Уони электроды – технические характеристики, расшифровка маркировки, расход
alexxlab | 13.10.2020 | 0 | Разное
технические характеристики, расшифровка маркировки, расход
Сварочные работы зачастую выполняются на предприятиях, а также в домашнем обиходе. Сложность работ зависит от характеристик используемого сварочного аппарата, других инструментов. При домашнем использовании не возможен процесс сварки без инвертора. Плавка металла происходит путем использования элементов плавления, от качества которых напрямую зависит процесс работ. Наиболее распространенные электроды УОНИ 13/55 позволяют создавать прочные соединения, способны варить различные марки металлов.
 Электроды УОНИ 13/55
Электроды УОНИ 13/55Что из себя представляют электроды УОНИ
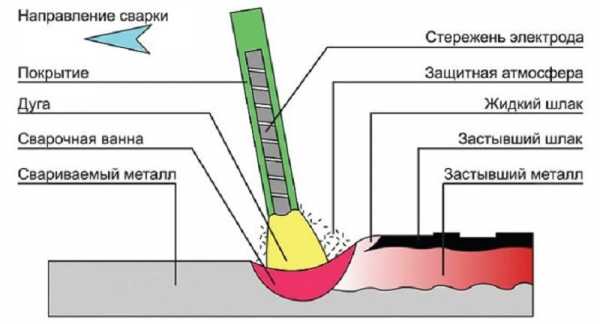
Инструмента для сварочных работ на рынке более чем достаточно. Для качественного соединения необходимо использовать проверенный временем материал. При покупке следует изучить состав покрытия, коэффициент плавки, расход при сварочных работах. Электроды УОНИ относятся к расходным материалам покрытого класса, принцип работы состоит из плавки металла и стержня, что в последующем соединяет изделие. Стержень состоит из легирующих металлов магния, хрома или никеля. Обмазка электродов УОНИ 13/55 служит для создания защитной ванны от воздуха при сварочных работах.

Электроды УОНИ
При попадании воздуха в сварочную ванну, возможен не качественный шов, образование окислов. Покрытие элементов плавления применимо к сварке стали с низким уровнем легирующих элементов, углеродистых пород металла. Такие материалы используют для создания несущих конструкций и прочных соединений. Температура плавки колеблется от -60 до +40 градусов, расход на килограмм расплавленного металла составляет 1,7 кг продукции. Расшифровка названия УОНИ происходит от отечественного наименования института сварки, как универсальная обмазка научного института номер 13.
Технические характеристики
К сегодняшнему дню на рынке аксессуаров для сварочных работ существует масса различных материалов. Наибольшую популярность приобрели электроды марки УОНИ 13/55, технические характеристики которых позволяют производить сварочные работы в плохих климатических условиях, где работа обычным инструментом невозможна.
Электроды УОНИ долгое время используются при производственных, домашних сварочных работах, прошли необходимые испытания и закреплены ГОСТом. Шов при сварке получается с необходимой ударной вязкостью, пластичен при нагрузках. Технические характеристики располагают основное покрытие, которое главным образом взаимодействует с металлом. Сварка электродами УОНИ создает качественный шов, на котором не обнаруживается даже микроскопических трещин.
Особенности применения
Каждый из элементов плавления имеет свою нишу применения, электроды УОНИ используются при следующих параметрах:
- Процесс сварки происходит с применением тока обратной полярности, процесс требуется ГОСТом.
- Шов исключает наличие газов и излишних примесей, путем использования специального покрытия из фтористых образований, различных карбонатов.
- Металл стержня применяется из составов низко углеродистой стали, которая способствует надежности шва.
- Благодаря органическим соединениям сварочные электроды УОНИ 13/55 имеют низкую подверженность влаги.
- Конструкция, выполненная из низколегированных материалов позволяет избежать трещин и неровностей в процессе сварки.

Сварка при помощи электродов УОНИ
Шов не подвергается старению, потере крепежных свойств при воздействиях температуры. Сварка электродами УОНИ должна исключать использование плохо зачищенных материалов, так как может быть подвержена коррозии в последующем времени. Процесс происходит с короткой дугой, что позволяет избежать потери качества соединения. Основным преимуществом перед конкурентами является результат с необходимой концентрацией водорода, устойчивым к появлению микротрещин соединению.
Химический состав материалов и технология использования может меняться в зависимости от производителя. Перед приобретением необходимо поинтересоваться о соответствие требованиям и нормативам по ГОСТ, либо наличие свидетельства аттестации материалов сварочных.

Применение сварки электродами в строительстве
Процедура прокалки сварочных электродов УОНИ 13/55
Для уменьшения концентрации влаги, других ненужных соединений в обмазке – прокалка путем содержания в индукционной печи. Каждый производитель электродов УОНИ 13/55 прикладывает к упаковке инструкцию по применению и прокалке материалов. Пренебрегать инструкциям категорически запрещено, так как в результате производится некачественное соединение.
Принцип сварки электродами
В ситуациях, когда инструкция не приложена, либо испорчена, необходимо следовать основной последовательностью шагов при прокаливании:
- Процедура производится непосредственно перед применением в процессе сварки. Данные действия необходимы для качественного результата, надежного шва и стабильного горения дуги сварочной.
- Максимальное действие прокалки – 8 часов, если по истечению заданного периода материалы не использовались, процедура повторяется заново.
- Время прокалки не должно превышать четыре часа, а допустимое количество прокаливаний одного и того же электрода УОНИ – 3 раза.
- В процессе используется печь, разогретая до 250-280 градусов, для равномерного результата используют специальные формы, только тогда элементы плавления эффективно прокаливаются.
Условия хранения
Получение качественного результата зависит от продолжительности, условий хранения материалов. Хранение происходит в помещениях с относительной влажностью до 50%, не взаимодействуя с прямыми солнечными лучами, температура воздуха не менее 12 градусов. При соблюдении всех правил, стандартов и условий хранения ГОСТ 9466-75, срок годности материалов может быть неограничен.
Скачать ГОСТ 9466-75

Хранение электродов
Расшифровки маркирования
Различные модификации могут ввести неопытного мастера в заблуждение при покупке сварочных элементов. Маркировкой описывается допустимые к работе материалы, метод сварки, состав стержня. К примеру возможно рассмотреть товар под наименованием Э50А-УОНИ-13/55-4.0-УД.
Расшифровка маркировки электродов УОНИ
Заглавная буква «Э» обозначает сокращение от слова электрод. Процесс использования подразумевается путем ручной дуговой сварки. Следующие цифры обозначают пределы прочности соединения, подразделяется на удельную и силу растяжения. Буква «А» проставляется для обозначения шва, как стойкого к ударным нагрузкам и пластичного соединения. Диаметр электрода УОНИ указывается после номера, что означает 4.0.
В конце маркировки проставляется обозначение материалов, к которым применяется сварочный элемент.
Буквой «У» указывается, что данный тип электродов используется для углеродистой стали. Существуют разные обозначения стали, к которым применяются сварочные изделия:
- Т – производится сварка с термостойкими металлами;
- В — используются при процессах с высоколегированными сталями;
- Н – обозначает процесс ремонтных работ с использованием наплавки материала;
- Л – применяется к легированным сталям.
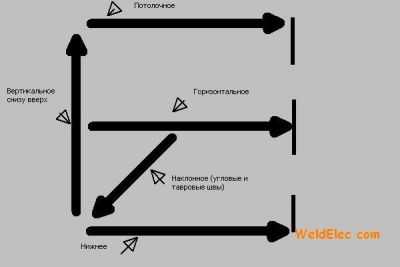
Заключает обозначение соотношения и диаметр покрытия к стержню. Буква «Д» означает слой обмазки толстого типа, тонкое покрытие – «М», средняя указывается буквой «С». Размеры стержня, в частности его длина, зависят от диаметра. Толщина изделия составляет 2 мм, тогда длина будет не более 30 см. В случаях диаметра 4 мм, длина изделия 450 мм в соответствии описанных стандартов и ГОСТов. Преимуществом электродов УОНИ 13/55 является возможность при работе с вертикальными, потолочными и горизонтальными швами.
Бывалые сварщики советуют использовать к применению разные токи, это позволяет подобрать правильную настройку для качественного соединения новичкам. Также стоит приобрести по несколько комплектов коробок от разных изготовителей, чтобы найти наилучший вариант. Прокалка изделия – обязательная процедура, которой не нужно пренебрегать, способ сварки короткой дугой, опираясь на обмазку, позволит быстро освоить работу.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сварочные электроды УОНИ 13/55
Сварочные электроды Уони 13/55 предназначены для выполнения ручной дуговой сварки в любом пространственном расположении, исключая вертикальное — сверху вниз. Для сварочных работ используется ток постоянного типа с обратной полярностью.
Эксплуатационные характеристики
Расходный материал используется при выполнении сваривания особенно ответственных металлических конструкций из углеродистых, низколегированных сталей, когда к соединениям предъявляются высокие требования в плане ударной вязкости, пластичности.
Электроды для сварки марки УОНИ 13.55 предоставляют возможность получать высококачественные сварные швы в разных пространственных положениях при помощи тока обратной полярности постоянного действия.
Технические характеристики
- Наплавочный коэффициент равен 3,5 г/А·ч.
- Наплавочная производительность при использовании катода толщиной 4 мм составляет 1,4 кг/ч.
- На 1 кг наплавленного металла необходимо 1,7 км катодов.
Преимущества применения
- При использовании для сварочных работ присадочного материала на сварочных швах не образуются трещины, а металл отличается низким содержанием углеродов.
- Надежность и эффективность эксплуатации изделия подтверждается сертификатом качества.
- Расходный материал можно спокойно использовать при выполнении сварочных работ в условиях нестабильной подачи электричества.

Какие конструкции можно варить?
С помощью электродов УОНИ можно сваривать наиболее ответственные конструкции, изготовленные из низколегированных, углеродистых сталей, например марок 48КС 10ХСН2Д. В данном случае к металлу шва предъявляются жесткие требования ударной вязкости, пластичности. Изделия из подобного материала можно использовать в условиях знакопеременных нагрузок, низких температур.
Как работать с электродами марки УОНИ?
Свариваемые детали должны быть предварительно очищены от маслянистых, жирных пятен, грязи, окалин. На протяжении часа при 300 градусах производится прокалка электродных стержней.
Пример: свариваем пластины
- Сварка осуществляется «елочкой» (небольшие колебательные движения присадочной проволокой) с внешней стороны короткой электрической дугой.
- Новичков в сварочном деле обычно пугает прилипание электрода к основному металлу конструкции. От этого неприятного инцидента можно избавиться путем удлинения сварочной дуги. Самое главное — прочувствовать этот момент, и тогда любой домашний мастер сможет легко работать сварочными электродами УОНИ 13/55.
- После выполнения сваривания пластин с одной стороны изделия аккуратно переворачиваются, и осуществляется их сварка с обратной стороны, только в данном случае шов уже выполняется не спеша, без колебательных движений.
Советы сварщиков
- Нужно подобрать хорошего производителя. Для этого стоит приобрести по пачке электродов разных производителей и протестировать на практике.
- Необходимо внимательно изучить инструкцию по применению на упаковке.
- Перед выполнением сварочных работ электродные стержни нужно обязательно прокаливать.
- Также нужно правильно подобрать сварочный ток.
- Опробовать электрод нужно на короткой дуге, опираясь на его обмазку.
Опробовав таким образом расходный материал на практике, впоследствии с выбором электродов и настройкой сварочных параметров не будет возникать никаких проблем.
Сварка низколегированных, углеродистых сталей
Перед выполнением сварки обязательно необходимо произвести зачистку соединяемых поверхностей металлических образцов, прокалку электродов при 300 градусах на протяжении часа. Сварочные работы должны осуществляться током обратной полярности постоянного действия.
Таблица: значения сварочного тока в зависимости от диаметра электродного стержня и пространственного положения сварного шва.
| Положение сварного шва | Диаметр электрода, см | ||||
|---|---|---|---|---|---|
| 0,2 | 0,25 | 0,3 | 0,4 | 0,5 | |
| нижнее | 40-50 | 50-70 | 80-100 | 130-160 | 180-210 |
| вертикальное | 35-55 | 40-65 | 70-90 | 130-140 | 160-180 |
| потолочное | 35-55 | 40-65 | 70-90 | 130-140 | – |
Рекомендации специалистов по подбору сварочной технологии
- Сваривание достаточно толстых элементов конструкций лучше осуществлять по ванной технологии в нижнем положении сварного шва.
- Стандартную дуговую сварку можно использовать при соединении металлических конструкций из арматуры. Сварочные работы можно производить в любом пространственном положении шовного соединения короткой дугой с использованием тока постоянного действия обратной полярности.
Сварочные электроды УОНИ предпочитают применение инвертора, так как выпрямитель не может обеспечить устойчивую дугу. А электроды лучше брать с меньшим диаметром — они будут меньше нагревать свариваемое изделие. Для охлаждения металла стоит подготовить подкладки из меди.
electrod.biz
Сварочные электроды УОНИ 13 55

Профессиональная ручная электродуговая сварка требует применения узкоспециализированных видов электродной продукции для решения специальных задач, связанных с соединением металлов и специальных сталей. Условия возведения современных конструкций как промышленного, так и гражданского строительства требуют применения для сварки высокоэффективных и неприхотливых по своим качествам электродов. Одним из таких универсальных видов электросварочных электродов выступает марка УОНИ 13 и ее модификации, в том числе электроды УОНИ 13 55.

Сравнивая с другими, стоящими в массовом производстве электродами, марка УОНИ 13 55 обладает рядом преимуществ, имеющих большое развитие и применение в строительстве. Так, для возведения многоэтажных высотных зданий по монолитно-каркасной технологии большая роль отводится именно железобетонным конструкциям, монтируемым на арматурный каркас непосредственно на строительной площадке. И здесь не обойтись без универсального электрода, отвечающего наиболее важным запросам такого строительства:
- способность применения для конструкций из углеродистых и легированных сталей и сплавов;
- высокая механическая прочность соединительного шва;
- пластичность и вязкость металла сварного соединения;
- возможность работы с неподготовленными поверхностями;
- универсальность пространственного положения наложения шва.
Электроды УОНИ 13 55 основное назначение
Для данного типа сварочных электродов электродуговой сварки, основное применение ориентировано на соединение большинства видов сталей, в том числе и высокоуглеродистых видов и видов, содержащих незначительное количество углерода в своем составе в конструкционных и выдерживающих большие виды нагрузок.
Сварной шов, образуемый УОНИ 13 55 кроме всего прочего, имеет повышенную вязкость металла с его пластичностью, что обеспечивает отличные свойства сварного шва испытующего разные виды деформационных нагрузок.
Эти свойства швов сохраняются независимо от того в каких положениях проведено наложение соединения, верхнее, нижнее, вертикальное или наклонное, все эти положения одинаково формируют крепкое соединение.
Универсальность этой марки электрода, характеризует его как совместимого с трансформаторным сварочным переменного тока, так и с инвертором, имеющим постоянный сварочный ток. Единственной особенностью УОНИ 13 55 выступает необходимость работы в обратной полярности подключения сварочного прибора.
Особенности работ с электродами марки УОНИ 13 55
Универсальность пространственного положения наложения сварного шва для этого вида электрода достигается применением специального вида покрытия и специального состава металлического сердечника. Так, формируя слой металла, наплавляемого на поверхность соединения марка УОНИ 13 55 должна иметь максимальное содержание следующих компонентов в металле шва:

- углерод – не более чем 0,1%;
- марганец – допустимое количество не более 0,9%;
- кремниевых составляющих до 0,37%;
- максимально допустимое количество серы 0,3%;
- фосфор, не более 0,027%.
В процессе сварки сварочная ванна формируется в небольшом облаке защитного газа, это приводит к тому, что шов, формируется с очень большой пластичностью. Относительно легко поддается формированию, но при этом при остывании он обладает свойством высокой ударной вязкостью. Глубокое, однородное соединение, не содержащее раковин и трещин, имеет более длинный по времени процесс старения и образования механических и коррозионных повреждений.
Работа с электродами марки УОНИ 13 55 требует соблюдения некоторых специфических особенностей, при которых существенно повышается качество сварного соединения и удобство работы – начальный розжиг дуги проводится легко, последующие розжиги не требуют дополнительных усилий и проводятся при стабильной мощной сварочной дуге. Однако, такое удобство работы с данным видом сварочных электродов достигается прежде всего подготовкой электродов методом прокаливания. В течение 60 минут, электроды прокаливаются при температуре около 320 градусов. Такая подготовка к использованию позволяет получить инструмент готовый к работе, при этом температура непосредственно во время работы особой роли не играет, сварочная ванна формируется правильно, а металл практически не образует разбрызгивания. Прокаленные электроды в результате не образуют разнородного по составу слоя шлака, он отделяется легко, большими фрагментами.
Сфера применения
Универсальность использования и отличные качества результатов соединения позволяют применять сварочные электроды УОНИ 13 55 в местах ответственных работ, требующих надежности соединения и одновременно легкости их применения:

- сварка арматурного каркаса железобетонных изделий;
- ремонтные работы трубопроводов;
- герметизация порывов резервуаров;
- устранение трещин без сквозного дефекта металла;
- монтажные работы ответственных несущих конструкций
- наплавление слоя металла.
Расчет применения сварочных электродов этой марки, характеристики соединений которых позволяют брать в расчеты величину сопротивления на разрыв более 490 Н/мм2 делает их незаменимыми для напряженных конструктивных элементов. А ударная вязкость образуемого шва при расчетах определяется как 127,4 Дж/см2.

Во многом эффективность работы определяется соответствием сварочного тока диаметру электрода и тому, в какой плоскости будет располагаться свариваемый шов. Величина тока влияет и на другие показатели, например, на скорость наплавки металла и расходу электродов на эту операцию. Так для наплавки 1 кг соединительного шва при нормальной температуре воздуха понадобиться 1,65 кг электродов этой марки, при этом выход наплавленного металла составит около 93% от массы стержней.
Самым малым диаметром, выпускаемым промышленностью электродов УОНИ 13 55, является диаметр стержня 2 мм, далее размеры имеют следующие показатели – 2,5 мм, 3 мм,4 мм, 5 мм и 6 мм. Длина варьируется от 300 мм до 450 мм, шаг размерности составляет 50 мм.

Практическое применение электродов УОНИ 13 55 зависит от диаметра и положения сварочного шва. Для диаметров 2 — 2,5 – 3 и 4 мм применяется все три положения, а вот для 5 и 6 мм это в основном только нижнее и вертикальное положение швов.
Величина сварочного тока для работы в нижнем положении несколько выше чем для остальных видов. Так, для вертикальных и потолочных видов сварочных работ электродов данной марки применим сварочный ток от 130 до 160 ампер, а вот для нижнего положения он определяется от 160 до 190 ампер у электродов диаметром 4 мм.
svarkagid.com
Сварка электродами УОНИ 13 55

Вопрос:
Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
Ответ:
Если вы только начинаете варить ручной дуговой сваркой, то данные электроды не очень подходят для учебы. Для работы с УОНИ нужна определенная сноровка. Попробуйте сначала варить МР-3 или АНО-21, как только начнет выходить ими, только тогда переходите на УОНИ 13 55 для ответственных конструкций.
Вот несколько нюансов, которые могут вам помочь:
• Некоторые производители могут выпускать просто-напросто некачественные электроды. Нужно приобрести и поварить электродами разных производителей, потом сами поймете, каким отдать предпочтение. Даже в одной упаковке один электрод может варить нормально, а другой – бракованный, не говоря уже о разных упаковках!
• Обязательно перед работой электроды нужно просушить или, в крайнем случае, прокалить (читайте статью на эту тему)
• Дело еще может быть в том, что выходной ток вашего инвертора может отличаться от того, который показывает индикатор или ручка плавной регулировки. Измерьте сварочный ток де-факто при помощи клещей.
• Пробуйте сваривать без отрыва, уткнувшись в покрытие и поддерживая минимальную дугу.
- Варите углом назад, в таком случае шлак будет ложиться на уже заваренный участок
- В условиях низкого напряжения электросети или его просадках дешевый китайский аппарат не будут варить электродами с основной обмазкой. Решить проблему можно: а) подключив в схему дроссель;
б) купить профессиональный сварочник
в) найти хорошую электросеть.
- Не забывайте так же, что УОНИ 13 55 создавались для сварки особоответственных нагруженных металлоконструкций, которые собирают в цехе. Поэтому под них обязательна тщательная предварительная подготовка поверхности стальных заготовок. Загрязнения и коррозию, влагу они не переносят.
- Сварочного тока много давать не надо. То что хорошо для рутилового электрода, для основного применять нельзя. Форсирование процесса снизит качество шва.
При слишком большом токе тяжело контролировать сварочную ванну, испарение металла интенсивное, большое количество брызг. Увеличиваются коробления в следствии высокого термического влияния. При сварке потолка и прохождении вертикальных швов металл будет вытекать из ванны.
Ориентируйтесь на следующие режимы при сварке трехмиллиметровым электродом в зависимости от положения:
а) нижнее 80-100А
б) вертикальное 60-80А
в) потолочное 70-90А
Для электродов лосиноостровского завода ток давать чуть ниже указанного выше.
P.S УОНИ 13 55 можно взять с собой в магазин перед покупкой инвертора для его тестирования.
Сжечь электрод нужно не отрывая дугу полностью, подключив инвертор к удлинителю 30м сечением 1,5 кв.мм. Если дуга не погаснет, а электрод не прихватит к металлу, значит сварочник качественный.
• Побольше жгите основные электроды и со временем все у вас выйдет!

Вопрос:
Я человек в сварке новый, но пытливый. Никак не могу понять, из-за чего УОНИ не рекомендуют варить на прямой полярности? В интернете, в инструкциях и видеоуроках говорится прямо – не варят. Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Разъясните физику процесса, пожалуйста, как обоснование невозможности варить на прямой полярности электродами УОНИ.
Ответ:
На самом деле, фраза «Сварку электродами УОНИ 13/55 проводят на токе DC обратной полярности» не придумана любителями что-нибудь эдакое «запостить» на просторах сети интернет. Это рекомендация производителей, с которой вы может ознакомиться на соответствующих сайтах или, по приобретению, прочитать на упаковочной коробке.
Что происходит с УОНИ де-факто при сварке на прямой полярности?
Исходные условия: электроды прокалены, все как положено.
Результат: Дуга гаснет на первый взгляд беспричинно. Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Электрод залипает, и флюсовое покрытие плавится с трудом. Дуга гаснет от того, что стержень электрода выгорает внутри не расплавившегося покрытия на пару миллиметров.
То есть, не хватает температуры для расплавления обмазки, защита сварочной ванны отсутствует.
При сварке на обратной полярности все по-другому.
Физику процесса де-юре вам подробно растолкуют, возможно, инженеры-технологи, занятые на электродных производствах… Здесь мы изложим вкратце свое видение процесса с точки зрения теории.
Для того, чтобы понять, что мешает варить электродами УОНИ на прямой полярности, нужно знать, как влияет выбор полярности на сварочный процесс.
.При соблюдении рекомендованной производителем обратной полярности на электроде мы получаем знак «плюс», на изделии знак «минус». Но, специфика физических процессов как раз и состоит в том, что при сварке на обратной полярности на электроде образуется анодное пятно, а на изделии -катодное. Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса . Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Использование универсальных электродов позволяет обойти эту проблему.
svarka-master.ru
Сварка электродом «УОНИ-13/55»
Сварочные электроды марки «УОНИ-13/55» используются для ручной дуговой сварки. Сварка может осуществляться во всех пространственных положениях (кроме вертикального сверху вниз) постоянным током обратной полярности. На нашем сайте имеется описание и рассмотрены технические характеристики сварочных электродов «УОНИ-13/55». Сегодня расскажем о сварке этими электродами.
Что можно сваривать электродами «УОНИ-13/55»
Сварке подлежат ответственные конструкции из углеродистых и низколегированных сталей. К металлу сварных швов этих конструкций предъявляются повышенные требования по:
- пластичности;
- ударной вязкости.
К таким сталям относятся следующие марки: 10ХСН2Д, 48КС и др. Конструкции из такой стали могут эксплуатироваться при пониженных температурах и знакопеременных нагрузках. Возможна сварка указанных выше марок со следующими: БСт3, 09Г2, 10Г2С1Д-35, 10ХСНД, МС-1, Ст3с и т. п. Сварочные электроды «УОНИ-13/55» могут использоваться для сварки поковок из дисперсионно-упрочненных и углеродистых сталей.

Сварочные электроды «УОНИ-13/55» в упаковке.
Сварка электродами «УОНИ-13/55» углеродистых и низколегированных сталей
Перед сваркой необходимо:
- зачистить кромки металла;
- прокалить сварочные электроды при температуре Т = 250…300°С в течение 1 часа.
Сварка электродами «УОНИ-13/55» должна производиться постоянным током обратной полярности. При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Пространственное положение сварочного шва.
При сварке электродами «УОНИ-13/55», в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Сварку толстых деталей (стыки рельсов, арматуры большого диаметра и т. п.) рекомендуется производить ванным способом в нижнем положении сварочного шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех указанных выше пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Как электродами «УОНИ-13/55» сваривать нержавейку
Нержавеющая сталь имеет ряд существенных отличий от углеродистых и низколегированных сталей. Если их не учитывать, то можно не только получить некачественный сварной шов, но и нержавейку лишить её антикоррозионных свойств. Почему это может произойти? Что бы были понятны дальнейшие рассуждения, рассмотрим особенности сварки нержавеющей стали.
Особенность сварки нержавеющей стали
Сварка нержавейки является трудной задачей, зависящей от многих факторов. Вызвано это тем, что в её состав входят элементы, увеличивающие её антикоррозионные свойства (хром, молибден, никель, марганец, титан и другие). Нержавейка, благодаря этим элементам, и согласно существующей классификации, относится к классу высоколегированных сталей.
На сварку нержавейки оказывают влияние некоторые свойства, присущие высоколегированным металлам:
- низкая теплопроводность. Она у высоколегированных сталей ниже в 2 раза по сравнению с низкоуглеродистыми металлами. Вследствие этого, нержавейку сваривают при пониженной величине сварочного тока;
- коэффициент линейного расширения превосходит аналогичный параметр других металлов. Поэтому, для избежания деформаций, оставляют достаточный зазор между толстыми свариваемыми деталями;
При сварке сталей, содержащих большое количество хрома, легированные металлы теряют свои антикоррозионные свойства. Объясняется это тем, что при температуре сварки, по краям металлических зерен, образуются карбид хрома и железа. Эти соединения способствуют проникновению коррозии в структуру металла. Такой процесс называется межкристаллической коррозией. Чтобы не допустить потери коррозионной стойкости, место сварки необходимо быстро охлаждать.
Оборудование и расходный материал для осуществления сварки нержавейки электродами «УОНИ-13/55»
Сварку целесообразно производить инвертором. Осуществление её при помощи выпрямителя может не обеспечивать устойчивой сварочной дуги. Рабочее место следует оборудовать для сварки постоянным током обратной полярности. Электроды необходимо выбирать, по-возможности, меньшего диаметра (что бы меньше нагревать металл). Подготовить медные подкладки для остывания металла.

Сварка нержавейки электродом «УОНИ-13/55».
Процесс сварки нержавеющей стали сварочными электродами «УОНИ-13/55»
Перед началом сварки поверхности свариваемых деталей или их кромки зачищаются стальной щеткой и промываются растворителем (ацетоном или бензином). С их помощью убираются жир и масло, которые снижают устойчивость дуги.
Сварной стык должен быть с зазором (у нержавеющей стали большой коэффициент температурного расширения), чтобы происходила свободная усадка.
Сила тока в инверторе при сварке нержавеющей стали электродами «УОНИ-13/55» должна быть снижена на 20% (по сравнению с аналогичной сваркой низколегированных сталей, значения величин токов которой указаны в таблице). Одна из причин снижения величины электрического тока указана выше. Кроме того, снижение величины этого параметра вызвано низкой теплопроводностью покрытия электродов. Использование сильного тока может привести к перегреву и разрушению их покрытия.
Следует, также, учитывать, что электроды «УОНИ-13/55» плавятся при сварке нержавейки быстрей, нежели при обработке нелегированных сталей.
Герметичность — это главный показатель сварного шва нержавейки. Ввиду плохой теплопроводности нержавеющей стали, в сварном шве могут образовываться, вызванные вскипанием металла, раковины и поры. Чтобы этого избежать, следует во время работы меньше проплавлять шов. Перегрев влияет, как было сказано выше, и на коррозионную стойкость деталей. С целью не допущения дефектов, необходимо производить их охлаждение. Для этого используют:
- медные подкладки;
- для аустенитной стали — воду.
При выполнении всех рекомендаций можно, при помощи сварочных электродов марки «УОНИ-13/55», получить сварочный шов деталей из нержавеющей стали приемлемого качества.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Электроды УОНИ 13/45 обеспечивают стойкость шва к растрескиванию в среде сероводорода
Раздел: УОНИ
Тип: Э42А Покрытие: Основное (Б)
Назначение: Для сварки углеродистых и низколегированных сталей
Сварочный ток: Постоянный, обратная полярность (+)
Пространственное положение при сварке: Все, кроме вертикального сверху вниз (2)
Применение: для ответственных конструкций, постоянного тока, Электроды для сварки труб
Выпускается производителями: Lincoln Electric (США, Кливленд), ZELLER WELDING (Германия, Дюссельдорф), Бор, ВИСТЕК (Украина, Бахмут), Зеленоградский электродный завод (Зеленоград), Кировский завод, ЛЭЗ, Лосиноостровский Электродный Завод, Промтехсервис (Украина, Днепропетровск), РОТЕКС (Кострома, Москва), СЗСМ (Костромская область), Спецэлектрод (Волгодонск), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург), Сычевский электродный завод (Москва), ТАНТАЛ ЛТД (Сызрань), ХОБЭКС (Волгоград), Шадринск, Шадринский электродный завод Производится под брендами: GRANITЭлектроды УОНИ 13/45 принадлежат к типу Э42 по ГОСТ 9467-75 с основным покрытием, предназначаются для сваривания низкоуглеродистых и углеродистых сталей в составе конструкций ответственного назначения, к которым предъявляются высокие требования по пластичности и ударной вязкости, в том числе и для низкотемпературных условий. Выпускаются диаметрами 2 мм, 2,5 мм, 3 мм, 4 мм и 5 мм.

Благодаря основному покрытию электродов УОНИ 13/45 в сварном шве гарантируется низкое содержание водорода и повышается его качественные показатели и стойкость к возникновению трещин при кристаллизации. Пары воды и водород в процессе плавления испаряются с поверхности стали в виде связанного летучего фтористого водорода. Этим предотвращается возникновение холодных трещин, которые связаны с диффузией водорода, и обеспечивается отсутствие горячих трещин.
Стойкость шва к растрескиванию в среде сероводорода позволяет применять электроды УОНИ-13/45 для сваривания стыков труб в местах месторождений с высоким содержанием сероводорода.
Технические характеристики
Механические характеристики шва
- Временное сопр. разрыву: 410 МПа
- Предел текучести: 305 МПа
- Отн. удлинение: 22%
- Отн. сужение: 45%
Ударная вязкость при 20°C не менее 140 Дж/см.кв, при -20°C не менее 34 Дж/см.кв. Работа удара (средняя величина для трех образцов) 47 Дж.
УОНИ-13/45 имеет коэффициент наплавки 9-9.5 г/Ач. Электроды этой марки расходуются по 1.6 кг на каждый килограмм шва.
Химический состав шва для УОНИИ-13/45
- Углерод: 0.1% и менее
- Марганец: 0.6-1.0%
- Кремний: 0.3-0.55%
- Сера: не более 0.03%
- Фосфор: не более 0.03%
Марка проволоки Св-08 или Св-08А по ГОСТ 2246-70.
Тип покрытия электродов – основной (маркирован буквой Б). В его состав входят карбонаты магния и кальция, ферромарганец и соединения фтора (плавиковый шпат). УОНИИ-13 – означает “Универсальная Обмазка НИИ-13”, была разработана в 1940 году. (Цифры 45 обозначают предел прочности наплавки и к обмазке не относятся.)
ВНИМАНИЕ! Работа с такими электродами должна выполняться в хорошо проветриваемых местах. Соединения фтора ядовиты!
Особенности применения
- Сварка проводится в любых пространственных положениях короткой дугой постоянным напряжением обратной полярности, кроме вертикального шва сверху вниз.
- В связи с образованием в процессе сварки летучих соединений фтора, работы должны организовываться в хорошо проветриваемых помещениях с использованием средств индивидуальной защиты или с подачей непосредственно в зону дыхания сварщика чистого воздуха.
- Соединение выполняют широким швом, удерживая ванну в жидком состоянии как можно дольше. При длинной дуге может быть нестабильное горение.
- Рекомендуется прокалка непосредственно перед сваркой при температуре около 300 градусов в течении часа для уменьшения влажности до 0,3%. После прокалки электроды хранят в герметичных пакетах или герметично закрытой таре. При повторной прокалке ухудшается качество получаемого шва.
- Свариваемые поверхности должны быть тщательно очищены от ржавчины, масла и грязи.
- Расход электродов около 1,6 кг на 1 кг наплавляемого металла.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Сварочные электроды УОНИ. Характеристики марок 13-45 и 13-55

Применение электродов УОНИ
Электроды сварочные УОНИ применяют для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Электроды марки УОНИ находят применение при сваркеэлементов ответственных металлоконструкций, подверженных в процессе их эксплуатации динамическим нагрузкам в условиях низких температур. Их применяют для сварки емкостей, в которых будут содержаться различные среды с повышенным давлением, а также для листовых металлов с большой толщиной. Сварочные электроды марок УОНИ 13/45 и УОНИ 13/55 пользуются повышенным спросом у потребителя.
Маркировка
В документации, согласно требованиям ГОСТ 9466—75, для обозначения, например, марки УОНИ 13/45 сварочных электродов применяется такая форма записи:
УОНИИ—13/45—3,0 ГОСТ 9466—75
На этикетках или маркировках коробок, пачек и ящиков со сварочными электродами условные обозначения приведены более подробно. Пример условного обозначения электродов типа Э46А по ГОСТ 9467—75, марки УОНИ—13/45, диаметром 3,0 мм, для сварки углеродистых и низколегированных сталей (У), с толстым покрытием (Д), с установленной по ГОСТ 9467—75 группой индексов, указывающих характеристики наплавленного металла и металла шва, 43 2 (5), с основным покрытием Б, для сварки во всех пространственных положениях 1, на постоянном токе обратной полярности 0, приведен ниже:
Э46А—УОНИИ—13/45—3,0—УД/ Е 43 2 (5) Б—10 ГОСТ 9466—75, ГОСТ 9467—75
Сварочные работы
Сварочные электроды УОНИ 13/45 и УОНИ 13/55 после хранения в нормальных условиях не требуют прокалки перед выполнением сварочных работ. Прокалка электродов в течение одного часа при температуре 300-350С0 необходима в том случае, если покрытие имеет влажность выше 0,3%.
Для получения качественного шва места сварки предварительно хорошо зачищают. Сварку швов проводят по короткой дуге. Процесс сварки характеризуется легким начальным зажиганием и сопровождается стабильным горением дуги с формированием качественного сварного шва. При высококвалифицированном проведении процесса сварки потери металла от разбрызгивания сведены к минимуму. Шлаковая корка с готовых швов отделяется легко.
Сварочные электроды УОНИ 13/45 и УОНИ 13/55 изготавливаются с размерами диаметров от 2,0 мм до 6,0 мм и длиной электрода от 300 мм до 450 мм. На контактный торец электродов диаметром 3 мм (электроды УОНИ 3) и выше нанесено специальное ионизирующее покрытие, обеспечивающее легкий первоначальный розжиг. Наиболее востребованы потребителями сварочные электроды УОНИ 3 и сварочные электроды УОНИ 4.Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered by
www.rusbolt.ru