере, одного из компонентов.
Данная процедура необходима для того, чтобы повысить плотность изделия и придать ему определенные механические и физико-химические свойства. Вначале спекания частицы проскальзывают друг по отношению к другу, между ними формируются контакты, центры частиц сближаются. В этот момент частицы еще обладают индивидуальностью, но плотность увеличивается максимально быстро. После этого тело одновременно пребывает в фазе вещества и фазе пустоты, а заканчивается все уплотнением за счет минимизации количества и размеров пор.
Для спекания в большинстве случаев используют защитную среду, представленную обычно инертными газами, восстановительную, в роли которой выступает водород или углеводородсодержащие газы, либо вакуум. Нагреваются изделия в электрических или индукционных печах либо за счет прямого пропускания тока.
Существует возможность совмещения в одном процессе спекания с прессованием: спекание, осуществляемое под давлением, горячее прессование.
Материалы и изделия
Технологии, задействуемые в порошковой металлургии, обеспечивают возможность изготовления специфических материалов, причисляемых к категории порошковых. Их классификация производится в зависимости от присущих им свойств, качеств и характеристик.
Материалы порошкового типа из разряда конструкционных служат для производства всевозможных деталей для приборов и машин с разноплановыми механизмами. Они обладают повышенной механической прочностью, и они достаточно экономичны.
Использование порошковых материалов для выпуска фильтров обусловлено тем фактом, что их можно наделить улучшенными по сравнению с иными пористыми материалами свойствами. В частности, для них характерна высокая очистительная способность при сохранении достаточной проницаемости, устойчивость к воздействию высоких температур, превосходная прочность, отличная теплопроводность, малоподверженность износу по абразивному типу.
Благодаря методам, которые задействуются в порошковой металлургии, могут быть получены фильтровальные изделия, имеющие изменяемую или регулируемую пористость, уровень проницаемости, а также степень очищения. Фильтры вместе с подшипниками пористой структуры входят в перечень основных видов пористых изделий, производимых из порошкообразных материалов.
Триботехнические материалы бывают антифрикционными и фрикционными. Первые характеризуются наличием твердой матрицы, внутри которой находится мягкотелый наполнитель. Методы порошковой металлургии обеспечивают возможность получения антифрикционных изделий, имеющих низкий и стабильный коэффициент трения, отличающихся качественной прирабатываемостью, незначительно изнашивающихся, сопротивляющихся схватыванию. Такие изделия относятся к категории самосмазывающихся, поскольку смазка помещается в их поры.
Антифрикционные материалы пригодны для производства разноплановых объемных элементов, го также отлично справляются с функцией покрытий, нанесенных на подложки. Одним из наиболее ярких примеров продуктов, изготовленных из материалов данного класса, являются подшипники скольжения.
Фрикционные материалы порошкового типа находят применение в узлах, служащих для передачи кинетической энергии. Для данных материалов характерна высокая износоустойчивость, отличные прочностные характеристики, они хорошо проводят тепло и их несложно приработать. Как правило, в состав подобных материалов включаются компоненты металлической и неметаллической природы. Первые придают готовым изделиям высокую теплопроводность и прирабатываемость, тогда как вторые необходимы для повышения коэффициента трения и минимизации вероятности заедания.
Твердосплавные порошковые изделия имеют в своем составе тугоплавкие карбиды, соединенные с пластичными связующими металлической природы. Они изготавливаются за счет прессования порошковых смесей и жидкофазного запекания. Твердосплавные материалы, характеризующиеся высокими прочностными свойствами, отличающиеся твердостью и слабой изнашиваемостью, могут быть вольфрамосодержащими и безвольфрамовыми. Эти сплавы служат основой для производства инструментов, применяемых при резке металла, штамповке, воздействия давлением, бурения горных пород.
Для улучшения свойства таких инструментов нередко дополнительно на их поверхность наносят покрытии из тугоплавких соединений.
Категория электротехнических материалов порошкового типа подразделяется на несколько групп: контактные, электропроводящие, магнитные и прочие. Контактные материалы позволяют создавать такие контакты, которые способны переносить до нескольких миллионов замыканий и размыканий электроцепей. Также существуют варианты контактов скользящего типа, которые задействуются при изготовлении электродвигателей, генераторов, потенциометров, токосъемников и прочих устройств.
В основе высокотемпературных материалов, получаемых методами порошковой металлургии, лежат сплавы из тугоплавких металлов (вольфрама, молибдена, циркония и прочих). Данные сплавы активно применяются в авиационном строительстве, радиотехнике, электронике и других наукоемких отраслях.
Находят применение порошковидные материалы и в атомной энергетической сфере, где они задействуются для изготовления поглотителей с замедлителями, а также стержней для регулировки и твэлов (тепловыделяющих элементов).
metallplace.ru
5.4. Спекание порошковых изделий
Спекание – процесс развития межчастичного сцепления и формирования свойств готового изделия, полученных при нагреве сформованного порошка.
Плотность, прочность и другие физико-механические свойства спеченных изделий зависят от условий изготовления: давления, прессования, температуры, времени и атмосферы спекания и других факторов.
В зависимости от состава шихты различают твердофазное спекание (т.е. спекание без образования жидкой фазы) и жидкофазное, при котором легкоплавкие компоненты смеси порошков расплавляются.
Твердофазное спекание. При твердофазном спекании протекают следующие основные процессы: поверхностная и объемная диффузия атомов, усадка, рекристаллизация, перенос атомов через газовую среду.
Все металлы имеют кристаллическое строение и уже при комнатной температуре совершают значительные колебательные движения относительно положения равновесия. С повышением температуры энергия и амплитуда атомов увеличивается и при некотором их значение возможен переход атома в новое положение, где его энергия и амплитуда снова увеличиваются и возможен новый переход в другое положение. Такое перемещение атомов носит название диффузии и может совершаться как по поверхности (поверхностная диффузия), так и в объеме тела (объемная диффузия). Движение атомов определяется занимаемым ими местом. Наименее подвижны атомы, расположенные внутри контактных участков частичек порошка, наиболее подвижны атомы, расположенные свободно – на выступах и вершинах частиц. Вследствие этого, т.е. большей подвижности атомов свободных участков и меньшей подвижности атомов контактных участков, происходит переход значительного количества атомов к контактным участкам. В результате расширяются контактные участки и округляются пустоты между частицами без изменения объема при поверхностной диффузии. Сокращение суммарного объема пор возможно только при объемной диффузии. При этом происходит изменение геометрических размеров изделия – усадка. Обычно усадка в направлении прессования больше, чем в поперечном направлении. Движущей силой процесса усадки при спекании является стремление системы к уменьшению запаса поверхностной энергии. По этой причине порошки с развитой поверхностью уплотняются при спекании с наибольшей скоростью, как обладающие большие запасом поверхностной энергии.
При спекании иногда наблюдается нарушение процесса усадки. Это нарушение выражается в недостаточной степени усадки или в увеличении объема. Причинами этого является: снятие упругих остаточных напряжений после прессования, наличие невосстанавливающихся окислов, фазовые превращения и выделение адсорбированных и образующихся при химических реакциях восстановления окислов газов. Рост объема спекаемых тел наблюдается при образовании закрытой пористости и объеме пор более 7 % (когда расширение газов в закрытых порах вызывает увеличение объема). Пленки невосстанавливающихся окислов тормозят процессы диффузии, препятствуя усадке.
Рекристаллизация при спекании приводит к росту зерен и уменьшению суммарной поверхности частиц, что энергетически выгодно. Однако рост зерен ограничен тормозящим влиянием посторонних включении на поверхностях зерен: порами, пленками, примесями. Различают рекристаллизацию внутризеренную и межчастичную.
Перенос атомов через газовую среду наблюдается при испарении вещества и конденсации его на поверхности других частиц, что происходит при определенной температуре. Такой перенос возникает из-за различной упругости паров вещества над этими поверхностями, обусловленной их различной кривизной у нескольких соприкасающихся частиц. Перенос вещества увеличивает межчастичные связи и прочность сцепления частиц, способствует изменению формы пор, но не изменяет плотности при спекании.
Свойства исходных порошков – размер частиц, их форма, состояние поверхности, тип окислов и степень совершенства кристаллического строения – определяют скорость изменения плотности и качество спрессованных изделий. При одинаковой плотности спеченных изделий механические и электрические свойства тем выше, чем меньше были частицы порошка, шероховатость поверхности частиц и дефекты кристаллического строения. Перечисленные факторы способствуют усилению диффузии, увеличению плотности и прочности изделия.
Структура изделий, спеченных из тонкоизмельченных порошков, отличается наличием большого числа крупных зерен, образовавшихся в результате рекристаллизации при спекании. Увеличение давления прессования приводит к уменьшению усадки (объемной и линейной), повышению всех показателей прочности – сопротивления разрыву и сжатию, твердости. С повышением температуры плотность и прочность спеченных изделий возрастает тем быстрее, чем ниже было давление прессования. Обычно температура спекания составляет 0,7-0,9 температуры плавления наиболее легкоплавкого материала, входящего в состав шихты (смеси порошков). Выдержка при постоянной температуре вызывает сначала резкий, а затем более медленный рост плотности, прочности и других свойств спеченного изделия. Наибольшая прочность достигается за сравнительно короткое время и затем почти не увеличивается. Время выдержки для различных материалов длится от 30-45 минут до 2-3 часов. Атмосфера спекания влияет на показатели качества. Плотность изделий при спекании в восстановительной среде выше, чем при спекании в нейтральной среде. Очень полно и быстро проходит спекание в вакууме, которое по сравнению со спеканием в нейтральной среде обычно начинается при более низких температурах и дает повышенную плотность изделия.
Температурный интервал спекания разделяют на три этапа. На первом этапе температура составляет лишь 0,2-0,3 Тпл и плотность шихты почти не изменяется. Задача первого этапа заключается в удалении пластифицирующих присадок, частичном снятии остаточных напряжений, ослаблении физического взаимодействия между частицами порошка. На втором этапе (температура около 0,5 Тпл) развиваются процессы восстановления окислов и удаления газообразных продуктов. Плотность может несколько снижаться. Третий – высокотемпературный (температура около 0,9 Тпл) этап интенсивного спекания, характеризуемый значительным увеличением скоростей диффузионных процессов, рекристаллизацией, развитием металлических контактов и существенным увеличением плотности материала.
Горячее прессование – процесс одновременно прессования и спекания порошков при температуре 0,5-0,8 Тпл основного компонента шихты. Это позволяет увеличить текучесть шихты при повышенных температурах и получить малопористые изделия. При этом силы давления формования суммируются с внутренними физическими силами, приводящими к уплотнению. Наиболее существенными результатами горячего прессования являются максимально быстрое уплотнение и получение изделия с минимальной пористостью при сравнительно малых давлениях. Механизм уплотнения идентичен наблюдаемому при обычном спекании: образование межчастичного контакта, возрастание плотности с одновременным увеличением размеров частиц и дальнейший их рост при незначительном дополнительном уплотнении. Изделия после горячего прессования обладают более высоким пределом текучести, большим удлинением, повышенной твердостью, лучшей электропроводностью и более точными размерами, чем изделия полученные путем последовательного прессования и спекания. Указанные свойства тем выше, чем больше давление прессования. Горячепрессованные изделия имеют мелкозернистую структуру.
Горячее прессование нагретого порошка или заготовки выполняют в прессформе. Нагрев осуществляют обычно электрическим током.
До приложения давления к порошку прессформа с порошком или только порошок могут быть нагреты и каким-либо другим способом. Материалом для изготовления прессформ служат жаропрочные стали (при температурах до 1000 оС) графит, в том числе и силицированный, имеющий повышенную механическую прочность. В настоящее время расширяется применение прессформ из тугоплавких окислов, силикатов и других химических соединений. Для предупреждения взаимодействия прессуемого материала с материалом прессформы внутреннюю поверхность ее покрывают инертным составом (жидкое стекло, эмаль, нитрид бора и др.) или металлической фольгой. Кроме того, для предупреждения окисления прессуемого изделия применяют защитные среды (восстановительные или инертные) или вакуумирование. Горячее прессование выполняют на специальных гидравлических прессах, имеющих устройства для регулирования температуры при прессовании.
Интенсификация процесса спекания достигается специальными приемами. Для этого используют химические и физические способы активирования спекания. Химическое активирование заключается в изменении состава атмосферы спекания. Например, добавка в атмосферу хлористых или фтористых соединений способствует активному взаимодействию с ними выступов частичек, а образующиеся соединения снова восстанавливаются до металла, атомы которого конденсируются в местах с минимальным запасом свободной энергии. Оптимальной является массовая доля хлористого водорода в водородной восстановительной среде 5-10 %, интенсивное уплотнение спекаемой заготовки наблюдается при добавке в порошок малого количества металла с меньшей температурой плавления. Например, к вольфраму добавляют никель, к железу – золото и т.п. В настоящее время широко применяют физические способы спекания: циклическое изменение температуры, воздействие вибраций или ультразвука, облучение прессформ, наложение сильного магнитного поля.
Жидкофазное спекание. При жидкофазном спекании в случае смачивания жидкой фазой твердой фазы увеличивается сцепление твердых частичек. При плохой смачиваемости жидкая фаза тормозит процесс спекания, препятствуя уплотнению. Жидкая фаза приводит к увеличению скорости диффузии компонентов и облегчает перемещение частиц твердой фазы. При жидкофазном спекании можно получить изделия, в структуре которых поры практически отсутствуют.
Различают спекание с жидкой фазой, присутствующей до конца процесса спекания, и спекание с жидкой фазой, исчезающей вскоре после ее появления, когда конечный период спекания происходит в твердой фазе.
Пропитка жидкими металлами. При изготовлении электроконтактных и некоторых конструкционных материалов широко применяют пропитку спрессованного и затем спеченного пористого каркаса из более тугоплавкого материала жидкой металлической составляющей композиции. При этом жидкий металл или сплав заполняет сообщающиеся поры заготовки из тугоплавкого компонента. Существует два варианта пропитки. По первому варианту на пористый каркас помещают пропитывающий металл в виде кусочка с объемом, равным объему пор каркаса и нагревают в печи до температуры плавления пропитывающего материала. При этом расплав впитывается порами тугоплавкого каркаса. По второму способу пористый каркас помещают в расплав пропитывающего металла или в засыпку из порошка пропитывающего металла. Впитывание происходит под действием капиллярных сил. Скорость пропитки составляет десятые доли миллиметра в секунду и увеличивается с повышением температуры. Температура пропитки обычно на 100-150 оC превышает температуру плавления пропитывающего металла. Однако эта температура не должна превышать температуру плавления металла каркаса.
studfiles.net
Прямое лазерное спекание металлов (DMLS)
Технология DMLS
Прямое лазерное спекание металлов (DMLS) – технология аддитивного производства металлических изделий, разработанная компанией EOS из Мюнхена. DMLS зачастую путают со схожими технологиями выборочного лазерного спекания («Selective Laser Sintering» или SLS) и выборочной лазерной плавки («Selective Laser Melting» или SLM).Процесс включает использование трехмерных моделей в формате STL в качестве чертежей для построения физических моделей. Трехмерная модель подлежит цифровой обработке для виртуального разделения на тонкие слои с толщиной, соответствующей толщине слоев, наносимых печатным устройством. Готовый «построечный» файл используется как набор чертежей во время печати. В качестве нагревательного элемента для спекания металлического порошка используются оптоволоконные лазеры относительно высокой мощности – порядка 200Вт. Некоторые устройства используют более мощные лазеры с повышенной скоростью сканирования (т.е. передвижения лазерного луча) для более высокой производительности. Как вариант, возможно повышение производительности за счет использования нескольких лазеров.
DMLS позволяет создавать цельные металлические детали сложной геометрической формы
Порошковый материал подается в рабочую камеру в количествах, необходимых для нанесения одного слоя. Специальный валик выравнивает поданный материал в ровный слой и удаляет излишний материал из камеры, после чего лазерная головка спекает частицы свежего порошка между собой и с предыдущим слоем согласно контурам, определенным цифровой моделью. После завершения вычерчивания слоя, процесс повторяется: валик подает свежий материал и лазер начинает спекать следующий слой. Привлекательной особенностью этой технологии является очень высокое разрешение печати – в среднем около 20 микрон. Для сравнения, типичная толщина слоя в любительских и бытовых принтерах, использующих технологию FDM/FFF, составляет порядка 100 микрон.
Другой интересной особенностью процесса является отсутствие необходимости построения опор для нависающих элементов конструкции. Неспеченный порошок не удаляется во время печати, а остается в рабочей камере. Таким образом, каждый последующий слой имеет опорную поверхность. Кроме того, неизрасходованный материал может быть собран из рабочей камеры по завершении печати и использован заново. DMLS производство можно считать фактически безотходным, что немаловажно при использовании дорогих материалов – например, драгоценных металлов.
Технология практически не имеет ограничений по геометрической сложности построения, а высокая точность исполнения минимизирует необходимость механической обработки напечатанных изделий.
Преимущества и недостатки
Технология DMLS обладает несколькими достоинствами по сравнению с традиционными производственными методами. Наиболее очевидным является возможность быстрого производства геометрически сложных деталей без необходимости механической обработки (т.н. «субтрактивных» методов – фрезеровки, сверления и пр.). Производство практически безотходно, что выгодно отличает DMLS от субтрактивных технологий. Технология позволяет создавать несколько моделей одновременно с ограничением лишь по размеру рабочей камеры. Построение моделей занимает порядка несколько часов, что несоизмеримо более выгодно, чем литейный процесс, который может занимать до нескольких месяцев с учетом полного производственного цикла. С другой стороны, детали, произведенные лазерным спеканием, не обладают монолитностью, а потому не достигают тех же показателей прочности, что и отлитые образцы, или детали, произведенные субтрактивными методами. На данный момент установки DMLS применяются только в профессиональной среде из-за высокой стоимости
DMLS активно используется в промышленности ввиду возможности построения внутренних структур цельных деталей, недоступных по сложности традиционным методам производства. Детали с комплексной геометрией могут быть выполнены целиком, а не из составных частей, что благоприятно влияет на качество и стоимость изделий. Так как DMLS не требует специальных инструментов (например, литейных форм) и не производит большого количества отходов (как в случае с субтрактивными методами), производство мелкосерийных партий с помощью этой технологии намного выгодней, чем за счет традиционных методов.
Применение
Технология DMLS применяется для производства готовых изделий малого и среднего размера в различных отраслях, включая аэрокосмическую, стоматологическую, медицинскую и др. Типичный размер области построения существующих установок составляет 250х250х250мм, хотя технологических ограничений на размер не существует – это лишь вопрос стоимости устройства. DMLS используется для быстрого прототипирования, снижая время разработки новых продуктов, а также в производстве, позволяя сокращать себестоимость мелких партий и упрощать сборку изделий сложной геометрической формы. Фотографии деталей ракетного двигателя Super Draco, опубликованные основателем компании Space X Илоном Маском
Северо-западный политехнический университет Китая использует DMLS системы для производства элементов конструкции самолетов. Исследования, проведенные EADS, также указывают на снижение себестоимости и отходов при использовании технологии DMLS для производства сложных конструкций в единичных экземплярах или мелкими партиями.
5 сентября 2013 года Илон Маск опубликовал фотографии детали ракетного двигателя Super Draco, созданной из никель-хромового жаропрочного сплава Inconel с помощью принтера EOS.
Материалы
В качестве расходных материалов могут использоваться практически любые металлы и сплавы в порошковой форме. На сегодняшний день успешно применяется нержавеющая сталь, кобальт-хромовые сплавы, титан и прочие материалы.Технологии 3D-печати
Перейти на главную страницу Энциклопедии 3D-печати
3dtoday.ru
|
Cтраница 1 из 2 Спекание связано с взаимной диффузией атомов в местах соприкосновения частиц. Взаимное проникновение атомов металла ускоряется при повышении температуры и применении прессования порошка металла. Порошки активных металлов можно спекать только в условиях вакуума, так как при этом на поверхности отдельных частиц не образуются пленки окислов, не остаются адсорбированные газы и водяной пар. Кроме того, в вакууме одновременно устраняются некоторые летучие примеси, а ранее имевшиеся окислы восстанавливаются. Для восстановления можно подавать в печь регулируемое количество водорода. Спекание в вакууме применяют в порошковой металлургии при изготовлении деталей ответственного назначения для электроники и изделий из тугоплавких металлов (тантал, ниобий молибден, вольфрам), из твердых сплавов и металлокерамики, из бериллия и двуокиси урана. Для спекания применяют печи сопротивления и индукционные печи. На рис. 178 показана схема печи сопротивления для спекания штабиков из металлического порошка. Вакуумные печи сопротивления подобного типа можно применять как для спекания, так и для нагрева тугоплавких металлов в вакууме. Достигаемая температура нагрева ограничивается только точкой плавления металла и допускаемым расходом мощности. Применяют такие печи в основном для ниобия и тантала, а также для молибдена, рения, вольфрам и их сплавов. Камеру печи изготовляют из высококачественной стали с двойным стенками; при спекании она охлаждается водой. Фирма Херауэс (ФРГ) применяет для откачки больших объемов газа, выделяющихся при нагреве штабика, двухроторные насосы; при этом сокращается время откачки, а следовательно, и время нагрева металла. Рис. 178. Схема установки для спекания штабиков в высоком вакууме при
непосредственном подводе тока (фирма Хероух,ФРГ): 1 — подвод тока; 2 —
спекаемый штабик; 3 — соединение с насосом В конце процесса требуется более высокий вакуум, так как для получения качественных изделий требуется как можно меньшее содержание газа. Окончательная откачка газа производится поэтому диффузионным насосом с ловушкой, охлаждаемой холодильной машиной. Техническая характеристика печей сопротивления для спекания фирмы Херауэс (ФРГ) Размеры спекаемого штабика в мм:
|
||||
www.pro-vacuum.ru
Спекание металлов
Спекание связано с взаимной диффузией атомов в местах соприкосновения частиц. Взаимное проникновение атомов металла ускоряется при повышении температуры и применении прессования порошка металла. Порошки активных металлов можно спекать только в условиях вакуума, так как при этом на поверхности отдельных частиц не образуются пленки окислов, не остаются адсорбированные газы и водяной пар.
Кроме того, в вакууме одновременно устраняются некоторые летучие примеси, а ранее имевшиеся окислы восстанавливаются.
Для восстановления можно подавать в печь регулируемое количество водорода. Спекание в вакууме применяют в порошковой металлургии при изготовлении деталей ответственного назначения для электроники и изделий из тугоплавких металлов (тантал, ниобий молибден, вольфрам), из твердых сплавов и металлокерамики, из бериллия и двуокиси урана.
Для спекания применяют печи сопротивления и индукционные печи. На рис. 178 показана схема печи сопротивления для спекания штабиков из металлического порошка. Вакуумные печи сопротивления подобного типа можно применять как для спекания, так и для нагрева тугоплавких металлов в вакууме. Достигаемая температура нагрева ограничивается только точкой плавления металла и допускаемым расходом мощности. Применяют такие печи в основном для ниобия и тантала, а также для молибдена, рения, вольфрам и их сплавов.
Камеру печи изготовляют из высококачественной стали с двойным стенками; при спекании она охлаждается водой. Фирма Херауэс (ФРГ) применяет для откачки больших объемов газа, выделяющихся при нагреве штабика, двухроторные насосы; при этом сокращается время откачки, а следовательно, и время нагрева металла.
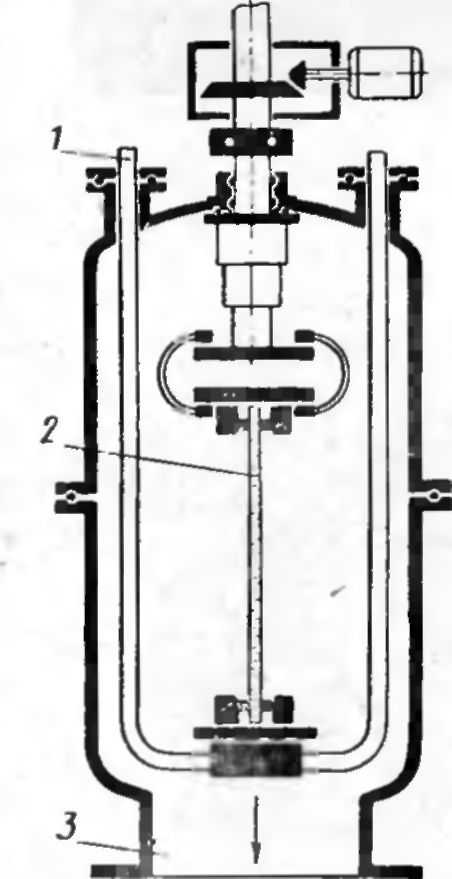
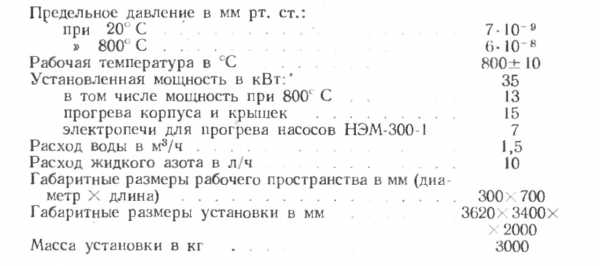
Рис. 178. Схема установки для спекания штабиков в высоком вакууме при
непосредственном подводе тока (фирма Хероух,ФРГ): 1 — подвод тока; 2 —
спекаемый штабик; 3 — соединение с насосом
В конце процесса требуется более высокий вакуум, так как для получения качественных изделий требуется как можно меньшее содержание газа. Окончательная откачка газа производится поэтому диффузионным насосом с ловушкой, охлаждаемой холодильной машиной.
Техническая характеристика печей сопротивления для спекания фирмы Херауэс (ФРГ)
Размеры спекаемого штабика в мм:
|
максимальная ширина |
60 |
140 |
160 |
200 |
|
максимальная толщина |
15 |
40 |
50 |
50 |
|
Максимальная поверхность в см2 . . . |
250 |
650 |
1200 |
1900 |
|
Масса слитка в кг …. |
1 |
6 |
18 |
45 |
|
Максимальная температура в ‘С |
3000 |
3000 |
3000 |
3000 |
|
Максимальное напряжение в В |
8 |
12 |
16 |
20 |
|
Максимальная сила тока в А |
5000 |
10 000 |
15 000 |
30 000 |
|
Расход воды в л/мин . . . |
30 |
80 |
150 |
300 |
|
Высота камеры в мм |
1000 |
1200 |
1500 |
2500 |
|
Диаметр камеры в мм |
600 |
800 |
1000 |
1200 |
|
Габаритные размеры установки в м: |
||||
|
ширина . |
1,9 |
3,7 |
3,9 |
5,4 |
|
высота |
2,5 |
3,6 |
3,8 |
6,0 |
|
длина |
1.3 |
1,1 |
1,3 |
5,0 |
|
Общая масса в кг |
2000 |
6000 |
12 000 |
30 000 |
|
Мощность в кВт |
50 |
150 |
300 |
700 |
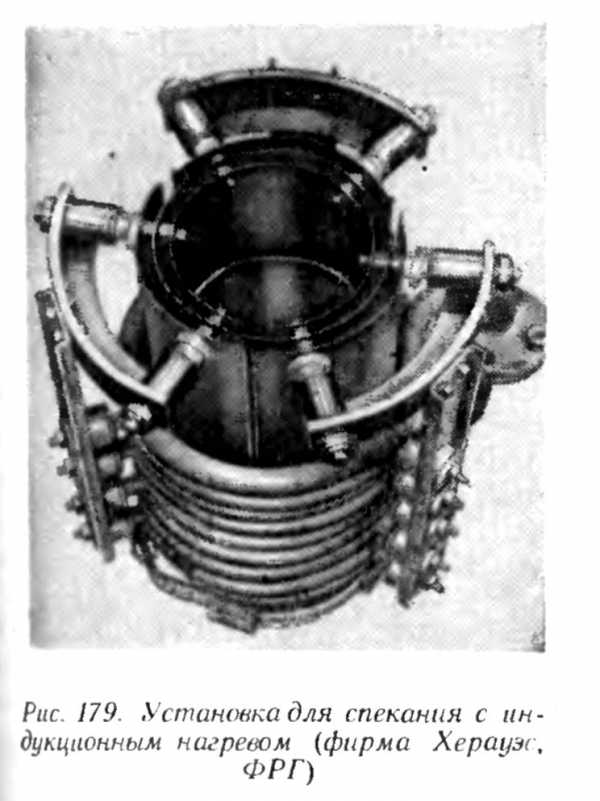
При использовании для спекания индукционных печей в целях экономии энергии устраивается специальная защита от излучения. На рис. 179 Показана индукционная катушка со вставленным внутрь нее вспомогательным цилиндром, который окружен металлическими пластинами, предохраняющими от излучения. Витки индукционной катушки имеют различное поперечное сечение для достижения равномерного распределения температур. Подводимая к индукционной катушке мощности зависит от характера и количества перерабатываемого материала, от мата риала тигля и вспомогательного цилиндра, тепловой изоляции и требуемых температур.
Приблизительные данные в зависимости от объема катушки следующие:
Объем катушки в л 10, 50, 100, 200, 400
Мощность в кВт . . . 10—25, 25—75, 25—100, 50—15,0 75—250
Напряжение в В … . 250, 250, 250, 250, 250—500
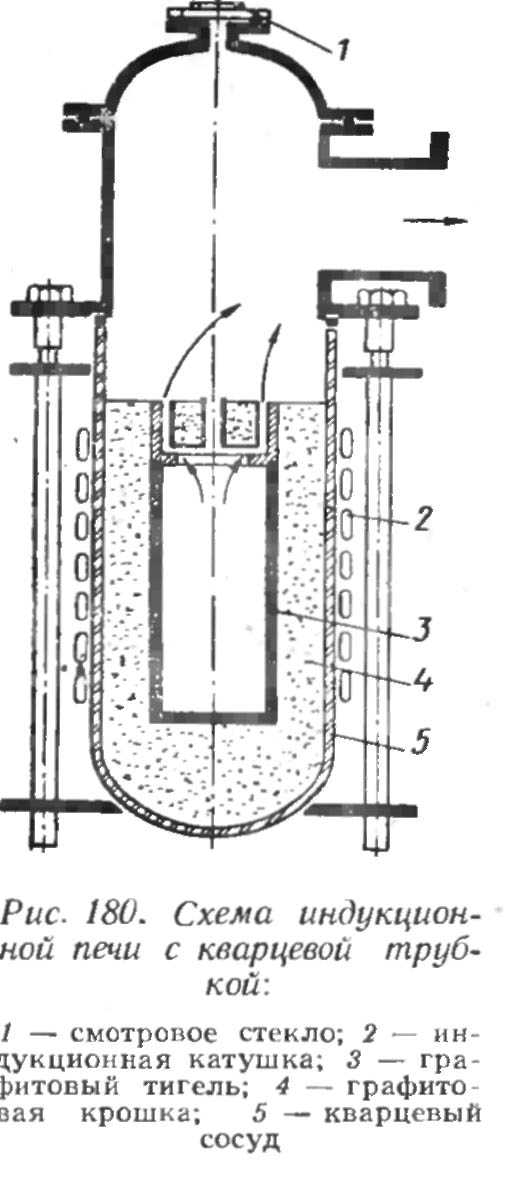
Для спекания применяют также индукционные печи с расположенно! снаружи индукционной катушкой. В этом случае реципиент изготовляют из кварца, и вокруг кварцевой трубки наматываются витки катушки. Такая печь пригодна для спекания твердых сплавов и для термообработки металлических порошков (рис. 180). Тепловая изоляция в виде крошки заполняет пространство между кварцевой трубкой и тиглем. Средний полезный объем 15 и 40 л при рабочей температуре около 2000г С.
Установки для спекания материалов снабжены специальными гидравлическими прессами. Такие прессы могут создать давление на материал до 20 кН. Высоковакуумные прессы для спекания позволяют соединять порошки сплавов, металлов и различных металлических соединений! имеющие приблизительно равную плотность без каких-либо дополнительным связующих материалов. Высоковакуумный пресс для спекания фирмы Дегусса (ФРГ) имеет два регулируемых ряда давлений пресса — от 0 до 10 кН и от 0 до 100 кН — и регулируемую скорость хода поршня.
www.pro-vacuum.ru
ПОРОШКОВАЯ МЕТАЛЛУРГИЯ | Энциклопедия Кругосвет
Содержание статьиПОРОШКОВАЯ МЕТАЛЛУРГИЯ, технология получения металлических порошков и изготовления изделий из них, а также из композиций металлов с неметаллами. В обычной металлургии металлические изделия получают, обрабатывая металлы такими методами, как литье, ковка, штампование и прессование. В порошковой же металлургии изделия производят из порошков с размерами частиц от 0,1 мкм до 0,5 мм путем формования холодным прессованием и последующей высокотемпературной обработки (спекания). Порошковая металлургия экономична в отношении материалов и, как и традиционные методы металлообработки, позволяет получать детали с нужными механическими, электрическими и магнитными свойствами. Продукция порошковой металлургии используется в различных отраслях промышленности, в том числе в авиакосмической, электронной и на транспорте.
Методы порошковой металлургии начали разрабатываться в 20 в. для металлов, не допускающих обработки обычными методами. Так, например, вольфрам невозможно плавить и обрабатывать обычными методами литья, поскольку очень высока его температура плавления (3410° C). Поэтому, например, вольфрамовую нить для электрических ламп накаливания вытягивают из вольфрамовых штапиков, полученных прессованием и спеканием вольфрамового порошка. Порошки карбидов вольфрама, тантала и титана смешиваются с порошкообразными кобальтом и никелем, затем формуются холодным прессованием и спекаются. В результате получаются твердые металлокерамические материалы (цементированные карбиды), пригодные для обработки металлов резанием и для бурения горных пород. Самосмазывающиеся бронзовые подшипники могут быть изготовлены только методами порошковой металлургии. Поры бронзы заполняются смазочным маслом, которое поступает на рабочую поверхность подшипника под действием капиллярных сил, как по фитилю. Промышленными методами порошковой металлургии обрабатываются также железо, сталь, олово, медь, алюминий, никель, тантал, сплавы бронзы и латуни.
Технология.
Металлические порошки получают восстановлением металлов из их окислов или солей, электролитическим осаждением, распылением струи расплавленного металла, термической диссоциацией и механическим дроблением. Наиболее распространен способ восстановления металлов (железа, меди или вольфрама) из соответствующих окислов с последующим электрорафинированием. Механическим дроблением получают порошки (с частицами нужной крупности и формы) хрома, марганца, железа и бериллия.
Технологический процесс изготовления изделий из металлических порошков состоит из следующих операций: подготовка смеси для формования, формование заготовок или изделий и их спекание. Формование заготовок или изделий осуществляется путем холодного прессования под большим давлением (30–1000 МПа) в металлических формах. Спекание изделий из однородных металлических порошков производится при температуре, составляющей 70–90% температуры плавления металла. В смесях максимальная когезия достигается вблизи температуры плавления основного компонента, а в цементированных карбидах – вблизи температуры плавления связующего. С повышением температуры и увеличением продолжительности спекания увеличиваются усадка, плотность и улучшаются контакты между зернами. Во избежание окисления спекание проводят в восстановительной атмосфере (водород, оксид углерода), в атмосфере нейтральных газов (азот, аргон) или в вакууме.
Применение.
Круг изделий, изготавливаемых методами порошковой металлургии, весьма широк и непрерывно расширяется. К ним относятся зубчатые колеса, рычаги, кулачки и поршни для автомобилестроения, машиностроения, энергетики, промышленности средств связи, строительной, горнодобывающей и авиакосмической промышленности. Из ленты, полученной холодной прокаткой никелевого порошка, изготавливают монеты (например, канадский пятицентовик). Порошок железа используется в качестве носителя для тонера в ксероксах, а также в качестве одного из ингредиентов изделий из зерновых продуктов и хлеба повышенной питательности. Алюминиевый порошок служит компонентом ячеистого бетона, красок и пигментов, твердого ракетного топлива. См. также СПЛАВЫ; СТАНКИ МЕТАЛЛОРЕЖУЩИЕ; КЕРАМИКА ПРОМЫШЛЕННАЯ.
www.krugosvet.ru
Спекание порошковых материалов для – Справочник химика 21
Спекание — уплотнение пористых порошковых заготовок под влиянием тепловой обработки. Этот процесс сопровождается увеличением истинной плотности заготовок, уменьшением пористости, изменением механических и физико-химических характеристик материала с приближением их по мере спекания к характеристикам компактного материала. Результатом спекания является получение либо компактного, либо определенной пористости материала. [c.226]Если пренебрегать пористостью отдельных элементов, то к системам сложения следует отнести обычный песок, гальку, гравий, ракушечник, пряжу, волокнистые материалы фильтров, бумагу, сыпучие пищевые продукты, сухие красители, иониты, набивку из колец Рашига в колоннах технологических аппаратов, макроскопические слои сорбентов и катализаторов и т. п. Сложными системами, образующимися при сочетании систем роста с системами сложения, являются, например, ткани, получающиеся из отдельных элементов в процессе ткачества. Сюда же относятся строительные материалы, которые получаются сначала сложением отдельных элементов, а затем в системе идет процесс порообразования. Аналогичным путем развивается пористая структура в процессах спекания в порошковой металлургии. Частицы порошка, первоначально сложенные друг с другом, претерпевают превращение, приводящее к пористому продукту часто с замкнутыми сферическими порами [3]. Макроскопические слои активного угля получаются сложением ранее образованного пористого материала за счет процесса роста пористой структуры активного угля. Наконец, сложными системами являются также мембранные фильтры, фильтры Гуча, керамика, пористые стекла и т. п. [c.271]
Под термической обработкой порошков карбонильного железа подразумевается процесс их нагрева в определенной газовой среде, главным образом в восстановительной. Такой обработке подвергаются только первичные порошки, полученные непосредственно в аппарате разложения нентакарбонила железа и содержащие, как указывалось выше, значительные примеси кислорода, углерода и азота. Термическая обработка порошков карбонильного железа всегда связана с течением соответствующих химических процессов, обусловливающих изменение состава порошка и его структуры. Целью такой обработки является повышение некоторых электромагнитных свойств материала (магнитной проницаемости) или его чистоты, а в отдельных случаях спекание порошкового железа в монолитный блок. [c.133]
Керамические материалы. Движущей силой процесса спекания является различие избыточной поверхностной энергии исходного порошкового материала и получаемого керамического изделия. Все процессы, протекающие при спекании, ведут к уменьшению энергии границы раздела. В связи с физико-химической связностью компонентов в керамическом материале имеются основания говорить о его полимерной природе, тем более, что в последнее время в наиболее ответственных изделиях используются соединения типа карбида, нитридов и др., т.е. материалы с типичной ковалентной связью. [c.34]
Прочность реальных материалов из-за дефектов их кристаллической структуры значительно ниже прочности идеальных монокристаллов. Если диспергировать материал до частиц, размеры которых соизмеримы с расстояниями между дефектами структуры, то прочность таких высокодисперсных частиц б дет близка к прочности идеальных твердых тел. Отсюда возникла идея о повышении прочности материалов путем их измельчения с последующим свариванием, спеканием уплотненных дисперсных порошков. На основе этой идеи разработано производство новых материалов и изделий из них — порошковая металлургия, металлокерамика. О нанокристаллическом состоянии вещества см. разд. 5.5. [c.315]
Так, например, твердые сплавы, применяемые для изготовления режущих частей инструментов, изготовляют порошковым методом из карбидов вольфрама и титана и металлического кобальта. Карбиды вольфрама и титана отличаются высокой твердостью и тугоплавкостью, но наряду с этим являются хрупкими, а кобальт обладает хорошими пластическими свойствами, поэтому при прессовании и спекании смеси частицы карбидов связываются кобальтом, образуя плотный твердый сплав. На основе глинозема и металлического хрома порошковым методом получают материал, обладающий при высокой температуре хорошей антикоррозийной стойкостью на воздухе до температуры 1200° С, а в продуктах сгорания топлива до 1600° С этот материал не поддается также воздействию жидкой стали и печных шлаков. Порошковыми методами изготовляют пористые подшипниковые втулки, постоянные магниты (на основе железа и алюминия), которые в литом состоянии обладают большой хрупкостью и не поддаются механической обработке, а также материалы для контактов электрических аппаратов и т. д. [c.303]
Получение эталонов-сплавов осуществляется двумя путями 1) плавка материала, состоящего из смеси-шихты анализируемых компонентов для сохранения расчетного состава шихты, плавку проводят в вакууме, атмосфере инертных газов или применяют другие способы, предотвращающие изменение расчетного состава [450, 451] (для анализа особо чистых металлов, с содержанием примесей способ применяется редко) 2) применение методов порошковой металлургии, например, получение образцов спеканием прессованных смесей металлических порошков при определенных термических условиях. Термическая обработка прессованных образцов позволяет унифицировать структуру и механические свойства образцов и эталонов. [c.361]
В некоторых случаях возможна последующая деформация, например прокатка. Возможно и технически уже разработано также непосредственное получение листового материала из порошка. Поскольку тонкие порошки металла весьма легко окисляются, естественно, что все операции при повышенных температурах необходимо проводить в высоком вакууме или инертных атмосферах (Аг, Не). В зависимости от условий прессования и спекания возможно получение как композиций различной пористости, так и достаточно компактных металлокерамических и композиционных материалов. Использование порошковой металлургии делает возможным получение [c.332]
Плазмотроны второй группы (рис. 2.8) имеют между электродами межэлектродную вставку из пористого материала и узел ввода газа через эту вставку электродные узлы плазмотрона такие же, как и для плазмотронов первой группы (на рисунке 1, 2 — внутренний и выходной электроды 3 — изолятор 4 — распределительная диафрагма 5 — МЭВ из пористого материала 6 — соленоид 7 — столб дуги). Пористые вставки изготавливают методами порошковой металлургии, а именно, спеканием из порошков керамических материалов, вольфрама, нержавеющей стали и т. п. При изготов
www.chem21.info