Как точить диск циркулярной пилы – Заточить циркулярную пилу можно самостоятельно при наличии определенных навыков
alexxlab | 17.04.2017 | 0 | Вопросы и ответы
Заточить циркулярную пилу можно самостоятельно при наличии определенных навыков
Заточка циркулярных пил своими руками – цена вопроса и надежность исполнения
Циркулярная пила (современное наименование – дисковая пила) гораздо более эффективный инструмент в сравнении с сабельными, продольными и цепными. Качество распила и удобство работы не вызывает сомнений. С помощью дисковой пилы можно идеально ровно раскроить заготовку большой площади, производить распилы под разными углами и работать с самыми разными материалами.
Дисковая пила позволяет с одинаковой точностью и качеством производить распил материала как вдоль, так и поперек волокон. Разумеется, получить чистый распил, можно лишь при правильно заточенных зубьях. Циркулярные пилы подразделяются на три категории:
- Цельнометаллические
- Цельнометаллические с напылением твердых материалов в рабочей зоне
- Пилы с напайками зубьев из твердых сплавов
Наличие технологических пазов на пильных дисках очень важно
Любой диск должен быть качественно заточен, а зубья правильно разведены. Затупившиеся зубья ухудшают качество распила, повышают нагрузку на привод и делают работу небезопасной. Кроме того, на дисках, предназначенных для работы с твердыми материалами должны присутствовать технологические пазы. В противном случае при нагреве полотно может деформироваться от расширения металла. Это приведет к опасным вибрациям и ухудшению качества распила.
Различия рабочих зубьев по геометрической форме
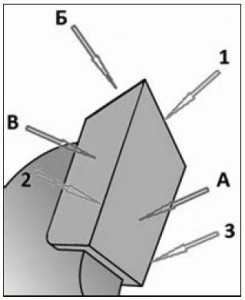
Зуб имеет несколько рабочих плоскостей. Передняя плоскость «А» вместе с задней «Б» в месте пересечения образуют основную режущую кромку «1». В местах пересечения поредей плоскости с боковыми «В» образуются вспомогательные кромки «2» и «3».
Схематическое представление режущей кромки диска
Для эффективной работы с материалами разработаны различные виды режущих зубьев.
- Базовая форма – прямой зуб
- Скошенные зубья
- Трапециевидные зубья
- Конические зубья
Предназначен для грубого и быстрого распила. Качество среза невысокое, поэтому для тонких работ и расшивки твердых материалов не подходит.
Такая форма режущей кромки позволяет делать ровные точные пропилы и хорошо подходит для композитных материалов, например – ДСП с двусторонним ламинированием. На твердом покрытии практически не остается сколов. Зубья со скошенной задней поверхностью отлично режут твердые заготовки, но при этом быстрее тупятся. Наклон чередуется, поэтому полотно с такой формой называется переменно скошенным. Скошенной может быть как задняя, так и передняя кромка.
Главное достоинство – медленное затупление. Такие рабочие зубья чередуются с прямыми, работая комплексно. Трапеция несколько выше основного зуба, и как бы прорубает материал «по черновому», облегчая работу прямой кромке. Применяется при распиле пластмасс и материалов с прочным двусторонним ламинатом.
Диски с коническим зубом являются вспомогательными. С их помощью делается предварительный надрез ламината, для предотвращения образования сколов при распиле. В качестве самостоятельного инструмента не используется.
Кроме того, передняя плоскость зубьев может иметь вогнутую форму. Такие пилы предназначены для поперечных распилов. Вогнутая плоскость и острая кромка подобно серпу разрезают поперечные волокна материала.
Заточка дисковых пил своими руками видео
Существуют диски с чередующимися активными и пассивными зубьями. У пассивных отрицательный угол заточки.
Как определить износ дисковой пилы?
Все качества дисковой пилы доступны лишь при своевременной заточке зубьев. Затупившийся диск портит материал, увеличивает износ приводных механизмов пилы, повышает риск получить травму при работе. Существуют признаки затупления, при появлении которых необходимо срочно производить заточку циркулярных пил:
- Для продвижения заготовки во время распила, требуется большое усилие
- На распиле появляются сколы, трещины
- Двигатель привода сильно нагревается при работе
- Слышен запах подгоревшего материала
- На кромке распила видны темные следы от перегрева
Кроме того, остроту зубьев можно проверять тактильно и с помощью увеличительного стекла. Радиус округления режущей кромки должен быть в пределах 0,1-0,2 мм. При распиловке заготовок большой толщины, износу подвергается не только основная рабочая кромка, но и боковые.
ВАЖНО! При проведении работ всегда используйте диск, соответствующий материалу. В противном случае вы ошибочно отправите исправный диск на заточку.
Общие правила заточки циркулярной пилы
Заточка дисков производится ограниченное количество раз. При каждой процедуре, размер зуба уменьшается. Рано или поздно зуб стачивается до критической величины, после которой использование диска станет невозможным.
ВАЖНО! Недопустимо работать на затупленном диске. Помимо ухудшения качества распила, для заточки чрезмерно затупленных зубьев потребуется снять большее количество металла.
В целях продления ресурса, заточку производят по двум рабочим поверхностям режущей кромки. При этом толщина снимаемой поверхности уменьшается вдвое.Схематическое изображение правильной заточки зубьев
Если не нарушать правила обработки, заточку можно производить до 25 раз. Перед заточкой диск необходимо очистить от загрязнений. Механическая обработка нежелательна, лучше использовать моющие жидкости, содержащие в своем составе растворители. Стандартная величина съема поверхности зуба 0,05-0,15 мм.Углы заточки индивидуальны для каждого диска, и указаны в паспорте или непосредственно на боковине.
Маркировка пильного диска с указанием углов заточки
Для заточки дисков существуют специальные станки, которые механически контролируют выбранные углы для каждого зуба. В зависимости от интенсивности применения, точильный станок может иметь автоматический или ручной привод. В домашних условиях, как правило, используются недорогие модели, в которых поворот диска на следующий зуб и контроль толщины стачиваемого металла осуществляется вручную.
В таких приспособлениях диск фиксируется перпендикулярно точильному камню, устанавливается угол и шаг зуба. Мастер проводит затачиваемой поверхностью по точильному камню фиксированное количество раз и переходит к следующему зубу.
Точильные диски изготавливаются из эльбора, карбида кремния или используют алмазное напыление. Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Существуют лишь особенности применения. Например, алмазные точильные камни способны обработать более твердые зубья, но чувствительны к перегреву.
Можно производить заточку вручную, при помощи качественного напильника. Диск при этом лучше оставить в станке. Первый зуб помечается маркером, диск фиксируется при помощи деревянных брусков, струбцины или тисков. По каждой поверхности зуба необходимо выполнить фиксированное количество проходов напильника. Затем выполнить поворот диска на один зуб и повторить процедуру.
Как заточить дисковую пилу своими руками видео
Заточка дисков с твердосплавными напайками
Многие домашние мастера сталкиваются с проблемой заточки дисков с победитовыми напайками. Если точить стандартными абразивами – приходится проводить процедуру дольше, и материал может «отпустить» от перегрева. Алмазные точильные диски справляются гораздо лучше, но стоимость их слишком велика. Иногда выгоднее купить новый победитовый диск.
Выбор остается за владельцем пилы, однако общий совет следующий:
[tip]При заточке дисков с победитовыми напайками в любом случае придется пользоваться станком, вне зависимости от его технического уровня. Если такой станок у вас есть – приобретайте алмазный абразив и заточка дисков любой твердости не будет проблемой. Если станка нет – для заточки дисков с победитовыми напайками лучше обратиться в специализированную мастерскую.[/tip]Можно потратить средства на приобретение оборудования любой сложности, главное – чтобы оно не простаивало, и было востребованным. При больших объемах работ – выгоднее иметь собственный точильный станок для дисковых пил. Если вы лишь выполняете периодические ремонтные работы – дешевле обращаться в мастерскую.
obinstrumente.ru
Заточка дисковых пил своими руками: принципы и углы заточки
Строительство частного дома будет сложным и длительным без применения современных инструментов. Большую популярность у строителей завоевала циркулярная пила, превосходящая прочие виды пил по дереву своей точностью и чистотой распила.
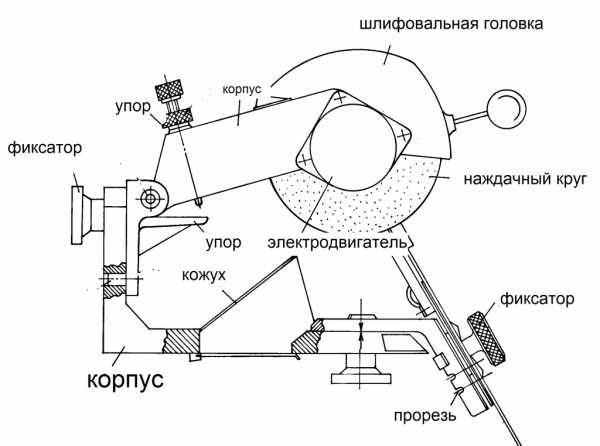
Схема станка для заточки дисковых пил и ножей.
Поскольку данный электроинструмент относится к активно эксплуатируемым и потому достаточно быстро изнашиваемым приспособлением, заточка дисковых пил своими руками приобретает очень большое значение.
Инструменты для заточки дисковых пил
Чтобы правильно заточить дисковую пилу, нужны такие инструменты, как:
- напильник;
- монтажные тиски;
- брусок из дерева;
- цветной маркер.
Вернуться к оглавлению
Какие признаки подскажут о том, что надо наточить пилу?
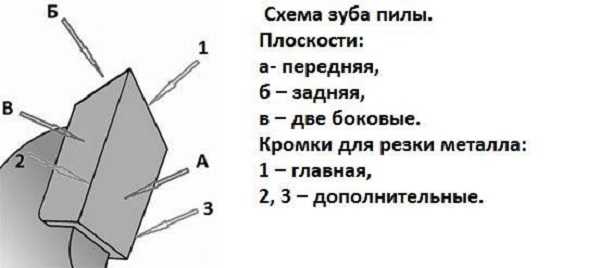
Рисунок 1. Схема зуба пилы. Плоскости: а- передняя, б — задняя, в — две боковые. Кромки для резки металла: 1 – главная, 2, 3 – дополнительные.
- На предохранительных кожухах пил в районе электродвигателя ощущается сильный нагрев. Иногда такое повышение температуры сопровождается появлением из-под кожуха дыма.
- Для получения хороших результатов работы на дисковую пилу приходится сильнее прежнего давить.
- В результате работы затупленных зубцов пил по дереву на пропилах в древесине фиксируется появление темных отметин, следов нагара. Возможно распространение характерного запаха горелой древесины.
Вернуться к оглавлению
Виды режущих зубьев
Чтобы лучше понять, как производится правильная заточка дисковых пил, следует разобраться в особенностях и строении той части диска, которая производит распил дерева. Этой главной частью являются режущие зубья.
Все зубья производятся из твердосплавных металлов. Каждый из них (рис. 1) имеет 4 рабочие плоские поверхности: передняя (а), задняя (б), а также две боковые плоскости (в). Они играют вспомогательную роль. Одна главная (1) и две дополнительные (2 и 3) кромки для резки материала образуются на линиях пересечения указанных рабочих плоскостей.
В соответствии с конфигурацией все режущие зубья дисковых пил делятся на следующие разновидности:
Рисунок 2. Схема угла заточки.
- Прямые зубья. Чаще всего применяются для ускоренного продольного распиливания. Не рассчитаны на идеальное качество пропила.
- Скошенные (косые) зубья. Характеризуются наличием на задней плоской поверхности зуба углового обреза с левой или правой стороны. Иногда на диске зубья с разными сторонами скоса чередуются и тогда они называются попеременноскошенными. Такие элементы применяются для резки не только древесины, но и ДСП, различных пластмасс. При большом угле скоса обеспечивается качественное пиление без сколов на кромках пропила.
- Трапециевидные зубья. В сечении режущей поверхности имеют вид трапеции. Благодаря такой конфигурации долго не тупятся. Часто на диске чередуются с прямыми зубьями. В этом случае трапециевидные элементы осуществляют черновое распиливание, в то время как прямые производят чистовую обработку.
- Конические зубья. Имеют конусообразный вид. Обычно выполняют вспомогательные функции предварительной надрезки ламината. Такими зубьями обрабатывают указанное напольное покрытие для недопущения сколов при разрезании ламинатных панелей основной пилой.
Вернуться к оглавлению
Принципы и углы заточки дисковых пил
Рисунок 3. Схема стачивания металла на зубьях пилы.
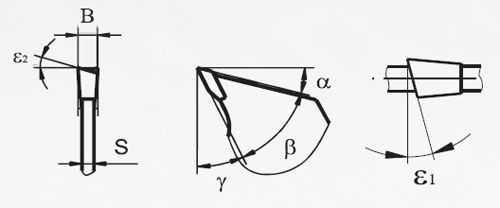
Рабочие части циркулярных пил затачиваются по 4 главным углам заточки. Эти углы (рис.2), как и форма режущего зуба, являются основными техническими параметрами диска.
Итак, каждый зуб циркулярки характеризуется передним (γ), задним (α) углами, а также углами среза передних и задних поверхностей (ε1 и ε2). Величина указанных углов зависит от назначения распиливающего устройства, распиливаемого материала и направления пиления.
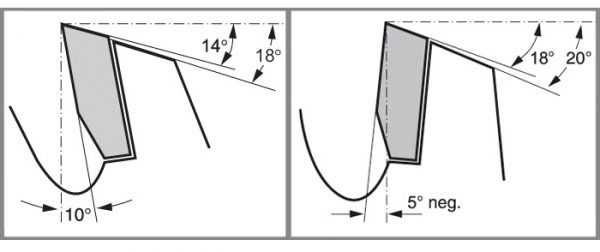
В частности, пилу для продольной резки затачивают под относительно большим передним углом (от 15° до 25°). Показатель заточки переднего угла для поперечного распиливания находится в пределах от 5° до 10°. А вот универсальный вариант, выполняющий обработку материала во всех направлениях, традиционно затачивается под углом в 15°.
Кроме того, на указанные углы влияет и степень твердости разрезаемых объектов. Их величины находятся в строгой зависимости: чем тверже материал, из которого состоит та или иная заготовка для распиливания, тем менее заостренными должны быть режущие зубья.
Главный принцип затачивания зубьев твердосплавных пил основан на том, что при длительной эксплуатации самый значительный износ происходит на верхней режущей кромке. В результате интенсивного использования ее линия может округлиться до 0,3 мм и более. Что касается плоскостей зуба, то больше всего износ фиксируется на передней поверхности.
Правильное затачивание режущих элементов должно обеспечивать такой вид кромок, при котором радиус их скругления не превышает величины в 0,2 мм. Для этого рекомендуют параллельно стачивать металл на передней и задней плоскостях зуба (рис. 3). Такой способ можно считать оптимальным. Можно точить одну только переднюю плоскость, однако в этом случае на такую операцию уйдет больше времени, к тому же сам зуб быстрее сточится из-за необходимости убирать больше металла с передней поверхности.
Стандартным слоем стачиваемого металла считается 0,05-0,15 мм.
Вернуться к оглавлению
Заточка пил своими руками в домашних условиях
Рисунок 4. Для того ,что бы заточка была правильной и быстрой диск следует хорошо закрепить.
Наточить пилу можно и у себя дома. Для этого не обязательно иметь в собственной мастерской специализированный точильный станок, который стоит больших денег и используется по назначению достаточно редко.
Но просто держать в руках диск и на весу точить зубья на шлифовальном круге нерационально. Никакой твердости руки и отменного глазомера не хватит, чтобы сделать режущий элемент безупречно острым и пригодным для эффективной работы. С этой целью следует позаботиться об изготовлении самого простого фиксирующего приспособления (рис. 4).
Удерживать зубчатый круг циркулярки в строго заданном положении относительно точильного диска поможет, например, самая обыкновенная плоская подставка.
Ее поверхность должна совпадать с уровнем оси заточного диска. Сам зубчатый круг размещается на подставке таким образом, чтобы затачиваемые плоскости зубьев были перпендикулярны к полотну пилы. Для затачивания скошенных зубьев по передней и задней поверхностям указанное приспособление делают с подвижным шарниром.
Однако в этом случае трудно выдержать одинаковую величину передних и задних углов заточки. Чтобы устранить данную проблему, центр пильного круга жестко фиксируют в нужном положении по отношению к абразивному диску. Делается это либо с помощью паза для оправки, которую монтируют на подставке для размещения на ней затачиваемой пилы, либо установкой на подставке специальных упоров, которые закрепляют диск пилы под требуемым углом к заточному кругу.
Если выполнять все требования, предъявляемые к технологии затачивания твердосплавных циркулярных пил, то они будут служить человеку долго и эффективно.
moiinstrumenty.ru
Как Наточить Диск Циркулярки В Домашних Условиях • AURAMM.RU
Заточка циркулярных пил
Материал и свойства карбидных зубьев
В отечественных пилах в качестве материала для режущих вставок используются спеченные вольфрам-кобальтовые сплавы марок (6, 15 и т. Д., Рисунок означает процентное содержание кобальта). 6 имеет твердость 88,5 HRA, а 15 имеет 86 HRA. Иностранные производители используют свои сплавы. Твердые сплавы состоят в основном из карбида вольфрама, цементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и от размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Пластины из твердого сплава прикрепляются к диску с помощью высокотемпературной пайки. В качестве материала для пайки используются, в лучшем случае, серебряные припои (PSr-40, PSr-45), в худшем случае. медно-цинковые припои (L-63, MNMC-68-4-2).
Геометрия карбидных зубцов
В форме различают следующие типы зубов.
Прямой зуб. Обычно используется в пилах для продольной быстрой распиловки, качество которых не особенно важно.
Наклонный (косой) зуб с левым и правым углом наклона задней плоскости. Зубы с различным углом наклона чередуются между собой, из-за того, что они называются чередующимися. Это наиболее распространенная форма зуба. В зависимости от размера углов шлифования пилы с чередующимся зубом используются для распиловки самых разных материалов (дерева, ДСП, пластмасс). как в продольном, так и в поперечном направлениях. Пилы с большим углом наклона задней плоскости используются в качестве подрезки при резке пластин с двухсторонним ламинированием. Их использование позволяет избежать сколов по краям разреза. Увеличение угла скоса уменьшает силу резания и снижает риск сколов, но в то же время уменьшает прочность и прочность зуба.
Зубы могут быть склонны не только к тылу, но и к передней плоскости.
Трапециевидный зуб. Особенностью этих зубов является относительно медленная скорость притупления режущих кромок по сравнению с чередующимися зубьями. Обычно они используются в сочетании с прямым зубом.
Перемещаясь с последним и слегка поднимаясь над ним, трапециевидный зуб выполняет сквозную резку, а прямая линия, следующая за ней, является чистой. Пилы с чередующимися прямыми и трапециевидными зубьями используются для резки пластин с двухсторонним ламинированием (ДСП, МДФ и т. Д.), А также для распиловки пластмасс.
Конический зуб. Пилы с коническим зубцом являются вспомогательными и используются для забора нижнего слоя ламината, защищающего его от сколов во время прохождения основной пилы.
В подавляющем большинстве случаев передняя сторона зубов имеет плоскую форму, но есть пилы с вогнутой передней поверхностью. Они используются для отделки поперечной резки.
Углы шлифования зубов
Значения углов шлифования определяются с помощью пилы. то есть для резки материала и в каком направлении оно предназначено. Пилы для продольной распиловки имеют относительно большой передний угол (15 °.25 °). В поперечных пилах угол γ обычно колеблется от 5-10 °. Универсальные пилы, предназначенные для поперечной и продольной распиловки, имеют среднее значение переднего угла. обычно 15 °.
Значения углов шлифования определяются не только по направлению резания, но и по твердости материала пилы. Чем выше твердость, тем меньше передний и задний углы (меньше сужения зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с этим углом используются для резки цветных металлов и пластмасс.
Основные принципы заточки
Читайте так же
При распиливании массивных заготовок боковые поверхности также подвергаются быстрому износу.
Не перегоняйте пилу. Радиус закругления режущей кромки не должен превышать 0,1-0,2 мм. В дополнение к тому факту, что, когда лезвие сильно тупые, производительность резко падает, для того, чтобы измельчить его, требуется в несколько раз больше времени, чем точить лезвие с нормальным притуплением. Степень притупления может быть определена как самими зубами, так и типом разреза, который они оставляют.
Правильная заточка циркулярных пил должна обеспечивать, в то же время, что режущая кромка должным образом заточена, чтобы обеспечить максимальное количество резцов, что в оптимальном случае может достигать 25-30 раз. Для этой цели рекомендуется использовать твердосплавный зуб, который следует шлифовать вдоль передней и задней плоскостей. Фактически, зубы могут быть измельчены и вдоль одной передней плоскости, но количество возможной заточки оказывается почти в два раза меньше, чем при заточке на двух плоскостях. На рисунке ниже ясно показано, почему это происходит.
Последний прогон при заточке пильных дисков рекомендуется делать на задней плоскости зуба. Стандартное значение удаления металла составляет 0,05-0,15 мм.
Перед заточкой необходимо очистить пилу от грязи, например смолы, и проверить значения углов шлифования. На некоторых пилах они записываются на диск.
Оборудование и материалы для заточки пильных полотен
При использовании абразивных дисков (особенно алмазных колес) желательно их охлаждать.
По мере повышения температуры микротвердость абразивных материалов уменьшается. Повышение температуры до 1000 ° C снижает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300 ° C приводит к уменьшению твердости абразивных материалов почти в 4-6 раз.
Как Самому Точить Пильные Диски Простым Приспособлением
Точить твёрдосплавные диски очень легко с помощью простейшего приспособления, а служат такие диски раза.
Заточка пильных дисков самостоятельно
Затупился пильный диск на моей Маките 2704. Финансов на покупку диска от Макиты или СМТ в данный момент нету.
Использование воды для охлаждения может привести к ржавчине на деталях и компонентах машины. Для устранения коррозии к воде добавляют воду и мыло, а также некоторые электролиты (карбонат натрия, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т. Д.), Которые образуют защитные пленки. При нормальном шлифовании чаще всего используются мыльные и содовые растворы, а также для тонкого измельчения, низкоконцентрированных эмульсий.
Однако при шлифовании пильных полотен в домашних условиях с низкой интенсивностью шлифовальных работ круг не прибегает к охлаждению очень часто, не желая тратить время на него.
Чтобы увеличить шлифовальную способность абразивных дисков и уменьшить удельный износ, следует выбрать наибольший размер зерна, который обеспечивает требуемую чистоту поверхности заостренного зуба.
Чтобы выбрать размер зерна абразива, в соответствии со стадией измельчения, вы можете использовать таблицу в статье о шлифовальных стержнях. Например, если используются круги с бриллиантами, для черновой обработки можно использовать круги с размером зерна 160/125 или 125/100 для отделки. 63/50 или 50/40. Круги с размерами зерен от 40/28 до 14/10 используются для удаления зубцов.
Окружная скорость круга при заточке зубов карбида должна составлять около 10-18 м / с. Это означает, что при использовании круга диаметром 125 мм частота вращения двигателя должна быть около 1500-2700 об / мин. Заточка более хрупких сплавов производится с меньшей скоростью из этого диапазона. При заточке карбидных инструментов использование жестких мод приводит к образованию повышенных напряжений и трещин, а иногда и к измельчению режущих кромок, в то время как износ колеса увеличивается.
При использовании шлифовальных станков с пилой, изменение относительного положения пилы и шлифовального круга может осуществляться по-разному. путем перемещения одной пилы (двигатель с кругом неподвижен), одновременно перемещая пилу и двигатель, перемещаясь только двигатель с кругом (пильный диск неподвижен).
Производится большое количество шлифовальных машин различных функций. Самые сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим шлифования, при котором все операции выполняются без участия рабочего.
В простейших и дешевых моделях после установки и фиксации пилы в положении, обеспечивающем требуемый угол заточки, все дальнейшие операции поворачивают пилу вокруг своей оси (поворачивая зуб), подавая на шлифование (приводящий в контакт с круг) и контролируя толщину пильного металла. изготавливаются вручную. Такие простые модели целесообразно использовать дома, когда заточка циркулярных пил эпизодична.
Примером самой простой машины для шлифовальных дисковых пил является система, фотография которой показана на фотографии ниже. Он состоит из двух основных блоков. двигателя с кругом (1) и опоры (2), на которой установлена заостренная пила. Вращающийся механизм (3) служит для изменения угла полотна (при затачивании зубов ). С помощью винта (4) пила перемещается вдоль оси абразивного колеса. Это гарантирует, что заданное значение угла переднего шлифования будет установлено. Винт (5) используется для установки стопора в нужном положении, предотвращая чрезмерное попадание круга в межзубную полость.
Процесс заточки пильных дисков
Читайте так же
Пила устанавливается на оправке, зажатой с помощью конической (центрирующей) втулки и гайки, а затем устанавливается в строго горизонтальном положении с помощью механизма (3). Это обеспечивает угол наклона передней плоскости (ε1) равна 0 °. В машинах для шлифовальных дисков, которые не имеют встроенной угловой шкалы в механизме наклона, это делается с помощью обычного гониометра маятника. В этом случае проверьте горизонтальность машины.
Вращение винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с кругом, задает необходимый угол резания. Другими словами, пила перемещается в положение, где передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Маркер отмечает зуб, с которого начинается заточка.
Двигатель включен, а передняя плоскость заострена, вставив зуб в контакт с кругом и несколько движений вперед и назад с одновременным нажатием зуба на круг. Толщина удаляемого металла регулируется количеством затачивающих движений и силой нажатия зуба на абразивное колесо. После заточки одного зуба пила извлекается из контакта с кругом, она включает один зуб и повторяется операция заточки. И так далее, пока маркер маркера не сделает полный круг, показывая, что все зубы заострены.
Заточка зуба наклонена на передней плоскости. Разница между заточкой скошенного зуба и затачиванием прямого зуба заключается в том, что пилу нельзя устанавливать горизонтально, но с наклоном под углом, соответствующим углу наклона передней плоскости.
Угол пильного диска устанавливается с использованием того же маятникового гониометра. Сначала устанавливается положительный угол (в этом случае 8 °).
После этого каждый второй зуб затачивается.
После затачивания половины зубов угол наклона пильного полотна изменяется от 8 ° до.8 °.
И каждый второй зуб затачивается снова.
Заточка задней плоскости. Чтобы затачивать зуб на задней плоскости, необходимо, чтобы шлифовальный станок пильного диска позволял устанавливать пилу таким образом, чтобы задняя плоскость зуба находилась в одной плоскости с колеса.
Если нет машины для заточки пильных дисков
Точно удерживая необходимые углы заточки, удерживая пилу в руках от веса. задача не подлежит ремонту даже для человека с уникальным глазом и завидной жесткостью рук. Наиболее разумным в этом случае является простейшее устройство для заточки, что позволяет фиксировать пилу в определенном положении относительно круга.
Простейшим из таких инструментов для шлифовальных дисковых пил является подставка, поверхность которой находится на том же уровне, что и ось шлифовального круга. Расположив на нем пильный диск, вы можете убедиться, что передняя и задняя плоскости зуба перпендикулярны пильному лезвию. И если верхняя поверхность подставки сделана подвижной. закрепив одну сторону навесной, а другую. опираясь на пару болтов, которые можно прикрутить и вывернуть. тогда их можно установить под любым углом, получив способность для заточки наклонного зуба вдоль передней и задней плоскостей.
Однако в этом случае одна из основных проблем остается нерешенной. экспозиция одного и того же переднего и заднего углов заточки. Эта задача может быть решена путем фиксации центра пилы по отношению к абразивному колесу в нужном положении. Один из способов сделать это. сделать паз на поверхности опоры оправки, на которой установлена пила. Двигая оправу с кругом в канавке, можно будет выдержать требуемый угол реза зуба. Но для заточки циркулярных пил разного диаметра или угла заточки должна быть возможность либо переместить двигатель, либо опору, а вместе с ней и канавку. Другой способ обеспечить желаемый угол заточки более прост и установить на ступеньку стопов, фиксирующих диск в нужном положении. В конце статьи есть видео с демонстрацией такой адаптации.
Контроль качества заточки
ГОСТ 9769-79 устанавливает определенные значения допусков для параметров шлифования. Конечные удары кончиков зубов не должны превышать 0,2 мм (для пил диаметром до 400 мм), радиальные. 0,15 мм. Биение проверяется с помощью обычного индикатора.
Отклонение углов шлифования не должно превышать:
- для переднего угла. ± 1 ° 30 ‘;
- для заднего угла и углов наклона передней и задней плоскостей. ± 2 °;
Читайте так же
auramm.ru
Как заточить диск для циркулярной пилы?
 Циркулярная дисковая пила является незаменимым инструментом при частой работе с деревом и похожими материалами. Особенно такой инструмент важен при обустройстве загородных домов.
Циркулярная дисковая пила является незаменимым инструментом при частой работе с деревом и похожими материалами. Особенно такой инструмент важен при обустройстве загородных домов.
Но, как и любой колюще-режущий инструмент, пила имеет свойство затупляться. Поэтому диски пилы требует периодической заточки. О том, как заточить диск циркулярной пилы, мы и поговорим в рамках данной статьи.
Затупленный диск больше всего влияет на мотор пилы, так как значительно повышается нагрузка. Самыми заметными признаками являются заметный нагрев кожуха мотора и появление темных пятен на распиленном дереве. Это последствия от значительного нагрева зубьев пилы. Соответственно появляется и запах гари.
Также повышается количество усилий, которые необходимо приложить при работе с инструментом. Бруски двигаются не так плавно, а со скачками. При долгой эксплуатации не наточенного инструмента возможно появление дыма из мотора.
Виды дисков
Диски различаются по форме зубьев:

- Прямой зуб. Часто используется в циркулярных пилах при продольном распиле, и при этом качество не так важно.
- Косой зуб с левым и правым углом наклона задней плоскости. Резцы с различным углом чередуются, поэтому носят название попеременноскошенными. Такой вариант наиболее распространен. Значение наклона зависит от материала, который придется пилить. С увеличением угла снижается усилие резания, которое позволяет исключить сколы. Однако из-за этого уменьшается прочность зуба. Передняя плоскость так же может иметь наклон..
- Конический зуб. Такие диски применяются при выполнении надрезов нижнего пласта ламината, предотвращая этим появление сколов при чистовом распиливании. Часто передняя грань плоская, однако в некоторых случаях у зубьев делается вогнутая грань.
- Трапециевидные зубья. Они обладают хорошей стойкостью к затуплению кромок. Как правило, их применяют дисках совместно с обычными зубьями без скосов. В данном сочетании трапециевидные выполняют черновое пиление, а прямые — чистовое.
Углы заточки
 Зубья имеют 4 характерных угла заточки:
Зубья имеют 4 характерных угла заточки:
- передний;
- задний;
- угол скоса передних плоскостей;
- угол скоса задних плоскостей.
Так же имеется угол заострения, но он зависит от значения переднего и заднего углов.
Назначение пилы напрямую влияет на значения углов. В зависимости от распиливаемого материала и направления, в котором будет происходить резка циркуляркой, меняются углы.
Для поперечного распила задается передний угол в диапазоне от 5 до 10 градусов. Для продольного — от 15 до 25 градусов. Универсальным пилам задают передним углам среднее значение — 15 градусов.
Также не малую роль играет твердость материала, который предстоит распиливать. При повышении твердости материала уменьшаются значения углов.
Передний угол может иметь и отрицательное значение. Пилы такого вида применяются для раскройки металлов и пластмасс.
Заточка зубьев
Заточка дисков для циркулярной пилы может производиться двумя основными способами: с помощью специализированного станка, либо используя подручные инструменты.
Как точить диск для циркулярной пилы с помощью станка?

Больше всего износу подвержена верхняя кромка зуба. Во время эксплуатации наблюдается его скругление. Наибольшая скорость изнашивания у передней кромки.
Чтобы достигнуть большего заострения лучше произвести наибольшее число заточек. Рекомендуемое значение варьируется от 25 до 30 раз.
Диски, выполненные из твердых сплавов, лучше точить по двум плоскостям. Допускается точить по одной плоскости (чаще по передней), однако тогда число заточек сокращается примерно в 2 раза.
Перед началом процесса необходимо очистить диск от загрязнений, а также замерить углы.
Абразивным кругам важно не давать сильно нагреваться, особенно алмазным.
С ростом температуры твердость материалов, из которых изготовлены круги, уменьшается. При температуре 1250-1350 градусов твердость абразивов уменьшается почти в 5 раз.
 Но использование воды в качестве охлаждения может спровоцировать коррозийные процессы. Чтобы этого избежать добавляют мыло или электролиты, способствующие формированию защитной пленки.
Но использование воды в качестве охлаждения может спровоцировать коррозийные процессы. Чтобы этого избежать добавляют мыло или электролиты, способствующие формированию защитной пленки.
Для обычной шлифовки используют мыльный или содовый раствор, для окончательного — низкоконцентрированными эмульсиями.
Чтобы увеличить эффективность заточки, а также снизить износ, необходимо применять наибольшую зернистость, обеспечивающую нужную чистоту поверхности.
Например, для алмазных кругов, во время чернового точения применяется точило с размером зерна 160/125, для основной — 50/40. Материалы меньшим размером зерна служат избавления от зазубрин.
Важно достигать максимальной гладкости зубьев, так как при наличии зазубрин неровности крошатся во время работы, а от этого пила затупиться намного быстрее.
Заточка пилы с прямыми зубьями. Диск устанавливается в специальную оправу на станке, а конусной втулкой и гайкой зажимается в ней. Затем регулируется положение так, чтобы оно было горизонтальным, обеспечивая этим нулевой угол скоса.
Если в установке нет механизма наклона угловой шкалы, то этой выполняется маятниковым угломером. Так же важно проверить горизонтальность самой установки.
В итоге пила фиксируется так, что передняя плоскость зуба будет расположена впритык к точащей поверхности круга. Зуб, который первый будет заточен, отмечается любым образом. Далее запускается двигатель, и выполняется затачивание. Производят необходимое число движений взад-вперед. Слой металла, который будет снят в процессе, зависит от числа выполненных движений и силы нажатия. Это продолжается, пока процесс заточки не пройдет весь диск.
Заточка зуба со скосом. Отличие от процесса точения предыдущего вида зубьев в том, что диск фиксируется не в горизонтальном положении, а под углом. Его значение измеряется маятниковым угломером. Вначале устанавливается положительный угол и точится каждый второй зуб, по такому же принципу, что и обычные зубья. Далее меняется положительный угол на отрицательный, и точится так же, через один зуб.
Заточка по задней плоскости. Производится такая заточка на станках с возможностью фиксации пилы так, чтобы задняя плоскость была в одной плоскости с поверхностью точила.
Как наточить диск для циркулярной пилы собственными силами?

Не для всех людей покупка специального станка является рациональным решением. А если держать диск в руках на весу, трудно выдержать нужные углы заточки. Для этого делают устройство, позволяющее расположить диск в требуемом положении относительно точила.
Лучшим решением является подставка, у которой поверхность располагается на одном уровне с осью точильного круга. Так же можно закрепить одну из сторон на шарнир, добившись этим ее подвижности, а другую опереть на несколько болтов, которые можно регулировать. Это позволит устанавливать диск под любым углом для затачивания зубьев со скосом.
Также важной деталью является заточка всех зубьев с одинаковыми углами. Для этого нужно закрепить центр диска в требуемом положении по отношению к точилу. Один из способов — сделать на поверхности подставки паз для оправки, на которую будет установлена пила.
Полезное видео
В видео рассказывается, как произвести заточку диска циркулярной пилы собственными силами.
Вконтакте
Google+
vinstrumentah.ru
Заточка дисковых пил своими руками – технология выполнения
 Процесс строительства частных домов и различных построек будет достаточно сложным, без использования циркулярной пилы. Она значительно лучше многих пил для дерева, поскольку превосходит их по точности и чистоте распила.
Процесс строительства частных домов и различных построек будет достаточно сложным, без использования циркулярной пилы. Она значительно лучше многих пил для дерева, поскольку превосходит их по точности и чистоте распила.
Из-за того, что данный инструмент активно эксплуатируется он довольно быстро изнашивается, в связи с чем заточка дисковых пил своими руками становится крайне необходимой.
Что понадобится для заточки дисков циркулярной пилы
Прежде всего необходимо подготовить соответствующие комплектующие, которые позволят правильно заточить пильный диск по дереву. Важно предусмотреть наличие следующих инструментов:
- напильника;
- монтажных тисков;
- деревянного бруска;
- цветного маркера.
Как понять, что пора точить дисковую пилу
Заточку дисковой пилы следует осуществлять только при возникновении в этом соответствующей необходимости. Распознать наступление такого момента можно по двум четким признакам. В особенности, проведение срочного затачивания дисковой пилы по дереву необходимо:
- При регулярном возникновении сильного нагрева на предохранительном кожухе пилы в области электродвигателя. В некоторых случаях при таком повышении температурных показателей под кожухом выделяется дым.
- При сильном надавливании на инструмент для получения хорошего распила в процессе обработки материала.
- Если появляются темные отметины, следы нагара на древесине и характерный запах горелого дерева. Это возникает в следствие того, что зубцы пил затуплены.
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Видео «Заточка дисков для циркулярной пилы»
Процесс заточки пильного циркулярного диска.
Принцип и угол заточки дисков для циркулярной пилы
Рабочая часть циркулярной пилы затачивается на 4 главных углах заточки. Они относятся к основным техническим параметрам режущего диска, также как и тип формы режущих зубьев.
Стоит отметить, что все зубья циркулярной пилы характеризуются передними (γ), задними (α) углами, а также углом среза передней и задней поверхности (ε1 и ε2). Значение каждого указанного угла должно соответствовать назначению распиливающих устройств, распиливаемых материалов и направлению пиления.

В особенности, пила для продольного распила затачивается под довольно большими передними углами (15° — 25°).
Показатели заточек передних углов для поперечных видов пропила находятся в пределе 5° — 10°. Универсальные варианты, применяемые для обработки материалов по всем видам направления, стандартно затачивают под 15°.
При этом на значение указанного угла также оказывает влияние то факт, какой твердостью обладают разрезаемые объекты. Их величина имеет строгую зависимость: при большей твердости материала, который подвергается распилу, режущие зубья должны быть менее заострены.
Согласно главного принципа заточки зубьев на твердосплавном пильном диске важно учитывать, что при длительных эксплуатация самые значительные процессы износа происходят на верхних режущих кромках. В итоге при интенсивном использовании их линии могут округляться до 0,3 мм и больше. Касательно плоскостей зубьев стоит отметить, что наибольший износ происходит на передних поверхностях.
При правильном затачивании режущего элемента должны обеспечиваться такие формы режущих кромок, при которых радиус их скруглений не будет превышать значения в 0,2 мм. В связи с этим рекомендуется выполнять параллельное стачивание металла на передних и задних плоскостях зубьев. Применение такого способа считается наиболее целесообразным. Можно выполнять заточку только одной передней плоскости, но в таких случаях на выполнение данной операции требуется больше временных затрат. Кроме того, произойдет более быстрое стачивание зубьев, поскольку возникает необходимость в стачивании большего слоя металла с передних поверхностей.
Стандартный слой для стачивания металла является значение в 0,05-0,15 мм.
Как заточить дисковую пилу своими руками
Заточить пилу в домашних условиях можно совершенно самостоятельно. Для этих целей нет необходимости посещать мастерскую для использования специализированного точильного станка или приобретать его. Он довольно дорогостоящий, а для заточки используется в редких случаях, если вы конечно не планируете использовать его в крупных производственных целях.
Но удерживать пильные диски в руках в процессе заточки зубьев шлифовальным кругом — не самое лучшее решение. Циркулярные диск — это не сверло, она гораздо габаритней. Никакая твердость рук и отменный глазомер не позволит, сделать заточку так, чтобы режущие элементы были достаточно острыми и пригодными для эффективного использования. Для этого нужно предусмотреть самое простое фиксирующее приспособление.
Для удержания зубчатого циркулярного круга в нужном положении касательно плоскости точильного инструмента, можно использовать самую обыкновенную плоскую подставку.
Положение ее поверхности должно соответствовать уровню осей на заднем диске. Размещение зубчатого круга осуществляет на подставке так, чтобы затачиваемая плоскость зуба была перпендикулярна к полотнам пильного диска. Чтобы заточить скошенные зубья по передним и задним поверхностям нужно предусмотреть подвижные шарниры в данном приспособлении.

Но в таких случаях довольно сложно выдерживать одинаковые величины переднего и заднего угла заточки инструмента. Для устранения данной проблемы, необходимо выполнить жесткую фиксацию центра пилы согласно нужного положения по отношению к точильному кругу. Выполняется это при помощи пазов для оправки, которая монтируется на подставку с размещением на ней затачиваемых пил, либо посредством установки на подставку специального упора, который закрепит пильный диск согласно требуемого угла к абразивному камню.
Если придерживаться всех требований, которые предъявляются к затачиванию твердосплавной циркулярной пилы, то этот инструмент будет работать максимально эффективно на протяжении длительного периода времени.
Видео «Как заточить пильный диск своими руками»
Показательное видео по выполнению самостоятельно заточки режущего пильного диска.
pro-instrymenti.ru
Заточка дисковых пил с твердосплавными напайками своими руками
Содержание статьи:
Во время длительной эксплуатации дисковые пилы с твердосплавными напайками могут потерять свои первоначальные качества. Но это не означает, что следует приобретать новый режущий инструмент. В большинстве случаев заточку можно выполнить в домашних условиях, используя любой подходящий станок.
Необходимость заточки пилы

Диск с твердосплавными напайками
Для начала следует определиться – нужно ли выполнять заточку или нет. Существует несколько явных признаков, указывающих на актуальность выполнения этой процедуры. Если их проигнорировать, то в дальнейшем диск может стать неремонтопригодным и послужит причиной выхода из строя дорого станка.
Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки твердых пород дерева. Наплавки изготавливаются из стали 9ХФ, 50 ХВА, 65Г и аналогичных им составов. Они отличаются высокой твердостью, но при этом при значительной эксплуатации возрастет вероятность их поломки.
Своевременная заточка дисковых пил станком своими руками выполняется при следующих явных признаках:
- повышение нагрузки на двигатель. Причиной этому является ухудшение заточки и как следствие — силовому агрегату необходимо больше мощности для разрезания древесины. Если в конструкции двигателя не предусмотрены защитные реле – возможен выход его из строя;
- ухудшение качества распила. Первым признаком является увеличение ширины реза, а также образование сколов и неровностей по его краям;
- увеличение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Лучшим способом является периодическая проверка состояния диска с напайками по дереву. Для этого потребуется временно оставить станок и демонтировать режущий инструмент. Если его геометрические параметры не совпадают с изначальными – необходима заточка.
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Дополнительно рекомендуется сравнить полученные данные с эталонными. В пилах для продольного формирования среза передний угол обычно равен 15°-25°. Для поперечных моделей этот показатель колеблется от 5° до 10°. В универсальных моделях передний угол составляет 15°.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов.
Способы заточки дисковых пил

Станок для заточки дисковых пил с напайками
Для формирования новой режущей кромки можно использовать любой заточной станок. Важно изначально правильно выбрать наждачный круг и с его помощью наточить кромку. Для этого необходимо использовать корундовые или алмазные модели.
Оптимальным вариантом является применение специального оборудования, предназначенного для выполнения этой работы. Но из-за его высокой стоимости во многих случаях его приобретение нецелесообразно. Альтернативным способом является использование точильного станка с возможностью изменения угла расположения корундового диска.
Ни в коем случае нельзя делать заточку вручную самому. Во-первых — это займет очень много времени. Во-вторых – полученный результат не будет соответствовать стандартам. В случае отсутствия возможности выполнить заточку пильного диска по дереву самостоятельно рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка пил циркулярных своими руками выполняется по следующим правилам:
- основная деформация происходит на верхней кромке зуба. Происходит округление граней от 0,1 до 0,3 мм. Именно с этого места необходимо начинать обработку;
- заточка выполняется по передней и задней кромке. Это обеспечит возможность повторной процедуры до 25 раз;
- величина съема не должна превышать значение 0,05-0,15 мм;
- уровень обработки передних и задних граней должен быть одинаков.
После того как заточка дисков по дереву завершится – рекомендуется ее довести мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специального станка.
Специалисты советуют применять специальные корундовые диски, торцевая поверхность которых имеет паз специальной формы. Он облегчит выполнение процедуры.
Способы увеличения срока службы пильных дисков
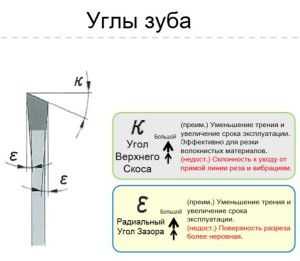
Углы зубьев для заточки
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.
В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Чертежи и геометрия зубьев
Заточка дисковых пил должна проводиться чётко с соблюдением норм и требований к геометрии зубцов каждого отдельного диска. Чтобы правильно заточить дисковую пилу своими руками, необходимо знать форму зуба и его геометрию.
Станки для заточки дисковых пил, обзор и сравнение
| Модель | LTT MF126A | СЗТП 600Т | LTT MF1263 | Хайтек PP-480Z |
| Размер заточного круга,мм | 100 | 150 | 150 | 480 |
| Мощность, Вт | 370 | 250 | 250 | 380 |
| Диаметр затачиваемых пил, мм | 160-600 | 140-170 | 100-630 | 65-480 |
| Вес, кг | 45 | 50 | 260 | 160 |
| Габариты, мм | 680*480*410 | 700*600*400 | 780*620*1280 | 850*760*1450 |
| Цена, руб | 20786 | 35000 | 185818 | 361649 |
- LTT MF126A
- СЗТП 600Т
- LTT MF1263
- Хайтек PP-480Z
stanokgid.ru
Заточка пилы циркулярки. Как заточить диск для циркулярки
Пильные диски для циркулярок делают из высококачественного и крепкого металла, на них напаяны пластинки из различных твердых сплавов.

Зубцы имеют разнообразные в плане геометрии формы:
- С прямой формой зубьев
- Косые зубья.
- С зубьями трапециевидного вида.
- Зубцы с конической формой.
Вы приобрели циркулярную пилу и после некоторого времени работы диск затупился. И теперь вы задаетесь вопросом – как заточить циркулярку? Ниже мы попытаемся все просто объяснить.
Как правильно затачивать пильный диск
Прежде всего, надо иметь в виду, что в основном зубья изнашиваются на верхней режущей кромке, она во время работы округляется. Толщина округленного слоя может достигнуть от 0,1 до 0,4 мм, очень быстро и затупляется и передняя грань поверхности кромки.
Для правильной и грамотной заточки пилы циркулярки вам потребуется: специальный станок для затачивания и маятниковый угломер.
Правильная заточка циркулярки с прямыми зубцами выполняется по плоскости располагающейся спереди. Для этой цели диск устанавливается в оправку находящуюся в горизонтальной плоскости.
Далее воспользовавшись винтами для регулировки, установленными на оборудовании для затачивания инструмента, требуется установить необходимый для правильной заточки угол. Дисковая пила должна перемещаться с наиболее плотным прилеганием к поверхности наждачного диска.
Толщина стачиваемого наждачным кругом слоя регулируется силой прижимания диска пилы к абразиву. После затачивания первого зубца, диск пилы отводится от наждачного камня, переставляется на один шаг и действия продолжаются таким же образом до заточки всех пластинок из твердосплавного материала.
Правильное затачивание пильного диска
Заточка дисков циркулярки со скошенной поверхностью напайки из твердосплавного материала производится по задней ее плоскости и по передней. Отличается такой способ затачивания от заточки дисков с прямой поверхностью тем, что пилу требуется располагать под углом соответствующим углу наклона зубьев.
Чтобы знать, как заточить пилу на циркулярку, проводите поэтапно такие действия:
- Ставить требуемый угол нужно с помощью маятникового угломера;
- Сразу устанавливается угол с положительным значением: +6, +8, +10 и т. д.
- Затачиваются пластины через одну, пройдя по кругу, у вас будет наточена первая половина пластинок, после этой операции угол наклона изменяется на противоположный, и начинают заточку другой половины пластин зубьев.
Заднюю часть напаянных пластинок наточить намного труднее, для этой операции требуется специальный станок, в котором можно устанавливать циркулярный диск, таким образом, когда задняя плоскость зубьев диска располагается параллельно плоскости наждачного камня.
Заточка без станка
Многих интересует вопрос – как заточить пилу на циркулярку без специального станка? При необходимости и когда нет специального оборудования для заточки дисков его можно заточить, используя подручные средства.
Как заточить для циркулярки используя наждачный станок? Для удобства работы необходимо изготовить приспособление, которое даст возможность фиксировать пильный диск в требуемом положении относительно наждачного круга установленного на станке. Для этой цели можно использовать обычную пластину из металла поверхность, которой расположить на одном уровне с осью наждачного круга.
На пластину укладывается диск от циркулярки и закрепляется в нужной плоскости к поверхности. Закреплять его можно при помощи болтов, которыми можно будет производить и регулировку угла наклона диска.
Проверить качество сделанной заточки можно при осмотре заточенных пластин, нужно визуально осмотреть поверхность, при правильной заточке не должно быть сколов, разных трещин и должны отсутствовать блики на поверхности заточенных мест. Радиусы закругления режущих кромок должны быть в пределах: 0, 010-0,014 мм.
При соблюдении всех рекомендаций по выполнению заточных работ, можно с уверенностью работать на циркулярной пиле не заменяя пильных дисков на новые. Вновь заточенная режущая часть дисков будет качественно распиливать необходимые материалы и изделия без порчи их поверхностей. Что позволит вам значительно сэкономить денежные средства на приобретение новых дисков.
Видео:
Loading … Спасибо Вам за добавление этой статьи в:rmnt.net