Технологические процессы на предприятии: Технологический процесс: описание, виды, этапы
alexxlab | 26.06.2023 | 0 | Разное
Технологический процесс: описание, виды, этапы
Первые достоверно известные технологические процессы были разработаны в древнем Шумере – на глиняной табличке клинописью был описан по операциям порядок приготовления пива.
С тех пор способы описания технологий производства продуктов питания, инструментов, домашней утвари, оружия и украшений – всего, что изготавливало человечество, многократно усложнились и усовершенствовались. Современный технологический процесс может состоять из десятков, сотен и даже тысяч отдельных операций, он может быть многовариантным и ветвиться в зависимости от различных условий. Выбор той или иной технологии- это непросто выбор тех или иных станков, инструмента и оснастки. Нужно также обеспечить соответствие требованиям технических условий, плановых и финансовых показателей.
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс – это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества. Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества. Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта – документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том. Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции – длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью.
 Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно. - Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска. Производственная программа – представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска. Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам. По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам.

- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий – лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования.
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный. Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий. Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними – способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние. В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними – способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние. В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Принцип укрупнения операций
В этом случае в рамках одной операции собирается большее число переходов. С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр. Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр. Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
Особенно важно это для крупногабаритных и сложных деталей, установка которых отнимает много времени.
Принцип применяется при работе на револьверных и многорезцовых токарных станках, многокоординатных обрабатывающих центрах.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах. Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий. Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием. Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием. Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами. На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия.
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций. При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.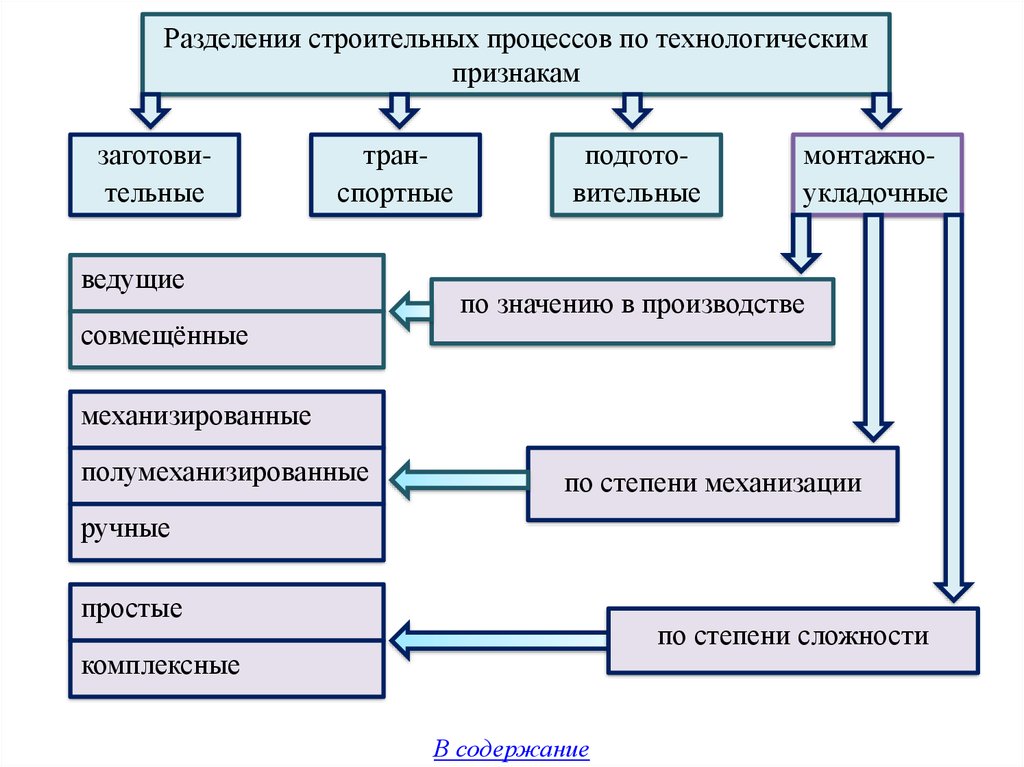
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Средства выполнения технологических процессов
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях – в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM). Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку. Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Для того чтобы из идей и расчетов технологический процесс превратился в реальность, необходимы физические средства его выполнения.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок. В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы. Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки. Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций.
Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия. Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия. Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.
Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог. Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог. Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Лекция 2 ЕСТЕСТВЕННЫЕ ПРОЦЕССЫ, КАК ОСНОВА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕСОВ
%PDF-1.5
%
1 0 obj
>
/Metadata 2 0 R
/Outlines 3 0 R
/PageLayout /OneColumn
/Pages 4 0 R
/StructTreeRoot 5 0 R
/Type /Catalog
>>
endobj
6 0 obj
/Keywords ()
/ModDate (D:20160606091030+03’00’)
/Producer (Adobe PDF Library 10.0)
/SourceModified (D:20160606061016)
/Subject ()
/Title
>>
endobj
2 0 obj
>
stream
2016-06-06T09:10:30+03:002016-06-06T09:10:25+03:002016-06-06T09:10:30+03:00Acrobat PDFMaker 10. 1 для Worduuid:1a27136b-3a51-428f-9537-d917495cbd3euuid:8337c208-dffa-4359-b541-8013b0a91dce
1 для Worduuid:1a27136b-3a51-428f-9537-d917495cbd3euuid:8337c208-dffa-4359-b541-8013b0a91dce
 X-ƥf89=),*
/D%s58||c֦yye*K!5iz@47P7fc2-2AV6DE[dUl4qWǒ{HTS
X-ƥf89=),*
/D%s58||c֦yye*K!5iz@47P7fc2-2AV6DE[dUl4qWǒ{HTSЧто такое корпоративная технология? Определение и примеры | Ага!
Корпоративные технологии оптимизируют рабочие процессы, улучшают связь и обеспечивают доступ к данным. В лучшем случае корпоративные технологии облегчают бесперебойную работу всей организации и достижение ее целей. В худшем случае это приводит к жалобам сотрудников, путанице и неэффективности.
Повышение гибкости, скорости реагирования и безопасности — вот некоторые из целей корпоративных технологий, а также систем, платформ и инструментов, используемых в организации. Как члену ИТ-команды важно понимать широту существующих технологий. Вполне вероятно, что вас попросят оценить инвестиции в технологии или расставить приоритеты в рамках вашей роли.
Корпоративные технологии охватывают функциональные области от бухгалтерского учета до маркетинга и безопасности — и могут использоваться как внутренними, так и внешними командами. В приведенной ниже таблице содержится сводка распространенных типов корпоративных технологий.
Бухгалтерское программное обеспечение | Сбор, хранение и обработка финансовой информации. Также используется для управления заработной платой и налогами. |
Инструменты бизнес-анализа (BA) | Собирайте и анализируйте данные, чтобы помочь определить объем и требования проекта, построить прогностические модели и улучшить бизнес-планирование. Сосредоточился на «почему». |
Средства бизнес-аналитики (BI) | Собирайте и анализируйте данные для измерения эффективности бизнеса и выявления областей для роста. Сосредоточены на «что» и «как». |
Технологии совместной работы и связи | Координируйте и выполняйте межфункциональную работу, обменивайтесь документами и информацией и проводите собрания. |
Системы управления контентом (CMS) | Храните, создавайте, управляйте и публикуйте контент. |
Управление взаимоотношениями с клиентами (CRM) системы | Управление информацией о клиентах и взаимодействиями. Часто используется отделами продаж, поддержки и маркетинга. |
Программное обеспечение для управления базами данных и хранения данных | Храните, управляйте и обменивайтесь данными внутри групп или в организации. Доступ к данным и разрешения устанавливаются администраторами базы данных. |
Платформы разработки | Создание, тестирование и развертывание программных приложений. Эти инструменты обычно используют языки программирования, такие как JavaScript, HTML или PHP. |
Технология планирования ресурсов предприятия (ERP) | Интеграция бизнес-процессов и устранение узких мест. |
Системы управления человеческими ресурсами (HRM) | Управление информацией о сотрудниках, касающейся найма, заработной платы, льгот, налогов и других сведений о занятости. |
Инструменты сетевого администратора | Управление и установка инструментов и систем в масштабе. Используется системными администраторами. |
Системы обработки платежей или системы торговых точек (POS) | Обработка платежей от клиентов. Их можно использовать в традиционном обычном магазине или в Интернете через веб-платформу электронной коммерции. |
Управление портфелем, продуктами и проектами | Планирование, определение приоритетов и мониторинг хода выпуска продуктов и межфункциональных проектов. |
Системы мониторинга безопасности | Определение угроз безопасности и уязвимостей для защиты конфиденциальных данных организации. |
Программное обеспечение для управления цепочками поставок | Отслеживание запасов физических продуктов и управление взаимоотношениями с поставщиками. Может использоваться для услуг фулфилмента и доставки. |
 В зависимости от разрешений безопасности к содержимому могут получить доступ отдельные лица, группы, вся организация или общественность.
В зависимости от разрешений безопасности к содержимому могут получить доступ отдельные лица, группы, вся организация или общественность. Используется группами бухгалтерского учета, управления рисками и комплаенса.
Используется группами бухгалтерского учета, управления рисками и комплаенса. Программное обеспечение, подобное Ага! позволяет вам устанавливать стратегию, фиксировать идеи и делиться визуальными дорожными картами.
Программное обеспечение, подобное Ага! позволяет вам устанавливать стратегию, фиксировать идеи и делиться визуальными дорожными картами.Какие технологии необходимы вашей организации? Ответ будет зависеть от вашего размера, отрасли и целей. Четкая ИТ-стратегия помогает выявить технологические пробелы и возможности.
Большинство ИТ-команд разрабатывают процесс оценки новых технологий, учитывающий несколько критериев. Они могут включать функции и преимущества, затраты на установку и обслуживание, интеграцию и безопасность. Вы должны понимать, как конкретные инструменты и системы отвечают текущим и будущим потребностям.
Вы должны понимать, как конкретные инструменты и системы отвечают текущим и будущим потребностям.
Оптимизируйте процесс планирования технологий с помощью специальной дорожной карты ИТ — попробуйте Ага! Дорожные карты бесплатно в течение 30 дней.
Что такое корпоративная технология? – BPI
Публикации в блогах BPMN Сервис-ориентированная архитектура (SOA)
Прочитать сообщение в блоге
Читать сообщение в блоге
Сегодня технологии играют важную роль в формировании того, как мы взаимодействуем друг с другом, как мы делаем покупки, как мы работаем и живем. Более того, он изменил то, как мы ведем бизнес, до такой степени, что выполнение даже самых простых задач без него кажется почти невообразимым.
Технологии позволяют нам улучшать и ускорять процессы, более четко визуализировать идеи и планы и развивать наш бизнес для достижения стратегических целей. Однако использование неправильного программного или аппаратного обеспечения может иметь противоположный эффект и привести к путанице, чрезмерному усложнению и хаосу. Это означает, что выбор правильных инструментов для вашей организации имеет первостепенное значение и может иметь решающее значение.
Это означает, что выбор правильных инструментов для вашей организации имеет первостепенное значение и может иметь решающее значение.
«Технология предприятия» относится к программным решениям, ориентированным на удовлетворение потребностей организации, а не отдельных пользователей. Целью корпоративных технологий является решение бизнес-задач, а также интеграция и упрощение рабочих процессов, обеспечение доступа к информации и облегчение коммуникации в бизнесе.
В конечном счете, корпоративные технологии помогают организации в достижении ее целей и повышении производительности.
Примеры корпоративных технологийОрганизация обычно состоит из нескольких сегментов или отделов. В каждом сегменте будут разные потребности бизнеса, что означает использование разных типов технологий и программного обеспечения. Общие типы корпоративных технологий включают:
- Инструменты бизнес-анализа (BA) и бизнес-аналитики (BI): Они используются для сбора и анализа данных об организации.
 В то время как BI просматривает исторические данные и позволяет проводить описательный анализ для оценки эффективности бизнеса, BA стремится обеспечить понимание причин, по которым бизнес работал таким образом, чтобы улучшить бизнес-планирование.
В то время как BI просматривает исторические данные и позволяет проводить описательный анализ для оценки эффективности бизнеса, BA стремится обеспечить понимание причин, по которым бизнес работал таким образом, чтобы улучшить бизнес-планирование. - Системы управления человеческими ресурсами (HRM): Как следует из названия, эти инструменты используются для управления процессами управления человеческими ресурсами и информацией о сотрудниках. Это может относиться к найму, заработной плате, льготам, аттестации и т. д.
- Системы управления взаимоотношениями с клиентами (CRM): Целью этих систем является управление взаимодействием с существующими и потенциальными клиентами, а также их данными. Идея состоит в том, чтобы зарегистрировать путь каждого клиента, чтобы отслеживать все важные детали, а затем оптимизировать продажи, обслуживание клиентов и другие усилия.
- Технология планирования ресурсов предприятия (ERP): Этот тип технологии объединяет несколько бизнес-процессов и собирает данные из нескольких источников, чтобы сделать их доступными через централизованную базу данных.
 Это обеспечивает целостность данных, удаляет дубликаты и устраняет узкие места. Он используется для управления такими элементами, как цепочка поставок, финансы, бухгалтерский учет, управление рисками и многое другое.
Это обеспечивает целостность данных, удаляет дубликаты и устраняет узкие места. Он используется для управления такими элементами, как цепочка поставок, финансы, бухгалтерский учет, управление рисками и многое другое.
В настоящее время организации сильно зависят от технологий, поддерживающих их процессы и деятельность. Это означает, что корпоративные технологии должны играть большую роль, чем просто предлагать определенные функции. Правильное использование корпоративных технологий может привести бизнес к успеху за счет улучшения и ускорения процессов, интеграции информации и помощи в создании пути для стратегического роста.
Наличие правильной корпоративной технологии означает, что организация может наилучшим образом использовать все данные, которые она хранит, и достигать своих целей наиболее динамичными и эффективными способами. Это также обеспечивает гибкость бизнеса и готовность адаптироваться к новым вызовам и требованиям клиентов.
Архитектура предприятия (EA) может поддерживать эффективную корпоративную технологию, поскольку одной из ее основных целей является отображение структуры и операций организации для оптимизации процессов. Архитекторы предприятия создают план существующих бизнес-процессов и ИТ-активов, а затем рассматривают, как их можно улучшить, чтобы они лучше соответствовали целям и задачам организации. Другими словами, EA — это понимание того, чего хочет достичь компания, и согласование этого с технологиями, необходимыми для достижения этой цели.
Существует четыре основных домена или подмножества архитектуры предприятия: бизнес-архитектура, архитектура прикладных систем, архитектура данных и технологическая архитектура.
- Бизнес-архитектура описывает организацию бизнеса с точки зрения управления, ключевых бизнес-процессов и бизнес-стратегии.
- Архитектура прикладных систем отображает прикладные системы и их взаимодействие, а также то, как они соотносятся с фундаментальными бизнес-процессами.

- Архитектура данных определяет, как структурированы активы данных организации, и описывает доступные ресурсы управления данными.
- Технологическая архитектура описывает программные и аппаратные возможности, необходимые для поддержки внедрения бизнес-служб, приложений и служб данных.
Open Group Architecture Framework (TOGAF) — это проверенная методология разработки и управления архитектурами предприятия. Эта структура, созданная и поддерживаемая The Open Group, предлагает передовой опыт и структурированный подход к организации и внедрению технологий, позволяющих достичь бизнес-целей. Он является гибким и адаптируемым, поэтому организации могут применять только те методы, которые соответствуют их потребностям и целям.
ArchiMate — еще один очень полезный стандарт от The Open Group, дополняющий TOGAF. Он предоставляет общий язык и инструменты, которые помогают архитекторам предприятия в анализе и описании бизнес-процессов, технологий, информационных потоков и организационной структуры.