Сварка титан – Сварка титана – описание технологии и пошаговая инструкция
alexxlab | 20.06.2020 | 0 | Разное
Сварка титана – описание технологии и пошаговая инструкция
Данный металл не относится к категории редких. В земной коре его значительно больше, чем, к примеру, свинца, цинка или меди. В титане удачно сочетаются небольшая плотность и прочность сплавов на его основе, а если учесть стойкость перед коррозией даже в агрессивной среде, то интерес к нему во многих отраслях промышленности вполне понятен.
Высокая цена на Ti (22-й элемент таблицы Менделеева) объясняется тем, что его обработка – процесс довольно сложный и затратный. Эта статья познакомит читателя с технологиями сварки титана.
Общая информация
Не зная свойств и особенностей металла и его сплавов, понять все нюансы сварки достаточно сложно.

- Плотность титана (г/см³) – 4,51.
- Прочность (МПа): металла – в пределах 267 – 337, сплавов – до 1 230.
- Температура плавления (ºС): 1668.
Специфические свойства металла
- Способность титана к самовозгоранию в кислородной среде.
- Низкая теплопроводность.
- Превышение значения температуры более 400 ºС инициирует активность металла.
- Титан интенсивно поглощает водород и бурно реагирует на контакт с азотом.
- Под воздействием углекислого газа, паров воды быстро окисляется.

Кроме этого, необходимо учитывать и то, что металл может находиться в одной из двух стабильных фаз, которые обозначают латинскими буквами α и β. Чем они характеризуются?
- Фаза α – в таком состоянии титан находится при температуре окружающей среды. Структура – мелкозернистая, и металл полностью инертен к скорости охлаждения.
- Фаза β – в такое состояние титан переходит при температуре от 880 ºС. Зерно становится крупнее, и появляется чувствительность к охлаждению (скорости процесса).
Указанные фазы можно стабилизировать, введя в металл определенные добавки и легирующие элементы – O, N, Al (для α) или V, Cr, Mn (для β). Поэтому титановые сплавы, в зависимости от вида присадок, делятся на группы:
- ВТ1 – ВТ5.1 Их называют α – сплавы. Обладают пластичностью, хорошо свариваются, однако термообработка не повышает их прочность.
- ВТ 15 – 22. Группа β – сплавов свариваются намного хуже, причем возможно появление холодных трещин. Размеры зерен структуры при этом увеличиваются, а это отражается на качестве соединения сегментов в худшую сторону. Плюс в том, что термообработка частично повышает прочность сплава.
- ВТ4 – 8, ОТ4. Группа α + β, по сути, промежуточное звено. Свойства таких сплавов во многом определяются видом и процентным содержанием введенных добавок.
Сам по себе титан (в чистом виде) практически не используется. Причина – недостаточная прочность. Поэтому говоря о его сварке, всегда подразумевается, что речь идет о каком-либо сплаве. То есть металл + легирующий элемент.
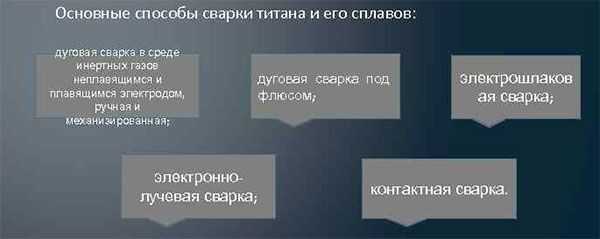
Основные способы сварки титана
Не все распространенные технологии применимы к этому металлу и его сплавам. Главная причина – химическая активность титана. Попадание в рабочую зону инородных соединений (нитридов, оксидов, карбидов) резко снижают качество шва.
Используемые для сварки титана методики
- Дуговым флюсом.
- Холодная.
- Электронным лучом (плазменно-дуговая).
- В среде аргона. Наиболее популярный вариант, хотя есть и некоторые другие.
Особенности сварки титана
- Высокая скорость технологической операции. Это связано с тем, что длительное термическое воздействие на отдельном участке приводит к изменению структуры материала из-за увеличения размера зерен. Как следствие – металл становится ломким (хрупким).
- Полная изоляция от атмосферы. Причем не только рабочей зоны (сварочной ванны), но и тех участков, которые разогреваются до +625 (и более) ºС.
Сварка титана (сплавов) аргоном
Преимущества:
- Высокое качество сварного соединения.
- Работа на малых токах. Следовательно, можно сваривать детали небольшой толщины (тонкостенные), так как вероятность прожога практически исключена.
- Возможность наращивания объема детали на дефектных участках (например, в местах образования раковин).
- Получение шва с любыми параметрами, что позволяет обрабатывать (соединять) как крупногабаритные образцы, так и сравнительно мелкие.
Подготовка свариваемых образцов (кромок)
Механическая обработка и обезжиривание, при необходимости – травление кислотой. Задача – полное удаление пленки оксидов примерно на 20 мм от подлежащих соединению кромок. Специфика в том, что вся работа должна проводиться в защитных перчатках (рукавицах). Касание деталей руками недопустимо из-за возможного загрязнения сплава.
Если механической очистки недостаточно, то прибегают к газокислородной (с помощью горелки).
Что можно использовать:
- Шаберы.
- Щетки металлические с проволокой из «нержавейки» сечением 0,25 (±5) мм или иные подходящие приспособления (абразивные материалы).
- Раствор фтора, кислота соляная (подогретые до 60 – 65 ºС).
 Критерии оценки качества подготовки
Критерии оценки качества подготовки
 Критерии оценки качества подготовки
Критерии оценки качества подготовки- Отсутствие на образце заусениц, трещин, вкраплений и так далее.
- Ровный серебристый оттенок титанового сплава.
Проволока
Она выбирается в соответствии с группой сплава, подлежащего сварке (см. выше). На бирке (или упаковке) обязательно есть необходимая информация, так как вся продукция маркируется.
Что учесть
Перед применением проволока зачищается (если необходимо, шкуркой не выше № 12) и обезжиривается. Ее можно готовить и заранее, но в этом случае она герметизируется (например, заворачивается в п/э) и помещается в плотно закрывающийся пенал (тубу). Но хранение в таких условиях – не более 5 суток.
Горелка
Для сварки титана любая не подходит. Используются модели с соплом из керамики и специальной (газовой) линзой.
Процесс сварки
Условия
- Электрод – вольфрамовый.
- Ток – постоянный, прямой полярности.
- Подача проволоки – непрерывная.
Сварку титана вручную возможна, если получается организовать местную защиту рабочей зоны. Вспоминаем – металл довольно быстро окисляется. Предохранение от этого лицевой стороны обеспечивается газовой струей (аргон + гелий). А как быть с тыльной? Наиболее распространенный вариант – накладки из меди или стали, которые плотно прижимаются к месту стыка свариваемых кромок. Но это применимо, если обрабатываются детали простой конфигурации.
Сложные в этом плане образцы, когда шов довольно часто меняет направление, свариваются в специальных камерах, в режиме полу- или полностью автоматическом. В таком закрытом объеме можно контролировать и поддерживать на необходимом уровне газовую среду. Предварительно рабочие камеры вакууммируются, после чего заполняются аргоном. Мастер ведет сварку в специальном скафандре.
Перед началом операции проверяется качество очистки кромок. Достаточно провести по участкам будущей рабочей зоны салфеткой или тряпочкой белого цвета, чтобы понять, необходима ли еще одна, дополнительная, «финишная» подготовка металла.
Сварка ведется встык, присадка используется лишь для образцов с толщиной стенок более 1,5 мм. Сечение плавящейся проволоки, которая при этом применяется – от 1,2 до 1,8 мм. Защитная среда несколько иная – аргона меньше (порядка 20%), а гелия больше (соответственно, около 80%). Хотя эти данные – приблизительные. Этим обеспечивается снижение пористости и получение более широкого шва.
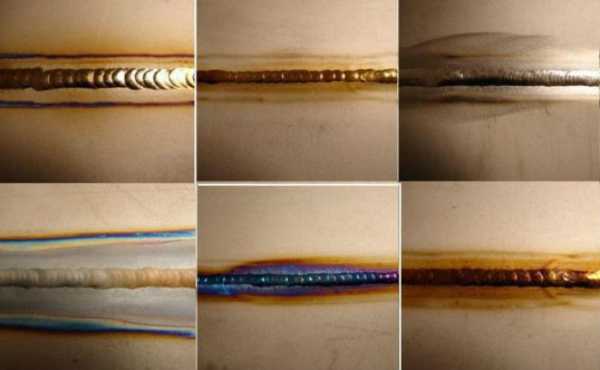
Результат работы визуально оценить несложно. Серебристый оттенок – шов хороший, желтоватый или с синевой – качество не на высоте.

Остается добавить, что при сварке титана, равно как и других металлов и сплавов, должны неукоснительно выполняться все требования по ТБ.
Автор надеется, что эта статья окажется полезной для читателя. Успехов в сварочном деле!
ismith.ru
Сварка титана и его сплавов: технология, электроды, видео
Оглавление:
- Особенности титановых сплавов
- Свойства материала
- Какие возникают сложности при сварке титана и его сплавов
- Особенности подготовки титана к сварке
- Сварка аргоном и полуавтоматом
- Электрошлаковая сварка
- Электронно-лучевая сварка
- Контактная сварка
- Интересное видео
Титан является высокопрочным металлом, который используется для изготовления различных конструкций важного назначения. В чистом виде данным материал используется достаточно редко, это связано с низкой температурой плавления (6400С), по этой причине титановые изделия производятся только из сплавов.
Сварка титана считается сложной технологией, при которой металл активно взаимодействует с газами в жидком и нагретом состоянии.
Особенности титановых сплавов
Титан редко применяется для изготовления различных конструкций в чистом виде, его обычно используют в виде сплавов. Они имеют высокую температуру плавления от 1470 до 18250С, данный показатель зависит от марки.
За счет того, что сплавы обладают идеальным сочетанием небольшой легкости и высокой прочности, их часто применяют для изготовления важных конструкций таких как, велосипедные рамы или запчасти для высокоскоростных автомобилей. Сварка титана и его сплавов является тяжелым процессом, потому что материалы имеют ряд специфических свойств.
Свойства материала
Титан обладает несколькими особыми качествами, которые и осложняют процесс сваривания данного металла. К ним относят:
- невысокая степень теплопроводности;
- металл имеет склонность к самовозгоранию при нагревании до 400 градусов Цельсия, а также при контакте с кислородом;
- окисляется под влиянием углекислоты;
- при нагревании до 600 градусов Цельсия происходит образование нитридных соединений. Также данные соединения образуются при контакте с азотом, при этом они имеют твердую, но сильно хрупкую структуру;
- обладают склонностью к поглощению водорода при нагревании до 250 градусов Цельсия;
- при нагревании выше 800 градусов происходит изменение структуры (увеличение размеров зерна).
Критическими показателями температуры для титанового металла являются выше 400-500 градусов Цельсия. При разогревании до этого уровня у него отмечается повышение химической активности. Во время него титан взаимодействует с атмосферным воздухом, которое может оказать негативное воздействие на сварное соединение.
Дополнительно могут появиться вредные примеси – гидриды, нитриды, карбиды и другие, которые могут снизить прочность шва. Если будет нарушена технология сварки титана, а также не будут соблюдаться правила и требования по ГОСТу, то это может привести к тому, что сварной шов развалится даже после небольшого удара.
Если процесс сваривания выполняется согласно установленным нормативам, то показатель прочности шва будет находиться на уровне от 0,6-0,8 от прочности свариваемого металла.
Какие возникают сложности при сварке титана и его сплавов
Особенности сварки титана и его сплавов состоят в том, что данный процесс имеет некоторые сложности, которые делают этот процесс тяжелым. При нагревании сплавы с титаном начинают активно взаимодействовать с воздухом. При этом процесс данного взаимодействия может наступать задолго до достижения показателя температуры титана, а точнее уже при 450 градусах Цельсия.

Сварка титановых труб и других изделий из данного металла может осложняться следующими процессами:
- при взаимодействии титана с кислородом на поверхности свариваемой заготовки начинается активный процесс образования оксида титана и окалины, а именно появляется альфированный слой. При возникновении слоя этого вида может вызвать образование трещин на поверхности свариваемого изделия. Чтобы этого избежать стоит выполнять определенные нормы, которые указывают на допустимое максимальное содержание кислорода – в любом сплаве из титанового металла оно должно быть не выше 0,015 %;
- во время нагревания титановые сплавы усилено воздействуют с азотом. Если в составе сплава из титана будет превышен уровень азота, то этом может вызвать изменения физических свойств основы, а именно – прочность сплава станет намного выше, но вот свойства пластичности снизятся в несколько раз. Согласно существующим нормам наибольший показатель азота в составе сплава из титана должен составлять не больше 0,04-0,05 %;
- самым вредным газом для титановых сплавов является водород. Если его содержание в составе металла будет составлять выше нормы, то это может вызвать сильную хрупкость, образование на поверхности трещин, больших пор. В норме водород в составе титановых сплавов должен быть не выше 0,01-0,15 %.
Особенности подготовки титана к сварке
Сварка титановых сплавов должна выполняться правильно, именно от этого будет зависеть прочность сварного шва. Перед тем как начинать процесс сваривания стоит выполнить подготовку кромок материала.

Стоит учитывать, что после проведения предварительного термического подготовительного процесса заготовок, на поверхности кромок появляется оксидно-нитридная пленка. Она имеет высокую прочность и устойчивость к повышенным температурам. Вот именно от этой пленки и требуется избавиться.
Процесс очищения пленки с кромок осуществляется так:
- в первую очередь кромки подвергаются механическому очищению. Для этого может применяться железная щетка, ею можно пройтись по краям кромки вручную или при помощи болгарки;
- от пленки требуется зачистить не только кромки, но и область, которая прилегает к стыку на ширину полтора или два см;
- после этого нужно выполнить процесс травления металлического изделия. Для этого применяется специальная жидкость, которая должна состоять из 350 мл соляной кислоты, 650 мл воды, 50 мл фторида натрия;
- протравливание должно выполняться при температуре +600С на протяжении 5-10 минут.
Помимо этого обязательно нужно тщательно подготовить рабочее место. При проведении сваривания титана и его сплавов обязательно должна обеспечиваться полная чистота рабочего места, при этом оно должно быть надежно защищено от следующих негативных факторов:
- стоит полностью устранить сквозняки;
- в помещении не должны быть высокими показатели влажности;
- обязательно очистите пыль;
- полное удаление жира.
Сварка аргоном и полуавтоматом
Если будут правильно выполняться все требования и правила аргонодуговой сварки, то можно добиться высокую прочность сварного шва титановой трубы и других конструкций из сплавов. Если же будет нарушена технология сварных работ, то качество соединения заметно снизится.

Для титанового металла в отличие от других цветных металлов требуется аргон высокого качества. Жидкая основа сварного соединения обязательно должна быть полностью защищена от атмосферного воздуха. Кроме этого горячую область рядом со швом требуется предохранять во время процесса кристаллизации и дальнейшего остывания до 427 градусов.
Технология сварки аргоном титана выполняется с учетом следующих рекомендаций:
- сварка аргоном титана должна выполняться на постоянном токе с прямой полярностью;
- в процессе сваривания требуется применять вольфрамовые электроды;
- иногда сваривание титановых сплавов при помощи аргонодуговой сварки может потребовать дополнительные приспособления, через которые будет поступать инертный газ, вытесняя воздух. Данные элементы могут иметь любую форму и размеры;
- сварка при помощи аргоном также выполняется с применением прокладок из меди или стали. В них можно вырезать отверстия для подачи газа;
- соединение труб производится специальными фартуками. Данные элементы могут иметь различные закругления;
- если соединение производится встык или внахлест, при показателе толщины металла не менее 3 мм, то присадочная проволока может не применяться. В этих случаях устанавливается сопло по наибольшему диаметру и увеличивается степень подачи аргонового газа;
- сварка титана со сталью должна выполняться на короткой дуге, при этом не должны быть колебательные движения. А подача присадочного прута должна быть в беспрерывном режиме;
- подача газа после гашения дуги должна продолжаться еще на протяжении 1 минуты. Выполнение данного действия предотвратит окисление шва.
Применять аргонодуговую сварку стоит осторожно. Важно не допускать взаимодействия вольфрамового электрода со сварочной ванной. Это позволит предотвратить проникновение вольфрамовых частиц в область сварного шва.
Сварка титана полуавтоматом похожа на аргонодуговое сваривание, но она имеет повышенную экономичность и высокую степень производительности во время соединения заготовок с размером толщины более 1 см.

При полуавтоматической сварке применяется источник тока с обратной полярностью. Сварочная горелка должна быть оснащена дистанционным устройством для регулирования показателей силы тока. Это поможет предотвратить серьезные нарушения сварочного процесса.
Электрошлаковая сварка
Сварка титана с нержавейкой или другими сплавами может проводиться при помощи электрошлакового сваривания. Данный метод сваривания часто применяется для сплава марки ВТ5-1, который состоит из 3 % олова и 5 % алюминия. Листы из этого сплава производится методом прессования и прокаткой в тонкие листы. А вот толстостенные конструкции не прокатывают, они подвергаются ковке.

Так как сваривают титан с толстыми стенками? Толстостенные заготовки свариваются в условиях из защитного газа аргона с применением флюса марки АН-Т2. Во время данного процесса обязательно применяют переменный ток, подача которого в область сварки производиться при помощи трехфазного трансформатора.
Важные особенности электрошлаковой сварки титана:
- для того, чтобы сварить заготовки с толстыми стенками требуется выставить мощность тока на 1600-1800 ампер с показателем напряжения в 14-16 вольт;
- зазор между заготовками должен составлять 2,6 см;
- расход аргона должен составлять не больше 8 литров на 1 минуту;
- масса засыпаемого флюса – 130 грамм;
- при этом стоит с особой внимательностью относиться ко всем требования данного сварочного процесса, их полное соблюдение сможет обеспечить высокое качество сварочного шва;
- электроды для сварки титана должны соответствовать по размеру диаметра. Обычно рекомендуется использовать расходники с размером диаметра в 12 мм. Если они будут иметь размер в 8 мм, то показатель прочности падает до 80 %;
- не стоит использовать легированные и титановые электроды, они снижают показатель пластичности в сварочном соединении.
Электронно-лучевая сварка
Электронно-лучевая сварка титана считается одним из популярных способов соединения изделий. При этом сваривание позволяет получить прочное и качественное соединение. Данный процесс основан на применении тепла, которое выделяется при торможении остросфокусированного пучка частиц, ускоренных до показателей высокой энергии.
Главным компонентом, при помощи которого выполняется сварка конструкций из титана, является луч, выделяемый специальным устройством – электронной пушкой. Питание пушки осуществляется при помощи высоковольтного источника постоянного тока.
Процесс обычно происходит в условиях вакуума, который защищает от негативных внешних условий. На заводах и предприятиях имеется специальная камера для сварки титана, которая защищает металл от взаимодействия с атмосферной средой и снижает потерю кинетической энергии электронов.
Контактная сварка
Чем еще можно сваривать титан и его сплавы? Для сварки деталей из этого металла может применяться контактный способ. Согласно нормам ГОСТа данный метод разрешается использовать для титана, потому что оптимальный показатель скорости сваривания титановых сплавов равен 2-2,5 мм в секунду.

Не желательно превышать установленную скорость, потому что это может негативно отразиться на прочности сварного шва. При этом этот показатель особенно важен при использовании контактной сварки, потому что она выполняется очень быстро. Свариваемые кромки не нужно защищать и фрезеровать.
Контактная сварка может выполнять разными методами:
- точечным;
- линейным;
- конденсаторным.
При этом стоит обращать внимание, что каждый метод подбирается индивидуально. Он может зависеть от уровня толщины заготовок, от степени давления электродов, от их диаметра, от размера толщины и длины свариваемой пластины, от периода сжатия, от времени прохождения тока через металлическое изделие.
Любой метод сварки титана имеет важные особенности и требования, от которых зависит прочность сварного шва. Если сваривание производится в условиях большого предприятия, то обязательно выполняется УЗК сварного шва титановой трубы, которое позволяет определить степень прочности соединения. Если она будет низкая, то это может негативно отразится на всей конструкции.
Интересное видео
osvarka.com
особенности технологии с применением аргона
Титан — редкоземельный металл серебристого цвета, с характерным отливом. Используется как основа для создания различных сплавов с высокими прочностными характеристиками.
В чистом виде из-за низкой температуры плавления (640 °C) применяется очень редко, поэтому в обиходе под титановыми изделиями подразумевают обычно изделия из его сплавов. Особенность физических свойств потребует специфического подхода при сварке титана.
Титановые сплавы
Сплавы титана имеют температуру плавления от 1470 до 1825 °C, в зависимости от марки. Они обладают выгодным сочетанием легкости (благодаря малой плотности) и высокой прочности, поэтому часто применяются для изготовления таких конструкций, как велосипедные рамы и детали скоростных автомобилей. Сварка титановых сплавов — сложный технологический процесс, поскольку эти материалы имеют ряд специфических свойств.

Далее под словом «титан» будут подразумеваться именно сплавы титана с легирующими присадками — хромом, железом, молибденом, ванадием, вольфрамом и другими.
Свойства материала
У титана есть несколько особых свойств, которыми обусловлена сложность сварки конструкций из этого металла. В их числе:
- невысокая теплопроводность;
- склонность к самовозгоранию при нагреве до 400 °C и контакте с кислородом;
- окисление под воздействием углекислоты;
- образование нитридных соединений при нагреве до 600 °C и прямом контакте с азотом, твердых, но хрупких;
- склонность к поглощению водорода при нагреве до 250 °C;
- изменение структуры (увеличение зерна) при нагреве свыше 880 °C.
Для титана критично повышение температуры уже свыше 400-500 °C. При таком нагреве у него резко повышается химическая активность, и титан начинает взаимодействовать с атмосферным воздухом, который оказывает на шов сварки губительное воздействие.
При этом могут образовываться гидриды, нитриды, карбиды и другие соединения, которые нарушают прочность сварного шва. Существенное нарушение технологии, несоблюдение требований ГОСТ может привести к тому, что приваренная деталь просто отвалится от легкого удара.
Если сварка проводилась в соответствии с нормативами, то прочность шва будет находиться в пределах 0,6 — 0,8 от прочности свариваемого металла.
На сварку и сварные соединения из титана распространяется ГОСТ Р ИСО под номером 5817-2009. Он устанавливает уровни качества при сварке разных металлов — стали, титана и никеля, в том числе их сплавов и определяет максимально допустимые уровни дефектов готового изделия.
Как подготавливают детали
 Для сварки титана необходимо полностью изолировать свариваемые поверхности от атмосферы, поэтому, как правило, используют автоматическую или полуавтоматическую сварку.
Для сварки титана необходимо полностью изолировать свариваемые поверхности от атмосферы, поэтому, как правило, используют автоматическую или полуавтоматическую сварку.
Ручная сварка титана возможна, но только если используется специальная сварочная горелка с керамическим соплом, через которую на свариваемые участки подается под давлением инертный газ — аргон, который вытесняет воздух.
При этом обратная сторона шва должна быть изолирована от атмосферы плотно прилегающими стальными либо медными накладками. Для обеспечения наилучшего качества шва используют перфорированные накладки, в отверстия которых подается аргон.
В случае полуавтоматической или автоматической сварки она проводится в специальной капсуле, заполненной аргоном либо гелием. Сварка титановых труб может производиться без помещения трубы в защитную газовую среду целиком, но при этом сама труба должна быть герметизирована и заполнена аргоном изнутри.
Другим важным нюансом является зачистка и обезжиривание свариваемых поверхностей на 20 мм от линии стыка. Необходимо удалить оксидную пленку, которая всегда присутствует на поверхности титанового изделия.
Работать необходимо в перчатках, поскольку руки, даже чистые, могут оставить на кромке потожировые следы, которые приведут к ухудшению сварного шва.
Перед сваркой титан дополнительно подвергают травлению с использованием смеси соляной кислоты с водой и фторидом натрия — 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. Температура травления — 60-65 °C, время — около 10 минут.
После травления титан подвергают тщательной шлифовке. Для механической обработки используют наждачную бумагу до № 12, проволочные щетки, шаберы. Необходимо удостовериться, что края свариваемых деталей ровные, на них отсутствуют заусенцы и трещины. Точно так же зачищается и присадочная проволока. Только после этого можно приступать к сварке титана.
Какие методы применяют
 Для сварки титана можно использовать как «холодный» метод, так метод дугового флюса либо плазменно-дуговую сварку.
Для сварки титана можно использовать как «холодный» метод, так метод дугового флюса либо плазменно-дуговую сварку.
Но самым популярным считается метод сварки титана аргоном, то есть плавлением в изолированной аргоновой среде, который был частично описан выше. Детали крупного сечения соединяют методом электрошлаковой сварки.
Многое зависит от вида сплава. Титан марки ВТ1-ВТ5 сваривается очень хорошо, хотя не подлежит закалке. Сплавы ВТ15 — ВТ22 свариваются значительно хуже, образуя крупнозернистый шов низкой прочности, но при этом закалка может повысить его прочность. Остальные виды титановых сплавов — промежуточные.
Возможны следующие виды контактной сварки:
- стыковая;
- точечная;
- роликовая;
- конденсаторная стыковая (для труб).
При аргоновой сварке с флюсом применяется бескислородный флюс АН-11 или АН-Т2.
Ручной процесс
Сварка сплавов с титаном (в общем случае) производится постоянным током, полярность прямая. Ток зависит от толщины соединяемых деталей, калибра электрода и диаметра присадочной проволоки, изменяется в диапазоне 90-200 А.
Чем выше толщина металла, тем больший подается ток. Так, детали толщиной 2 мм соединяются при токе 90 А, 3-4 мм — 130-140 А, 10 мм — 160-200 А. Рекомендуется использовать минимальный ток из возможных. Напряжение всегда одинаково — 10-15 В.
Электроды
Используются неплавящиеся электроды из вольфрама, которые перед началом работы затачиваются под углом 30-45 °C (как у карандаша). Чем больше угол заточки, тем меньше глубина проплавления.

При интенсивном использовании электрод нужно будет снова заточить, как только он затупится. Рекомендуются электроды, содержащие оксид лантана, так как их несущая способность на 50% выше, чем у изделий из чистого вольфрама. Благодаря этому сварной шов будет менее загрязнен вольфрамом, чище, а значит — прочнее.
Проволока
Присадочная проволока — это проволока из титана соответствующего сплава, она подбирается конкретно к свариваемым деталям по специальным таблицам. Проволоку стоит отжигать под вакуумом для удаления водорода, который может присутствовать в сплаве, и в любом случае необходимо зачищать от окислов. Зачищенная проволока хранится в герметичной тубе не более 5 дней.
Если сваривают металл толщиной не более 1,5 мм стыковым методом, то применять проволоку необязательно. Шов без присадки будет даже прочнее.
Особенности технологии
При сварке выдерживается постоянная скорость движения электрода и обеспечивается непрерывная подача присадки. Скорость электрода должна составлять пример 2-2,5 мм/сек. Необходимо выдерживать высокую точность движений, избегать колебаний и уводов электрода в сторону. Электрод должен касаться шва как бы снизу вверх, сварка идет «вперед углом».
Во время всего процесса и около минуты после отключения горелки на свежий шов необходимо продолжать подавать защитный газ, пока температура шва не опустится ниже 400 °C.
В зоне сварки аргон расходуется со скоростью 5-8 литров в минуту, на оборотной стороне шва — 2 литра в минуту.
 При сварке титановых труб их концы герметизируются, а инертный газ — аргон, реже гелий — закачивается внутрь при помощи специального насоса.
При сварке титановых труб их концы герметизируются, а инертный газ — аргон, реже гелий — закачивается внутрь при помощи специального насоса.
В домашних условиях, при отсутствии такого оборудования сварить титановые трубы невозможно. Исключение — конденсаторная стыковая сварка труб из титана марки ВТ1-ВТ2, диаметром не более 23 мм и толщиной стенок не более 1,5 мм.
Их можно сваривать вне защитной газовой среды, но только конденсаторным способом, при высоком зарядном напряжении — 850-2100 В.
Контроль качества
Получившийся шов должен иметь ровный серебристый цвет и не иметь никаких трещин и пор. Если шов получился желтоватым — качество сварки среднее, но удовлетворительное.
Любые другие цвета — серый, коричневый, ярко-золотистый, даже голубой и фиолетовый с переливами — говорят о том, что технология сварки была нарушена, и материал шва содержит ненужные примеси, образовавшиеся при контакте раскаленного титана с атмосферным воздухом. Такое соединение непрочно и может разрушиться при малейшем усилии.
svaring.com
Сварка титана аргоном – нюансы технологии
Аргонная сварка титана требует соблюдения некоторых технических условий. Рассмотрим эти нюансы!
При сварке титановых изделий, зону соединения рекомендуется надежно защищать от атмосферного воздуха. В защите нуждаются — сварочная ванна и участки металла нагретые свыше 400 градусов.
Титан соприкасаясь с кислородом и азотом при нагреве до высоких температур становится хрупким. Поэтому для защиты зоны сварки от окисления и азотирования на горелку устанавливают специальные приспособления.
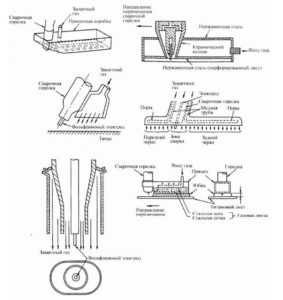
Ниже на фото показаны приспособления для защиты вспомогательного газа и подачи аргона в повышенном количестве.
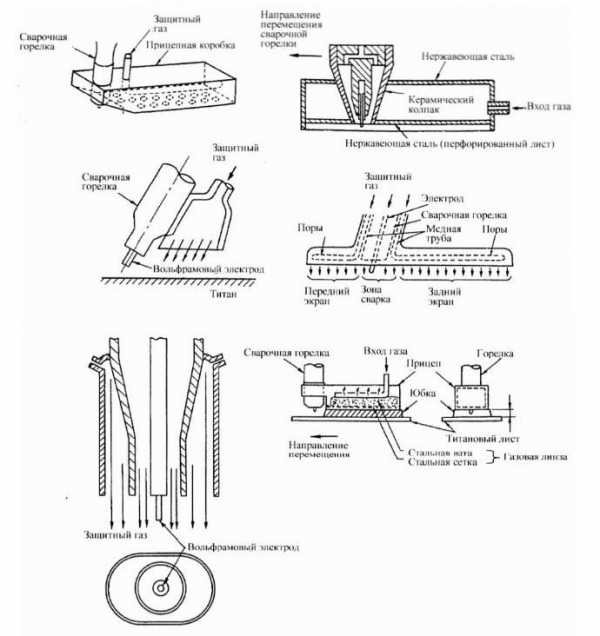
Схемы приспособлений
Подготовка материала
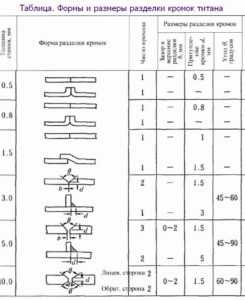
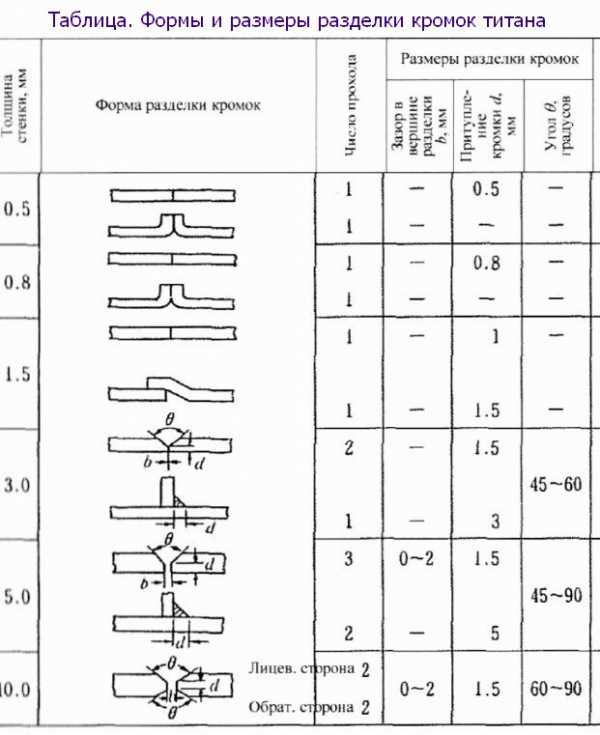
Сварка аргоном титана выполняется только после подготовки сварных кромок и присадки. Для наглядности таблица разделки кромок.
Перед работой, нужно провести полировку (зачистку) поверхности изделий стальной щеткой, наждачной бумагой и обезжирить ацетоном, спиртом.
Для удаления оксидной пленки, можно приготовить смесь из 2-4% фтористоводородной кислоты и 30-40% азотной кислоты. Травление производится в течение 30 секунд, температура травления не более 60 градусов.
Сварка титана в среде защитного газа нуждается в присадочных материалах. Которые подразделяются по составу (палладий, ванадий, алюминий) и по содержанию кислорода. Таблица (ниже) с характеристиками присадок из титана и его сплава.
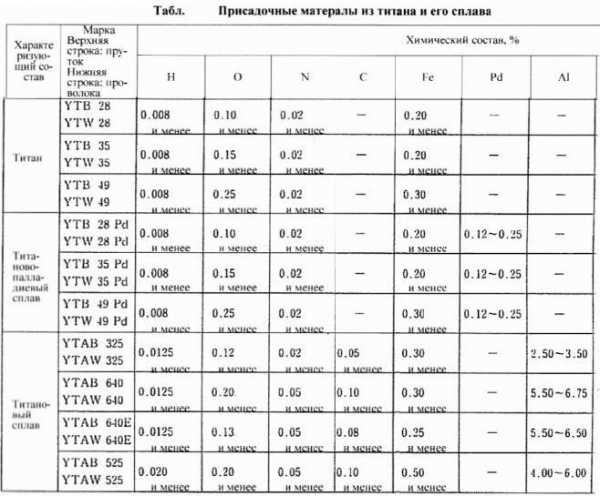
Присадочные прутки и проволока во время сварки в аргоне, не должны выходить за пределы защитного газа. Потому что при соприкосновении с воздухом титановые присадки загрязняются.
Технология сварки титана аргоном
Аргонодуговая сварка титана выполняется на постоянном токе прямой полярности. Электроды используются вольфрамовые. Как варить правильно?
В отдельных случаях аргонодуговая сварка титана нуждается в специальных приспособлениях, в которые поступает инертный газ вытесняя воздух. Эти принадлежности могут быть любой формы и размеров, смотрите схемы вначале статьи.
Также сварка аргоном титана возможна с использованием медных или стальных подкладок. В которых можно вырезать отверстия для подачи газа.
Для соединения труб применяют специальные фартуки с разным закруглением, зависит от диаметра трубы.

Приспособление (фартук) для труб одевается на горелку
Видео: аргонная сварка титана (труб) с фартуком.
При соединении встык или внахлест, толщина металла до 3 мм можно не использовать присадочную проволоку. Просто ставится сопло по диаметру побольше и увеличивается подача аргона.
Чтобы сварка титана в домашней мастерской проходила более качественно и быстрее, посмотрите в таблице основные режимы аргонодугового соединения.
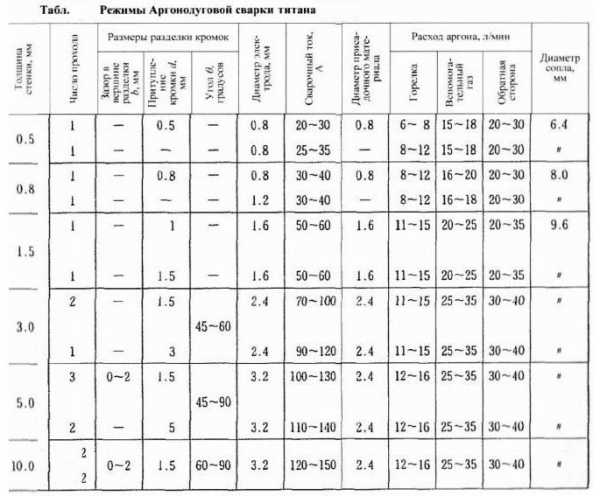
Варить титан необходимо на короткой дуге, без колебательный движений. Подача присадочного прута происходит беспрерывно. Всё познается на практике, методом проб и ошибок.
Подачу газа после гашения дуги для остывания металла рекомендуется ещё продолжать в течение минуты. Это действие предотвратит сварной шов от окисления.
Качественный шов должен получится светлым и серебристым. Если ваше творение имеет черный цвет и синеву, значит шов получил загрязнение кислородом или азотом. В таких случаях, изделие требуется переварить.
Видео: аргонная сварка титана (советы и рекомендации от профи).
P.S. Теперь сварка титана в среде аргона вам по плечу. Смотрите таблицы, видео и дерзайте. Только практика поможет овладеть сварочными премудростями. Удачи!
Загрузка…plavitmetall.ru
Сварка титана и его сплавов

Титан – высокопрочный материал, сохраняющий устойчивость к коррозии в том числе в агрессивных средах. Прочность чистого титана находится в пределах от 267 до 337 МПа. Сплавы, особенно с алюминием, ванадием, хромом, оловом и другими отличаются более высоким коэффициентом прочности – до 1400 МПа. Но при этом сплавы достаточно пластичны, благодаря чему они востребованы в судостроении, машиностроении, химической отрасли, авиа- и приборостроении, в ракетной промышленности, у которых сварка титана является неотъемлемой частью производства.
Содержание статьи
Сварка титана – возникающие сложности и пути их преодоления
Элемент обладает высокой химической активностью, что является основной причиной сложностей, возникающих при сварке титана и его сплавов. При нагревании и находясь в расплавленном состоянии металл активно реагирует с такими элементами, как азот, водород, кислород. Взаимодействие с кислородом, которое начинается уже при комнатной температуре, приводит к образованию на поверхности титана альфинированного слоя – прочной корки, которая защищает поверхность от ее дальнейшего окисления. А реакция нагретого металла с кислородом приводит к образованию окислов, которые также очень прочные и непластичные. Причем в зависимости от степени окисления такая оксидная пленка имеет различный оттенок цвета – от желто-золотистого и до темно-фиолетового, постепенно переходящего в белый. По расцветке можно определить качество защиты околошовной зоны при сварке титановой трубы.
Взаимодействие с азотом (реакция наступает при нагреве материала до 500 градусов) также приводит к снижению качественных характеристик изделий – повышается прочность, но при этом снижается пластичность. Поэтому перед тем, как сваривать титановые заготовки, поверхность металла нужно очистить от альфинированного слоя и азота, чтобы их частички не попадали в область сварного шва, поскольку из-за этого могут образоваться холодные трещины.
Также негативно влияет на качество титана и водород. Уже при 200-400 градусах они вступают в реакцию, в результате чего металл воспламеняется. Даже при снижении температуры сохранившиеся в изделии гидриды становятся причиной растрескивания титановой трубы, образования пор и холодных трещин. Причем они могут образоваться даже спустя длительный промежуток времени после сваривания.
Чтобы избежать насыщения титана газами, его необходимо защитить. На практике применяются специальные прокладки, изготовленные из металла или флюса, а также газовые подушки. Для защиты применяются местные камеры-насадки, закрывающие непосредственно как зону сварки, так и свариваемый узел. Максимальной защиты можно добиться, поместив в насадки сетчато-пористый материал. Он обеспечит ламинарный поток инертного газа. Также необходимо защитить обратную сторону шва при помощи подкладок или специальных насадок.
При работе на воздухе, чтобы расширить зону защиты, подача инертного газа производится из сопел, оборудованных насадками длиной до 50 см, дополнительно подается газ через специальные подкладки, установленные с обратной стороны сварного шва. Кроме того, весь свариваемый узел можно поместить внутрь герметичной камеры.
Способы сварки титана и сплавов
Для сварки титана используется несколько основных методов. Это дуговая, контактная, электрошлаковая, 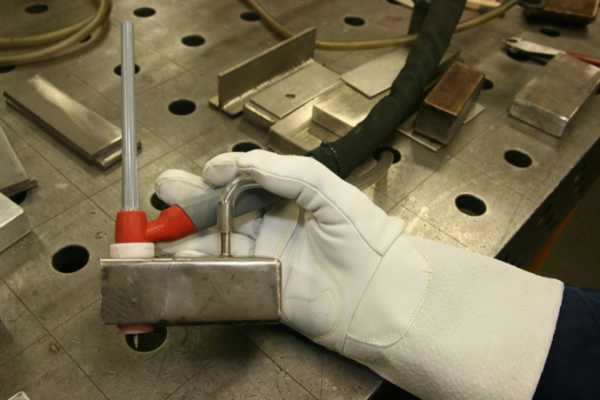 электронно-лучевая сварка. Они отличаются материалом изготовления используемых электродов, структурой образующихся соединений и толщиной изделий, которые свариваются между собой.
электронно-лучевая сварка. Они отличаются материалом изготовления используемых электродов, структурой образующихся соединений и толщиной изделий, которые свариваются между собой.
При любом из способов сварки титана используются присадки из схожего по составу материала – в частности, проволока ВТ1-00. Подготовка кромок титановой заготовки производится механическим способом, а их поверхность и поверхность проволоки и прилегающего металла зачищается травлением или также механически.
Дуговой метод сварки
При дуговой сварке титановых сплавов используются вольфрамовые электроды двух типов: неплавящиеся иттрированные и лантанированные. А если выполняется сварка титана полуавтоматом или автоматическим аппаратом, применяются плавящиеся электроды.
Самый популярный тип – сварка аргоном титана автоматическими установками на воздухе. В этом случае применяется любой плавящийся электрод (чугунный, алюминиевый, медный), на сварочную горелку устанавливается насадка, которая защищает участки металла, нагретые до 250-300 градусов, от воздуха.
 Сварка аргоном титана, если толщина изделий не более 1,5 мм, производится встык, и без подачи присадочной проволоки. Более толстые детали сваривают с подачей прутка. Предварительно с проволоки, с кромок заготовки и прилегающего металла нужно удалить альфинированный слой.
Сварка аргоном титана, если толщина изделий не более 1,5 мм, производится встык, и без подачи присадочной проволоки. Более толстые детали сваривают с подачей прутка. Предварительно с проволоки, с кромок заготовки и прилегающего металла нужно удалить альфинированный слой.
Если производится сварка титана полуавтоматом вручную, ее необходимо выполнять на короткой дуге, поддерживая между электродом и присадкой прямой угол. По завершении сварки титана полуавтоматом нельзя прекращать подачу аргона до снижения температуры металл ниже 400 градусов.
Чтобы повысить эффективность сварки титановой трубы плавящимся электродом в присутствии инертных газов, проволоку перед началом работы подогревают проходящим током, а также используют импульсно-дуговую сварку. Тем самым, при сварке титана полуавтоматом сокращение погонной энергии вдвое ведет к увеличению ее производительности также вдвое. А чтобы меньше расходовать дорогостоящие материалы, сварку осуществляют в щелевую разделку.
Электрошлаковый метод

Электрошлаковая сварка подразумевает использование электродов для сварки пластинчатого типа, изготовленных из того же материала, что и свариваемый металл. Толщина титановых электродов должна составлять 8 – 12 мм, а ширина зазора должна равняться толщине заготовки. Защиту от перегрева обеспечивает аргон. В результате прочность сварного шва оказывается высокой, поскольку полученные соединения обладают характеристиками, схожими с исходным материалом. Подобный метод, когда используются титановые электроды, эффективен при работе с деталями толщиной от 40 мм.
Электронно-лучевой способ
Лучевая сварка отличается тем, что сварной шов в результате обладает мелкозернистой структурой. Также такой вариант сварки титановой трубы позволяет обеспечить надежную защиту металлических поверхностей от газов. Данный способ используется при сварке титановых труб, толщина которых не превышает 160 мм.
Чтобы исключить образование пор и разрывов в соединении, сварка титана с заготовками из других металлов осуществляется при горизонтальном расположении луча.
Сварка титана и его сплавов со стальными заготовками – особенности процесса
 Сварка титана со сталью помогает снизить вес конечных материалов. Это находит свое применение при проектировании сооружений различных типов. Однако из-за существенных различий в свойствах материалов сложно добиться высокопрочных соединений, отличающихся долговечностью. Разработки в этом направлении ведутся и сейчас. Наибольшие сложности возникают при необходимости сваривания титана с нержавейкой.
Сварка титана со сталью помогает снизить вес конечных материалов. Это находит свое применение при проектировании сооружений различных типов. Однако из-за существенных различий в свойствах материалов сложно добиться высокопрочных соединений, отличающихся долговечностью. Разработки в этом направлении ведутся и сейчас. Наибольшие сложности возникают при необходимости сваривания титана с нержавейкой.
В настоящее время используются такие методы сварки со сталью, как:
- Сварка взрывом. В этом случае используются промежуточные прокладки из таких металлов, как медь (Cu), никель (Ni), серебро (Ag) либо сплавы тугоплавких металлов.
- Диффузионный метод сварки. Таким способом производится в том числе соединение титана с нержавейкой. В результате соединения получаются очень прочными, за исключением зоны шва, где их прочность будет ниже, чем у исходных заготовок.
- Клинопрессовая сварка титановой трубы. Таким способом удается получить достаточно качественное соединение.
- Контактный и ультразвуковой способы сварки.
Из всех способов, которые используются при сваривании заготовок, наиболее востребованной является технология сварки титана методом плавления – аргонодуговая.
Таким образом, существует ряд методов соединения титановых изделий, в том числе широко используется сварка титана полуавтоматом. Зная особенности сварки титана и его сплавов, можно добиться нужного результата.
[Всего голосов: 2 Средний: 1/5]svarkaed.ru
Сварка титана и его сплавов: технология и трудности процесса
Титан как материал открыли в конце 18 века, к его изучению приступили в начале 19, а интенсивно использовать начали к концу 20 столетия. Способствовало этому появление новых технологий, позволяющих проводить обработку сплавов, таких как литье, прокат, сварка титана. Благодаря низкой плотности, всего 4,51 г/ см³ (при прочности 450-1400 МПа, примерно равной прочности сталей, вес составляет на 60% меньше), стойкости к окислению и инертности ко многим агрессивным растворам титан широко используется в авиа- и автомобилестроении, технике, медицине, высоких технологиях.
Большое количество изделий предполагает необходимость использования такой технологии как сварка титана и его сплавов. Исходя из его свойств, можно сказать, что это целое направление металловедов, поскольку он является одним из самых сложных среди всех металлов.

Процесс сварки титана
Особенности сварки титана и сплавов на его основе
Важно! Защита инертными газами должна проводиться до остывания сварного соединения до 250 °С, по всему шву и околошовной зоне
Возникающие трудности при сварке титана схожи по аналогии с алюминием. Но первый более активный металл и образует нежелательные соединения уже при температурах свыше 250 °С. Проблема состоит в том, что это элементы, составляющие воздух:
Однако особенности сварки титана имеют и преимущества. Несмотря на t плавления 1470-1825 °С для разогрева требуется меньшее количество тепла.
Чистые металлы никогда не используются — их параметры обладают низкими показателями. А вот добавление в них других элементов позволяет получить сплавы с широким диапазоном свойств. Для структуры чистого титана характерны 2 стабильные фазы, при которых различается кристаллическая решетка:
- α-фаза до t 882 °С. В этом периоде t мелкозернистая структура стабильна и нечувствительна к быстрому охлаждению.
- β-фаза переход при t 883 °С. Характеризуется крупным зерном и чувствительностью к быстрому охлаждению.
С изменением структуры меняются свойства самого сплава. Обеспечить определенный тип структуры могут присадки следующих элементов:
- α-фаза — Al, O2, N2;
- β-фаза — Cr, Mn, V.
Особенно сложная сварка титана в домашних условиях. Причем обработке подлежит ограниченное количество сплавов. В зависимости от легирующих элементов, сплавы делятся на 3 категории:
- ВТ1, ВТ5 — нечувствительны к скорости охлаждения. Высокая пластичность, способность к свариванию. Термообработка не проводится.
- ОТ4, ВТ3, ВТ4, ВТ6, ВТ8 — возможно упрочнение термообработкой. При небольших добавках не нуждаются в термообработке.
- ВТ15, ВТ22 — стали свариваются, но с потерей прочности из-за роста зерна, склонны к трещинообразованию. Необходима термообработка.
Способы сварки титана и сплавов на его основе
Способы и технологии
Высокая активность металла с газами определяет способы сварки титана. Их количество предоставляет право выбора, но при любом из них должна обеспечиваться защита металла, нагретого выше 400 °С. Самым практичным считается сварка титана аргоном. Поскольку металл разогревается с обеих сторон, свариваемой деталь также должна быть со всех боков защищена. Для этого она обрабатывается инертным газом с помощью подкладных планок для подачи Ar:
- Аргонодуговая с вольфрамовым электродом или проволочными с использованием флюса, или пластинчатыми под флюсом и аргоном, для толстостенных деталей используется присадка для сварки титана.
- Шлаковая под флюсом.
- Электроннолучевая или контактная. Используется специализированное оборудование для сварки титана.
Подготовка титана к сварке
Она заключается в прогреве флюсов до t 200-300 °С, термической обработке присадочной проволоки в вакууме при t до 1000 °С в течение 4 часов (срок хранения составляет 6 часов). Проволока зачищается аналогично кромкам после травления.
Поверхность кромок должна пройти травление при t 60-65 °С в течение 10 минут с использованием раствора, состоящего из кислот:
- соляная HCl — 350 мл;
- дистиллированная вода — 650 мл;
- фторид натрия — 50 г.
После чего проводится механическая зачистка наждачкой №12, щетками (нержавеющими).
Ручная дуговая сварка
Наиболее распространенная сварка титана аргоном, технология предполагает самое большее количество вариантов. При работе с W-электродом Ø 0,5-1,5 мм присадки не используются. Увеличение диаметра более 1,5 мм увеличивает зону расплава. Чтобы минимизировать расход металла при выдувании, добавляют проволоку. Присадка, чтобы снять оксидный/альфированный слой, проходит вакуумный отжиг и зачистку. Для частичного рафинирования (процесс загущения шлака для снижения его активности взаимодействия с расплавом) используются фтористо-кальциевые флюсы АН-ТА, АНТ17А.
Сварка титана полуавтоматом плавящимся электродом происходит в аргоно-гелиевой среде в соотношении 20:80 или 100% гелия (он обеспечивает защиту широкого шва). При работе с инвертором подключение проводится по прямой полярности. Проволока для сварки титана аргоном используется для толстостенных деталей.
Электрошлаковая сварка
Способ для получения мелкого зерна. Технология сварки титана и его сплавов уже хорошо изучена, поэтому разработано большое количество добавочных материалов для ее реализации. В зависимости от условий технологии, проводить ее можно под защитой сухого гранулированного фтористого флюса:
- h 2,5-8,0 мм — АНТ-1 или АНТ-3;
- h ≥ 8,1 — АНТ-7.
Сварка плавящимся эл-дом (проволока для сварки титана Ø 2,0-5,0 мм) с жалом эл-да 14-22 мм. Защита обратной стороны детали проводится с помощью медной или флюсо-медной подушки. Также применяются эл-ды пластинчатые аналогичного сплава (ширина = толщине детали, толщина — 8-12 мм). Флюсы — фторидные АНТ-2/4/6. Дополнительно шов защищают аргоном.
Контактная сварка
Используется специализированное оборудование. Благодаря плотному прилеганию поверхностей и быстрому процессу защита газами не проводится для точечной сварки. Для остальных видов — шовной и стыковой — используется чистый аргон. К высокотехнологичному, но малодоступному из-за техники, методу относится и электроннолучевая сварка титана.
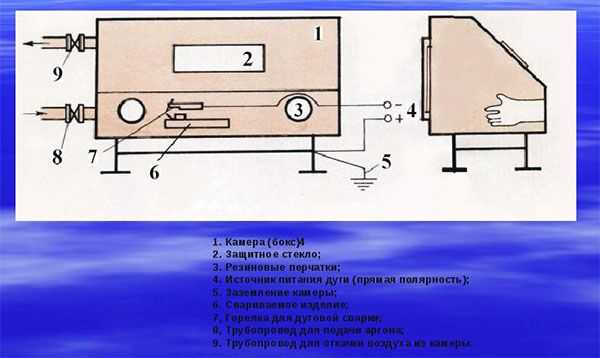
Схема сварки титана в камерах и боксах с контролируемой средой
Трудности при сварке титана и способы решения
Важно! Не используйте для зачистки поверхности металлические прутки, частицы железа внедряются в металл, после чего начинают коррозировать. Для этой цели нужна щетка исключительно с нержавеющим ворсом
Контроль сварки титана можно вести и визуально: уже при комнатной температуре он способен растворять кислород, который образует твердый альфированный слой на поверхности, но именно он и предотвращает его от дальнейшей коррозии. Степень окисления можно узнать по цвету поверхности:
- минимальная — золотисто-желтый;
- средняя — темно-фиолетовый;
- насыщенная — белый.
Особенности сварки алюминия и титана связаны с их сродством с кислородом (у алюминия оно выше на один порядок), но зато титан при нагреве до температуры 500 °С активизирует процесс образования нитридов (бурная активность с азотом). Как результат, повышается прочность и теряется пластичность, появляется хрупкость, образуются трещины.
Водород отлично растворяется в жидком металле. И несмотря на то, что при охлаждении он выделяется из раствора, — такие реакции крайне разрушительны. Они образуют пористость и склонность к разрушению швов (медленное, поэтому и плохо прогнозируемое).
Для титановых сплавов характерны все те же дефекты околошовной зоны, что и для углеродистых, но с той лишь разницей, что здесь легче образуется крупное зерно. Поэтому каждая технология сварки титана предупреждает его развитие.
Заключение
При соблюдении всех правил проводимая сварка титана по ГОСТ Р ИСО 5817-2009 обеспечивает прочность соединения 60-80% от значения основного металла. Здесь можно найти требования, предъявляемые к различным видам сплавов на основе Ni, Ti, Fe, а также определить возможность получения брака в готовом изделии. Самым распространенным методом благодаря доступности оборудования считается аргонодуговая сварка титана.
Видео: Сварка титана,дюрали. Ответы на Ваши вопросы
svarkaipayka.ru
Технология сварки титана и его сплавов
Температура плавления титана 1668°С. Имеется около 20 сплавов
Марка | Свариваемость | Технологические особенности сварки |
BT1-00, ВТ1-0, ОТ4-0, ОТ4-1 | Хорошая | Зачистка кромок |
0Т4, ВТ5, ВТ5-1 | Удовлетворительная | |
ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | Ограниченная | Мягкий режим с малыми скоростями охлаждения |
ВТ22 | Последующая термообработка | |
ПТ-7М, ПТ-3В, ПТ-1М | Хорошая | Режим с высокой скоростью охлаждения |
Трудности при сварке
Высокая химическая активность металла при высокой температуре, особенно в расплавленном состоянии. Поэтому необходима надежная защита от воздуха не только сварочной ванны, но и остывающих участков шва и околошовной зоны, пока их температура не снизится до 250-300°С. Требуется защита и обратной стороны шва даже в том случае, если металл не расплавлялся, а только нагревался выше этой температуры.
Склонность титановых сплавов к росту зерна металла в нагретых до высоких температур участках. Это затрудняет выбор режима сварки – такого, при котором нагрев околошовной зоны был бы минимальным.
Высокая температура плавления титана требует применять концентрированные источники нагрева. Низкая теплопроводность титана приводит к снижению эффективности источника нагрева по сравнению со сваркой сталей.
Поры и холодные трещины сварных соединений титана возникают из-за вредных газовых примесей и водорода. Поэтому необходимо обеспечить чистоту основного металла и сварочных материалов, в том числе присадочной проволоки.
Вблизи точки плавления поверхностное натяжение титана в 1,5 раза выше, чем алюминия, что позволяет формировать корень шва на весу. Однако расплавленный металл обладает низкой вязкостью, и при некачественной сборке деталей могут образоваться прожоги.
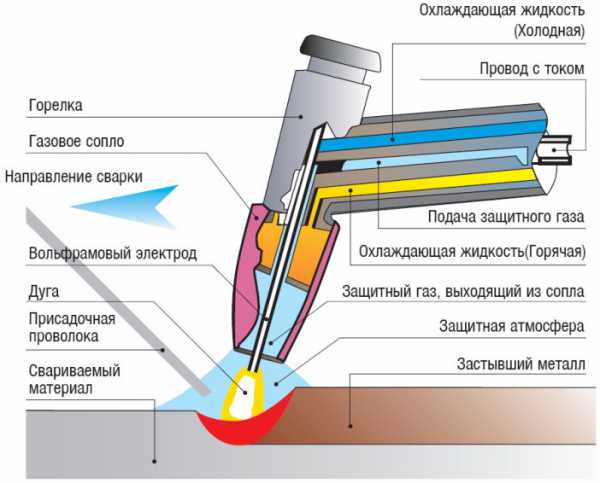
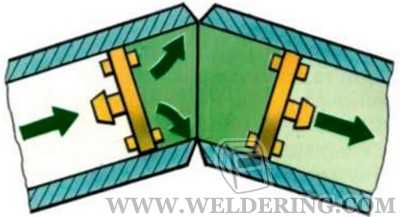
ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ
Существуют три варианта защиты:
- струйная с использованием специальных приспособлений
- местная в герметичных камерах малого объема
- общая в камерах с контролируемой атмосферой (ВКС-1, ВУАС-1, УСБ-1)

При аргонодуговой сварке титана W-электродом следует применять сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты. Поток аргона через сопло должен быть ламинарным, что достигается газовыми линзами, установленными внутри сопла. Расход газа в зависимости от режима сварки колеблется от 8 до 20 л/мин. Если сопло горелки не гарантирует надежной защиты, то его дополняют специальной насадкой, коробом или другим приспособлением. Дополнительные защитные устройства изготавливают из нержавеющей стали. Внутри имеются рассекатели и газовые линзы. Насадка, прикрепляемая к газовой горелке для защиты кристаллизующейся сварочной ванны, должна иметь ширину 40-50 мм и длину от 60-120 мм в зависимости от режима сварки. Для сварки трубчатых конструкций, кольцевых поворотных и неповоротных стыков применяют местные или малогабаритные защитные камеры.
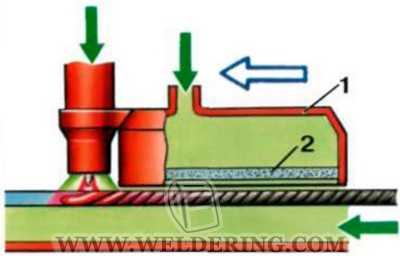
1- дополнительная насадка; 2 – газовая линза
Качество защиты определяют по внешнему виду металла шва. Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите. Желто-голубой цвет указывает на нарушение защиты, хотя в отдельных случаях такие швы считаются допустимыми. Темно-синий или синевато-серый цвет с пятнами серого налета характеризует низкое качество шва.
ГАЗОВАЯ ЗАЩИТА НАГРЕТЫХ УЧАСТКОВ

Специальная подкладка для защиты корня шва, нагретого до 250-300°С

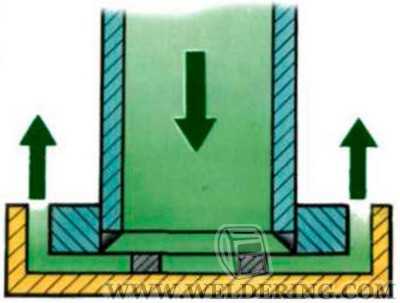
Защитные приспособления из нержавеющей стали для тавровых и угловых соединений
ЗАЩИТА ШВА ТРУБОПРОВОДА
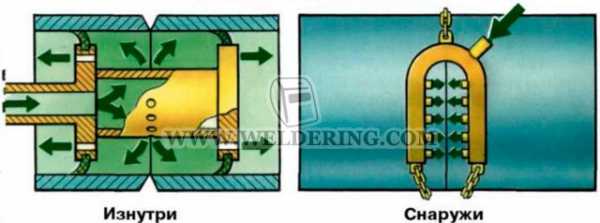
Защита при приварке фланца
Защита при сварке секционных отводов
Подготовка к сварке
Резку титана и подготовку кромок под сварку выполняют механическим способом. Для толстостенных изделий пригодны и газотермические способы, но с обязательной последующей механической обработкой кромок на глубину не менее 3-5 мм и на ширину 15-20 мм. После этого кромки зачищают металлическими щетками, шабером и т.п. и обезжиривают. Конструкции, которые перед сваркой испытывали нагрев – при вальцовке, ковке, штамповке и т.д. – должны быть подвергнуты дробеструйной или гидропескоструйной очистке и затем химической обработке: рыхлению оксидной пленки, травлению и осветлению.
Режим химической обработки титана и его сплавов
Раствор | Длительность обработки, мин | |
Назначение | Состав | |
Рыхление оксидной пленки | Нитрит натрия 150-200 г/л Углекислый натрий 500-700 г/л | 120 |
Травление | Плавиковая кислота 220-300 мл/л Азотная кислота 480-550 мл/л | 60-1200 |
Осветление | Азотная кислота 600-750 мл/л Плавиковая кислота 85-100 мл/л | 3-10 |
После этого свариваемые кромки промывают бензином на ширину 20 мм и протирают этиловым спиртом или ацетоном.
Сварочную проволоку предварительно подвергают вакуумному отжигу и обезжиривают ацетоном или спиртом. Окисленную часть удаляют кусачками. Поверхности, подготовленные к сварке, нельзя трогать незащищенными руками.
Выбор параметров режима
Сварку титана и его сплавов рекомендуется вести в отдельном помещении. Температура воздуха в нем должна быть не ниже + 15°С, а скорость его движения – не более 0,5 м/с.
Сварку выполняют на постоянном токе прямой полярности непрерывно горящей или импульсной дугой. Используют аргон высшего сорта и гелий высокой чистоты.
Сварочный ток выбирают в зависимости от толщины свариваемого изделия и диаметра W-электрода.
Техника сварки
Основное пространственное положение шва – нижнее. Ручную сварку ведут без колебательных движений горелкой, короткой дугой, “углом вперед” Проволоку подают непрерывно, угол между ней и горелкой поддерживают около 90°.
Как правило, в качестве присадка используют проволоку того же химического состава, что и основной металл (BTl-00св, ВТ20-1св и т.д.). Для большинства сплавов годится проволока марок СПТ-2 и СП-15.
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ ТИТАНОВЫХ СПЛАВОВ
Вид разделки кромок | Толщина металла, мм | Сварочный ток, А | Напряжение на дуге, В | Диаметр присадка, мм | Число проходов |
1 2 | 40-60 70-90 | 10-14 | 1,2-1,5 1,5-2 | 1 | |
3 4 5 10 | 120-130 130-140 140-160 160-200 | 10-15 11-15 11-15 11-15 | 1,5-2 1.5-2 2-2,5 2-2,5 | 2 2 2-3 8-12 | |
12 16 20 | 180-210 200-230 230-280 | 12-16 13-16 13-16 | 2,5-3 | 12-16 16-20 24-26 | |
Более 20 | 230-280 | 13-16 | 2,5-3 | Более 24 |
При толщине металла до 2,5 мм его сваривают за один проход без разделки кромок. При больших толщинах выполняют многослойные швы с разделкой кромок и обязательным использованием присадка. По окончании сварки или при случайном обрыве дуги аргон подают до тех пор, пока металл не остынет до 250-300°С.
Конструкции из титана и его сплавов толщиной 0,5-2,0 мм сваривают ручной импульсно-дуговой сваркой. Эффективность ее очевидна при различных пространственных положениях шва и для тех сплавов, где требуется минимальный нагрев околошовной зоны.
От размера свариваемых деталей зависит вариант защиты инертным газом.
weldering.com