Угол заточки сверла для стали: таблица значений, под каким уклоном точить инструмент для разных материалов
alexxlab | 12.05.1989 | 0 | Разное
Способы заточки спиральных сверл
Режущая часть сверла состоит из двух режущих кромок, расположенных под определенным углом, который называется “углом заточки” или “углом при вершине сверла”. Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
|
Обрабатываемый материал |
Угол заточки сверла в ° |
|
Конструкционная сталь Нержавеющая сталь Чугун Сталь закаленная Алюминий Сплавы на основе магния Силумин Медь электролитическая Бронза и латунь Пластические массы Органическое стекло Целлулоид, эбонит |
116-118 120 118 125 130-140 110-120 90-100 125 130-140 50-60 70 80-90 |
Для ручного инструмента обычно предлагаются сверла с углом заточки 118°, которые являются наиболее универсальными.
Реже предлагаются сверла с углом заточки 130 – 135°. Как правило, это сверла из специальных быстрорежущих сталей, изначально предназначенные для работы по материалам с высокой твердостью.
Кроме угла заточки, на работу сверла в большой степени влияют и другие параметры геометрии режущей кромки.
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ – относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины “перемычки”. Считается нормальным, если длина “перемычки” за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше. Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки.
Заостренная заточка со скосом по передней режущей кромке
Требует несколько больших усилий при ее выполнении, чем обычная заостренная заточка. По сравнению с ней, заточка со скосом по передней кромке более устойчива к ударам и к воздействию бокового усилия. Применяется при работах по твердым сталям и для рассверливания.
Заточка со скосом по задней режущей кромке
Называется также самоцентрирующейся заточкой. Перемычка практически исчезает. В результате отсутствует увод в сторону при засверливании, уменьшается усилие подачи, улучшается стружкообразование. После нормальной заточки такая заточка является самой распространенной.
Заточка под двойным углом
Существенно улучшает температурные режимы работы сверла за счет увеличения длины режущей кромки и повышения теплотдачи. За счет этого также возрастает стойкость сверла. Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.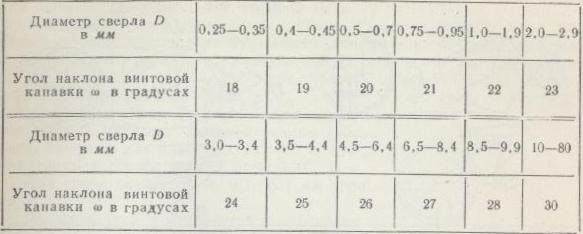
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 – 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 – 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм – 20,0 мм с шагом 0,05 – 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Металлорежущий инструмент широко представлен в каталоге интернет-магазина AIST.
Заточка сверла по металлу своими руками (приспособление)
В зависимости от диаметра отверстия, материала заготовки и требуемой точности сверление может производиться один прием или производится двойное рассверливание, обычно к такому приему прибегают при необходимости получения больших диаметров отверстий. Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Устройство сверла
Рабочая часть состоит из режущих кромок, двух спиральных спинок, двух ленточек, которые связаны между собой перемычкой. Наружная поверхность инструмента образуется двумя узкими направляющими ленточками. Наружные поверхности которой образуют две спиральные канавки. По винтовым каналам, образованными спинками к режущей кромкой может подаваться охлаждающая жидкость, а также происходит удаление образующейся стружки.
Рабочая часть сверла образуется из режущих кромок, в большинстве применяемых сверел, их две. В зависимости от материала угол между режущими кромками может быть различным.
Таблица рекомендуемого угла заточки от материала заготовки.
| Угол заточки сверла | |
| Материал для сверления | Угол при вершине, град |
| Сталь чугун, твёрдая бронза | 110-120 |
| Латунь, мягкая бронза | 120-130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевые сплавы | 90 |
| Пластик, силумин | 90-100 |
| Пластмассы | 90-100 |
| Камень и другие хрупкие материалы | 140 |
Для закрепления в станке рабочего инструмента хвостовик может иметь цилиндрическую форму или коническую, которая выполняется по стандарту 1:20 и называется – конус Морзе. Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Таблица типоразмеров Конуса Морзе
| Обозначение, № Конуса Морзе | Конусность | Угол конуса | Угол уклона конуса |
| 0 | 1:19,212=0,0521 | 2 °58′ | 1 ° 29 ‘ |
| 1 | 1:20,047=0,0499 | 2 °51′ | 1 ° 25 ‘ |
| 2 | 1:20,020=0,0499 | 2 ° 51′ | 1 °25 ‘ |
| 3 | 1:19,922=0,0502 | 2 ° 52 ‘ | 1 ° 26 ‘ |
| 4 | 1:19,254=0,0519 | 2 °58 ‘ | 1 ° 29 ‘ |
| 5 | 1:19,002=0,0526 | 3 ° 00 ‘ | 1 ° 30 ‘ |
| 6 | 1:19,180=0,0521 | 2 ° 59 ‘ | 1 ° 29 ‘ |
Основные виды несоответствий, приводящие к отклонениям от заданных норм при высверливании отверстий:
1. Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
2. Увеличение диаметра отверстия от заданного – причина: неправильная заточка, одна кромка режущей поверхности больше другой, не одинаковые углы 2 φ, биение шпинделя станка.
3. Превышение допустимой шероховатости обрабатываемой поверхности – причина: затупление сверла.
4. Перегрев сверла – причина: затупление сверла, повышенная подача или забитие канавок стружкой, наличие раковин или твердых включений в материале заготовки.
Если проанализировать причины брака при производстве отверстий в заготовках, то на первое место выходят две причины – это неправильная заточка и соблюдение режимов сверления.
Режимы сверления стали
Что касается режимов сверления, основным критерием является соблюдение подачи при работе.
Подачей при сверлении называется расстояние пройденное инструментом за один оборот. Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Таблица рекомендуемой зависимости оборотов шпинделя станка от диаметра сверла при резании не углеродистой нелегированной стали.
Рис.2Заточка сверла
Ручная заточка
Ручная заточка обычно происходит на обдирочно – заточных станках, проще говоря – точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда – материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра. Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора – этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
Рис.3 Правка торца наждачного круга эльборовым резцом.При заточке обрабатываются режущие кромки задней поверхности, перемычка.
Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла – углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.
Еще можно ориентироваться на угол между режущей кромкой и осью сверла. Для контроля параметра шаблон прикладывается к боковой поверхности и затылочной части. Здесь должна быть половина угла, то есть – 60 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
Рис 4. Замер шаблоном угла заточкиПравильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.
Это черта будет служить ориентиром для положения тела сверла. Инструмент ложится боковой поверхностью на указательный палец или пальцы ладони, которые опираются на подручника, сверху сверло прижимается большим пальцем, вторая рука держит сверло за хвостовик и управляет его движением вверх-вниз, а также фиксацией в нужном положении.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.
Рис 5 . Удержание сверла при заточке
Сверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.
Движение сверла при заточке следующие:
- Аккуратно подводится режущая кромка до касания с абразивом и легко прижимается, после чего сразу начинается движение хвостовика, вниз не ослабляя нажима до конца прохождения;
- Далее следует незначительные отвод сверла для его поворота на 180 °для заточки второй кромки Режущая кромка как в первом случае выставляется горизонтально, задняя поверхность обрабатывается аналогично как в первом случае, важно следить за чтобы все действия были одинаковы;
- Если же необходимо одну режущую кромку сточить больше чем другую, тогда несколько раз не меняя положение кромки делается необходимое количество обточек.

Для людей владеющий левой рукой лучше чем правый возможна смена рук с соблюдением всех правил.
Заточные станки «Энкор»
Модельный ряд заточных станков «Энкор» разнообразна. Диапазон мощности от 0,2 до 2,5 КВт и современные разработки позволяют использовать приборы в быту и в производственных мастерских.
Основное назначение данного прибора – это обработка инструмента, заточка сверл, уборка заусенец, снятие фасок. Линейки заточных станков «Энкор» выпускаются двух серий, первая – бытовая – предназначена для не частого использования в быту, и вторая – « Эксперт» для работы в профессиональном направлении для производственных мастерских.
Изделия «Энкор» отличаются высокой надежностью, в них применены пыле-влаго защищенные однофазные асинхронные двигатели, которые рассчитаны на долгое время работы без перегрева. Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Чугунное основание делает аппарат очень устойчивым. Литой корпус придает станку жесткость. Размеры заточных кругов варьируется от 125 до 250 мм. Благодаря широкой линейке изделий заточных станков «Энкор» можно выбрать изделие для выполнения точных операций и черновых работ. Быстрая смена наждачных кругов разной зернистости в совокупности с высокими оборотами двигателя превращает каждый станок в универсальный инструмент, который способен выполнять широкий спектр задач.
В комплектации заточного станка поставляется: Круги различные зернистости, регулируемые упоры, защитные кожуха, защитные экраны. Некоторые модели комплектуются увеличительным стеклом.
Универсальное приспособление для заточки из обычной гайки
А если необходимо заточить сверло без заточного станка?
Предлагаем сделать приспособление буквально за несколько минут из обычной гайки, сверло будет точиться при помощи болгарки быстро и точно.
Для приспособления подойдет гайка от М26 и больше.
Этапы изготовления (смотрим по этому поводу видио) :
- зажимаем гайку в тиски и по граням делаем пропилы болгаркой
- напильником убираем заусенцы с пропило
- выравниваем неровности граней гайки, обточив их напильником.
Выточки от 2 до 4 мм одинаковые для каждой грани.
Рабочий диаметр можно затачивать в таком приспособлении от 2 до 10 мм.
Вставить инструмент в направляющие пропилы и зажать хвостовик вместе с гайкой в тиски, выдвинув наконечник инструмента над гранью гайки не более 5 мм.
Далее болгаркой затачивается выступающую часть ориентируясь на наклон граней гайки.
Проверка угла заточки проводится шаблоном из приваренных между собой гайками, прислонив заточенную часть между ними, ориентируясь на полученный угол 120 ° . При использовании для заточки с подобным приспособлением станок, то гайка с инструментом зажимается в обычную струбцину.
Усовершенствование приспособления
Но если не хочется заморачиваться струбциной можно усовершенствовать приспособление сделав в гайке до половины треугольный пропил и зажать инструмент сверху болтом вкручивая его в приваренную гайку меньшим диаметром.
Станок для заточки спиральных сверл
Заточка свела на специальных станках
Partner PP-13
Линейка станков Partner PP-13D; PP-13С; PP-13U основным различием является комплектация, все станки комплектуются цанговыми держателем кроме модели РР-13U. Эта модель комплектуется шестикулачковым прецизионным патроном
На всех станках применяется диски CBN-200. Диск для заточки затыловочной части из твердосплавных сплавов приобретается отдельно, все диски универсальные подходят ко всей линейке.
Станок PP-13С предназначен для заточки инструмента от 2 до 13 мм с углом заточки от 90 до 135 °. Скорость вращения диска 5200 оборотов в мин., мощность 180 Вт. Питание с от сети переменного тока 220 В. Вес 10 кг.
Модель комплектуется цанговыми держателями в количестве 11 штук. В станке предусмотрено 3 вида обработки: по задней поверхности подреза хвостовика, заточка инструмента происходит по задней поверхности с затыловкой и подточкой поперечной режущей кромки.
Для заточки выбирается цанга соответствующая диаметру рабочей части и устанавливается в патрон. Регулятором, находящимся на верхней панели прибора, устанавливается диаметр рабочей части инструмента.
Затем собранная заготовка вставляется в отверстие для затоки режущей кромки и происходит заточка. Обрабатывается сначала одна кромка затем вторая.
Станок Patner PP-13С предназначен для заточки спиральных сверл по металлу диапазоном от 2 мм до 13 мм с правой спиралью и двумя стружкоотводящими канавками.
Данные станки очень просты в эксплуатации, навык в работе приобретается очень быстро в течение 15 минут после пробной заточки. Точность заточки составляет две сотые миллиметра. Для твердосплавных напаек диск SDC – 200 приобретается отдельно.
Дополнительные технические характеристики:
- Габариты – 320×180×190 мм;
- Вес – 10 кг.
- Комплектация:
- Набор цанг от 3 мм до 13 мм; Держатель для цанг; Диск CBN для быстрорежущей стали; Шестигранники.

- В руководстве по эксплуатации более подробно описано устройство техническое обслуживание и ремонт.
- Дополнительно: Диск SDC-200 для твердого сплава.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.
|
 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Правильно затачиваем сверло по металлу. Затачиваем сверло в домашних условиях – угол заточки и другие нюансы Как правильно заточить центровочное сверло
Инструменты со временем приходят в негодность: тупятся, ломаются и трескаются. Устранить получается не все последствия использования, из-за чего приходится приобретать новые приспособления, но некоторые все же можно восстановить и дать им вторую жизнь. Особенно это касается свёрл, которые в процессе применения могут не только сломаться, но и затупиться.
Устранить получается не все последствия использования, из-за чего приходится приобретать новые приспособления, но некоторые все же можно восстановить и дать им вторую жизнь. Особенно это касается свёрл, которые в процессе применения могут не только сломаться, но и затупиться.
Разновидности свёрл по металлу
Проделать отверстие в цветных металлах, стали, чугуне сегодня получится без использования специального оборудования. Для подобных целей понадобится лишь качественная дрель и хорошие свёрла.
Этот вид изделий выпускают разных форм. Например, режущий инструмент в виде спирали , образуют которую несколько продольных канавок, выводящих стружку. Такое приспособление принято называть спиральным.
Способы заточки свёрл по металлу
Одноплоскостная обработка в домашних условиях. К такому варианту прибегают, когда требуется заострить изделия не более 3 мм.
Минусом этой заточки является то, что во время работы может произойти выкрашивание кромки. Эта методика нуждается в особой аккуратности. Суть её в том, что сверло прикладывается к кругу и передвигается параллельно рабочей поверхности .
Эта методика нуждается в особой аккуратности. Суть её в том, что сверло прикладывается к кругу и передвигается параллельно рабочей поверхности .
Втулочная или двухплоскостная заточка
Этот вариант широко используется мастерами для заострения изделий. В таком случае применяют специальные втулки. Первым делом надо взять в левую руку сверло за рабочую поверхность, потом его следует подвести к заборному конусу, удерживая правой рукой приспособление за хвостик.
Режущая кромка изделия будет прижиматься к торцу точильного круга и в итоге сверло при помощи правой руки станет проворачиваться вокруг собственной оси. Таким способом заточится задняя поверхность инструмента.
Главное – сохранить при вращении инструмента правильный угол , образующийся между торцом шлифовального камня и его наклоном. Именно для этого и применяют специальные втулки, чтобы соблюдать угол заточки сверла по металлу.
Затачивание коническим способом
Когда приступают точить спиральные свёрла своими руками, сначала обрабатывают заднюю, а потом уже режущую часть. Работа выполняется следующим образом:
Работа выполняется следующим образом:
Использование насадок для заточки свёрл по металлу
Такой удобный метод предполагает применение специальных приспособлений для заострения изделий. К плюсам этого способа можно отнести простоту использования и универсальность . Это устройство обладает цилиндрической формой.
На нём находится, с одной стороны, присоединительный узел, с помощью которого насадка надевается на шпиндель дрели, а с другой – имеются выемки для установки свёрл определённой ширины. Для обработки необходимо изделие вставить в отверстие, после чего останется привести устройство в движение двигателем дрели и соблюдать угол заточки.
Доводка после заострения сверла
Без чистовой обработки изделия не получится устранить шероховатости и добиться гладкой поверхности. Ко всему прочему, свёрла, подвергающиеся доводке, обретают износостойкость .
Желательно её выполнять точильными кругами, изготовленными из зелёного карбида кремния . Осуществляя доводку важно соблюдать симметричность осей. Чтобы не допустить ошибки, лучше проверить правильность заточки угла сверла шаблоном , который можно сделать самостоятельно из таких материалов:
Осуществляя доводку важно соблюдать симметричность осей. Чтобы не допустить ошибки, лучше проверить правильность заточки угла сверла шаблоном , который можно сделать самостоятельно из таких материалов:
- Алюминий.
- Медь.
- Сталь.
Листы из них должны иметь толщину примерно 1 мм. Наиболее долговечными получаются изделия из стали. Посредством шаблона удастся выяснить длину кромок для резки, а ещё угол между перемычкой и режущей частью. Его делать следует перед началом использования нового инструмента, чтобы перенести с последнего нужные углы.
Проще всего определить правильность подточки – осуществить пробное сверление . Когда режущие перья заточены неравномерно, у менее нагруженной части стружка из отверстия будет выходить в малом количестве. Иногда она вылетает лишь через одно углубление. Причём диаметр проделанной выемки может превышать толщину сверла.
После заточки сверла по металлу, необходимо обратить внимание на его симметричность. Чтобы удостовериться, насколько правильно проведена работа, понадобится обычная дрель . Таким инструментом сверлят пластик, а затем проверяют с какой стороны больше пойдёт стружки. Именно эту грань и надо будет доработать.
Правила хранения новых и заточенных изделий
В процессе переноски и хранения свёрл по металлу, необходимо следить, чтобы они не тёрлись друг о друга. Помните, что доставая приспособление из общей коробки, режущие рабочие кромки будут тупиться о соседние изделия.
Поэтому лучше сделать индивидуальные втулки или отверстия для хранения их в вертикальном положении. Вдобавок ко всему, рекомендуется подписать размеры, чтобы поиски сверла необходимого размера не занимали много времени. Безусловно, надо контролировать влажность в помещении, чтобы избежать коррозии изделий.
Спиральные изделия следует обрабатывать по задним кромкам. Они должны получиться абсолютно одинаковыми после работы.
Причём делать это не так просто, особенно в ручном режиме, поскольку необходимо выдерживать определённую форму и угол инструмента во время заточки.
Прежде чем приступить к заострению режущего инструмента, желательно потренироваться сначала на нерабочих изделиях. Ещё стоит учитывать тот факт, что сверление выполняют именно боковые кромки приспособления.
Заточку проводят, чтобы вернуть заводскую форму режущей части изделия. При работе стоит придерживаться основного правила заострения инструментов с напайками из различных сплавов: чем тверже материал обрабатываемого сверла, тем ниже скорость заточки.
Каким бы качественным и дорогим ни было сверло, срок его службы не бесконечен. Однако каждый раз покупать новые комплектующие не имеет смысла. Достаточно лишь разобраться в том, как заточить сверло, чтобы избавить себя от лишних расходов. Для этого можно использовать электроточило или – при его отсутствии – абразивный брусок. Также нужно знать, что спиральные и победитовые сверла точатся в несколько отличающейся последовательности.
Общая информация о самостоятельной заточке сверл
С заточкой сверл по дереву проблем обычно не возникает – они прекрасно служат, сохраняя свои изначальные характеристики долгие месяцы и даже годы. Со сверлами по металлу или бетону ситуация совсем иная – они обязательно должны быть острыми, использовать затупившиеся комплектующие для создания отверстий в твердых материалах нельзя.
Со сверлами по металлу или бетону ситуация совсем иная – они обязательно должны быть острыми, использовать затупившиеся комплектующие для создания отверстий в твердых материалах нельзя.
Понять, что пришло время точить сверло, можно по появлению характерного резкого скрипа в процессе сверления. Использовать затупившиеся изделия для работы не рекомендуется и по той причине, что в таких условиях будет выделяться гораздо больше тепла, а это поспособствует еще более быстрому износу сверла.
Изучая информацию о том, как заточить сверло, нужно научиться разбираться не только в особенностях такой работы, но и знать, какое оборудование для этого используется. Лучший вариант – специальный станок.
При отсутствии промышленного агрегата можно использовать самодельный электростанок с абразивным камнем.
При выборе технологии заточки нужно учитывать форму, которую необходимо придать задней стенке изделия. Можно сделать одно- и двухплоскостную форму, а также винтовую, цилиндрическую и коническую.
Сверла точатся по задним граням. Важно, чтобы оба пера изделия были заточены одинаково. Сделать это вручную крайне сложно. Кроме того, создать требуемую форму и необходимый задний угол исключительно вручную тоже очень нелегко.
Для работы понадобится:
- Электрическое точило или специальный станок, укомплектованный алмазным камнем.
- Отвертки.
- Гаечные ключи.
- Деревянная доска.
- Вода для охлаждения.
Станок с алмазным камнем является дорогостоящим оборудованием, и доступ к таким агрегатам есть далеко не у всех. Для использования в домашних условиях можно собрать самодельное электроточило. В качестве основы подойдет обыкновенная квадратная доска. На нее устанавливается двигатель с мощностью в 100-300 Вт и частотой вращения на уровне 1500 оборотов. На валу мотора закрепляется абразивный круг. Такое простое в сборке устройство позволит вам безо всяких проблем заточить сверло.
Вернуться к оглавлению
Процесс самостоятельной заточки сверла спирального типа
Ранее отмечалось, что заточка бывает одноплоскостной и двухплоскостной. У сверл с одноплоскостной заточкой задняя стенка имеет вид одной плоскости. Уклон может составлять 28-30°. Для заточки такого сверла его нужно попросту приставить к абразивному кругу так, чтобы режущая часть шла параллельно по отношению к нему, после чего начать процедуру заточки. Этот простейший метод подходит для изделий диаметром не более 3 мм.
У сверл с одноплоскостной заточкой задняя стенка имеет вид одной плоскости. Уклон может составлять 28-30°. Для заточки такого сверла его нужно попросту приставить к абразивному кругу так, чтобы режущая часть шла параллельно по отношению к нему, после чего начать процедуру заточки. Этот простейший метод подходит для изделий диаметром не более 3 мм.
Для сверл, диаметр которых превышает 3 мм, лучше использовать метод конической заточки. Сделать это вручную без соответствующих навыков достаточно сложно, но при желании выполнимо. Нужно взять сверло левой рукой на минимально возможное расстояние к заборному конусу. Правой рукой изделие берется за хвостик. Задней стенкой и режущей кромкой затачиваемое изделие прижимается к абразивному камню. Путем легкого покачивания левой рукой на задней части создается конусная поверхность. В процессе выполнения заточки сверло не нужно отрывать от камня, движения должны быть плавными и относительно медленными. Второе перо затачивается в таком же порядке.
В процессе заточки старайтесь максимально повторять изначальную форму задней части изделия для сохранения необходимых задних углов. Такой метод подходит для сверл диаметром до 1 см. В случае если диаметр изделия превышает 1 см, обязательно выполняется подточка. Смысл данной процедуры в том, что необходимо добиться увеличения уклона режущей кромки и уменьшить передний угол. Это повышает стойкость изделия к выкрашиванию, что позволяет увеличить срок его службы. Уменьшается ширина поперечной части, благодаря чему сверление становится гораздо более легким.
При работе со сверлами с небольшим задним углом выполняется дополнительное подтачивание задней поверхности. Благодаря этому она будет меньше тереть отверстие в материале в процессе сверления.
На производстве после заточки обычно выполняется доводка, позволяющая убрать мелкие зазубрины и сгладить поверхность. Благодаря доводке повышается износостойкость сверла. При наличии такой возможности данную обработку рекомендуется делать обязательно. Она выполняется при помощи круглых шлифовальных камней, изготовленных из карбида кремния на бакелитовой связке.
Она выполняется при помощи круглых шлифовальных камней, изготовленных из карбида кремния на бакелитовой связке.
Вернуться к оглавлению
Пошаговая инструкция по заточке победитового сверла
Ресурс победитовых сверл тоже не вечен. Через какое-то время и такие изделия требуют заточки. Затупившееся сверло будет слишком сильно греться в процессе работы, издавать неприятный визжащий звук и в целом снижать качество сверления. Для самостоятельной заточки подойдет тот же станок, что и в предыдущей инструкции. Для охлаждения прекрасно подходит обычная вода. Важно учитывать тот факт, что заточка победитового изделия может выполняться только с применением алмазного камня, простые наждачные камни для этого не подходят.
Прежде чем начинать работу, убедитесь, что ее можно осуществить, для этого измерьте высоту режущей части изделия: если высота напайки составляет порядка 1 см, можете приступать к заточке.
Чем более твердым является металл, тем медленнее должна быть обработка. Сверло затачивается короткими касаниями алмазного камня. Как правило, на заточку уходит немного времени, т.к. по своей сути данная процедура сводится к небольшой подправке кромок. Контролируйте каждый этап работы, важно не удалить лишнего с рабочей победитовой части изделия.
Сверло затачивается короткими касаниями алмазного камня. Как правило, на заточку уходит немного времени, т.к. по своей сути данная процедура сводится к небольшой подправке кромок. Контролируйте каждый этап работы, важно не удалить лишнего с рабочей победитовой части изделия.
Процесс заточки сверл с напайками практически соответствует операции для сверл небольшого диаметра, т.е. заточка задней части делается плоской. Сверло стачивается до самой напайки.
Переднюю поверхность тоже рекомендуется подточить. Если напайка изделия сточилась непосредственно до поверхности сверла, без подточки не обойтись. Без нее существенно снизится срок службы самого изделия и качество работы. Переднюю поверхность подтачивают с учетом того, чтобы центр напайки стал меньшей толщины.
При выполнении каждого этапа работы нужно следить, чтобы режущие стороны изделия были одного размера. Если так сделать не получается, смещенный центр будет приводить к снижению качества и нарушению геометрии будущих отверстий.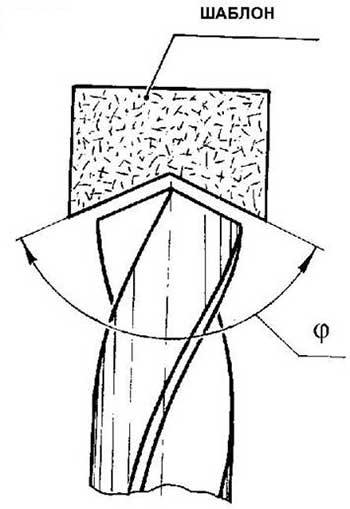
Вне зависимости от агрегата, использующегося для заточки, необходимо следить за соотношением задних и передних углов кромки реза по отношению к вращению. Еще одно правило, в особенности актуальное для заточки сверл по бетону: чем выше твердость материала, тем более высоким нужно делать угол заточки. В случае с победитом он должен равняться 170°.
Нельзя, чтобы сверло перегревалось. Это может привести к образованию трещин и отслоению твердосплавных пластин. Чтобы это предотвратить, сверло нужно время от времени охлаждать жидкостью. Для охлаждения подходит обыкновенная вода.
Если нужно сверлить древесину, то об остроте сверла можно не думать, так как подобное изделие может несколько лет использоваться без заточки. Однако когда нужно сверлить металл, то на остроту сверла следует обратить особое внимание. Следует понимать, что металл может сверлиться исключительно острым приспособлением. Чтобы ощутить разницу, можно взять новое изделие.
С каждой минутой сверло погружается в заготовку все медленнее, при этом на него нужно будет с каждым разом больше давить. Скорость затупления данного приспособления будет зависеть от оборотов, охлаждения и других показателей. Если планируется произвести большой объем работы, то нужно будет купить достаточно большое количество сверл, что не всегда удобно. Чтобы этого избежать, нужно научиться правильно затачивать сверло по металлу.
Скорость затупления данного приспособления будет зависеть от оборотов, охлаждения и других показателей. Если планируется произвести большой объем работы, то нужно будет купить достаточно большое количество сверл, что не всегда удобно. Чтобы этого избежать, нужно научиться правильно затачивать сверло по металлу.
Читайте также:
Что и для чего нужен.
В чем заключается .
Как сделатть нивелир своими руками –
Как правильно заточить спиральные сверла?
На периферии приспособления скорость резания будет минимальной, при этом режущие кромки будут нагреваться максимально. Обеспечить отвод тепла от угла кромки для резки достаточно сложно. Поэтому приспособление начинает затупляться с угла, после чего по всей режущей кромке. После этого начнет истираться задняя часть, на которой могут появиться штрихи и риски, идущие от кромки для резки. В процессе износа риски будут сливаться в единую полосу вдоль кромки. Риска будет сужаться к центральной части изделия.
Поперечная кромка для резки в процессе износа сомнется.
При затуплении сверло начнет резко скрипеть. Если приспособление своевременно не заострить, будет выделяться достаточно большое количество тепла, в результате чего конструкция износится довольно быстро.
Рисунок 1. Таблица форм заточки сверл.
Для облегчения контроля геометрии сверла понадобится выполнить шаблон. При помощи подобного приспособления можно будет проверить, где надо дополнительно снять металл. Чтобы соблюдать симметрию, следует попытаться выполнять заточку всех участков с одинаковой силой нажима.
Элементы, которые будут нужны:
- круги для шлифования;
- втулки;
- вода;
- сода;
- алюминиевые, медные или стальные листы.
Вернуться к оглавлению
Существующие способы заточки
Точить изделие правильно по задним граням. Все зубцы должны быть заточены одинаково, однако следует знать, что достаточно сложно произвести подобную операцию вручную.
Понадобится также создать необходимую форму грани и задать задний угол. Поэтому, для того чтобы наточить конструкцию, следует использовать специальные устройства. Если есть возможность, то следует затачивать подобные приспособления на специальном оборудовании. Однако в большинстве случаев в условиях мастерских на дому такой возможности нет. Чаще всего используется обыкновенное точило.
В зависимости от того, какую форму планируется придать заднему основанию, можно использовать разные виды заточки: с одной плоскостью, с двумя плоскостями, коническую, винтовую и в форме цилиндра.
Рисунок 2. Схема контроля правильности заточки сверла шаблоном.
Если использовать первый способ, то основание пера будет выполняться в виде плоскости. Задний угол в данном случае будет равен 29-30°. Достаточно часто кромки для резки выкрашиваются. Данный метод использовать проще всего, он предназначается в основном для изделий диаметром до 3 мм.
Чтобы заточить конструкции диаметром более 3 мм, следует использовать конический способ.
Чтобы понять основные особенности заточки подобным способом, следует изучить схему конического метода на устройстве с углом 118°. На рис. 1 изображается круг для шлифования и прижатое к его торцевой части кромкой для резки и задним основанием сверло.
Следует представить конус, у которого образующая направляется вдоль кромки для резки и торцевой части круга для шлифования. Угол при вершине составляет 26°. Ось конструкции будет пересекаться с осью рассматриваемого конуса под углом 45°. Если прокручивать изделие вокруг оси представленного конуса, то на задней части сверла появится коническое основание. Если ось приспособления и представленного конуса будут в единой плоскости, то задний угол составит 0°. Чтобы получить задний угол, понадобится сместить ось затачиваемого приспособления по отношению к оси рассматриваемого конуса. В большинстве случаев смещение составляет 1/15 диаметра изделия. Вращение затачиваемого приспособления по оси рассматриваемого конуса при подобном смещении сможет обеспечить заднюю грань в форме конуса, задний угол при этом составит 12-14°.
При увеличении смещения будет увеличиваться задний угол. Стоит помнить, что угол вдоль кромки для резки будет меняться и увеличиваться к центральной части конструкции.
Достаточно сложно выполнить все условия, если заточка производится вручную. Изделие, которое планируется заточить, нужно взять левой рукой за рабочую поверхность, а правой рукой нужно взяться за хвост.
Вернуться к оглавлению
Процесс заточки сверла по металлу
Рисунок 3. Схема заточки сверла.
Кромкой для резки и основанием изделие нужно прижать к торцевой части круга для шлифования и, начиная от кромки для резки, неспешными движениями руки, не относя сверла от круга, нужно начать его прокручивать, создавая на задней части пера конусное основание.
В таком случае не будут утеряны задние углы.
Другой метод, который достаточно часто используется в мастерских, заключается в следующем. Сверло нужно взять одной рукой за рабочую поверхность рядом с конусом, а другой рукой следует взять приспособление за хвост.
Кромкой для резки сверло понадобится прижать к торцевой части круга для шлифования. После этого неспешными движениями другой руки, не относя изделия от камня, нужно прокрутить его вокруг оси, затачивая основание. В процессе заточки нужно попытаться сохранить при прокручивании сверла необходимый угол наклона к торцевой части круга для шлифования. Для этого лучше всего использовать втулки.
В результате подобной заточки на основаниях всех перьев будет конусное основание, заднего угла при этом не будет. В процессе работы трение заднего основания и нагрев будут увеличиваться. Возникнет трение о круг для шлифования, в результате чего инструмент будет нагреваться в процессе заточки. Это может вызвать отпуск закаленной части приспособления. Металл размягчится и потеряет твердость. Неправильное затачивание может привести лезвие приспособления в негодность.
Следовательно, заточка должна производиться с постоянным охлаждением конструкции в воде или в растворе воды и соды. Охлаждение не понадобится производить в процессе заточки изделий из твердых сплавов.
Для охлаждения не допускается использовать масло. Если по каким-то причинам изделие затачивают вручную, то:
- за один раз следует снимать небольшое количество металла;
- производить заточку нужно с минимальной скоростью движения круга для шлифования;
- конструкция не должна нагреваться так, чтобы этого не смогла терпеть рука.
При сверлении металла, режущий инструмент теряет начальную остроту рабочей кромки. Не стоит его выкидывать, чтобы приобретать новый. Даже самая прочная марка стали, подверженная термической обработке, не может обеспечить выполнение сверлильных операций без восстановления режущей части. Вернуть прежние эксплуатационные свойства поможет заточка сверла по металлу. Приспособление своими руками в бытовых условиях изготовить несложно без использования специального оборудования. Рассмотрим, как вернуть инструменту первоначальные режущие свойства.
Как влияет угол заточки сверла по металлу на эффективность сверления
В домашних условиях часто производят работы по выполнению в металле отверстий требуемого размера. Не всегда при выполнении сверления имеется возможность оперативно заменить изношенный инструмент новым, имеющим необходимый размер. Домашние умельцы стараются подбирать необходимый диаметр, но если углы заточки сверл не выдержаны, то проблематично быстро и качественно выполнить поставленную задачу.
Не всегда при выполнении сверления имеется возможность оперативно заменить изношенный инструмент новым, имеющим необходимый размер. Домашние умельцы стараются подбирать необходимый диаметр, но если углы заточки сверл не выдержаны, то проблематично быстро и качественно выполнить поставленную задачу.
Несоответствие остроты режущей кромки и геометрических параметров можно определить по ряду признаков:
- повышенному уровню шума, издаваемому незаточенным хвостовиком;
- интенсивному повышению температуры заготовки при механической обработке;
- резкому нагреву рабочей части и тела, закрепленного в патроне;
- неудовлетворительному качеству формируемых отверстий;
- возрастанию осевого усилия, прикладываемого к электрической дрели;
- качеству стружки, которая крошится, а не имеет спиральную форму.
Кроме того, значительно возрастает нагрузка на электродвигатель при попытке приложить в осевом направлении усилие, достаточное для погружения режущей кромки в металл. Затупление фаски является источником дополнительного сопротивления между режущей частью и поверхностью обработки. Зная, как правильно заточить сверло по металлу, при обнаружении любого из указанных признаков необходимо немедленно прекратить сверление и приступить к восстановлению.
Затупление фаски является источником дополнительного сопротивления между режущей частью и поверхностью обработки. Зная, как правильно заточить сверло по металлу, при обнаружении любого из указанных признаков необходимо немедленно прекратить сверление и приступить к восстановлению.
Изношенная рабочая часть не только снижает эффективность механической обработки, но также влияет на безопасность. При высоком нагреве и повышенной температуре, выполняя мехобработку на значительных скоростях, возможна поломка. Фрагменты металла могут разлететься во все стороны и нанести серьезные травмы.
Заточка сверл – подготовительные мероприятия
Домашних мастеров часто огорчает невозможность дальнейшей реализации замыслов из-за того, что затупилось сверло. Как заточить его самому? Ведь в условиях производственных предприятий для решения такой задачи применяется специальное оборудование. Оно позволяет обеспечить повышенную точность, надежно фиксирует режущий хвостовик и восстанавливает состояние режущей кромки за ограниченное время. Размышляя, как заточить сверло по металлу у себя дома, проверьте, какой имеется бытовой электроинструмент.
Размышляя, как заточить сверло по металлу у себя дома, проверьте, какой имеется бытовой электроинструмент.
Подойдет следующее оборудование:
- шлифовальная машинка;
- точильный станок;
- электрическая дрель.
Следует тщательно продумать, что понадобится для выполнения работ, чем дополнительно укомплектовать электроинструмент.
Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачу
Заточка сверл своими руками должна производиться с использованием дополнительных принадлежностей:
- точильных кругов, имеющих различную твердость. Зернистость круга подбирается в зависимости от твердости обрабатываемого материала;
- емкости, предназначенной для охлаждающей жидкости. По эффективности охлаждения машинное масло обеспечит больший эффект, чем обычная вода;
- фиксирующего приспособления, позволяющего гарантировать необходимый угол заострения. Важно обеспечить надежную фиксацию при обработке режущей части.

Для обеспечения неподвижности может использоваться сложное приспособление с регулируемым углом или простая точилка для сверл на дрель.
При выполнении работ необходимо использовать средства индивидуальной защиты для соблюдения требований техники безопасности.
Для заточных мероприятий понадобятся:
- защитные очки. Они предохранят слизистую оболочку глаз от засорения стружкой и пылью, а также попадания искр при механической обработке;
- рукавицы. Надежно защитят кожу рук от порезов при касании остро заточенной кромки и разлетающихся фрагментов металлической стружки.
Подготовив все необходимое для выполнения работ, следует изучить, как заточить сверло правильно в домашних условиях. Это позволит избежать ошибок и значительно ускорит выполнение заточных мероприятий.
Работа изношенным сверлом является не только неэффективной, но и небезопасной
Как правильно точить сверла по металлу
К сожалению, не все домашние умельцы имеют представления, как правильно заточить сверло. Некоторые тратят денежные средства на покупку нового, а затупившееся выбрасывают. Вместе с тем восстановление затупившейся поверхности является несложной операцией, позволяющей вернуть прежние эксплуатационные характеристики.
Некоторые тратят денежные средства на покупку нового, а затупившееся выбрасывают. Вместе с тем восстановление затупившейся поверхности является несложной операцией, позволяющей вернуть прежние эксплуатационные характеристики.
В зависимости от формы режущей части, применяются различные методы восстановления рабочей поверхности:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтовой.
До начала работы следует:
- определиться с методом восстановительных работ;
- осмотреть состояние рабочей поверхности;
- проверить работоспособность заточного устройства;
- подготовить фиксирующее приспособление.
На примере наиболее распространенных методов – одноплоскостного и конического, рассмотрим алгоритм действий.
Чтобы заточка сверла была качественной, необходимо обеспечить его подачу в зону обработки под требуемым углом
При выполнении работ одноплоскостным методом необходимо подвести режущий инструмент к наждачному кругу, обеспечив параллельное расположение режущей кромки относительно плоскости круга. Затем необходимо прижать его к кругу, соблюдая задний угол в интервале 26–30 градусов. Это довольно несложный способ, применяемый для изделий диаметром не более 3 мм.
Затем необходимо прижать его к кругу, соблюдая задний угол в интервале 26–30 градусов. Это довольно несложный способ, применяемый для изделий диаметром не более 3 мм.
Обратите внимание на серьезные моменты:
- абразивный круг должен вращаться навстречу затачиваемой поверхности;
- соблюдайте постоянный угол и не допускайте смещения относительно оси;
- выполняйте работу по восстановлению рабочей кромки за один подход;
- охлаждайте нагретый хвостовик при смене положения.
При визуальном осмотре острия рабочие грани должны иметь одинаковый уклон и равную длину, что несложно проверить с помощью шаблона.
Конический метод восстановления – более сложный и требует определенной подготовки. Он имеет принципиальные отличия от одноплоскостного, и используется для инструмента диаметром свыше 4 мм. Затачиваемый инструмент следует держать обеими руками. Коснувшись рабочей частью абразивной поверхности, необходимо плавно выполнять поворот по задней стороне, придавая конусообразную форму. При этом запрещается открывать инструмент от наждачной поверхности. Необходимо каждый цикл начинать с рабочей кромки и завершать полным поворотом с последующим контролем углов.
При этом запрещается открывать инструмент от наждачной поверхности. Необходимо каждый цикл начинать с рабочей кромки и завершать полным поворотом с последующим контролем углов.
После завершения работ по восстановлению режущей кромки помните, что необходимо довести инструмент.
При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным
Задача доводки:
- шлифовка рабочей части;
- удаление мельчайших шероховатостей.
Для этого можно использовать круг с мелким абразивом.
Правильная заточка сверла – важные моменты
Имеется общее правило при выполнении заточных работ – вначале следует заострить заднее основание, а затем подходить к обработке режущего элемента.
- удерживать инструмент, располагая режущую кромку параллельно абразивному кругу;
- применять специальное приспособление, обеспечивающее необходимый угол заострения.

При заточке обратите внимание на указанные моменты:
- соблюдение переднего угла рабочей части. Он замеряется в главной плоскости и располагается между рабочей частью инструмента и основанием кромки резания;
- правильность заточки заднего угла режущей кромки. Он контролируется аналогично переднему, но расположен в задней плоскости инструмента;
- соответствие углового положения двух кромок резания. Угол располагается при вершине рабочей поверхности и расположен между обеими режущими кромками.
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлу
Угол заточки сверла – применяем контрольный шаблон
При самостоятельном выполнении заточных работ следует исключить вероятность ошибок. Для этого необходимо проконтролировать правильность обработки, используя специальный шаблон. Его можно купить в специализированных магазинах или изготовить самостоятельно, используя алюминиевый, медный или стальной лист с толщиной 1–1,5 мм. Желательно использовать стальной шаблон, отличающийся увеличенным ресурсом использования.
Желательно использовать стальной шаблон, отличающийся увеличенным ресурсом использования.
Контрольное приспособление позволяет проверить следующие параметры:
- длину режущей кромки;
- угол при вершине;
- взаимное положение режущей части и перемычки.
Контролируя угол заострения и другие параметры, можно добиться правильной геометрии рабочей части. После проверки с помощью контрольного шаблона можно произвести пробное сверление и, в случае необходимости повторно довести рабочую поверхность.
Сверла по металлу – заточка с помощью приспособления
Для восстановления режущего инструмента в домашних условиях удобно использовать самодельное приспособление. Заточка сверла по металлу – несложная операция, с которой можно справиться самостоятельно. Для обеспечения жесткости конструкции необходимо собирать приспособление на мощной опорной плите.
К основе крепятся следующие элементы:
- приводной двигатель с установленным на валу наждачным кругом;
- поворотная колонка с механизмом фиксации инструмента.

Использование поворотного приспособления позволит произвести заточку в различных пространственных положениях. При этом будет гарантирован угол расположения режущей части относительно абразивной поверхности круга.
Используя насадку с кругом, установленную в патрон обычной бытовой дрели, также можно восстановить режущую кромку.
Для этого необходимо выполнить следующие работы:
- Зафиксировать режущий инструмент в тисках или приспособлении.
- Задать требуемое угловое положение.
- Закрепить абразивный диск в патроне.
- Поднести дрель с насадкой, соблюдая необходимый угол.
Аналогичные задачи можно выполнять с помощью болгарки, на которой закреплен диск, предназначенный для обработки металла.
Подводим итоги
Разобравшись со всеми тонкостями заточных работ, следует определиться, какой электроинструмент лучше использовать. Домашними мастерами разработано множество различных приспособлений, обеспечивающих повышенную точность заточки.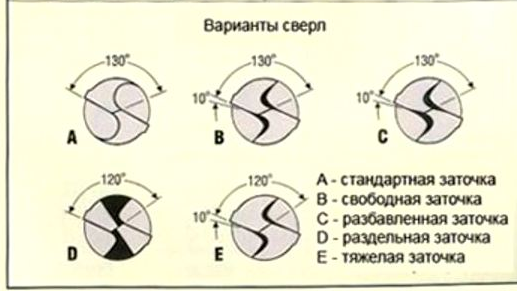 Важно тщательно изучить их конструкцию и выбрать оптимальный вариант. Желательно первый раз восстанавливать инструмент под контролем специалиста. Терпение и настойчивость – главные качества в этой работе.
Важно тщательно изучить их конструкцию и выбрать оптимальный вариант. Желательно первый раз восстанавливать инструмент под контролем специалиста. Терпение и настойчивость – главные качества в этой работе.
Угол заточки сверла устанавливается в отличие от свойств материала. Другими словами, свойство материала влияет на угол заточки сверла.
В повседневных условиях популярны спиральные сверла, которые с помощью своих характеристик применяются для более твёрдого состояния стали и даже для дерева.
Ознакомимся с углами при вершине сверла. Так, если обрабатывается сталь, то угол заточки сверла для стали будет составлять 116-118 градусов.
Процесс заточки сверла начинается с образования режущих кромок, нацеливаясь на участки спиральных канавок, по которым проходит стружка. Держать сверло нужно так, чтобы область затачивания всегда была напротив оси вращения круга.
Такое же действие сделайте другой кромкой. Для стали угол составляет 140 градусов.
120 градусов — это оптимальный угол большинства сверл.
Ознакомимся со сверлением дерева. Для ручного сверления материалов из дерева применяют сверлилку и коловорот, используя патроны (зажимные) определённых форм.
Отметим, что ручная винтовая сверлилка зачастую применяется при высверливания отверстий диаметром в пределе 5 мм.
При сверлении необходимо принимать во внимание твёрдость древесины, размещение трещин, глубину сверления, присутствие гвоздей и других посторонних материалов.
Если диаметр отверстия большого размера, то лучше центры заранее засверлить тонкими сверлами чтобы сверло не изменило направление, а если дерево непрочное целесообразно сделать зенкование.
Если имеются сквозные отверстия, нужно при выходе сверла сделать определённую преграду, например, из кусочка дерева.
Помните! Что при сверлении направлять инструмент на свою сторону нельзя. Внимательно рассмотрите состояние сверла, центровку сверла в патроне. Используйте эти правила в целях личной безопасности и эффективности работы с материалами.
Если же в процессе работы в глаз попали частички затачиваемого материала немедленно обратитесь к врачу.
Если сверление происходит по дереву, то об остроте сверла не стоит переживать, ведь сверло служит долго без систематической заточки.
Однако, при работе с металлом, острота сверла играет важную роль, поскольку просверлить металл возможно исключительно при наличии острого сверла.
Таким образом, угол заточки сверла по дереву будет составлять 140 градусов.
Угол заточки сверла по металлуНапример, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120-130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
А также вы можете посмотреть видео ручная заточка спиральных сверл, ч. 1
Ручная заточка спиральных сверл, ч. 2
Специальные заточки сверл, ч. 3. Заточки для листа
Подобрано для вас:Как заточить сверла (руководство из 6 шагов)
Хотите научиться затачивать сверла?
Потрясающе. Вы находитесь в нужном месте.
Если вы довольно часто пользуетесь сверлами, вы часто замечали, что в какой-то момент они перестают работать так, как раньше.
По сути, у вас есть два варианта:
- Купить новое сверло; или
- Заточите существующее сверло.
Независимо от того, являетесь ли вы воином выходного дня или заядлым мастером-сделай сам, вы определенно можете сэкономить немного денег, изучив простые шаги, необходимые для заточки сверла.
В этом руководстве ToolsGaloreHq.com я покажу вам:
- 3 ключевых параметра, необходимых для успешной повторной заточки;
- Шаги по заточке сверл;
- Оборудование, которое вам понадобится для успешного выполнения этого задания; и
- Ажиотаж вокруг 118° и если это действительно имеет значение.
Прежде чем мы углубимся в это, обязательно ознакомьтесь с содержанием ниже.
Что нужно знать о заточке сверлЛюбой, кто когда-либо сверлил отверстие в стене, куске дерева или стали, хорошо знает, какое напряжение выдержит ваше сверло.
Теперь, когда вы используете свое сверло все больше и больше, оно постепенно теряет свою переднюю кромку и становится так называемым «затуплением».
Прежде чем я объясню необходимые шаги, которые вы должны предпринять, чтобы убедиться, что вы можете успешно заточить свое сверло, есть несколько основных моментов, которые вы должны понять о своем стандартном сверле.
Прежде чем перейти к углу 118°. Давайте сделаем шаг назад и подумаем о том, как сверло на самом деле просверливает материал.
Передняя кромка, как показано на рисунке ниже, отвечает за прочность сверла.
Чем больше эта передняя кромка, которую также иногда называют перемычкой, тем больший крутящий момент может выдержать сверло.
Также сверла часто изготавливаются из быстрорежущей стали (HSS). Которая более долговечна и тверже, чем обычная холоднокатаная сталь.
Подробнее:>>> Сверла для керамогранита
Большинство стандартных сверл работают под углом 118°. Это означает, что когда сверло новое из коробки, у вас будет угол между двумя пятками 118°, как показано на изображении ниже.
Однако, как вы уже знаете, при сверлении стали или металла быстрорежущая сталь все равно тупится. Но вы все равно можете подумать, что такое тупое сверло?
Давайте рассмотрим крайний случай. Представьте, что вы пытались просверлить кусок материала с плоской кромкой, вы бы не продвинулись далеко, независимо от того, с какой скоростью вы его вращали.
Представьте, что вы пытались просверлить кусок материала с плоской кромкой, вы бы не продвинулись далеко, независимо от того, с какой скоростью вы его вращали.
Причина этого проста: площадь поверхности для крутящего момента слишком велика и рассеяна, чтобы создать какое-либо проникновение через материал.
На самом деле, я могу сказать вам, что произойдет. Материал плоской кромки просто немного нагревается и не проникает глубоко в металл или дерево.
Многолетние исследования показали, что оптимальным является угол 118°. Поэтому, когда ваше сверло (обычно из быстрорежущей стали) теряет способность эффективно сверлить и, таким образом, затупляется, это происходит потому, что технически угол стал меньше.
Теперь, когда вы это знаете, все, что вам действительно нужно сделать, чтобы вернуть сверло в исходную форму, — это вернуть кончику сверла исходный угол 118°.
Наборы для заточки сверл (что за суета) Если вы пойдете в любой хозяйственный магазин или магазин товаров первой необходимости, где продаются сверла, вы, как правило, также найдете отдел, в котором продаются наборы для заточки сверл.
Это приспособление, выглядящее как механическое, предназначено для удержания сверла под определенным углом, чтобы гарантировать, что у вас будет хорошая и плавная заточка сверла.
На мой взгляд, эти наборы сверл на самом деле не нужны, особенно если у вас есть слот для шлифовального круга, который может поддерживать угол с некоторой гибкостью, чтобы вы могли немного вращать сверло для плавной заточки.
3 ключевых момента, которые вы должны знать, чтобы правильно заточить сверлоНезависимо от того, какой метод вы используете: набор сверл или шлифовальный круг без какой-либо поддержки, в первую очередь необходимо правильно выполнить 3 условия, чтобы обеспечить надежную заточку отделка сверла. Посмотрите на изображение ниже и давайте обсудим это.
Самая первая – это симметрия.
Вы должны следить за тем, чтобы во время заточки сверла, как описано ниже, сохранялась симметрия с обеих сторон.
Причина этого в том, что сверло будет вращаться вокруг вершины долота (наконечника).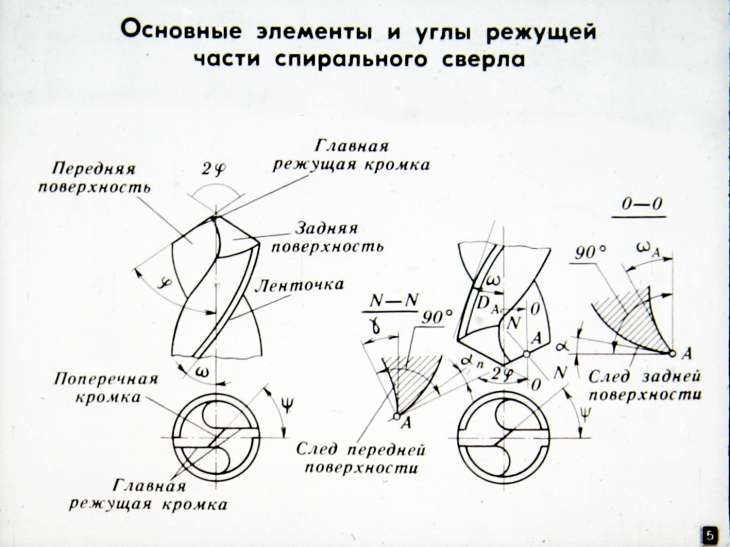 Если стороны не симметричны, это создает дополнительную механическую нагрузку на сверло.
Если стороны не симметричны, это создает дополнительную механическую нагрузку на сверло.
Plus — Сокращает общий срок службы и затрудняет поддержание стабильности.
Второй важный предмет — ваш режущие кромки должны быть идентичными. На изображении выше, если внимательно присмотреться, они не на 100%, но разумно одинаковы. Что в целом адекватно.
Подробнее:>>> Узнайте больше о кромках и сверлах с разрезным наконечником
Хочу отметить, что заточка сверл определенно не является точной наукой.
Если вы можете получить приблизительные значения, в целом все будет в порядке.
Наконец, вам понадобится угол наклона . Это очень важно. Угол наклона в основном помогает направлять материал и мусор через ваши канавки. Без этого угла было бы похоже на то, что вы пытаетесь сверлить с плоской поверхностью. Ваше сверло просто излишне перегреется.
Меры предосторожности
Всякий раз, когда вы работаете с быстрорежущей сталью или вращающимися механическими частями, такими как сверла, вы всегда должны использовать средства индивидуальной защиты.
Я бы даже сказал, что вы никогда не должны иметь дело с таким оборудованием без использования защитных рабочих перчаток и средств защиты глаз от мелких металлических осколков.
Обычно рекомендуется также использовать средства защиты органов слуха, так как это снизит вероятность любого повреждения, которое может быть вызвано высокочастотным шумом во время заточки.
Оборудование, которое необходимо знать для заточки сверлДля выполнения этой задачи вам не потребуется много оборудования. Все, что вам понадобится, это:
- Угловой шаблон (купить или сделать на заказ)
- Шлифовальный круг
- Тупое сверло
- Буровой раствор
- Стакан холодной воды
Если вы спешите, не волнуйтесь, я вас поймаю — посмотрите это простое видео ниже.
Продолжайте читать, чтобы узнать больше.
Шаг 1: Настройка зоны и планирование работы Этот шаг часто упускают из виду даже профессиональные операторы инструмента.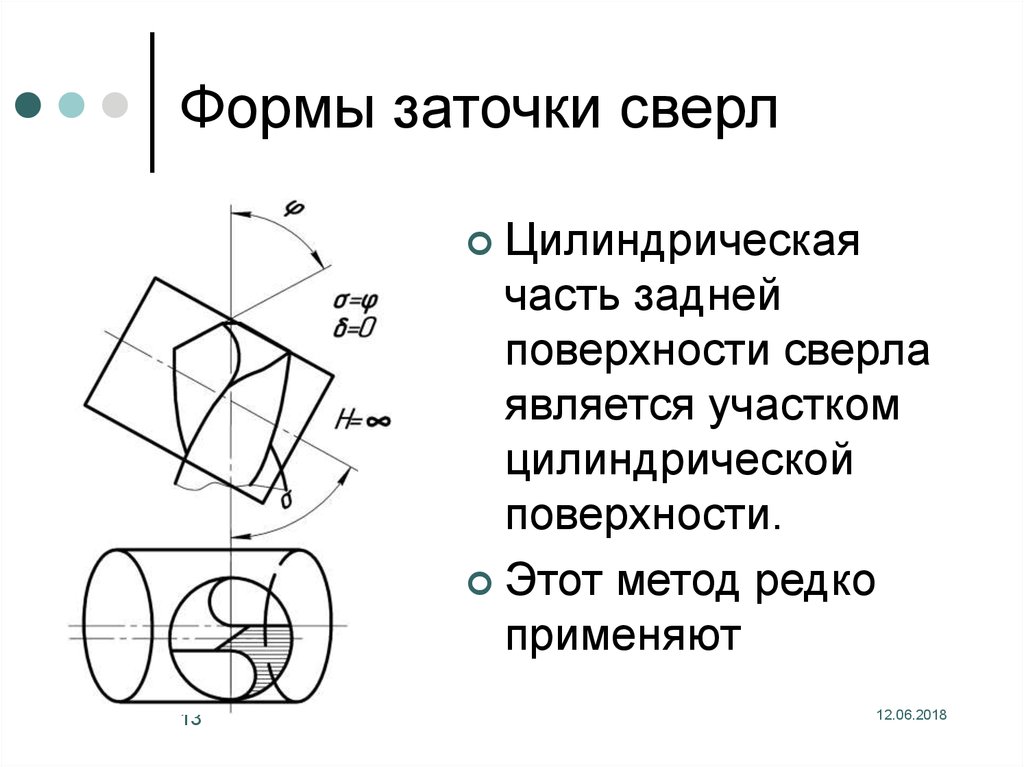 Планирование имеет важное значение при выполнении работы по заточке сверл.
Планирование имеет важное значение при выполнении работы по заточке сверл.
Что я обычно рекомендую, так это то, что прежде чем приступить к работе со своим шлифовальным кругом, убедитесь, что все необходимое оборудование доступно и находится под рукой.
Шаг 2: Настройка шлифовального круга
Этот шаг очень важен. Самое главное здесь, чтобы колесо двигалось и работало очень плавно, без видимых вибраций.
Для этого обычно прикрепляют шлифовальную машину к рабочему столу. Это поглотит большую часть вибрационной энергии.
Если вы не можете этого сделать, просто установите амортизаторы под основание машины.
Какой бы метод вы ни использовали, убедитесь, что кофемолка устойчива и не двигается во время работы.
Этап 3: Выровняйте шлифовальный круг
Целью этого этапа является удаление микрочастиц, которые могли скопиться в результате предыдущей работы.
Если кофемолка новая, я бы все равно рекомендовал этот шаг, потому что он практически удаляет заводскую отделку и готовит кофемолку к использованию.
Это можно сделать, включив шлифовальный станок на полной скорости и медленно перемещая головку гвоздя или алмазного карандаша вперед и назад в горизонтальном направлении по поверхности шлифовального станка.
Делайте это в течение примерно 2-3 минут, этого должно быть достаточно, чтобы начать дрель.
Этот шаг действительно важен, вы не поверите, как много людей просто замалчивают его, а потом удивляются, когда их сверла имеют микротрещины или не служат так долго, как должны.
Также, если ваш шлифовальный круг оснащен и поставляется с платформой, убедитесь, что вы перемещаете его как можно ближе к краю круга.
Около 1 мм обычно более чем достаточно. Все, что больше сантиметра, как правило, слишком далеко.
Также самое время подключить приспособление к шлифовальной платформе, прежде чем мы начнем заточку сверла.
Шаг 4: Заточка сверла – симметрия
Теперь, когда ваш круг прошел предварительную подготовку и работает эффективно. Пришло время заточить сверло. Вернитесь к 3 шагам выше. Пункт 1 — убедиться, что у вас есть симметрия.
Пришло время заточить сверло. Вернитесь к 3 шагам выше. Пункт 1 — убедиться, что у вас есть симметрия.
На практике этого можно добиться, убедившись, что вы затачиваете под постоянным углом, обычно между 31° и 45° для обеих сторон.
Затем убедитесь, что во время заточки переместите сверло и немного поверните его, чтобы убедиться, что вся пятка заполнена.
Шаг 5: Заточка сверла – угол наклонаЧтобы обеспечить достаточный угол наклона, всегда перемещайте сверло в направлении вращающегося круга, когда вы его сглаживаете. Не торопитесь, а двигайтесь медленно и плавно вверх.
Ребра будут созданы. Одна вещь, когда вы затачиваете, обязательно постоянно погружайте сверло в воду, чтобы охладить его. Если вы избегаете этого, вы рискуете размягчить сверло из-за химических изменений на микроскопическом уровне.
Шаг 6: После сверления и проверки
После того, как вы выполнили все описанные выше шаги, вам необходимо проверить заточенное сверло. Не ожидайте, что у вас все получится с первого раза просто потому, что обычно для достижения совершенства требуется много практики.
Не ожидайте, что у вас все получится с первого раза просто потому, что обычно для достижения совершенства требуется много практики.
Однако есть несколько вещей, которые вы можете сделать в самом начале, чтобы ускорить процесс.
Во-первых, просто сравните свою работу по заточке с новым сверлом и определите, подходят ли они друг другу. Если нет, вам нужно будет вернуться к шлифовальному кругу и исправить проблему.
В качестве альтернативы вы можете использовать следующие параметры:
- Кромка долота должна составлять около 15% от диаметра сверла, если вы собираетесь делать заточку под углом 118°; и
- Задний край заточки должен быть под углом от 7° до 15°, но не ниже 7°.
Подробнее:>>> Сверлильный станок Ultimate Floor для проверки ваших новых заточек сверл
Заключительные мысли о том, как заточить сверлаКак видите, заточить сверло.
Стоит также отметить, что существуют общие рекомендации и параметры, которым необходимо следовать, однако выбор сверла под углом 118° или 90° полностью зависит от вас.
Конечная цель состоит в том, что пока у него достаточно острые закругленные края, он определенно может выполнять свою работу.
Как заточить сверло с помощью точилки для сверл
Посмотрите это видео, чтобы узнать, как заточить сверло и как добиться экономии, индивидуальной настройки, улучшения чистоты поверхности и точности вместо покупки новых сверл. Посмотрите это видео, чтобы узнать, как заточить сверло и как сэкономить деньги, затачивая сверла вместо покупки новых. Затачивайте сверло правильно и эффективно, используя точилку для сверл, которая позволяет затачивать сверла различных диаметров, размеров и стилей. Эксперт технической группы Курт Репшер расскажет вам о том, что можно и чего нельзя делать при заточке сверл с помощью точилки для сверл. Подпишитесь на наш канал YouTube, чтобы увидеть еще больше потрясающих видеороликов о распаковке, особенностях продукта и применении, подобных этому!
Зачем точить сверло?
При многократном использовании сверло неизбежно начинает тупиться. Использование тупого сверла может привести к перегреву, неравномерному и грязному резанию и даже к поломке инструмента. Острое сверло обеспечивает оптимальную эффективность и производительность сверления. Без заточки сверло потребует замены, что будет стоить оператору ненужных затрат денег и времени.
Использование тупого сверла может привести к перегреву, неравномерному и грязному резанию и даже к поломке инструмента. Острое сверло обеспечивает оптимальную эффективность и производительность сверления. Без заточки сверло потребует замены, что будет стоить оператору ненужных затрат денег и времени.
- Когда вы начинаете работу над проектом, а сверло 118° просто не «режет» его, за пару минут вы превратите эти 118° в точку 140° или другой угол; сделайте свою работу и снова верните его на 118 °.
- Когда работа, над которой вы работаете, обязательно должна быть сделана сегодня, а единственное сверло подходящего размера просто не дотянет до финиша, сделайте на нем новую точку и продолжайте колоть эти дырки! Когда у вас есть точилка для сверл, вам не нужно ждать доставки ее замены.
- Использование острого сверла обеспечивает более гладкую поверхность и лучшую точность по сравнению с использованием тупого сверла или сверла со сколами.
Зачем использовать точилку для сверл?
С помощью точилки для сверл можно повторно заточить затупившееся сверло и быстро возобновить выполнение операций сверления без затрат на замену сверла. Точильные станки OTMT представляют собой портативное и простое в использовании решение, дающее немедленные результаты. Как только ваши сверла начинают заметно тупиться или их производительность начинает ухудшаться, использование устройства для заточки сверл для заточки режущих кромок сверл позволяет обновить сверла и получить острые, «как новые» кромки за считанные минуты. секунды!
Точильные станки OTMT представляют собой портативное и простое в использовании решение, дающее немедленные результаты. Как только ваши сверла начинают заметно тупиться или их производительность начинает ухудшаться, использование устройства для заточки сверл для заточки режущих кромок сверл позволяет обновить сверла и получить острые, «как новые» кромки за считанные минуты. секунды!
Преимущества станков для заточки сверл OTMT
Имея в наличии два различных станка для заточки сверл OTMT, вы можете выбрать то, что лучше всего подходит для вашей мастерской, понимая, какая производительность вам потребуется чаще всего.
Точилка для сверл модели OTMT DBG13D
Точилка для сверл OTMT модели #DBG13D (номер для заказа 87-145-100) может затачивать сверла с диаметром хвостовика от 0,08 до 0,51 дюйма. В комплекте с двигателем 1/4 л.с., 180 Вт, 110 В. Эта мощная, легко переносимая точилка для сверл может затачивать режущие кромки сверл и стандартно поставляется с углом наклона передней вершины, углом зазора и регулируемой функцией размера режущей кромки. Дополнительные характеристики станка для заточки сверл OTMT модели #DBG13D включают в себя:
Дополнительные характеристики станка для заточки сверл OTMT модели #DBG13D включают в себя:
- Диапазон размеров: 0,08–0,51 дюйма (2,1–13 мм)
- Диапазон скоростей: 5300 об/мин
- Диапазон угла наконечника: от 90° до 135°
- Включает: (11) цанг ER20: 0,08–0,51 дюйма (2,1–13 мм)
- Вес: 22 фунта.
ПРИМЕЧАНИЕ. Скидка 30 % на точилку для сверл OTMT 87-145-100A до 6 марта 2022 г. или пока товар есть в наличии.
ТОЧИЛКА ДЛЯ СВЕРЛЕЙ OTMT, МОДЕЛЬ DBG26D
Точилка для сверл модели OTMT #DBG26D (номер для заказа 87-145-101) может затачивать сверла с диаметром хвостовика от 0,32 до 1,02 дюйма. В комплекте с двигателем мощностью 0,60 л.с., 450 Вт, 110 В. Эта мощная, легко переносимая точилка для сверл может затачивать режущие кромки сверл и стандартно поставляется с углом наклона передней вершины, углом зазора и регулируемой функцией размера режущей кромки. Дополнительные характеристики станка для заточки сверл OTMT модели #DBG26D включают в себя:
- Диапазон размеров: 0,32–1,02 дюйма (2,1–30 мм)
- Диапазон скоростей: 4000 об/мин
- Диапазон угла наконечника: от 85° до 140°
- Включает: (14) цанг ER40: 0,51–1,02 дюйма (13–26 мм)
- Вес: 64 фунта.

как пользоваться точилкой для сверл OTMT
Пожалуй, самой полезной особенностью точилки для сверл OTMT является простота использования и эксплуатации. Просто вставьте сверло, и через несколько секунд у вас будет заточенное сверло «как новое». Имея эти удобные точильные станки на месте, вы не задержитесь, кроме того, вы можете сразу же заточить сверло, чтобы продолжить производство. Больше никаких простоев оборудования и проблем с качеством из-за попыток использовать затупившееся сверло. Пользоваться этими точилками может практически каждый. Они настраиваются и начинают работать за считанные минуты, не требуя длительного обучения или специальных навыков шлифовки. Простота в эксплуатации, удобство переноски и выдающиеся результаты!
Загрузите и распечатайте таблицу сверления метчика
Загрузите и распечатайте таблицу сверления метчика в формате pdf, чтобы получить краткую справочную таблицу, которая поможет вам каждый раз выбирать правильный метчик и сверло для вашего применения! Наша подробная таблица включает стандартные размеры, метрические размеры, размеры метчиков с пробкой и краткий перечень наиболее популярных размеров сверл для метчиков.
118 и 135 Объяснение углов вершины сверла. (с фото)
Углы сверла 118 и 135 градусов являются двумя наиболее распространенными углами резания в дрелях. В чем разница? В каких случаях следует использовать сверло с углом при вершине 118°, а в каких — с углом при вершине 135°? Давай выясним.
Но сначала позвольте мне кратко объяснить, что такое угол при вершине сверла и почему он важен.
Что такое угол при вершине сверла?
Спиральные сверла имеют коническую форму, что облегчает процесс сверления и позволяет сверлу врезаться в заготовку. Это также снижает усилие, необходимое для погружения сверла в материал. Этот наконечник сверла имеет долотообразные кромки, которые заточены под углом для эффективного выполнения режущего действия.
Угол при вершине сверла относится к внутреннему углу между двумя сторонами режущих кромок. Поскольку обе кромки заточены одинаково по отношению к валу сверла, угол вершины сверла технически относится к сумме углов обеих сторон.
С годами углы, под которыми изготавливаются эти конические наконечники, стандартизировались в один из двух углов: 118° и 135°.
Сверло 118° более острое, с более крутым углом и меньшим долотом, чем его аналог 135°. Когда вы покупаете специальные сверла, вы можете найти сверла с углами, отличными от стандартных 118 ° и 135 °, хотя это редко.
Стандартный угол сверления
Стандартный угол сверления, используемый в большинстве случаев, составляет 118°, поскольку он подходит для большинства материалов. Он обычно используется для универсального высокоскоростного бурения. Здесь вы обычно сверлите более мягкие металлы, низкоуглеродистую сталь и алюминий. Угол 118° обычно встречается на сверлах джобберской длины (стандартный размер). в отличие от буровых долот.
В противоположность этому, угол вершины сверла 135° обычно сочетается со сверлом с укороченной длиной и используется для твердых сталей и других твердых материалов. Как следует из названия, короткие буровые долота короче, чем их аналоги.
118° против 135° Углы сверла
В некоторых случаях сверла 118° и 135° могут использоваться взаимозаменяемо. Тем не менее, если вы хотите продлить срок службы инструмента, лучше всего использовать правильный инструмент для каждого приложения.
Какое сверло лучше?
«Лучше» — субъективный термин, а «лучший» угол сверления зависит от выполняемой работы.
Сверло 118°
Сверло 118° режет намного агрессивнее, чем его аналог 135°, но более крутое острие делает его слабее. По этой причине сверло под углом 118° затупится намного быстрее, чем сверло под углом 135° при работе с твердыми материалами, такими как сталь. Поэтому для более мягких материалов лучше всего использовать сверло 118°.
Более агрессивное режущее действие при угле сверления 118° снижает необходимое осевое усилие по сравнению с углом вершины сверла 135°. Короче: чем меньше угол, тем меньше требуемая осевая тяга. Это хорошая новость при использовании ручной дрели.
Сверла с вершиной 118° не подходят для сверления искривленных или скользких поверхностей. Они сразу соскальзывают, повреждая поверхность и потенциально травмируя оператора.
Когда вы покупаете спиральное сверло 118°, оно, как правило, длиннее, чем укороченное сверло 135°, поэтому оно менее стабильно, чем 135°. Это еще одна причина, по которой угол вершины сверла 118° не подходит для сверления твердых материалов. (Конечно, вы можете заточить его до необходимого угла с помощью точилки для сверл.) При приложении усилия, необходимого для сверления твердых материалов, более длинное сверло может слегка отклоняться, что влияет на точность и аккуратность отверстия. Отклоняющиеся сверла склонны к расщеплению и сколам краев отверстий, что делает поверхность более грубой и неаккуратной.
Сверло 135°
Сверло 135° обладает менее агрессивным режущим действием, чем сверло 118° из-за меньшего шага, что делает его более подходящим для резки твердых материалов, таких как инструментальная сталь.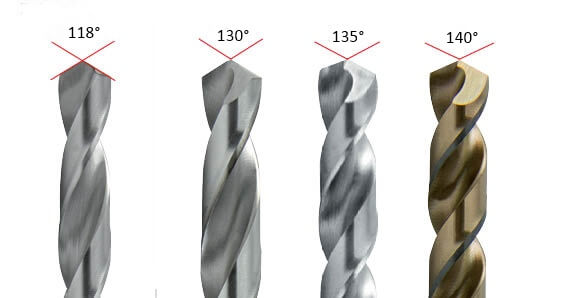 Это сверло будет дольше оставаться острым даже при сверлении твердых материалов. Однако для этого требуется более значительная осевая нагрузка, чем угол вершины сверла 118°.
Это сверло будет дольше оставаться острым даже при сверлении твердых материалов. Однако для этого требуется более значительная осевая нагрузка, чем угол вершины сверла 118°.
Сверла с разрезным наконечником 135° идеально подходят для сверления искривленных или скользких поверхностей. Эти сверла хорошо захватывают поверхность и делают аккуратные и чистые отверстия, особенно если вы используете высококачественное сверло.
Сверла 135° обычно короче своих более острых аналогов. По этой причине они лучше подходят для сверления более твердых материалов, требующих точного расстояния между отверстиями и четких поверхностей. Эти более короткие сверла с меньшей вероятностью отклонятся под действием усилия, необходимого для того, чтобы врезаться в более твердые материалы. Таким образом, они будут выполнять работу более эффективно.
Стандартное сверло по сравнению со сверлом с разрезным наконечником
Стандартные сверла требуют начального точечного сверления или просверливания пилотного отверстия перед тем, как просверлить фактическое отверстие, тогда как сверла с разрезным наконечником являются самоцентрирующимся и самозапускающимся. Они не требуют пилотных отверстий.
Они не требуют пилотных отверстий.
Что такое стандартная точка?
Стандартное долото имеет две режущие кромки на вершине долота с перемычкой в центре. При непосредственном резании материала это сверло имеет тенденцию колебаться и «гулять», что снижает точность позиционирования отверстия.
При использовании этого сверла лучше сначала засверлить центровочным сверлом или предварительно просверлить направляющее отверстие с помощью сверла с разрезным наконечником. После этого для завершения отверстия используется стандартное точечное сверло.
Что такое сверло с раздельным наконечником?
Как следует из названия, сверло с раздельным наконечником имеет раздельное сверло. Это сверло имеет две дополнительные режущие кромки на краю долота. Здесь он создает самоцентрирующееся сверло и используется почти во всех твердосплавных и многих кобальтовых сверлах. Использование этой сверлильной головки устранило необходимость в стартовом сверле и повысило точность сверления.
Высокоскоростные спиральные сверла обычно не самоцентрируются. Несамоцентрирующиеся сверла имеют тенденцию ходить или раскачиваться при сверлении плоской поверхности. Вот почему им нужна начатая дыра.
Обратите внимание, что сверло с разрезным наконечником обычно имеет угол сверления 135°, что делает его подходящим для резки твердых материалов.
Плюсы и минусы
Сверла с разрезным шлицем не требуют начального точечного сверления или пилотного отверстия. Время обработки, которое вы сэкономите за счет исключения операции точечного сверления, может повысить производительность. Таким образом, они, как правило, более эффективны для работ, требующих выполнения множества повторяющихся отверстий на сверлах или фрезерных станках с ЧПУ. Они также хорошо подходят для сверления твердых материалов сверлом с углом сверления 135°.
Благодаря улучшенному захвату и стабильности, обеспечиваемым наконечником, эти сверла лучше подходят для сверления на скользких поверхностях.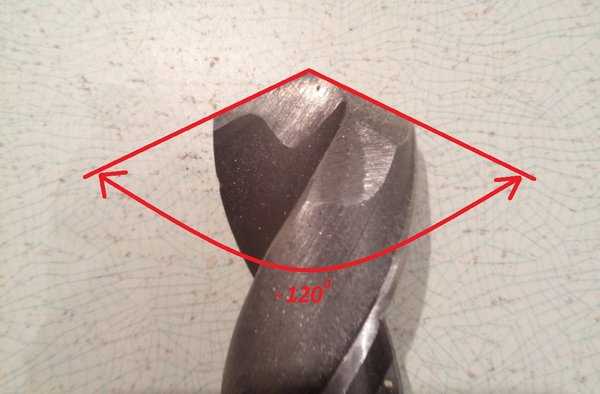 Примеры включают металлические трубы и другие кривые рабочие поверхности.
Примеры включают металлические трубы и другие кривые рабочие поверхности.
Тем не менее, сверло с разрезным наконечником более подвержено повреждениям, чем стандартное сверло, поэтому за ним нужно ухаживать более тщательно, чем за его стандартным аналогом.
В отличие от стандартного сверла, сверло с раздельным наконечником не так просто заточить. Края, скорее всего, сломаются, если вы попытаетесь заточить расщепленное лезвие вручную на настольном шлифовальном станке. Итак, если ваше сверло с раздельным наконечником затупилось, к сожалению, вам придется заменить его или вам понадобится профессиональная заточка сверл.
Канавка и угол спирали
Канавка сверла представляет собой спиральные канавки, нарезанные на валу сверла. Они позволяют удалять стружку из отверстия и являются важной особенностью сверла. Конфигурация канавки определяет, насколько эффективно сверло удаляет стружку из отверстия, что влияет на накопление тепла и вероятность повреждения заготовки.