Винтовой механический пресс – Пресс винтовой ручной механический АР-3
alexxlab | 25.02.2020 | 0 | Разное
Пресс винтовой ручной механический АР-3
Каталог товаров
Сделайте магазин лучше!Ответьте на несколько вопросов, ваше мнение важно для нас
{“c”:”bitrix:news.list”,”t”:”banner_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”11″,”NEWS_COUNT”:”5″,”SORT_BY1″:”RAND”,”SORT_ORDER1″:”ASC”,”SORT_BY2″:”ACTIVE_FROM”,”SORT_ORDER2″:”DESC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“URL”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:””,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”N”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”N”,”DISPLAY_DATE”:”N”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”banner_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
{“c”:”altop:catalog.top”,”t”:”discount_left”,”p”:{“DISPLAY_IMG_WIDTH”:”178″,”DISPLAY_IMG_HEIGHT”:”178″,”SHARPEN”:”30″,”IBLOCK_TYPE”:”catalog”,”IBLOCK_ID”:”6″,”ELEMENT_SORT_FIELD”:”rand”,”ELEMENT_SORT_ORDER”:”asc”,”ELEMENT_SORT_FIELD2″:””,”ELEMENT_SORT_ORDER2″:””,”SECTION_URL”:””,”DETAIL_URL”:””,”BASKET_URL”:”\/personal\/cart\/”,”ACTION_VARIABLE”:”action”,”PRODUCT_ID_VARIABLE”:”id”,”PRODUCT_QUANTITY_VARIABLE”:”quantity”,”PRODUCT_PROPS_VARIABLE”:”prop”,”SECTION_ID_VARIABLE”:”SECTION_ID”,”DISPLAY_COMPARE”:”Y”,”ELEMENT_COUNT”:”3″,”LINE_ELEMENT_COUNT”:””,”PROPERTY_CODE”:[“NEWPRODUCT”,”SALELEADER”,”DISCOUNT”,”MANUFACTURER”,””],”PROPERTY_CODE_MOD”:[“”,””],”FLAG_PROPERTY_CODE”:”DISCOUNT”,”OFFERS_LIMIT”:””,”PRICE_CODE”:[“BASE”],”USE_PRICE_COUNT”:”N”,”SHOW_PRICE_COUNT”:”1″,”PRICE_VAT_INCLUDE”:”Y”,”PRODUCT_PROPERTIES”:[],”USE_PRODUCT_QUANTITY”:”Y”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_NOTES”:””,”CACHE_GROUPS”:”Y”,”HIDE_NOT_AVAILABLE”:”N”,”CONVERT_CURRENCY”:”Y”,”CURRENCY_ID”:”RUB”,”COMPONENT_TEMPLATE”:”discount_left”,”OFFERS_FIELD_CODE”:[“”,””],”OFFERS_PROPERTY_CODE”:[“”,””],”OFFERS_SORT_FIELD”:”sort”,”OFFERS_SORT_ORDER”:”asc”,”OFFERS_SORT_FIELD2″:”id”,”OFFERS_SORT_ORDER2″:”desc”,”OFFERS_CART_PROPERTIES”:[]}}
Производители
{“c”:”bitrix:news.list”,”t”:”vendors_left”,”p”:{“IBLOCK_TYPE”:”catalog”,”IBLOCK_ID”:”4″,”NEWS_COUNT”:”10″,”SORT_BY1″:”NAME”,”SORT_ORDER1″:”ASC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[],”PROPERTY_CODE”:[],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/vendors\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”N”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””}}
Будьте в курсе!
Новости, обзоры и акции
{“c”:”bitrix:news.list”,”t”:”stati_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”10″,”NEWS_COUNT”:”3″,”SORT_BY1″:”ACTIVE_FROM”,”SORT_ORDER1″:”DESC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”Y”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”stati_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
{“c”:”bitrix:news.list”,”t”:”stati_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”19″,”NEWS_COUNT”:”3″,”SORT_BY1″:”ACTIVE_FROM”,”SORT_ORDER1″:”DESC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”Y”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”stati_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
youmet.ru
Винтовые прессы механические ручные – оборудование в наличии.
Каталог товаров
Сделайте магазин лучше!Ответьте на несколько вопросов, ваше мнение важно для нас
{“c”:”bitrix:news.list”,”t”:”banner_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”11″,”NEWS_COUNT”:”5″,”SORT_BY1″:”RAND”,”SORT_ORDER1″:”ASC”,”SORT_BY2″:”ACTIVE_FROM”,”SORT_ORDER2″:”DESC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“URL”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:””,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”N”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”N”,”DISPLAY_DATE”:”N”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”banner_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
{“c”:”altop:catalog.top”,”t”:”discount_left”,”p”:{“DISPLAY_IMG_WIDTH”:”178″,”DISPLAY_IMG_HEIGHT”:”178″,”SHARPEN”:”30″,”IBLOCK_TYPE”:”catalog”,”IBLOCK_ID”:”6″,”ELEMENT_SORT_FIELD”:”rand”,”ELEMENT_SORT_ORDER”:”asc”,”ELEMENT_SORT_FIELD2″:””,”ELEMENT_SORT_ORDER2″:””,”SECTION_URL”:””,”DETAIL_URL”:””,”BASKET_URL”:”\/personal\/cart\/”,”ACTION_VARIABLE”:”action”,”PRODUCT_ID_VARIABLE”:”id”,”PRODUCT_QUANTITY_VARIABLE”:”quantity”,”PRODUCT_PROPS_VARIABLE”:”prop”,”SECTION_ID_VARIABLE”:”SECTION_ID”,”DISPLAY_COMPARE”:”Y”,”ELEMENT_COUNT”:”3″,”LINE_ELEMENT_COUNT”:””,”PROPERTY_CODE”:[“NEWPRODUCT”,”SALELEADER”,”DISCOUNT”,”MANUFACTURER”,””],”PROPERTY_CODE_MOD”:[“”,””],”FLAG_PROPERTY_CODE”:”DISCOUNT”,”OFFERS_LIMIT”:””,”PRICE_CODE”:[“BASE”],”USE_PRICE_COUNT”:”N”,”SHOW_PRICE_COUNT”:”1″,”PRICE_VAT_INCLUDE”:”Y”,”PRODUCT_PROPERTIES”:[],”USE_PRODUCT_QUANTITY”:”Y”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_NOTES”:””,”CACHE_GROUPS”:”Y”,”HIDE_NOT_AVAILABLE”:”N”,”CONVERT_CURRENCY”:”Y”,”CURRENCY_ID”:”RUB”,”COMPONENT_TEMPLATE”:”discount_left”,”OFFERS_FIELD_CODE”:[“”,””],”OFFERS_PROPERTY_CODE”:[“”,””],”OFFERS_SORT_FIELD”:”sort”,”OFFERS_SORT_ORDER”:”asc”,”OFFERS_SORT_FIELD2″:”id”,”OFFERS_SORT_ORDER2″:”desc”,”OFFERS_CART_PROPERTIES”:[]}}
Производители
{“c”:”bitrix:news.list”,”t”:”vendors_left”,”p”:{“IBLOCK_TYPE”:”catalog”,”IBLOCK_ID”:”4″,”NEWS_COUNT”:”10″,”SORT_BY1″:”NAME”,”SORT_ORDER1″:”ASC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[],”PROPERTY_CODE”:[],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/vendors\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”N”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””}}
Будьте в курсе!
Новости, обзоры и акции
{“c”:”bitrix:news.list”,”t”:”stati_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”10″,”NEWS_COUNT”:”3″,”SORT_BY1″:”ACTIVE_FROM”,”SORT_ORDER1″:”DESC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”Y”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”stati_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
{“c”:”bitrix:news.list”,”t”:”stati_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”19″,”NEWS_COUNT”:”3″,”SORT_BY1″:”ACTIVE_FROM”,”SORT_ORDER1″:”DESC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”Y”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”stati_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
youmet.ru
Ручной винтовой пресс, доводка. – Законченные проекты
Если и рассматривать, как проект, то только проект восстановления, приведения в порядок и адаптации под более комфортное использование.
Давно хотел пресс. Ручной. Гидравлика казалось дорогой и малопонятной, а стучать молотком почти в квартире порядком надоело как мне, так и моим соседям. Вспомнил, что где-то с год назад наш форумчанин, мой земляк продавал ручной винтовой пресс. Позвонил ему и узнал, что пресс так ещё и не продан и он готов с ним расстаться.
Пресс оказался гораздо больше, чем я думал, на монументальном столе. Разделили на две части, засунули в мой универсал и притащили в мастерскую. Занос на 6-й этаж прессика весом в честных 200кг ещё то удовольствие, но был уверен, что оно того стоит.
Сам пресс по-видимому внутризаводского изготовления. Стойки диаметром 40мм, ползун и верхняя перемычка 60мм, нижняя плита 35мм., гайки на стойках с резьбой М30. Винт дузаходный, трапеция 4х4мм, т.е. шаг 8мм. Рабочий проем 340х500мм.
Разобрал, отчистил, понял, что места с таким монстром точно не хватит и начал придумывать, как его вместить в существующее пространство. Решил обрезать стол и сместить пресс к краю, что бы и работать удобнее и место для штурвала осталось.
Плита на столе оказалась 14мм, пока просверлил отверстия под стойки, пока вырезал отверстие в центре сломал не одно сверло. Все делать пришлось ручной дрелью, потом шарошкой выравнивать края и подгонять под отверстия в нижней плите пресса. Попутно отнес фрезеровщику нижнюю плиту расточить отверстие с 50 до 100мм по центру. От стола отрезал кусок столешницы, ногу, вырезал все как варили на завода. Потом те же швы просто повторили уже на уменьшенном варианте. С отверстием по центру тоже получалось не все гладко. Изначально снизу была перемычка сечением 35х80мм, которая держала нагрузку при работе пресса. (И это при плите стола в 14мм!) Что бы получилось отверстие, пришлось вырезать кусок перемычки и приварить половинки к столу. И нагрузка распределится и высоту стоек сохраню без перерезания резьбы на них.
Решил переделать штурвал. Родной был как по мне маленький (650мм в диаметре) и не совсем удобный. Вымерил, что больше 800мм я не сделаю, т.к. не помещу в мастерской. Попутно считал усилие, которое смогу развить с таким рычагом. Наружный диаметр в итоге получился 770мм.
Нашел вальцы, согнул “бублик”, нарезал трубы и газорезкой выпилил из старого штурвала ступицу, спицы в которой оказались из кругляка в 30мм. Вот так раньше делали, металла не жалели вообще. )) Сварщик неделю откладывал в сторону мой штурвал, а я все думал, как сделать его лучше. Сначала хотел добавить балансиры, для улучшения момента, потом думал добавить ручки вертикально, что бы легче крутить, потом придумал второе кольцо, что бы эти ручки связать. Слава богу сварили штурвал, иначе было бы что-то ещё. )) Спицы сделал три прямыми, а три изогнул, что бы связать нижнее кольцо и не цеплять за стойки пресса. Высоту барабана считал такой, что бы и рукой схватиться вышло и барабан не перекрывал рабочий проем пресса на максимальной высоте. Все согнули из водопроводной трубы на 3/4. Вообще штурвал получился отличным. За вертикальные перемычки можно тянуть как угодно, двумя руками и ничего не мешает
Все покрасил, собрал и понял, что места все равно не хватает. Разобрал старые стеллажи, собранные со всяких обрезков и сделал нормальные с местом под пресс + зазор под ещё один, реечный, который приблудился попутно.
Примерил в освободившемся пространстве тумбу. Все хорошо, но при полном подъеме винт упирается в потолок ((, который всего 1,98м. Заглубил ножки в стяжку по подсыпке, сделал подкладки на плиту перекрытия из транспортерной лены и металла 3мм. Выставил тумбу, нагрузил её полным весом пресса и прикрутил намертво к стене анкерами тоже через транспортерную ленту. Заодно замуровал ножки в стяжку. Первая проблема винтового пресса то, что он пытается вращаться по мере вращения штурвала. Вторая – стуки об стену краями стола, если он не закреплен. Обе проблемы считаю что решил. Резина должна быть неким демпфером при ударной нагрузке пресса при вырубке, например.
Винт обрезал на 80мм, хода хватает и ещё остается около 100мм неиспользуемого винта в нижнем положении.
Отдельная песня крепеж, с которым достался пресс. Зачем использовали такие болты для меня загадка, но все резьбы перерезал на крупнее и заменил болты на те, что длиннее, как на креплении штурвала с гайкой, так и фиксаторе винта. Для сравнения размеры старых и новых болтиков. Кстати с фиксатором вышла тоже засада. сразу ещё обратил внимание, что винт очень туго идет в верхнем положении. Перекошен. Оказалось, что в фиксаторе не дорезали посадочное и винт был не симметричен. Чем выше я его поднимал, тем сильнее его перекашивало. Подточил, все стало просто отлично.
Вот такой получился прессик. Осталось вырезать вниз полку.
Изменено пользователем AduiDaswww.chipmaker.ru
Винтовые прессы: общие сведения
 В винтовом прессе используется кинетическая энергия, которая появляется от движения рабочих масс, что передается в результате работы винтового механизма. В основе этот пресс представляет собой штамповочно-кузнечную машину, которая обладает квазиударным действием.
В винтовом прессе используется кинетическая энергия, которая появляется от движения рабочих масс, что передается в результате работы винтового механизма. В основе этот пресс представляет собой штамповочно-кузнечную машину, которая обладает квазиударным действием.
Для того чтобы задействовать винтовые прессы, применяются передаточные механизмы и двигателя, которые используют электрическую энергию.
Передаточные механизмы в этом прессе используются следующих типов:
- механический;
- электрический;
- гидравлический;
- пневматический.
Основным преимуществом этого пресса является то, что привод во время рабочего хода не воздействует на рабочие массы. В этом случае гарантируется кинетическое произвольное движение рабочих масс.
Винтовые прессы, которые выпускаются в последние годы, даже не учитывая более старших моделей, имеют довольно низкую винтовую скорость ползуна при старте рабочего хода. Этот фактор говорит о том, что представленные машины следует относить к станкам с квазистатическим двигателем или, другими словами, к прессу.
Пресс, который имеет винтовой тип, очень долгое время считается одним из самых простых и полезных приспособлений в истории человечества. Конструкция этого пресса была разработана в далеком XVI веке, но до сегодняшнего дня остается полезной и помогает современному человеку в деятельности самого разного рода. Применять этот станок для обработки металлических изделий под давлением начали в конце XVII – начале XVIII веков. То поколение людей использовало винтовой пресс для чеканки монет.
Пресс имеет различные типы привода: механический, гидравлический или гидромеханический. Винтовой пресс является однозначно механическим. Сообщение движения винтовочного шпинделя ползуну и есть принципом работы пресса. Для работы разного рода используют специальные виды прессов. Например, для штамповки следует пользоваться вертикальным типом, а для прессования — горизонтальным. Сам тип пресса определяется банально направлением движения ползуна.
Винтовой пресс сегодня можно применить для обработки большого количества материалов:
- металл;
- пластмасса;
- резина;
- пищевые продукты.
Винтовой пресс используется широк
machine-tools-repair.com
Как сделать винтовой пресс своими руками
В представленном видео уроке канала All-by-myself в двух частях показана технология изготовления универсального винтового пресса, который создан мастером для своих нужд собственными руками. Благодаря этому он получился универсальным. На нем можно производить склейку материалов, прессовку оттисков, выпрессовку и подшипников и втулок, некоторые виды сгибания заготовок, прессовку топливных брикетов и даже отжим фруктового сока под вино.
Пресс сделан из простых материалов. Их можно приобрести на любом рынке. Основа – профильная труба 50х20 мм. Для начала собирается установочная рама. Для выравнивания и крепления на сварочном столе использованы магнитные уголки. В качестве сварочного стола – обычный лист металла.
После выравнивания заготовок мастер проверил совпадение диагоналей и равномерность сторон основания, а также точность прямых углов. Сварка полуавтоматом. Сварочная смесь – углекислота+аргон. Металл – обычный, так что можно варить и электродами. Уйдет чуть больше времени на зачистку и выравнивание.
Сначала прихватил сваркой заготовки по углам. Еще раз проверил диагонали и углы после прихватки. Чтобы рама не изогнулась в процессе, проваривал равномерно со всех сторон. Сначала внутренние и наружные углы. Два внутренних элемента основания, в которые упирается поршень пресса. На них при работе пресса кладется опорная пластина или бруски под различные нужды.
Сначала прихватил в нескольких местах, потом проварил. Важно, чтобы элементы были в одной плоскости с рамой, поэтому собирать основание лучше на ровной поверхности. Рама основания готова. Осталось зачистить швы до плоской поверхности.
Для сварки верхней крестовины и выравнивания штока понадобится центр внизу. Поэтому временно нужно вставить еще один элемент. Поскольку он съемный, заметил его позицию относительно сторон и поставил метки. После этого отметил центр перекрестием диагоналей.
За направляющие штока взял две соединительные гайки (или удлиненные). Шток и гайки с резьбой М20. Приготовил четрые одинаковых заготовки под плечи крестовины. Разметил непосредственно по месту. Теперь сделал их одинаковыми и обрезал. Для удобства дальнейшей покраски, зачистил все детали до сварки. Использовал обычную ленточную шлифмашину.
Теперь прихватил плечи крестовины к центральной гайке. Если все ровно, нужно сделать так же с обратной стороны. Проверил, что крестовина ровная. И проварил полностью контур соприкосновения плечей и гайки.
Зафиксировал готовую крестовину по месту. Приготовил 4 стойки из той же профильной трубы. Для удобства работы, зафиксировал угольник струбциной, чтобы было, на что опереть стойку. Оперев стойку на угольник, слегка прихватил. Прихватил все четыре стойки по одной точке на каждую. Варить их еще рано. Сначала нужно выровнять всю конструкцию и закрепить наверху крестовину. Креплю ее струбцинами к стойкам.
Для центровки штока воспользовался временным центром на элементе, который изготовил заранее. Выставил элемент по прошлым меткам. Теперь аккуратно ввернул шток.
Выровнял положение крестовины, чтобы отцентрировать шток. Проверил вертикальность стоек. Теперь все стойки можно прихватить в нескольких местах. Еще раз контроль вертикальности стоек.
Теперь все стойки можно окончательно приварить внизу. Выравниванием крестовины еще раз отцентруем шток. Привариваем крестовину к стойкам. Лишнее обрежем и сразу зачистим все сварные швы для красоты… Штоку пресса нужна вторая направляющая, чтобы внизу он не гулял. Закрепим ее на раскосинах. Здесь будет достаточно только двух плечей.
Продолжение изготовления винтового пресса во втором видео
Разметил плечи прямо по месту, накрутив на шток вторую гайку. Для сварки сразу закрепляем плечи струбцинами и прихватываем в нескольких местах. Потом провариваем.
Для некоторых работ на прессе нужна прижимная плита, двигающаяся параллельно основанию. Поэтому заранее сделаем под нее направляющие. Направляющие будут из шпильки с резьбой м14. Поэтому высверлим под них два отверстия 14 м диаметром в профиле. С водой сверлится легче и сверла живут дольше.
Сразу собираем направляющие. Выравниваем и варим по месту. Направляющие съемные. Внизу закручиваются в гайку м14, которая приварена к раме. Сам пресс-винт состоит из штока – шпильки с резьбой м 20, рукоятки из профильной трубы сечения 20х20 мм и свободно вращающегося поршня.

Сначала приварим рукоятку. Важно приварить ее под прямым углом к штоку. Будет удобно работать. Для этого зафиксирую рукоятку магнитными уголками к хвостам направляющих, пока еще их не отрезал. Теперь можно отрезать ненужные хвосты направляющих. Поршень сделаю из обрезков швеллера и уголка.
Для начала вырежем круг-основание. Здесь важно взять достаточно толстый металл, так как он будет передавать всю нагрузку на деталь прессовки. Мастер взял 8 мм пластину. Придаем заготовке форму круга болгаркой.
Вторая часть поршня – скоба, сделана из П-образного швеллера толщиной 5 мм. В верхнюю часть нужно вварить направляющую втулку, чтобы поршень не болтался на штоке. Для нее отлично подошел сантехнический сгон 3/4 дюйма.
Сверлом 4 мм с водой высверлим в скобе как можно больше отверстий по диаметру втулки. Там, где можно, срезаем перемычки между отверстиями сверлом. Далее просто выбиваем пробойником отверстие и убираем заусенцы полукруглым напильником. Идеально подгонять не нужно, так как сварной шов все закроет. Важно чтобы втулка вошла в отверстие.
Собираем поршень для сварки. Сначала втулка, потом на круг: шайба, две гайки, еще шайба и П-образная скоба. Завинчиваем шток до упора и выравниваем. Чтобы уменьшить трение на обратном ходе, нужно оставить зазор между верхней шайбой и п-образной скобой. Нужно то есть опустить втулку на 2 мм ниже уровня скобы, чтобы она упиралась в шайбу.
Ввариваем сначала втулку в скобу. Теперь привариваем скобу к нижнему кругу. Проверяем, что все свободно крутится и провариваем швы. Нижняя шайба является направляющей и ограничителем для опорной точки штока. Поэтому ее прихватываем сваркой к кругу. В результате получился поршень.
Нижнюю часть резьбы штока нужно зачистить, чтобы она не расплющивалась при работе и не мешала закручивать гайки. В места трения закладываем смазку. Поршень фиксируется с помощью законтренных гаек. И свободно вращается независимо от штока. Наводим красоту…
Пресс, работающий на винте, созданный своими руками, готов к работе. Приспособления для разных видов работ на нем смотрите в следующих видео.

izobreteniya.net
Selhozpro.Ru » Винтовой пресс своими руками
Винтовой пресс – механизм в котором ходовой винт совершая вращательное движение относительно неподвижной гайки преобразует его в поступательное. Для привода винтовых прессов обычно используют электрические, пневматические, гидравлические и фрикционные приводы. Мы же рассмотрим вариант с применением ручного привода с использованием крутящего момента. Принцип действия винтовых прессов – накопление кинетической энергии вращательно-поступательного движения.
Винтовой пресс простой, универсальный и удобный в в обращении механизм предназначенный для сжатия, выталкивания, штамповки, чеканки, прессования, сгибания и т. д.. В качестве винтовой пары можно использовать приводной механизм вышедших из строя больших, водопроводных вентилей. Если повезёт, у некоторых винт из нержавейки.
Для изготовления винтового пресса необходимо приготовить:
Ходовой винт с гайкой диаметром более 22мм (в крайнем случае, подойдёт от ромбовидного винтового домкрата),
Швеллер П-образный 5П–А h=50мм b=32мм L=1300мм (2х400мм-для изготовления двух стоек, 500мм для поворотной рамы),
Швеллер П-образный 16П–А h=160мм b=64мм L=570мм (для изготовления основания пресса),
Лист стальной 100х100х6–8мм (давильная платформа).
Для изготовления поворотной рамы, по центру П-образного швеллера 5П–А длиной 500мм, проделаем отверстие диаметром на 10мм больше, чем внутренний диаметр гайки для ходового винта. Эл. сваркой привариваем гайку к швеллеру. Рис-1/1
Для изготовления основания пресса, к П-образному швеллеру 16П–А эл. сваркой привариваем две стойки (два отрезка П-образного швеллера 5П–А длиной 400мм каждая), и к готовому основанию привариваем поворотную раму Рис-1/1 и Рис-7/2, как показано на Рис–1/3

Для изготовления давильной платформы, необходимо в центре стального листа 6х100х100мм высверлить отверстие диаметром Ф-20мм Рис-1/4. На токарном станке выточить цилиндр диаметром 20мм и длиной 10мм Рис-1/5. В отверстие платформы запрессовать готовый цилиндр, с обратной стороны приварить и зашлифовать Рис-1/6.
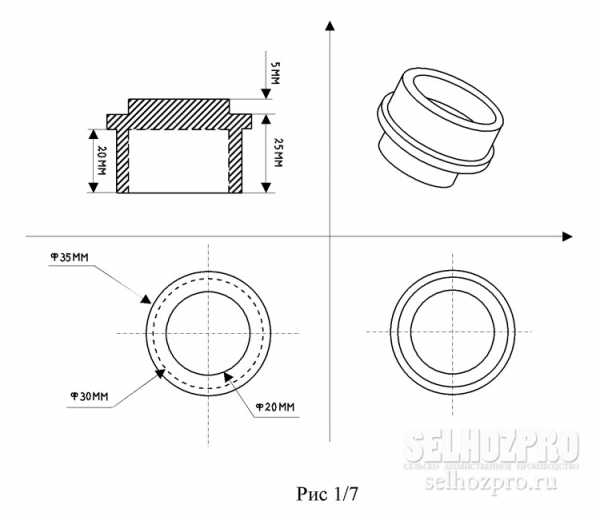
Выступающая на 4мм часть цилиндра послужит валом для «свободного кольца» (с большим внутренним диаметром) упорного одинарного шарикоподшипника ГПЗ–2 Модель 8104.
Внутренний диаметр – 20мм
Наружный диаметр – 35мм
Ширина – 10мм
На токарном станке выточить вал для «тугого» кольца упорного подшипника Рис–1/7.
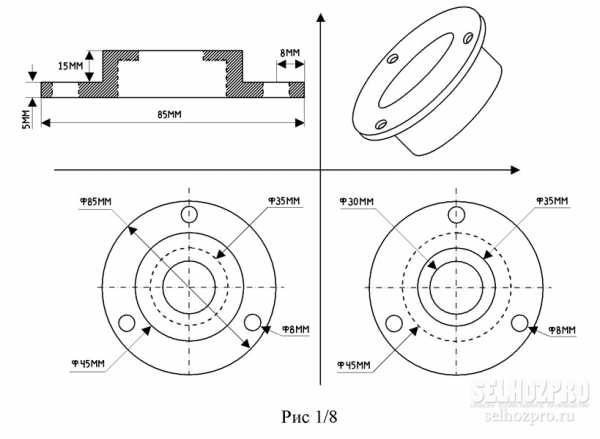
На токарном станке выточить гнездо для подшипника Рис–1/8.
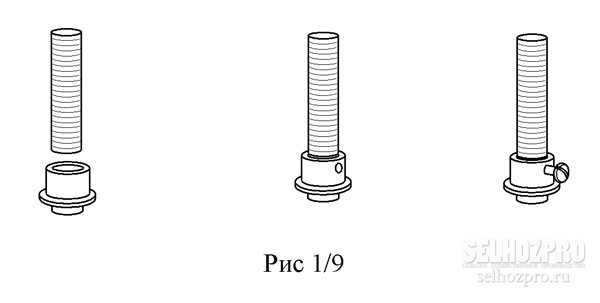
Ходовой винт ввести до упора в отверстие вала для «тугого» кольца упорного подшипника Рис–1/7 и просверлить отверстие для винта М6мм
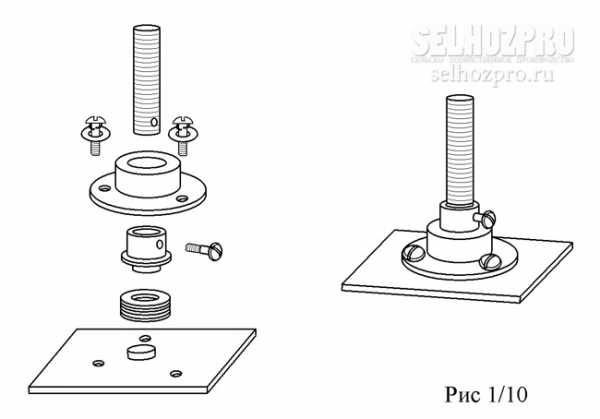
Произвести полную сборку давильной платформы по Рис-1/10
Метки: винтовой пресс
1
Форма для сыра »selhozpro.ru
Винтовые прессы предлагают универсальность и точность
В этой статье рассматривается применение винтовых прессов для ковки. Вначале обсуждается обзор винтовых прессов и типичных применений, а затем физика их работы. Моделирование используется для иллюстрации этих различных аспектов, которые нельзя непосредственно наблюдать во время производства. Также описаны другие особенности и характеристики, которые важны для правильного использования и работы винтовых прессов.
Винтовой пресс, как ковочный молот, является машиной с ограниченным энергопотреблением. Он берет энергию вращения от маховика и переводит ее в линейное движение поршня. Как только энергия была потрачена на деформацию заготовки (ковка), движение плунжера прекращается. Винтовые прессы более широко используются в Европе, чем в США, хотя за последние несколько лет на североамериканском рынке произошла более широкая адаптация винтовых прессов.
Рисунок 1. Схема типичного фрикционного винтового прессаСуществует два основных типа приводного двигателя — электрический или гидравлический, которые можно использовать для передачи энергии маховику. Однако способ перемещения движения от двигателей к вертикальному движению ползуна можно разделить на четыре типа винтовых прессов. Существуют фрикционные приводы, прямые электрические приводы, косвенные электрические приводы и гидравлические приводы. Как правило (хотя есть исключения), маховик напрямую соединен с вертикальным винтом пресса. Когда привод входит в зацепление и вращает маховик, вращается винт, который соединяется с ползуном через гайку, и ползун движется к заготовке. В типичной операции при ковке наносится только один удар. В некоторых современных применениях и системах привода возможны несколько ударов. На рис.1 приведена принципиальная схема винтового пресса.
Рисунок 2. Приводной винт для большого винтового прессаНа рисунке 2 показан приводной винт большого винтового пресса. Диапазон тоннажа может варьироваться от небольших (160 тонн) фрикционных прессов до 38 600-тонных винтовых прессов с муфтой сцепления. Малые прессы могут работать со скоростью до 50 ударов в минуту, в то время как большие размеры могут работать от 7 до 12 ударов в минуту. Скорость движения ползуна, длина хода и доступность энергии изменяются в винтовых прессах и программируются при использовании современного оборудования и систем управления.
Рисунок 3. Типичные детали горячей объемной штамповки, полученные на винтовом прессеВинтовые ковочно-штамповочные прессы могут использоваться для ковки и штамповки различных металлов и сплавов, в том числе стали, титана, алюминия и латуни, а также многих других экзотических материалов, например, используемых в аэрокосмической и медицинской промышленности. Лопатки компрессора, «зубчатые» детали, ортопедические имплантаты и ручные инструменты — это одна из многих форм, которые можно ковать и штамповать. Прецизионно-кованые, штампованые и сетчатые детали также могут быть изготовлены на винтовых ковочно-штамповочных прессах. Они особенно подходят для тонкостенных деталей, так как нет фиксированной нижней мертвой точки, как в случае с механическим прессом. На рисунке 3 показаны различные типичные детали, выкованные на винтовом ковочно-штамповочном прессе.
Физика винтового ковочно-штамповочного пресса
Схематические изображения, сопровождающие эту статью, иллюстрируют физику винтового ковочно-штамповочного пресса. Электроэнергия используется для поворота маховика. Вращающийся маховик по существу действует как аккумулятор для этой энергии. Как правило, вращение маховика может создаваться с помощью трения, зубчатых колес или ременной передачи. За исключением пресса с муфтой сцепления, маховик напрямую соединен с вертикальным винтом. Вращение маховика вращает винт, в результате чего ползун (прикрепленный к винту через гайку) перемещается вниз. Фактически, движение вниз продолжается до тех пор, пока энергия маховика не будет потреблена деформацией, придаваемой ковкой-штамповкой. Энергия вращения маховика преобразуется в линейную кинетическую энергию при движении шнека, что превращается в полезную работу по деформации металлической ковочной заготовки. Эта энергия может быть аппроксимирована областью под кривой хода нагрузки. Затем энергия рассеивается как адиабатический нагрев при ковке. Как только ползун достиг нижней точки своего хода, вращение винта меняется на противоположное, и плунжер возвращается к верху своего положения.
Симулированная операция
Рисунок 4А. Моделирование ковочного пресса с винтовым прессом отображает температуру (вверху), скорость плунжера (внизу слева) и нагрузку ковки (внизу справа) во время первоначального контакта. Площадь под кривой хода нагрузки (красная) представляет энергию, потребляемую деформацией.Фиг.4 представляет собой моделирование винтового ковочно-штамповочного пресса для ковки — штамповки осесимметричной заготовки зубчатого колеса. Три точки проиллюстрированы в симуляции. На начальном контакте скорость ползуна максимальна, а нагрузки, необходимые для деформации, минимальны, как показано на рисунке 4А. Во время промежуточных точек (рис. 4В) кинетическая энергия в движении ползуна преобразуется в деформацию, вызывая замедление скорости плунжера. Требуемая нагрузка увеличивается по мере продвижения процесса ковки — штамповки. В конце хода скорость ползуна падает до нуля, а нагрузка максимальна (рис. 4C). Особенностью в этой последней точке ковки — штамповки является область под кривой смещения нагрузки. Эта область представляет энергию, необходимую для возникновения деформации. Винтовой ковочно-штамповочный пресс — это оборудование с ограниченным энергопотреблением.
Рисунок 4B. Моделирование ковочного пресса с винтовым прессом отображает температуру (вверху), скорость плунжера (внизу слева) и нагрузку ковки (внизу справа) во время деформации. Площадь под кривой хода нагрузки (красная) представляет энергию, потребляемую деформацией.Рисунок 4C. Моделирование ковочного пресса с винтовым прессом отображает температуру (вверху), скорость плунжера (внизу слева) и нагрузку ковки (внизу справа) в конце хода. Площадь под кривой хода нагрузки (красная) представляет энергию, потребляемую деформацией.Другие преимущества
Существует несколько различных типов винтовых ковочно-штамповочных прессов. Различия в основном в том, как передается энергия для работы. К этим типам относятся фрикционные винтовые ковочно-штамповочные прессы, винтовые ковочно-штамповочные прессы с муфтой сцепления и прессы с электроприводом. Существует также несколько видов винтовых ковочно-штамповочных прессов с гидравлическим приводом (вместо электродвигателей используются гидравлические двигатели), но они не так распространены, как другие типы.
Фрикционные винтовые ковочные штамповочные прессы
Это относительно простые машины с несколькими операторными переменными. Фрикционные ковочные штамповочные прессы очень подходят для ковки тонких деталей, но требуют регулярной замены фрикционных ремней и не подходят для больших объемов. Эти прессы также имеют более длительное время цикла по сравнению с другими типами винтовых ковочных штамповочных прессов. Оператор мало контролирует количество энергии в ударе. На характеристики удара также могут влиять такие атмосферные условия, как высокая влажность и т. д. Боковые колеса постоянно вращаются с помощью электродвигателя и приводного ремня. Эти боковые колеса перемещаются слева направо, чтобы передать вращение горизонтальному маховику в любом направлении, чтобы опустить или поднять цилиндр.
Винтовые ковочные штамповочные прессы с приводом от сцепления
Маховик на винтовом ковочном штамповочном прессе с муфтой сцепления постоянно вращается в одном направлении. В маховик встроена муфта, которая соединяется с винтом пресса. Когда сцепление включено, вращение передается на винт. Когда достигается нижняя часть хода, сцепление расцепляется, и гидравлический двигатель меняет направление вращения винта и поднимает ползун обратно в верхнее положение хода. Из-за сцепления, настройки силы и хода могут быть самыми разными. Эти типы ковочных штамповочных прессов имеют очень большое количество доступной энергии для формования. Следует отметить, что скорость маховика не влияет на усилие ковки. Эти прессы приобретают полную силу и энергетическую способность примерно после 30% хода. Они также способны работать на полной скорости ползуна только после 10% хода. Эти машины намного дороже, чем фрикционные винтовые ковочные штамповочные прессы. Они также более дороги в эксплуатации и требуют более высокого уровня знаний обслуживающего персонала.
Шнековые ковочные штамповочные прессы с электроприводом
Рисунок 5. Привод двигателей вокруг горизонтального маховика может быть электрическим или гидравлическим.Существует два основных типа ковочных штамповочных прессов с электроприводом. Первый — это то, где электродвигатель или двигатели расположены вокруг маховика, который непосредственно прикреплен к винту (Рисунок 5). Двигатели напрямую передают энергию вращения маховику. Когда достигается нижняя часть хода, двигатели изменяют направление вращения маховика и поднимают ползун в верхнее положение хода.
Рисунок 6. Прямой винтовой пресс с электроприводом, в котором двигатель прикреплен к маховику.Второй тип — это когда винт на прессе приводится в движение непосредственно электродвигателем, и двигатель эффективно действует как маховик (Рисунок 6). Опять же, двигатель сначала приводит в движение винт в одном направлении, а затем в нижней части хода он останавливается и меняет направление вращения, чтобы поднять цилиндр. Системы ковочных штамповочных прессов с прямым приводом предназначены для прецизионных поковок, требующих энергии ковки от низкой до средней. Эти типы прессов могут быть сконструированы с гидравлической защитой от перегрузки, обеспечивая лучшее использование энергии в широком диапазоне усилий ковки и очень точную повторяемость энергии.
Резюме
Винтовые прессы — это универсальные кузнечные ковочные штамповочные устройства, которые хорошо подходят для точной и чистой поковки. Они ограничены по энергии, как ковочные молоты, и работают на скоростях, превышающих гидравлические прессы. Размеры варьируются от очень маленьких до тоннажей, которые обычно связаны с самыми большими гидравлическими прессами. Существует ряд различных приводных механизмов, которые можно использовать для вращения маховика и винта, преобразуя вращательную энергию в системе в линейное движение, необходимое для перемещения штампов вместе и достижения деформации заготовки.
Преимущества и недостатки винтовых прессов
Преимущества
- Высокоточное формование
- Переменная нижняя мертвая точка может быть полезна в ряде ситуаций
- Установка высоты инструмента не требуется
- Возможны поковки в форме сетки
- Возможность ковать и штамповать тонкостенные детали
- Нет необходимости перенастраивать поршень, чтобы компенсировать тепло
- Время контакта заготовки меньше, что приводит к увеличению срока службы штамповой оснастки для горячей штамповки по сравнению с гидравлическими прессами
- Можно применять несколько ударов по одной заготовке
- Застревание под нагрузкой не происходит
- Мгновенное и эффективное преобразование энергии
Недостатки
- Продленная высокая энергия, нецентральные нагрузки затруднены
- Они работают медленнее, чем эксцентриковые или коленчатые валы
- Больше шума создается от удара относительно механического пресса с эксцентриковым валом
- Более высокие уровни вибрации передаются на землю и фундамент
- Они менее подходят для автоматизации
Электрический винтовой пресс (J58K)
Похожее
shop.deloproltd.ru