Ванная сварка арматуры колонн: Ванная сварка арматуры колонн
alexxlab | 10.03.2023 | 0 | Разное
Ванная сварка арматуры колонн
Главная » Статьи » Ванная сварка арматуры колонн
Ванная сварка арматуры
Арматурные пруты из-за небольшой контактной поверхности и упроченных марок стали считаются сложно свариваемыми изделиями. Качество соединения формируется за счет нескольких факторов. Одним из определяющих факторов является точность стыка, который нередко смещается во время сварки. Во избежание этого возникает необходимость применения специальных технологий. Наибольшее распространение в строительстве на сегодняшний день приобрела так называемая ванная сварка арматуры, которая позволяет получить надежное соединение прутьев.
Сварка арматуры ванным способом
Арматурные прутья широко используются для сооружения железобетонных конструкций. При построении каркаса металлические прутья могут соединяться как продольно, так и перпендикулярно. Как правило, при этом площадь сварного шва получается небольшой, в то время как соединение подвержено значительным нагрузкам. Использование специальных ванночек позволяет не только упростить работу сварщика, но и повысить качество соединения.
Использование специальных ванночек позволяет не только упростить работу сварщика, но и повысить качество соединения.
Данная технология обладает рядом преимуществ, хотя она не лишена и недостатков.
Преимущества
- Ванная сварка арматуры позволяет рационально распределять наплавочный материал при его минимальных потерях.
- Оптимальный уровень качества соединения.
- Технология, проверенная временем и доведенная до совершенства.
- Наличие широкого выбора ванночек для арматуры различного сечения.
Недостатки
- Стальные ванночки являются расходным материалом, используемым единожды.
- Стоимость медных ванночек достаточно высока.
- Необходимость более тщательной и длительной подготовки свариваемых элементов.
Принцип сварки арматуры ванным способом
Наиболее часто данная технология применяется при соединении стержней большого сечения. Накладки для ванной сварки арматуры устанавливаются в вертикальном или горизонтальном положении на стык прутьев, между которыми остается небольшой зазор, заполняемый при сваривании наплавом. Наличие этого подковообразного элемента практически полностью исключает возможность смещения арматуры. Помимо того, бортики ванночек не позволяют растекаться расплавляемому при сварке металлу, который надежно обволакивает соединяемые поверхности. Аналогичным образом проводится и ванная сварка арматуры колонн.
Наличие этого подковообразного элемента практически полностью исключает возможность смещения арматуры. Помимо того, бортики ванночек не позволяют растекаться расплавляемому при сварке металлу, который надежно обволакивает соединяемые поверхности. Аналогичным образом проводится и ванная сварка арматуры колонн.
Расходные материалы и инструмент
Сварка арматуры ванным способом достаточно простой технологический процесс, не требующий наличия специальных инструментов и материалов. Единственным требованием является достаточно точная установка свариваемых металлических прутьев и закрепление на стыках ванночек.
В качестве основного расходного материала выступают электроды марки УОНИ 13/55, предназначенные для сваривания упроченных металлов. Другим расходным материалом являются подковообразные металлические накладки подходящей размерности.
Источником энергии служит стандартный сварочный трансформатор, способный обеспечивать повышенные токи.
Из прочих инструментов сварщику понадобятся измерительный шаблон, щетка по металлу и резак.
Процесс сварки арматуры ванным способом
Сваривание металлической арматуры посредством указанной технологии проводится в несколько этапов.
- Подготовка поверхности заготовок. Свариваемые концы прутьев тщательно очищаются от коррозии щеткой по металлу. Необходимо чтобы концы арматуры были прямыми. При наличии скосов, изгибов и прочих неровностей дефектную часть следует обрезать.
- Установка арматуры. На этом этапе соединяемые стержни устанавливаются соответственно друг другу с минимальными отклонениями и зазором, составляющим около 1,5 см. Зазор между прутьями в процессе сваривания заполняется слоем наплава, способным выдерживать расчетные нагрузки.
- Фиксирование ванночек. На стыке арматурных стержней устанавливаются и фиксируются штампованные накладки для ванной сварки арматуры соответствующего диаметра, формирующие сварной шов.
- Сваривание. После появления дуги сварщик проводит электродом колебательные движения поперек оси стержней, равномерно покрывая все сечение наплавом.
 При прерывании процесса следует удалить с поверхности шлак, после чего продолжить операцию до полного заполнения штампованной заготовки наплавом.
При прерывании процесса следует удалить с поверхности шлак, после чего продолжить операцию до полного заполнения штампованной заготовки наплавом.
 При прерывании процесса следует удалить с поверхности шлак, после чего продолжить операцию до полного заполнения штампованной заготовки наплавом.
При прерывании процесса следует удалить с поверхности шлак, после чего продолжить операцию до полного заполнения штампованной заготовки наплавом.Накладки для ванной сварки арматуры
Литые или штампованные формочки доступны в разных размерах как по длине, так и по диаметру. Подбирать их следует в соответствии с размерами арматурных стержней. Указанные заготовки изготавливаются и стали и меди. При этом если стальные ванночки используются в качестве разового расходного материала, медные заготовки могут применяться неоднократно.
Соблюдение техники безопасности
Как и при ведении любого другого вида сварки, здесь необходимо строго придерживаться правил электробезопасности. Следует помнить, что сварочные операции ведутся с использованием повышенных токов, что требует уделить особое внимание качеству заземления, контролю оборудования и расходных материалов.
Сварщики должны быть оснащены полным комплектом индивидуальных средств защиты – маской, щитком, диэлектрической обувью и рукавицами, одеждой из огнеупорных тканей.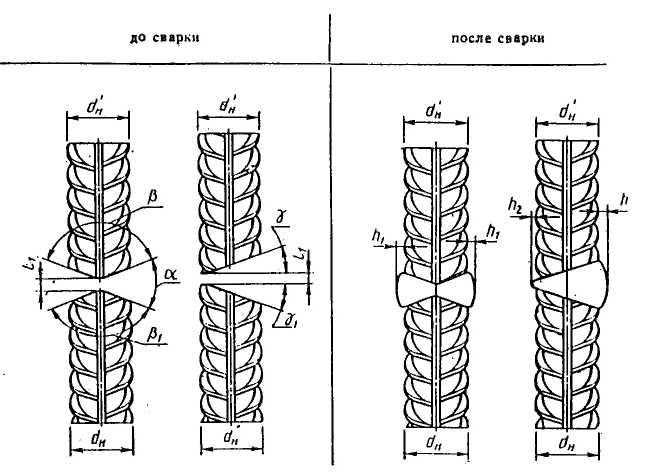 Территория, где проводятся сварочные работы, должна быть оборудована средствами пожарной безопасности.
Территория, где проводятся сварочные работы, должна быть оборудована средствами пожарной безопасности.
svarkagid.com
Ванная сварка арматуры
Арматура относится к сложно свариваемым изделиям, так как у нее достаточно низкая контактная поверхность и делается она из упрочненных материалов. На итоговый результат влияет большое количество факторов. Одним из них является точность построения стыка. Нередко бывает так, что при выставлении правильного пространственного положения оно смещается во время сваривания. Чтобы этого не случилось, следует использовать специальные технологии. Сварка ванным способом является одним из них, так как стала самым распространенным методом в строительстве.
Сварка арматуры ванным способом
Арматура находит широкое применение при изготовлении металлоконструкций, где она выступает в качестве каркаса или основы для производства железомедных изделий. Она относительно недорогая и обладает высокой прочностью, благодаря чему удовлетворяет всем основным требованиям. Изделия соединяются продольно, когда один конец сваривается с другим, а также перпендикулярно. В любом случае, площадь шва получается небольшой, а нагрузки на нее воздействуют существенные. Благодаря использованию специальных ванночек, сварка арматуры А500С и других марок становится значительно проще. Эти изделия не позволяют растекаться расплавленному металлу и все остается в области шва, образуя полезное усиление.
Изделия соединяются продольно, когда один конец сваривается с другим, а также перпендикулярно. В любом случае, площадь шва получается небольшой, а нагрузки на нее воздействуют существенные. Благодаря использованию специальных ванночек, сварка арматуры А500С и других марок становится значительно проще. Эти изделия не позволяют растекаться расплавленному металлу и все остается в области шва, образуя полезное усиление.
Арматура А500С
Преимущества
- Ванный способ сварки арматуры обеспечивает рациональный расход наплавочных материалов с минимальными лишними растратами;
- Здесь получается высокий уровень качества, чего трудно достичь другими методами в таких условиях;
- Устоявшийся метод, технология которого проверена множеством мастеров, обладающий отточенной технологией;
- Широкое разнообразие самих ванночек, которые можно без труда подобрать для каждого диаметра арматуры.
Недостатки
- Стальные ванночки, как правило, используются всего один раз, так как они привариваются к конструкции;
- Медные ванночки обладают достаточно высокой стоимостью;
- Процесс сварки требует более тщательного подхода и занимает больше времени на подготовку.

Принцип ванной сварки
Сварка арматуры ванным способом подходит лучше всего для стержней с большим диаметром. В большинстве случаев это арматура диаметром от 20 до 100 мм. Ванная помогает охватить весь стык арматуры с небольшим зазором для заполнения расплавленным металлом. Данный способ обеспечивает сохранение жесткости и прочности на всей длине конструкции. Сварка выполняется как в горизонтальном, так и в вертикальном положении. Смещение стержней здесь практически отсутствует, так как перед свариванием все надежно закрепляется.
Арматура диаметром 20
Концы стержней ставятся в непосредственной близости один к другому, чтобы они находились по одной оси. Под ними находится ванночка для сварки арматуры. Между прутьями должен находиться небольшой зазор, между которым и заливается расплавленный металл наплавочного материала. За счет бортов ванны он не растекается вниз, а обволакивает концы изделия, создавая надежное крепление. По такому же принципу производится ванная сварка арматуры колонн и прочих изделий.
Технология ванной сварки арматуры
Ванная сварка арматуры обладает относительно простой технологией, которая требует тщательной подготовки. Для этого не нужны сложные материалы и нестандартные инструменты, так как все основная сложность заключается в том, чтобы выставить правильную соосность деталей. Затем происходит предварительное закрепление и можно приступать к самому процессу.
Материалы и инструмент
Основным расходным материалом здесь выступают электроды. Для данного дела подходят стандартные модели, такие как УОНИ 13/55, которые предназначены для создания крепких соединений. Они могут работать с упрочненным металлом, так как стержни арматуры нередко упрочняются механическим путем.
Электроды УОНИ 13/55
Также необходимо использовать сами ванночки, которые представляют собой относительно небольшое изделие с профилем в виде подковы. Закрытая ее часть ставится снизу, чтобы наполняться расплавленным металлом и не давать ему стекать вниз.
Ванночки для сварки арматуры
В качестве источника энергии подойдет обыкновенный сварочный трансформатор. Но он должен быть достаточно мощный, так как данный процесс проводится при повышенных токах. Помимо этого необходимо использовать измерительные инструменту для контроля размеров и их расположения. При подготовке металла понадобится щетка по металлу и возможно резак.
Но он должен быть достаточно мощный, так как данный процесс проводится при повышенных токах. Помимо этого необходимо использовать измерительные инструменту для контроля размеров и их расположения. При подготовке металла понадобится щетка по металлу и возможно резак.
Этапы
На первом этапе подготавливается поверхность изделий. Концы арматуры зачищают от ржавчины. Для этого потребуется щетка по металлу. Их обрабатывают до появления блестящей металлической поверхности. Стоит отметить, что концы должны быть ровными. Если они имеют какие-либо скосы и прочие дефекты, то следует обрезать дефектную часть при помощи резака. Уже после этого поверхность обрабатывается до нужного вида перед использованием.
Далее следует этап размещения. Здесь изделия выставляются соосно друг другу. Минимальное отклонение допускается. Но оно не должно превышать 0,05 части диаметра. Между концами стержня должен находиться небольшой зазор, около полутора сантиметров. Это необходимо для того, чтобы образовался достаточно большой слой связывающего материала, который сможет выдержать предстоящие нагрузки.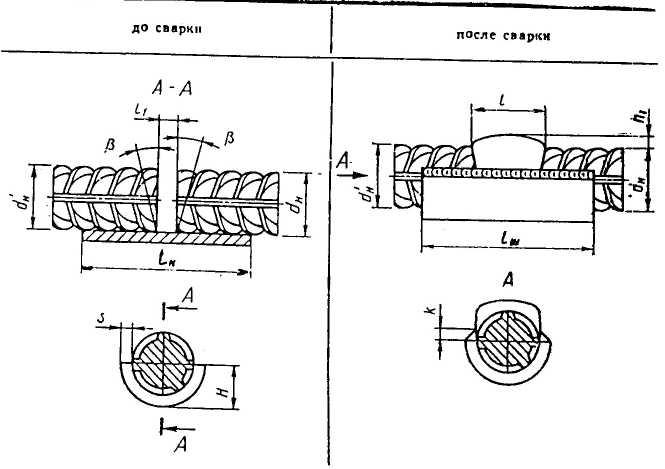 Формирующей шов деталью выступает ванночка, располагаемая снизу арматуры. Она представляет собой штампованную форму заданного диаметра. Ванночку прихватывают к одному из стержней.
Формирующей шов деталью выступает ванночка, располагаемая снизу арматуры. Она представляет собой штампованную форму заданного диаметра. Ванночку прихватывают к одному из стержней.
Ванная сварка арматуры
Далее идет непосредственное сваривание. Для этого берется электрод, присоединенный к сварочному аппарату. После зажигания дуги совершаются колебательные движения перпендикулярно осям стержня. Наплавочный материал должен покрыть все сечение стыка. Если произошло прерывание наплавки, то прежде чем продолжить, необходимо удалить образовавшийся сверху шлак. Это же требуется сделать и после окончания операции. Вся штампованная форма должна заполниться расплавленным металлом. Для выпуска шлака иногда приходится прожигать отверстие в форме, но после выхода его необходимо заварить.
Режимы
Величина диаметра арматуры, мм | Величина диаметра электрода, мм | Сварочный ток, А | Катет накладки фланговых швов, мм |
20 | 5 | 230 | |
25 | 243 | ||
22 | 260 | ||
36 | 6 | 300 | 14 |
45 | 330 | 18, | |
60 | 7 | 420 | 24 |
70 | 8 | 500 | 26 |
Формы для сварки
Длина формочек, как правило, больше длины стыка арматуры.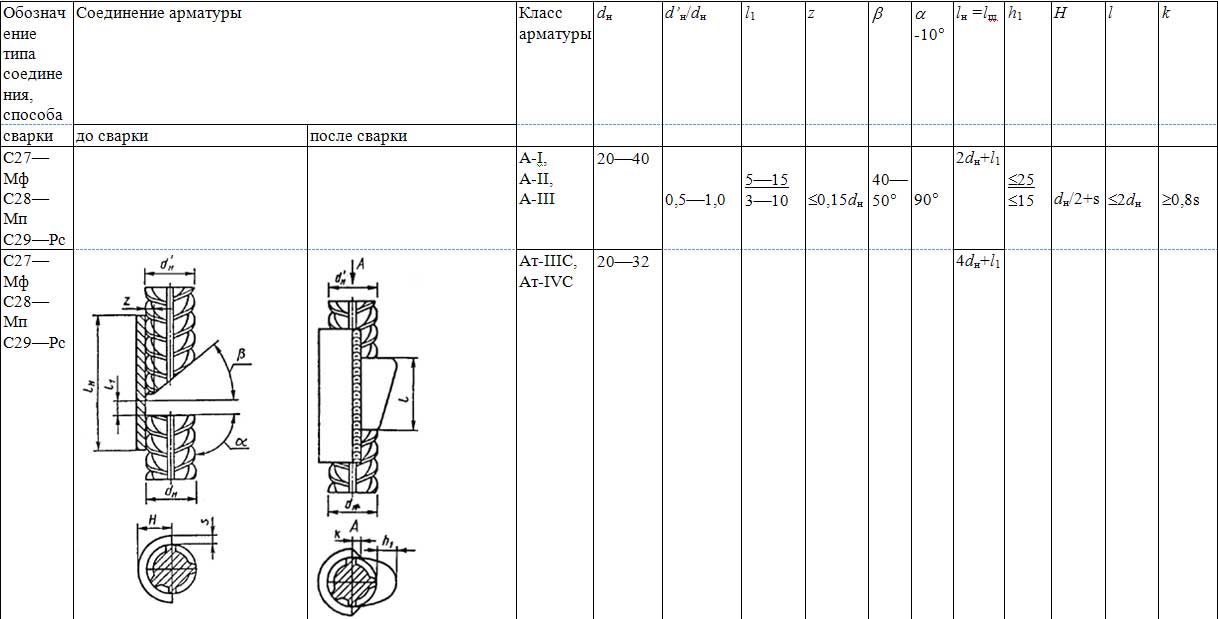 Их выпускают стальными и медными. Стальные носят одноразовый характер, а медные могут применяться более сотни раз. Производятся ванны при помощи штамповки или литья. При необходимости сузить диаметр, используются разнообразные подкладки
Их выпускают стальными и медными. Стальные носят одноразовый характер, а медные могут применяться более сотни раз. Производятся ванны при помощи штамповки или литья. При необходимости сузить диаметр, используются разнообразные подкладки
Техника безопасности
Основные правила при сварке арматуры касаются электробезопасности. С учетом того, что здесь ведется работа с повышенными токами, то всегда требуется точная проверка оборудования, его заземления, расходных материалов и других компонентов. Работники должны быть снабжены индивидуальными средствами защиты, такими как одежда из огнеупорных материалов, защитный щиток, маска или очки, диэлектрические рукавицы. На территории проведения работ должны быть соблюдены все правила пожарной безопасности.
svarkaipayka.ru
Ванная сварка арматуры – описание технологии
При строительстве зданий и сооружений монолитно-каркасного типа для армирования железобетона используются стальные прутья различного типа и диаметра. Такой железобетон идет на изготовление плит перекрытия, балок, возведение свай и колонн. Армированный железобетон в гражданском и промышленном строительстве нашел широкое применение. Фундаменты, цокольные помещения, балконные плиты, лестничные марши – все это изделия из железобетона. Надежное соединение каркасных деталей между собой обеспечивается сваркой арматуры.
Армированный железобетон в гражданском и промышленном строительстве нашел широкое применение. Фундаменты, цокольные помещения, балконные плиты, лестничные марши – все это изделия из железобетона. Надежное соединение каркасных деталей между собой обеспечивается сваркой арматуры.
При возведении монолитных конструкций также требуется соединение стержней каркаса для придания жесткости сооружению. Тонкие металлические прутья используются для укрепления цементной стяжки пола. Во всех этих случаях используется соединения, самым надежным из которых на сегодня является ванная сварка арматуры.
Виды соединений арматуры
Армирующие стыки можно соединить в единую надежную конструкцию несколькими способами. Применение каждого из них требует точного соблюдения технологии, что обеспечивает надежность всей конструкции. Прочность соединений стальных прутьев, в зависимости от предполагаемой нагрузки, обеспечивается разными способами.
Различают три основных вида соединения:
- Методом нахлеста;
- Перекрестное;
- Встык.

Нахлесточное
Соединение арматуры внахлест чаще всего применяется при необходимости распределения сжимающих и растягивающих нагрузок по всей поверхности. Существует несколько правил, которым необходимо неукоснительно следовать при использовании этого метода:
- Соединение внахлест можно применять лишь на участках с наименьшим напряжением;
- Соединяемые прутья должны быть одного диаметра. Допускается лишь небольшое отклонение в исключительных случаях;
- Этот способ разрешается использовать лишь для соединения прутьев, диаметр которых не превышает 20 мм.
При соединении арматуры сваркой внахлест образуются швы в месте соприкосновения обеих частей, что обеспечивает равностороннюю опору для готового изделия. Чаще всего такое соединение применяется для создания металлических каркасов под будущий монолит.
Иногда применяют соединение арматуры внахлест без сварки. В этом случае стальные прутья в местах пересечения связываются с помощью проволоки. Это возможно при создании металлоконструкций, которые не будут подвергаться большим нагрузкам. В промышленном производстве такой метод не используется, а для частного строительства иногда возможен. Выбор, вязать или варить арматуру, зависит от того, для каких нагрузок монтируется армированная конструкция.
Это возможно при создании металлоконструкций, которые не будут подвергаться большим нагрузкам. В промышленном производстве такой метод не используется, а для частного строительства иногда возможен. Выбор, вязать или варить арматуру, зависит от того, для каких нагрузок монтируется армированная конструкция.
Рекомендуем! Сварка полиэтиленовых труб своими руками
Перекрестное
Крестообразное соединение прутьев металлического каркаса рекомендуется сваривать методом контактной точечной сварки. Этим способом изготавливаются сварные сетки, а также плоские каркасы из арматуры, с последующей их сборкой в пространственные конструкции.
Контактная сварка арматуры крестообразным способом осуществляется с использованием:
- В единичных случаях или мелком производстве – одноточечных машин стационарного или подвесного типа;
- Для массового промышленного производства – специализированных контактных многоточечных машин.
Для крестообразных соединений также может быть использован метод вязки. Он позволяет соединять между собой прутья арматуры любого диаметра, преимущественно до 20 мм. Стержни диаметром свыше 20 мм рекомендуется соединять сварным способом, при этом они создают большую площадь соприкосновения во время варки.
Он позволяет соединять между собой прутья арматуры любого диаметра, преимущественно до 20 мм. Стержни диаметром свыше 20 мм рекомендуется соединять сварным способом, при этом они создают большую площадь соприкосновения во время варки.
Стыковое
Сварка арматуры встык характерна соединением концов прутов по всей площади касания путем нагрева. Соединение стыков можно осуществлять двумя способами:
- Оплавление соприкасающихся плоскостей – стыки нагреваются до состояния оплавления;
- Нагрев соединяемых деталей методом сопротивления – при нагревании стык доводится до пластического состояния.
Основные способы сварки арматуры
Соединения сварные арматуры осуществляются несколькими способами:
- Стыковое сваривание контактное;
- Сварка продольными швами;
- Точечное контактное сваривание;
- Электродуговая сварка;
- Сварка ванным способом.
Какой из этих видов сварного соединения выбрать, зависит от каждого конкретного случая с учетом используемого материала и расчётной нагрузки на них. Нередко применяются одновременно несколько способов сразу. Очень часто доминантным при выборе является простота или надежность конкретного метода.
Нередко применяются одновременно несколько способов сразу. Очень часто доминантным при выборе является простота или надежность конкретного метода.
Сварку встык контактную применяют для соединения стальных прутьев, имеющих одинаковые или немного различные сечения.
Контактная сварка арматуры оплавлением
Контактная стыковая сварка арматуры осуществляется значительно быстрее, чем при плавлении. Это позволяет повысить производительность строительных работ. При этом свариваемый стык не подвергается значительному короблению.
Данные преимущества позволяют использовать контактную стыковую сварку в промышленных масштабах, поскольку этот метод можно легко автоматизировать и использовать в конвейерном производстве. Однако у него есть один существенный недостаток: происходит большой расход стальных прутов и электродов для сварки.
Рекомендуем! Как сварить нержавейку инвертором своими руками
Для того, чтоб соединить тяжелые элементы крупногабаритных железобетонных конструкций, предпочтительнее использовать сварочный метод продольными швами. Он наиболее надежен, однако из-за затратности применяется достаточно редко.
Он наиболее надежен, однако из-за затратности применяется достаточно редко.
Точечную сварку применяют для соединения стыков сечением до 50 мм. Чаще всего ею соединяют малогабаритные элементы, имеющие небольшой вес. Преимущества метода – более низкий расход материалов, чем при контактном способе, однако точечная сварка уступает контактной в надежности.
Точечная контактная сварка арматуры
Для надежного скрепления арматуры из стали разных марок используется электродуговая сварка. Однако ее можно применять лишь на отдельных участках, поскольку она стыки, полученные методом электродуговой сварки, не выдерживают повышенных нагрузок.
Ванный способ соединения стыков позволяет сваривать стержни с большим диаметром – от 20 до 100 мм. Этот метод широко используется в промышленном и гражданском строительстве, где требуется большое количество соединения стыков.
Он является самым надежным методом создания цельного жесткого силового каркаса будущего сооружения. Многих интересует вопрос – можно ли этим способом сваривать арматуру в разных плоскостях.
Многих интересует вопрос – можно ли этим способом сваривать арматуру в разных плоскостях.
Сваривание арматуры ванным методом возможно в любой плоскости – горизонтальной и вертикальной.
Особенности технологии ванного способа
Сваривание ванным способом обеспечивает возведение прочных армированных конструкций при значительной экономии металла и трудозатрат.
Наибольшее распространение в отечественной промышленности получили разновидности ванной сварки:
- Ручная сварка в стальной скобе методом с трехфазной и однофазной дугой;
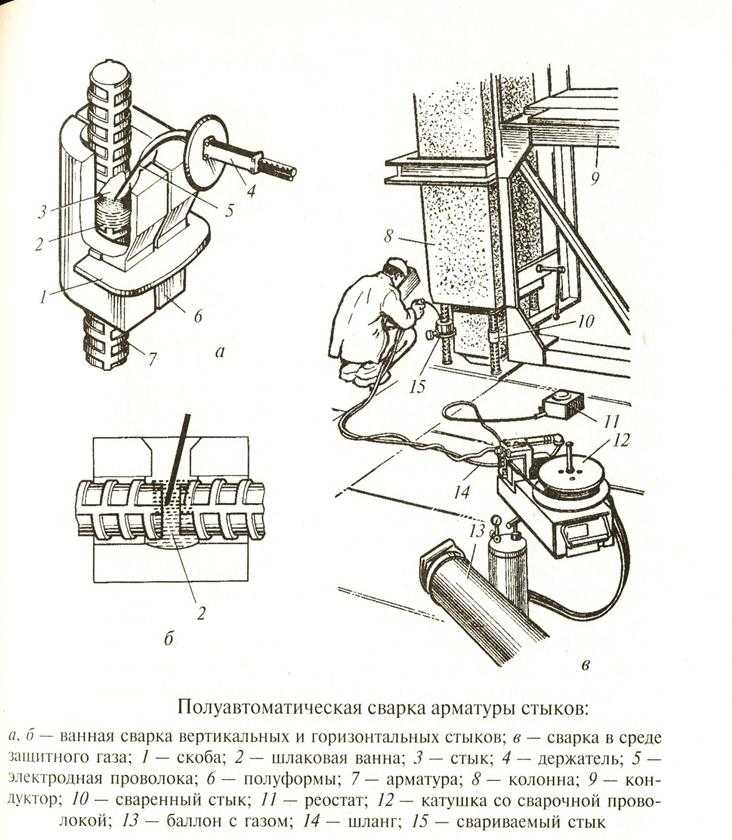
- Полуавтоматическое сваривание ванным способом в керамической форме;
- Автоматическая сварка стыков в медной форме с использованием шлака.
Ванная сварка горизонтальных и вертикальных стыков имеет свои особенности. Стоит отметить, что наибольшее распространение получил первый метод, как менее затратный.
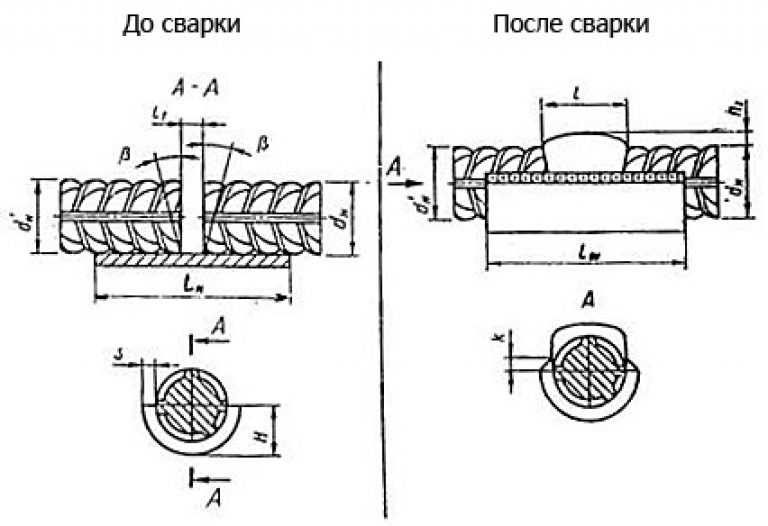
При сварке горизонтально расположенной арматуры применяются стальные формы – ванны, имеющие форму скобы. Для вертикальных — усеченный конус. Форма приваривается к концам арматуры в месте соединения, в ней посредством высокой температуры дуги создается ванна жидкого металла. От высокой температуры расплавленного металла начинают плавиться концы арматуры, образуя в месте шва после остывания единое сварное соединение.
Для вертикальных — усеченный конус. Форма приваривается к концам арматуры в месте соединения, в ней посредством высокой температуры дуги создается ванна жидкого металла. От высокой температуры расплавленного металла начинают плавиться концы арматуры, образуя в месте шва после остывания единое сварное соединение.
Качественная сварка этим способом может быть обеспечена лишь при правильной предварительной подготовке торцов металлических стержней:
- Зачищаются жесткой металлической щеткой концы прутков от окалины, грязи или коррозии;
- Торцы прутьев размещаются соосно, зазор между ними не должен превышать полтора диаметра сварочных стержней.
Главное требование при ванном способе – торцы металлических прутков должны быть четко совмещены друг с другом, их оси не должны быть смещены по отношению друг к другу больше чем на половину диаметра.
Такой точности можно добиться, если для стыковки концов применять специальные кондукторы, фиксирующие расположение арматуры в течение всей сварки.
Кондуктор для сварки арматуры
Ванное сваривание требует токов с большими величинами – до 450 А, при использовании электродов, имеющих диаметр 5-6 мм. Пониженная температура воздуха увеличивает эту норму еще на 10%.
Сварка горизонтальных стыков
При сварке швов вертикально расположенных прутков в качестве ванны используется штампованная металлическая форма. Ее приваривают к нижнему пруту арматуры и используют без присадок.
Затем верхний прут с помощью кондуктора стыкуется с нижним и фиксируется. После этого в форму направляется наплавленный горячий металл. Для выпуска шлака в форме с помощью электрода прожигается отверстие, которое затем снова заваривают.
Сварка вертикальных стыков
Преимущества и недостатки сваривания стыков ванным способом
К несомненным плюсам ванного сваривания относятся:
- Возможность использования обычного сварочного оборудования, как и для электродуговой сварки;
- Не требуется поворачивание конструкции для полноценного сваривания;
- Сваренный шов на качество можно проверить, используя гамма-лучи;
- Стыки, соединенные ванным способом без накладок, позволяют экономить электроды — на каждом от 0,5 до 2,5 кг, и по 10-60 кг металла;
- Значительная экономия трудозатрат по отношению к другим способам сваривания.
Недостатком ванного сваривания являются случаи зашлаковывания торцов стальных прутов из-за раннего отвода от места сварки тепла. Из-за этого соединение может быть лишено необходимой прочности и надежности. Чтобы уменьшить риск зашлаковки соединения, необходимо перед началом сваривания прогреть торцы прутьев, а также предпочтительно использовать формы из теплопроводных материалов.
svarkagid.ru
Особенности ванной сварки: процедура работы
Оглавление: [скрыть]
- Особенности сварки ванным способом
Ванная сварка используется с целью соединения арматурных стыков железобетонных конструкций. Особенно востребованы эти работы при строительстве гидростанций. Также сварку ванным способом считают наиболее оптимальным решением при необходимости в домашних условиях использовать с целью соединения арматуру.
Способы сварки ванным способом.
Поговорим сегодня о ванном способе соединения и непосредственно о технологии проведения процедуры.
Особенности сварки ванным способом
Ванный способ активно используется при работе со стержнями колонн диаметром до 10 см, стыками фланцев, полученных посредством сгибания полос немалого сечения, а также со стыками многорядной арматуры ЖБК и прочих деталей.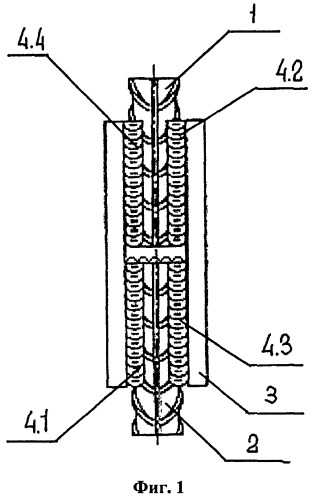
Еще нередко он применяется при строительстве домов, железобетонных объектов и арматурных каркасов. Ванная сварка позволяет по всему предмету получать цельный силовой каркас. Причем использование ванного способа сварки позволяет работать со стыковой арматурой в любом удобном положении.
Рисунок 1. Схема сварки ванным способом.
Для получения качественного результата необходимо четко соблюдать совмещение выпусков, где показатель смещения осей соединяемых стержней должен составлять не более 0,05 диаметра. Чтобы добиться этого, с совмещением выпускной арматуры в установочных соединениях части сборного предмета и его арматурным каркасом следует работать в специализированных кондукторах, где предусмотрена фиксация больших размеров и положения стержней арматуры. Как правило, при приеме подобных частей проверке подвергается размер и взаимное положение арматурных выпусков.
К основным преимуществам данного вида соединения относят:
- Возможность использования обычного сварочного оборудования, которое применяют для дугового соединения колонн.
- Нет необходимости постоянно поворачивать конструкцию в процессе сварки, поскольку не нужна кантовка.
- Возможность проверять качество шва.

В настоящее время технологически различают 2 разновидности ванной сварки:
- ручная в скобе с 3-фазной и 1-фазной дугой;
- полуавтоматическое соединение;
- автосварка ванно-шлаковая.
Более экономичным вариантом считаются соединения стержней железобетонных колонн без использования накладок. Так, поскольку не всегда удобно размещать в сечениях накладки, ванный способ позволяет затрачивать значительно меньше сил, исключая дополнительно и затраты материала на изготовления накладок.
Вернуться к оглавлению
Схема устройства сварочного полуавтомата.
Ванная сварка заключается в том, что стержни арматуры в точке стыка соединяются с формой из стали, где теплотой дуги создается ванна расплавленного металла, которая постоянно подогревается.
От температуры ванночки для сварки арматуры плавят торцы стержней, образуя таким образом единую форму, а после остывания — необходимое соединение. Именно ванночки для сварки арматуры в форме подковы, позволяют сохранять жесткость по всему периметру, создавая цельные силовые каркасы. Различают ванночки для сварки вертикального и горизонтального сечения.
Именно ванночки для сварки арматуры в форме подковы, позволяют сохранять жесткость по всему периметру, создавая цельные силовые каркасы. Различают ванночки для сварки вертикального и горизонтального сечения.
Вертикальные швы должны соединяться только с помощью использования штампованной детали из листовой формы, которая представлена на рисунке 1 б, где также имеется общая схема ванного способа сварки стыков арматуры. Штампованная форма присоединяется к нижнему стержню, после чего к нему прихватывается верхний. Дальше осуществляется заполнение ванночки для сварки арматуры наплавляемым металлом.
Обеспечить шлаку путь выхода можно, прожигая для этого в стенке формы отверстия, но после их снова нужно будет заварить. Для этого используют электрод. Соединение осуществляется при больших токах, например, используя электроды диаметром 0,5 см, ток может составлять примерно 430 А. При невысоких температурах процедуру можно выполнять только при токе, который будет превышать в среднем на 12% установленный показатель.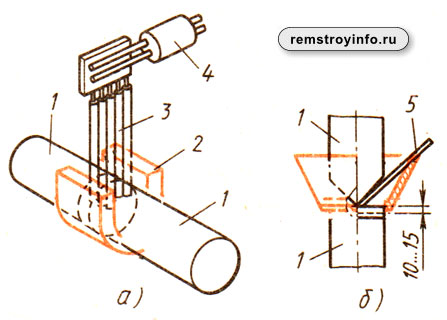 В процессе необходимо оставлять зазор между торцами стержней в 2 раза больше, чем диаметр электрода. К тому же выполнять процедуру можно как одним, так и несколькими электродами. Специалисты рекомендуют использовать электроды марки УОНИ-13/55.
В процессе необходимо оставлять зазор между торцами стержней в 2 раза больше, чем диаметр электрода. К тому же выполнять процедуру можно как одним, так и несколькими электродами. Специалисты рекомендуют использовать электроды марки УОНИ-13/55.
Применение ванного способа сварки позволить не только уменьшить расход электроэнергии и электродов, но и сократить стоимость работы.
expertsvarki.ru
Сварка арматуры колон А500С ванным способом:технология,правила
Арматура относится к сложно свариваемым изделиям, так как у нее достаточно низкая контактная поверхность и делается она из упрочненных материалов. На итоговый результат влияет большое количество факторов. Одним из них является точность построения стыка. Нередко бывает так, что при выставлении правильного пространственного положения оно смещается во время сваривания. Чтобы этого не случилось, следует использовать специальные технологии. Сварка ванным способом является одним из них, так как стала самым распространенным методом в строительстве.
На итоговый результат влияет большое количество факторов. Одним из них является точность построения стыка. Нередко бывает так, что при выставлении правильного пространственного положения оно смещается во время сваривания. Чтобы этого не случилось, следует использовать специальные технологии. Сварка ванным способом является одним из них, так как стала самым распространенным методом в строительстве.
Сварка арматуры ванным способом
Арматура находит широкое применение при изготовлении металлоконструкций, где она выступает в качестве каркаса или основы для производства железомедных изделий. Она относительно недорогая и обладает высокой прочностью, благодаря чему удовлетворяет всем основным требованиям. Изделия соединяются продольно, когда один конец сваривается с другим, а также перпендикулярно. В любом случае, площадь шва получается небольшой, а нагрузки на нее воздействуют существенные. Благодаря использованию специальных ванночек, сварка арматуры А500С и других марок становится значительно проще. Эти изделия не позволяют растекаться расплавленному металлу и все остается в области шва, образуя полезное усиление.
Эти изделия не позволяют растекаться расплавленному металлу и все остается в области шва, образуя полезное усиление.
Арматура А500С
Преимущества
- Ванный способ сварки арматуры обеспечивает рациональный расход наплавочных материалов с минимальными лишними растратами;
- Здесь получается высокий уровень качества, чего трудно достичь другими методами в таких условиях;
- Устоявшийся метод, технология которого проверена множеством мастеров, обладающий отточенной технологией;
- Широкое разнообразие самих ванночек, которые можно без труда подобрать для каждого диаметра арматуры.
Недостатки
- Стальные ванночки, как правило, используются всего один раз, так как они привариваются к конструкции;
- Медные ванночки обладают достаточно высокой стоимостью;
- Процесс сварки требует более тщательного подхода и занимает больше времени на подготовку.
Принцип ванной сварки
Сварка арматуры ванным способом подходит лучше всего для стержней с большим диаметром. В большинстве случаев это арматура диаметром от 20 до 100 мм. Ванная помогает охватить весь стык арматуры с небольшим зазором для заполнения расплавленным металлом. Данный способ обеспечивает сохранение жесткости и прочности на всей длине конструкции. Сварка выполняется как в горизонтальном, так и в вертикальном положении. Смещение стержней здесь практически отсутствует, так как перед свариванием все надежно закрепляется.
В большинстве случаев это арматура диаметром от 20 до 100 мм. Ванная помогает охватить весь стык арматуры с небольшим зазором для заполнения расплавленным металлом. Данный способ обеспечивает сохранение жесткости и прочности на всей длине конструкции. Сварка выполняется как в горизонтальном, так и в вертикальном положении. Смещение стержней здесь практически отсутствует, так как перед свариванием все надежно закрепляется.
Арматура диаметром 20
Концы стержней ставятся в непосредственной близости один к другому, чтобы они находились по одной оси. Под ними находится ванночка для сварки арматуры. Между прутьями должен находиться небольшой зазор, между которым и заливается расплавленный металл наплавочного материала. За счет бортов ванны он не растекается вниз, а обволакивает концы изделия, создавая надежное крепление. По такому же принципу производится ванная сварка арматуры колонн и прочих изделий.
Технология ванной сварки арматуры
Ванная сварка арматуры обладает относительно простой технологией, которая требует тщательной подготовки. Для этого не нужны сложные материалы и нестандартные инструменты, так как все основная сложность заключается в том, чтобы выставить правильную соосность деталей. Затем происходит предварительное закрепление и можно приступать к самому процессу.
Для этого не нужны сложные материалы и нестандартные инструменты, так как все основная сложность заключается в том, чтобы выставить правильную соосность деталей. Затем происходит предварительное закрепление и можно приступать к самому процессу.
Материалы и инструмент
Основным расходным материалом здесь выступают электроды. Для данного дела подходят стандартные модели, такие как УОНИ 13/55, которые предназначены для создания крепких соединений. Они могут работать с упрочненным металлом, так как стержни арматуры нередко упрочняются механическим путем.
Электроды УОНИ 13/55
Также необходимо использовать сами ванночки, которые представляют собой относительно небольшое изделие с профилем в виде подковы. Закрытая ее часть ставится снизу, чтобы наполняться расплавленным металлом и не давать ему стекать вниз.
Ванночки для сварки арматуры
В качестве источника энергии подойдет обыкновенный сварочный трансформатор. Но он должен быть достаточно мощный, так как данный процесс проводится при повышенных токах.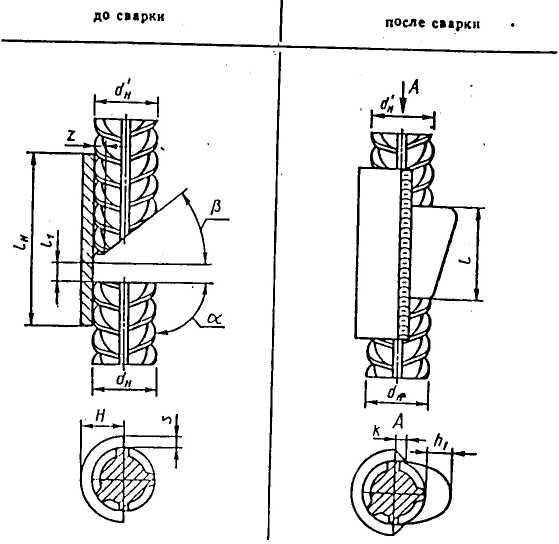 Помимо этого необходимо использовать измерительные инструменту для контроля размеров и их расположения. При подготовке металла понадобится щетка по металлу и возможно резак.
Помимо этого необходимо использовать измерительные инструменту для контроля размеров и их расположения. При подготовке металла понадобится щетка по металлу и возможно резак.
Этапы
На первом этапе подготавливается поверхность изделий. Концы арматуры зачищают от ржавчины. Для этого потребуется щетка по металлу. Их обрабатывают до появления блестящей металлической поверхности. Стоит отметить, что концы должны быть ровными. Если они имеют какие-либо скосы и прочие дефекты, то следует обрезать дефектную часть при помощи резака. Уже после этого поверхность обрабатывается до нужного вида перед использованием.
Далее следует этап размещения. Здесь изделия выставляются соосно друг другу. Минимальное отклонение допускается. Но оно не должно превышать 0,05 части диаметра. Между концами стержня должен находиться небольшой зазор, около полутора сантиметров. Это необходимо для того, чтобы образовался достаточно большой слой связывающего материала, который сможет выдержать предстоящие нагрузки. Формирующей шов деталью выступает ванночка, располагаемая снизу арматуры. Она представляет собой штампованную форму заданного диаметра. Ванночку прихватывают к одному из стержней.
Формирующей шов деталью выступает ванночка, располагаемая снизу арматуры. Она представляет собой штампованную форму заданного диаметра. Ванночку прихватывают к одному из стержней.
Ванная сварка арматуры
Далее идет непосредственное сваривание. Для этого берется электрод, присоединенный к сварочному аппарату. После зажигания дуги совершаются колебательные движения перпендикулярно осям стержня. Наплавочный материал должен покрыть все сечение стыка. Если произошло прерывание наплавки, то прежде чем продолжить, необходимо удалить образовавшийся сверху шлак. Это же требуется сделать и после окончания операции. Вся штампованная форма должна заполниться расплавленным металлом. Для выпуска шлака иногда приходится прожигать отверстие в форме, но после выхода его необходимо заварить.
Режимы
Величина диаметра арматуры, мм | Величина диаметра электрода, мм | Сварочный ток, А | Катет накладки фланговых швов, мм |
20 | 5 | 230 | |
25 | 243 | ||
22 | 260 | ||
36 | 6 | 300 | 14 |
45 | 330 | 18, | |
60 | 7 | 420 | 24 |
70 | 8 | 500 | 26 |
Формы для сварки
Длина формочек, как правило, больше длины стыка арматуры. Их выпускают стальными и медными. Стальные носят одноразовый характер, а медные могут применяться более сотни раз. Производятся ванны при помощи штамповки или литья. При необходимости сузить диаметр, используются разнообразные подкладки
Техника безопасности
Основные правила при сварке арматуры касаются электробезопасности. С учетом того, что здесь ведется работа с повышенными токами, то всегда требуется точная проверка оборудования, его заземления, расходных материалов и других компонентов. Работники должны быть снабжены индивидуальными средствами защиты, такими как одежда из огнеупорных материалов, защитный щиток, маска или очки, диэлектрические рукавицы. На территории проведения работ должны быть соблюдены все правила пожарной безопасности.
Ремонт повреждений с открытой стальной арматурой
Дом
Ремонт бетона, анкеровка и затирка
Перед выполнением любого ремонта бетона следует позаботиться о том, чтобы закрепить подпорки и опоры вокруг ремонтируемого места, особенно вокруг поврежденных колонн и балок.
Рекомендуется следующая подготовка поверхности:
Технический паспорт раствора
Добавить закладку
Распространенные проблемы и запросы, с которыми вы можете столкнуться
Шаг 1
• Маркером обозначьте область повреждения.
• Прорвитесь за пределы ограниченной области, пока не достигнете прочного бетона и стали.
• С помощью отбойного молотка сделайте надрез глубиной 2 см под углом 90 ° по периметру разрыва, чтобы избежать заусенцев.
• Весь слабый, поврежденный и легко удаляемый бетон должен быть отколот. Если арматурные стержни обнажаются только частично после удаления всего непрочного бетона, может не потребоваться удаление дополнительного бетона, чтобы обнажить арматуру по всей окружности. Когда открытая стальная арматура имеет рыхлую обмотку, коррозию или плохо связана с окружающим бетоном, удаление бетона следует продолжать до тех пор, пока позади арматурной стали не будет создано свободное пространство от 15 до 25 мм.
Шаг 2
• Очистите стальную арматуру с помощью механической проволочной щетки или пескоструйной обработки.
• Если арматурные стержни подверглись коррозии и потеряли более 25% своего диаметра, их необходимо обрезать и удалить.
Шаг 3
• В таком случае снятые стальные стержни следует заменить новыми стальными стержнями того же диаметра, соблюдая длину нахлеста, или приварив 100 мм длины к существующей стали.
Шаг 4
• Удалите пыль с помощью продувки воздухом и промойте чистой водой, чтобы получить основу с насыщением поверхности сухим (SSD).
Защита стальной арматуры от коррозии:
После всей необходимой подготовки стальную арматуру следует защитить от коррозии сильнощелочным продуктом weberep 370 PF или продуктом с высоким содержанием цинка, который замедляет воздействие агрессивных элементов на сталь, например вебереп 501 ZRP
Пошаговое решение
вебер решение
Поврежденная поверхность с ремонтной толщиной до 10 см
weberep 331 TX — это тиксотропный безусадочный ремонтный раствор, армированный волокнами и модифицированный полимером.
Порошок смешивают с надлежащим количеством чистой воды с помощью соответствующей электрической мешалки до получения однородной пасты.
вебереп 331 TX и weberep ST можно наносить толщиной до 5 см в один слой.
Толщина до 10 см может быть достигнута в два слоя.Для труднодоступных мест или если требуется текучий ремонтный раствор, используйте weberep 301 , высокотекучий безусадочный раствор.
При смешивании с надлежащим количеством чистой воды с помощью подходящей электрической мешалки получается однородная и текучая смесь без комков. Этот продукт наносится слоем 5 см. Для более высокой прочности на сжатие рекомендуется использовать weberep 301 HCS для замены weberep 301 .
Для более высокой прочности на сжатие рекомендуется использовать Conrep.331 HCS вместо weberep 331 TX .
Необходимо выполнить надлежащее отверждение.
Поврежденная поверхность с толщиной ремонта более 10 см
weberep 311 MC — безусадочный микробетон для структурного ремонта и заполнения пустот.
Для более высокой прочности на сжатие рекомендуется использовать weberep 311 MC-HCS.
weberep 311 MC и weberep 311 MC-HCS может наноситься толщиной от 50 мм до 300 мм на слой, хотя в зависимости от конструкции может применяться и большая толщина до 500 мм ремонтные работы и уровень стальной арматуры.
Отверждение и защита
После завершения ремонта или между двумя слоями, и когда ремонтный раствор достиг окончательного схватывания (что зависит от температуры окружающей среды), отремонтированный участок должен быть обработан либо традиционным методом, либо нанесением отвердителя weberad вылечить WT
или weberad вылечить Y40 . Отремонтированный участок должен быть защищен полиэтиленовой пленкой от высыхания под действием ветра или быстрого испарения.
Необходимые продукты для этого решения
Защитная арматура для колонн и валов
ТЕМА: Ограничивающая арматура для колонн и валов
Этот меморандум предназначен для разъяснения политики офиса в отношении армирования ограждающих конструкций для колонн и шахт:
- Спирали являются предпочтительным ограничивающим армированием для колонн. Детали должны быть такими, как показано в BDM. Сварные накладки используются для сращивания и заделки спиралей, рис. 7.4.5-3 . Односторонний шов используется исключительно в строительстве и является предпочтительным. Детали двустороннего сварного шва должны быть удалены в будущих планах. Избегайте связанных спиралей, когда оба стержня должны заканчиваться в одном и том же месте (четыре стержня укладываются друг на друга в месте сварки внахлестку).
- Если для колонн требуются обручи, они должны быть изготовлены в заводских условиях с использованием либо ручного прямого стыкового сварного шва в соответствии с AWS D1.4 рис. 3.2 (А) или (В), или контактная стыковая сварка. Конечные муфты, как определено спецификациями Caltrans, могут рассматриваться при условии соблюдения требований по покрытию и зазорам. Список потенциальных ответвителей показан ниже. Некоторые предельные ответвители в настоящее время перечислены в QPL.
- Размер боковой арматуры вала должен соответствовать минимальному расстоянию 6 или как указано в BDM 7.8.2 . Спирали предпочтительнее, если интервал 6 достижим со спиралью #6 или меньше. В противном случае можно использовать пяльцы размеров от #7 до #9 . Сварные соединения внахлест для обручей вала, показанные в BDM, рис. 7.8.2-1 , допускаются, если вал надежно защищен от образования пластикового шарнира. Предпочтительнее односторонний шов. По желанию подрядчика могут быть использованы дуги, сваренные сопротивлением. Обручи для валов должны быть изготовлены в заводских условиях или сварены на месте перед установкой в клетку вала. Некоторые конечные муфты подходят для установки в полевых условиях с клеткой вала.
- Стандартные технические условия охватывают только соединения, сваренные вручную, и механические соединители. Сварные прямые стыковые соединения должны контролироваться радиографическим контролем (РТ) с частотой контроля 25 %. Это требование в настоящее время не распространяется на Стандартную спецификацию.
- Там, где используются обручи или конечные соединители, на планах должна быть показана схема расположения соединений в шахматном порядке. При использовании блокирующих обручей стыки должны располагаться внутри колонны.
Возможный список Окончательные муфты для обручей:
Headed Reinforcement Corp. (HRC) Муфта Xtender Series 500 1
BarSplice BPI-GRIP XL 2
Декстра Бартек Место соединения 3
Дейтон Супериор Д-107 Позиционный соединитель US/MC-SAE 3
Позиционная муфта Erico Lenton Plus 3
твердость по Роквеллу 490 Позиционная муфта 3
Дейтон Супериор Бар-замок Л 3
1 Этот соединитель работает без резьбы на арматуре. Он относительно короткий по сравнению с другими
муфты. И магазин, и поле
возможна установка. В настоящее время этого нет в QPL.
2 Переносные прессы доступны для обжимки в полевых условиях.
3 Некоторые резьбовые или длинные муфты могут оказаться непрактичными за исключением обручей очень большого диаметра. Резьбовые концы сформированных обручей могут быть трудны или не подходят для проприетарных резьбонарезных станков. Заправка стержней перед формированием пялец приемлемо, если резьба впоследствии не повреждается. Для всех резьбовых соединений требуется положение тип для обручей.
Фон:
Ссылку на предпочтительный метод удержания (спирали) можно найти в последнем издании 9.0228 Спецификации руководства AASHTO для проектирования сейсмических мостов LRFD C8.6.3 . Существует значительная история строительства с использованием спиралей.
Кроме того, в разделе 8.8.7 можно найти требования к спиральным или сварным встык обручам для пластиковых шарнирных зон, где пластичность смещения больше 4.
Давняя практика использования сварных соединений внахлестку для спиралей в настоящее время приемлема в соответствии с Правилами конструкционной сварки для арматурной стали AWS D1.4 до размера стержня № 6. Недавно в лаборатории материалов в Тамуотере были проведены испытания стержней размером до №9.. Во всех испытаниях была достигнута полная предельная прочность на растяжение (включая 125% предела текучести). Эти результаты обосновывают использование сварных соединений внахлестку для обручей до размера стержня № 9, при условии, что они не расположены в зонах пластиковых шарниров. Пока сварные соединения внахлестку для обручей не разрешены нормами сейсмостойкости в областях пластиковых шарниров, их нельзя использовать таким образом. Не используйте приваренные внахлестку пяльцы #10 или больше без дальнейшего тестирования.
Обручи, сваренные встык, в настоящее время доступны у одобренных Caltrans производителей в Калифорнии. Стоимость должна быть сравнима со сварным соединением внахлестку, поэтому оно может оказаться экономичной заменой сварному соединению внахлестку.