Токарные приспособления самодельные: приспособления +для токарных станков
alexxlab | 06.09.2018 | 0 | Разное
приспособления +для токарных станков
Приспособления для токарных станков позволяют облегчить некоторые работы и расширить функциональные возможности серийных станков. Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Самодельные приспособления для токарных станков.
Фрезерная приставка к токарному станку.
Начнём пожалуй с самого нужного и полезного приспособления, которое поможет превратить обычный токарный станок в фрезерный и существенно расширить возможности любого мастера. Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта простая, но надёжная конструкция фрезерной приставки была разработана ещё в советские годы и опубликована в журнале «Моделист конструктор». И с помощью этой приставки можно выполнять на токарном станке фрезерование плоскостей, обработку различных деталей по контуру, производить выборку различных канавок и пазов.
Да и вообще можно осуществлять обработку концевыми и торцовыми фрезами любых поверхностей деталей, за счёт того, что каретка и суппорт станка перемещается по трём координатам, каретка перемещается в вертикальной плоскости, а кронштейн приставки перемещается в горизонтальной плоскости.
Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи. А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
Резцедержатель можно использовать для закрепления в нём уже не резца, а какой то плоской детали, подлежащей фрезерованию. А можно снять резцедержатель и использовать вместо него какие то самодельные тисочки, если обрабатываемая деталь более объёмная.
Так же вместо резцедержателя можно закрепить на штатной шпильке не тиски, а патрон от маленького токарного станка, если фрезеруемая деталь цилиндрическая, а не плоская. Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Кронштейн приставки вырезается болгаркой из обычной листовой стали толщиной 8 мм и затем его передняя стенка 1, боковые стенки 2 и основание 3 свариваются между собой электросваркой.![]() При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
Когда кронштейн будет сварен, в нём с помощью свёрл и шарошек делаем центральное отверстие и отверстия для крепления кронштейна к суппорту станка, с помощью штатных шпилек и гаек М8. Для центровки кронштейна на суппорте станка служит направляющая шайба 4, которая приваривается к нижней пластине и хорошо видна на верхнем чертеже.
Благодаря полукруглым пазам в передней стенке 1 кронштейна, которые сделаны на 30º в каждую сторону, можно будет прокручивать в вертикальной плоскости закреплённую каретку и деталь на эти же 30º в разные стороны, что расширяет возможности обработки фрезой детали под разными углами.
А благодаря штатным пазам в суппорте, всю приставку можно будет разворачивать и в горизонтальной плоскости, используя штатную шкалу в градусах на суппорте. В общем прокрутить и зажать обрабатываемую деталь можно будет в обоих плоскостях, и перемещать при обработке тоже как в вертикальной, так и в горизонтальной плоскости.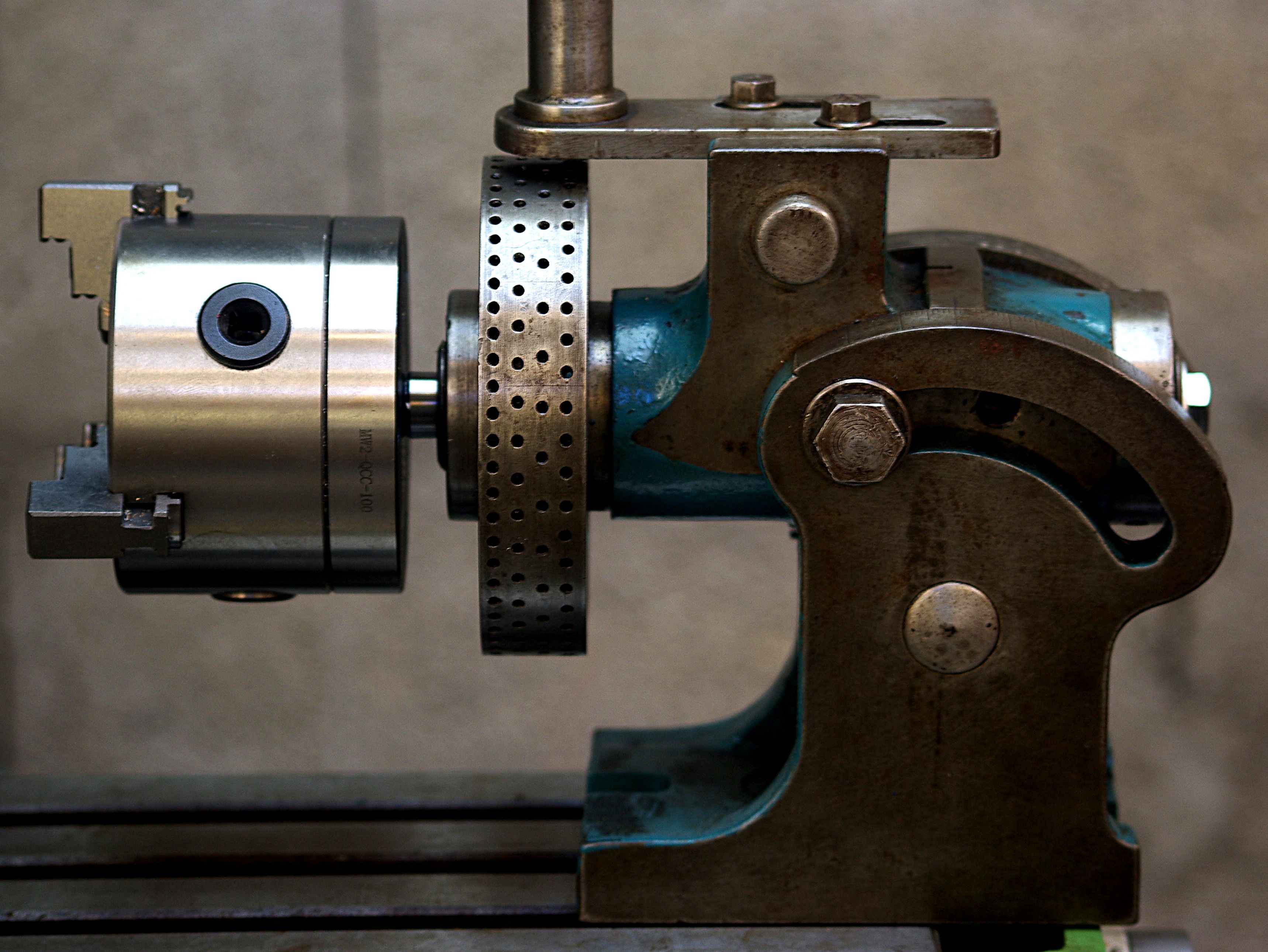
Фреза для обработки детали закрепляется в штатном патроне токарного станка, а если фреза имеет конусный хвостовик, соответствующий конусу Морзе в шпинделе вашего станка, то можно снять патрон и закрепить фрезу непосредственно в шпинделе станка.
А чтобы сделать точным слежение за перемещением фрезы, не помешает изготовить планшет держатель чертежей 7, по которому будет скользить следящая указка 8, закрепляемая на суппорте станка и которая показана на рисунке.
Изготовив такое не сложное приспособление, вы существенно расширите функциональные возможности вашего токарного станка.
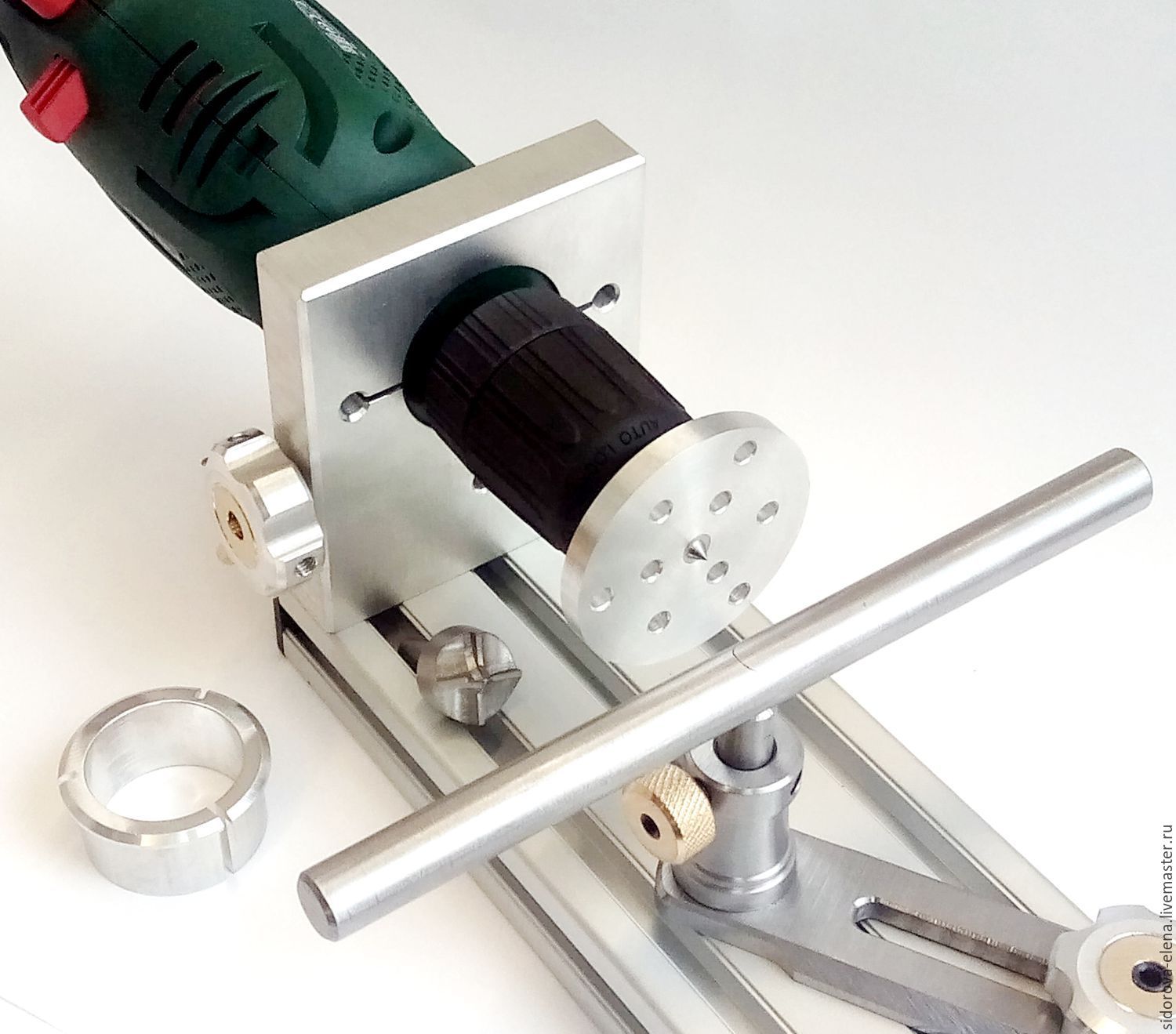
Фрезерная приставка для обработки кругляка (цилиндрических заготовок).
Ну а если Вам нужно к примеру из кругляка сделать квадрат, или шестигранник, ну или на каком то валу нарезать шпоночный паз, то для этих операций можно изготовить более простую фрезерную приставку, на основе токарного патрона и кое каких железяк. Как я её изготавливал из гаражного хлама и как она работает желающие могут посмотреть в видеоролике чуть ниже, или у меня на канале ютуба suvorov-custom.![]() Всем приятного просмотра.
Всем приятного просмотра.
Приспособление для плавного перемещения задней бабки.
Это не сложное устройство даёт возможность перемещать заднюю бабку плавно и с минимальными затратами. И понадобится такое устройство например для сверления очень глубоких отверстий, ведь перемещение пиноли на небольших станках всего 50 — 60 мм. А если токарный станок достаточно большой, то тяжёлую заднюю бабку можно будет перемещать не затрачивая усилий.
Для начала в плите задней бабки сбоку сверлим пару отверстий и нарезаем в них метчиком резьбу М 10 или М12. Далее в помощью этих отверстий к плите задней бабки крепим болтами самодельный угловой кронштейн 1 (см. рисунок) в котором вращаются валики 4 и 5. На валик 4 насажено ведущее зубчатое колесо 3 и приводная рукоятка 2.
А на валике 5 насажены ведомые зубчатые колёса 6 и колесо 7 меньшего диаметра, которое обкатывается по штатной зубчатой рейке станины станка и тем самым приводит в движение заднюю бабку станка.![]() При желании ещё можно изготовить из жести или листового пластика небольшой кожух, который будет закрывать от пыли шестерни, которые желательно смазать.
При желании ещё можно изготовить из жести или листового пластика небольшой кожух, который будет закрывать от пыли шестерни, которые желательно смазать.
Приспособление для закрепления свёрл на суппорте станка.
Это приспособление для токарного станка будет так же полезно, если требуется сверлить достаточно глубокие отверстия длинными свёрлами. К тому же оно позволит довольно быстро периодически вынимать сверло из отверстия, для удаления стружки и смазки сверла.
Ведь скорость перемещения пиноли задней бабки очень маленькая, а скорость продольного перемещения (механической подачи) суппорта значительно выше. И это приспособление позволит повысить производительность работ по сверлению деталей, особенно если их много и если глубина отверстий значительная.
Основа приспособления — это держатель сверла 1 (см. рисунок), который закрепляется в резцедержателе станка. В держателе имеется коническое отверстие для закрепления конического хвостовика сверлильного патрона или сверла с коническим хвостовиком.
Разумеется ось конического отверстия держателя для сверла (или патрона) должна совпадать с осью шпинделя передней бабки токарного станка. Это же следует учитывать при закреплении держателя сверла в резцедержателе станка. Так как при малейшей несоосности возможно понижение качества сверления, разбивание стенок отверстия и даже поломка сверла.
Подача при сверлении отверстий в деталях осуществляется продольным перемещением салазок суппорта. И преимущество этого приспособления, как было сказано выше — это более высокая скорость перемещения режущего инструмента, особенно когда приходится сверлить глубокие отверстия и приходится часто вынимать сверло для удаления стружки.
При изготовлении такого держателя сверла, не обязательно делать его тело цилиндрическим как на рисунке, можно изготовить тело и в форме бруска и гораздо проще изготовить его на фрезерном станке. Но можно изготовить и цилиндрическое тело на токарном станке, а потом приварить к нему сбоку пластину, толщиной 10 — 15 мм, за которую и будет зажиматься приспособление в резцедержателе токарного станка.![]()
Плашкодержатель усовершенствованной конструкции.
При нарезании резьбы плашками, которые устанавливаются в обычных плашкодержателях, нарезанная резьба часто получается плохого качества из-за перекоса режущего инструмента. Чтобы этого избежать, приходится вначале нарезки резьбы всегда подпирать обычный плашкодердатель пинолью задней бабки.
Однако гораздо быстрее и удобнее работать при нарезании резьбы с помощью усовершенствованного плашкодержателя, который можно изготовить самостоятельно на том же токарном станке. На рисунке слева показана одна из конструкций такого плашкодержателя.
Оправка 1 своим конусным хвостовиком вставляется в конусное отверстие пиноли задней бабки. На оправке свободно (но с минимальным зазором) насажен стакан 2 и сменная втулка 4, в которой закрепляется винтом плашка. Задняя бабка с инструментом подводится к вращающейся заготовке. Далее перемещение инструмента осуществляется перемещением пиноли.
При соприкосновении с деталью стакан 2 удерживается от вращения за ручку 3, на которую кстати можно надеть трубку и упереть её в станину станка. Стакан 2 свободно перемещается по оправке 1 во время нарезки резьбы. По окончании нарезания резьбы, вращение шпинделя станка переключается реверсом и инструмент отходит от детали.
Стакан 2 свободно перемещается по оправке 1 во время нарезки резьбы. По окончании нарезания резьбы, вращение шпинделя станка переключается реверсом и инструмент отходит от детали.
У кого станок не имеет маленьких оборотов, то лучше всего нарезать резьбу вращая шпиндель станка вручную, за патрон или с помощью специальной рукоятки, которая вставляется с обратной стороны шпинделя.
Приспособление для токарного станка, которое позволяет одновременно сверлить отверстие и нарезать наружную резьбу за одну установку инструмента показано на рисунке чуть ниже.
Оправка 4 этого приспособления тоже вставляется в пиноль задней бабки токарного станка. В передней части оправки сделано гнездо для закрепления сверла. А наружная подвижная оправка 2 надевается на оправку 4 и перемещается по ней в осевом направлении. От проворота её удерживает шпонка 3.
В передней части наружной оправки имеется отверстие для сменной втулки с плашкой и имеется винт 1 фиксирующий их.![]() После того, как внутренняя оправка вставлена в пиноль задней бабки, на оправку надевают кольцо 5 с ручкой 6, наружную оправку 2 и вставляют сверло и плашку.
После того, как внутренняя оправка вставлена в пиноль задней бабки, на оправку надевают кольцо 5 с ручкой 6, наружную оправку 2 и вставляют сверло и плашку.
В конце сверления, не выводя сверла из отверстия, производим переключение чисел оборотов шпинделя на число, которое соответствует нарезанию резьбы. Наружная оправка подаётся рукой справа налево. При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
Ещё одно простейшее, но полезное самодельное приспособление-переходник описано вот в этой статье и оно поможет закрепить более толстый резец, который не лезет в штатный резцедержатель токарного станка.
Ну и в заключении о самодельных приспособлениях для токарных станков я публикую чуть ниже ещё одно видео с моего канала suvorov-custom, в котором я показываю ещё одно простейшее, но очень полезное приспособление, с помощью которого можно очень быстро отцентровать заготовку и далее окончательно зажать её ровно в патроне токарного станка.
Заводские приспособления для токарных станков.
Заводских приспособлений достаточно много, но я опишу наиболее распространённые и полезные.
Универсальная конусная линейка.
Она служит для обработки конических поверхностей на токарном станке. Линейка устанавливается параллельно образующей конической поверхности, а верхняя часть суппорта токарного станка разворачивается на 90 градусов.
Отсчёт угла поворота конусной линейки производится по делениям (миллиметровым или угловым), нанесённым на шкале. Угол поворота линейки должен быть равен углу уклона конуса.
А если шкала линейки имеет не градусные деления, а миллиметровые, то величина поворота линейки определяется по одной из формул, опубликованных ниже:
Где h — это число миллиметровых делений шкалы конусной линейки,
а Н — это расстояние от оси вращения линейки до её торца, на котором ненесена шкала. Буква D — это наибольший диаметр конуса, буква d — это наименьший диаметр конуса, буква L — длина конуса, буква α — это угол уклона конуса, а буква R — конусность.
Буква D — это наибольший диаметр конуса, буква d — это наименьший диаметр конуса, буква L — длина конуса, буква α — это угол уклона конуса, а буква R — конусность.
Неподвижные и подвижные люнеты.
Предназначены для обработки нежёстких (тонких) валов. Неподвижный люнет, показанный на рисунке, состоит из чугунного корпуса 1 , с которым посредством болта 4 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму, соответствующую направляющим станины, на которых он закрепляется посредством планки 2 и болта 3.
В корпусе при помощи регулировочных болтов 9 перемещаются два кулачка 8, а в крышке — один кулачок 7. Для закрепления кулачков в требуемом положении служат винты 5. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Но гораздо эффективней модернизированный люнет (cм. рисунок ниже), в котором нижние жёсткие кулачки заменены шарикоподшипниками 8. Их настраивают по диаметру обрабатываемой поверхности с помощью контрольного вала, располагаемого в центре , или же по самой детали.
Их настраивают по диаметру обрабатываемой поверхности с помощью контрольного вала, располагаемого в центре , или же по самой детали.
После этого опускают крышку 2 люнета и, регулируя гайкой 4 положение стержня 5, устанавливают крышку так, чтобы зазор между основанием люнета и крышкой был равен 3-5 мм. Это положение стержня 5 фиксируется контргайкой 3.
Затем при помощи эксцентрика 1 крышку прижимают к основанию люнета, при этом под действием пружины 6 верхние шарикоподшипники 7 с силой прижимают обрабатываемую деталь. Биение детали воспринимается не шарикоподшипниками, а пружиной 6, которая служит амортизатором.
Подвижные люнеты. В отличии от неподвижных люнетов ,которые закрепляются на управляющих станках, имеются ещё и подвижные люнеты (см. рисунок ниже), которые закрепляются на каретке суппорта.
Так как подвижный люнет закрепляется на каретке суппорта , он вместе с ней перемещается вдоль обтачиваемой детали, следуя за резцом. Таким образом, он поддерживает деталь непосредственно в месте приложения усилия и предохраняет её от прогибов.
Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет два или три кулачка. Их выдвигают и закрепляют так же, как и кулачки неподвижного люнета.
Чтобы трение было не слишком большим , кулачки следует хорошо смазывать. Для уменьшения трения наконечники кулачков делают чугунными, бронзовыми или латунными. А ещё лучше вместо кулачков использовать ролики из подшипников.
А в заключении желающие могут посмотреть в видеоролике чуть ниже, как я спас от металлолома станок особо высокой точности 16Б05А.
А ещё чуть ниже я опубликовал видео о самодельном делительном приспособлении для моего токарного станка ТВ 4, которое я изготовил всего за пару часов.
Ну и ещё ниже показано и рассказано о восстановлении моего станка ТВ — 4.
Вот вроде бы и всё. Конечно же здесь были опубликованы далеко не все приспособления для токарных станков, но если в вашей мастерской появятся хотя бы опубликованные в этой статье приспособления, то возможности вашей мастерской существенно расширятся, творческих успехов всем.
Конечно же здесь были опубликованы далеко не все приспособления для токарных станков, но если в вашей мастерской появятся хотя бы опубликованные в этой статье приспособления, то возможности вашей мастерской существенно расширятся, творческих успехов всем.
Приспособления для токарного станка по металлу
Для расширения функциональности токарного станка рекомендуется применение специальных фрезерных деталей. Они изготавливаются в разнообразных вариантах, что дает возможность с их помощью выполнения разнообразных задач в сфере обработки деталей. Фрезерные приспособления для токарного станка бывают нескольких видов, сложность их конструкции зависит от особенностей поставленной задачи.
Современное оборудование на голову выше советских аналогов, металл, используемый в конструкции, отличается высоким качеством, прочностью и долговечностью. Крепежи агрегата имеют сертификаты качества, а также являются долговечными.
Для проведения работ на подобном агрегате мастерам требуется профильный медицинский осмотр, оборудование требует от специалиста внимательности, щепетильности, хорошего зрения. Финишная обработка любого фрагмента из металла проходит в несколько этапов.
Виды и назначение
Приспособление для токарного станка по металлу изготавливается в трех разновидностях:
- Первый вариант является специальным. С его помощью увеличиваются эксплуатационные возможности агрегата.
- Второй вариант дополнительных частей используется для того чтобы фиксировать инструмент.
- Благодаря применению третьего варианта оборудования фиксируются детали, которые подлежат обработке на токарном станке.
С помощью различной оснастки обеспечивается широкий спектр работ, выполняемых токарным агрегатом:
- качественно закрепляются металлические фрагменты;
- повышается точность обработки металлических заготовок;
- появляется возможность правильно выполнять фрезерные операции;
- ускоряется процесс обработки металлических деталей.


Фрезерное приспособление для токарного станка производится на заводах. Оно характеризуется высоким уровнем прочности, такая особенность обеспечивает ему длительное применение.
Благодаря использованию материалов высокого качества для изготовления оснастки значительно продляется срок ее эксплуатации. В домашних условиях несложно использовать самодельное приспособление для токарного станка по металлу. Наиболее часто осуществляется применение специальной приставки, благодаря которой мастера могут выполнять следующие операции:
- фрезеровать плоскости;
- выбирать пазы и канавки;
- обрабатывать основу с помощью торцевых и концевых фрез;
- контурно обрабатывать разнообразные изделия.
Фрезерная приставка для токарного станка
Приспособление для токарного станка дает возможность не только расширить сферу применения оборудования, но и максимально точно выполнять работы по металлообработке.
Какое оборудование использовать?
Выбирать приспособление на токарный станок необходимо в соответствии с поставленными перед оператором задачами. Наиболее часто специалистами осуществляется использование нескольких частей.
Наиболее часто специалистами осуществляется использование нескольких частей.
Виброопоры – идеально подходит для токарного станка по металлу, а также для шлифовального оборудования. С его помощью обеспечивается увеличение качества обработки детали. Благодаря подобному изделию значительно уменьшается вибрация, такой принцип работы положительно отображается на длительности эксплуатации станка.
Центры. Токарные агрегаты имеют универсальную конструкцию, но она вынуждает мастера использовать специальную оснастку. Благодаря центрам обеспечивается максимально качественная настройка параметров точности.
Патроны. Применение устройства наиболее часто осуществляется в агрегатах по дереву. С помощью подобного оборудования обеспечивается максимально надежная фиксация фрагмента. Крепление патрона осуществляется с помощью болта через хомутик.
Кулачки. Такого вида детали характеризуются присутствием нескольких вариантов исполнения. С их помощью обеспечивается надежная фиксация детали с внешней стороны вала.
Кулачок для токарного станка
Кулачковые токарные патроны – детали используются для фиксации заготовок, которые имеют прямоугольную, цилиндрическую или фасонную форму. Различают несколько разновидностей патронов – двухкулачковые, трехкулачковые и четырехкулачковые. Разрешается применение изделий с разнообразными видами токарных установок.
Подбор оборудования обязан проходить после изучения всех достоинств агрегата, а также анализа условий помещения, где будет установлено оборудование. Дополнительно следует определить, где будет размещаться шкаф с металлическими фрагментами и готовыми изделиями.
Дополнительные детали
Агрегат имеет второстепенные, но довольно важные детали в своей конструкции.
Люнетов. Применяются в конструкциях, которыми проводится обработка металла и дерева. Сферой применения подобных узлов являются фрезерные, токарные и шлифовальные замки. С помощью установок поддерживаются длинные заготовки.
Резцедержателей. Применение агрегатов осуществляется в токарных станках по металлу. Благодаря этим устройствам закрепляются резцы на суппорте. Приспособление имеет поперечное и продольное перемещение по отношению к металлическому фрагменту.
Приспособления для металлорежущих станков производятся в широком ассортименте, особенность дает возможность для токарей подбора наиболее приемлемого варианта в соответствии с поставленными задачами.
В индивидуальном паспорте оборудования всегда указы технические характеристики и ведомственные требования к эксплуатации установки на территории предприятия. Необходимо неуклонно выполнять все условия при установке агрегата.
Несоблюдение техники безопасности, а также ТУ могут привести к нарушению технологического процесса, а также травмам рабочего персонала.
Особенности использования кулачковых патронов
Наиболее часто в металлообрабатывающих агрегатах используются кулачковые патроны. В подобном случае рекомендуется применять двухкулачковые приспособления для токарного станка. Они являются оптимальным вариантом при отсутствии необходимости в максимально точном центрировании.
С их применением осуществляется фиксирование небольших деталей, отливкой, поковок. Кулачковые патроны фиксируют детали, которые имеют строго определенные геометрические параметры. Если необходимо обработать произвольные по конфигурации заготовки, то это требует применения четырехкулачковых патронов.
Самодельные приспособления характеризуются появлением индивидуального привода, такая конструкция дает возможность максимально простого центрирования.
При использовании патронов с таким приводом предоставляется шанс обработки на станке прямоугольных и асимметричных деталей. Квадратные прутки обрабатываются с использованием самоцентрирующихся приспособлений, которые оснащаются четырьмя кулачками.
Часто в металлообрабатывающих станках осуществляется применение трехкулачковых патронов.
Трехкулачковый патрон для токарного станка
С их помощью обеспечивается качественное выполнение работ с прутками, имеющими большое сечение.
Дополнительно они применяются для обработки деталей, имеющих круглую или шестигранную форму. Для такой оснастки характерны высокие усилия зажима, благодаря максимально простой конструкции изделия его переналадку в соответствии с размерами заготовки сможет выполнить любой желающий мастер.
Если трехкулачковые патроны будут активно использоваться, это приведет к потере точности, что является их единственным недостатком.
Советы мастеров
При большом сечении заготовок рекомендуется применение вращающегося и упорного центров. С их помощью обеспечивается эффективное проведение работ по металлу, помещение заготовки в центр происходит только после проведения ее зацентровки.
С торцов вала заготовки с этой целью необходимо выполнить специальные отверстия. Благодаря применению хомутика деталью от шпинделя осуществляется получение вращающегося момента.
Благодаря применению хомутика деталью от шпинделя осуществляется получение вращающегося момента.
Фрезерное оснащение отличается скрупулезностью и ювелирностью, работа проходит в равномерном ритме, от мастера требуется постоянный контроль движения вала.
Патроны, которые выполнены по поводковому типу, характеризуются небольшим корпусом. Его устанавливают на шпиндель токарных станков.
Торцевая часть агрегата оснащается запрессованным пальцем, с его помощью проводится отправка необходимого крутящего момента на хомутик. Фиксация хомутика к детали, которая обрабатывается, осуществляется болтом.
Применение поводкового патрона не проводится при большой величине центрового отверстия заготовок. В таком случае возникает необходимость применения вращающегося центра, имеющего особую конструкцию.
Рабочая часть дополнительных деталей характеризуется выраженной рифленой поверхностью. Если при обработке заготовки необходимо срезать слой большой толщины, тогда необходима установка вращающегося заднего центра на станок. Он позволяет работать оборудованию на высокой скорости.
Он позволяет работать оборудованию на высокой скорости.
Приспособления для станков позволяют значительно упростить процесс обработки металлических заготовок. Для обеспечения качественного выполнения работ рекомендуется правильно проводить подбор изделия. С этой целью токарь должен руководствоваться определенными правилами. Он может купить готовое приспособление или сделать его самостоятельно.
Видео по теме: Полезное приспособление для токарного станка
Приспособления на токарный станок по металлу
Приспособления для токарных станков позволяют облегчить некоторые работы и расширить функциональные возможности серийных станков. Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Самодельные приспособления для токарных станков.
Фрезерная приставка к токарному станку .
Начнём пожалуй с самого нужного и полезного приспособления, которое поможет превратить обычный токарный станок в фрезерный и существенно расширить возможности любого мастера. Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта простая, но надёжная конструкция фрезерной приставки была разработана ещё в советские годы и опубликована в журнале «Моделист конструктор». И с помощью этой приставки можно выполнять на токарном станке фрезерование плоскостей, обработку различных деталей по контуру, производить выборку различных канавок и пазов.
Да и вообще можно осуществлять обработку концевыми и торцовыми фрезами любых поверхностей деталей, за счёт того, что каретка и суппорт станка перемещается по трём координатам, каретка перемещается в вертикальной плоскости, а кронштейн приставки перемещается в горизонтальной плоскости.
Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи. А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
Резцедержатель можно использовать для закрепления в нём уже не резца, а какой то плоской детали, подлежащей фрезерованию. А можно снять резцедержатель и использовать вместо него какие то самодельные тисочки, если обрабатываемая деталь более объёмная.
Так же вместо резцедержателя можно закрепить на штатной шпильке не тиски, а патрон от маленького токарного станка, если фрезеруемая деталь цилиндрическая, а не плоская. Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Кронштейн приставки вырезается болгаркой из обычной листовой стали толщиной 8 мм и затем его передняя стенка 1, боковые стенки 2 и основание 3 свариваются между собой электросваркой. При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
Когда кронштейн будет сварен, в нём с помощью свёрл и шарошек делаем центральное отверстие и отверстия для крепления кронштейна к суппорту станка, с помощью штатных шпилек и гаек М8. Для центровки кронштейна на суппорте станка служит направляющая шайба 4, которая приваривается к нижней пластине и хорошо видна на верхнем чертеже.
Благодаря полукруглым пазам в передней стенке 1 кронштейна, которые сделаны на 30º в каждую сторону, можно будет прокручивать в вертикальной плоскости закреплённую каретку и деталь на эти же 30º в разные стороны, что расширяет возможности обработки фрезой детали под разными углами.
А благодаря штатным пазам в суппорте, всю приставку можно будет разворачивать и в горизонтальной плоскости, используя штатную шкалу в градусах на суппорте. В общем прокрутить и зажать обрабатываемую деталь можно будет в обоих плоскостях, и перемещать при обработке тоже как в вертикальной, так и в горизонтальной плоскости.
Фреза для обработки детали закрепляется в штатном патроне токарного станка, а если фреза имеет конусный хвостовик, соответствующий конусу Морзе в шпинделе вашего станка, то можно снять патрон и закрепить фрезу непосредственно в шпинделе станка.
А чтобы сделать точным слежение за перемещением фрезы, не помешает изготовить планшет держатель чертежей 7, по которому будет скользить следящая указка 8, закрепляемая на суппорте станка и которая показана на рисунке.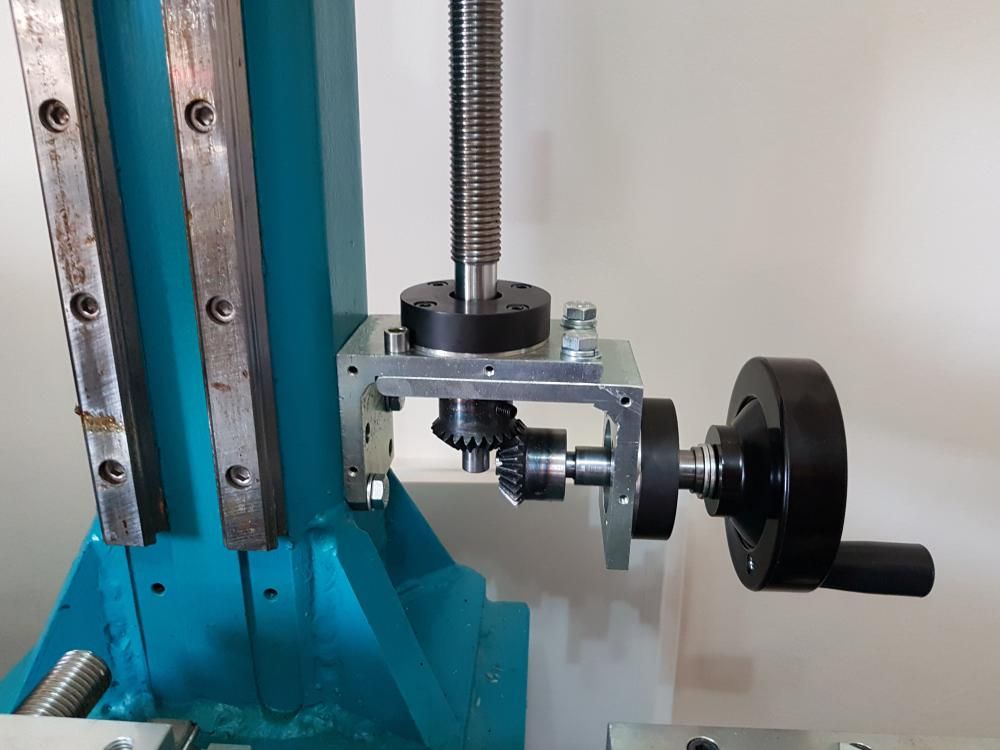
Изготовив такое не сложное приспособление, вы существенно расширите функциональные возможности вашего токарного станка.
Фрезерная приставка для обработки кругляка (цилиндрических заготовок).
Ну а если Вам нужно к примеру из кругляка сделать квадрат, или шестигранник, ну или на каком то валу нарезать шпоночный паз, то для этих операций можно изготовить более простую фрезерную приставку, на основе токарного патрона и кое каких железяк. Как я её изготавливал из гаражного хлама и как она работает желающие могут посмотреть в видеоролике чуть ниже, или у меня на канале ютуба suvorov-custom. Всем приятного просмотра.
Приспособление для плавного перемещения задней бабки.
Это не сложное устройство даёт возможность перемещать заднюю бабку плавно и с минимальными затратами. И понадобится такое устройство например для сверления очень глубоких отверстий, ведь перемещение пиноли на небольших станках всего 50 — 60 мм. А если токарный станок достаточно большой, то тяжёлую заднюю бабку можно будет перемещать не затрачивая усилий.
А если токарный станок достаточно большой, то тяжёлую заднюю бабку можно будет перемещать не затрачивая усилий.
Для начала в плите задней бабки сбоку сверлим пару отверстий и нарезаем в них метчиком резьбу М 10 или М12. Далее в помощью этих отверстий к плите задней бабки крепим болтами самодельный угловой кронштейн 1 (см. рисунок) в котором вращаются валики 4 и 5. На валик 4 насажено ведущее зубчатое колесо 3 и приводная рукоятка 2.
А на валике 5 насажены ведомые зубчатые колёса 6 и колесо 7 меньшего диаметра, которое обкатывается по штатной зубчатой рейке станины станка и тем самым приводит в движение заднюю бабку станка. При желании ещё можно изготовить из жести или листового пластика небольшой кожух, который будет закрывать от пыли шестерни, которые желательно смазать.
Приспособление для закрепления свёрл на суппорте станка .
Это приспособление для токарного станка будет так же полезно, если требуется сверлить достаточно глубокие отверстия длинными свёрлами.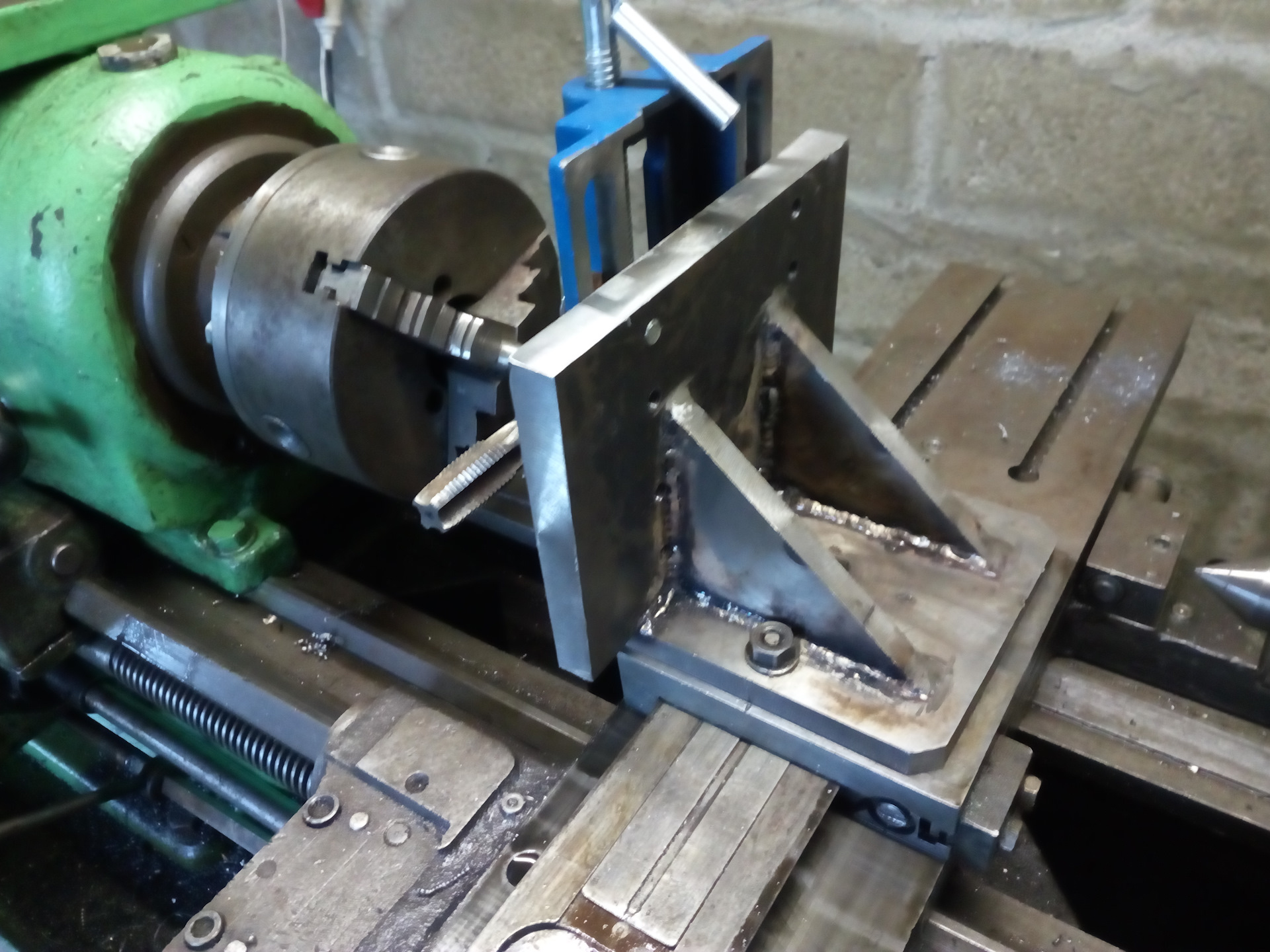 К тому же оно позволит довольно быстро периодически вынимать сверло из отверстия, для удаления стружки и смазки сверла.
К тому же оно позволит довольно быстро периодически вынимать сверло из отверстия, для удаления стружки и смазки сверла.
Ведь скорость перемещения пиноли задней бабки очень маленькая, а скорость продольного перемещения (механической подачи) суппорта значительно выше. И это приспособление позволит повысить производительность работ по сверлению деталей, особенно если их много и если глубина отверстий значительная.
Основа приспособления — это держатель сверла 1 (см. рисунок), который закрепляется в резцедержателе станка. В держателе имеется коническое отверстие для закрепления конического хвостовика сверлильного патрона или сверла с коническим хвостовиком.
Разумеется ось конического отверстия держателя для сверла (или патрона) должна совпадать с осью шпинделя передней бабки токарного станка. Это же следует учитывать при закреплении держателя сверла в резцедержателе станка. Так как при малейшей несоосности возможно понижение качества сверления, разбивание стенок отверстия и даже поломка сверла.
Подача при сверлении отверстий в деталях осуществляется продольным перемещением салазок суппорта. И преимущество этого приспособления, как было сказано выше — это более высокая скорость перемещения режущего инструмента, особенно когда приходится сверлить глубокие отверстия и приходится часто вынимать сверло для удаления стружки.
При изготовлении такого держателя сверла, не обязательно делать его тело цилиндрическим как на рисунке, можно изготовить тело и в форме бруска и гораздо проще изготовить его на фрезерном станке. Но можно изготовить и цилиндрическое тело на токарном станке, а потом приварить к нему сбоку пластину, толщиной 10 — 15 мм, за которую и будет зажиматься приспособление в резцедержателе токарного станка.
Плашкодержатель усовершенствованной конструкции .
При нарезании резьбы плашками, которые устанавливаются в обычных плашкодержателях, нарезанная резьба часто получается плохого качества из-за перекоса режущего инструмента. Чтобы этого избежать, приходится вначале нарезки резьбы всегда подпирать обычный плашкодердатель пинолью задней бабки.
Однако гораздо быстрее и удобнее работать при нарезании резьбы с помощью усовершенствованного плашкодержателя, который можно изготовить самостоятельно на том же токарном станке. На рисунке слева показана одна из конструкций такого плашкодержателя.
Оправка 1 своим конусным хвостовиком вставляется в конусное отверстие пиноли задней бабки. На оправке свободно (но с минимальным зазором) насажен стакан 2 и сменная втулка 4, в которой закрепляется винтом плашка. Задняя бабка с инструментом подводится к вращающейся заготовке. Далее перемещение инструмента осуществляется перемещением пиноли.
При соприкосновении с деталью стакан 2 удерживается от вращения за ручку 3, на которую кстати можно надеть трубку и упереть её в станину станка. Стакан 2 свободно перемещается по оправке 1 во время нарезки резьбы. По окончании нарезания резьбы, вращение шпинделя станка переключается реверсом и инструмент отходит от детали.
У кого станок не имеет маленьких оборотов, то лучше всего нарезать резьбу вращая шпиндель станка вручную, за патрон или с помощью специальной рукоятки, которая вставляется с обратной стороны шпинделя.
Приспособление для одовременного сверления и нарезания резьбы .
Приспособление для токарного станка, которое позволяет одновременно сверлить отверстие и нарезать наружную резьбу за одну установку инструмента показано на рисунке чуть ниже.
Оправка 4 этого приспособления тоже вставляется в пиноль задней бабки токарного станка. В передней части оправки сделано гнездо для закрепления сверла. А наружная подвижная оправка 2 надевается на оправку 4 и перемещается по ней в осевом направлении. От проворота её удерживает шпонка 3.
В передней части наружной оправки имеется отверстие для сменной втулки с плашкой и имеется винт 1 фиксирующий их. После того, как внутренняя оправка вставлена в пиноль задней бабки, на оправку надевают кольцо 5 с ручкой 6, наружную оправку 2 и вставляют сверло и плашку.
В конце сверления, не выводя сверла из отверстия, производим переключение чисел оборотов шпинделя на число, которое соответствует нарезанию резьбы. Наружная оправка подаётся рукой справа налево. При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
Ещё одно простейшее, но полезное самодельное приспособление-переходник описано вот в этой статье и оно поможет закрепить более толстый резец, который не лезет в штатный резцедержатель токарного станка.
Ну и в заключении о самодельных приспособлениях для токарных станков я публикую чуть ниже ещё одно видео с моего канала suvorov-custom, в котором я показываю ещё одно простейшее, но очень полезное приспособление, с помощью которого можно очень быстро отцентровать заготовку и далее окончательно зажать её ровно в патроне токарного станка.
Заводские приспособления для токарных станков.
Заводских приспособлений достаточно много, но я опишу наиболее распространённые и полезные.
Универсальная конусная линейка .
Она служит для обработки конических поверхностей на токарном станке. Линейка устанавливается параллельно образующей конической поверхности, а верхняя часть суппорта токарного станка разворачивается на 90 градусов.
Отсчёт угла поворота конусной линейки производится по делениям (миллиметровым или угловым), нанесённым на шкале. Угол поворота линейки должен быть равен углу уклона конуса.
А если шкала линейки имеет не градусные деления, а миллиметровые, то величина поворота линейки определяется по одной из формул, опубликованных ниже:
Где h — это число миллиметровых делений шкалы конусной линейки,
а Н — это расстояние от оси вращения линейки до её торца, на котором ненесена шкала. Буква D — это наибольший диаметр конуса, буква d — это наименьший диаметр конуса, буква L — длина конуса, буква α — это угол уклона конуса, а буква R — конусность.
Неподвижные и подвижные люнеты .
Предназначены для обработки нежёстких (тонких) валов.![]() Неподвижный люнет, показанный на рисунке, состоит из чугунного корпуса 1 , с которым посредством болта 4 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму, соответствующую направляющим станины, на которых он закрепляется посредством планки 2 и болта 3.
Неподвижный люнет, показанный на рисунке, состоит из чугунного корпуса 1 , с которым посредством болта 4 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму, соответствующую направляющим станины, на которых он закрепляется посредством планки 2 и болта 3.
В корпусе при помощи регулировочных болтов 9 перемещаются два кулачка 8, а в крышке — один кулачок 7. Для закрепления кулачков в требуемом положении служат винты 5. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Но гораздо эффективней модернизированный люнет (cм. рисунок ниже), в котором нижние жёсткие кулачки заменены шарикоподшипниками 8. Их настраивают по диаметру обрабатываемой поверхности с помощью контрольного вала, располагаемого в центре , или же по самой детали.
После этого опускают крышку 2 люнета и, регулируя гайкой 4 положение стержня 5, устанавливают крышку так, чтобы зазор между основанием люнета и крышкой был равен 3-5 мм.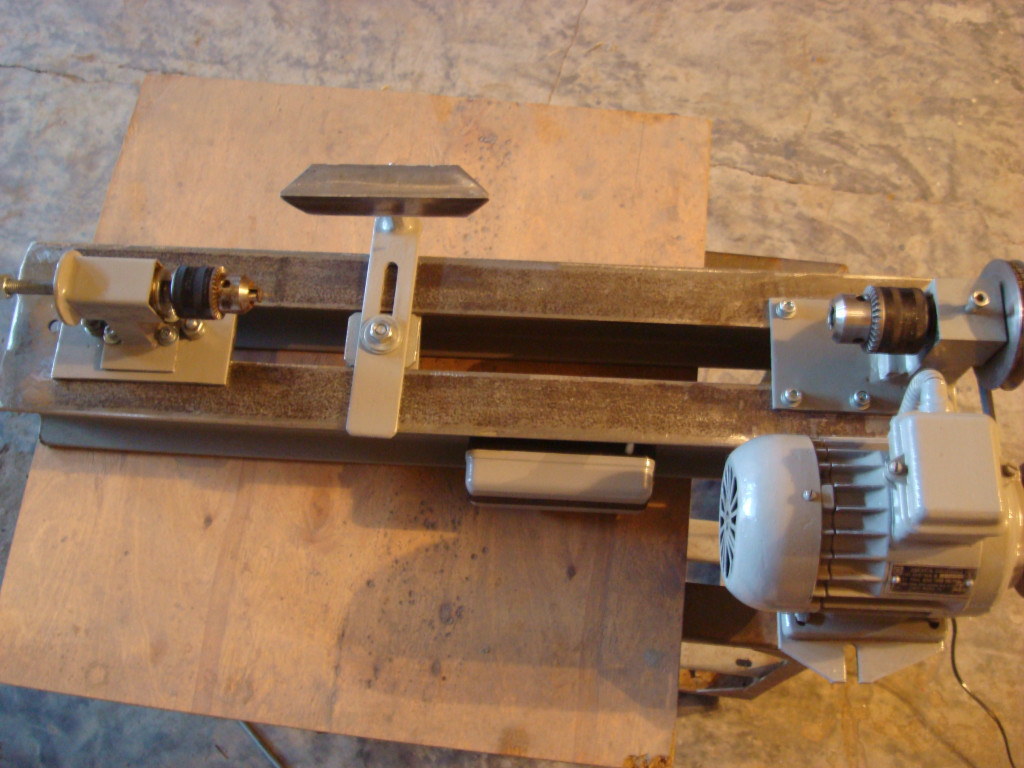 Это положение стержня 5 фиксируется контргайкой 3.
Это положение стержня 5 фиксируется контргайкой 3.
Затем при помощи эксцентрика 1 крышку прижимают к основанию люнета, при этом под действием пружины 6 верхние шарикоподшипники 7 с силой прижимают обрабатываемую деталь. Биение детали воспринимается не шарикоподшипниками, а пружиной 6, которая служит амортизатором.
Подвижные люнеты. В отличии от неподвижных люнетов ,которые закрепляются на управляющих станках, имеются ещё и подвижные люнеты (см. рисунок ниже), которые закрепляются на каретке суппорта.
Так как подвижный люнет закрепляется на каретке суппорта , он вместе с ней перемещается вдоль обтачиваемой детали, следуя за резцом. Таким образом, он поддерживает деталь непосредственно в месте приложения усилия и предохраняет её от прогибов.
Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет два или три кулачка. Их выдвигают и закрепляют так же, как и кулачки неподвижного люнета.
Чтобы трение было не слишком большим , кулачки следует хорошо смазывать. Для уменьшения трения наконечники кулачков делают чугунными, бронзовыми или латунными. А ещё лучше вместо кулачков использовать ролики из подшипников.
Для уменьшения трения наконечники кулачков делают чугунными, бронзовыми или латунными. А ещё лучше вместо кулачков использовать ролики из подшипников.
А в заключении желающие могут посмотреть в видеоролике чуть ниже, как я спас от металлолома станок особо высокой точности 16Б05А.
А ещё чуть ниже я опубликовал видео о самодельном делительном приспособлении для моего токарного станка ТВ 4, которое я изготовил всего за пару часов.
Ну и ещё ниже показано и рассказано о восстановлении моего станка ТВ — 4.
Вот вроде бы и всё. Конечно же здесь были опубликованы далеко не все приспособления для токарных станков, но если в вашей мастерской появятся хотя бы опубликованные в этой статье приспособления, то возможности вашей мастерской существенно расширятся, творческих успехов всем.  youtube.com/embed/u3lyA4MpCdY”/>
youtube.com/embed/u3lyA4MpCdY”/>
Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.

На рисунке выше представлены конструкции центров: а – обыкновенный; б – рифленый; в – с выточкой, г – вращающийся для заготовок с центровыми углублениями; д – вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.
В свою очередь центровые подразделяются на цельные и разжимные.
На рисунке выше показаны оправки в разрезе: а – центровые; б – шпиндельная; 1 – стержень; 2 – заготовка; 3 – разрезной элемент; 4 – гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки. Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.
Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.
Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.
Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Установку и закрепление заготовок для их обработки на токарных станках производят с помощью различных приспособлений, которые подразделяются на универсальные и специальные.
Выбор того или иного приспособления зависит, прежде всего, от конструкции заготовки и вида обрабатываемой поверхности, типа и модели станка, принятой схемы базирования, требуемого качества обработки и типа производства.
Наиболее распространенными универсальными приспособлениями являются: центры, люнеты, патроны и планшайбы.
Центры применяют при обработке валов с соотношением длины и диаметра 4 и 10. Причем для установки заготовки в центрах необходимым условием является наличие центровых отверстий с торцов вала. По конструкции центры делятся на неподвижные (рис. 7.12, а) и вращающиеся (рис. 7.12, б). Первые устанавливают в шпинделе, вторые — в задней бабке. По виду
Причем для установки заготовки в центрах необходимым условием является наличие центровых отверстий с торцов вала. По конструкции центры делятся на неподвижные (рис. 7.12, а) и вращающиеся (рис. 7.12, б). Первые устанавливают в шпинделе, вторые — в задней бабке. По виду
Рис. 7.12. Приспособления для токарных станков: а — неподвижный центр; б — вращающийся центр; в — патрон; г — планшайба; д — люнет; 1,2— конические
зубчатые колеса; 3 — кулачек; 4 — торцевая резьба
наконечника центры можно разделить на упорные, срезанные, шариковые и обратные.
Патроны применяют на токарных, токарно-винторезных, револьверных и других станках. Они бывают поводковыми, трехкулачковыми, четырехкулачковыми, цанговыми и др. Наибольшее распространение получили трехкулачковые патроны (рис. 7.12, в). В корпусе патрона установлены три конических зубчатых колеса /, имеющие квадратные гнезда для торцевого ключа. Колеса 1 зацеплены с большим коническим колесом 2, которое с тыльной стороны имеет торцевую резьбу 4, входящую в зацепление рейки кулачков 3. При вращении торцевым ключом зубчатого колеса 1 кулачки 3, перемещаясь, зажимают или освобождают заготовку. Приводы кулачков патронов могут быть пневматическими, гидравлическими и электрическими. Уровень автоматизации приспособления зависит от уровня автоматизации станка.
Колеса 1 зацеплены с большим коническим колесом 2, которое с тыльной стороны имеет торцевую резьбу 4, входящую в зацепление рейки кулачков 3. При вращении торцевым ключом зубчатого колеса 1 кулачки 3, перемещаясь, зажимают или освобождают заготовку. Приводы кулачков патронов могут быть пневматическими, гидравлическими и электрическими. Уровень автоматизации приспособления зависит от уровня автоматизации станка.
Планшайбы (рис. 7.12, г) применяют в тех случаях, когда установка заготовок в патроне в силу их конструктивных особенностей невозможна.
Люнеты (рис. 7.12, д) применяют для уменьшения деформаций заготовки от сил резания. Подвижные люнеты устанавливают на продольном суппорте станка, а неподвижные — на станине.
что это такое, изготовление своими руками
Статичный люнет и его строение
Статичное устройство устанавливается на станину при помощи нижнего зацепления. Основной задачей неподвижного люнета является поддерживание габаритных деталей во время работы с ними. Таким образом, удается избежать ненужных вибраций и повысить точность обработки заготовок. Статичный прибор имеет несколько ключевых элементов строения:
Таким образом, удается избежать ненужных вибраций и повысить точность обработки заготовок. Статичный прибор имеет несколько ключевых элементов строения:
- основание;
- крышка на шарнирном креплении.
Для рабочей фиксации крышки в конструкции устройства имеется откидной болт со специальной головкой. В основании и на крышке люнета располагается три кулачка для фиксации. Посредством их регулировки оператор станка может подгонять прибор под размер обрабатываемых деталей. Для этого в конструкции прибора предусмотрены специальные болты.
Фиксаторы для люнетов изготовляют предпочтительно с чугуна. Чтобы избежать повреждения особо хрупких деталей кулачками прибора, на них устанавливают специальное защитное покрытие (как правило, бронзовое).
Некоторые производители создают люнеты сразу с защитным покрытием на кулачках. Но не только обрабатываемые детали страдают от фиксаторов устройства, но и сами кулачки изнашиваются в ходе работы. Именно поэтому их также создают на основе особо твердых сплавов.
Установка неподвижного люнета осуществляется в несколько этапов:
- Зафиксировать обрабатываемую деталь в центрах станка.
- Предварительно настраивают все три кулачка прибора.
- Шейку заготовки подтачивают в месте соприкосновения с кулачками люнета.
- Фиксируют заготовку для работы.
Стоит отметить, что не всегда требуется предварительная обточка шейки заготовки. Если деталь уже предварительно обработана или имеет фиксированные размеры, то обточку можно не делать.
Виды люнетов
Люнеты имеют несколько типов исполнения и их можно классифицировать следующим образом:
- По способу размещения: подвижные, неподвижные;
- По типу применения: опорные, удерживающие;
- По типу зажимающих устройств: винтовые, механизированные;
- По типу опор: опоры скольжения (кулачки), опоры вращения (ролики).
Для чего нужен люнет на токарном станке? Во-первых, при обработке длинных цилиндрических деталей под действием сил резания происходит изгибание заготовки. А следовательно, не выдерживается заданный размер
А следовательно, не выдерживается заданный размер
. Во-вторых, большое расстояние между опорами во время обработки вызывает вибрации, которые пагубно влияют и на инструмент, и на саму заготовку.
Заводские модели изготавливаются под определенный тип оборудования и должны соответствовать ГОСТ 21190–75 , 15760−79 и прочим.
Подвижный люнет и его строение
Данное устройство располагается на продольном суппорте станка. Благодаря такому расположению, мобильный люнет выполняет движения с той же траекторией, что и резец станка. Таким образом, уменьшается давление на деталь со стороны токарного резца. Подвижный тип прибора тоже имеет свою классификацию:
- По системе зажимов. Существуют роликовые и кулачковые системы фиксации. Крепление при помощи роликов обеспечивает удобное скольжение заготовки во время выполнения работ, в то время, когда кулачковые обеспечивают лучший контроль над положением детали.
- По специфике обработки. Для шлифовки, обточки или создания подшипников могут использоваться разные типы приборов.
- По типу настройки фиксаторов. В данных устройствах кулачки или ролики могут настраиваться вручную или при помощи гидравлического привода.
- По количеству фиксаторов. Большинство приборов производятся с тремя кулачками, но есть модели и с большим количеством фиксаторов.
 Для шлифовки, обточки или создания подшипников могут использоваться разные типы приборов.
Для шлифовки, обточки или создания подшипников могут использоваться разные типы приборов.Мобильный люнет прикрепляют к каретке суппорта и используют в тех случаях, когда есть необходимость произвести чистую обточку или сделать резьбу на длинных заготовках. Как и неподвижный люнет, благодаря настраиваемым кулачкам, имеет возможность фиксировать совершенно разные по диаметру детали.
Максимальный диаметр обрабатываемой заготовки зависит от модели устройства и находится в диапазоне от 20 до 250 мм. Ключевые элементы конструкции подвижного люнета:
- Откидная крышка.
- Заготовка для обработки.
- Колодки.
- Винты для установки.
- Корпус.
Перед началом работы на детали необходимо обточить зону, в которой она будет соприкасаться с фиксаторами люнета. Кулачки необходимо зажимать плавно и медленно для надежного и равномерного зажатия. При правильной фиксации заготовка будет оставаться неподвижной даже при очень серьезных нагрузках. После завершения работ кулачки постепенно отводятся или открывается крышка устройства.
Кулачки необходимо зажимать плавно и медленно для надежного и равномерного зажатия. При правильной фиксации заготовка будет оставаться неподвижной даже при очень серьезных нагрузках. После завершения работ кулачки постепенно отводятся или открывается крышка устройства.
Резцедержатели для токарных станков по металлу
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка. Подразделяются на двухпозиционные и четырехпозиционные, т.е. в.
Приспособления для токарных станков позволяют облегчить некоторые работы и расширить функциональные возможности серийных станков. Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Самодельные приспособления для токарных станков.
Фрезерная приставка к токарному станку .
Начнём пожалуй с самого нужного и полезного приспособления, которое поможет превратить обычный токарный станок в фрезерный и существенно расширить возможности любого мастера. Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта простая, но надёжная конструкция фрезерной приставки была разработана ещё в советские годы и опубликована в журнале «Моделист конструктор». И с помощью этой приставки можно выполнять на токарном станке фрезерование плоскостей, обработку различных деталей по контуру, производить выборку различных канавок и пазов.
Да и вообще можно осуществлять обработку концевыми и торцовыми фрезами любых поверхностей деталей, за счёт того, что каретка и суппорт станка перемещается по трём координатам, каретка перемещается в вертикальной плоскости, а кронштейн приставки перемещается в горизонтальной плоскости.
Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи. А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
Резцедержатель можно использовать для закрепления в нём уже не резца, а какой то плоской детали, подлежащей фрезерованию. А можно снять резцедержатель и использовать вместо него какие то самодельные тисочки, если обрабатываемая деталь более объёмная.
Так же вместо резцедержателя можно закрепить на штатной шпильке не тиски, а патрон от маленького токарного станка, если фрезеруемая деталь цилиндрическая, а не плоская. Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой.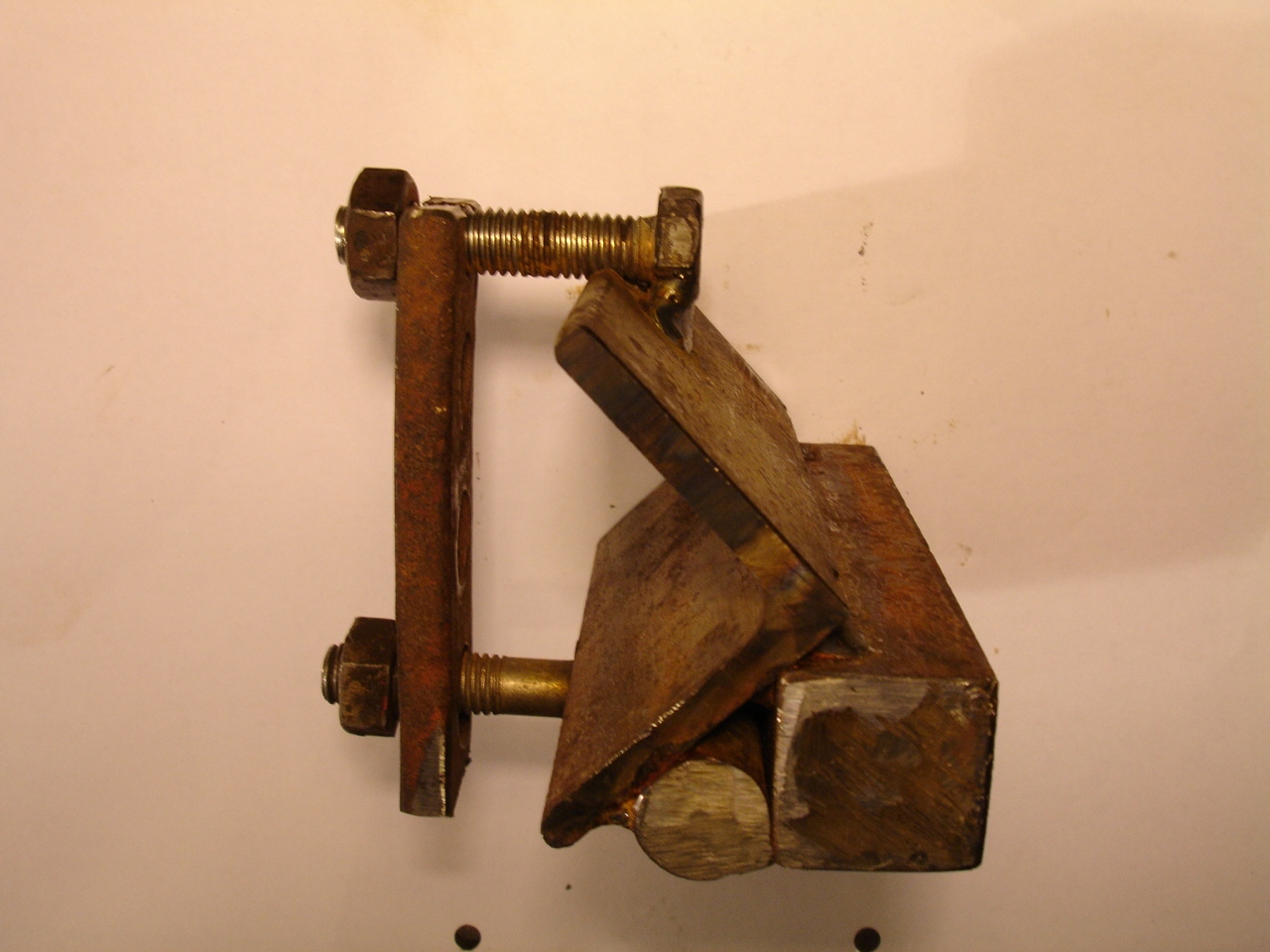 Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Кронштейн приставки вырезается болгаркой из обычной листовой стали толщиной 8 мм и затем его передняя стенка 1, боковые стенки 2 и основание 3 свариваются между собой электросваркой. При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
Когда кронштейн будет сварен, в нём с помощью свёрл и шарошек делаем центральное отверстие и отверстия для крепления кронштейна к суппорту станка, с помощью штатных шпилек и гаек М8. Для центровки кронштейна на суппорте станка служит направляющая шайба 4, которая приваривается к нижней пластине и хорошо видна на верхнем чертеже.
Благодаря полукруглым пазам в передней стенке 1 кронштейна, которые сделаны на 30º в каждую сторону, можно будет прокручивать в вертикальной плоскости закреплённую каретку и деталь на эти же 30º в разные стороны, что расширяет возможности обработки фрезой детали под разными углами.
Плюсы и минусы устройства
Правильно установленный люнет любого типа способен значительно повысить точность проводимых работ, целостность деталей, обезопасить и облегчить работу оператора. Устройство расширяет минимальные и максимальные параметры обрабатываемых заготовок, предоставляет дополнительные углы фиксации деталей. Прибор несложен в использовании и установке, надежен.
Мобильный люнет легче устанавливать, но неподвижный обеспечивает большую точность обработки. Перед началом работы особое внимание следует обратить на подгон кулачков и тщательно проверить фиксацию заготовки, что немного снижает интенсивность производства. Стоимость современных моделей данных приборов может несколько снизить область их применения.
Видео: люнеты для токарного станка.
Важные нюансы
Перед покупкой или применением этих устройств следует ознакомиться со следующими важными моментами:
- Обточку места соприкосновения детали с фиксаторами люнета можно проводить только в случае черновых работ. Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
- Если оператор проводить чистовые работы, но есть необходимость надежно закрепить деталь, то можно использовать специальный валик-накладку цилиндрической формы. По диаметру он должен быть сходным с диаметром обрабатываемой заготовки в месте ее контакта с кулачками люнета. Одна часть накладки фиксируется в приборе, а другая в патроне станка.
- При работе с очень тонкими или длинными деталями не всегда есть возможность предварительно проточить шейку для установки в люнете. В этом случае рекомендуют делать несколько временных шеек с максимальным приближением к передней бабке.
- Резец станка желательно настроить с отрицательным углом. В противном случае он может отталкивать деталь от себя, вследствие чего будет снижаться точность обработки.
 Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.Основными производителями люнетов являются Jet (США), Днепропресс (Украина), Астраханский станкостроительный завод (Россия), Zmm (Болгария), Proxxon (Германия), SMTCL (Китай).
Люнет своими руками
Многие домашние мастера имеют в своем хозяйстве токарные станки для обработки металла и древесины. И, сталкиваясь с проблемой точения длинных деталей, они задаются вопросом: как изготовить самодельный люнет?
Для начала необходимо найти в интернете и скачать чертеж на оригинальную конструкцию, предназначенную под используемый тип оборудования. Чтобы изготовить люнет для токарного станка своими руками, необходимо подобрать материал
. Если для деревообрабатывающего станка с минимальными нагрузками достаточно будет древесины, то для металлорежущего токарного станка необходимы стальные заготовки.
Заводские модели производятся из чугуна и имеют значительную массу. Самодельные конструкции будут отличаться легкостью. Используется профильная труба или стальной лист достаточной толщины.
Из листа вырезается основание с внутренним отверстием, диаметр которого должен быть чуть больше обрабатываемых деталей.
. Но они должны иметь направляющие и надежный зажим болтом с гайкой.
 Прижимающие элементы изготавливаются из более толстостенного материала. Заменить винтовую пару для подачи опор можно сдвижными элементами
Прижимающие элементы изготавливаются из более толстостенного материала. Заменить винтовую пару для подачи опор можно сдвижными элементамиВ качестве вращающихся опорных элементов многие берут ролик от роликовых коньков или простые подшипники качения. После изготовления конструкции ее необходимо отцентрировать относительно оси обработки
. Любое значительное смещение приведет к поломке конструкции.
Люнет для токарного станка по дереву может выполнять двойную функцию. Первая — это поддержка деревянной заготовки
. Вторая — использование в качестве задней бабки. После того, как произведено наружное точение, убирается задняя бабка и конец фиксируется в люнете.
К торцу заготовки открывается свободный доступ и можно производить внутреннее растачивание.
Каким бы ни был люнет, он должен содержать три точки опоры, расположенные по кругу через 120°. Так обеспечивается необходимый зажим заготовки
Так обеспечивается необходимый зажим заготовки
. После изготовления самодельной конструкции ее необходимо проверить.
Первоначально проверяют положения: перпендикулярность к станине и параллельность к патрону станка. Потом проводится динамическая проверка с вращающейся деталью. Сначала выставляются минимальные обороты, а затем постепенно скорость увеличивается до максимума.
https://youtu.be/RFgvylbpP3w
Опубликовано: 10 августа 2019
пиноли с роликами намного требовательнее к геометрии люнета нежели бронзовые наконечники, для освоения приемов работы проще без роликов. Для декоративных вещей иногда хватает даже капролоновых вставок в пиноль чтоб не драть поверхность.
Спасибо за совет , сразу видно знающий человек говорит . Я думаю сделать ещё одну партию пенолей с предусмотреной сменой наконечников ( бронза , чугун и тотже капролан) , если ролики не покатят то придётся
Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками. Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций
Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций
.
Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок
. В этой статье мы проанализируем все функциональные возможности данного приспособления, его преимущества и недостатки.
Приспособы в гараж своими руками
Вы хотите иметь в своем гараже все самое полезное под рукой? Можно сделать приспособления для гаража своими руками, обустроить его максимально грамотно и рационально! Тогда вам будет удобно работать, приятно находиться в этом многофункциональном помещении. Рассмотрим сегодня наиболее важные моменты, приведем полезные советы.
Полезное видео
Для начала ознакомимся с интересным содержательным материалом на видео. Здесь представлено сразу 29 самоделок, которые будут очень полезны в гараже.
Обустраиваем пространство внутри гаража оптимально: ключевые нюансы
Запомните ряд полезных советов. Они помогут вам оптимизировать эксплуатацию гаража, рационально использовать в нем пространство. Вот основные моменты.
Они помогут вам оптимизировать эксплуатацию гаража, рационально использовать в нем пространство. Вот основные моменты.
- Отличное решение – оборудовать места хранения стеллажами, полочками. Так обеспечивать хранение удобнее.
- Любой инструмент всегда должен находиться в свободном доступе.
- Значительно экономит пространство внутри гаража удачно построенный и оформленный должным образом погреб.
- Можно заметно расширить возможности, если иметь самодельные станки и различные приспособления, а также смотровую яму, верстаки.
- Огромное значение имеет качество освещения. О нем надо обязательно позаботиться особо, поскольку под хорошим освещением производительность труда сразу возрастет.
Экономия места – это хорошо. Но важно помнить, что площадь, которую занимает оборудование, а также коммуникации, не должна превысить 20% от общей площади пола в гараже.
Определяем места хранения
Чаще всего автолюбители делают своими руками приспособления для гаражного помещения, чтобы в них было удобнее размещать всевозможные инструменты и аксессуары, комплектующие для машины.
Обратите внимание: больше всего места занимают шины. И для них обязательно надо определить удачное место для хранения. Лучшее решение – сделать навесные кронштейны. Для этого понадобятся две рамки из уголка треугольной формы. Их соединяют между собой металлическими перемычками. Затем треугольники фиксируют на стене. Шины будут установлены перпендикулярно кронштейнам. Они должны немного проваливаться между перемычками. Отличный вариант для рационального размещения резины.
Верстаки, стеллажи из натурального дерева
Функциональные приспособления для гаража своими руками можно легко сделать из натуральной древесины. Особенно хорошо из дерева выполнять стеллажи, верстаки. Это проще, чем использовать металл, который еще придется сваривать. Обратите внимание, что дерево желательно обработать специальной пропиткой, чтобы обеспечить пожарную безопасность, поскольку в гараже всегда есть ГСМ.
Погреб и смотровая яма
Смотровая яма в гараже просто необходима. И над ее обустройством стоит потрудиться, чтобы потом было удобно заниматься техническим обслуживанием и ремонтом автомобиля. Используют яму в следующих случаях:
И над ее обустройством стоит потрудиться, чтобы потом было удобно заниматься техническим обслуживанием и ремонтом автомобиля. Используют яму в следующих случаях:
- небольшой ремонт;
- самостоятельная замена масла;
- технический осмотр тормозной, рулевой, ходовой, например, перед дальними поездками.
Погреб тоже всегда пригодится в роли места для хранения. Он позволяет использовать в гараже дополнительную площадь.
Что точно должно быть в гараже всегда под рукой: рейтинг автолюбителя
Постараемся составить перечень предметов, оборудования, которое точно всегда должно быть в гараже под руками.
- Сверлильный станок. Он просто незаменим, когда возникает необходимость фрезеровочных, сверлильных работ. Его можно сделать своими руками или купить. Стоимость такого станка демократична.
- Токарный станок. Его вряд ли получится сделать целиком самостоятельно, но при наличии станины это вполне осуществимо.
- Заточной станок. С его помощью автолюбитель может в любой момент заточить сверло, инструменты, подогнать по размерам детали. Оптимальное решение – приобрести надежное точило. Цена будет зависеть от функциональности.
- Гидравлический пресс. Его автолюбитель сумеет сделать своими руками. В роли основы понадобится гидравлический домкрат. Пресс незаменим для усадки, прессования подшипников, гильз со втулками.
 С его помощью автолюбитель может в любой момент заточить сверло, инструменты, подогнать по размерам детали. Оптимальное решение – приобрести надежное точило. Цена будет зависеть от функциональности.
С его помощью автолюбитель может в любой момент заточить сверло, инструменты, подогнать по размерам детали. Оптимальное решение – приобрести надежное точило. Цена будет зависеть от функциональности.Ящики, полки со стеллажами для хранения деталей, комплектующих, инструментов.
Кроме того, разумеется, пригодятся компрессов и болгарки, сварочный аппарат, дрели разного уровня мощности.
Токарный станок своими руками
Своими руками в гараже можно сделать даже токарный станок. Лучшее решение, когда иногда приходится выполнять небольшие токарные работы, но при этом не имеет смысла приобретать специализированный настольный станок. Если безупречная точность не нужна, самодельный вариант вполне подходит. Так, патрон от дрели или шпиндель от станка используются вместо шпинделя.
Станок с деревянной станиной подходит для обработки пластика, древесины. А вот для работ по металлу станина должна быть выполнена из металлопроката.
Приспособления для хранения инструментов
Безусловно, всевозможные гайки, болты и прочие мелкие детали хранить особенно сложно. Обычно они все лежат в коробках или ведрах, представляя собой ассорти. И отыскать там что-то нужное крайне сложно.
Вам стоит сделать своими руками специальную систему для хранения всей этой полезной мелочи. Соберите баночки от разных продуктов. Они должны быть небольшого размера. Главное, чтобы на них были прочные крышечки из металла и пластика, которые завинчиваются. Вам останется только закрепить на системе крышечки, а потом рассортировать все аккуратно по баночкам. Нужно что-то взять? Просто берите и отвинчивайте крышечку – баночка окажется отделенной от общей системы, ее содержимое станет доступным.
Очень хороший вариант для хранения различных деталей из металла небольшого размера – магнитные контейнеры. Делаются они элементарно. Вы берете простые коробочки из пластика, в нужном месте крепите тонкую магнитную ленту, а уже на донышке контейнеров фиксируете большие металлические шайбы. Все! В таком контейнере и самые мелкие элементы никогда не потеряются, всегда будут под руками.
Делаются они элементарно. Вы берете простые коробочки из пластика, в нужном месте крепите тонкую магнитную ленту, а уже на донышке контейнеров фиксируете большие металлические шайбы. Все! В таком контейнере и самые мелкие элементы никогда не потеряются, всегда будут под руками.
Гаражный верстак – трудно обойтись без него!
У вас уже есть стеллажи, полки в гараже? Тогда лучше устанавливать верстак возле них. Это удобно. Запоминайте простую схему изготовления верстака для гаража своими руками.
- В первую очередь соберите столешницу, заранее подобрав оптимальный размер и геометрическую форму. Деревянные элементы надо соединять качественным клеем, металлическими стяжками. Обычно на изготовление верстака стандартного размера нужно потратить примерно 20 досок.
- Затем продумайте, каким у вас будет упор. Для упоров делают специальные пазы в столешнице. Стандарт паза – 2,5 на 2,5 см.
- Клей уже высох? Пора обстругать поверхность столешницы, чтобы она стала идеально гладкой, ровной.
- Изготовьте ножки. Подойдут бруски 10х80 см. Сделайте пазы в передних опорах. Туда вставляются кронштейны, а затем их соединяют с продольной балкой.
- Потом собирается для подстолья основание. Его делают из двух рам, а затем прикрепляют к опоре. Рамы надо врезать на 2,5 см в ножки, после чего можно сделать крепеж из болтов.
- Теперь остается только присоединить боковую и заднюю опорные стенки. Их легко выполнить из ДСП.
- Столешница соединяется с верхней рамой. Пригодятся простые болты.
На завершающем этапе верстак обрабатывают олифой, покрывают лаком.
Стеллаж: обязательный предмет в любом гараже
С течением времени гараж неизбежно превращается в настоящий склад для инструментов и комплектующих, всевозможных вещей и приспособлений. Конечно, только удобный стеллаж сумеет решить проблему хранения, сделать его более рациональным. И пространство будет использовано максимально грамотно.
Оптимальное решение – использовать древесину и металлический прокат. Подойдет дерево твердых пород, как дуб или бук. Из такого материала полки оказываются более крепкими, поэтому выдерживают серьезные механические нагрузки с легкостью. Нормальное давление, которое способен выдержать прочный стеллаж, составляет примерно 150 кг. При этом нагружать конструкцию вещами общим весом около пятисот килограммов, не стоит.
Подойдет дерево твердых пород, как дуб или бук. Из такого материала полки оказываются более крепкими, поэтому выдерживают серьезные механические нагрузки с легкостью. Нормальное давление, которое способен выдержать прочный стеллаж, составляет примерно 150 кг. При этом нагружать конструкцию вещами общим весом около пятисот килограммов, не стоит.
Вот алгоритм изготовления стеллажа для гаража своими руками.
- Берите доску с шириной в 9 см. Ее надо раскроить на отдельные куски с размером примерно 20 см. Они станут опорами для стеллажа.
- Для полок нужны более толстые доски: примерно в 19-20 см. Выпиливайте отрезки необходимой длины.
- Теперь надо разметить доску для основания стеллажа. На ней надо обозначить точки, чтобы потом там были распорки. Их желательно отдалить на 3 см друг от друга.
- Верхнюю распорку можно прикрепить с помощью качественного строительного клея. К ней уже прибивают верхнюю полку шкафа. Потом также делайте с другими полками. В конце работы фиксируйте распирающий элемент снизу.
- Теперь конструкцию следует перевернуть, чтобы стянуть основу шкафа с распорками. Для этого берут шурупы соответствующего размера.

Потом можно дополнительно обработать стеллаж шкуркой, покрыть его лаком в два слоя. Лучшее решение – закрепить стеллаж на стене анкерами. В роли мест для крепления подойдут участки над верхней и нижней полками.
Приспособление для изготовления веревок из пластика
Когда пластик, из которого делают бутылки для воды, нагревают, он сжимается. Поэтому из бутылок можно делать отличную прочную веревку. Но для этого понадобится специальное приспособление. Посмотрите, как именно его сделать.
- Вам понадобится доска, электродрель, лезвие канцелярское и гайки с шайбами.
- В центре доски расположите две шайбы.
- В центрах высверлите отверстия.
- С обратной стороны рассверлите отверстия.
- Вкрутите болты.
Использовать приспособление не составит труда. У болтов выступают участки, на которые надевают шайбы. Количество шайб определит толщину изготавливаемой веревки. Нож помещают на шайбах, а конструкцию укрепляют, закручивая гайки. Потом всю конструкцию нужно обязательно закрепить на рабочей поверхности, например, на верстаке.
Количество шайб определит толщину изготавливаемой веревки. Нож помещают на шайбах, а конструкцию укрепляют, закручивая гайки. Потом всю конструкцию нужно обязательно закрепить на рабочей поверхности, например, на верстаке.
Потом останется взять бутылку из пластика, отрезать донышко. Заготовка устанавливается под ножом. Одной рукой тянут ленту, а другой удерживают бутылку. Примерно 25 погонных метров отличной веревки получается из одной бутылочки с объемом 2 литра.
Теперь вы знаете, какие приспособления для гаража сделать своими руками, как обустроить пространство внутри.
By on дом сад Многие автовладельцы используют свой гараж в качестве мастерской, наполняя его постепенно практичными приспособлениями, облегчающими ремонт и обслуживание авто. Многие из них можно изготовить самостоятельно, используя рекомендации, представленные в данной статье.
Многие приспособления для гаражной мастерской можно…
Самодельные приспособления для гаража : для хранения инструмента в гараже. Самодельные приспособления для домашней мастерской
 Самодельные приспособления для домашней мастерской
Самодельные приспособления для домашней мастерскойМногие автовладельцы используют свой гараж в качестве мастерской, наполняя его постепенно практичными приспособлениями, облегчающими ремонт и обслуживание авто. Многие из них можно изготовить самостоятельно, используя рекомендации, представленные в данной статье.
Видео самодельные станки и приспособления для домашней мастерской
Многие приспособления для гаражной мастерской можно сделать самостоятельно, видео ниже, демонстрирует некоторые из них.
Гаражные самоделки – приспособления, существенно облегчающие гаражную жизнь, кроме того работают они не хуже заводских станков. Оснастив свою мастерскую такими приспособлениями, можно самостоятельно изготовить нужные детали для авто, а также различные поделки для дома или дачи.
Видео самодельные инструменты и приспособления для гаража
Сложно предугадать наперед какие приспособления могут понадобиться при проведении ремонта авто, тем не менее, существуют некоторые самоделки, некоторые используются чаще всего.
 Некоторые из них можно посмотреть на видео ниже.
Некоторые из них можно посмотреть на видео ниже.Чертежи самодельных приспособлений
Трубогиб для профильной трубы
Трубогиб – полезное в домашнем хозяйстве приспособление, позволяющее выгнуть металлическую или полимерную трубу под определенным градусом. Гнутые трубы часто применяют при обустройстве парников и теплиц, монтаже отопления и других потребностей. Воспользовавшись представленным чертежом, ручной трубогиб можно изготовить самостоятельно.
Малогабаритные самодельные тиски
Тиски – практичное приспособление, используемое при выполнении слесарных работ. С его помощью удается надежно фиксировать требующую слесарной обработки деталь в определенной позиции.
Состоит данное приспособление из нескольких деталей:
- опорная плита;
- 2-е губы – подвижной и не подвижной;
- рукоятка;
- винт ходовой части.
С помощью малогабаритных слесарных тисков, чертеж которых представлен выше, удобно проводить заточку и другую обработку мелких деталей.
Фрезерный станок с ЧПУ по дереву
Наличие в домашней мастерской фрезерного станка с ЧПУ позволяет выполнять целый ряд работ по механической обработке дерева.
Самодельный фрезерный станок состоит из нескольких узлов и деталей:
- станина;
- суппорты, предназначенные для перемещения фрез;
- направляющие суппортов;
- шпиндель с установленной фрезой;
- микроконтроллер или плата коммутаций с микросхемами, обеспечивающих автоматизацию работы станка;
- электродвигатель с блоком питания;
- драйверы, отвечающие за передачу команд от контроллера на электродвигатель;
- пылесос для сборки образующихся в результате работы станка опилок.
Фрезерный станок с ЧПУ, сделанный своими руками, позволяет выполнять гравировальные и фрезеровальные работы.
Самодельные приспособления для ремонта автомобилей
Съемник поводков стеклоочистителя – специальный инструмент, облегчающий процесс снимания поводков дворников. Изготовить его можно самостоятельно из куска арматуры, швеллера шестерки и болта десятки. Для этого с помощью сверлильного станка выполнить отверстия на 14 и приварить 2 гайки по обе стороны отверстия и ручку из арматуры, ввернуть болт в заготовку и, надев термоусадку, ввинтить резьбовую заклепку. Инструмент готов.
Изготовить его можно самостоятельно из куска арматуры, швеллера шестерки и болта десятки. Для этого с помощью сверлильного станка выполнить отверстия на 14 и приварить 2 гайки по обе стороны отверстия и ручку из арматуры, ввернуть болт в заготовку и, надев термоусадку, ввинтить резьбовую заклепку. Инструмент готов.
Другой вариант приспособления для съемки поводков стеклоочистителя представлен на фото ниже.
Еще одно полезное самодельное приспособление, с помощью которого можно самостоятельно вручную выполнить перебортовку колес. Другой вариант этого приспособления можно видеть на фото ниже.
При проведении серьезного ремонта автомобиля без подъемника, как правило, не обойтись. Устройство, изготовленное в заводских условиях, стоит недешево, а требуется не так уж часто, поэтому вполне может быть заменено на приспособление, изготовленное в домашних условиях.
Самодельные станки и приспособления для гаража
Изготовив приспособления для шиномонтажа и балансировки, можно самостоятельно выполнять данные работы, существенно сэкономив средства на обслуживании авто. Кроме того подобные приспособления придут на выручку, если нет возможности приехать в специализированный шиномонтаж.
Кроме того подобные приспособления придут на выручку, если нет возможности приехать в специализированный шиномонтаж.
В своей гаражной мастерской можно оборудовать универсальный станок для шиномонтажа используя подручные материалы — металлические трубы и ступицу.
Выполняя различные поделки для дома, часто возникает необходимость просверлить ровное отверстие. Это сложно выполнить обычной дрелью, но если изготовить стойку для дрели, типа той, что изображена на фото, то сверлить без перекосов будет гораздо проще. Выполнить такую конструкцию можно из различных материалов. Например:
Воспользовавшись схемой, представленной ниже, можно самостоятельно смастерить сверлильный станок из дрели.
Использование самодельного пресса позволит в гаражной мастерской изготавливать изделия методом прессования. Изготовить подобное устройство можно из гидравлического домкрата, закрепленного вверху станины, в свою очередь сваренной из подручных материалов. Давление в таком случае направлено вниз.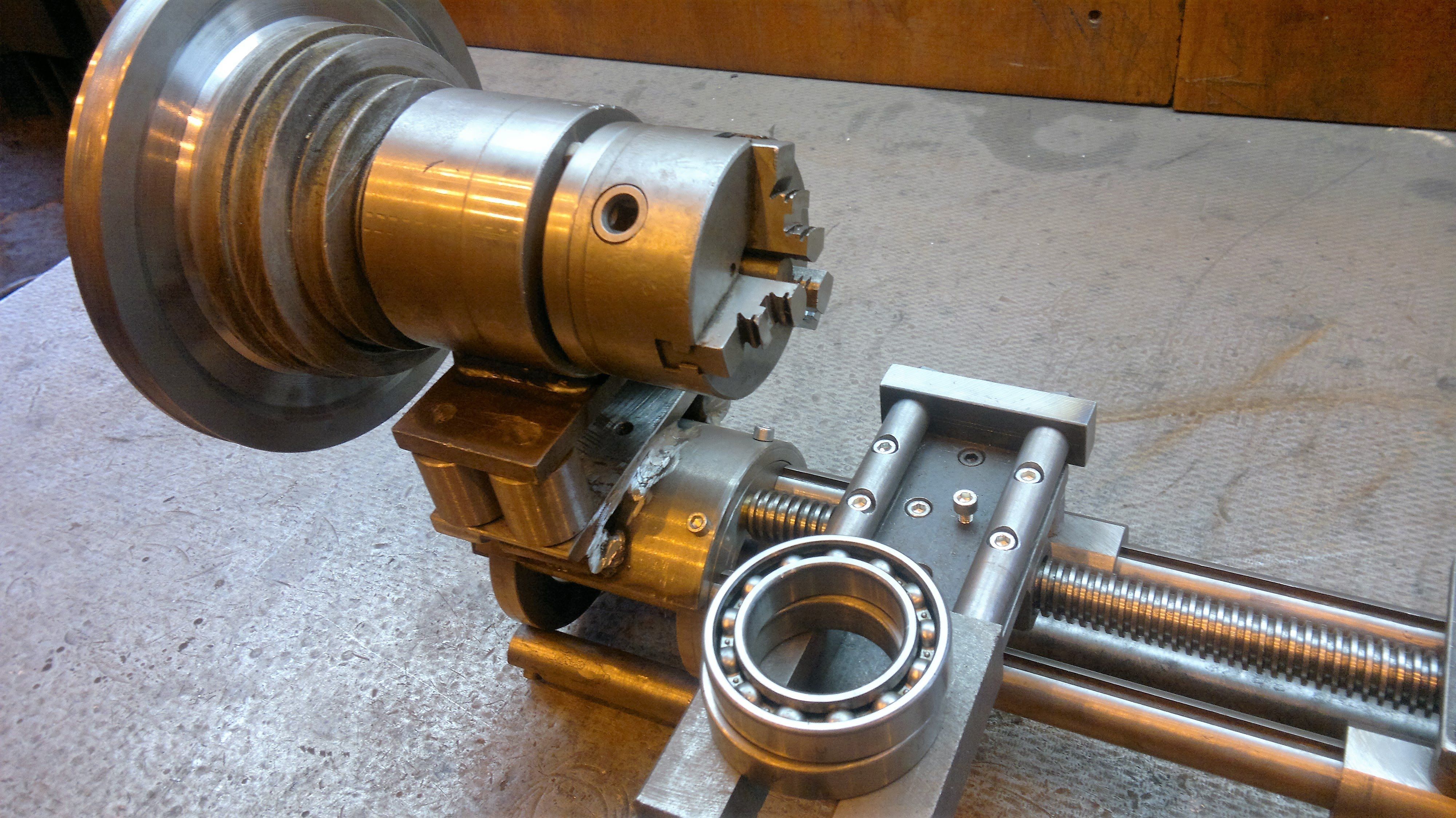
Другой вариант самодельного пресса, конструкция которого предполагает крепление домкрата у основания станины. В этом случает процесс давления производится вверх.
С помощью самодельного пресса можно выполнить рихтовку, согнуть листы металла, спрессовать картон, скрепить отдельные элементы. Видео ниже демонстрирует, как сделать такое нужное приспособление самостоятельно.
Приспособления для хранения инструмента в гараже
Наличие порядка является залогом комфортного использования рабочего мест в гараже. Обеспечить этот порядок на рабочем месте призваны специальные органайзеры, позволяющие удобно хранить и легко находить нужные инструменты. Сделать такие приспособления можно самостоятельно, используя при этом подручные средства.
Простым и доступным способом хранить ручной инструмент, является настенный органайзер, сделанный из жестяных банок, прикрепленных к фанерному листу. Дополнительно к нему можно прибить несколько крючков или гвоздей, чтобы удобно развесить измерительный и электрический инструмент. При отсутствии жестяных банок, в качестве держателей можно использовать ПВХ-трубы различного диаметра, нарезанные на отрезки и шурупами прикрученные к листу фанеры или ДСП.
При отсутствии жестяных банок, в качестве держателей можно использовать ПВХ-трубы различного диаметра, нарезанные на отрезки и шурупами прикрученные к листу фанеры или ДСП.
Еще проще сделать специальное приспособление для хранения отверток. Для этого необходимо взять деревянный брусок и просверлить в нем отверстия нужного размера. Готовый держатель закрепить на стене. На таком же держателе можно организовать систему хранения стамесок и долото. Достаточно в деревянной заготовке выпилить специальные отверстия. Таким же образом можно сделать и держатель для электроинструментов, выпилив соответствующие отверстия в деревянной полке.
Интересный способ хранения инструментов предложен на фото выше. Его принцип построен на использовании магнитных лент, прикрепленных к металлическим планкам. С помощью подобной системы удобно хранить сверла, ключи и другие металлические инструменты.
Удобные и практичные органайзеры для хранения шурупов, болтов, гвоздей и другой мелочовки можно сделать своими руками из прозрачных пластиковых банок с крышками. Чтобы они не занимали место, следует прикрепить их за крышку снизу к полке. Этот и другие способы хранения инструментов позволяют рационально использовать место в гараже и все необходимое под рукой.
Чтобы они не занимали место, следует прикрепить их за крышку снизу к полке. Этот и другие способы хранения инструментов позволяют рационально использовать место в гараже и все необходимое под рукой.
Видео, представленное ниже, демонстрирует, как самому обустроить в мастерской или гараже простую и удобную систему хранения инструментов.
Самодельные приспособления по дереву для домашней мастерской
Самодельный фрезерный станок
Фрезерные станки, изготовленные в домашних условиях, могут выполнять одну или несколько операций. Предпочтение, конечно же, отдается многофункциональным приспособлениям, позволяющим сэкономить место в гаражной мастерской. С их помощью можно:
• выполнить углубления определенной формы;
Простейший фрезерный станок можно изготовить на основе дрели. Для этого ее закрепляют на стальной профиль или в фанерный корпус, а напротив нее располагают вращающийся зажим. Обработка деталей выполняется с помощью специальных резцов, удерживаемых руками.
Самодельный токарный станок
Создание своими руками токарного станка позволяет изготавливать из деревянных заготовок посуду, интерьерный декор и мебель. Такое устройство станет доступной альтернативой промышленным млделям, и поможет реализовать свой творческий потенциал. Самодельный токарный станок можно сделать из отдельных узлов и деталей:
- электромотора, используемого в качестве электропривода станка;
- передней бабки, в качестве которой может выступать электроточило;
- задней бабки, сделанной из дрели;
- упора для резцов;
- поперечных направляющих;
- станины, сделанной из металлопрофиля или балок.
Передняя и задняя бабки токарного станка являются основными рабочими элементами, между которыми размещается деревянная заготовка. Вращающееся движение от электродвижка передается на заготовку через переднюю бабку, задняя же остается статичной, отвечая за удержание заготовки. Если оборудовать самодельный токарный станок дополнительными приспособлениями – балясиной, трезубцем, копиром и другими, то его функциональность значительно увеличится.
Видео ниже демонстрирует, ка изготовить токарный станок своими руками.
Самодельный сверлильный станок
При необходимости высверлить точные отверстия в металлических, пластиковых или деревянных деталях, опытные мастера рекомендуют использовать сверлильный станок. В отличие от дрели, которая сильно вибрирует в процессе работы, такое устройство обеспечивает качественный результат, независимо от материала и толщины заготовки. Сделать простой сверлильный станок можно самостоятельно, использовав ту же домашнюю дрель, но установив ее в вертикальном положении на станину из мебельной плиты и прикрепив к металлической стойке. При необходимости такой станок можно оснастить асинхронным двигателем.
Как правило, домашние умельцы не останавливаются на изготовлении самых станков. Очень часто они работают над усовершенствованием уже имеющегося оборудования.
Видео, представленное ниже, демонстрирует полезные приспособления для токарного станка, расширяющие его функционал.
Самодельные приспособления по металлу для домашней мастерской
Данные приспособления, сделанные своими руками, для домашней мастерской предназначены для облегчения процесса металлообработки. Их, как правило, изготавливают из подручных материалов и инструментов.
Среди наиболее востребованных устройств, следует выделить:
- трубогибы;
- прессы;
- тиски;
- фрезеровальные, слесарные, токарные, сверлильные и рейсмусовые станки;
- приспособления для заточки сверл, ножей и других инструментов.
С их помощью домашний умелец может изготовить практичные приспособления для дачи, гаража, а также обустроить комфортный дом. Примеры полезных в хозяйстве станков и устройств, можно видеть на фото ниже.
Самодельный циркулярный станок
Самодельный рейсмусовый станок
Самодельный отрезной станок по металлу
Как сделать некоторые полезные в хозяйстве приспособления, демонстрирует видео.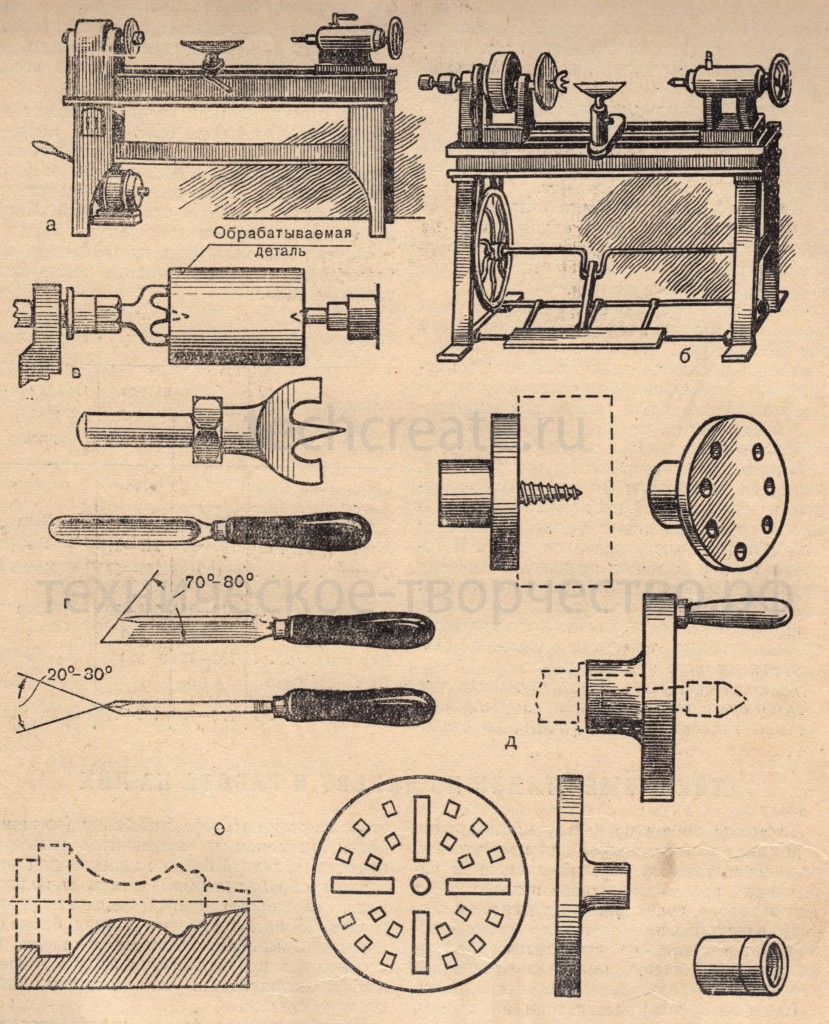
Взяв на вооружение представленные рекомендации и чертежи, любой домашний мастер сможет изготовить полезные приспособления для гаража и станки для своей мастерской, устроить эргономичное пространство в ней, реализовать свои творческие способности.
Те, кто называют себя «автомобилистами» – не просто владельцы личных транспортных средств. Этот термин обозначает больше – это стиль жизни. Для современного автолюбителя гараж является настоящим оплотом и местом приятного времяпровождения. При этом каждый домашние мастера для обустройства помещения часто использует самоделки для гаража, при этом они используют планировку, высоту потолков, количество этажей, площадь строения, число расположенных в нем машин – исходя во многом из своих личных предпочтений. Здесь нет особых строгих ограничений. Тем не менее, существуют моменты, которые обязательно нужно учитывать при обустройстве гаража.
Особенности обустройства гаража
Чтобы работать в гараже было максимально удобно, безопасно, и продуктивно, следует взять во внимание, чтобы в строении была предусмотрена:
• нормальная влажность;
• комфортная температура, возможность обогрева;
• защита от воров;
• обустроенный рабочий стол и системы хранения;
• комфортное освещение.
Как разграничить пространство
Поскольку гараж подходит для разной работы, следует условно разделить его на рабочие зоны. Для этого будет полезным провести генеральную уборку и выбросить ненужные вещи. Мастерская зона – в гараже незаменима. Здесь пригодится верстак, а над рабочим местом будут полезны полки с инструментом и готовыми поделками. Для хранения дюбелей и других мелких предметов лучше взять прозрачные баночки, прикрепленные крышкой к полке. С магнитной полосой, наклеенной на мебель, вы сэкономите немало места.
Где размещать инструменты
Те инструменты, которые должны быть под рукой, располагаем на щите или навесных полках над рабочим местом. Инструмент удобно хранить вертикально на фанерном щите, где просверлены отверстия. Тяжелую утварь лучше поместить на стеллажи. Очень практичны и просты в изготовлении держатели из труб ПВХ.
Самодельные стеллажи
Оптимальный вариант – стеллажи из дерева и металла. Пластиковые самоделки для гаража часто ломаются под тяжестью предметов с большим весом.
Стеллаж может быть:
• стационарным – крепится к стене, отличается устойчивостью;
• разборным – его можно легко расположить в другом месте;
• на колесах – для удобства перемещения;
• консольным – чтобы хранить длинномеры.
Стеллаж из дерева можно легко сделать любых размеров и конструкции, как и заменить любую его часть. Также на это не нужно много денег. Недостатками деревянных стеллажей является пожароопасность и стационарное исполнение.
Наиболее бюджетным и простым в обработке вариантом является сосна. Она не будет гнить и трескаться при высыхании, но из-за низкой твердости она будет быстрее разрушаться. Более долговечные варианты – дуб, лиственница.
Полки должны быть такой ширины, чтобы было достаточно места для прохода между стеллажом и автомобилем. Слишком глубокие полки неудобны, оптимальная глубина – 50–60 см.
Для опор берем брус, сечение 10х10 см, для перекладин – брус 5х5 см. Между стойками – расстояние до 1 м. Для полок берем брус или толстую фанеру.
Разметка для крепления поперечин наносится на стену по высоте полок.
Основательно прикручиваем доски саморезами к стене через каждые 40–50 см. На закрепленные поперечины наживляем доски перекладин с противоположной стороны. Скрепляем вертикальные и горизонтальные доски. Затем нужно нарезать поперечные перекладины для полок и навесить на каркас через каждый 1 м. Собранная заготовка закрепляется, и замеряется конечный размер полок, дальше выпиливаем и закрепляем с помощью саморезов.
Для тех, кто занимается столярным делом, будет полезен передвижной стеллаж , чтобы хранить пиломатериалы.
Чтобы его собрать, нужно подготовить такие материалы и инструменты:
• доска, длина 2,5 м – 4 шт.;
• мебельный ролик – 4 шт.;
• угольник;
• шуруповерт;
• электролобзик;
• струбцина;
• саморезы.
Когда все из списка под рукой, определяем параметры стеллажа и составляем рабочий чертеж. Отмеряем и распиливаем детали нужных размеров. Делаем 2 одинаковых боковых части – вроде стремянки. Расстояние между перекладинами должно соответствовать высоте полок.
Делаем 2 одинаковых боковых части – вроде стремянки. Расстояние между перекладинами должно соответствовать высоте полок.
Собираем прямоугольную раму основания, чтобы выровнять ее, закрепляем детали на столе струбциной и угольником. Монтируем колесики, боковые элементы закрепляем чуть под углом.
Чтобы хранить длинномерный садовый инвентарь, подойдет самый простой стеллаж из пары досок.
Освещение
Для комфортного освещения нужно учитывать размеры помещения, число рабочих зон, цвет стен. Наиболее оптимальный вариант для гаража – система многоуровневого освещения. Это когда установлен центральный светильник и точечная подсветка рабочих зон.
Чтобы рассчитать мощность потолочного освещения, используем формулу P = S x W/N, где P – суммарная требуемая мощность, Вт/м2; W – мощность одного светильника, Вт; N – число ламп, шт.; S – площадь гаража, м2.
Оптимальный показатель светодиодных и галогенных светильников – 16–20 Вт/м2, если в помещении высота потолков – до 2,5 м. Если потолки выше – умножаем показатель на 1,5. Светодиодные лампы – самые экономичные, их рабочий ресурс может составлять 50 тыс. часов, и они выгоднее, чем люминесцентные на 50%.
Если потолки выше – умножаем показатель на 1,5. Светодиодные лампы – самые экономичные, их рабочий ресурс может составлять 50 тыс. часов, и они выгоднее, чем люминесцентные на 50%.
Полезные приспособления в гараже
Чтобы было легче работать, умельцы придумывают самые разные интересные самоделки для гаража.
К примеру, циклонный пылесос. Для него нужна плотная емкость из пластика или металла, подойдет и бутылка на 5 л. Вверху делаем отверстие у края, и другое – по центру. С краю будет входной патрубок, в который монтируется пластиковое колено для циклонного движения воздуха. Шланг от обычного пылесоса вставляется в центральное отверстие.
Таким пылесосом легко убирать гараж от мелких камней, опилок, засохшей грязи – все загрязнения окажутся в емкости.
Другое нехитрое устройство – гаражная лебедка. С ней можно перетаскивать большие и тяжелые грузы. В случае с простейшей лебедкой – ручной – трос наматывается с помощью длинного рычага.![]() Такое приспособление не требует электричества, оно обходится дешево, но требует определенных физических усилий.
Такое приспособление не требует электричества, оно обходится дешево, но требует определенных физических усилий.
Смотровая яма
Для удобства обслуживания машины в гараже смотровая яма – часто попросту незаменима. Ее рекомендуется планировать на стадии проектирования гаража.
Однако при покупке гараж может быть вовсе без смотровой ямы, либо с ямой, но овощной. В первом случае нужно исследовать почву, уровень грунтовых вод, наличие коммуникаций. Во втором – яма переоборудуется под смотровую.
Обогрев гаража
Отопительное устройство следует выбирать, исходя из продолжительности обогрева помещения. Первым делом нужно сделать качественную вентиляцию и предусмотреть технику безопасности. Если гараж находится у частного дома – отлично, так можно подключить гараж к системе отопления дома. В другом случае практичен компактный обогреватель – при чем такое устройство можно сделать своими руками.
Многие мастера обустраивают отопление печного типа, только для него нужно разрешение от пожарной службы и гаражного объединения.
Станочные приспособления для токарного станка. Приспособление к токарному станку
Приспособления для токарных станков позволяют облегчить некоторые работы и расширить функциональные возможности серийных станков. Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Самодельные приспособления для токарных станков.
Фрезерная приставка к токарному станку .
Начнём пожалуй с самого нужного и полезного приспособления, которое поможет превратить обычный токарный станок в фрезерный и существенно расширить возможности любого мастера. Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта простая, но надёжная конструкция фрезерной приставки была разработана ещё в советские годы и опубликована в журнале «Моделист конструктор». И с помощью этой приставки можно выполнять на токарном станке фрезерование плоскостей, обработку различных деталей по контуру, производить выборку различных канавок и пазов.
Да и вообще можно осуществлять обработку концевыми и торцовыми фрезами любых поверхностей деталей, за счёт того, что каретка и суппорт станка перемещается по трём координатам, каретка перемещается в вертикальной плоскости, а кронштейн приставки перемещается в горизонтальной плоскости.
Как видно из чертежей, основная деталь приспособления — это кронштейн, который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи. А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
Резцедержатель можно использовать для закрепления в нём уже не резца, а какой то плоской детали, подлежащей фрезерованию. А можно снять резцедержатель и использовать вместо него какие то самодельные тисочки, если обрабатываемая деталь более объёмная.
Так же вместо резцедержателя можно закрепить на штатной шпильке не тиски, а патрон от маленького токарного станка, если фрезеруемая деталь цилиндрическая, а не плоская. Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Кронштейн приставки вырезается болгаркой из обычной листовой стали толщиной 8 мм и затем его передняя стенка 1, боковые стенки 2 и основание 3 свариваются между собой электросваркой. При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
Когда кронштейн будет сварен, в нём с помощью свёрл и шарошек делаем центральное отверстие и отверстия для крепления кронштейна к суппорту станка, с помощью штатных шпилек и гаек М8. Для центровки кронштейна на суппорте станка служит направляющая шайба 4, которая приваривается к нижней пластине и хорошо видна на верхнем чертеже.
Благодаря полукруглым пазам в передней стенке 1 кронштейна, которые сделаны на 30º в каждую сторону, можно будет прокручивать в вертикальной плоскости закреплённую каретку и деталь на эти же 30º в разные стороны, что расширяет возможности обработки фрезой детали под разными углами.
А благодаря штатным пазам в суппорте, всю приставку можно будет разворачивать и в горизонтальной плоскости, используя штатную шкалу в градусах на суппорте. В общем прокрутить и зажать обрабатываемую деталь можно будет в обоих плоскостях, и перемещать при обработке тоже как в вертикальной, так и в горизонтальной плоскости.
Фреза для обработки детали закрепляется в штатном патроне токарного станка, а если фреза имеет конусный хвостовик, соответствующий конусу Морзе в шпинделе вашего станка, то можно снять патрон и закрепить фрезу непосредственно в шпинделе станка.
А чтобы сделать точным слежение за перемещением фрезы, не помешает изготовить планшет держатель чертежей 7, по которому будет скользить следящая указка 8, закрепляемая на суппорте станка и которая показана на рисунке.
Изготовив такое не сложное приспособление, вы существенно расширите функциональные возможности вашего токарного станка.
Приспособление для плавного перемещения задней бабки.
Это не сложное устройство даёт возможность перемещать заднюю бабку плавно и с минимальными затратами. И понадобится такое устройство например для сверления очень глубоких отверстий, ведь перемещение пиноли на небольших станках всего 50 — 60 мм. А если токарный станок достаточно большой, то тяжёлую заднюю бабку можно будет перемещать не затрачивая усилий.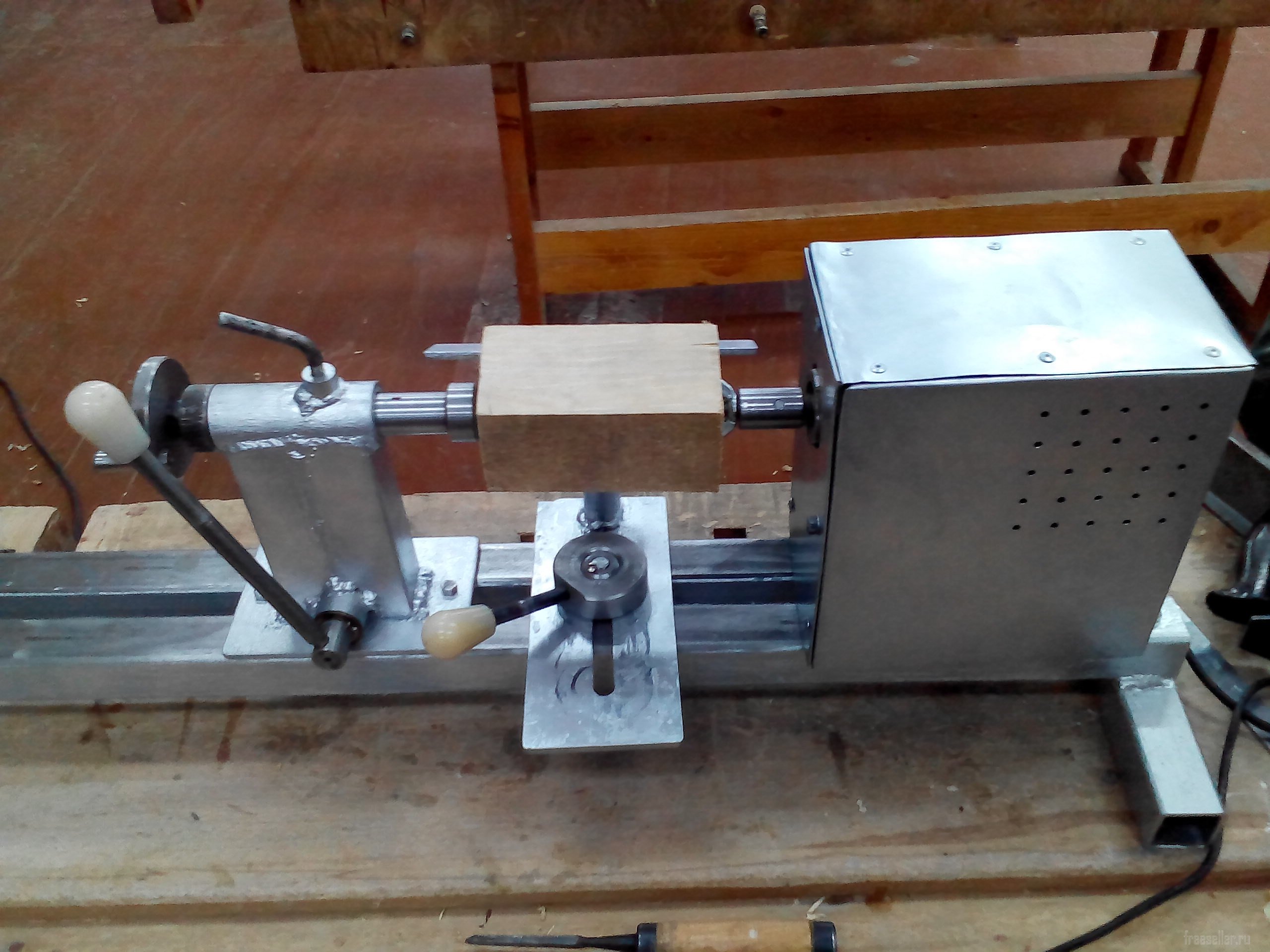
Для начала в плите задней бабки сбоку сверлим пару отверстий и нарезаем в них метчиком резьбу М 10 или М12. Далее в помощью этих отверстий к плите задней бабки крепим болтами самодельный угловой кронштейн 1 (см. рисунок) в котором вращаются валики 4 и 5. На валик 4 насажено ведущее зубчатое колесо 3 и приводная рукоятка 2.
А на валике 5 насажены ведомые зубчатые колёса 6 и колесо 7 меньшего диаметра, которое обкатывается по штатной зубчатой рейке станины станка и тем самым приводит в движение заднюю бабку станка. При желании ещё можно изготовить из жести или листового пластика небольшой кожух, который будет закрывать от пыли шестерни, которые желательно смазать.
Приспособление для закрепления свёрл на суппорте станка .
Это приспособление для токарного станка будет так же полезно, если требуется сверлить достаточно глубокие отверстия длинными свёрлами. К тому же оно позволит довольно быстро периодически вынимать сверло из отверстия, для удаления стружки и смазки сверла.
Ведь скорость перемещения пиноли задней бабки очень маленькая, а скорость продольного перемещения (механической подачи) суппорта значительно выше. И это приспособление позволит повысить производительность работ по сверлению деталей, особенно если их много и если глубина отверстий значительная.
Основа приспособления — это держатель сверла 1 (см. рисунок), который закрепляется в резцедержателе станка. В держателе имеется коническое отверстие для закрепления конического хвостовика сверлильного патрона или сверла с коническим хвостовиком.
Разумеется ось конического отверстия держателя для сверла (или патрона) должна совпадать с осью шпинделя передней бабки токарного станка. Это же следует учитывать при закреплении держателя сверла в резцедержателе станка. Так как при малейшей несоосности возможно понижение качества сверления, разбивание стенок отверстия и даже поломка сверла.
Подача при сверлении отверстий в деталях осуществляется продольным перемещением салазок суппорта. И преимущество этого приспособления, как было сказано выше — это более высокая скорость перемещения режущего инструмента, особенно когда приходится сверлить глубокие отверстия и приходится часто вынимать сверло для удаления стружки.
И преимущество этого приспособления, как было сказано выше — это более высокая скорость перемещения режущего инструмента, особенно когда приходится сверлить глубокие отверстия и приходится часто вынимать сверло для удаления стружки.
При изготовлении такого держателя сверла, не обязательно делать его тело цилиндрическим как на рисунке, можно изготовить тело и в форме бруска и гораздо проще изготовить его на фрезерном станке. Но можно изготовить и цилиндрическое тело на токарном станке, а потом приварить к нему сбоку пластину, толщиной 10 — 15 мм, за которую и будет зажиматься приспособление в резцедержателе токарного станка.
Плашкодержатель усовершенствованной конструкции .
При нарезании резьбы плашками, которые устанавливаются в обычных плашкодержателях, нарезанная резьба часто получается плохого качества из-за перекоса режущего инструмента. Чтобы этого избежать, приходится вначале нарезки резьбы всегда подпирать обычный плашкодердатель пинолью задней бабки.
Однако гораздо быстрее и удобнее работать при нарезании резьбы с помощью усовершенствованного плашкодержателя, который можно изготовить самостоятельно на том же токарном станке. На рисунке слева показана одна из конструкций такого плашкодержателя.
Оправка 1 своим конусным хвостовиком вставляется в конусное отверстие пиноли задней бабки. На оправке свободно (но с минимальным зазором) насажен стакан 2 и сменная втулка 4, в которой закрепляется винтом плашка. Задняя бабка с инструментом подводится к вращающейся заготовке. Далее перемещение инструмента осуществляется перемещением пиноли.
При соприкосновении с деталью стакан 2 удерживается от вращения за ручку 3, на которую кстати можно надеть трубку и упереть её в станину станка. Стакан 2 свободно перемещается по оправке 1 во время нарезки резьбы. По окончании нарезания резьбы, вращение шпинделя станка переключается реверсом и инструмент отходит от детали.
У кого станок не имеет маленьких оборотов, то лучше всего нарезать резьбу вращая шпиндель станка вручную, за патрон или с помощью специальной рукоятки, которая вставляется с обратной стороны шпинделя.
Приспособление для одовременного сверления и нарезания резьбы .
Приспособление для токарного станка, которое позволяет одновременно сверлить отверстие и нарезать наружную резьбу за одну установку инструмента показано на рисунке чуть ниже.
Оправка 4 этого приспособления тоже вставляется в пиноль задней бабки токарного станка. В передней части оправки сделано гнездо для закрепления сверла. А наружная подвижная оправка 2 надевается на оправку 4 и перемещается по ней в осевом направлении. От проворота её удерживает шпонка 3.
В передней части наружной оправки имеется отверстие для сменной втулки с плашкой и имеется винт 1 фиксирующий их. После того, как внутренняя оправка вставлена в пиноль задней бабки, на оправку надевают кольцо 5 с ручкой 6, наружную оправку 2 и вставляют сверло и плашку.
В конце сверления, не выводя сверла из отверстия, производим переключение чисел оборотов шпинделя на число, которое соответствует нарезанию резьбы. Наружная оправка подаётся рукой справа налево. При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
Ещё одно простейшее, но полезное самодельное приспособление-переходник описано вот в и оно поможет закрепить более толстый резец, который не лезет в штатный резцедержатель токарного станка.
Ну и в заключении о самодельных приспособлениях для токарных станков я публикую чуть ниже ещё одно видео с моего канала suvorov-custom, в котором я показываю ещё одно простейшее, но очень полезное приспособление, с помощью которого можно очень быстро отцентровать заготовку и далее окончательно зажать её ровно в патроне токарного станка.
Заводские приспособления для токарных станков .
Заводских приспособлений достаточно много, но я опишу наиболее распространённые и полезные.
Универсальная конусная линейка .
Она служит для обработки конических поверхностей на токарном станке. Линейка устанавливается параллельно образующей конической поверхности, а верхняя часть суппорта токарного станка разворачивается на 90 градусов.
Линейка устанавливается параллельно образующей конической поверхности, а верхняя часть суппорта токарного станка разворачивается на 90 градусов.
Отсчёт угла поворота конусной линейки производится по делениям (миллиметровым или угловым), нанесённым на шкале. Угол поворота линейки должен быть равен углу уклона конуса.
А если шкала линейки имеет не градусные деления, а миллиметровые, то величина поворота линейки определяется по одной из формул, опубликованных ниже:
Где h — это число миллиметровых делений шкалы конусной линейки,
а Н — это расстояние от оси вращения линейки до её торца, на котором ненесена шкала. Буква D — это наибольший диаметр конуса, буква d — это наименьший диаметр конуса, буква L — длина конуса, буква α — это угол уклона конуса, а буква R — конусность.
Неподвижные и подвижные люнеты .
Предназначены для обработки нежёстких (тонких) валов. Неподвижный люнет, показанный на рисунке, состоит из чугунного корпуса 1 , с которым посредством болта 4 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму, соответствующую направляющим станины, на которых он закрепляется посредством планки 2 и болта 3.
Основание корпуса люнета имеет форму, соответствующую направляющим станины, на которых он закрепляется посредством планки 2 и болта 3.
В корпусе при помощи регулировочных болтов 9 перемещаются два кулачка 8, а в крышке — один кулачок 7. Для закрепления кулачков в требуемом положении служат винты 5. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Но гораздо эффективней модернизированный люнет (cм. рисунок ниже), в котором нижние жёсткие кулачки заменены шарикоподшипниками 8. Их настраивают по диаметру обрабатываемой поверхности с помощью контрольного вала, располагаемого в центре, или же по самой детали.
После этого опускают крышку 2 люнета и, регулируя гайкой 4 положение стержня 5, устанавливают крышку так, чтобы зазор между основанием люнета и крышкой был равен 3-5 мм. Это положение стержня 5 фиксируется контргайкой 3.
Затем при помощи эксцентрика 1 крышку прижимают к основанию люнета, при этом под действием пружины 6 верхние шарикоподшипники 7 с силой прижимают обрабатываемую деталь. Биение детали воспринимается не шарикоподшипниками, а пружиной 6, которая служит амортизатором.
Биение детали воспринимается не шарикоподшипниками, а пружиной 6, которая служит амортизатором.
Подвижные люнеты. В отличии от неподвижных люнетов,которые закрепляются на управляющих станках, имеются ещё и подвижные люнеты (см. рисунок ниже), которые закрепляются на каретке суппорта.
Так как подвижный люнет закрепляется на каретке суппорта, он вместе с ней перемещается вдоль обтачиваемой детали, следуя за резцом. Таким образом, он поддерживает деталь непосредственно в месте приложения усилия и предохраняет её от прогибов.
Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет два или три кулачка. Их выдвигают и закрепляют так же, как и кулачки неподвижного люнета.
Чтобы трение было не слишком большим, кулачки следует хорошо смазывать. Для уменьшения трения наконечники кулачков делают чугунными, бронзовыми или латунными. А ещё лучше вместо кулачков использовать ролики из подшипников.
А в заключении желающие могут посмотреть в видеоролике чуть ниже, как я спас от металлолома станок особо высокой точности 16Б05А.![]()
А ещё чуть ниже я опубликовал видео о самодельном делительном приспособлении для моего токарного станка ТВ 4, которое я изготовил всего за пару часов.
Ну и ещё ниже показано и рассказано о восстановлении моего станка ТВ — 4.
Вот вроде бы и всё. Конечно же здесь были опубликованы далеко не все приспособления для токарных станков, но если в вашей мастерской появятся хотя бы опубликованные в этой статье приспособления, то возможности вашей мастерской существенно расширятся, творческих успехов всем.
Наиболее широко распространенными приспособлениями для токарных и шлифовальных работ являются центры, кулачковые и цанговые патроны , которые применяют также и при других работах (например, сверлильных).
На рис. 122 показаны конструкции центров токарного станка: нормальные (рис. 122, α), со сферическим концом (рис. 122, б), применяемые при смещении осевой линии заготовки относительно линии центров станка, полуцентры (рис. 122, в), позволяющие совмещать наружное продольное точение и подрезку торцов. Для повышения износостойкости центров их армируют твердым сплавом или металлизируют поверхность конуса.
Для повышения износостойкости центров их армируют твердым сплавом или металлизируют поверхность конуса.
Из-за нагрева в процессе резания, вызывающего удлинение обрабатываемой заготовки, изменяется сила зажима. Для того чтобы зажимная сила была постоянна, в задней бабке располагают компенсаторы различных конструкций: пружинные, пневматические и гидравлические, которые позволяют несколько смещать пиноль при нагреве заготовки. Такие компенсаторы обычно используют при закреплении заготовки во вращающихся центрах.
Чтобы предотвратить прогиб нежестких заготовок валов, в качестве дополнительных опор применяют люнеты подвижного или неподвижного типа. Обычные конструкции неподвижных универсальных люнетов не отвечают требованиям скоростной обработки, так как кулачки люнета, изготовленные из бронзы или чугуна, быстро изнашиваются и в их сопряжении с деталью образуется зазор, что приводит к вибрациям. В. К. Семинский предложил модернизировать люнет (рис. 123). В основании 1 люнета вместо кулачков 7 устанавливают шарикоподшипники, а гнездо под кулачок в крышке 2 растачивают и вставляют в него стержень 4 с пружиной 5. На стержне закреплена серьга 6 с двумя шарикоподшипниками. Шарикоподшипники основания люнета настраивают на диаметр по контрольному валику, устанавливаемому в центрах, или по самой обрабатываемой заготовке.
На стержне закреплена серьга 6 с двумя шарикоподшипниками. Шарикоподшипники основания люнета настраивают на диаметр по контрольному валику, устанавливаемому в центрах, или по самой обрабатываемой заготовке.
Затем накидывают крышку 2 люнета и гайкой 3 регулируют положение стержня 4 с таким расчетом, чтобы зазор между основанием и крышкой составлял 3…5 мм , после этого эксцентриком 8 прижимают крышку. При этом пружина 5 сжимается и шарикоподшипники, установленные в серьге, с силой начинают прижимать обрабатываемую деталь к шарикоподшипникам основания.
Биение из-за овальности и неодинаковой толщины различных участков обрабатываемой заготовки при данной конструкции люнета воспринимается пружиной 5, которая работает как амортизатор.
Наиболее распространенными устройствами передачи крутящего момента обрабатываемым заготовкам на шпинделе передней бабки являются поводковые устройства : хомутики, скобы, поводковые оправки, поводковые планшайбы, поводковые патроны, кулачковые патроны, цанговые зажимные устройства.
Обычные и самозажимные хомутики имеют ограниченное применение, так как требуют значительного времени для установки, поэтому чаще применяют самозажимные поводковые оправки. Устанавливать и снимать заготовки в этом случае можно при вращении шпинделя. Установленную в центрах заготовку перемещают влево поджимом пиноли, задней бабки, при этом в торец заготовки вдавливают зубья поводка, что обеспечивает передачу крутящего момента от шпинделя к заготовке.
Из патронов, применяющихся для установки и закрепления заготовок на токарных станках, наиболее распространены самоцентрирующие трехкулачковые патроны. Для закрепления несимметричных заготовок применяют обычно четырехкулачковые патроны с независимым перемещением каждого кулачка с помощью винта.
При базировании обрабатываемой заготовки по внутренней поверхности применяют разжимные оправки с пневматическим приводом. Наиболее характерной конструкцией пневматического поводкового патрона является патрон, показанный на рис, 124. В этой конструкции устанавливать и снимать заготовку можно не останавливая шпиндель станка. Патрон снабжен автоматически запирающимся плавающим центром. В отверстиях корпуса приспособления установлены плунжеры 7, в пазах которых находятся зубчатые колеса 5, вращающиеся на запрессованных в плунжеры 7 осях 6. Зубчатые колеса 5 находятся в зацеплении с реечными клиньями 8, которые своими скосами с помощью крестообразных вкладышей 4, находящихся в пазах колодок 3, перемещают колодки с эксцентриковыми кулачками зажимаемой заготовке. Кулачки 1 вращаются на осях 2, закрепленных в колодках 3. В середине патрона находится втулка 14 с плавающим патроном 16, жестко связанным с корпусом патрона. Головка 10 связана со штоком пневматического цилиндра качалки 9.
В этой конструкции устанавливать и снимать заготовку можно не останавливая шпиндель станка. Патрон снабжен автоматически запирающимся плавающим центром. В отверстиях корпуса приспособления установлены плунжеры 7, в пазах которых находятся зубчатые колеса 5, вращающиеся на запрессованных в плунжеры 7 осях 6. Зубчатые колеса 5 находятся в зацеплении с реечными клиньями 8, которые своими скосами с помощью крестообразных вкладышей 4, находящихся в пазах колодок 3, перемещают колодки с эксцентриковыми кулачками зажимаемой заготовке. Кулачки 1 вращаются на осях 2, закрепленных в колодках 3. В середине патрона находится втулка 14 с плавающим патроном 16, жестко связанным с корпусом патрона. Головка 10 связана со штоком пневматического цилиндра качалки 9.
При зажиме головка 10 толкает плунжеры 7 и подает вперед втулку 15, сидящую на втулке 14. Кулачки 1 пружинными плунжерами 11 прижимаются к упорным винтам 12, которые обеспечивают касание средней части поверхности кулачка и зажимаемой заготовки. При упирании кулачков 1 в обрабатываемую заготовку зубчатые колеса 5, перекатываясь по зубьям реечных клиньев 8, перемещают втулку 15, которая своим корпусом и тремя шариками зажимает центр 16. Колодки 3 с кулачками 1 в нерабочем состоянии удерживаются пружинными плунжерами 13 на одинаковом расстоянии от центра патрона.
При упирании кулачков 1 в обрабатываемую заготовку зубчатые колеса 5, перекатываясь по зубьям реечных клиньев 8, перемещают втулку 15, которая своим корпусом и тремя шариками зажимает центр 16. Колодки 3 с кулачками 1 в нерабочем состоянии удерживаются пружинными плунжерами 13 на одинаковом расстоянии от центра патрона.
На рис. 125 приведена конструкция задней бабки токарного станка с встроенным вращающимся центром и пневматическим цилиндром для перемещения пиноли. Это устройство позволяет уменьшить затраты времени на перемещение пиноли. Пиноль 2 перемещается с вращающимся центром 1 посредством штока 3 и поршня 5 пневмоцилиндра 4. Когда сжатый воздух поступает в правую полость цилиндра, поршень, перемещаясь влево, толкает штоком пиноль к обрабатываемой заготовке.
Пневмоцилиндр 4 жестко закреплен на корпусе задней бабки. С помощью распределительного крана 6 осуществляют управление приводом.
Для обработки заготовок на токарных станках применяют пневматические трехкулачковые патроны с регулируемыми кулачками. Применение регулируемых кулачков обусловлено необходимостью обработки заготовок различных размеров. Частые перестановки кулачков (или накладок) вызывают необходимость их протачивать или шлифовать, что, естественно, затрудняет переналадку, особенно в течение рабочего дня. Показанная на рис. 126 конструкция позволяет не только регулировать кулачки в зависимости от формы заготовки или ее размеров, но и быстро переналаживать патрон для работы в. центрах. В корпусе 2 патрона находится муфта 1, соединенная резьбой с тягой пневматического привода. В проточку муфты входят длинные концы трех рычагов 3, а их короткие концы – в пазы ползушек 4, соединенных винтами 5 с кулачками 6. На торцевую поверхность патрона нанесена кольцевая риска 7, а на кулачках имеются деления, позволяющие предварительно устанавливать кулачки. При переналадке патрона для работ в центрах в центральное отверстие вставляют переходную втулку с нормальным центром, а один из кулачков используют в качестве поводка.
Применение регулируемых кулачков обусловлено необходимостью обработки заготовок различных размеров. Частые перестановки кулачков (или накладок) вызывают необходимость их протачивать или шлифовать, что, естественно, затрудняет переналадку, особенно в течение рабочего дня. Показанная на рис. 126 конструкция позволяет не только регулировать кулачки в зависимости от формы заготовки или ее размеров, но и быстро переналаживать патрон для работы в. центрах. В корпусе 2 патрона находится муфта 1, соединенная резьбой с тягой пневматического привода. В проточку муфты входят длинные концы трех рычагов 3, а их короткие концы – в пазы ползушек 4, соединенных винтами 5 с кулачками 6. На торцевую поверхность патрона нанесена кольцевая риска 7, а на кулачках имеются деления, позволяющие предварительно устанавливать кулачки. При переналадке патрона для работ в центрах в центральное отверстие вставляют переходную втулку с нормальным центром, а один из кулачков используют в качестве поводка.
В некоторых случаях обрабатываемые заготовки с буртиками или фланцами целесообразно центрировать на коротких жестких пальцах или в выточках и зажимать вдоль оси. На рис. 127 показана конструкция пневматического приспособления для осевого зажима тонкостенной втулки с буртиком. Втулку центрируют в выточке диска 7, прикрепленного к корпусу 1, и зажимают вдоль оси тремя рычагами 6, посаженными на оси 5. Рычаги приводят в действие тягой, соединенной с винтом 2, при перемещении которой передвигается коромыслом 4 вместе с рычагами 6, зажимающими обрабатываемую заготовку. При движении тяги слева направо винт 2 посредством гайки 3 перемещает в сторону коромысло 4 с рычагами 6. Пальцы, на которые посажены рычаги 6, скользят по косым пазам диска 7 и таким образом при раскреплении обработанной заготовки несколько приподнимаются (как показано тонкой линией), позволяя освободить обработанную деталь и установить новую заготовку.
Закрепление по буртику позволяет обрабатывать как наружные, так и внутренние поверхности.

На предприятиях применяют также пневматические устройства со сменными зажимными рычагами, обеспечивающими концентричность наружной и внутренней обрабатываемых поверхностей. Конструкция такого приспособления приведена на рис. 128 и представляет собой корпус 5, внутри которого на шарнирных осях установлены рычаги 2 и 4. Короткие концы рычагов выступают наружу, а длинные установлены в прямоугольном пазу штока 3. В резьбовое отверстие штока ввернута тяга 1, соединенная со штоком пневмоцилиндра (на рисунке не показан). Корпус приспособления центрируется на планшайбе 7 станка втулкой 6.
При движении тяги 1 со штоком 3 справа налево короткие концы рычагов 2 и 4 зажимают заготовку.
Применяют также патроны с установкой заготовок по обработанным базам. На рис. 129 показана конструкция патрона с установкой заготовки по центральному отверстию и зажимом за фланец. При креплении кулачки 3, сидящие на концах штоков 1, своими выступами опираются на планку 2, разгружая штоки от изгибающих сил. При раскреплении обработанной детали кулачки 3 нижними наружными выступами 4 упираются в планку 2, освобождая деталь, а внутренними выступами 5 сталкивают ее с установочного пальца.
При раскреплении обработанной детали кулачки 3 нижними наружными выступами 4 упираются в планку 2, освобождая деталь, а внутренними выступами 5 сталкивают ее с установочного пальца.
Для обработки на оправках применяют различные виды разжимных пневматических устройств. На рис. 130 показана конструкция трех кулачковой разжимной оправки. Она состоит из корпуса 2 с чугунной резьбовой втулкой 3, навинченной на шпиндель станка. Заготовку зажимают тремя кулачками 4, расположенными под углом 120° в отверстиях корпуса оправки и выдвигаемыми с помощью втулки 5 с тремя клиньями. Втулка перемещается тягой 1 от пневматического привода. Кулачки 4 возвращаются в исходное положение при освобождении обработанной детали пружинными кольцами 6.
Основным недостатком размещения пневматического привода на заднем конце шпинделя является невозможность обработки прутковых заготовок. На рис. 131 показана конструкция пневматического цангового патрона, который позволяет обрабатывать заготовки из прутка, проходящего через отверстия шпинделя станка. В данной конструкции сжатый воздух поступает через распределительную коробку, укрепленную на заднем конце шпинделя станка. Воздуховод от распределительной коробки к патрону расположен в двух металлических трубках 1, впаянных в канавки трубы 2.
В данной конструкции сжатый воздух поступает через распределительную коробку, укрепленную на заднем конце шпинделя станка. Воздуховод от распределительной коробки к патрону расположен в двух металлических трубках 1, впаянных в канавки трубы 2.
При зажиме заготовки сжатый воздух направляется в правую полость патрона, перемещая поршень 3 с привернутым в нему кольцом 5. Это кольцо, надавливая на кулачки 6, перемещает их по конической поверхности втулки 4, зажимая тем самым заготовку. Для раскрепления обработанной детали сжатый воздух направляется в левую полость патрона, сдвигая поршень 3 вправо, при этом кулачки 6 под воздействием пружинного кольца 7 расходятся.
Приспособления для токарных станков
Приспособления представляют дополнительное оборудование, с помощью которого обрабатываемые заготовки или инструмент устанавливаются и закрепляются в соответствии с требованиями технологического процесса. Приспособления для токарных станков могут сделать токарную обработку более производительной, удобной, повысить точность обработки. Также за счет приспособлений для станков возможно увеличение срока службы инструментов и отдельных механических узлов оборудования.
Также за счет приспособлений для станков возможно увеличение срока службы инструментов и отдельных механических узлов оборудования.
Специальные приспособления могут значительно расширить возможности универсальных токарных станков до простых фрезерных операций или операций сверления.
Все приспособления для токарных станков в целях унификации могут быть классифицированы по следующим основным признакам: конструкция; размеры оборудования: размеры заготовок; достижимая точность обработки с использованием приспособления.
По конструктивному признаку (в зависимости от способа установки и закрепления заготовок) токарные приспособления подразделяют на следующие группы: кулачковые, поводковые, цанговые и мембранные патроны; токарные центры; токарные оправки, базируемые в конус шпинделя; люнеты; планшайбы.
Кулачковые патроны бывают двух, трех и четырехкулачковые.
Двухкулачковые самоцентрирующие патроны применяются для закрепления небольших заготовок, при установке которых не требуется точного центрирования. В двухкулачковых самоцентрирующих патронах закрепляют различные отливки и поковки, причем кулачки таких патронов часто предназначены для закрепления заготовки только одного типа размера.
В двухкулачковых самоцентрирующих патронах закрепляют различные отливки и поковки, причем кулачки таких патронов часто предназначены для закрепления заготовки только одного типа размера.
Наиболее широко применяется трехкулачковый самоцентрирующий патрон. Используют при обработке заготовок круглой и шестигранной формы или круглых прутков большого диаметра. Расположение зажимных поверхностей уступом по трем различным радиусам увеличивает диапазон зажимаемых заготовок и облегчает переналадку патрона с одного размера на другой. Преимуществом универсальных трехкулачковых спиральных патронов является простота конструкции и достаточное усилие зажима, а недостатком – сильный износ спирали и преждевременная потеря точности патрона. Самоцентрирующие трехкулачковые патроны изготавливают трех типов (1, 2 и 3), в двух исполнениях каждый; патроны исполнения 1- с цельными кулачками, исполнение 2- со сборными кулачками.
Заготовки произвольной формы устанавливают в четырехкулачковом патроне с индивидуальным приводом кулачков, что дает возможность их сцентрировать. Четырехкулачковые патроны с независимым перемещением кулачка крепят непосредственно фланцевые концы шпинделя или через переходной фланец. В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков – заготовки прямоугольной или несимметричной формы.
Четырехкулачковые патроны с независимым перемещением кулачка крепят непосредственно фланцевые концы шпинделя или через переходной фланец. В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков – заготовки прямоугольной или несимметричной формы.
Кулачковые патроны выполняются с ручным и механизированным приводом зажимных механизмов. Автоматизированный двухкулачковый патрон крепится на шпинделе с помощью планшайбы, к которой четырьмя винтами прикреплен корпус патрона. Ползуны, связанные с кулачками патрона, перемещаются в пазах корпуса.
Патрон работает от пневмо цилиндра, закрепленного на заднем конце шпинделя. Заготовка зажимается в тот момент, когда ползун, перемещаясь влево, поворачивает рычаги вокруг осей, сдвигая кулачки к центру. Для снятия обработанной детали ползун перемещается вправо. Сменные кулачки предварительно регулируют на заданный размер заготовки вручную винтом. На патрон в зависимости от размеров и формы заготовок устанавливают сменные кулачки на выступы оснований и прикрепляют винтами. Упоры устанавливают по размеру заготовки и фиксируют винтами, передвигающимися в Т-образных пазах корпуса, и гайками. Стержень с помощью шпонок обеспечивает одновременное перемещение кулачков при наладке патрона.
Упоры устанавливают по размеру заготовки и фиксируют винтами, передвигающимися в Т-образных пазах корпуса, и гайками. Стержень с помощью шпонок обеспечивает одновременное перемещение кулачков при наладке патрона.
Применение автоматизированного патрона сокращает время на зажим заготовки и открепление обработанной детали по сравнению с ручным механизмом на 70…80 %; в значительной мере облегчает труд рабочего. Патрон состоит из корпуса, основных и накладных кулачков, сменной вставки с плавающим центром и эксцентриков, в кольцевые пазы которых входят штифты. Быстрый зажим и разжим накладных кулачков при их переналадке осуществляется тягами через эксцентрики.
Для обработки заготовок типа вала в патрон устанавливают сменную вставку с плавающим центром и выточкой по наружному диаметру. Заготовку располагают в центрах (центре и заднем центре станка) и зажимают плавающими кулачками с помощью втулки с клиновыми замками, которая соединена с приводом, закрепленным на заднем конце шпинделя станка. Разжим осуществляется с помощью фланца.
Разжим осуществляется с помощью фланца.
В условиях единичного и мелкосерийного производства установку заготовок в зависимости от состояния их опорных поверхностей производят на подкладки, опорные поверхности кулачков или непосредственно на планшайбу станка. Заготовки закрепляются с помощью кулачков или прихватов.
Установка и закрепление заготовок в специальных приспособлениях применяются в серийном и массовом производстве, а также при изготовлении особо точных, крупногабаритных и тонкостенных деталей.
Переставные кулачки применяют для закрепления заготовок, имеющих форму вращения. Они могут быть использованы для опоры заготовки и небольших ее перемещений в процессе выверки. Кулачки закрепляются на планшайбе болтами, устанавливаемыми в один или два паза. Кулачки могут быть расположены в любом месте планшайбы.
Прихваты применяются для закрепления заготовок на планшайбе станка или в специальном приспособлении. Прихват представляет собой крепежный комплект, состоящий из крепежного болта, шайбы, гайки, прижимной планки и опоры, которая может быть регулируемой или в виде ступенчатых колодок.
Для установки и закрепления осевого инструмента применяются патроны и различные переходные втулки.
При растачивании отверстий резцы устанавливаются и закрепляются на вертикальных суппортах с помощью многорезцовых державок, а в револьверной головке – с помощью специальных расточных державок.
Расточные державки выполняют однорезцовыми с прямыми креплениями резца и двухрезцовыми с косым креплением резца.
От осевого смещения винт удерживается сухарем. Кулачки могут быть повернуты на 180° для закрепления заготовок по внутренней или наружной поверхности. На передней поверхности патрона нанесены концентричные риски (расстояние между ними составляет 10… 15 мм), которые позволяют выставить кулачки на одинаковом расстоянии от центра патрона.
Многообразие конструкций кулачковых патронов не позволяет описать особенности функционирования каждого из них. Такие патроны используют при точной обработке, когда необходимо исключить любую возможность деформации заготовки. Приспособление обеспечивает закрепление заготовки в две стадии (последовательно) посредством двойного захвата кулачками.
Приспособление обеспечивает закрепление заготовки в две стадии (последовательно) посредством двойного захвата кулачками.
Положение кулачков определяется приводящей их в действие отдельной втулкой. Ход достаточен для компенсации разности диаметров заготовки между двумя захватами. Широко открывающийся самоцентрирующий патрон предназначен для токарной обработки деталей типа вилок. Длина хода зажима 210 мм.
Система перемещения заготовки – рычажная
Патрон предназначен для токарной обработки заготовки в центрах. Плавающие захваты компенсируют шероховатость на поверхности заготовки при ее установке. Комплект из трех кулачков, зажимая деформирующуюся часть (диафрагму) заготовки, центрирует ее с помощью штифтов для предварительной установки. Затем заготовка зажимается прихватами.
Привод патрона – гидравлический цилиндр. Поводковые патроны используют на токарных станках при обработке заготовок деталей типа вала в центрах. Поводковый патрон через палец-поводок и хвостовик хомутика, который крепится на заготовке винтом, передает вращение заготовке.
Универсальный поводковый патрон предназначен для базирования заготовок типа вала и передачи им крутящего момента при обработке на токарных станках, в том числе с ЧПУ. В отверстии корпуса хвостовика установлен плавающий центр и пружина, расположенная между резьбовыми втулками. В задний торец центра установлена штанга. Корпус патрона имеет выточку иод диск, в котором закреплены через 120° три неподвижных пальца.
На диске установлены также три пальца, на которых закрепляют сменные кулачки незубчатыми поверхностями и поворотный кожух. Диск, поворачиваясь, увлекает за собой кулачки, которые пазами охватывают неподвижные пальцы и, перемещаясь вместе с диском, поворачиваются относительно пальцев, в результате чего кулачки равномерно зажимают заготовку, передавая ей крутящий момент. При повороте кожуха против часовой стрелки кулачки раскрываются и фиксируются подпружиненным фиксатором.
Все приспособления для токарных станков делятся на универсальные, предназначенные для обработки различных заготовок, и специальные – для обработки только одной заготовки.
Рассмотрим универсальные приспособления для токарно-винторезных станков.
Центры служат для установки (базировки) заготовок между шпинделем станка и пинолью задней бабки. Для установки заготовок в центрах, на их торцах предварительно высверливают центровые отверстия.
Передача крутящего момента от шпинделя при обработке в центрах обычно осуществляется патронами или поводковыми устройствами.
На рисунке приведен поводковый патрон, навинчиваемый на шпиндель, и хомутик 2, закрепляемый на левом конце заготовки с помощью болта 3. При скоростной обработке валов применяют задние центры 4 наплавленные сормайтом или оснащенные пластинками из твердых сплавов, а также вращающиеся центры.
С целью сокращения времени для закрепления заготовки и обеспечения безопасности работы применяют различные самозажимные хомутики или самозажимные поводковые патроны. Действие самозажимного хомутика легко помять при рассмотрении рисунка. При вращении поводкового патрона его палец 2 упирается в рычаг 1 хомутика, который и зажимает обрабатываемую заготовку 3.
В тех случаях, когда закрепление заготовок в обычных патронах невозможно, применяют специальное приспособление или планшайбу, к которой прикрепляется угольник. На нем устанавливается и закрепляется обрабатываемая заготовка 2. Для уравновешивания вращающихся масс к планшайбе прикрепляется противовес 3.
Самоцентрирующиеся и четырехкулачковые патроны приведенной конструкции, а также планшайба требуют ручного зажима заготовки. Это является их общим недостатком. В массовом и серийном производстве, с целью сокращения вспомогательного времени, применяют быстродействующие пневматические, гидравлические, электрические патроны и др.
При обтачивании нежестких валов (длина которых в 10 раз и более превышает их диаметр) установка их только на центрах, без опоры в средней части, оказывается недостаточной, так как при этом под действием усилия резания будет происходить значительный изгиб заготовки. Это затрудняет обработку и вызывает понижение точности. Предотвращение изгиба обеспечивается введением дополнительной опоры для заготовок. В качестве такой опоры используются люнеты.
В качестве такой опоры используются люнеты.
Каждый токарный станок снабжается обычно двумя люнетами – подвижным и неподвижным. Неподвижный люнет устанавливается и закрепляется на станине; он имеет три кулачка, поддерживающие заготовку при обработке. Кулачки люнета обычно оснащаются бронзовыми подушками, заливаются баббитом или снабжаются роликами. При высоких скоростях резания наблюдается значительное нагревание бронзовых или даже баббитовых кулачков и обрабатываемой заготовки, поэтому для скоростной обработки валов рациональнее применять специальные люнеты.
Подвижный люнет устанавливается на продольных салазках суппорта; его кулачки касаются обработанной поверхности и принимают на себя то давление, которое при отсутствии их вызвало бы изгиб заготовки.
Рационально применять подвижные люнеты – виброгасители, которые не только предотвращают изгибы заготовок, но одновременно гасят вибрации, возникающие при обработке валов. Копировальная (конусная) линейка является приспособлением для обтачивания конусов. На этом же принципе осуществляется обычно обработка фасонных (криволинейных) поверхностей, в этом случае на место копировальной линейки устанавливают специальный профильный копир, который имеет контур, соответствующий требуемому профилю детали.
На этом же принципе осуществляется обычно обработка фасонных (криволинейных) поверхностей, в этом случае на место копировальной линейки устанавливают специальный профильный копир, который имеет контур, соответствующий требуемому профилю детали.
Основные работы, выполняемые на токарных станках
На токарных станках выполняются следующие основные виды работ: обтачивание цилиндрических поверхностей, подрезание торцевых поверхностей, отрезание, сверление, зенковку (зенкерование), растачивание и развертывание отверстий, обтачивание наружных и растачивание внутренних конусов, нарезание резьбы (резьбонарезание), обтачивание и растачивание фасонных поверхностей.
Обтачивание разделяется на черновое и чистовое. При черновом обтачивании производится съем значительного количества стружки. Нормальный припуск на черновое обтачивание обычно составляет 2-5мм. В результате чернового обтачивания достигаются 1-3-й классы чистоты и 5-7-й классы точности. Припуски на чистовое обтачивание колеблются в пределах 1-2 мм и менее на сторону.
Подача при чистовом обтачивании резцами с закругленной режущей кромкой должна быть мелкой, а при обтачивании широкими резцами может быть более крупной. В результате чистового обтачивания достигаются 4-8-й классы чистоты и 2-4-й классы точности.
Обтачивание торцевых поверхностей производят обдирочными или чистовыми резцами. При обработке таких поверхностей заготовок, установленных на центры токарно-винторезных станков, применяют подрезные резцы и в некоторых случаях специальные срезанные центры. Сверление, зенкерование, развертывание отверстий производятся сверлами, зенкерами и развертками.
Растачивание предварительно просверленных или полученных при заготовительных операциях отверстий производится обдирочными и чистовыми (с закругленной режущей кромкой) резцами. Обтачивание конических поверхностей может осуществляться широким резцом; при повернутых верхних салазках суппорта; при сдвинутой задней бабке; с использованием копировальной линейки. Широким резцом можно обтачивать конические поверхности длиной не более 15 мм.
При обтачивании конических поверхностей методом поворота верхних салазок нижние салазки остаются неподвижными, а подача осуществляется верхними салазками вручную или автоматически (на крупных станках). Длина конуса в этом случае ограничивается длиной хода верхних салазок. Поворотная часть суппорта должна быть повернута на угол а, равный углу наклона образующей конуса к его оси.
Обтачивание конуса методом поперечного сдвига задней бабки. При сдвинутой задней бабке могут обтачиваться конусы с небольшими углами а, так как максимальная величина сдвига бабки в поперечном направлении относительно невелика. Растачивание внутренних конусов можно производить широким резцом, методом поворота верхних салазок и с помощью копировальной линейки с применением соответствующих резцов.
Приспособления для закрепления инструмента с хвостиком
Важнейшим условием высокой производительности токарно-револьверных станков является правильный выбор вспомогательного инструмента, применяемого для установки и закрепления на станках режущего инструмента.
Для закрепления в револьверной головке резцов с круглой оправкой, сверл, разверток, другого режущего инструмента, а также державок применяются зажимные втулки. При наладке втулки подбираются по размеру наружного диаметра сверла или хвостовика.
Для закрепления инструмента, установленного в державках или различных приспособлениях токарно-револьверного станка с вертикальным расположением оси револьверной головки, применяются жесткие стойки.
Приспособления при обработке фасонных поверхностей
Для повышения производительности и точности обработки фасонных поверхностей проходным резцом применяют копировальное устройство. Копир может располагаться либо впереди поперечного суппорта, либо сзади.
Копир представляет собой диск с радиусом, равным радиусу R обрабатываемой сферы, копир закрепляют на каретке суппорта или в люнете. Резец и копирный палец устанавливаются таким образом, чтобы они касались наивысших точек сферы на заготовке и копире. Шаровая поверхность обрабатывается при автоматической поперечной и продольной подачах.
Приспособления для нарезания многозаходных резьб
Деление на заходы можно производить при помощи градуированного патрона. Патрон устанавливается на шпинделе станка. В начале обработки первой винтовой канавки резьбы нулевые риски на обеих частях патрона должны совпадать. При нарезании следующей винтовой канавки нужно ослабить гайки и повернуть поворотную часть патрона вместе с поводковым пальцем на соответствующий угол.
При делении на заходы применяют также поводковый патрон с прорезями. После нарезания одной нитки резьбы заготовку поворачивают (освободив из центров) и вставляют отогнутый конец хомутика в соответствующую прорезь.
Оправки
токарный станок резьба оправка
Затылуемое изделие (фреза) обрабатывается на оправке, которая должна обеспечивать жесткость крепления и точность вращения. Оправка устанавливается в коническую расточку шпинделя. Крутящий момент оправке от шпинделя передается следующим образом: на торце шпинделя имеется прямоугольный паз, в который вставляется оправка. Второй конец оправки вводят в бронзовую втулку, вставленную в пиноль задней бабки. Обрабатываемая фреза устанавливается на шпонке и закрепляется гайкой.
Второй конец оправки вводят в бронзовую втулку, вставленную в пиноль задней бабки. Обрабатываемая фреза устанавливается на шпонке и закрепляется гайкой.
В шпиндель станка оправку также устанавливают коническим хвостовиком, фиксируя ее от проворота при помощи лысок, которыми оправка вставляется в паз, выфрезерованный на переднем конце шпинделя. Заготовка фрезы крепится на сменных цангах и поджимается понолью задней бабки.
Пиноль задним центром разжимает лепестки цанги, тем самым, закрепляя фрезу по отверстию. От проворота фреза предохраняется сменной вставкой, которая крепится болтами в корпусе оправки. Размеры оправок с разжимными цангами зависят от модуля затылуемой фрезы.
Приспособление для затылования резьбовых фрез
Позволяет осуществлять точное перемещение на величину шага резьбовой фрезы после затылования каждого витка. Оно используется при затыловании резцом, гребенкой и однониточным шлифовальным кругом. С помощью этого приспособления можно обрабатывать резьбовые фрезы, перемещая инструмент, как в сторону задней бабки, так и в противоположную сторону.
Приспособление для правки шлифовального круга
Правка круга осуществляется алмазным карандашом, установленным в держателе. Правка осуществляется вручную по упорам. Основание можно поворачивать от нулевого положения в обе стороны. В положении упоров шлифовальный круг правят под углом 20 ̊. Для получения другого угла правки упоры перемещают по пазу и закрепляют в необходимом месте по шкале на корпусе и нониусу периферии основания. Угол правки устанавливается с точностью до 6 ́. …для станочника представляют режущий инструмент, приспособления для его закрепления, шпиндель и обрабатываемая деталь. Закрепление в стендах и…
Станка модели 16К20П цифра 1 обозначает группу токарных станков, цифра 6 – тип станка (токарно -винторезный), цифра 20 – высоту центров в см…
инструменты и приспособления размещают так, чтобы их удобно было брать соответствующей рукой: что…
Токарно -винторезный станок
На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
Ряд наибольших диаметров обработки для токарно -винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и…
Степень обточки в высокой степени обуславливается креплением детали на токарном станке. В продаже встречаются регулируемые губки с резиновыми фиксаторами, какие не оставляют следов на детали, но стоят они безумно много. Я подумал, что затратив умеренную сумму на материалы, сумею сделать такие детали вручную из обрезка фанеры. Вся работа заняла около трех часов. И я безумно рад результатами своей работы.
Я сделал губки под регулируемый четырёхкулачковый патрон, но приспособление можно адаптировать и к другому патрону. Они позволяют прикрепить чаши, кольца и тарелки разных размеров. Также губки могут удерживать детали причудливой формы.
ИЗГОТОВЛЕНИЕ КОРПУСА ГУБОК ИЗ ФАНЕРЫ
Мне потребовался небольшой кусок фанеры без дефектов с размерами 300×300 мм и толщиной 12 мм. Диаметр губок зависит от расстояния между центром патрона и салазками станка.
 Поэтому губки необходимо сделать радиусом на 45-50 мм меньше этого расстояния, чтобы при полностью раскрытом патроне губки не били по салазкам.
Поэтому губки необходимо сделать радиусом на 45-50 мм меньше этого расстояния, чтобы при полностью раскрытом патроне губки не били по салазкам.На фанерном квадрате по линейке ножом проведите диагонали. Из точки пересечения, как центра, проведите окружность 0300 мм. Распилите деталь на четыре части и опилите каждый треугольник до сектора.
Сложите детали, чтобы получился круг, и по патрону разметьте монтажные отверстия. Важно, чтобы каждая секция крепилась к патрону по крайней мере двумя крепёжными винтами. Просверлите и раззенкуйте каждое отверстие. Затем разметьте расположение фиксаторов. Для этого с помощью транспортира разделите одну из секций на четыре одинаковых сектора и проведите линии радиусов (рис.). На одном из них сделайте семь отметок с шагом 12 мм. Прикрепите секции к патрону и, включив токарный станок на малые обороты, коснитесь косой стамеской отметки. В местах, где отметки стамеской пересекаются с линиями радиусов, наметьте отверстия для фиксаторов. До снятия секций с патрона полукруглой стамеской или циклей проточите внешнее ребро фанеры до идеального круга.
Открепив фанерные секции от патрона, сложите их стопкой, прижмите её к столику сверлильного станка и сверлом 05 мм посверлите отверстия для фиксаторов. Затем во всех отверстиях нарежьте резьбу Мб. Если вы планируете точить детали неправильной формы, в каждой секции по отметкам, соответствующим углу 45°, выберите длинный паз шириной 6 мм, который обеспечит бесконечное количество крепёжных точек для четырёх фиксаторов. (Фиксаторы в пазах крепите длинными винтами с гайками.)
ФИКСАТОРЫ ИЗ ШКАНТОВ
Вберите круглую заготовку из клёна для шкантов 020 мм. Распилите её на 8 заготовок длиной 20 мм. Каждую из восьми заготовок точно в центре просверлите перовым сверлом 012 мм на глубину 3 мм (это лучше делать на токарном станке.) Затем каждую заготовку просверлите насквозь сверлом 06 мм.
Через каждую заготовку пропустите винт Мб, утопив головки, и залейте их эпоксидкой. На каждый шкант наденьте обрезок термоусаживаемой трубки от электропроводки, которая поможет удержать обрабатываемую деталь, не повреждая её.
ПРОВЕРКА РАБОТОСПОСОБНОСТИ
Закрепите секции на патроне и проверьте их в работе. Секции должны свободно расходиться и сходиться, причём в полностью сжатом положении их кончики должны совпадать. Закрепите круглую деталь, например, тарелку для пирога, и посмотрите на фиксаторы. Если некоторые из них плотно не прилегают, переделайте сектора.
Джим ЛЕСЛИ, Канада
Разные приспособления для токарных станков, известные в настоящее время, позволяют расширить функциональный потенциал таких агрегатов и упростить выполнение некоторых работ на них.
1 Дополнительная оснастка – какой бывает и зачем нужна?
Все приспособления для токарных станков причисляют к одной из трех разновидностей. Первый вариант оснастки – специальный, обеспечивает увеличение эксплуатационных возможностей оборудования, второй применяется для фиксации инструмента, третий используется для закрепления деталей, которые обрабатываются на агрегатах. Установка разных типов оснастки обеспечивает:
- уменьшение времени, требуемого на монтаж детали на оборудование, что гарантирует увеличение производительности обработки металлических изделий;
- повышение точности металлообработки;
- возможность выполнения фрезерных операций;
- качественное крепление заготовок.

Оснастка для станков может выпускаться на заводах. Подобные приспособления обычно эксплуатируются на предприятиях. Малые фирмы и частные пользователи нередко используют самодельную оснастку. Большое распространение среди последних получило фрезерное приспособление – специальная приставка, которая дает возможность выполнять:
- выборку пазов и канавок;
- контурную обработку разнообразных изделий;
- фрезерование плоскостей;
- обработку торцевыми и концевыми фрезами.
Найти чертежи такой приставки несложно в интернете и в специализированных журналах.
2 Кулачковые патроны – самые распространенные виды приспособлений
Рекомендуем также
видео-инструкция по выбору своими руками, особенности устройства задней бабки, копиров, трезубцев, резцов, патронов, люнетов, инструментов для обработки древесины, цена, фото
Все фото из статьи
Ручная обработка деревянной заготовки хороша тем, что вырезать можно любой узор, глухих мест гарантированно не останется. Правда, для этого понадобятся навыки резьбы по дереву, да и времени это займет немало. Покупка токарного станка позволяет значительно повысить скорость обработки дерева, к тому же простенький станок можно изготовить самостоятельно, так что игра стоит свеч.
Правда, для этого понадобятся навыки резьбы по дереву, да и времени это займет немало. Покупка токарного станка позволяет значительно повысить скорость обработки дерева, к тому же простенький станок можно изготовить самостоятельно, так что игра стоит свеч.
Современный токарный станок
Стоит ли покупать токарный станок
Обработка дерева на токарном станке вносит некоторые ограничения в форму будущего изделия, это нужно учитывать при выборе в пользу механической обработки. По большому счету изделие, полученное на станке будет состоять из комбинации тел вращения, но обычно этого вполне хватает. Также с помощью станка можно изготавливать деревянные шарики и тарелки.
Что касается покупки станка, то есть в такой решении и слабые, и сильные стороны:
- с одной стороны, получаем устройство, которое позволит в разы повысить скорость обработки дерева. Изделия на токарном станке по дереву позволят снизить себестоимость единицы продукции как раз за счет экономии времени;
- к достоинствам его можно отнести и то, что он может справиться с мягкими металлами. Многое, конечно, зависит от производителя и использованных материалов;
- современные станки отличаются широким диапазоном габаритов, так что подобрать подходящий вариант можно как для небольшой мастерской, так и для личного пользования.
 Многое, конечно, зависит от производителя и использованных материалов;
Многое, конечно, зависит от производителя и использованных материалов;На фото – миниатюрный токарный станок
А вот недостатком может стать цена нового станка, особенно если деревообработка является скорее хобби, чем основным источником дохода. Немного сэкономить можно поиска старые советские модели, но все равно стоимость останется приличной.
Если есть желание приобрести станок в качестве эксперимента, просто для того, чтобы попробовать себя в точении дерева, а финансы не позволяют, то можно попытаться изготовить токарный станок самостоятельно. Конечно, полноценный аналог заводской модели создать не получится, но для обработки небольших заготовок из мягких пород дерева он вполне подойдет.
Небольшие изделия из дерева на токарном станке собственного производства вполне могут конкурировать с теми, что были изготовлена на станке от именитого производителя.
Подробнее о токарных станках
Перед тем как переходить к выбору подходящей модели станка или заниматься изготовлением самодельного аналога не лишним будет разобраться в устройстве обычных токарных станков и основных приемах работы с ними.
Основные элементы станка
Устройство токарного станка по дереву остается практически одинаковым вне зависимости от модели.
К основным элементам стоит отнести:
- основание. Может быть либо из дерева, либо из металла. Если нет нужды часто переносить станок с места на место, то модели с металлическим основанием предпочтительнее, так как при обработке твердых материалов он будет более устойчив;
Устройство токарного станка
- станина. Совсем дешевые модели могут оборудоваться станиной из алюминия, это, мягко говоря, не лучший выбор с точки зрения прочности и жесткости;
- электродвигатель, все станки работают от сети;
- защитный кожух скрывает ременную передачу;
- панель управления – на ней расположена кнопка пуска и регулятор оборотов;
Обратите внимание!
Современные модели все без исключения оборудуются регулятором оборотов.
Это позволяет обрабатывать разные материалы, не только дерево.
Старые модели могут работать только с определенной частотой вращения вала.

- передняя и задняя бабка;
- подручник – нужен для упора резцов при работе с деревом.
Устройство задней бабки токарного станка по дереву предельно простое, она необходима только для того, чтобы зафиксировать длинную заготовку иначе ее дальний конец будет провисать. При фиксации заготовки она подводится по направляющей к торцу и, вращая ручку на задней части, острие слегка углубляется в центр заготовки.
Задняя бабка позволяет зафиксировать второй конец заготовки
Через переднюю бабку проходит вал, на который и передается крутящий момент с электродвигатели (используется ременная передача). Правый конец вала (он же может называться шпинделем) имеет резьбу, на которую устанавливается устройство для фиксации деревянной заготовки. Для фиксации чаще всего используется патрон для токарного станка по дереву.
Устройство передней бабки
Дополнительные приспособления
Можно приобрести к станку ряд дополнительных приспособлений, которые облегчат работу с деревом. Благодаря им можно будет без проблем обрабатывать протяженные заготовки не опасаясь ее провисания по центру.
Трезубец для токарного станка по дереву позволяет исключить поворот заготовки вокруг своей оси, когда резец снимает стружку. Внешне такое приспособление выглядит как коронка с острыми зубцами по краю, по центру может размещаться острый шип, но есть трезубцы и просто с зубьями по краю.
Такие приспособления не позволят заготовке проворачиваться
Иногда возникает необходимость обработать длинную заготовку, например, при изготовлении балясин для лестницы. В таком случае закрепления ее по концам недостаточно, потребуется еще 1 опора по центру, которая не будет препятствовать вращению. Для этого используется люнет для токарного станка по дереву.
Люнет представляет собой кольцо с 3 роликами, их положение регулируется в зависимости от диаметра заготовки. Теоретически они мешать вращению не должны, но при сильном обжатии на древесине остаются вполне различимые следы от прохода роликов. Так что можно порекомендовать после черновой обработки чистовую проводить без люнета, если это возможно.
Теоретически они мешать вращению не должны, но при сильном обжатии на древесине остаются вполне различимые следы от прохода роликов. Так что можно порекомендовать после черновой обработки чистовую проводить без люнета, если это возможно.
Люнет может использоваться и для фиксации второго конца длинной заготовки при торцевой обработке
Обратите внимание!
Изготовить люнет можно и своими руками.
Основная сложность – найти подходящие вращающиеся части, они должны быть прочными, не сильно оставлять следы на дереве и износостойкими.
Оптимальным решением для самодельного люнета можно считать колеса от обычных роликовых коньков.
Когда нужно изготовить большое число однотипных изделий (те же балясины на лестницу), вручную практически невозможно это сделать. Траектория резца будет немного отличаться каждый раз, что скажется на форме изделия.
Решением этой проблемы может стать копир для токарного станка по дереву, он позволяет направлять резец по одной и той же траектории каждый раз. Немаловажно и то, что конструкция его несложная, так что изготовить неплохой копир можно и самостоятельно.
Немаловажно и то, что конструкция его несложная, так что изготовить неплохой копир можно и самостоятельно.
Схема работы с копиром
Это становится возможным благодаря использованию 2 подвижных кареток, нижняя движется вдоль заготовки, верхняя может перемещаться в поперечном направлении. На верхней каретке устанавливается резец для дерева, на ней же размещается небольшое колесико для перемещения вдоль направляющей прорези.
Можно превратить обычный станок в токарный станок по дереву для изготовления шариков. Для этого понадобится специальное приспособление в виде жестко закрепленного резца и рычага, который позволит перемещать этот резец по дуге определенного радиуса (желательно, чтобы радиус можно было изменять).
Вытачивание шарика
Эта конструкция устанавливается с торца детали и для того, чтобы изготовить шар нужно всего лишь постепенно поворачивать рычаг, снимая стружку с торца заготовки.
Обратите внимание!
Слишком короткой заготовка быть не должна, иначе при повороте рукоятки можно получить удар в лицо.

Самодельный станок
Для простейшего самодельного устройства из покупных элементов понадобится разве что электродвигатель да инструмент для токарного станка по дереву. Все прочие элементы можно изготовить из подручных средств.
Основу миниатюрного станочка можно изготовить из толстой доски, в которой следует сделать прорезь для перемещения задней бабки (это нужно будет при фиксации заготовки). Поверх прорези нужно закрепить металлическую полосу.
Подручник можно изготовить из обычного металлического уголка и металлической трубки. Соединения (если станок будет небольшим) можно делать паяными. Главное, чтобы верхняя часть подручника была горизонтальной, все-таки по ней будет перемещаться резец для токарного станка по дереву, а перемещаться он должен без неожиданных скачков.
На роль задней бабки подойдет Г-образный кусок металла с отверстием, в которое будет вставляться металлический штырь для фиксации заготовки. Единственным минусом такого решения можно считать то, что она не будет вращаться, так что с торцов заготовки нужно оставлять припуск, так как дерево при вращении немного потемнеет из-за нагрева при трении о металл.
Несмотря на простоту такой конструкции, основные узлы аналогичны заводским станкам. Единственное, о чем нужно помнить – такой станочек подойдет только для дерева, да и то для не очень больших заготовок. Об изготовлении, например, балясин или ножки для стула придется забыть.
Один из вариантов самодельного станка
Обработать древесину можно не только с боковой стороны, но и с торца, для этого нужно всего лишь установить планшайбу и закрепить заготовку в ней.
Инструкция по работе остается без изменений:
- заготовке еще до установки в патрон придаются очертания, близкие к цилиндрическим;
Топором нужно придать заготовке цилиндрические очертания
- затем снимается черновой слой, пока она не приобретет форму цилиндра. Используется полукруглый резец. Стружка при этом снимается в несколько заходов, лучше не торопиться, чтобы не перегрузить двигатель;
- после в соответствии с чертежом прямыми и косыми резцами выбираются нужные пазы;
Набор резцов для станка
- в конце отрезным резцом уже готовое изделие отрезается. Окончательно довести его до ума можно вручную.
 Окончательно довести его до ума можно вручную.
Окончательно довести его до ума можно вручную.Подведение итогов
Токарный станок – незаменимый инструмент не только в столярном цеху, но и в небольшой мастерской, для владельца которой деревообработка – всего лишь приятная отдушина. Такой станок можно купить, а можно и попытаться изготовить его самому. Конечно, самодельное устройство будет уступать заводскому, но для решения небольших задач его вполне хватит.
На видео в этой статье показан пример работы самодельного токарного станка.
Самодельные токарные инструменты для токарных станков по дереву – Основы токарной обработки дерева
Что означает сломанное сверло 1/2 дюйма, холодное долото, кусок стали 1/2 x 1/2 дюйма из домашнего склада, 1/2 дюйма круглого прутка из домашнего склада и твердосплавные режущие биты (карбид вставки) есть общего?
Ну, правильно сформировать и обработать . .. затем добавьте красивую деревянную ручку, и у вас будут все инструменты, которые вам понадобятся, чтобы повернуть что угодно. Вдобавок ко всему, как только вы поймете, как использовать эти материалы для изготовления ваших собственных токарных инструментов, у вас будет основа для изготовления токарного инструмента практически любого типа, который вам может понадобиться.
.. затем добавьте красивую деревянную ручку, и у вас будут все инструменты, которые вам понадобятся, чтобы повернуть что угодно. Вдобавок ко всему, как только вы поймете, как использовать эти материалы для изготовления ваших собственных токарных инструментов, у вас будет основа для изготовления токарного инструмента практически любого типа, который вам может понадобиться.
Аль Фуртадо покажет вам, как
сделать свои собственные токарные инструменты
Все делает простые инструменты для деревообработки с твердосплавными вставками. Чаши-монстры долбят из старого долота для холодного оружия! Мое желание покупать все доступные токарные инструменты
!
Для меня легко попасться в каталог инструментов Sorby или просто поискать на Amazon или Ebay токарные инструменты по дереву , и я потеряюсь на несколько часов… .думая: «Господи, мне нужна долота 1/4 дюйма, 3 / Долото 8 ″, долото 1/2 ″, долото 5/8 ″, долото 3/4 ″ и долото 1 ″ – все это с помощью шлифовки ногтем…. .тогда мне нужен тот же набор со стандартной шлифовкой, и мне нужны такие же размеры для канавки шпинделя, как для стандартной, так и для шлифовки ногтей…. о да, мне нужен отрезной инструмент… .как насчет пары отрезных инструментов разных размеров. Да, мне нужен полный набор скребков, а затем мне нужны косые канавки для идеальной отделки, которые, как я вижу, делают мастера, не могу забыть черновую канавку … Я имею в виду, 1/2 ″ 3/4 ″ 1 ″ и по крайней мере, на 1 1/2 дюйма, может быть, больше … Мне все это нужно, верно?
.тогда мне нужен тот же набор со стандартной шлифовкой, и мне нужны такие же размеры для канавки шпинделя, как для стандартной, так и для шлифовки ногтей…. о да, мне нужен отрезной инструмент… .как насчет пары отрезных инструментов разных размеров. Да, мне нужен полный набор скребков, а затем мне нужны косые канавки для идеальной отделки, которые, как я вижу, делают мастера, не могу забыть черновую канавку … Я имею в виду, 1/2 ″ 3/4 ″ 1 ″ и по крайней мере, на 1 1/2 дюйма, может быть, больше … Мне все это нужно, верно?
Токарная обработка дерева вызывает привыкание
Я знаю, вы понимаете, о чем я.Это хобби токарная обработка древесины вызывает большее привыкание, чем крэк-кокаин! Вы думаете, что больше инструментов, лучшие инструменты сделают вас лучшим токарщиком … может быть, но у кого есть деньги на все эти детали оборудования, потому что мы даже не начали говорить о токарном станке по дереву, который у вас есть, и токарном станке, который вы хотите получить , не говоря уже обо всех аксессуарах для токарных станков по дереву, которые вам понадобятся!
Сделайте свой собственный токарный инструмент
Что ж, одна из вещей, которая действительно меня взволновала, – это создание собственных токарных инструментов , верно, вы можете быть мастером токарных инструментов своими руками 🙂 Я думаю, что на самом деле существует субкультура парней, которые делают свои собственные инструменты из чего угодно, от старых отверток, файлов до рессор для автомобилей или грузовиков.
Проблема для меня в том, что я не металлист. Я могу нарисовать дом, здание или торговый центр, и я могу построить тот же рисунок, делая все сам … но я так и не научился работать с металлом. Ближе всего к работе с металлом я подошел к алюминиевому сайдингу, электрическому проводу и арматуре для бетона… .. ну ладно, гвозди для моего гвоздя и винты для шуруповерта 🙂
Заболел, нет денег на дорогие токарные инструменты
По правде говоря, я довольно долго болел.Когда вы заболели, вы не можете работать, я ненавижу сидеть или лежать, поэтому по «Милости Божьей» я обнаружил, что я вертлюсь. Не слишком физически. Я мог найти недорогой токарный станок по дереву в Harbour Freight, а также дешевый набор китайских токарных инструментов в Harbour Freight. Так я начал.
Я прочитал столько, сколько мог в Интернете, и просмотрел массу видео на YouTube. Я многому научился у Капитана Эдди и слишком многих других, чтобы упоминать их. Итак, я подумал, что на этих страницах я поделюсь своим путешествием.
Мои инструменты для токарной обработки древесины оказались старыми!
Я быстро обнаружил, что мои токарные инструменты действительно плохие.Я точил их вручную, пока полностью не облажался. Тогда первой инвестицией была система заточки для росомахи Oneway . С этого момента я научился правильно затачивать токарные инструменты.
Затем, как только я понял, что мои инструменты действительно бесполезны, мне нужно что-то получше. Я наткнулся на производителей токарного инструмента по дереву .
Именно тогда я открыл для себя множество различных способов изготовления собственных токарных инструментов по дереву . На этих страницах я надеюсь познакомить вас с некоторыми из этих методов.Некоторые я попробую, другие я просто пропущу, потому что я слишком болен, чтобы пробовать все, что вижу, но планирую сделать это или скоро попробую эти методы создания инструментов своими руками, однако вам нужно знать, как сделать некоторые из эта штука.
Я наконец узнал, что могу переточить дешевые инструменты, которые у меня были, в более полезную шлифовку или просто во что-то, что действительно работало.
Начал делать собственные инструменты для токарной обработки древесины
Поскольку у меня не было много денег, я решил, что могу купить кусок стали 1/2 x 1/2 дюйма и кусок стали 3/8 x 3/8 дюйма в интернет-магазинах, я мог бы купить твердосплавные фрезы для пара долларов за кусок, а затем выясните, как отшлифовать небольшую платформу для фрезы, постучать по стали, чтобы прикрепить фрезу из твердого сплава и сделать деревянную ручку.Моя первая попытка оказалась довольно удачной, фактически, это один из моих инструментов, когда я работаю с хитрым куском дерева.
Мой карбидный токарный инструмент
Моим первым самодельным токарным инструментом по дереву был токарный инструмент с твердосплавными пластинами с твердосплавными пластинами квадратной и круглой формы, и он режет как мечта, отлично подходит для тех случаев, когда вы можете немного опасаться втыкать эту новую выемку в чашу в кусок дерева неправильной формы! Я сделал квадратный и круглый твердосплавный скребок, используя квадратные и круглые твердосплавные фрезы 5/8 ″. Вы можете найти их в Интернете, но убедитесь, что они предназначены для резки дерева. Квадратные фрезы довольно дешевы, и вы даже можете получить твердосплавные фрезы с 4-сторонним радиусом, они немного реже захватывают, но захватывают!
Вы можете найти их в Интернете, но убедитесь, что они предназначены для резки дерева. Квадратные фрезы довольно дешевы, и вы даже можете получить твердосплавные фрезы с 4-сторонним радиусом, они немного реже захватывают, но захватывают!
Я наблюдал, как парень по имени Трэвис на YouTube делал набор инструментов для токарной обработки по дереву с твердосплавными напайками, и просто скопировал его. Они довольно грубые, но действительно хорошо работают.
Изготовлен отрезной инструмент для токарной обработки по дереву
Я сделал отрезной инструмент 1/16 дюйма из полотна для сабельной пилы с металлической ручкой.Это было весело, я многому научился и постоянно использую этот инструмент. Создавать собственные инструменты очень приятно!
Я сделал очень эффективный отрезной инструмент из пильного полотна с рециркуляцией … зажатого между двумя кусками дерева. Отлично подходит для резки и дизайна. Я использовал латунный стержень для заклепок и проткнул их, чтобы расширить латунь… . . твердую как камень
. твердую как каменьОднако… ..
Ничего не знал о металле
Затем я хотел сделать скребок шириной 1 1/2 дюйма, поэтому я взял кусок стали с домашнего склада и заточил кромку по стали. Ручки у меня еще не было, но я хотел попробовать инструмент. .В итоге дерево больше обжигалось, чем резалось, я пробовал разные углы … то же самое, просто не резал. Я был в тупике, думал, что буду изготавливать все виды токарных инструментов … но помню, когда я сказал, что ничего не знаю о металле
Оказывается, существует множество различных видов стали. А затем процесс закаливания: его нужно нагреть в специальной духовке, охладить на воздухе или в масле, снова нагреть, чтобы нагреть … Я почти положил конец своим приключениям в области токарного станка!
Извините, я немного растерялся, говоря о , как сделать свои собственные токарные инструменты ….только потому, что я знаю, что вам, возможно, понравятся такие вещи, и вы можете оказаться в том же положении, что и я, когда у вас не было достаточно денег, чтобы иметь все хорошие инструменты, которые вы действительно хотели бы иметь!
Введите Al Furtado .
Я не уверен, как долго Ал работает, но я знаю, что ему это действительно нравится, и ему нравится делиться своими проектами и своими инструментами !!! Ал кажется экономным парнем или, может быть, ему просто не хватает денег, как и многим из нас… ..поэтому он довольствуется тем, что у него есть, и сам делает множество токарных инструментов и аксессуаров для себя.
Ал сделал идеальный для себя долото для чаши из сломанного сверла 1/2 дюйма. Он играл до тех пор, пока не добился правильного помола, и теперь это его инструмент «перехода» при переворачивании чаш. Большой секрет – это металл, из которого изготовлено сверло, оно уже закалено, и после придания формы сохраняет красивую острую кромку в течение длительного времени. Не подвергать термической обработке .
Долото для токарной чаши по дереву из старого сверла 1/2 ″ Сделайте свою собственную строжку для чаши из стального холодного долота Профили изготовленных на заказ долот для токарной чаши по деревуАль делает свой собственный инструмент для долбления из стали для токарной обработки и фрезы с твердосплавными пластинами Al придерживается здравого смысла в создании токарной обработки по дереву инструменты , которые сэкономят вам кучу денег. На видео ниже он показывает вам некоторые из своих любимых инструментов и то, как он делал их из старых, сломанных или оставшихся инструментов, сделанных из закаленной стали, и все, что вам нужно сделать, это надеть лезвие на инструмент и сделать для него ручку. .
На видео ниже он показывает вам некоторые из своих любимых инструментов и то, как он делал их из старых, сломанных или оставшихся инструментов, сделанных из закаленной стали, и все, что вам нужно сделать, это надеть лезвие на инструмент и сделать для него ручку. .
Качество видео не самое лучшее, но если контент не дает течь вашим творческим сокам…… тогда ничего не будет!
Наслаждайтесь
Мой магазин сделал токарные инструменты по дереву Автор Аль Фуртадо
Инструменты Ала не самые красивые, но они работают, и вы можете делать именно то, что делал он.Я могу засвидетельствовать, что твердосплавные фрезы работают как мечта, и я с нетерпением жду возможности проделать несколько выемок из старых сверл и холодных долот … что касается этого … сходите в Harbor Freight и возьмите некоторые из их инструментов и бит … все они из закаленной стали и должны работать так, как показал нам Ал.
Спасибо Ал !!!!
Наконечники для поворота
Наконечники токарные
Приспособления, инструменты и методы
Методы и приспособления для обратного поворота чаш, Джон Лукас (файл PDF) Загружено любезно John Lucas, Cumberland Woodturners – Crossville, TN
Шаблон для сверления отверстий под ножки табурета – Алан Леланд Фото 1 – Фото 2 (JPEG файлы)
Ручки токарного инструмента, Рон Маккинли – PDF файл
Инструмент для нарезания резьбы для Тернерса, Джеймс Даксбери – от American Woodturner (декабрь 2010 г.) – PDF-файл
Цветовая кодировка Шаблоны Чака, Джеймс Даксбери – из Woodturning Design (зима 2010 г.) – PDF файл
Ручка Сборочный пресс, Джеймс Даксбери – от Woodturning Design (осень 2007 г.) – PDF-файл
Ручка Assembly Press Improvement, Джеймс Даксбери – от Woodturning Design (осень 2008 г.) – PDF файл
The Zin of Finishing Revieled, Дэвид Вудрафф и Майкл Джонс 2011- PDF-файл
Заточка Системы – Учебное пособие, Джим Терри 2017 – PDF-файл
DIY резьбовые приспособления, Джерри Джонс 2019 – PDF файл
Чаша с вырезом на ободке, Earl Martin, 2019 г. – PDF-файл
Проекты
Рекламный проспект Джима Даксбери, апрель 2006 г. (PDF-файл)
Сферическая чаша Ковши, Боб Мьюир (PDF-файл)
наизнанку Токарный, Боб Мьюир (PDF-файл)
Миниатюрный табурет, Алан Леланд (PDF-файл) Примечание: на странице 1 ниже Длина ноги материала должна быть от 6 1/2 дюймов до 7 3/4 дюйма
Полноразмерные стулья на трех ножках, Alan Leland (PDF-файл) Примечание: на странице 1 в разделе Материалы дерево для раскосов должно быть 2 “x 2”
Turning Spherical Balls, Деннис Росс – (PDF-файл)
Многоосевая токарная обработка шпинделя, Барбара Дилл – (PDF-файл)
Длинная Форма шеи, демонстрация Джима Терри 6-3-08 – PDF файл
Токарные украшения и украшения, демонстрация Боба Моффета 9-2-08 – PDF-файл
Основания для токарной обработки и обработки пластин, Фрэнк Пента – PDF файл
Снеговики – Bob Baucom – PDF файл
Базовый Токарная обработка с закрытым сегментом, Джон Моррис – PDF файл
Украшения наизнанку, Wayland Loftin – PDF файл
Сумка для путешествий, Джеймс Даксбери, из Woodturning Design (весна 2009 г.) PDF-файл
Инструмент Turn-A-Pot, Джеймс Даксбери – от Woodturning Design (весна 2008 г.)
Helex Cutting на кубках – Джек Рейом (август 2011 г.) – PDF-файл
Резьба Спирали в чаше – Боб Моффет (октябрь 2011 г.) – PDF-файл
Квадратная чаша – Джо Herrmann (ноябрь 2011 г.) – PDF-файл
Скалка – Боб Верн (март 2012 г.) – PDF-файл
Превращая Peppermill – Ним Бэтчелор (май 2012 г.) – PDF-файл
Профильная токарная обработка – Джим Barbour (июнь 2012 г.) – PDF файл
Схема для Natural Edge – Чак Уолдруп (февраль 2013 г.) – PDF-файл
В Орнамент скворечника – Алан Леланд (октябрь 2013 г.) – PDF
Проектирование и токарные украшения – Джим Терри (июнь 2014 г.) – PDF
Вращение украшений в виде пингвинов и цыплят – Боб Бауком (сентябрь 2015 г.) PDF
Алан Картер – Демонстрация Split Bowl Демонстрация кубков Демонстрация тонкой ножки
Домашнее Суппорта Приспособление для сверления Вещи, которые должны быть в каждом магазине
Сайты, представляющие интерес для Woodturners
Сегментированная чаша Конст.- Боб Шасс Мэй 2016 – Презентация PDF, Калькулятор колец Excel, График Excel
Заточка Sysem – Самодельная – PDF
Поворачивая маленькие квадратные тарелки – Джон К. Джордан (май 2018 г.) PDF
А новый взгляд на украшения ангела – Джон Лукас (август 2018 г.) PDF
Безопасность
Дыши Easy – from Woodturning Design – Весна 2004
Токарный Дубликатор | Проект деревообработки
После сборки этого дубликатора вы удивитесь, насколько легко сделать копию любого поворота.
Когда дело доходит до изготовления дубликатов деталей на токарном станке, таких как ножки для стола, заставить их все выглядеть одинаково может быть настоящей проблемой. Простая конструкция этого дубликатора избавляет от необходимости гадать при обработке копий. Он крепится к станине вашего токарного станка, обеспечивая платформу для шаблона и рабочую поверхность для держателя режущего инструмента. Это действительно простой процесс, который вы можете освоить в кратчайшие сроки.
ВЫБЕРИТЕ ПАКЕТ ПЛАНА
УровеньФайлы Премиум
Вы можете скачать дополнительные чертежи магазина, которые вы приобрели, используя ссылку в этом поле.
ЗАГРУЗКА …
Что вы получаете:
- 5 печатных (цифровых) страниц пошаговых инструкций
- 16 полноцветных фотографий и иллюстраций
- Подробные проверенные временем советы и методы
Примечание. После покупки вы получите электронное письмо, содержащее вложение в формате PDF с приобретенным планом, а также инструкции по входу в систему, чтобы загрузить план и получить доступ к любым другим связанным файлам и видео, которые будут расположены на этой странице.
Рекомендации по продукту
У нас пока нет ссылок на расходные материалы и оборудование для этого конкретного проекта, но вот некоторые другие продукты, которые могут вас заинтересовать. (Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.)
Предыдущий план Случайный план Следующий планНАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ МГНОВЕННЫЙ ДОСТУП К
БЕСПЛАТНЫЕ ПЛАНЫ WOODSMITH
ПОЛУЧИТЕ БЕСПЛАТНЫЕ ПЛАНЫ СЕЙЧАСПохожие планы столяра
Партнерская ссылка
Поскольку вы являетесь партнером, вы можете использовать этот URL-адрес, чтобы ссылаться на эту страницу и получать за это кредит:
Если вы хотите использовать ссылку на миниатюру изображения, вы можете скопировать и вставить что-то вроде этого в исходный код своей страницы:

Партнерская ссылка недоступна.
Инструменты самодельные специальные
хммммм ….Я сделал много заводской оснастки
, так как мы производим подшипники, мне нужно повернуть много маленьких (простых) приспособлений, чтобы удерживать их на фрезе для прорезания / сверления после токарной обработки (крит. 0,0005 тол. повсюду, не хочу гнуть их сейчас) …
Один раз сделал AL.собрать, чтобы удержать эти части SS, которые мы сделали, чтобы мы могли их снова повернуть …. они были длинными и неудобными, поэтому я сделал мультидиамный сбор, который был забит мягкими челюстями … прогнал около 500 штук на одном токарных станков с ЧПУ с биением не более тысячи после того, как работа была сделана … которая хранится в моем ящике с инструментами на память
Я сделал в школе прекрасный набор клиновидных блоков и зажимов (также 2 набора параллелей, V-образный блок инструмента, 4 стойки домкрата, ступенчатые блоки, держатель центрального сверла Morse # 4, маленькие тиски и 2 рабочих упора из школы ЧПУ.) Я также сделал хороший притирочный блок диаметром 6 дюймов, 4-дюймовый упрочненный настольный блок, резьбовой блок (примерно с 30 просверленными отверстиями в нем), шлифованный пайв размером 8 дюймов на 6 из 4140 с примерно 100 резьбовыми отверстиями в нем. Я использую в качестве вспомогательной пластины для небольших прецизионных деталей, которые я делаю на мельнице или шлифовальном станке … Я также сделал держатели контрольных циферблатов, кромкоискатели, маленькие паяные расточные оправки, вручную заточил множество инструментов из быстрорежущей стали для пластмасс и паяных карбидных форм инструменты и инструменты для отделки … еще несколько d-бит …, … я взял два (мой и мои партнеры) токарные приспособления Cat 40 из школы ЧПУ и превратил их в приспособление для зажима инструментов (для установки шпилек, затяжки концевые фрезы, съемные и др.)…. есть проблема. еще несколько раз я забыл
, я не думаю, что кроме цанги, что любой инструмент, сделанный в магазине, живет в моем ящике для инструментов, я также сделал около 15 штекеров с резьбой 3A, которые нельзя использовать, я обычно после работы отправляют их нашим клиентам QA-специалистов, чтобы они могли их осмотреть, поставить штампы и вернуть …. 2 вернулись с калибровочными наклейками ISO! … это моя маленькая специальность .. … просто отвердите 4140 … заказчик полагается на меня, если они в затруднении.
Переработка бытовых товаров до необычных светильников
Работа электрика своими руками еще никогда не была такой веселой! Вот одиннадцать проектов из обычных предметов домашнего обихода, которые могут превратить ваши потолочные светильники в вау-фактор и сделать темноту веселым времяпрепровождением, поскольку это станет поводом для использования вашего DIY lighting !
Когда я смотрю фильм, слушаю музыку или читаю книгу, впечатления усиливаются, когда свет приглушен.Звуковое сопровождение становится громче, персонажи становятся реалистичными и живыми, а загадка и сюжет углубляются. Сам воздух вокруг меня заряжен токами развлекательного электричества. Те, кто вокруг меня жуют попкорн, или тихий шепот, когда я переворачиваю страницу, либо усиливают впечатление, либо возвращают меня на землю в оглушительном крещендо разочарования.
Но когда горит свет, это напоминание о том, что планета Земля без «Людей в черном» не такая уж убогая. Есть так много интригующих, таинственных чудес, которые захватывают нас даже без помощи пятимерных инопланетян, путешествий во времени или великолепного Nueralyzer.Жизнь – прекрасная концепция, и в мире, где наши мечты и идеи имеют ресурсы для концептуализации дальше, чем мы могли себе представить, возможно, Nueralyzer не так уж далек от будущего.
Итак, давайте включим свет и осветим феномен человеческого существования. И пока мы этим занимаемся, почему бы нам не сделать сам светильник элементом саспенса. Момент, объект, который привлекает наше безраздельное внимание, и для многих из этих объектов мы также вернемся с Агентом К (Томми Ли Джонс) в 1969 год и далее за некоторыми восхитительными винтажными материалами.
Итак, давайте наденем наш каску с маркировкой электрика и приготовимся переключиться на образ кино, страничного триллера, рекламного щита!
1. Mason Jar Огни
Люстра Mason jar с необычными светильникамиИз них не только получаются отличные одиночные подвески, но и потрясающие, когда они объединяются в группы, образуя очень индивидуальную люстру. (найдено на WeDesignStudios)
2. Обычная банка с краской на серебряный галлон
Светильник для баллончиков с краскойПромышленный, необычный, можно найти в доме улучшителя.Так что завершите свой проект рисования, чтобы мы могли продолжить его! (найдено на Гришли)
3. Канистра для фонарика
Подвесной светильник Vintage Flashlight со светодиодамиКак ни странно, вашим основным источником света может быть тот самый свет, который вы используете, даже когда шторм не унес вас в темноту из-за дефектных линий. (замечено на Pinterest)
4. Терка для пищевых продуктов
Светильник для теркиНе только с этой коробкой, терка для еды отлично смотрится в соответствующей комнате, например, на промышленной кухне, сланцы и другие варианты решеток создают забавные заманчивые тени на вашей стене, когда наступают сумерки. (отличная работа, действительно вдохновляет army_arch)
5. Винтажный вентилятор
Светильник Vintage FanVintage Fan upcycle – светильникиЗаменили ваш кондиционер? Не выбрасывайте этот винтажный веер, так как вы можете целенаправленно превратить его в какой-нибудь декор. Настольная лампа! Или люстру, подобную приведенным выше? (найдено на Etsy)
6. Вазы и бутылки из переработанных материалов
Подвесной светильник в бутылке для ликера CointreauКак и кувшин Мейсона, эти старые вазы можно перекрасить и превратить в световое зрелище.А теперь возьми старые бутылки из-под Джека Дэниэлса и включи их в светильник. Аккуратно – отсюда.
7. Винтажные проволочные корзины
Проволочные корзины, превращенные в купол, подвесной светильник Подвесной светильник DIY от Upcycled Wire BasketВинтажные проволочные корзины, превращенные в светильникиПлотно сплетенные или замысловатые конструкции, они будут иметь эффект, аналогичный эффекту номер пять, но могут быть легко интегрированы в другие сценарии вашего домашнего декора, как и светильник и художественные элементы. (замечен на miscelaniasdani, infarrantlycreative, блоге barnlightelectric)
8.Перевёрнутая чашка чая
Чашки включенные подвесной светильникЧаепитие у меня дома! Тщательно расставив чашки, вы сможете устроить чудесное чаепитие, которое станет идеальным светильником для вашей комнаты в викторианском стиле или красивой розовой спальни для вашей дочери. (через Tillyscottage)
9. Винтажная потрепанная воронка
Еще один эффективный инструмент для создания индустриальной атмосферы – это воронка. Эти воронки, которые можно найти разных размеров, часто переживали много бедствий.Это придает подвесному светильнику великолепную патину и выразительный характер! (найдено в AntiqueArchaeology)
10. Винтажная камера
Винтажная камера теперь превратилась в модный настенный светильникLights, Camera и Brace for the Flash! Замена устройства вспышки на постоянную лампочку может быть буквальным переводом для осветительной арматуры, но отлично подходит для любителей фотоаппаратов и винтажного стиля. Виновен в этом Джей Фиш, у которого было несколько старых фотоаппаратов 50-х и 60-х годов; он снял ставень, немного пластика и вуаля, светильник.
Так что рыскайте по чердаку, в гараже, в подвале, на местных фермерах и на блошиных рынках, улучшайте забытые времена и превращайте их в то, ради чего стоит включить свет!
8 умных приспособлений (и зажимов) для вашей мастерской
Есть кое-что о джиге. Мы все любим и ценим инструменты в наших магазинах и то, что они могут для нас сделать.Они берут на себя всю тяжелую работу по обработке и сборке материалов, которые мы используем для создания готового продукта, но приспособления – это то, к чему мы обращаемся, когда хотим облегчить подъем спины. Приспособления похожи на физическую версию советов мастерской, тех маленьких ярлыков, приемов и обходных путей, которые делают работу намного проще и эффективнее. Хорошая приманка может иметь большое значение между утомительной и утомительной сборкой и управляемой и даже приятной. Вот 8 помощников в механическом магазине, которые, как мы думаем, олицетворяют чудеса простого (и не очень простого) приспособления.
3D-печать поворотного держателя инструмента
Я уже писал об этом напечатанном на 3D-принтере поворотном держателе инструмента. Мне нравятся приспособления и держатели, которые у меня есть для моего инструмента Dremel, такие как гибкий вал. Я серьезно подумываю напечатать одну из них. Стационарный дремель открывает множество дополнительных возможностей.Изготовление регулируемого ножа для бутылок
Если вы хотите разрезать бутылки методом 30-секундной резки, с помощью этого простого приспособления разметка стекла будет намного проще.Вам нужны настоящие руки помощи
Любой, кто занимается электроникой, знает, насколько важны так называемые «руки помощи» (также известные как «третьи руки») в успешной пайке. В прошлом мы рассказывали о нескольких проектах Helping Hands. Эта «Ultimate» 3D-печатная версия великолепна, потому что вы можете распечатать и добавить столько рук, сколько захотите.Попробуйте эти угловые зажимы
Мне нравится простота этих заклинивающих угловых зажимов от популярного столяра на YouTube Иззи Свон.Шаблон для фрезерования ласточкин хвост
Деревообрабатывающий завод Woodsmith Tips планирует построить это простое и довольно легкое в сборке приспособление для создания соединений типа «ласточкин хвост» с помощью ручного фрезера.Изготовление приспособления для сварки под прямым углом
В этом посте Make: Projects мистер Джалопи покажет вам, как сделать важную часть сварочного комплекта – угловой сварочный шаблон.Сделайте свой собственный инструмент для бисероплетения
Вы можете нарисовать декоративную полоску вдоль доски, просто вкрутив в нее шуруп для дерева так, чтобы головка шурупа превратилась в разметку для резки бусины.Вы даже можете втирать в головку заусенец, чтобы поверхность среза была более острой.Станок для токарной пилы
Хорошо, так что это не является важным или простым приспособлением, но это отличный пример того, как приспособление может поворачивать инструмент в совершенно новом направлении, в данном случае, позволяя вам повернуть чашу на настольной пиле.Как сделать собственное промышленное освещение своими руками прямо сейчас
Промышленное освещение сейчас в моде и не только в ресторанах, отелях и барах, но и в частных домах, где они добавляют характер любой комнате, в которой находятся, и создают ощущение пространства теплые и уютные с их прочным внешним видом.В промышленных осветительных приборах действительно замечательно то, что они подходят для самостоятельной работы, а это значит, что вы определенно можете попробовать свои силы в некоторых интересных проектах, таких как представленные ниже.
Посмотреть в галерее
Первым в нашем списке стоит промышленный светильник, который будет очаровательно смотреться в ванной, прямо над зеркалом. Это настенный предмет с тремя лампочками, похожий на бра, сделанный из деревянных и металлических трубок и фитингов. Этот промышленный светильник для ванной отлично работает с лампочками Эдисона.
Посмотреть в галерее
Этот симпатичный светильник имеет сетку из проволоки, которая красиво обрамляет его, не скрывая лампочку внутри, прекрасный вид с сильной индустриальной атмосферой. Завершает дизайн деревянная L-образная рама, которая позволяет прикрепить светильник к стене, а абажур подвесить на расстоянии нескольких дюймов от нее. При необходимости вы можете отрегулировать длину шнура. Ознакомьтесь с инструкциями по createandfind.
Посмотреть в галерее
Вот еще один пример светильников для ванной, сделанных своими руками, в которых воплощена индустриальная эстетика.Если вам нравится этот конкретный дизайн, вы можете создать свою собственную версию, используя следующие материалы: 3 подвесных светильника, 2 анкера, матовая прозрачная аэрозольная краска и набор металлической фурнитуры, такой как U-образные каналы, колена и плоские шайбы. Вы можете найти более подробную информацию о простом дизайне.
Посмотреть в галерее
Этот проект особенный, и это только из-за главного ингредиента в рецепте: старинной медной настольной лампы. Найти такую лампу может быть нелегко, но если вам повезет, вы сможете превратить ее в уникальную промышленную лампу, сделанную своими руками, которая легко станет центром внимания любой комнаты, в которую вы ее поместите.Взгляните на учебник, представленный на simplicityinthesouth, для получения дополнительной информации.
Посмотреть в галерее
Нам также очень понравился этот подвесной светильник от grillo-designs. Его легко собрать, используя всего несколько вещей, и он потенциально может выглядеть очень очаровательно в таких помещениях, как гостиная, прихожая, домашний офис или даже спальня. Можно сделать что-то подобное и для крытого патио. Необходимые материалы включают трубы из ПВХ, колено на 90 градусов, зажимы для ногтей, черный грунт, серебряную аэрозольную краску, черный фонарь для проволочной клетки, шайбы и винты.
Посмотреть в галерее
Нужна настольная лампа для консоли в прихожей или, возможно, для рабочего стола? Почему бы не сделать его самостоятельно, вместо того чтобы ограничиваться только дизайном, который можно найти в магазинах? Это может быть очень простой светильник с шикарным индустриальным дизайном, и вы могли бы сделать его деревянным основанием и металлической трубкой. Вам также понадобится набор ламп, труборез и еще несколько вещей. Вы можете найти список на сайте ajoyfulriot.
Посмотреть в галерее
При создании промышленного светильника из труб и фитингов вы можете придать ему любую форму.Во многом это похоже на сборку кусочков пазла, только на этот раз вы сами решаете, как будет выглядеть окончательное изображение. Этот дизайн, который мы нашли на буднем карнавале, определенно идеально передает идею.
Посмотреть в галерее
Используя простые предметы, такие как отрезки трубы и соединители, вы даже можете сделать подвесной светильник, который вы можете разместить в своей столовой или на кухне, над островом или столом. Используйте аэрозольную краску, чтобы придать светильнику законченный вид и, возможно, также добавить цвета в дизайн.Более подробную информацию о таком проекте вы можете найти на сайте simpledesigning.
Посмотреть в галерее
Есть множество декоров, в которых этот светильник будет выглядеть потрясающе, например, открытая кухня с островом или уютная столовая. Если вам нравится внешний вид коряги или вторичной древесины, вы можете включить это в свою собственную версию этого проекта. Вы также можете настроить детали и изменить количество задействованных источников света и абажуров. Ознакомьтесь с инструкциями на сайте twofeetfirst.
Посмотреть в галерее
Светильник, представленный на brandisawyer, отличается не только сильным индустриальным характером, но и еще одним отличительным признаком: он сделан из множества переработанных банок Mason.Это придает ему характерный вид, а также делает проект доступным для всех.
Посмотреть в галерее
Частью того, что делает промышленное освещение таким особенным, является грубый и незавершенный характер дизайна, который придает им характерный потертый вид и позволяет довольно легко превратить все в проект DIY. В данном случае светильник был построен из оцинкованных деталей. Их можно поискать в антикварных магазинах или на дворовых распродажах. Узнайте больше о mycreativedays.крыльцо.
Посмотреть в галерее
Настольные лампы служат прекрасным украшением и замечательными акцентными элементами в декоре таких пространств, как гостиная, спальня, а также в рабочих помещениях. Посмотрите, как легко сделать лампу, подобную той, что изображена на decorandthedog. Вы даете ему прочную деревянную основу, дополненную металлической фурнитурой, окрашенной в черный цвет, и, наконец, тканевый абажур, который является совершенно необязательным.
Посмотреть в галерее
Последним в нашем списке идут промышленные бра своими руками с довольно шикарным и лихим дизайном.Это то, что мы нашли на lovecreatecelebrate. Вы можете сделать два подходящих бра, чтобы обрамить дверь, зеркало или просто создать симметричный декор комнаты. Конечно, вы можете включить некоторые переменные, чтобы сделать каждую деталь уникальной.