Что такое отжиг – 8. Назначение и сущность отжига стали. Виды отжига.
alexxlab | 13.12.2019 | 0 | Вопросы и ответы
8. Назначение и сущность отжига стали. Виды отжига.
Отжиг – это процесс термической обработки, состоящий в нагреве стали до определенной температуры, выдержке при ней и последующем медленном охлаждении с целью получения более равновесной структуры. Особенностью отжига является медленное охлаждение.
В результате отжига в стали получаются равновесные структурные составляющие в соответствии с диаграммой состояния железоуглеродистых сплавов. С помощью отжига можно изменить форму и размеры зерен структуры стали, устранить неоднородность ее по химическому составу, уменьшить вредные внутренние напряжения, устранить наклеп и благодаря этому значительно улучшить свойства стали.
Отжиг чаще всего является предварительной операцией термической обработки, цель которой либо устранение дефектов предыдущих операций (литья, ковки и др.), либо подготовка структуры для последующей обработки резанием или закалки. В зависимости от того какую цель преследует отжиг, устанавливают различные режимы его проведения (температуру нагрева, время выдержки, скорость охлаждения).
Виды отжига
– Отжиг первого вида. Фаза перекристаллизации отсутствует. Такой отжиг применяется для приведения металла в равновесное структурное состояние: понижается твердость, снимается наклёп. Возрастает пластичная и ударная вязкость, снимается внутреннее напряжение металла.
– Отжиг второго вида. Фаза перекристаллизации присутствует. Сталь нагревают до температуры выше критических точек. Затем идет выдержка и медленное охлаждение.
Также отжиг делится на полный и неполный.
– При полном отжиге сталь нагревают на 30-50 °С выше верхней критической точки. При этом структура стали превращается в аустенит – структурную составляющую углеродистых и легированных сталей и чугунов, возникающую при термической обработке сплавов в соответствии с диаграммой состояния железо-углерод. Далее идет медленное охлаждение до 500-600°С, это необходимо для образования феррита и перлита. Углеродистые стали охлаждаются со скоростью 50-100 °С/ч. В случае охлаждения стали на воздухе произойдет нормализация.
-При неполном отжиге сталь нагревают до температур между верхней и нижней критической точками. Далее медленно охлаждают. Неполный метод отжига применяется для получения структуры зернистого перлита (снижают твердость и улучшают обрабатываемость резанием).
Изотермический отжиг.
Суть изотермического отжига заключается в нагреве материала выше верхней критической точки, последующей выдержке и охлаждении до температуры ниже нижней критической точки. Выдерживается материал до превращения аустенита в перлит – продукт эвтектоидного распада аустенита при медленном охлаждении железоуглеродистых сплавов. Данный метод применяется для легированных сталей.
Диффузионный отжиг.
Суть диффузионного отжига заключается в нагревании стали до температур, превосходящих критические точки. Затем следует продолжительная выдержка, необходимая для выравнивания неровностей структуры изделия. Гомогенизационный отжиг.
Термическая обработка металла, целью которой является получения равновесной структуры. Процессы, проходящие во время гомогенизационного отжига:
1. выравнивание химического состава до равновесного;
2. растворение избыточных фаз;
3. выделение фаз из пересыщенного твердого раствора – особый случай – гетерогенизация во время гомогенизации, наблюдается в алюминиевых сплавах, содержащих хром, цирконий и скандий;
4. рост зерна;
5. образование и рост пор.
studfiles.net
Отжиг – это… Что такое Отжиг?
Отжиг — вид термической обработки металлов и сплавов, заключающийся в нагреве до определённой температуры, выдержке и последующем, обычно медленном, охлаждении. При отжиге осуществляются процессы возврата (отдыха металлов), рекристаллизации и гомогенизации. Цели отжига — снижение твёрдости для повышения обрабатываемости, улучшение структуры и достижение большей однородности металла, снятие внутренних напряжений. [1]
Виды отжига
По классификации А. А. Бочвара различают 2 вида отжига:
- Отжиг 1-го рода — без фазовой перекристаллизации — применяется для приведения металла в более равновесное структурное состояние: снимается наклёп, понижается твёрдость, возрастают пластичность и ударная вязкость, снимаются внутренние напряжения (в связи с процессами отдыха и рекристаллизации).
- Отжиг 2-го рода осуществляется с фазовой перекристаллизацией: сталь нагревается до температуры выше критических точек, затем следует выдержка различной продолжительности и последующее сравнительно медленное охлаждение.
Полный и неполный отжиг
- Полный отжиг заключается в нагреве стали на 30—50 °C выше верхней критической точки для полного превращения структуры стали в аустенит и последующем медленном охлаждении до 500—600 °C для образования феррита и перлита. Скорость охлаждения для углеродистых сталей около 50—100 °C/ч. Если охлаждение ведётся на воздухе, происходит нормализация.
- Неполный отжиг заключается в нагреве до температур между нижней и верхней критическими точками и последующем медленном охлаждении.
Изотермический отжиг
Для легированных сталей применяют изотермический отжиг, состоящий в нагреве выше верхней критической точки А3 область избыточного аустенита, выдержке, охлаждении до температуры ниже нижней критической точки А1, выдержке, достаточной для полного превращения аустенита в перлит, и охлаждении до комнатной температуры.
Диффузионный (Гомогенизационный) отжиг
Диффузионный отжиг состоит в нагреве до температур, значительно превосходящих критические точки, и продолжительной выдержке; используется для литого материала, обеспечивает получение равновесной структуры.. Диффузионный отжиг приводит к достижению более однородных свойств по объёму изделия и особенно улучшению механических свойств в поперечном (по отношению к прокатке) направлении. В необходимых случаях для предотвращения обезуглероживания стали производят отжиг в защитных атмосферах. При диффузионном отжиге идут следующие процессы:
- выравнивание химического состава до равновесного;
- растворение избыточных фаз;
- выделение фаз из пересыщенного твердого раствора — особый случай — гетерогенизация во время гомогенизации, наблюдается в алюминиевых сплавах, содержащих хром, цирконий и скандий;
- рост зерна;
- образование и рост пор.
Методы выполнения диффузионного отжига
При начале диффузионного отжига сначала растворяются самые легкоплавкие эвтектики (тройные, четверные), потом нагревают до двойной эвтектики, а затем нагревают под температуру метастабильного солидуса. Основная задача — сократить время обработки. Для этого нужно нагреть на возможно более высокую температуру. При этом материал не должен испытывать:
- перегрева — чрезмерного роста зерен,
- пережога — окисления границ зёрен.
Высокотемпературный диффузионный отжиг
Нагревать до температуры между температурами метастабильного и стабильного солидуса, заранее обрекая материал на частичное расплавление. Если объем легкоплавких фаз менее 1 %, то эта жидкость позднее рассосется, и влияния на свойства не окажет.
Температура нагрева зависит от температуры плавления Тн = 0.7-0.8 Тпл
Рекристаллизационный отжиг
Рекристаллизационный отжиг — нагрев до температуры на 100-200 °C выше температуры рекристаллизации ,выдержка и последующее охлаждение. Вследствие процесса рекристаллизации происходит снятие наклепа, и свойства металла соответствуют равновесному состоянию.
Синеломкость
Синеломкость — снижение пластичности стали при одновременном повышении прочности, наблюдаемое при деформации в интервале температур, вызывающих синий цвет побежалости (200—300 °C).
| В этой статье не хватает ссылок на источники информации. Информация должна быть проверяема, иначе она может быть поставлена под сомнение и удалена. Вы можете отредактировать эту статью, добавив ссылки на авторитетные источники. Эта отметка установлена 14 мая 2011. |
Ссылки
- ↑ Печи для термической обработки стали. Архивировано из первоисточника 18 февраля 2012. Проверено 10 июля 2011.
dic.academic.ru
Отжиг стали: температура, режимы, виды
Ассортимент изделий из металла огромен и в каждом случае требуются определенные, часто специфические качества материала. Обеспечить полный перечень марок производитель не в состоянии. Металлургические предприятия предлагают сырье, отвечающее ГОСТ, которое впоследствии дорабатывается на обрабатывающих производствах. Одна из ключевых операций — отжиг стали. На этой стадии металл приобретает необходимые технические свойства для последующей обработки. Чтобы понять, что такое отжиг стали, необходимо понимать для чего он делается, и какие процессы при этом происходят.
 Отжиг стали
Отжиг сталиПочему необходима термическая обработка металла
Операцию проводят с целью улучшения технологических качеств сырья. Ключевым фактором становится температура отжига стали, которую необходимо выдерживать определенное время. При этом достигаются следующие цели:
- Снижение твердости. Качественные показатели после обработки позволяют существенно уменьшить трудозатраты, сократить время операций, используя более широкий перечень режущих инструментов.
- Улучшение микроструктуры. Под действием высокой температуры в определенный временной промежуток происходят существенные изменения на молекулярном уровне. Полученная однородная структура стали после отжига оптимальна для последующих механических и физических операций.
- Для снятия внутренних напряжений. В процессе первичной обработки на металлургических предприятиях в металле возникает дисбаланс кристаллической структуры. Правильно подобрав виды отжига стали, достигают необходимых характеристик металла для конкретного случая.
Иногда достаточен неполный отжиг стали для получения нужных технологических кондиций. В зависимости от желаемых качественных показателей металла могут использоваться сложные и длительные по времени режимы. Полный отжиг стали может длиться более суток для габаритных изделий. Большую часть этого времени занимают нагрев до нужной температуры и медленное остывание, регламентированное типом термической обработки при заданном стандарте.
Подробно режим отжига стали описан в специальной литературе. Некоторые операции предполагают соблюдение временного режима и точной температуры, вплоть да нескольких градусов. Если есть муфельная печь, то процедуру можно выполнить качественно. Когда такого оборудования нет, то точно провести отдельные виды термообработки будет затруднительно. Ориентироваться придется исключительно по цвету раскаленного металла.

Цвета каления стали
Сделать отжиг стали в домашних условиях можно по упрощенной схеме. Проконтролировать температуру предмета, нагретого газовой горелкой точно не получится. Регулировать режимы нагрева и остывания металла можно только примерно. При обработке стали в домашних условиях сделать структурный анализ невозможно. Определяется температура неполного отжига только визуально. Целями в бытовых условиях становятся снижение прочности и повышение обрабатываемости изделия. Микроструктура стали после отжига меняется и можно проводить дальнейшие операции.
Виды отжига
Принято делить эту операцию на два основных вида. Отжиг стали может быть 1-го и 2-го рода. В первом случае не происходит фазовой рекристаллизации, но металл приобретает нужные качества. Устраняются последствия механической обработки металла на прокатных станах, штампах.
Упрочнение поверхности стали после физического воздействия на металлургическом комбинате называют наклепом.
Главное назначение отжига стали 1-го рода — снижение прочности и повышение пластичности, необходимой для дальнейшей обработки. Частичная рекристаллизация снижает внутренние напряжения, что делает изделия более надежными и долговечными.
Отжиг стали 2-го рода характеризуется кардинальными изменениями структуры. Фазовая рекристаллизация достигается нагреванием металла выше критических точек и точным выполнением режима охлаждения по температуре и времени. Такие виды отжига и их назначение определяются производственными задачами для получения необходимых качеств металла. Критические температуры являются серьезным фактором риска. В ряде случаев, например, при пережоге, возникают необратимые изменения в структуре. Такой металл отправляется на переплавку. Термообработка, отжиг и нормализация сталей сложный процесс дающий возможность получить из исходного сырья продукцию, отвечающую по заданным характеристикам запросы производителей конечных изделий.
Полный, неполный отжиг
Применяют термическую обработку для достижения необходимых качеств металла. Цель отжига стали определена как получение заданных технологических свойств. Они могут быть как общими, так и достаточно специфичными. Так неполный отжиг заэвтектоидной стали допустим при изготовлении конструкционных элементов, но при производстве деталей с заданными характеристиками будет недостаточен. Изменения структуры металла в обоих типах обработки различны. Играет роль не только время отжига стали, но и температура. Важным фактором успешного решения задачи является и режим охлаждения.

Полный отжиг стали
При неполном отжиге стали температура не достигает верхней критической точки. Менее жестки и требования по выдержке времени охлаждения. Выполняя полный отжиг сталей, металл разогревают выше критической точки. Затем выдерживают указанное время и точно выполняют график охлаждения. При термообработке, отжиге важно учитывать марку сырья, твердость, химический состав, поскольку технология и режимы определяются нормами ГОСТ.
Изотермический отжиг
Этот вид обработки применяется главным образом для легированных сплавов. Изометрический отжиг стали заключается в нагревании металла до аустенитного состояния с последующим ускоренным охлаждением до 660-680° C. Затем заготовку выдерживают при этой температуре, пока аустенит не превратится в перлит. После этого металл охлаждают на воздухе естественным способом.
Это самый быстрый и эффективный способ повысить пластичность металлов с высоким содержанием хрома.
Высокотемпературный отжиг нержавеющей стали и некоторых других конструкционных, инструментальных сплавов делается таким способом. Подобная технология позволяет снизить твердость легированных материалов до уровня, позволяющего эффективно обрабатывать впоследствии заготовку на металлорежущем оборудовании.
Изотермический отжиг характеризуется особым методом охлаждения. Заданное время материал выдерживается при температуре, указанной в нормах на одном уровне, а не падает постепенно, как в других вариантах обработки. Формирование однородной структуры происходит за счет полного распада аустенита и преобразований ферритов и перлитов. Таким способом обрабатывают жаростойкие сплавы.
Эффективна эта методика для обработки небольших изделий, штамповок, инструментальных заготовок.
Изотермический отжиг имеет небольшой по времени технологический цикл, однако достаточно эффективный для решения многих производственных задач.
Диффузионный отжиг
Согласно отраслевым нормам, этот вид термообработки можно отнести к экстремальным. Металл нагревается до максимально возможной температуры, превышающей критические точки. Технология часто применяется для сплавов со сложными и легкоплавкими соединениями. При этом структура заэвтектоидной стали после отжига становится менее твердой и значительно пластичнее, что позволяет использовать широкий набор приемов для дальнейшей обработки. Метод требует полного контроля и соблюдения технологии, поскольку высоки риски перегрева и пережога, что может привести частично или полностью к утрате необходимых качеств и такой металл к дальнейшим операциям будет непригоден. Точная температура полного отжига доэвтектоидной стали и других марок металла есть в специальных справочниках.

Диффузионный отжиг стали
Правильно выполненная термообработка позволяет получить:
- равновесный химический состав;
- рост зерна;
- растворение избыточных фаз;
- образование, рост пор.
Последний пункт является побочным эффектом, относится к дефектам и при производстве стараются избегать возникновения этого явления. Технология отжига стали этим методом требует навыков и знаний, понимания разницы между отдельными видами и марками металла.
Рекристаллизационный отжиг
Методика, позволяющая избавиться от многих нежелательных качеств металла. Рекристаллизационный отжиг стали проводят с целью снять наклеп и другие последствия после некоторых механических операций. Технология применяют для обработки:
- листового проката;
- проволоки;
- прутков;
- труб;
- штамповки.
После рекристаллизационного отжига стали металл приобретает необходимые характеристики для получения изделий с заданными качествами.
Выбор технологии определяется химическим составом. При процедуре материал нагревают до значений, превышающих температуру кристаллизации не менее чем на 100-200° C. Необходимые свойства появляются в разной степени в зависимости от вида обработки. Чаще используют полный отжиг. При этом структурные изменения более существенные. В ряде случаев достаточен неполный отжиг.
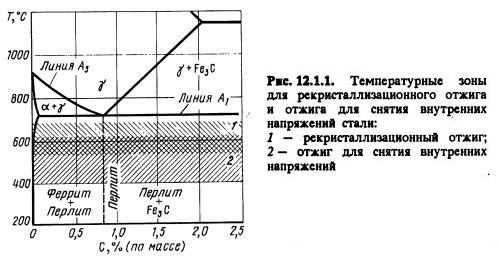
Температурные зоны для рекристаллизационного отжига
Особенности отжига различных видов стали
Все термические операции с металлом проводят в строгом соответствии с предписанными требованиями к каждой марке. Определяющим значением становится содержание углерода, других металлов в составе сплава. Фактором, влияющим на твердость после отжига стали, является время выдержки в печи и режим охлаждения.
Для того чтобы точно выполнить условия охлаждения часто используются 2 печи. В одной поддерживается максимальная температура, а во второй изделие выдерживают необходимое количество времени до завершения внутренних структурных процессов. Так температура отжига нержавеющей стали в первой камере может превышать 1000° С, а потом изделия выдерживают несколько часов при 900° С и охлаждают до 300° С со скоростью 50-100° С в час. Дальнейшее охлаждение проводится на воздухе.

- Режимы отжига углеродистых инструментальных сталей
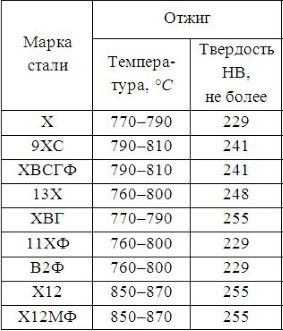
- Режимы отжига легированных инструментальных сталей

- Режимы отжига быстрорежущих сталей
Значительную долю в общем объеме термообработки занимают доэвтектоидные стали. Содержание углерода в них менее 0, 8%. Структуру составляют феррит и перлит, поэтому в большинстве случаев достаточно провести неполный отжиг доэвтектоидных сталей, что снизит твердость и повысит пластичность. Низкоуглеродистые сплавы используются в больших объемах в строительстве, в конструкциях, возводимых в народном хозяйстве. Однако в отдельных случаях требования к структуре металла более жесткие. Тогда необходимо проводить полный отжиг доэвтектоидных сталей для снятия напряжений и получения равновесной структуры с заданными качествами. Применяемый способ выбирается, опираясь на требования производителей, возможности имеющегося обрабатывающего оборудования. В технической документации обозначены температуры и время, необходимое при отжиге, для достижения качеств получаемых закалкой и отпуском.
В процессе термической обработки происходят сложные изменения структурного характера, которые можно анализировать только на специальном оборудовании. Разрабатывались нормы и рекомендации, опираясь на научные данные, выполнение которых в производственных условиях обязательно. Получаемая структура при отжиге и другие показатели строго регламентированы и в домашних условиях практически невыполнимы. Однако добиться изменения структурного строения, сделать металл мягким и податливым своими руками можно. Качество отожженной стали для бытового применения будет достаточным. Для домашнего мастера не важно, эвтектоидного или аустенитного класса сплав у обрабатываемой детали.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
отжиг – это… Что такое отжиг?
термическая обработка материалов (например, металлов, полупроводников, стёкол), заключающаяся в нагреве до определенной температуры, выдержке и медленном охлаждении. Цель — улучшение структуры и обрабатываемости, снятие внутренних напряжений и т. д.
О́ТЖИГ, вид термической обработки (см. ТЕРМИЧЕСКАЯ ОБРАБОТКА) материалов, заключающийся в нагреве до определенной температуры, выдержке и последующем, обычно медленном, охлаждении.Отжигом называют термообработку, направленную на получение равновесной структуры.
Различают 2 два вида отжига:
– отжиг 1-го рода – в процессе отжига не происходит фазовой перекристаллизации;
– отжиг 2-го рода — осуществляется с фазовой перекристаллизацией
Отжиг 1-го рода
При отжиге первого рода не происходит структурных изменений, связанных с фазовыми превращениями, однако за счет возрастания подвижности атомов при нагреве частично или полностью устраняется химическая неоднородность, медленное охлаждение после отжига позволяет снизить внутренние напряжения. В металлах и сплавах при таком отжиге снимается наклеп (см. НАКЛЕП), понижается твердость, возрастают пластичность и ударная вязкость. Разновидностями отжига первого рода являются: диффузионный (гомогенезирующий отжиг), рекристаллизационный отжиг (рекристаллизация (см. РЕКРИСТАЛЛИЗАЦИЯ)), отжиг для снятия напряжения.
Гомогенизирующий (диффузионный) отжиг
Цель гомогенизирующего отжига — устранение химической, а иногда и фазовой неоднородности, вызванной внутрикристаллической ликвацией (см. ЛИКВАЦИЯ), и, как правило, отрицательно влияющей на свойства материала Длительность отжига и температура подбираются таким образом, чтобы диффузия успела пройти на расстояния, равные по порядку величины размеру областей неоднородности.
Обычно гомогенизирующий отжиг проводят при температурах (0,8—0,9)Тпл., а продолжительность отжига может достигать нескольких десятков часов. При высокой температуре подвижность атомов в кристаллической решетке высокая и с течением времени за счет процессов диффузии происходит постепенное выравнивание химического состава. Все сплавы после кристаллизации характеризуются неравновесной структурой, т. е. их химический состав является переменным как в пределах одного зерна, так и в пределах всего слитка.
Однако усреднение химического состава при отжиге происходит в пределах одного зерна, т. е. устраняется в основном дендритная ликвация. Длительность отжига может быть сокращена ускорением диффузии за счет повышения концентрации точечных или иных дефектов с помощью облучения, предварительного наклепа (если они допустимы). Длительность отжига монокристаллов больше, чем поликристаллов, в которых большую роль играет зернограничная диффузия.
В процессе отжига металла на гомогенизацию происходит постепенное растворение неравновесных фаз, которые могут образоваться в результате кристаллизации с большой скоростью. При последующем медленном охлаждении после отжига такие неравновесные фазы больше не выделяются. Поэтому после гомогенизации металл обладает повышенной пластичностью и легко поддается пластической деформации.
Рекристаллизационный отжиг
Применяется, в основном, для металлов и сплавов, подвергшихся деформационным воздействиям. Холодная пластическая деформация вызывает изменение структуры металла и его свойств. Сдвиговая деформация вызывает увеличение плотности дефектов кристаллической решетки, возникает наклеп (см. НАКЛЕП) или нагартовка. Для снятия эффекта упрочнения применяют рекристаллизационный отжиг, т. е. металл нагревают до температур выше начала кристаллизации, выдерживают и затем медленно охлаждают. Состояние наклепанного материала является термодинамически неустойчивым при всех температурах. Поэтому в отличие от обычных фазовых превращений переход деформированного металла в более стабильное состояние с меньшей свободной энергией не связан с какой-либо определенной температурой. Однако этот переход требует определенной термической активации. Время процесса сокращается с повышением температуры по экспоненциальному закону. Деформация сопровождается образованием дефектов различного типа и характер их распределения разнообразен, поэтому устранение этих дефектов при отжиге происходит путем различных элементарных процессов, совершающихся с разной скоростью, в разных температурных интервалах, с разной энергией активации.
Если необходимо получить металл или сплав, сочетающий определенный уровень прочности с необходимым запасом пластичности, то вместо рекристаллизационного отжига используют отжиг на полигонизацию (см. ПОЛИГОНИЗАЦИЯ). Отжиг на полигонизацию проводят при температуре ниже температуры начала рекристаллизации. Соответственно при такой температуре происходит лишь частичное устранение наклепа за счет процессов возврата (см. ВОЗВРАТ), т. е. происходит уменьшение плотности дефектов кристаллической решетки (см. ДЕФЕКТЫ), образование ячеистой дислокационной структуры без изменения формы зерен.
Отжиг для снятия внутренних напряжений.
Внутренние напряжения могут возникать в результате различных видов обработки. Например, в металлах и в сплавах это могут быть термические напряжения, образовавшиеся в результате неравномерного нагрева, различной скорости охлаждения отдельных частей детали после горячей деформации, литья, сварки, шлифовки и резания. Могут быть структурными, возникшими в результате структурных превращений, происходящих внутри детали в различных местах с различной скоростью. Внутренние напряжения в металле могут достигать большой величины и, складываясь с рабочими, т. е. возникающими при работе, могут неожиданно превышать предел прочности и приводить к разрушению. Устранение внутренних напряжений производится с помощью специальных видов отжига. Этот отжиг проводится при температурах ниже температуры рекристаллизации и составляющей 0,2—0,3)Тпл. Повышенная температура облегчает скольжение дислокаций (см. ДИСЛОКАЦИИ) и, под действием внутренних напряжений, происходит их перераспределение, т. е. из мест с повышенным уровнем внутренних напряжений дислокации перемещаются в области с пониженным уровнем. Происходит как бы разрядка внутренних напряжений. Увеличение температуры резко увеличивает скоростьпроцесса, и продолжительность такого отжига составляет несколько часов.
Наличие внутренних макронапряжений характерно для большинства выращенных монокристаллов. Величина и уровень напряжений зависят от способа выращивания и технологических параметров процесса. Например, в большинстве практических случаев выращивание объемных кристаллов из расплава сопровождается возникновением внутренних макронапряжений, которые не только определяют формирование дислокационной структуры в процессе роста, но и в значительной мере влияют на механические и физические свойства выращенных кристаллов. Наличие напряжений в объемных кристаллах приводит к их механическому разрушению (образованию трещин, сколов) при изготовлении приборов (на стадии резки слитков, шлифовке пластин). Отжиг в течение нескольких часов с последующим медленным охлаждением позволяет значительно снизить уровень напряжений в кристалле. Так как термообработка полупроводников сопровождается изменением состава и состояния точечных дефектов кристаллов, изменение которых в свою очередь приводит к изменению физических параметров материала, то режимы отжига подбираются индивидуально
Отжиг 2-го рода
Отжиг 2-го рода является перекристаллизационным отжигом. Во время его проведения в материале происходит полиморфное или другое фазовое превращение, связанное с заменой данной фазы другой (фазовая перекристаллизация). Поэтому для изменения кристаллитов в поликристалле материал отжигают при температуре, превышающей температуру этого превращения. Так как фазовая перекристаллизация осуществляется путем зарождения и роста центров новой фазы, то меняя скорость нагрева и охлаждения, а также температуру перегрева (выше температуры полиморфного превращения), можно управлять величиной кристаллитов. Повышение скорости нагрева и охлаждения увеличивает число центров и измельчает зерно, перегрев укрупняет зерно.
При перекристаллизационном отжиге нагрев и последующее охлаждение может вызвать как частичную, так и полную замену исходной структуры. Полная перекристаллизация позволяет кардинально изменить строение сплава, уменьшить размер зерна, снять наклеп, устранить внутренние напряжения, т.е. полностью изменить структуру и свойства материала. При неполном отжиге структурные превращения происходят не полностью, с частичным сохранением исходной фазы. Неполный отжиг применяется в тех случаях, когда можно изменить строение второй фазы, исчезающей и вновь появляющейся при этом виде отжига.
dic.academic.ru
Описание процесса отжига стали и металла, его виды, их особенности и технология
На дворе XXI век — это век развитых технологий, инфраструктуры и промышленности. Это касается и области металлургии, которая имеет важнейшее значение для строительства. С рождением новых возможностей и идей повышаются и требования к качеству материалов. Человечество, которое совсем недавно освоило технологию обработки и применения металла и различных сплавов, больше не устраивают естественные механические свойства.
Отныне лишь высокопрочные и высококачественные материалы могут быть использованы в строительстве. И именно для изменения естественных свойств металла применяются различные методики термической обработки, такие, как отжиг металла, которые позволяют значительно повысить его прочность и обрабатываемость.
Что представляет собой отжиг
 Отжиг — это один из методов термической обработки металла и стали. В его основе лежит нагрев до очень высокой температуры. То есть металл нагревается до нужной температуры в зависимости от цели и метода, выдерживается в таком состоянии на какое-то время, а затем постепенно охлаждается.
Отжиг — это один из методов термической обработки металла и стали. В его основе лежит нагрев до очень высокой температуры. То есть металл нагревается до нужной температуры в зависимости от цели и метода, выдерживается в таком состоянии на какое-то время, а затем постепенно охлаждается.
Отжиг может проводиться в самых разнообразных случаях. Для примера можно рассмотреть самые основные. Обычно он проводится в следующих целях:
- для уменьшения внутренней напряженности металла, который может возникнуть в результате ковки, иного воздействия на него, или обработки;
- для повышения механических свойств и прочности металла;
- для придания однородности его структуре;
- чтобы улучшить пластичность, что очень важно во время обработки;
- для повышения уровня сопротивляемости и ударной вязкости и др.
Виды особенности
В зависимости от цели и предназначения отжиг может иметь следующие разновидности:
- полный и неполный;
- рекристаллизационный;
- диффузионный;
- изотермический;
- сфероидизация;
- нормализация и др.
Более подробно рассмотрим некоторые из них.
Технология полного отжига
 Полный отжиг проводится в целях измельчения зерна и улучшения качества обработки с использованием режущего инструмента, а также для устранения внутренней напряженности. Ему подвергаются изделия, изготовленные из доэвтектоидного сплава или стали, в составе которой содержится карбон в количестве, не превышающем 0,8%. К таким изделиям относятся кованые и литые детали.
Полный отжиг проводится в целях измельчения зерна и улучшения качества обработки с использованием режущего инструмента, а также для устранения внутренней напряженности. Ему подвергаются изделия, изготовленные из доэвтектоидного сплава или стали, в составе которой содержится карбон в количестве, не превышающем 0,8%. К таким изделиям относятся кованые и литые детали.
Что касается технологии: изделие подвергается нагреву, который достигает критической точки, равной примерно 20−50 градусов, имеющий условное обозначение А3. Затем выдерживают в этом состоянии столько, сколько необходимо, и медленно охлаждают. Температура нагрева определяется в зависимости от типа стали по диаграмме состояния. Для каждого типа стали существуют определенные значения температур, при которых достигается необходимая степень нагрева. Эти значения можно найти в справочных таблицах.
Время охлаждения также продиктовано структурой и составом стали, например, изделия из углеродистой стали охлаждают на 180−200 градусов в час, низколегированные стальные детали охлаждаются на 90 градусов в час, высоколегированную сталь, если она подвергается полному отжигу, охлаждают еще медленнее — 50 градусов в час. Поскольку изделия из высоколегированной стали зачастую подвергают другому типу термической обработки, изотермическому, однако бывают и исключения.
Вследствие полного отжига неоднородная структура углеродистой и доэвтектоидной стали, состоящая из крупных и мелких зерен и зачастую не удовлетворяющая по своим механическим свойствам, становится однородной и податливой для обработки. Именно в этих целях и проводится полный отжиг.
Особенности и цель неполного отжига
 Если полный отжиг предназначается для изделий, не отвечающих никаким требованиям, то неполный проводится на тех же объектах с более или менее удовлетворительными механическими свойствами. То есть в результате неполной термической обработки изменится лишь перлитовая структура металла, а ферритовая останется неизменной. «Перлит» в переводе с французского означает «жемчужина», он входит в состав структуры стали, чугуна и иных железоуглеродистых сплавов. Перлит состоит из феррита и цементита, образующих эвтектоидную смесь. Другими словами, основная цель — сделать сталь мягкой и пластичной, насколько это возможно.
Если полный отжиг предназначается для изделий, не отвечающих никаким требованиям, то неполный проводится на тех же объектах с более или менее удовлетворительными механическими свойствами. То есть в результате неполной термической обработки изменится лишь перлитовая структура металла, а ферритовая останется неизменной. «Перлит» в переводе с французского означает «жемчужина», он входит в состав структуры стали, чугуна и иных железоуглеродистых сплавов. Перлит состоит из феррита и цементита, образующих эвтектоидную смесь. Другими словами, основная цель — сделать сталь мягкой и пластичной, насколько это возможно.
Технологически процесс неполного отжига отличается степенью нагрева, в данном случае он достигает критической точки на 30−50 градусов выше до А1. Температура нагрева достигает 770 градусов, постепенное охлаждение происходит со скоростью 60 градусов в час: сначала в печи до 600 градусов, а затем на открытом воздухе.
Такая термообработка также применяется для заэвтектоидной и легированной стали. Она нагревается до критической точки Ас1, превышающей на 10−30 градусов. В результате такого нагрева происходит перекристаллизация сплава, которая, в свою очередь, способствует образованию сферической формы перлита. Этот процесс еще называется сфероидизацией.
Рекристаллизация и диффузия
- Рекристаллизационный отжиг проводится с целью восстановления кристаллической решетки, нарушенной в результате деформации стали. Деформация приводит к наклепу, который сопровождается снижением пластичности, сталь становится очень жесткой, что делает ее обработку невозможной. Деформированная сталь нагревается до 650−680 градусов, вследствие чего ферритовые и перлитовые зерна, находящиеся в вытянутом в сторону деформации состоянии, распределяются равномерно, восстанавливая кристаллическую решетку и возвращая стали пластичность и мягкость.
- Диффузионный отжиг проводится в целях выравнивания структурной однородности на химическом уровне, то есть на атомном. Такая необходимость может возникнуть во время затвердевания литых слитков, иначе этот эффект называется дендритной ликвацией. Гомогенизация, или диффузионный отжиг, позволяет ликвидировать дендритную ликвацию посредством перемещения атомов примесей из части с высоким скоплением в часть, где наблюдается их нехватка, таким образом выравнивая химическую структуру.
Чтобы данный процесс протекал успешно, нагрев проводится при очень высоких температурах, с более длительной выдержкой и с медленным охлаждением, в отличие от видов, рассмотренных выше. То есть это температуры, превышающие 1000 градусов, длительность выдержки составляет более 12 часов.
Предназначение изотермического отжига и нормализации
 Изотермический отжиг применяется для высоколегированных и высокохромистых сталей. Его особенность заключается в нагреве металла на 30−50 градусов выше критической точки Ас3 и в ускоренном охлаждении до температуры выдержки ниже критической точки А1, а затем в естественном охлаждении на открытом воздухе.
Изотермический отжиг применяется для высоколегированных и высокохромистых сталей. Его особенность заключается в нагреве металла на 30−50 градусов выше критической точки Ас3 и в ускоренном охлаждении до температуры выдержки ниже критической точки А1, а затем в естественном охлаждении на открытом воздухе.
Данный вид дает несколько видимых преимуществ, первое из которых заключается во времени, то есть весь процесс — начиная от нагрева, выдержки и до остывания — занимает гораздо меньше времени, чем этап остывания детали вместе с печью. Второе преимущество состоит в том, что при изотермической выдержке и резком охлаждении достигается более сглаженная и однородная структура по сечению детали.
- Нормализация. Процесс нормализации осуществляется в качестве промежуточного перед обработкой и закалкой в целях устранения наклепа и внутреннего напряжения. Доэвтектоидная сталь подвергается нагреву до критической точки Ас3 на 30−50 градусов выше, постепенно охлаждается на открытом воздухе. Причем в отличие от отжига при нормализации происходит переохлаждение, за счет чего и достигается более однородная тонкая и мелкозернистая структура.
- Последствия нормализации. Значительно повышается прочность и ударная вязкость стали. Нормализация протекает гораздо быстрее, чем отжиг, а ее производительность намного выше. Поэтому рекомендуется нормализовать стали, содержащие в своем составе углерод, а не подвергать отжигу.
tokar.guru
Отжиг стали – как сделать материал более практичным и прочным? + видео
В металлургии часто встречаются такие виды обработки, как нормализация и отжиг стали. Что же это такое? Зачем нужно? И каким способом осуществляется? На все эти вопросы ниже приведены подробные ответы.
1 Отжиг металла – это что, и каких видов бывает?
В работе с металлами тяжело добиться идеального состояния прямо с первой выплавки, нужно произвести с деталями еще ряд операций. В этой статье мы разберем, что такое отжиг стали, когда применяют такой метод обработки, какие дефекты возникают во время этой операции и как с ними бороться. По сути это является самым первым этапом термического преобразования сплава. Заключается он в том, чтобы произошел нагрев стали до определенной температуры, далее некоторое время это состояние выдерживается, а затем следует и постепенное охлаждение. В результате такого вида обработки изменяется структура сплава и, соответственно, его свойства.
Существует несколько видов подобной термообработки, а уж какой из них применять, зависит от материала и желаемых свойств. Таким образом, полный отжиг предполагает нагрев до температуры, превышающей критическую не более чем на 20–40 °С. Что же насчет времени выдержки, так оно должны быть таковым, чтобы деталь смогла полностью прогреться, а в материале произошли все структурные превращения. Скорость охлаждения будет различной, в зависимости от типа стали, так для углеродистой она составит 180–200 °С/час, для низколегированной – около 100 °С/час, а для деталей, сделанных из высоколегированных сплавов, падать температура будет приблизительно на 50 °С за один час.
Рекомендуем ознакомиться
В случае когда не нужны серьезные структурные изменения, применяют неполный отжиг, при этом температура нагрева будет только чуть больше критической. А для того чтобы в результате получился зернистый перлит в структуре высокоуглеродистой стали, необходим специальный вид термической обработки. В этом случае невероятно важным является точное соблюдение температурного режима и скорости охлаждения. Сплав нагревают до 760–780 градусов Цельсия, а затем, немного выдержав, охлаждают до 700 °С и повторяют эту процедуру несколько раз. При изотермическом отжиге нагрев превышает критическую точку не более чем на 50 градусов Цельсия. Добиться химической однородности можно гомогенизацией, осуществляемой при очень высоких температурах, длительной выдержке (10–15 часов) и медленном охлаждении. Для рекристаллизационного отжига необходим нагрев до 680 градусов Цельсия.
Также одним из видов термической обработки металлов является нормализация, ее суть аналогична выше описываемому процессу. Сплав нагревают до заданной температуры, которая превышает критическую на 30–50 °С, выдерживают, а затем постепенно охлаждают.
2 Печи для отжига металла – используемое оборудование сегодня
Так как данный вид обработки предусматривает очень сильный нагрев, то, соответственно, необходимо и специальное оборудование. Так, для термического преобразования проволоки, стержней, канатов, а также легированной, средне- и низкоуглеродистой сталей нашли свое применение печи для отжига металла шахтного типа. Суть процесса заключается в следующем: среда внутри разогревается до тех пор, пока не будет достигнута номинальная температура, после этого же нагрев прекращается и осуществляется загрузка материала специальными подъемниками. Затем крышка печи плотно закрывается, и осуществляется подогрев до заданной отметки уже непосредственно для отжига. Далее следует выдержка и остывание изделия.
Иногда данный процесс включает в себя и подачу эндогаза, она осуществляется при температуре 750 °С и длится до тех пор, пока не закончится вся термообработка. Затем на нагревательные элементы перестает поступать электроэнергия, избыточное давление сбрасывается, открывается затворка, и изделия выгружаются опять-таки с помощью цеховых подъемников.

Одними из последних разработок являются непрерывно нормализующие печи. Они могут быть как с газовым нагревом, так и с косвенным. В последнем случае система подбирается в зависимости от конкретно нужной температуры и назначения. К их преимуществам относится возможность управления мощностью, повышенная безопасность, отличная термоизоляция и экологичность, по крайней мере, количество выбросов вредных веществ в атмосферу в разы меньше, чем при использовании устаревшего оборудования.
3 Какие процессы происходят в металле при отжиге?
Отжиг металла – это нагрев до весьма значительных температур, зачастую превышающих даже критическую, что не может не отразиться на его структуре. Однако, так как и режим при разных видах термообработки различен, да и изначально структура сталей неодинакова, то и изменения в них будут происходить непохожие в зависимости от этих факторов.
Таким образом, углеродистые доэвтектоидные стали, подвергшиеся полному отжигу, в результате получат перлитную структуру с включением зерен феррита. Низко- и среднеуглеродистые стали с содержанием углерода, не превышающим 0,45%, в основном имеют неоднородную структуру, после же обработки их зерна измельчаются и становятся более однородными.

При неполном отжиге изменению подвергается структура перлита, что же насчет феррита, так он неизменен. Таким образом, снимаются внутренние напряжения в материале, и он становится более мягким. При гомогенизации происходит распределение атомов (диффузия), при этом довольно часто следствием может служить укрупнение зерен. После нормализации структура стали становится мелкозернистой и более однородной.
4 Обязательно ли отжигать сталь?
Очень часто бывают случаи, когда последствиями какой-либо обработки является неустойчивое состояние материала. Например, результатом холодной пластической деформации может послужить искажение кристаллической решетки. Диффузионные процессы, которые должны пройти при затвердевании, не успевают произойти, что способствуют неоднородности сплава. Быстрое охлаждение, а также неравномерное распределение усилий приводит к неравномерному распространению упругой деформации. Без теплового движения атомов неустойчивое состояние стали будет сохраняться надолго. Таким образом, для того чтобы снять напряжение, свести искажение кристаллической решетки до минимума, а также осуществить диффузию и рекристаллизацию, необходим нагрев.
Кроме того, в случае нагрева выше температуры фазового превращения и дальнейшего медленного охлаждения произойдет структурированное равновесие сплава. Таким образом, с помощь отжига добиваются повышения уровня механических свойств, снятия внутренних напряжений, материал лучше поддается резке специальным инструментом, становится более мягким, а также данный этап считается подготовительным для дальнейшей термообработки.

5 Какие дефекты может создать отжиг стали?
При этом очень важно знать и о вероятных дефектах. Среди них окисление – возникновение на поверхности окислов железа и окалины. Связано это с выгоранием углерода в поверхностных слоях. Этот брак может привести к искажению геометрии деталей, снижению прочности, возникновению трещин, а также короблению. Дабы избежать данных дефектов, необходимо использовать защитные газы, чтобы снизить содержание кислорода в рабочей среде до минимума.

Еще виды дефектов, которые могут встретиться при отжиге, это перегрев и пережог. Возникают они при воздействии чрезвычайно высоких температур и длительной выдержке. В первом случае происходит укрупнение зерна, что приводит к появлению горячих трещин, снижению вязкости и прочности сплава. Бороться с этим можно только лишь повторной нормализацией. Второй же дефект характеризуется окислением самих зерен, а значит, и оплавлением поверхности. Исправить такой брак невозможно, поэтому деталь просто переплавляют.
tutmet.ru
Отжиг стали как вид термической обработки. Технология металлов
Создание новых материалов и управление их свойствами – это искусство технологии металлов. Одним из ее инструментов является термическая обработка. Эти процессы позволяют изменять характеристики и соответственно, сферы использования сплавов. Отжиг стали – широко распространённый вариант для устранения производственных дефектов изделий, повышения их прочности и надежности.
Задачи процесса и его разновидности
Операции отжига производятся с целью:
- оптимизации внутрикристаллической структуры, упорядочения легирующих элементов;
- минимизации внутренних искажений и напряжений вследствие стремительных технологических температурных перепадов;
- повышения податливости объектов к последующей обработке резанием.
Классическую операцию называют «полным отжигом», однако существует целый ряд его разновидностей, в зависимости от заданных свойств и особенностей выполнения задач: неполный, низкий, диффузионный (гомогенизация), изотермический, рекристаллизационный, нормализационный. Все они схожи по принципу, однако режимы термообработки сталей значительно отличаются.
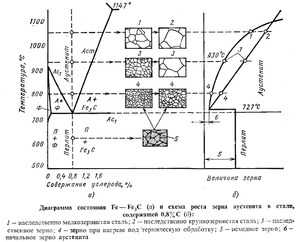
Термическая обработка на основе диаграммы
Все преобразования в черной металлургии, которые основаны на игре температур, четко соответствуют диаграмме железоуглеродистых сплавов. Она является наглядным пособием для определения микроструктуры углеродистых сталей или чугунов, а также точек преобразования структур и их особенностей под влиянием нагрева или охлаждения.
Технология металлов регламентирует этим графиком все виды отжига углеродистых сталей. Для неполного, низкого, а также для рекристаллизации «отправными» температурными значениями служит линия PSK, а именно ее критическая точка Ас1. Полный отжиг и нормализация стали термически ориентированы на линию диаграммы GSE, ее критические точки Ac3 и Асm. Также диаграмма четко устанавливает связь определенного способа термической обработки с видом материала по содержанию углерода и соответствующую возможность ее проведения для конкретного сплава.
Полный отжиг
Объекты: отливки и поковки из доэвтектоидного сплава, при этом состав стали должен наполнять карбон в количестве до 0,8%.
Цель:
- максимальное изменение микроструктуры, полученной литьем и горячим давлением, приведение неоднородного крупнозернистого ферритно-перлитного состава в однородный мелкозернистый;
- снижение твердости и повышение податливости для последующей обработки резанием.
Технология. Температура отжига стали на 30-50˚С выше критической точки Ас3. По достижении металлом заданных термических характеристик их поддерживают на этом уровне на протяжении некоторого времени, позволяющем завершить всех необходимые превращения. Крупные перлитные и ферритные зерна полностью переходят в аустенит. Следующий этап – медленное охлаждение вместе с печью, в процессе которого из аустенита снова выделяются феррит и перлит, имеющий мелкое зерно и однородную структуру.
Полный отжиг стали позволяет устранить наиболее сложные внутренние дефекты, однако является очень длительным и энергоемким.

Неполный отжиг
Объекты: доэвтектоидные стали, не имеющие серьёзных внутренних неоднородностей.
Цель: измельчение и смягчение перлитного зерна, без изменения ферритной основы.
Технология. Нагрев металла до температур, попадающих в промежуток между критическими точками Ас1 и Ас3. Выдержка заготовок в печи при стабильных характеристиках способствует завершению необходимых процессов. Охлаждение производится медленно, вместе с печью. На выходе получают ту же перлитно-ферритную мелкозернистую структуру. При таком термическом влиянии перлит превращается в мелкозернистый, феррит же остается неизменным кристаллически, а может лишь меняться структурно, также измельчаясь.
Неполный отжиг стали позволяет уравновесить внутреннее состояние и свойства несложных объектов, он менее энергоемкий.
Низкий отжиг (рекристаллизация)
Объекты: все виды проката из углеродистой стали, легированная сталь с содержанием углерода в пределах 0,65% (например, шарикоподшипниковая), детали и заготовки из цветных металлов, которые не содержат серьёзных внутренних дефектов, однако нуждаются в неэнергоемкой коррекции.
Цель:
- снятие внутренних напряжений и наклепа вследствие влияния как холодной, так и горячей деформации;
- ликвидация негативных последствий неравномерного охлаждения сварных конструкций, повышение пластичности и прочности швов;
- придание однородности микроструктуре продукции цветной металлургии;
- сфероидизация пластинчатого перлита – придание ему зернистой формы.
Технология.
Нагрев деталей производится на 50-100˚С ниже критической точки Ас1. Под действием таких влияний устраняются незначительные внутренние изменения. Весь технологический процесс занимает около 1-1,5 часа. Примерные значения температурных интервалов для некоторых материалов:
- Углеродистая сталь и медные сплавы – 600-700˚С.
- Никелевые сплавы – 800-1200˚С.
- Алюминиевые сплавы – 300-450˚С.
Охлаждение производится на воздухе. Для мартенситных и бейнитных сталей технология металлов предусматривает иное название этого процесса – высокий отпуск. Является простым и доступным способом улучшения свойств деталей и конструкций.

Гомогенизация (диффузионный отжиг)
Объекты: крупные продукты литья, особенно отливки из легированной стали.
Цель: равномерное распределение атомов легирующих элементов по кристаллическим решеткам и всему объему слитка в результате высокотемпературной диффузии; смягчение структуры заготовки, снижение ее твердости перед выполнением последующих технологических операций.
Технология. Нагрев материала производят до высоких температур 1000-1200˚С. Стабильные термические характеристики необходимо удерживать на протяжении длительного времени – около 10-15 часов, в зависимости от размеров и сложности литой конструкции. По завершении всех этапов высокотемпературных превращений следует медленное охлаждение.
Трудоемкий, однако высокоэффективный процесс выравнивания микроструктуры крупных конструкций.
Изотермический отжиг
Объекты: листовой прокат углеродистой стали, изделия из легированных и высоколегированных сплавов.
Цель: улучшение микроструктуры, снятие внутренних дефектов с меньшими затратами времени.
Технология. Металл изначально нагревают до температур полного отжига и выдерживают время, необходимое для превращений всех имеющихся структур в аустенит. Далее медленно охлаждают погружением в раскаленную соль. По достижению теплоты на 50-100˚С ниже точки Ас1 помещают в печь с целью поддержания ее на данном уровне на протяжении времени, необходимого для полного превращения аустенита в перлит и цементит. Завершающее охлаждение происходит на воздухе.
Метод позволяет достичь необходимых свойств заготовок из легированной стали, при этом экономит время, в сравнении с полным отжигом.

Нормализация
Объекты: отливки, поковки и детали из низкоуглеродистой, среднеуглеродистой и низколегированной стали.
Цель: упорядочение внутреннего состояния, придание нужной твердости и прочности, улучшение внутреннего состояния перед последующими этапами термообработки и обработки резанием.
Технология. Сталь нагревают до температур, которые лежат немного выше линии GSE и ее критических точек, выдерживают и охлаждают на воздухе. Таким образом, скорость завершения процессов увеличивается. Однако с помощью этой процедуры можно достичь рациональной спокойной структуры лишь в том случае, когда состав стали определен углеродом в количестве не более 0,4%. С повышением количества карбона имеет место повышение твердости. Та же сталь после нормализации имеет большую твердость вместе с равномерно расположенным мелким зерном. Методика позволяет значительно повысить сопротивление сплавов разрушению и податливость обработке резанием.

Возможные дефекты отжига
Во время выполнения операций термической обработки необходимо придерживаться заданных режимов температурных нагревов и охлаждений. В случае нарушения требований могут возникнуть различные дефекты.
- Окисление поверхностного слоя и образование окалины. Во время проведения операции раскаленный металл вступает в реакцию с кислородом воздуха, что приводит к образованию окалины на поверхности заготовки. Подлежит очищению механическим способом или с помощью специальных химических реактивов.
- Выгорание углерода. Также происходит в результате влияния кислорода на горячий металл. Снижение количества углерода в поверхностном слое приводит к снижению его механических и технологических свойств. С целью предотвращения этих процессов, отжиг стали необходимо производить параллельно со вводом внутрь печи защитных газов, основная задача которых – не допустить взаимодействий сплава с кислородом.
- Перегрев. Является последствием длительной выдержки в печи при высокой температуре. Имеет следствием чрезмерный рост зерен, приобретение неоднородной крупнозернистой структуры, повышение хрупкости. Подвергается исправлению путем осуществления еще одного этапа полного отжига.
- Пережег. Происходит в результате превышения допустимых значений нагрева и выдержки, приводит к разрушению связей между некоторыми зернами, полностью портит всю структуру металла и не подвергается исправлению.
Для предотвращения сбоев важно четко выполнять задачи термообработки, обладать профессиональными навыками и строго контролировать процесс.

Отжиг стали является высокорезультативной технологией приведения микроструктуры деталей любой сложности и состава к оптимальному внутреннему строению и состоянию, которое требуется для последующих этапов термических влияний, обработки резанием и введения конструкции в эксплуатацию.
fb.ru