Станок сверлильный часовой – Миниатюрный сверлильный станок (часовой?) – Часовые станки и приспособления
alexxlab | 27.05.2020 | 0 | Разное
Часовой сверлильный станок Dixi | Часовая Школа и Академия
Покупка
Посчастливилось приобрести хороший образец сверлильного часового станка, производства компании Dixi. Несмотря на внешнюю потертость и ржавчину, ход шпинделя с небольшим люфтом. Основное отличие от аналогов в том, что он рассчитан под 8 мм цанги, что встречается не часто, и безусловно большой плюс.
Немного истории
Швейцарская компания Dixi S.A. была основана в 1904 году, в городе Ле Локль и специализировалась на выпуске высокоточных станков для часовой промышленности. В дополнение к станкам, выполняющих специализированные задачи, компания выпускала широкий ассортимент токарных станков, небольших вертикальных и горизонтальных фрезерных станков, координатно-разметочных и в последние годы координатно-расточных станков.
Произведенное оборудование для точной механики, с начала 20-го века до 1960-х годов, было достаточно типичным. Одновременно с Dixi, несколько других компаний, выпускали похожую продукцию. К примеру швейцарская компания Aciera, немецкие компании Steinel из Швеннингена и Renner из Гласхютта, а также американские компании Cadillac Gage и Waltham.

Стоит обратить внимание на одно интересное решение, которые применялось в последних моделях, которые выпускала компания. Конструкция бабки шпинделя, реализована в виде открывающегося картриджа. Благодаря чему, доступ к шпинделю для его замены осуществляется за считанные секунды.

Компания Dixi machines существует и по сегодняшний день, выпускает многотонное, высокоточное промышленное оборудование.
watchacademy.ru
Часовые станки различных производителей | Станочный Мир
Часовые станки
(Из книги Е. Васильева “Маленькие станки”)
Обычно такие станки не имеют ни патрона, ни резцедержателя. Заготовка закрепляется цангами, а точится ручными резцами с опорой на линейку-подручник – примерно как на токарном станке по дереву. Тем не менее, такие станки очень точные и достаточно дорогие. Станина маленького часового станка в виде стержня D-образного сечения (так называемый Женевский тип) обычно закреплена только одним краем. Привод шпинделя изначально был ножным от большого колеса и педали (как в швейной машине), позже применялись электродвигатели.
Часовые станки имеют очень много всяких приспособлений, среди которых встречаются и токарные патроны (трёх, четырёх и, реже, шести кулачковые), и резцедержатели на двухкоординатном и даже на трёхкоординатном столике. Шпиндель таких станков имеет сквозное внутреннее отверстие диаметром 8 мм (у редких моделей 10мм или 6мм) и вращается в бронзовых конических втулках.
Даже при оснащении двухкоординатным крестовым столиком, часовой станок не имеет продольной подачи суппорта, в общепринятом смысле. Резец перемещается вдоль заготовки по верхним салазкам, а поперёк – по нижним. Нижние салазки прикручены к станине и могут быть передвинуты по ней в нужное место после ослабления крепёжного винта. Диаметр патрона такого станка около 65мм. Длина часовых станков – 250-350мм.
Основные страны-производители часовых станков – это Германия, Швейцария, Англия, США. Сейчас такие станки производит, например, швейцарская фирма Бергеон (Bergeon). Цена современного часового станка может составлять 20 тысяч Евро и даже выше.

Часовой станочек фирмы Bergeon. Цена около $25000.
Цена на станок зависит, прежде всего, от количества приспособлений – всяких оправок, цанг, центров, делительных устройств и т.д. То есть полностью укомплектованный станок может состоять из собственно станка, изображённого на фото, плюс ещё два деревянных чемодана с различной оснасткой, которая и определяет стоимость всего комплекта.

На аукционе www.ebay.com старенький часовой станок с трёхкулачковым патроном и двухкоординатным столиком находит покупателя обычно за сумму от $350 и выше.

Токарный станок Boley F1 (довольно необычная компоновка станины)

Местное освещение на часовом токарном станочке (кстати, станина здесь может поворачиваться вокруг шпиндельной бабки).

“Schaublin 70“. Швейцарский Шаублин – что-то вроде короля в мире часовых станочков.

Королева тоже присутствует – высокомерная красавица
Tony Griffith на своём известнейшем станочном сайте https://www.lathes.co.uk/ пишет, что Pultra в производстве станков достигла уникальной точности и гарантировала полную взаимозаменяемость отдельных частей с разных станков. Можно было переставить, например, заднюю бабку с другой Палтры, и станок сохранял прежнюю юстировку без потери точности.
Попутно, интересный факт о станках Палтра (Pultra): был вариант их установки на столы от промышленных швейных машин. Швейные машины в условиях производства создают такие сильные вибрации и нагрузки, что требования к столам для промышленных швейных машин не отличаются от требований к столам точных станков.
Фирма продолжала единичный выпуск станков, по крайней мере, до 2003 года, правда, на заказ и по очень высокой цене.

Белая Палтра мне нравится больше, но так как основные поставки этого станка были для военной промышленности, на этом фото Палтра более военного, зелёного цвета.

А в СССР когда-то вполне удачно скопировали Шаублин. Копия выпускалась, например, на Минском часовом заводе под именем Т-28. Фото с форума https://www.chipmaker.ru
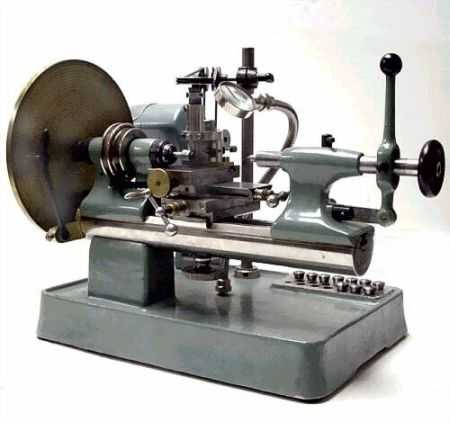
Добротный механизм на фото – часовой станочек Gem Glorious. С большим делительным диском, зубофрезерным приспособлением и.. с оптическим прицелом!
Часовой станок не точнее большого токарного, которые и сами бывают очень точными при своих больших размерах. Просто часовой станок предназначен для мелких деталей, изготовление которых требуют специальной оснастки и особых приёмов, таких как закрепление деталей в цангах, а не в патроне, применение кондукторов при сверлении инструментом малого диаметра и др.
Также, для обеспечения необходимой скорости резания при очень малом диаметре детали нужна высокая частота вращения шпинделя, зачастую недоступная большим станкам.

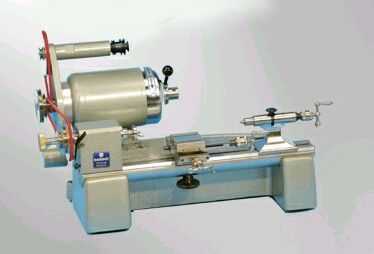
Часовой токарный станочек Star (Швейцария).
На фото задняя бабка придвинута к шпинделю, показано точное совпадение конусов.
Но основным фактором, влияющим на точность изготовления как таковую, являются руки мастера, работающего за станком. Часовщик достигает требуемой точности изготовления детали даже без крестового столика, работая обычным ручным резцом.

Студент Техасского Института Ювелирной Технологии за работой на часовом токарном станке.
Хорошо видно, как производится точение без крестового столика, простым ручным резцом с опорой на линейку. Фото с сайта https://www.frankpoye.com/time/
Часовщики частенько спрашивают меня, где купить токарный станок для изготовления деталей и какой он должен быть, чтобы можно было изготавливать оси для колёс, баланса, доводить цапфы на них, нарезать зубья на трибах. И можно ли на токарном станке резать зубья на колесе? Или нужен фрезерный?
Как раз сейчас наблюдаю за продажей такого станочка для часовщиков на аукционе https://www.ebay.co.uk – торги закончатся через сутки, посмотрим тогда на цену.

У этого станочка очень хорошее состояние и модель очень редкая – это цену повысит. Правда станок произведён в бывшей ГДР, то есть без звучного имени, и двигатель на 220В, в США такой в розетку не воткнуть, и описание на немецком – это цену снижает.
Но фото сами за себя говорят, вещь хорошая – такая будет дорого стоить (сейчас, за 20 часов до закрытия торгов цена 800 Евро). Обычно основные торги проходят на последней минуте, для этого есть даже специальные программы, позволяющие делать ставку автоматически, за несколько секунд до закрытия. То есть хорошие вещи достаются обычно не тем, кто за них предварительно торговался.
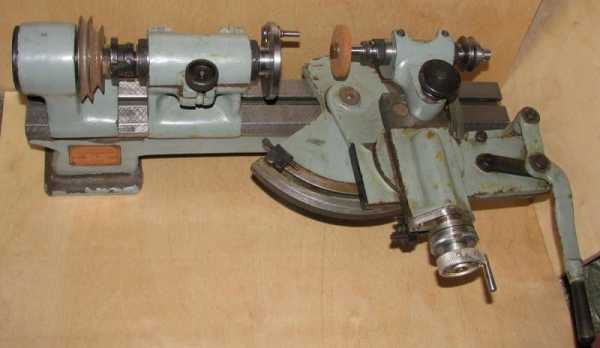
Станок имеет интересно выполненное фрезерное приспособление на “переламывающейся” станине.
Символическая начальная цена этого лота равнялась одному Евро, а всего за время торгов было сделано 53 ставки. Выиграл покупатель, сделавший только одну ставку, то есть до этого не торговавшийся, но победившая ставка сделана лишь за семь секунд до закрытия лота. В итоге станок продан по окончании торгов за 1600 Евро.
При этом за последнюю минуту торгов было сделано шесть ставок от покупателей, имеющих специальные программы для торгов, и настроивших эти программы на участие в аукционе в последнюю минуту. Именно между ними и проходил реальный торг. А все десять дней до этого был такой своеобразный цирк.

На фото этот станочек в чисто токарном варианте, без фрезерной приставки.
О покупке подобных станков и приспособлений можно поспрашивать и на часовых форумах. Дополнительно к этому, попадается очень редко что-то на www.molotok.ru, и на рынках в Москве иногда старые часовые станочки встречаются. И у антикваров можно что-то поискать.
Часовые заводы в СССР выпускали для внутреннего пользования часовые станки, в основном, копируя иностранные. В частном владении их было очевидно, очень мало, потому встретить сейчас их трудно, но вблизи от часовых заводов (в тех же городах, например Минск, Харьков, Челябинск) иногда встречаются станочки. Правда редко и бессистемно – то есть что-то можно купить, только если очень повезёт.

Ещё одно из предложений. Как видим, фрезерное приспособление уже в комплекте.
Но у этого станочка есть существенный недостаток: он для левши. И со слов владельца поменять руку простой перестановкой частей и разворотом узлов нельзя.
Конечно, Lorch – известный производитель часовых станочков с добрым именем. Но если станок нельзя перевернуть в состояние “под правую руку”, то работать на нём сможет только левша. И для него такой станочек – настоящая находка.
В одном из моих станочков был самодельный винт подачи с резьбой в другую сторону – мне показалось, что так совсем невозможно работать.

На фото – очень интересный часовой станочек. Сомневаюсь, что его можно назвать токарным. Это скорее целый “обрабатывающий центр”. Родом станок вроде бы с Украины, но уже переехал в Голландию.
Ремень (часового станка)

Передача вращения от двигателя к шпинделю часового станка обычно выполняется эластичным ремнём круглого сечения.
В токарной обработке часовых деталей, например, когда на оси диаметром 1 мм нужно обточить цапфу 0.1 мм – круглый силиконовый ремень проблем не вызывает. И на фрезерном приводе, когда нарезается зубчик на тонкой шестерне, такой ремень справляется. А при резьбонарезной работе их конечно и не используют.

Для использования ремня круглого сечения шкивы имеют канавки треугольного профиля.

Если усилие чуть больше – привод выполняется плоским ремнём, например как на этом Шаублине. Также могут применяться и клиновые ремни, и даже зубчатые.
А для чисто часовой работы круглый длинный ремешок удобен, так как его можно протянуть куда угодно, по мере необходимости. Когда требуется поменять направление вращения, круглый ремень скрещивают восьмёркой. При этом ремень трётся сам об себя, да и ладно – усилия небольшие.

Глядя на этот часовой фрезерный станок, можно заметить, что круглый ремень допускает работу и на смещённых шкивах, не заботясь об их нахождении строго в одной плоскости.
Некоторые давно известные производители маленьких станков, за многие годы снискавшие признание и известность, продолжают их выпуск и сегодня. Современные часовые станки сейчас производит Cowells, Levin, Bergeon, Boley и Schaublin (из известных мне).

На фото: современный часовой токарный станок Cowells.
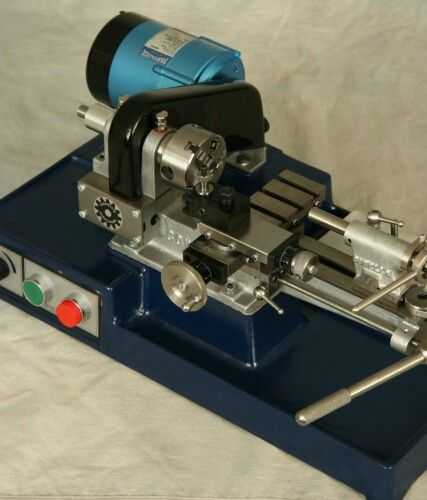
Фото из Фото галереи станков “Cowells”. Ещё один из таких современных часовых станков с давней историей – американский Levin.

На фото: токарный Levin с цифровой индикацией от Sony.
Немецкая фирма Boley GmbH также не нуждается в представлении.
На фото: токарный станок Boley Leinen WW 83
То обстоятельство, что какой-то из производителей, даже с громким именем, остался не названным, вовсе ни о чём не говорит – материалы по маленьким станкам, собранные здесь, не претендуют ни на полноту, ни на какую-то объективность. Я просто систематизировал имеющуюся у меня в наличии информацию, дополнив небольшими комментариями. Но ещё много кто остался не упомянутым. Например, Webster-Whitcomb, первые буквы этих фамилий дали название и часовым цангам WW-типа, и часовым станкам WW-типа, которые имеют станину с Т-образным пазом.
Этот T-образный паз на центральном участке прорезан насквозь (на фото показан вид снизу).
Крестовой столик крепится через паз болтом снизу. Направляющие плоскости в этом типе станины получаются в виде усечённой треугольной призмы.
Второй вариант направляющей станины – “Женевский”, от швейцарских мастеров, где направляющая имеет D-образную форму круглого прутка с боковой лыской по всей длине.

Так выглядят WW-цанги для часового станочка, уложенные в красивой подставке-магазине.
Другие интересные статьи о маленьких станках
Микромодели станков (из книги Е. Васильев “Маленькие станки”)
Фрезерные станочки (из книги Е. Васильев “Маленькие станки”)
Токарные патрончики (из книги Е. Васильев “Маленькие станки”)
Самодельные станки (из книги Е. Васильев “Маленькие станки”)
Токарный станок и дрель (из книги Е. Васильев “Маленькие станки”)
Источник: Васильев Е. “Маленькие станки”
stanok-kpo.ru
Часовой токарный станок настольный: устройство, назначение, модели
Как можно догадаться из названия, данное оборудование предназначено для работы с мелкими деталями, часто используемыми ювелирами и часовщиками. Эксплуатация механизма подразумевает выполнение следующих задач: сверление мелких пластин, подрезку торцов, отрезку и выполнение других чистовых операций. В отличие от аналогичных установок, эти, в основном, не имеют патронов и держателей для резцов, а крепление похоже на узел с деревообрабатывающего аппарата. Следует отметить и то, что подобный станок по металлу стоит относительно дорого, но это компенсируется наивысшим качеством и точностью заготовок.
 Часовой токарный станок
Часовой токарный станокМиниатюрный часовой токарный станок имеет стержнеобразную станину Женевского типа, которая крепиться только с одного края. Что касается привода, то на старых моделях была установлена ножная педаль (как в механической швейной машине), которая отвечала за вращение специального колеса. Современная аппаратура запускается электродвигателями, и она способна работать от домашней сети в 220 В. Отдельного внимания заслуживает комплектация, состоящая из большого разнообразия соединений, резцедержателей и других приспособлений.
Устройство часовых станков
Составные части прибора выглядят следующим образом:
- Станина. Данный элемент служит надёжной опорой, а на её верхнюю поверхность монтируются остальные узлы. Благодаря прочной и ровной нижней плоскости достигается хорошая точность и устойчивость.
- Суппорт. Эта деталь перемещается горизонтально, по двум направляющим, установленным на опорной раме. Также в состав данной составляющей входит градуированный диск, регулирующий угол наклона продольного суппорта.
- Лицевая бабка. Один из главных элементов, без которого как часовой, так и другой токарный станок по металлу не сможет функционировать. Эта составная отвечает за вращение, а её движущие звенья не должны иметь люфтов. Также бабка должна регулярно протираться и смазываться маслом.
- Тыльная бабка. Данный элемент предназначен для фиксации задней стороны заготовки, и также может перемещаться по направляющим.
- Прижимная бабка. Она необходима для скоростного просверливания и выточки пустотелыми фрезерами. Зажим инструментов осуществляется соответствующими затяжками.
- Открытый мотор. Имеет стандартный внешний вид, устанавливается с боку агрегата, и запускается нажатием пусковой кнопки. Особое внимание нужно уделять монтажу: двигатель должен плотно фиксироваться на нижней крышке, а его ось должна совпадать с линией шкивов контрпривода.
Разумеется, каждый часовой, крупногабаритный или мини токарный станок будут иметь различное строение, однако, основные запчасти выглядят именно таким образом.
Назначение оборудования
Данная аппаратура является маленькой, и предназначена для работы с мелкими металлическими предметами. Например, при помощи С-95 можно сделать множество миниатюрных деталей, предназначенных для приборов, на других можно провести усовершенствование часового токарного станка, а разновидность АТМ идеально подойдёт для часовых и ювелиров. Однако не обязательно что-то улучшать, поскольку на рынке каждый сможет найти подходящую марку.

Часовой токарный станок в работе
Основные модели
Популярный часовой токарный станок времён СССР – Т-28. Это недорогая и надёжная марка, которая использовалась для выполнения высокоточных работ в инструментальных и экспериментальных цехах. Следует отметить, что такие машины являлись точными копиями зарубежного. К более «свежей» технике можно отнести «Pultra», а главное её достоинство – великолепная точность и возможность заменить любую деталь. Но вся сложность в том, что компания выпускала Pultra до 2003 года, и её можно приобрести только на вторичном рынке. Также внимания заслуживает отечественный часовой токарный станок типа Т-65. Его конструкция и способы эксплуатации на столько просты, что с ними справиться даже ребёнок. Он лёгкий (в сборе 19 кг), имеет качественный двигатель с мощностью 0,25 кВт и крутящим моментом до 1400 об/мин.

- Часовой токарный станок Т-28
- Часовой токарный станок Т-65

Но какими бы параметрами не обладал аппарат, токарный мастер должен регулярно следить за его состоянием: чистить от грязи и стружек, проверять люфты, смазывать механизмы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сверлильный МЭС-8, 1939 г.в. – Сверлильные станки
доброго времени всем, всех приветствую. зарегился недавно но являюсь читателем сайта уже пару лет.
хочу рассказать о своем станочке, шильд нечитаемый только 1939 четко выбито, думал что станок у меня трофейный но благодаря форуму опознал его как эсн 12, отличие только что у меня стол без т-образных пазов.
станок выкупил с металлоприемки пару лет назад, полностью разобрал, в тч двигатель, почистил, покрасил, смазал, заменил болтики, гаечки, прошелся по резьбам всем, переколотил все подшипники, не отделял только колонну от стола.
двигатель и кронштейн стоит неродной, шкивы тоже, отсутствует родной механизм натяжения ремня, поставил возвратную пружину снаружи, мне она совсем не мешает в работе, планирую сделать еще кожух на шкив но пока не попался подходящий материал в руки.
впечатления; станок очень приятный в работе, очень жесткий тк колонна прямоугольного сечения с ластохвостом под подъемный механизм, фиксируется от руки и намертво. из минусов крепление двигателя на колонну а не на подъемный узел и отсутствие т-образных пазов. сейчас восстановил СНВ и стою перед дилеммой какой станок оставить себе :shok:
ну и хронологию из фото выкладываю тут, всем добра 🙂
у двигателя сопли торчат сильно не пинайте все забываю все уложить и спрятать, отвечаю там все на пайке никаких скруток 🙂
www.chipmaker.ru
Настольный сверлильный мини и микро станок
Содержание статьи:
Из всех видов сверлильных аппаратов самый маленький — вертикальные настольные станки. Компактные устройства созданы специально для сверления тончайших отверстий в мелких заготовках, развальцовки, выполнения отверстий с гранями, нарезки резьбы и заклепки. Это удобное оборудование для производств на малых площадях и с небольшими оборотами. Дополнительное преимущество мини-станков в их невысокой цене.
Назначение мини сверлильных станков

отверстия в печатных платах, которые делают на мини станках
Несмотря на мини-размеры настольные сверлильные аппараты полноценно выполняют свои задачи, не уступая в точности и аккуратности крупным аналогам.
Многие сверлильные настольные станки совмещают функцию фрезерования и широко используются в ремонтных мастерских и учебных центрах. Чаще всего мини-станки используют для сверления отверстий в микросхемах или печатных платах. Микро отверстия диаметром менее миллиметра невозможно сделать дрелью.
Конструкция мини станка
Основным типом движения, используемым в конструкции, является вращение сверла, удерживаемого шпинделем. Движение подачи представлено перемещением этого же сверла в вертикальной плоскости. Деталь располагается на рабочей столешнице.
Все главные узлы станка размещены в стойке, расположенной на тяжелой станине — основании. По стойке проходят рельсы для передвижения рабочей головки со шпинделем, а внутри колонны — двигатель. Если предусмотрена возможность переключения скоростей, то она реализуется посредством рукоятки. На современных моделях параметры контролируются электроникой.
Исполнительная головка смазывается маслом, подкачиваемое насосом. Насос подает и охладитель. Исполнительная головка, как правило, отливается из чугуна, в ней расположены устройства подач и скоростей. Коробка скоростей функционирует за счет зубчатых передач, переключаемых ручкой. Электродвигатель мини станка работает от бытовой электросети с напряжением 220 В.
Иногда станки оснащаются защитным экраном, предупреждающим попадание волос или ткани в патрон во время вращения. Экран обычно из прозрачной прочной пластмассы, он имеет съемную конструкцию.
Принцип действия мини-сверлильного станка
При запуске электромотора он приводит в движение шпиндель. Мощность электродвигателя настольной микро-модели может составлять от 150 до 300 Вт. Чаще используется ременной привод, но в самых маленьких моделях возможна и зубчатая передача. Скорость изменяется перемещением рукоятки.
Сверло вставляется в небольшой кулачковый или цанговый патрон, который крепко удерживает конец инструмента. Кулачковый патрон зажимается ключом, цанговый — автоматически.
Установленное сверло опускается к детали при нажатии на рукоятку подачи. Она напоминает рычаг и находится справа от головки. Возвращается на исходное место головка самостоятельно, под действием встроенной пружины. На некоторых сверло можно застопорить в любой точке с помощью затяжного рычага.
Существуют сверлильные устройства, оборудованные регулирующим глубину сверления механизмом. Он запускается так: на боковой стороне детали отмечается необходимая глубина будущего отверстия. Патрон опускается до тех пор, пока конец сверла не достигнет отметки. Затяжная рукоятка затягивается, сдерживая дальнейшее продвижение сверла.
Характеристики мини-сверлильных станков

миниатюрный сверлильный станок
Мощность — этот параметр, влияющий на потребление электроэнергии и производительность. Для микро отверстий по печатным платам достаточно минимальной мощности 150 Вт.
Скорость вращения сверла варьируется от 200 оборотов в минуту до 3000. Современные мини станки оснащаются редуктором с возможностью переключения до 12 скоростных режимов.
Наибольшая высота детали, обрабатываемой на мини-станке, составляет 50 см. Этот показатель определяется верхней точкой сверлильной головки, которая перемещается вертикально по рельсам стойки. Обычно передвижение модуля происходит вручную. В определенной точке головка закрепляется специальной рукояткой.
Диаметр сверления указывает не столько на размер отверстий, сколько на поперечник сверл. Минимальный диаметр хвостовика составляет 16 мм.
| Марка станка | Мощность, Вт | Обороты, об\мин | Кол-во скорост. | Диаметр патрона, мм | Вертикальный ход, мм | Вес, кг |
| Корвет 411 | 150 | 100-5000 | 2 | 6 | 40 | 6 |
| Зубр ЗСС-350 | 350 | 580 — 2650 | 5 | 13 | 50 | 16,4 |
| Корвет 45 | 350 | 580 — 2650 | 5 | 16 | 50 | 18 |
| Кратон DM-13 | 350 | 620 — 2620 | 5 | 13 | 50 | 17 |
Таблица 1. Характеристики некоторых моделей мини сверлильных станков
Вес и размер станины при работе с микро деталями имеют не такое значение, как при сверлении крупных заготовок. Но основание должно быть достаточно устойчивым и крепким для удержания инструмента. Поверхность рабочей столешницы идеально ровная, с несколькими прорезями. Боковые прорези используются для фиксации детали с помощью струбцин или тисочков, размещения упоров и линеек. А центральная прорезь предохраняет сверло от контакта со столешницей при сверлении сквозных отверстий.
Сверла для мини станка
мини сверлильный станок с консолью
В большинстве случаев на таком оборудовании изготавливают микро платы для радиоприборов. Плата располагается на стеклотекстолите, разрушительном для сверл. Достаточно сделать не более ста отверстий и сверло необходимо точить или выбрасывать. Собственноручно заточить микро сверло диаметром 0,5 мм не представляется возможным. Существуют сверла из твердых сплавов, выдерживающих работу по стеклотекстолиту. Можно найти микро диаметры от 0,5 до 2 миллиметров, поперечник хвостовой части у всех стандартный — 2 мм. Такого сверла хватит на несколько тысяч микро отверстий. Но работать им нужно очень аккуратно, избегая боковых нажатий, которые моментально ломают хрупкий инструмент.
Попытки установить микро сверло в ручную дрель приводят к его поломке. В сверлильном станке же оно исправно прослужит много лет.
Видеоролики о том, как самому сделать мини сверлильный аппарат:
stanokgid.ru