Способы пайки проводов – Правильное соединение электрических проводов: пайка своими руками
alexxlab | 04.11.2019 | 0 | Разное
Соединение проводов пайкой. Надёжно? Да!
Соединение проводов пайкой. Надёжно? Да!
В предыдущей статье я рассказал о технологии соединения проводов при помощи опрессовки. Неплохой способ. Но если вы были внимательны, то заметили, что там я вскользь упомянул, что есть способы более надежные, чем опрессовка – сварка и пайка. О пайке мы сегодня и поговорим. И, да, как и обещал, сегодня я буду ругаться.

Вы думаете, что на первой фотке статьи запечатлена пайка? Нет, это не пайка. Es ist Scheiße, а не пайка! Мне, впервые взявшемуся за паяльник в восьмилетнем возрасте, было нелегко сотворить это непотребство. Пришлось постараться. Я даже копирайт на эту фотку не стал наносить. Как выглядит настоящая пайка, вы увидите позже.
Сначала, дорогой читатель, немного теории. Пайка, так же как и сварка, являются соединениями на молекулярном уровне, как бы пафосно это ни звучало. Все остальные соединения основаны на использовании контактного давления, реализованного тем или иным способом. Ясно, что любой конструктивный элемент, обеспечивающий контактное давление, со временем может ослабнуть или выйти из строя. Напротив, межмолекулярные связи чрезвычайно стабильны во времени.
На просторах Инета можно встретить множество утверждений о том, что пайка ненадежна. Многочисленные диванные эксперты, никогда в жизни не паявшие, имеющие лишь приблизительное представление о том, с какого конца следует браться за паяльник, не удосужившиеся даже почитать теорию, однажды решили что-то спаять и получили результат, как на первой фотке, а то и похуже. После этого снова уселись на диваны, и начали на чем свет стоит ругать пайку. Рукожопы хреновы! Лучше бы подкопили деньжат да сделали себе операцию по пересадке рук обратно в плечи. Правда, кроме этого останутся еще проблемы с головой, но тут медицина уже бессильна.

Пайка, дорогой читатель, требует знаний и навыков, это – почти искусство. Надо чувствовать процесс, видеть, что происходит под жалом паяльника и понимать происходящее.
Ну вот, пар выпустил, теперь можно заняться делом. Прежде чем мы перейдем к практической части, так же, как и в прошлой статье, я перечислю достоинства и недостатки пайки и расскажу еще немного теории.
Достоинства.
1. Высокая надежность. Важнейшим параметром, характеризующим надежность соединения, является его переходное сопротивление; чем оно ниже, тем лучше. У пайки переходное сопротивление исчезающе мало. По надежности пайка начинает уступать сварке только в экстремальных условиях эксплуатации (воздействие высоких температур, агрессивных сред и т.д.). Но к квартирной проводке это не имеет никакого отношения.
2. Низкая стоимость соединения. Из оборудования нужен только паяльник, а расходные материалы (припой и флюс) стоят недорого, а расход их невелик.
3. Универсальность. Пайка позволяет соединять одно- и многопроволочные жилы любых сечений и в любых комбинациях, что позволяет решать многие нестандартные задачи. Кроме того, применение специальных флюсов позволяет соединять медные провода с алюминиевыми (извечная проблема).
4. Соединение не требует обслуживания в процессе эксплуатации. Сделал и забыл.
Недостатки.
1. Низкая технологичность, большое количество подготовительных операций и, как следствие, высокая трудоемкость.
2. Высокие требования к квалификации исполнителя.
Теперь опять теория. Как я уже сказал, пайка – соединение на молекулярном уровне. Поэтому она предъявляет особые требования к качеству подготовки поверхностей спаиваемых деталей. Они должны быть чистыми и свободными от окислов. Если, зачистив изоляцию провода, вы видите что жила имеет темный цвет, нужно всего-навсего зачистить ее до металлического блеска при помощи наждачной бумаги. Диванным экспертам это неведомо.
Кроме того, в процессе пайки важно поддерживать оптимальный температурный режим. Маломощный или недогретый паяльник не сможет прогреть соединение, и результат будет как на первой фотке этой статьи. Это называется «холодной» пайкой. Я специально взял 40-ваттный паяльник, да еще и не догрел его и просто намазал припой на скрутку проводов. Еще одна ошибка «диванных».
С другой стороны, перегрев паяльника приведет к тому, что флюс в зоне пайки будет выгорать очень быстро, не успевая делать свое дело. Правильный температурный режим трудно описать словами, нужна практика, процесс нужно почувствовать.
Отдельно о флюсах. Ни в коем случае нельзя применять агрессивные флюсы (паяльную кислоту, паяльный жир и т.д.). Да, пайка с ними идет «на ура». Но остатки флюса в течение нескольких последующих лет разрушают пайку, тупо разъедают ее. Можно применять только нейтральные флюсы – канифоль, спирто-канифольный раствор (флюс СКФ), в крайнем случае – флюс ЛТИ-120.
И, наконец, дорогой читатель, переходим к практике.

Мощный 100-ваттный паяльник, пруток припоя ПОС-61 и флакончик спирто-канифольного флюса – вот и все, что нужно звезде рок-н-ролла для качественной пайки. Мощность паяльника избыточна, но об этом чуть позже.
А вот и учебный макет; тот же, что и в предыдущей статье:

Разделываем кабели и делаем скрутки:

Да-да, дорогой читатель, скрутка не входит в перечень разрешенных способов соединения. Но в данном случае скрутка не будет соединением; соединение будет пайкой. А скрутка – всего лишь технологический прием для фиксации жил, чтобы исключить их шевеление в процессе пайки. В строгом соответствии с инструкцией И 1.09-10, недавно сменившей старую, добрую инструкцию ВСН 139-83:
«4.1.1. Соединение и ответвление алюминиевых и медных жил следует выполнять пропаянной скруткой; …….»
Кисточкой наносим на поверхность скруток флюс и паяем:

Какая прелесть! Ничего общего с первой фоткой. Немного пояснений:
На первый взгляд может показаться, что припой всего лишь покрыл поверхность скрутки. Однако, это не так. За счет капиллярного эффекта прогретая скрутка «всосала» в себя припой. Опытные пайщики хорошо знакомы с этим явлением. Припой заполнил все пространство между жилами, вытеснив оттуда флюс. Мысленно прикиньте площадь контакта. Она в десятки раз больше площади поперечного сечения соединенных проводников. Это, в сочетании с молекулярной природой пайки, и дает ничтожно малое переходное сопротивление.
У основания скруток припоя нет. Дело в том, что основание я придерживал узкогубцами. Они играли роль теплоотвода, чтобы тепло из зоны пайки не распространялось дальше по жилам и не плавило изоляцию.
Если присмотреться, на поверхности пайки можно заметить капельки не успевшей сгореть канифоли. Это говорит о том, что температура паяльника была выбрана верно. Она была достаточна для быстрого прогрева скруток, но не чрезмерна, благодаря чему флюс не выгорел раньше времени.
Выше я сказал, что мощность 100-ваттного паяльника избыточна. В сегодняшнем примере небольшие соединения, для которых хватило бы и 60-ваттника. Но не иметь же кучу разных паяльников. Для того чтобы поддерживать на мощном паяльнике оптимальную температуру удобно использовать вот такое устройство:


Это обычный диммер (регулятор освещения), собранный в единый блок с розеткой для паяльника. При помощи него 100-ваттный паяльник легким движением рукоятки превращается в паяльник любой меньшей мощности. Очень полезная штука.
Теперь изолируем соединения и укладываем их в коробку:

Обратите внимание, пайка имеет меньшие габариты, чем опрессовка, как по длине, так и по диаметру.
Дорогой читатель! Если вы решили освоить процесс пайки, не пытайтесь сразу делать «боевое» соединение, которому предстоит работать в реальной проводке. Потратьте пару вечеров, делая тренировочные пайки на столе. Терпение, и у вас все получится.
А нам осталось закрыть крышку коробки:

Понравилось это:
Нравится Загрузка…
This entry was posted on 26.03.2015, 12:24 and is filed under Инструмент & технологии, Немец ругается. You can follow any responses to this entry through RSS 2.0. Вы можете пролистать до конца и оставить комментарий. Отклики в настоящее время запрещены.
nemetzelectro.wordpress.com
Пайка проводов | Заметки электрика

Здравствуйте, уважаемые гости и постоянные читатели сайта http://zametkielectrika.ru.
В одной из своих статей я познакомил Вас со всеми разрешенными способами соединения проводов, которые рекомендуют нам Правила устройства электроустановок (ПУЭ).
Сегодня я хотел бы сделать небольшую поправочку, а именно акцентировать Ваше внимание на таком способе соединения, как пайка проводов.
Напоминаю, что 1 января 2013 года вступил в силу ГОСТ Р 50571.5.52-2011, в котором говорится, что при соединении проводов между собой или к зажимам (клеммам) электрооборудования, например, к аппаратам защиты, необходимо соблюдать их электрическую непрерывность, механическую защиту и прочность.


При выборе средств соединения проводников нужно учитывать их:
- количество
- сечение
- форму
- изоляцию
Почему следует ограничиться в использовании пайки проводов?
Ответ на этот вопрос имеется в действующих нормативных документах. Ниже я приведу Вам несколько выдержек из них:

Все вышеприведенные пункты действующих НТД ограничивают (я специально выделил подчеркиванием) использование пайки, как способ соединения электрических проводов, из-за ее недостатков:
- недостаточная механическая прочность
- со временем увеличивается переходное сопротивление
- от остатков флюсов возникает химическая коррозия
- снижена электропроводность
- невозможность обеспечить необходимые санитарные гигиенические условия при пайке на месте монтажа
- экологичность
Вот еще выдержка из ГОСТа 10434-82 про контактные электрические соединения:

Отсюда можно сделать вывод, что при соединении двух или нескольких медных проводов, а также при соединении паяного («луженого») провода к аппарату защиты, допустимая температура контактного соединения может достигать 300°С, а это превышает начальную температуру плавления мягких ПОС (припой оловянно-свинцовый), которая находится в пределах от 180-240°С.
В таких случаях необходимо применять дополнительное механическое крепление, например, бандаж, поэтому при протекании тока короткого замыкания через контактное паяное («луженое») соединение произойдет расплавление припоя, но после отключения поврежденной цепи, контактное паяное («луженое») соединение механически восстановится, в связи с применением бандажа, который не даст расплавленному припою стечь.
Если честно, то мне даже самому тяжело представить, как это можно осуществить на практике.
Поэтому с этим вопросом я обратился к местному инспектору энергонадзора, тем более что накануне мы собирались сдавать ему объект — капитальный ремонт электропроводки жилого многоквартирного дома.
Ответ был очевиден, либо вообще не использовать пайку, либо на соединение проводов пайкой накручивать СИЗы. Я так понял, что СИЗ выполняет функцию дополнительного механического крепления.

Так мы и поступили. На цепи освещения использовали клеммы Wago, а на силовые цепи — «пайку под СИЗ». В этом вопросе разобрались, а что делать с присоединением гибких (многожильных) проводов к аппаратам защиты.
Нужно ли пропаивать многопроволочные (гибкие) провода для присоединения их к аппаратам защиты?
Ответ на этот вопрос имеется в ГОСТе Р 51321.1-2007:
Здесь пояснять не нужно, итак все понятно.
Стоит лишь добавить, что если зажимы аппаратов защиты (автоматический выключатель, УЗИП, УЗО и т.п.), электросчетчика или соединительных клемм имеют гнездовую конструкцию, то пайка концов гибкого многопроволочного провода не требуется, т.к. зажим такого типа не выжимает и не выдавливает провод из под головки винта, шайбы или пластины, а наоборот даже надежно его обжимает и прессует. В других случаях, лучше применить опрессовку.
P.S. На этом я закончу статью на тему пайки проводов. Если у Вас есть какие-то опровержения вышесказанному в статье, то с радостью готов выслушать Вас. Поделитесь своим опытом и предложениями.
Если статья была Вам полезна, то поделитесь ей со своими друзьями:
zametkielectrika.ru
Пайка медных проводов: надежный метод соединения электропроводки
Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.
В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов.
Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.
electry.ru
Пайка медных проводов – Всё о электрике в доме
Как правильно паять провода паяльником
Просмотров 1 319
Как правильно паять провода паяльником
Правильная пайка проводов отличается надежностью, долговечностью и красивым видом. Чтобы правильно паять медные провода нужно подобрать припой, флюс, сделать подготовку жил проводов. В статье рассмотрен вопрос, как правильно паять медные провода разного сечения электрическим паяльником.
Инструменты и материалы для пайки медных проводов
Подготовка паяльника для пайки проводов
Выбор мощности паяльника зависит от сечения проводов. Для тонких одножильных, многожильных медных проводов, дорожек печатных плат подойдёт паяльник с жалом в 3 мм и мощностью 25 Вт. Для сечения проводов от 2 мм и более, нужен паяльник мощностью 60 Вт, а для массивных деталей используют молотковый паяльник мощностью 200 Вт.
Жало паяльника должно быть чистым, без раковин. Чтобы выровнять жало паяльника используют мелкий напильник. После обработки жала его лудят, чтобы медь не окислялась. Также важным элементом при пайке является подставка для паяльника. Если хотите качественно паять мелкие провода, элементы радиоэлектронной платы, нужно иметь регулятор температуры жала паяльника.
Таким регулятором можно точно выставить температуру паяльника для припоев разных марок. Лучшим вариантом регулятора температуры жала паяльника будет устройство с датчиком температуры, который устанавливается на жало паяльника. Установленная температура жала не будет зависеть от изменений сетевого напряжения.
Регулятор температуры для паяльника
Так как при пайке электрическим паяльником образуются ядовитые пары припоя и дым от канифоли, рабочее место нужно оборудовать хорошей вытяжной вентиляции. Освещение рабочего места не должно быть тусклым. Для удобства ремонта электронных плат можно приобрести специальный держатель плат с линзой и подсветкой.
Можно сделать простой регулятор температуры для паяльника своими руками
Выбор флюса и припоя для пайки проводов
В зависимости от типа пайки выбирается марка припоя. Самая распространенная марка припоя это ПОС-61. Припой оловянно-свинцовый с содержанием олова 61%. Температура плавления у него 190 С, и подходит он для любых паяльников. Этот припой используется там, где нет нагрузки на соединение.
Если соединение проводов должно быть прочным, выбирают припой марки ПОС 40 или ПОС 30. Удобно пользоваться припоем ПОС-61 в виде прутка намотанного на катушку. Диаметр припоя от 1 до 3 мм. Иногда встречается полый припой с залитой внутрь канифолью.
Также в зависимости от вида пайки проводов существуют различные флюсы, гели, канифоль. Флюс необходим при пайке проводов, так как он удаляет оксиды с поверхности спаиваемых проводов, а также снижает поверхностное натяжение припоя, что позволяет припою легко растекаться по свариваемым поверхностям.
Также флюсы хорошо обезжиривают поверхности. Ещё одно достоинство флюсов — это защита нагретых поверхностей от оксидов. Без флюсов пайка медных проводов паяльником была бы затруднена. Многие флюсы содержат такие активные вещества как кислоты, растворители. Эти активные вещества остаются на поверхности провода и в припое.
Со временем они разрушают соединения проводов. Поэтому в ПУЭ запрещено использовать активные флюсы для пайки соединений при монтаже электропроводки. в электрических щитах. Эти флюсы запрещены и в радиоэлектронной промышленности, однако многие электрики используют их, ведь не себе же.
Флюсы на основе канифоли для пайки электрическим паяльником
Не спорю, такие флюсы обеспечивают быструю, удобную даже красивую пайку, но никто не задумывается над последствиями. Существует флюс на основе канифоли, который обладает высокими характеристиками при пайке проводов паяльником. Пайки получаются красивые, долговечные и надежные.
Этот флюс используют также при пайке электронных плат. Сделать его довольно легко. Обычно берут кусок канифоли, разбивают его в порошок и растворяют в любом 90% спирте в соотношении 50% на 50%, по объему. Растворяется канифоль в спирте легко. Для работы с канифолью используют кисточку.
Как паять паяльником медные провода
Первым пунктом пайки поставим очистку проводов от оксидной пленки. Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон.
После снятия оксидов, поверхность провода смачивают кисточкой с жидкой канифолью. Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу.
Припой прутком 2 мм
Теперь еще один важный момент, перед тем как паять медные провода — это соединение. Запомните, все соединения проводов должны быть закреплены. Способы крепления проводов показаны на рисунке ниже. Нельзя паять внахлёст без крепления. Пайка получается очень слабой, хотя и ровной. Такая пайка долго не выдерживает механическую нагрузку, небольшую вибрацию.
Способы соединения проводов скруткой
После соединения луженых проводов скруткой, наносят кисточкой немного жидкой канифоли и паяют. Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом.
Визуально можно определить качество пайки электропроводки и электронных плат:
1. Пайка должна быть скелетной, то есть должно просматриваться скелетное соединение проводов, выводов элементов.
2. Пайка должна быть глянцевой, без раковин и пузырей.
На качество пайки влияет температура жала паяльника. Для ПОС 61 температура жала 190 С, с небольшой коррекции в верхнюю сторону. Коррекцию температуры жала паяльника определяют опытным путем по плавлению припоя. Припой должен легко плавиться, и хорошо держаться на жале паяльника. Если припой собирается в капли и стекает, значит паяльник перегрет.
Часто спрашивают — можно ли паять под напряжением. Ответ однозначен — нет. Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание.
Тоже интересные статьи
Распределительная коробка для электропроводки
Электропроводка на кухне. Схема проводки на кухне
Установка электросчетчика в частном доме на улице: правила
Замена электропроводки в квартире
Пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция
В статье мы рассмотрим как осуществляется пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция.
Преимущество пайки перед остальными способами соединений
Соединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
- Нож для зачистки изоляции;
- Бокорезы;
- Пассатижи или плоскогубцы;
- Наждачная бумага;
- Паяльник;
- Припой;
- Флюс.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).

Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).

Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Для лужения и пайки деталей из меди, ее сплавов и стали
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 %
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1. Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте. Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).

Рисунок 4. Облуживание жала паяльника
Совет #2. Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).

Рисунок 5. Правильно облуженное жало паяльника.
Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Рисунок 6. Электрический и газовый тигли для пайки проводов
Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
Оцените качество статьи. Нам важно ваше мнение:
Соединение проводов методом пайки
Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим. скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.
В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов.
Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.
Рекомендуем прочитать:
Источники: http://electricavdome.ru/kak-pravilno-payat-provoda-payalnikom.html, http://electric-tolk.ru/pajka-provodov-v-raspredelitelnoj-korobke/, http://electry.ru/kabeli-i-provoda/soedinenie-provodov-metodom-payki.html
electricremont.ru
Пайка алюминиевых проводов газовой горелкой и пальником, механическая зачистка и обработка флюсом
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.

Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
 Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.
При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.

Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
svaring.com
Как паять провода – способы и рекомендации
Процесс пайки проводов может показаться простым, и это на самом деле так и есть. Вот только не у всех получается качественное соединение двух проводов между собой. Почему? Потому что есть определенные требования к самому паяльнику, а также к процессу пайки. Итак, рассмотрим вопрос, как паять провода?

Начнем с самого инструмента – паяльника. Перед тем как проводить пайку, необходимо паяльник подготовить. Что для этого нужно сделать?
- Зачистить его жало. Для этого можно использовать напильник или наждачную бумагу. Важно снять с жала напильника остатки олова и грязь, то есть, главное добраться до меди, из которого паяльник сделан.
- Теперь включаем инструмент для пайки в розетку 220 вольт. Начинаем его нагревать.
- Теперь периодически касаемся концом жала то канифоли, то припоя. Делаем то несколько раз. Наша задача – равномерно покрыть рабочую поверхность инструмента припоем.
Итак, паяльник готов, можно переходить к вопросу, как правильно паять провода паяльником.
Способы пайки
Перед тем как перейти к главному вопросу темы статьи, как припаять два конца между собой, хотелось бы дать несколько советов относительно правильно проведенной пайки.
Во-первых, необходимо отметить, что сам паяльник играет роль только нагревательного элемента. С его помощью нагревается провод, который уже сам расплавляет припой. И именно так необходимо действовать, а не наоборот, припой нагревается паяльником и прилипает к проводу. Это неверно.
Во-вторых, припой сцепляется с жилами на уровне молекул. Это не просто налипший под температурой слой металла, это прочное молекулярное соединение, которое делает два металла одним целым.
В-третьих, прикладывать паяльник к нагреваемому элементу надо всей плоскостью жала. Это увеличивает теплоотдачу инструмента.
В-четвертых, сам процесс надо проводить быстро.
Внимание! Если пайка с первого раза не получилась, не стоит приступать к процессу тут же. Необходимо дать проводам остыть, и уже после этого попробовать еще раз.
В-пятых, время пайки определяется только экспериментальным путем, так сказать, методом «тыка». Если провести процесс слишком быстро, то провод может не прогреться. Обратите внимание, что флюс необходимо наносить только перед самой пайкой, чтобы он не испарился.
В-шестых, качественно проведенный паячный процесс видно невооруженным глазом: слой припоя блестит, он уложен равномерно без бугорков и вмятин.

Итак, у нас паяльник готов, мы теперь знаем требования, можно переходить к основному процессу. Какова его последовательность?
- В первую очередь необходимо провести подготовку. Если это многожильный кабель, то с него надо снять изоляцию и скрутить, чтобы мелкие жилки стали единым целым.
- Далее, на кончик жала паяльника нужно взять немного припоя, уложить провод в канифоль и начинать расплавлять его, нанося равномерно припой на голый провод. Это называется лужение. Точно также поступаем и с другим концом.
- Теперь все просто, надо уложить два конца провода около друг друга, прижать их и спаять, то есть, прогревать паяльником, на жало которого нанесен припой. Опять-таки, обращаем ваше внимание, что верхний слой припоя должен быть блестящим и равномерно нанесенным.
- Есть другой способ. Для этого два луженных конца надо соединить между собой в скрутку, и уже после этого провести пайку соединения. Но лучше пайку скрутки провести по подобию процесса лужения. То есть, опускаете ее в канифоль, нагреваете последнюю паяльником и наносите припой внутри канифоли.

Рекомендации
Некоторые полезные советы уже были даны, но хотелось бы остановиться на некоторых дополнительных рекомендациях. К примеру, какое количество припоя нужно, чтобы пайка прошла качественно. Здесь точно сказать невозможно, но если припоя будет мало, то его не хватит для покрытия всего стыка. Если его будет много, то пайка получится в виде капли, что тоже недопустимо, особенно в системе прокладки (в пучке).
То же самое относится и к температуре паяльника. Если она низкая или слишком высокая, то пайка получается неблестящей и рыхлой с низкими качественными показателями. Это в полной мере относится и к количеству канифоли и припоя. Если канифоли больше чем припоя, то первый будет кипеть и разбрызгиваться, что очень плохо для соседних соединений и контактов.
Если все вышеперечисленное будет в норме, то припой сам равномерно распределиться по соединению. Форма пайки и ее прочность как бы сама собой сформируется. И еще один момент: пайка медных проводов (качество) – это их подготовка, то есть, лужение. Без этого процесс соединения не провести, ведь соединить медные провода в чистом виде можно или клепанием, или сваркой.

Новичкам можно посоветовать в первую очередь определить, через какое время паяльник перегревается. Если это минут десять-пятнадцать, то лучше приобрести дополнительно трансформатор с плавной регулировкой напряжения или электронный терморегулятор. Кстати, определить, что кончик паяльника перегрелся, можно очень просто – припой слетел с кончика жала, которое почернело (окислилось). Конечно, можно и не покупать дополнительные приборы, тогда в процессе пайки инструмент придется периодически отключать от сети. Хотя этот метод не самый лучший, потому что контролировать температуру в такой ситуации практически невозможно.
Внимание! Канифоли расходуется в десять раз меньше, чем припоя. Не стоит окунать паяльник во флюс целиком (имеется в виду наконечник), необходимо всего лишь дотронуться до него.
И последний совет в нашей статье – никогда не охлаждайте место пайки искусственно. Охлаждение должно пройти естественным путем. Не стоит на соединение дуть или прикладывать к нему мокрые предметы.

Заключение по теме
Итак, мы постарались ответить в этой статье на вопрос, как паять концы проводов между собой? Были даны полезные советы и рекомендации по процессу, обратили ваше внимание на некоторые нюансы, которые делают его качественным. И, конечно, расписали два способа соединения и скрепления. Как видите, чтобы спаять провода необходимо знание некоторых моментов относительно температуры процесса и количества необходимых материалов. В дополнение скажем о том, что специалисты рекомендуют правильно паять провода, используя припой марки ПОС-1; 40 или 50, а также флюс на основе спиртового раствора канифоли. Так как припаять провода несложно, можно приступать к процессу сразу же после изучения данной информации.
onlineelektrik.ru
Как правильно соединять провода по стандарту NASA
Друзья! Сегодня посмотрим как правильно соединять провода по стандарту NASA. Всем известно, что космическая техника делается максимально надежно. А некоторые системы и устройства имеют двойное и тройное резервирование. Поэтому даже на соединение проводов и жгутов внутри космической техники в Национальном управлении по аэронавтике и исследованию космического пространства NASA разработан стандарт STD 8739.4 в шестой редакции от 29.03.2011 г. Сам стандарт содержит 114 страниц и весь его переводить нет смысла. Но приведу основные моменты. Это чтобы больше не возникало споров на тему как наиболее прочно и надежно соединить два и более проводов.
Какие виды соединений проводов применяет NASA
Начнем, пожалуй с соединения двух проводов. Одной из самых надежных соединений является пайка проводов. NASA рекомендует пропаять два провода по длине перехлеста, равного от 3 до 6 диаметров проводов.

Получается, что если диаметр провода равен 1,6 мм, то два таких провода нужно припаять друг к другу на длине от 4,8 до 9,6 мм без переплетения. Насколько я понял, это общая рекомендация для всех соединений проводов.
Чтобы понять, как лудить провода паяльником, можно посмотреть видеоролик ниже. Там понятно показано, как применять флюс и припой для лужения проводов.
Перехлест можно делать и больше, но NASA не видит в этом смысла. Нечего увеличивать вес космического аппарата. Соединение проводов пропаиваем, чтобы не осталось пустот и непокрытых припоем мест, дальше изолируем термоусадкой. Это самый простой способ как паять провода между собой.
Более усовершенствованный вариант — это соединение двух проводов проволокой и пайкой. Чтобы спаять два провода между собой паяльником, NASA рекомендует сделать не менее 6 оборотов проволокой. Но так, чтобы они не вышли за пределы перехлеста соединения. Дальше хорошенько пропаиваем скрутки медных проводов, чтобы не осталось пустот и непокрытых припоем мест и защищаем термоусадкой.

Следующий способ — это пайка проводов и соединение с помощью обжимной муфты. Для того, чтобы термоусадка не улетела далеко и не оголила место соединения, на оплетку кабелей одевают дополнительные уплотнительные кольца. Металл обжимной муфты мягкий и максимально плотно облегает место пайки. Дополнительную защиту от разрывов обеспечивает термоусадка. На мой взгляд, обжимная муфта выглядит по крайней мере красиво.

Дальше любимое многими мастерами соединение методом накрутки друг на друга. Не путать с соединением методом скрутки двух проводов. В данном соединении выполняется одновременное скрепление проводов на разрыв и обеспечивается большая площадь электрического контакта. А если все это еще и пропаять, да в термоусадку облагородить, то совсем сказка получается.
Теперь видно, как правильно спаять провода паяльником своим руками. Эти методы применимы не только на космических кораблях, но и в домашних условиях. Прекрасно эти способы подходят для пайки медных или алюминиевых проводов паяльником квартирной электроразводки.
Соединение проводов без пайки
Далее переходим к более технологичному способу — это беспаечный обжимной контакт — представляет собой гильзу с хвостом, за который удобно держаться. Внутренний диаметр гильзы контакта нужно подбирать чуть больше, чем диаметр всех проводов, которые нужно соединить. После обжимки специальным инструментом, хвост контакта можно откусить, чтобы не мешался и заключить в термоусадку. Недостатком является только одностороннее соединение проводов.
Указанный недостаток устраняется с помощью обжимной трубка. В нее можно засовывать не только по одному кабелю с каждой стороны. Но приходится подбирать диаметр, чтобы после обжимки ничего не болталось. Не забывайте перед обжиманием, надеть термоусадку. Некоторые мастера обжимную трубку еще и пропаивают для пущей надежности.
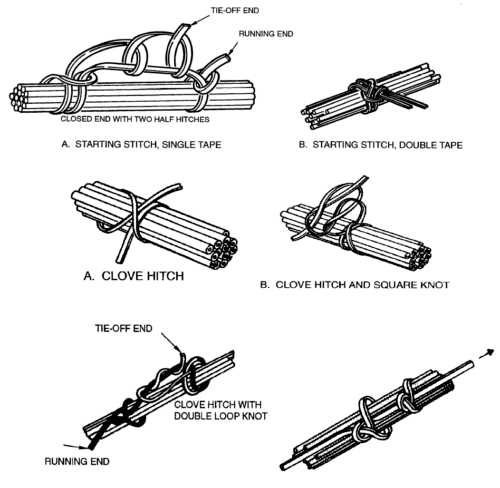
Как термоусаживать и вязать по стандарту NASA
Термоусаживать лучше сначала с одного конца термотрубки, а потом с другого. Таким образом Вы фиксируете ее на положенном месте. Далее проходимся феном или паяльником вдоль термоусадки до ее полного сжимания. Старайтесь не повредить поверхность термоусадки.

Как правильно связывать жгуты кабелей — показано на рисунке ниже. Какого-то философского смысла здесь я особо не вижу, но будем считать такие плетения надежными космическими технологиями.
На этом все — самое интересное из стандарта я привел. Надеюсь, что материал «как правильно соединять провода по стандарту NASA» будет многим полезен. В комментариях делитесь своими любимыми методами соединения двух проводов. Мой любимый — накрутка проводов друг на друга. Всем удачи!
Старался и переводил Мастер Пайки.
Постскриптум
Еще один интересный способ надежного соединения двух многожильных проводов.
masterpaiki.ru