Ремонт деталей ручной сваркой и наплавкой – Ремонт деталей сваркой и наплавкой
alexxlab | 25.02.2017 | 0 | Вопросы и ответы
Ремонт деталей сваркой и наплавкой » СтудИзба
Эксплуатация и ремонт машин и оборудования НиГ промыслов.
Лекция 10.
6. Ремонт деталей сваркой и наплавкой.
Сваркой называется процесс неразъемного соединения деталей или их отдельных частей вследствие действия сил молекулярного сцепления. При сварке металлов, за исключением холодной сварки, производят местный нагрев соединяемых частей до перехода их в пластическое или расплавленное состояние. Металл шва должен обладать одинаковыми свойствами с основными металлом. Это определяет подбор присадочного материала и режима сварки. На ремпредприятиях нефтегазовой промышленности для ремонта стальных деталей в основном применяют ручную электродуговую и реже ручную газовую сварку. Оборудование, используемое при ремонте деталей сваркой, такое же как и при сварке новых деталей.
Наплавка – процесс нанесения расплавленного металла необходимого состава не поверхность детали, нагретой до температуры плавления. Наплавку применяют для восстановления размеров детали и придания заданных свойств её поверхности путем правильного выбора химического состава и структуры наплавленного металла. Наплавка является разновидностью сварки. однако отличие в том, что при наплавке процесс используется для наращивания на основной металл слоя металла или сплава со свойствами, иногда отличающимися от свойств основного металла. В этой связи к процессу наплавки предъявляются следующие основные требования:
1) Доля основного металла (детали) в наплавленном слое должна быть минимальна.
2) Для сохранения прочности ремонтируемой детали процесс наплавки не должен изменять её исходного химического состава, структуры и напряженного состояния.
3) Наплавленный слой должен обладать достаточно высокой прочностью сцепления с основным металлом.
На практике это решают путем соответствующего выбора технических режимов наплавки, стараясь обеспечить достаточную прочность соединения основного и наплавленного металлов и в то же время в минимальной степени изменить их исходное состояние.
Виды наплавки: ручная и механизированная.Ручная – газовая, электродуговая, аргонно-дуговая. Механизированная – под слоем флюса, в среде защитных газов, вибродуговая, плазменно-дуговая, электрошлаковая, индукционная, наплавка трением.
Наибольшее распространение получили ручная газовая и электродуговая наплавки, автоматическая и полуавтоматическая наплавки электрической дугой под слоем флюса и вибродуговая наплавка.
Выбор наплавляемого материала производят с учетом материала ремонтируемой детали, её форм, размеров, технических требований, условий работы и применяемого вида наплавки. Широко применяется стальная сварочная проволока. Углеродистая и легированная проволоки для восстановления размеров изношенных деталей. Высокохромистые – обеспечивают высокую износостойкость и коррозионную стойкость наплавленного слоя. Широко применяют наплавку перочинной проволокой при наплавке высоколегированных и высокоуглеродистых сплавов. Порошковые проволоки широко используют при наплавке в углеродистом газе и под слоем флюса.
Для ручной газовой электродуговой наплавки используются металлические электроды. регулирование химического состава и свойств наплавленного слоя осуществляется через покрытие или через электродный стержень или комбинированным методом. Для предотвращения появления деформаций и трещин при наплавке применяют предварительный нагрев детали (200-4000С) и другие технологические приемы.
6.1 Ручная газовая сварка и наплавка.
При ручной газовой сварке и наплавке расплавление основного и присадочного материала осуществляется теплом, выделяющимся в процессе сгорания газов (пропанбутановых смесей, ацетилена и др.) в среде кислорода. Качество шва и наплавленного слоя в значительной степени зависит от состава присадочного материала. При сварке следует применять присадочные материалы близкие по химическому составу к материалу ремонтируемой детали. Для защиты металла шва от окисления, а так же для удаления окислов образующихся при сварке применяют флюсы в виде порошка или пасты. Нагрев основного и присадочного металлов при газовой наплавке легко регулируется, что позволяет избежать нежелательного глубокого проплавления основного металла и смешивания его с наплавочным материалом. Толщина наплавляемого слоя обычно колеблется от 2,5 до 4 мм. К недостаткам газовой наплавки следует отнести неравномерность толщины наплавленного слоя.
Сварка чугунных деталей является сложным процессом, что связано с большим содержанием углерода и кремния в чугуне, неоднородностью его структуры и чувствительностью к температурным изменениям. Сварку деталей из чугуна производят с подогревом и без подогрева. При сварке с подогревом деталь нагревают до 650 – 7000С для предупреждения отбеливания чугуна и возникновения остаточных напряжений. При сварке вследствие выгорания углерода и кремния происходит отбеливание чугуна и для получения качественного сварного шва в присадочных материалах должно быть 3 – 3,6 % углерода, 3 – 4 % кремния, 0,5 – 0,8 % марганца.
Особенность сварки деталей из алюминия и его сплавов определяется их свойствами:
1) Низкой (6000С) температурой плавления и большой жидкотекучестью.
2) Высокой теплопроводностью.
3) Способностью окислятся на воздухе с образованием тугоплавкой окисной пленки с температурой плавления 20500 С.
4) Высокой растворимостью водорода в расплавленном алюминии, приводящей к пористости.
Для борьбы с этими явлениями применяют специальные флюсы и технологии сварки.
4.2 Ручная электродуговая сварка и наплавка.
При электродуговой сварке и наплавке источником тепла для расплавления металлов является электрическая сварочная дуга, возникающая между электродом и свариваемым металлом. качество сварного шва и наплавленного слоя определяется диаметром электрода, характеристикой тока, маркой электрода, скоростью сварки, положением шва в пространстве.
При ручной электродуговой сварке и наплавке чаще всего используются металлические электроды, представляющие собой металлический стержень со слоем покрытия, предназначенного для стабилизации дуги горения, защиты расплавленного металла от кислорода и азота воздуха, легирования наплавленного металла. В состав электродных покрытий входят следующие компоненты: стабилизирующие, шлакообразующие, газообразующие, раскисляющие, легирующие и связующие. Электроды изготавливают Ø 1,6-12 мм и длиной 225 – 450 мм. В зависимости от химического состава ремонтируемой детали и требований предъявляемых к сварному шву или наплавленному слою. Для сварки и наплавки применяют типовые электроды определенного назначения. Для наплавки изношенных поверхностей применяют электроды обеспечивающие получение слоя необходимой твердости и высокой износостойкости. Диаметр электрода выбирается в зависимости от толщины наплавляемого слоя и размеров шва. Величина сварочного тока выбирается в зависимости от электрода:
IСВ=(20+4dЭЛ) dЭЛ
IСВ – сварочный ток величина силы;
dЭЛ – диаметр электрода.
Ручную электродуговую сварку и наплавку целесообразно применять при небольшом объеме работ, а также в трудоемких местах. К преимуществам ручной электродуговой сварки и наплавки относится простота и удобство процесса.
Недостатки – низкая производительность, низкая стабильность дуги и невысокое качество.
4.3 Электрическая электродуговая наплавка под слоем флюса.
При указанном виде наплавки электрическая дуга горит под слоем флюса, подаваемого в зону наплавки. В зоне горения дуги оплавляются поверхность детали, электрод и прилегающий слой флюса. Электродная проволока по мере оплавления автоматически подается в зону дуги одновременно с флюсом. При плавлении флюса образуется газовая оболочка, защищающая расплавленный металл от взаимодействия с окружающим воздухом и выгорания легирующих элементов. Флюсовое покрытие способствует сохранению тепла дуги и препятствует разбрызгиванию жидкого металла. Шлаковая корка, образующаяся при остывании, снижает скорость охлаждения наплавленного металла, что создает благоприятные условия для формирования шва. Этим способом можно наплавлять разные поверхности в несколько слоев. Толщина слоя наплавки практически не ограничена. Для питания дуги используется постоянный ток обратной полярности. Наплавку можно производить как на универсальном оборудовании так и на специализированных установках. Для получения требуемых свойств наплавленного металла необходимо вводить в него легирующие элементы.
Преимуществами автоматической наплавки под слоем флюса перед ручной электродуговой являются:
1) Высокая производительность процесса.
2) Высокое качество наплавленного слоя.
3) Возможность регулирования свойств наплавленного слоя.
4) Наличие закрытой дуги, что улучшает условия труда.
5) Лучшее использование эл. энергии и материала проволоки.
Автоматическую наплавку целесообразно применять при ремонте большого числа однотипных деталей, когда требуется наплавить значительный слой металла толщиной 5-40 мм.
4.4 Наплавка в среде защитных газов.
При этом виде наплавки защитный газ, подаваемый в зону наплавки под избыточным давлением, изолирует сварочную дугу и плавильное пространство от кислорода и азота воздуха. наплавку углеродных, легированных сталей и чугуна производят в среде углекислого газа; для высоколегированных сталей применяют аргон. Для наплавки в среде защитных газов применяется серийное оборудование используется постоянный ток. Этот метод применяют, когда затруднена или невозможна подача флюса и удаление шлаковой корки, например при наплавке мелких деталей, внутренних поверхностей и деталей сложной формы. Преимущества: высокая производительность и простота ведения и управления процессом. Недостатки6 сложность работы на открытом воздухе из-за срыва струи углекислого газа под действием ветра и окислительная способность углекислого газа.
4.5 Вибродуговая наплавка.
Автоматическая вибродуговая наплавка основана на использовании тепла кратковременной электрической дуги, возникающей в момент разрыва цепи между вибрирующим электродом и наплавляемой поверхностью. Отличительной особенностью этого вида наплавки является возможность получения наплавленного слоя малой толщины 0,3 – 0,25 мм, охлаждение поверхности наплавки в результате прерывистого характера процесса, что снижает нагрев детали и остаточные напряжения в ней.
Качество наплавленного слоя во многом зависит от материала электродной проволоки, которую выбирают в зависимости от требуемых механических свойств наплавленного слоя. автоматическую вибродуговую наплавку применяют для наращивания изношенных наружных и внутренних цилиндрических поверхностей (шеек валов, штоков, замков бурильных труб и других деталей). К преимуществам вибродуговой наплавки относятся: возможность получения тонких и прочных покрытий, малая глубина зоны термического влияния, небольшой нагрев детали и незначительное выгорание легирующих элементов электродной проволоки.
4.6 Наплавка металлов трением.
Сущность процесса наплавки металлов трением заключается в плавлении наносимого металла за счет теплоты трения и соединения его с деталью при повышенных температуре и давлении. Наносимый металл или сплав, в гранулированном состоянии, плавится в закрытом пространстве за счет трения о наплавляемую деталь или специальный инструмент. Трение обеспечивается вращением наплавляемой детали или инструмента относительно массы наносимого сплава или металла.
Основным условием для обеспечения плавления наносимого металла или сплава является изготовление инструмента (с помощью которого осуществляется трение) из материала с более высокой температурой плавления по сравнению с температурой плавления наносимого материала. Во избежании прилипания металла или сплава к рабочей поверхности инструмента его изготавливают из соответствующего материала. Основные технологические параметры процесса наплавки трением – это окружная скорость и давление на поверхности трения. Величины этих параметров определяются физическими характеристиками основного и наплавляемого материалов, в особенности коэффициентом трения и температурой плавления материала, а также материала детали и инструмента. Оптимальные значения параметров V=2,5-6 м/с, Р=2-6 кг/мм2. наплавка трением отличается от существующих методов наплавки полезным использованием теплового эффекта трения, отсутствием расплавлением основного и перегрева наплавляемого металлов, отсутствием их перемешивания, образованием металлического соединения между жидким и твердым металлами в условиях всестороннего сжатия и возможностью эффективного использования отходов механической обработки.
Преимущества: стабильность химического состава и сохранение исходных механических свойств в наплавленном слое; получение надежного соединения основного и наплавляемого металлов возможность наплавки комбинированным составом для получения заданных свойств в наплавленном слое; высокая экономичность процесса.
Недостатки: невозможность нанесения металлов более тугоплавких, чем основной металл; ограниченные размеры наплавляемых поверхностей; необходимость изготовления специальных приспособлений для наплавке деталей каждого типа. Процесс наплавки трением целесообразно применять для ремонта изношенных и изготовления биметаллических деталей, а также для поверхностного упрочнения деталей.
7. Ремонт деталей металлизацией.
Процесс металлизации заключается в нанесении расплавленного металла на специально подготовленную поверхность детали распылением его струёй воздуха или газа. Частицы расплавленного металла, ударяясь о поверхность детали, заполняют предварительно созданные на поверхности неровности, в результате чего происходит их механическое закрепление, а так же возникает молекулярное схватывание между наплавляемым и основным металлом. В результате закалки, окисления и наклепа частиц напыляемого металла твердость материала покрытия повышается. Различают газовую, электродуговую, высокочастотную, тигельную и плазменную металлизацию. Напыляемый материал применяется в виде проволоки, ленты или порошка. Наибольшее применение на ремпредприятиях получила электродуговая металлизация. Две электрически изолированные друг от друга электродные проволоки, к которым подведен электрический ток, перемещаются механизмом подачи. При их пересечении возникает ток, и проволоки расплавляются. Струя сжатого воздуха распыляет расплавленный металл на мельчайшие частицы и при скорости 75-200 м/с они наносятся на подготовленную поверхность детали, создавая напыленный слой. Для электродуговой металлизации выпускают стационарные и ручные металлизаторы.
Преимущество электрометаллизации – производительность.
Недостатки: выгорание легирующих элементов, окисление напыляемого металла, низкие механические свойства напыляемого слоя и большие потери металла при напылении.
При газовой металлизации проволоку напыляемого металла расплавляют ацетиленокислородным пламенем, а распыление осуществляется сжатым воздухом или инертным газом. Газовая металлизация обеспечивает получение покрытий высокого качества из-за меньшего выгорания легирующих элементов. Недостаток : необходимость горючего газа, большая стоимость покрытия. Газовая металлизация широко используется для напыления тугоплавких сплавов и металлов, например, титана.
Одним из прогрессивных методов является плазменно-дуговая металлизация. При пропускании эл.тока большой плотности через газовую среду, находящуюся под повышенным давлением, газ ионизируется. Наряду с положительно и отрицательно заряженными ионами в газе содержатся электроны и нейтральные атомы. Такое состояние вещества называется плазмой. Плазма обладает высокой электрической проводимостью и образует вокруг себя магнитное поле, которое заставляет частицы плазмы сжиматься и двигаться узким пучком. Плазменная струя служит интенсивным источником тепла, температура её достигает 150000С.
Схема плазменного металлизатора: между вольфрамовым электродом и соплом горелки создается дуговой разряд, в зону дуги подается инертный газ, который ионизируясь выходит из сопла виде плазменной струи. В зону плазменной струи непрерывно подается напыляемый материал, расплавленные частицы которого увлекаются плазменной струей и с высокой (900 м/с) скоростью напыляются на поверхность детали.
Плазменная металлизация применяется для напыления тугоплавких металлов и соединений ( вольфрам, окиси алюминия, карбиды, бориды и т.д. ).
Преимущества: предотвращается окисление напыляемых металлов; процесс производителен; достигается прочное сцепление напыляемого слоя с металлом детали.
Недостатки: высокая хрупкость напыленного слоя.
После металлизации производят механическую и термическую обработку детали для получения необходимых параметров восстанавливаемой поверхности.
8. Ремонт деталей гальваническим наращиванием.
Гальваническое наращивание металла на поверхность основано на процессе электролиза. Под действием постоянного электрического тока положительно заряженные ионы движутся к катоду, в качестве которого используется восстанавливаемая деталь, на которой выделяется металл и водород. Электролиз металлов может осуществляться с растворимыми и нерастворимыми анодами. Растворимые изготавливают из губчатого железа, меди или никеля в зависимости от вида электролитического процесса; нерастворимые из свинца, платины и других металлов. В комплект оборудования для гальванического наращивания входят: источник постоянного тока, ванны с химически стойкими облицовками, специальные контактные подвесные приспособления, нагревательные устройства, вентиляционное оборудование.
Для восстановления размеров изношенных поверхностей наибольшее применение находят электролитическое хромирование, осталивание, меднение и твердое никелирование.
Хромированиеприменяют для восстановления размеров деталей и получения декоративных, коррозиостойких и износостойких покрытий. Электролитический хром обладает высокой коррозионной стойкостью, низким коэффициентом трения, высокой твердостью, жаростойкостью, высоким пределом текучести. При тщательной подготовке поверхности прочность сцепления хрома со сталью, чугуном, медью и латунью достигает при сдвиге 30кгс/мм2. однако стали с высоким содержанием вольфрама и кобальта, а также высокоуглеродистые стали и высококремниевые чугуны хромировать нельзя, вследствие низкой прочности сцепления. Прочность сцепления резко снижается с увеличением толщины покрытия в связи с ростом остаточных напряжений. После хромирования снимается также усталостная прочность деталей вследствие значительной величины остаточных напряжений в покрытии. Усталостная прочность углеродистых сталей в результате хромирования снижается на 25-40%.
Электрохимическое осаждение хрома отличается от других процессов, как по составу электролита, так и по условиям протекания процесса. Осаждение хрома осуществляется в электролите, содержащем хромовый ангидрид с добавкой серной кислоты.
При хромировании применяют нерастворимые аноды из свинца или сплава свинца с сурьмой. Концентрацию хромового ангидрида в электролите можно изменять в широких пределах, распространение получили горячие электролиты с концентрацией CrO3 от 150 до 350 г/л. Условно хромовые покрытия разделяют на три вида: молочные, блестящие и матовые.
Блестящие покрытия отличаются высокой твердостью, высокой износостойкостью и хрупкостью, имеют на поверхности мелкую сетку трещин.
Молочные – более мягкие и вязкие. Без трещин. По сравнению с блестящими имеют большую износостойкость.
Матовые имеют повышенную твердость и хрупкость, низкую износостойкость, трещины на поверхности.
Для повышения износостойкости применяют пористое хромирование. Оно отличается от твердого дополнительной анодной обработкой (дехромирование) после наращивания хромового покрытия. В результате на покрытии образуется сеть углубленных трещин обеспечивающих большую маслоемкость при работе. Контроль хромового покрытия осуществляется путем наружного осмотра с простукиванием медным молотом.
Преимущества:
§ Высокая прочность сцепления покрытия с основным металлом.
§ Возможность получения покрытия с высокой износостойкостью, с химической тепловой стойкостью.
Недостатки : длительность, сложность, трудоемкость технологического процесса, высокая стоимость.
Хромирование применяют при ремонте штоков насосов, гильз цилиндров ДВС и насосов, гнёзд подшипников, шеек валов и других деталей.
Электролитическое осталивание. При прохождении постоянного тока низкого напряжения через раствор солей железа происходит осаждение на катоде (ремонтируемой детали) электролитического железа. Прочность и твердость осажденного слоя приближаются к аналогичным свойствам среднеуглеродистой стали, поэтому процесс получил название осталивание.
Для осталивания применяют горячие и холодные электролиты. В зависимости от состава электролита и режима осталивания получают мягкие покрытия с твердостью (НВ 120-220) и твердые покрытия с твердостью (НВ 250-600). Прочность сцепления на отрыв покрытия со сталью, медью и чугуном достигает 15 МПа, благодаря чему восстановленная деталь надежно работает при больших нагрузках. Прочность сцепления покрытия с металлом зависит от предварительной подготовки наращиваемой поверхности.
Преимущества:
§ Недефицитность и дешевизна исходных материалов.
§ Выход металла на тонну 75-95%.
§ Скорость осаждения металла и толщина покрытия значительно выше, чем при хромировании. Для твердых покрытий толщина 1-1,2 мм, для мягких 2-3 мм.
§ Механическую обработку покрытия после осталивания производят при обычных процессах резания.
§ Процесс устойчив и может быть автоматизирован.
Недостатки:
§ Высокая коррозионная активность электролита.
§ Сложность технологического процесса.
§ Необходимость частой фильтрации электролита.
Осталивание применяют для наращивания изношенных поверхностей гнезд подшипников, шеек валов, наружных поверхностей бронзовых втулок и т.д.
Меднение. Для меднения деталей применяют два типа электролитов: сернокислые и цианистые, последние токсичны и применяются редко. Аноды при медении применяют растворимые – медные пластины, катодом является ремонтируемая деталь.
На ремпредприятиях меднение применяют при восстановлении размеров бронзовых втулок, вкладышей подшипников, для облегчения приработки трущихся поверхностей и т.п.
Твердое никелирование. Электролитический процесс осаждения никеля называется твердым никелированием. Гальванически осажденный никель порист и имеет пониженную пластичность. Твердость никелированных покрытий составляет 30-60МПа. В зависимости от содержания в электролите получают матовые и блестящие осадки. Процесс ведется при температуре электролита 75-950С. Применяются растворимые аноды из никеля. Вследствие невысокой твердости и малой износостойкости никелирование применяют для восстановления размеров в неподвижных сопряжениях, например, для восстановления посадочных поверхностей деталей под подшипники.
9. Ремонт деталей с применением клеевых соединений.
Склеивание металлов основано на способности некоторых неметаллических материалов образовывать достаточно прочные связи с металлом. Клей для металлов приготавливают на основе термореактивных и термопластичных полимеров. Клей на основе термореактивных полимеров позволяет получить прочные и теплостойкие соединения. Клей на основе термопластичных полимеров позволяет получать менее прочные и с более низкой теплостойкостью соединения.
По внешнему виду клеи для металлов разделяют на жидкие, пастообразные, пленочные и порошкообразные. Они могут быть одно и много консистентными. Выбор клея в каждом конкретном случае должен определятся конструкцией склеиваемого узла, условиями эксплуатации и производительными возможностями предприятия. Физико-механические свойства клеевых соединений металлов зависят от технологии склеивания:
§ Подготовки металлических поверхностей.
§ Приготовления клеевого состава.
§ Технологии нанесения клея на поверхность.
§ Процесса отвердения клея.
Значительное влияние на прочность клеевого соединения оказывают конструктивные факторы и в частности форма и размеры клеевого соединения. На ремпредприятиях склеивание применяют для следующих работ:
§ Соединение частей разрушенных деталей.
§ Заделка трещин, свищей и раковин.
§ Посадка втулок и гнезд взамен запрессовки, приварки и пайки.
§ Восстановление и упрочнение прессовых насадок подшипников.
§ Фиксация сменных деталей.
§ Наложение заплат.
§ Герметизация неплотностей в резьбовых, фланцевых и сварных соединениях.
§ Наклеивание фрикционных накладок.
На практике ремонта бурового и НП оборудования клеи используют для ремонтов резервуаров, трубопроводов и арматуры, насосного и компрессорного оборудования, ДВС. Применение клеевых соединений упрощает технологический процесс ремонта, ускоряет его, снижает стоимость ремонта
Недостатки клеевых соединений:
§ Невысокая температура эксплуатации (до 3000С).
§ Низкая прочность при неравномерном отрыве.
§ Склонность к старению при воздействии различных внешних факторов.
Литература:
1) Авербух и др. «Ремонт и монтаж бурового и НП оборудования» Недра, 1976.
studizba.com
Восстановление деталей электродуговой сваркой и наплавкой
Строительные машины и оборудование, справочник
Восстановление деталей электродуговой сваркой и наплавкой
Категория:
Техническое обслуживание дорожных машин
Восстановление деталей электродуговой сваркой и наплавкой
При восстановлении деталей ручную электродуговую сварку применяют для заварки трещин, приварки обломанных частей и заплат на пробоины, заплавки изношенных отверстий, наращивания изношенных кулачков и зубьев, а также для устранения повреждений в деталях из алюминиевых сплавов, чугуна и стали.
При ручной электродуговой сварке больше, чем при любом другом процессе, применяемом при восстановлении деталей, качество и производительность процесса зависят от квалификации сварщика, его умения правильно выбрать марку и диаметр электрода, режим сварки, приемы манипулирования концом электрода.
При восстановлении деталей чаще всего в качестве горючего газа применяют ацетилен. Температура ацетилено-кислородного пламени в самой его горячей точке 3000—3150° С. При газовой сварке скорость нагрева и расплавления металла значительно меньше, чем при дуговой, а зона термического влияния значительно больше, поэтому не рекомендуется применять газовую сварку для устранения повреждений в деталях, изготовленных из чугуна.
Дуговая сварка в среде углекислого газа — один из наиболее эффективных процессов для устранения повреждений в тонколистовых стальных деталях. Она все больше вытесняет газовую и ручную электродуговую сварку при ремонте кабин, кузовов и ответственных металлоконструкций. Этот вид сварки отличается высокой производительностью, хорошим формированием сварного шва, легкостью ведения процесса во всех пространственных положениях, концентрацией теплоты в зоне сварки.
Автоматическая наплавка под слоем флюса (рис. 86) обеспечивает наиболее высокое качество наплавленного металла, так как сварочная дуга и ванна жидкого металла полностью защищены от вредного влияния кислорода воздуха, а медленное охлаждение способствует наиболее полному удалению из наплавленного металла газов и шлаковых включений. При автоматической наплавке заданный режим почти не изменяется.
При наплавке под слоем флюса электрическая сварочная дуга горит в закрытой полости из расплавленного минерального вещества (флюса). Флюс предотвращает разбрызгивание жидкого металла, обеспечивает формирование нормального сварного шва, защищает расплавленный металл от действия кислорода и азота воздуха, влияющих отрицательно на свойства наплавленного металла. Электродная проволока из кассеты к месту наплавки подается автоматической головкой.
Рис. 86. Схема механизированной наплавки под слоем флюса:
1 — источник тока для питания дуги, 2 — оболочка из жидкого флюса, 3 — устройство для подвода флюса, 4 — мундштук, 5 — электродная проволока, 6 — электрическая дуга, 7 — шлаковая корка, 8 — наплавленный слой, 9 — наплавляемая деталь, 10 — скользящий контакт
Применение флюса дало возможность использовать голую (без покрытия) электродную проволоку. Ток к проволоке подведен по скользящему контакту 10 на небольшом расстоянии от дуги, что уменьшило длину электрода, по которому протекает сварочный ток. Плотность тока при этом увеличилась в несколько раз, возросла и производительность наплавки. Питание дуги чаще всего осуществляется током от сварочных генераторов или выпрямителей.
Наплавкой под слоем флюса можно восстанавливать изношенные плоские, цилиндрические, резьбовые и другие поверхности деталей. Цилиндрические поверхности деталей, наплавляемые под слоем флюса, должны иметь наружный диаметр свыше 50 мм, так как на меньших сечениях расплавленный флюс и шлак из-за большого разогрева не успевают затвердевать и стекают с деталей. Механизированной наплавкой под слоем флюса восстанавливают катки, колеса, башмаки, валы, ролики, барабаны и др.
Разновидностями электродуговой наплавки под слоем флюса являются более производительная наплавка ленточным электродом, а также сварка и наплавка порошковой проволокой.
Автоматическая наплавка ленточным электродом производится специальным электродом, изготовленным из металлической ленты холодного проката толщиной 0,4—1,0, шириной 20— 100 мм. Благодаря тому, что при этом способе наплавки сварочная дуга непрерывно перемещается по торцу ширины ленты, проплавление основного металла неглубокое и его доля в наплавленном слое составляет 8—10%. Таким образом, влияние наплавки на структуру и механические свойства основного металла незначительно. Химический состав ленты и марку флюса выбирают в зависимости от назначения наплавки.
Способ обеспечивает высокую производительность работ: за один проход можно наплавить слой толщиной 2—7 мм и шириной, соответствующей ширине ленты.
Недостатки способа: потребности в ленте различной ширины для наплавки разнотипных деталей; невозможность применения наплавки для валов малых диаметров, шлицевых соединений, внутренних отверстий.Полуавтоматическая сварка и наплавка порошковой проволокой — это сравнительно новый процесс в ремонтном производстве. Сущность способа заключается в том, что в качестве электродного материала применяют специальную проволоку, в состав которой наряду с легирующими элементами введены защитные газо- и шлакообразующие вещества, благодаря чему достигается высокая твердость и износостойкость наплавленного металла. Для наплавки порошковой проволокой используют те же автоматы и полуавтоматы, что и для сварки и наплавки сплошными электродными проволоками под слоем флюса. Наплавку порошковой проволокой рекомендуется применять прежде всего для восстановления деталей с большим износом.
При устранении дефектов в корпусных чугунных деталях (трещин, обломов, пробоин) применяют самозащитную проволоку ПАНЧ-11 без подогрева и дополнительной защиты. По сравнению со специальными никелевыми электродами проволока ПАНЧ-11 обладает высокой стойкостью сварных соединений против околошовных трещин. Заваривают трещины самозащитной проволокой ПАНЧ-11 открытой дугой на постоянном токе прямой полярности участками длиной 20—50 мм с проковкой и охлаждением каждого участка до температуры 50° С. Для сварки рекомендуются полуавтоматы ПДПГ-500, ПДГ-300, А-547У, А-825М в комплекте с выпрямителями ВС-300.
При полуавтоматической сварке чугуна самозащитной проволокой ПАНЧ-11 процесс протекает стабильно, без разбрызгивания металла, сварочный шов формируется без подрезов, наплывов и других наружных дефектов. Металл шва имеет высокую обрабатываемость, плотность и прочность. Этот метод находит все большее применение на ремонтных предприятиях, его можно рекомендовать для холодной заварки трещин длиной до 200 мм, обломов, а также обварки заплат у тонкостенных чугунных деталей.
Вибродуговая наплавка — разновидность автоматической электродуговой наплавки. Она ведется колеблющимся электродом, что дает возможность наплавлять металл при низком напряжении источника тока. Благодаря этому образуется минимально возможная сварочная ванна, мелкокапельный переход металла с электрода на деталь. При вибродуговой наплавке получается достаточно хорошее сплавление основного металла с электродным, небольшой нагрев детали и малая по глубине зона термического влияния. Наиболее широкое применение получила вибродуговая наплавка в среде охлаждающей жидкости.
Принципиальная схема установки для вибродуговой наплавки в среде жидкости показана на рис. 87. К установленной в станок изношенной детали с помощью роликов по направляющему мундштуку подается проволока, которая сматывается с барабана. Одновременно с подачей проволоки от вибратора электроду сообщается колебательное движение частотой 50—100 Гц. Установка вибратора позволяет уменьшить мощность дуги, не уменьшая стабильности процесса. От источника постоянного тока через ролики и мундштук к электроду подводится плюс, а к детали через шпиндель станка — минус.
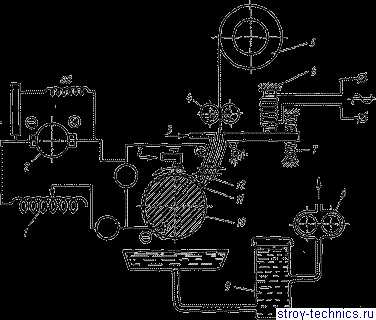
Рис. 87. Схема установки для вибродуговой наплавки в струе жидкости:
1—индуктивность, 2—генератор, 3—трубопровод, 4 — подающие ролики, 5 — барабан для электродной проволоки, 6 — вибратор, 7 — пружины, 8 — шестеренный насос, 9 — бак-отстойник, 10 — деталь с наплавленным слоем, 11 — зона наплавки, 12 — мундштук
В зону наплавки по трубопроводу непрерывной струей подается жидкость. С детали жидкость стекает в поддон станка, откуда попадает в бак-отстойник и далее насосом по трубопроводам снова подается к детали.
Вибродуговым способом могут наплавляться цилиндрические поверхности диаметром от 15 мм и выше, поверхности изношенных отверстий, подвижных и неподвижных соединений; поверхности под обоймы шариковых и роликовых подшипников; шейки валов, работающих в подшипниках скольжения, не испытывающие ударной нагрузки; шейки в местах прессовых посадок. Вибродуговая наплавка нежелательна для профильных поверхностей в виде резьб, мелких шлиц и т. д. Вибродуговую наплавку можно производить также под слоем флюса и в среде защитного газа.
Способ вибродуговой наплавки и сварки различных материалов в потоке воздуха применяют при восстановлении чугунных деталей. Деталь наплавляют с помощью автоматической вибродуговой головки, а для получения плотных и легко обрабатываемых слоев в зону сварки подают атмосферный воздух. С увеличением подачи воздуха наружная пористость наплавляемого металла уменьшается. Наименьшая пористость получается при расходе воздуха свыше 1600—2000 л/ч.
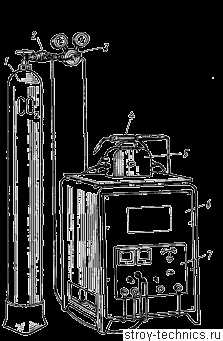
Рис. 89. Полуавтомат А-547У в комплекте с выпрямителем ВС-300:
1 — баллон с углекислым газом, 2 — подогреватель, 3 — редуктор-расходомер, 4 — держатель со шлангом, 5 — подающий механизм, 6 — сварочный выпрямитель, 7 — пульт управления
Наплавленный металл обладает невысокой твердостью, что позволяет производить токарную обработку слоя обычным инструментом. Для наплавки используют установку, состоящую из токарного станка, источника тока (три выпрямителя ВСГ-ЗА) и автоматической вибродуговой головки.
При наплавке в среде углекислого газа сварочная дуга и расплавленный металл защищаются от вредного влияния воздуха струей углекислого газа, специально подаваемого в зону сварки. Электродная проволока из кассеты непрерывно подается в зону сварки с заданной скоростью. Ток к проволоке подводится с помощью мундштука и наконечника, расположенного внутри газовой горелки, которая подает защитный газ в зону сварки.
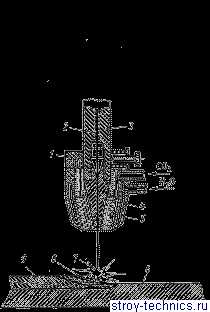
Рис. 88. Схема процесса наплавки в среде углекислого газа:
1 — горелка, 2 — электродная проволока, 3 — мундштук, 4 — наконечник, 5 — сопло горелки,6 — основной металл, 7 — сварочная дуга, 8 — сварочная ванна, 9 — шов
Электродная проволока плавится под действием теплотыдуги; электродный металл переходит в сварочную ванну и смешивается с расплавленным основным металлом. В результате сплавления электродного и основного металлов образуется наплавленный валик, прочно соединенный с основным металлом.
При наплавке углекислый газ из баллона (рис. 89) проходит через подогреватель газа, осушитель, редуктор и расходомер (ротаметр). При выходе из баллона углекислый газ расширяется и температура его резко падает. Чтобы исключить резкое охлаждение газа и замерзание содержащейся в углекислом газе влаги, его сразу после выхода из баллона пропускают через подогреватель. Затем углекислый газ попадает в осушитель, представляющий собой цилиндр, заполненный веществом, которое поглощает влагу из углекислого газа (сили- кагель, обезвоженный медный купорос или хлористый кальций).
Наплавка в среде углекислого газа имеет ряд преимуществ перед другими методами наплавки: более высокая производительность труда по сравнению с наплавкой под слоем флюса, высокая экономичность процесса, хорошее качество наплавленного металла; возможность наплавки внутренних поверхностей изделий сложной формы и малых диаметров; улучшение условий труда рабочих. Кроме того, отпадает необходимость в применении различных приспособлений для удержания флюса и расплавленного шлака, как при наплавке под слоем флюса, что позволяет повысить автоматизацию процесса. Недостатки способа наплавки в среде углекислого газа: большие потери металла на разбрызгивание, потребность в применении специальных типов проволоки и особых источников питания.
Сущность процесса электроконтактной приварки стальной ленты заключается в приварке к поверхности деталей стальной ленты мощными импульсами электрического тока. В сварочной точке под действием импульса тока расплавляются металлы присадочного материала и детали. Присадочный материал (стальная лента) расплавляется не по всей толщине, а лишь в тонком поверхностном слое, в зоне контакта с деталью. Слой приваривают ко всей изношенной поверхности регулируемыми импульсами тока при вращательном движении детали со скоростью, пропорциональной частоте импульсов, и поступательном перемещении сварочной головки. Схема процесса приварки ленты приведена на рис. 90.
Для приварки ленты применяют установку 011-1-02, которая позволяет восстанавливать наружные и внутренние цилиндрические поверхности деталей. Технологический процесс целесообразно применять при восстановлении шеек валов под подшипники качения, посадочных отверстий стаканов подшипников и других деталей при износе до 0,4 мм.
Изношенную поверхность предварительно шлифуют, удаляя слой металла толщиной 0,15—0,2 мм. После этого деталь подают на установку. Накладывают на подготовленную поверхность мерный отрезок стальной ленты толщиной 0,4—0,8 мм (в зависимости от величины износа), который прижимают сварочными роликами установки. Материал ленты — средне- и высокоуглеродистые стали марок 45, 50, 65Г и др.
Импульсами тока прихватывают ленту в нескольких местах. Перемещая ролики в крайнее положение, переключают установку на рабочий режим и приваривают ленту.
Рис. 90. Схема процесса электроконтактной приварки стальной ленты:
1 — центры, 2 — восстанавливаемая деталь, 3 — ролики, 4 — лента, 5 — трансформатор, 6 — прерыватель тока
Процесс ведут при подаче жидкости (воды), которая охлаждает ролики сварочной головки и одновременно эффективно отводит теплоту от зоны приварки. При этом твердость восстанавливаемой поверхности увеличивается до HRC.55 и более. Этим достигается совмещение технологий нанесения покрытия и термической обработки. Последующую механическую обработку после приварки ленты производят на круглошлифовальных станках.
Использование электроконтактной приварки стальной ленты взамен вибродуговой наплавки позволяет повысить производительность восстановления деталей в 2,5 раза, снизить расход присадочных материалов в 4—5 раз, трудоемкость работ в 2,5 раза и повысить ресурс детали до уровня новой.
Электроконтактную приварку стальной проволоки применяют преимущественно для восстановления резьбы. Проволоку подают во впадину изношенной резьбы и прижимают контактным роликом. После включения тока ее приваривают. Диаметр проволоки подбирают с таким расчетом, чтобы после ее приварки и осадки металл заполнил впадину между витками восстанавливаемой резьбы и при этом оставался припуск на механическую обработку. Наилучшие результаты получаются в том случае, если диаметр присадочной проволоки равен шагу резьбы или больше его на 5—10%.
Реклама:
Читать далее: Газопламенное и плазменное напыление и наплавка
Категория: – Техническое обслуживание дорожных машин
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Восстановление деталей сваркой, наплавкой и напылением
Сварка стальных и чугунных деталей
Сварка стальных деталей. Ручная сварка малоуглеродистых и низколегированных сталей подробно описана в технической литературе. Высокое качество сварки и наплавки стальных деталей в большой степени зависит от содержания в них углерода и легирующих элементов. Малоуглеродистые и низколегированные стали с содержанием углерода до 0,2% и легирующих элементов до 5% сваривают без затруднения, обычным способом. Сварка сталей, содержащих углерода более 0,35% и легирующих элементов более 8%, приводит к увеличению закаливающих свойств стали, возникновению трещин и (^статочных напряжений. При сварке таких сталей не допускаются поры, непровары, шлаковые включения. Переход от изделия к поверхности наплавленного слоя должен быть плавным. Многослойную наплавку следует вести так, чтобы при наложении последующего слоя предыдущий не успевал охладиться до температуры менее 200 °С. Стали, легко подвергающиеся закалке, предварительно подогревают до температуры 200… 250°С.
Среднеуглеродистые и низколегированные стали сваривают и наплавляют преимущественно электродами типа Э-42 или Э-46. Наилучшие результаты при сварке конструкционных сталей дают электроды типа Э-42А. Быстроизнашивающиеся поверхности деталей, работающих в абразивной среде, а также деталей, имеющих высокую твердость, рекомендуется наплавлять электродами типа Т-590, Т-620, 13кН. Они позволяют без термической обработку получать твердость металла шва до HRC 56 .. . 62.
Режимы сварки и наплавки среднеуглеродистых и низколегированных сталей приведены в таблице 2. Цементованные поверхности деталей с высокой твердостью рекомендуется восстанавливать электродами 03H-400 и ЦЧ-4. Твердость наплавленного слоя при этом без термической обработки достигает HRC 45 … 55.
Таблица 2. Режимы сварки и наплавки среднеуглеродистых и низколегированных сталей
| Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила сварочного тока, А |
|---|---|---|
| 2…4 | 3…4 | 75…125 |
| 4…6 | 4.,.5 | 150…200 |
| 6…10 | 5…6 | 200…400 |
Детали сельскохозяйственной техники, работающие в условиях абразивного изнашивания, часто изготавливают из высокомарганцовистой стали Г-13, содержащей 1,5% углерода и 13% марганца. При нагревании этой стали выше температуры 1200 °С и медленном охлаждении в результате образования карбидов марганца она становится хрупкой, появляются трещины. Сварку и наплавку этих сталей рекомендуется производить широкими валиками и короткими участками с охлаждением водой. Для сварки высокомарганцовистых сталей применяют электроды ОЗЛ-4 со стержнем из проволоки Св-10Х20Н15 или ЦЛ-2М, ЦЛ-2АЛ со стержнем из проволоки Св-04Х19Н9, для наплавки применяют электроды ОМГ-Н со стержнем из проволоки 08НЗ. Сварку веду’г на постоянном токе обратной полярности и плотности 10… 12А/мм2 сечения электрода.
Рис. 1. Определение границ трещин.
В качестве оборудования для ручной сварки и наплавки в условиях ремонтных предприятий применяют: сварочные трансформаторы типов СТН, ТСК, ТД, ТС, СТШ, ТС-300, ТС-500, ТСМ-500 с конденсаторами ТСК-300, ТСК-500, с подвижным шунтом СТШ-300, СТШ-500; сварочные преобразователи ПСО-ЗОО-З, ПС-500, ПСО-500, ПСУ-300, ПСУ-500; сварочные селеновые выпрямители ВСС-120А, ВСС-300-3, универсальные ВСУ-300, ВСУ-500, специальные ВКСМ-1000-1, ВДМ-1601, ВДМ-3001. Для сварки в полевых условиях применяются передвижные сварочные агрегаты (с двигателем внутреннего сгорания) АСБ-300-4, АСБ-300-7.
Сварка чугунных деталей. Большинство корпусных, базовых и других деталей сельскохозяйственной техники изготавливают из серого чугуна СЧ18-36. Наибольшее распространение при устранении дефектов (трещин, пробоин, отколов) получила сварка.
Серый чугун — трудносвариваемый материал. Трудность процесса сварки серого чугуна обусловлена его химическим составом, структурой и особыми механическими свойствами. Кроме того, чугунные детали, бывшие в эксплуатации, содержат в порах большое количество посторонних материалов, особенно масла, проникающего на значительную глубину, что ухудшает условия сварки. Сварка чугунных деталей может осуществляться как холодным, так и горячим способом.
Холодная сварка чугуна находит все более широкое применение на ремонтных предприятиях. При холодной сварке чугуна применяют либо специальные сварочные материалы, либо специальные приемы сварки (например, метод отжигающих валиков).
Для механизированной сварки корпусных деталей из чугуна любых марок получила распространение созданная Институтом электросварки им. Е. О. Патона самозащитная проволока ПАНЧ-11, с помощью которой можно высококачественно устранять различные дефекты корпусных деталей. Используя ПАНЧ-11, можно ремонтировать отверстия под штифты и болты крепления с сорванной резьбой, вести сварку серого, ковкого и высокопрочного чугуна и их комбинации, в том числе и со сталью.
Рис. 2. Разделка сквозных трещин.
Трещины, пробоины и другие дефекты заваривают в такой последовательности. Моют чугунную корпусную деталь, устанавливают ее в кантователь или на стол, зачищают поверхность до металлического блеска по обе стороны трещины на ширину 10…20 мм, определяют границы трещины (рис. 1). Зачистка производится электрической шлифовальной машиной, шлифовальным кругом ПП110X40X10 или пневмошлифовальной машиной ИП2009Л с шлифовальным кругом ПП110X20X20. Определив Границы трещины, иа расстоянии 6… 10 мм от видимого конца в НАПрвплшии ее развития сверлят сквозные отверстия диаметром 3…4 мм, применим сверлильную электрическую машину, патрон 10-2а или сверлильную пневматическую машину ИП-1011, сверлильный патрон П-18, сверло 4 мм. После зачистки поверхностей разделывают трещины, причем сквозные трещины в тонких стенках— с одной стороны, в толстых — с двух сторон (рис. 2). Трещину в перемычках между отверстиями обрабатывают с двух сторон по всей ее высоте. Несквозные трещины разделывают до целого металла. Разделку трещин выполняют фрезерованием и использованием ручной сверлильной пневматической машины ИП-1011, сверлильного патрона П-18, фрезы концевой 4. При разделке прорезным камнем применяется пневмошлифовальная машина ИП-2009А.
Для получения усиленного сварного шва при сварке наиболее ответственных участков детали применяют более сложную форму разделки дефекта (рис. 3).
При наличии пробоин зачищают от коррозии поверхность по всему периметру пробоины, запиливают острые кромки и вырезают накладку по форме пробоины из стали 3 толщиной 2 … 3 мм с таким расчетом, чтобы кромки пробоины были перекрыты на 10 … 15 мм.
Рис. 4. Последовательность заварки трещины; Рис. 3. Разделка трещин для усиленного шва: а — сверление отверстий на концах трещины; б — сверление отверстий вдоль трещины и продольная разделка; в — поперечная разделка трещины.
Все подготовительные операции выполняют без применения охлаждающей жидкости. Заварку трещин на стенках чугунных деталей и в перемычках между отверстиями самозащитной проволокой ПАНЧ-11 производят открытой дугой на постоянном токе прямой полярности. Вылет электрода должен составлять 15… 20 мм. При сварке самозащитной проволокой ПАНЧ-11 рекомендуется применять следующие наиболее оптимальные режимы: диаметр проволоки 1,2 мм, сварочный ток 80… 180 А, напряжение дуги 14… 18 В, скорость подачи проволоки 110 … 120 м/ч, скорость сварки 4 … 5 м/ч.
Трещины заваривают участками, длиной 30 … 50 мм с проковкой и охлаждением каждого участка до температуры 50…60°С двумя способами по схеме, изображенной на рисунке 4. Заварка трещин со сложной формой разделки также производится участками длиной 30 *.. 50 мм с проковкой и охлаждением до температуры 50…60°С в порядке, указанном на рисунке 5. Заплаты приваривают вразброс участками длиной 30 … 50 мм по контуру заплаты. Каждый следующий участок начинают заваривать после проковки и охлаждения предыдущего до температуры 50…60°С. Для сварки используют полуавтоматы типа ПДПГ-500, ПДГ-300,. ПДГ-301, А-547, А-825М и другие в комплекте с выпрямителем ВС-300 или аналогичными.
Рис. 5. Порядок заварки трещины со сложной формой разделки.
Механические свойства металла сварного шва следующие: предел прочности на разрыв до 500 МН/м2, предел текучести до 300 МН/м2, удлинение до 20%, твердость НВ 160 .. . 180. На узком участке околошовной зоны наблюдается повышение твердости до НВ 280… 310. Прочность сварных соединений на разрыв не ниже 95% прочности основного металла.
Положительные результаты позволяет получать при заварке трещин, в том числе и в перемычках между отверстиями, полуавтоматическая сварка в среде аргона А проволокой МНЖКТ-5-1-02-02 диаметром 1,0… 1,2 мм. Сваривают током обратной полярности 80… 120 А, при напряжении 20 … 25 В, с последующей проковкой при скорости подачи проволоки 7… 11 м/мин. Расход аргона — 6 … 9 л/мин. Сварку можно производить с помощью полуавтоматов А-547У, А-825М, ПДГ-301 или установки типа УДГ. Сварные соединения высокого качества при холодной свар: ке чугуна получают за счет применения специальных электродов МНЧ-2, изготовленных из монельметалла (70% никеля и 26% меди, остальное — железо и марганец). Такое сварное соединение не имеет пор и раковин, пластично, отсутствует зона отбела. Поэтому электродами МНЧ-2 можно устранять почти все дефекты: трещины, износы поверхностей отверстий, сколы. Однако твердость шва в этом случае ниже твердости металла.
Получили распространение при сварке чугуна также медножелезные электроды ОЗЧ-2, изготовленные из медного стержня с фтористо-калиевым покрытием, в которое добавляют 50% железного порошка. Они дешевле электродов МНЧ-2, но в процессе сварки наблюдается наиболее выраженный отбел в околошовной зоне. С целью получения наплавленного слоя с требуемым качеством и экономией дорогостоящего материала можно применять комбинированную сварку электродами различных марок. При этом первый слой на кромках трещины наносят проволокой ПАНЧ-11, электродами МНЧ-2 или ОЗЧ-2, а последующие слои — стальными электродами ЦЧ-ЗА, ЦЧ-4, УОНИ-13/45. Можно также первый слой наложить электродами МНЧ-2, второй—электродами ОЗЧ-2. Такие сочетания позволяют получить наплавленный слой с требуемой твёрдостью. При заварке трещин упомянутыми выше электродами рекомендуется применять следующую силу сварочного тока (для диаметра электрода 4 мм): для электродов ЦЧ-ЗА, ЦЧ-4 — 90 … 120 А; ОЗЧ-2 — 120 … 140 А; УОНИ-13/45 — 130 … 150 А; МНЧ-2—110 … 130 А.
При сварке методом наложения отжигающих валиков трещины предварительно зачищают. С кромок трещины снимают фаски (для толстых наружных стенок деталей) и ведут сварку стальными электродами марок УОНИ-13/45 или ОММ-5 диаметром 4 мм короткими участками длиной 30 … 60 мм вразброс с перерывами для охлаждения, чтобы уменьшить внутренние напряжения, которые могут привести к растрескиванию сварного шва. Стальные электроды для сварки рекомендуется выбирать с содержанием в них углерода не выше 0,1%.
Сварной шов по химическому составу представляет собой высокоуглеродистую сталь, механические свойства шва близки к механическим свойствам чугуна. Вследствие высокой температуры в зоне сварки и быстрого охлаждения в зоне сплавления образуются хрупкие ледебуритная и мартенситная структуры, обладающие высокой твердостью.
Холодную сварку чугуна стальными электродами следует применять в крайних случаях, когда отсутствуют специальные сварочные материалы, описанные выше.
Горячая сварка чугуна начинается с того, что детали ппгревают до температуры 600… 650 °С в нагревательных печах, затем в специальных термосах заваривают трещины, пробоины, сколы и другие дефекты электродуговой или газовой сваркой. Присадочный материал — чугунные прутки марки А того же химического состава, что и детали.
При сварке применяют специальный флюс ФСЧ-1. Можно также применять в качестве флюса техническую буру или 50%-ную смесь углекислых калия и натрия. Охлаждение детали ниже 500 °С не допускается. После заварки трещин и пробоин чугунную деталь вновь помещают в печь и вместе с ней охлаждают со скоростью 50… 100 °С в час для нормализации и снятия внутренних напряжений.
После горячей сварки сварной шов имеет достаточно однородные структуру и химический состав, на линии сплавления отсутствуют хрупкие структуры отбеленного чугуна, соединение имеет высокую механическую прочность.
Высокая трудоемкость и тяжелые условия труда сварщика ограничивают применение этого способа. Несмотря на это, учитывая высокое качество соединения, в отдельных случаях, особенно при ремонте тонкостенных корпусных деталей, этот способ незаменим.
При ремонте чугунных деталей можно применять пайко-свар-ку, исключающую отбел в зоне сварного соединения. Для этого применяют латунные припои JIOK59-1-03, JIOMHA-49-1-10-02 и JIK-62-05. Наряду с латунными применяют также цинковый Ц1 и медно-цинковые ПМЦ-36, ПМЦ-48, ПМЦ-54 припои, однако механические свойства сварных соединений с использованием цинковых и медно-цинковых припоев ниже латунных. При сварке и наплавке чугунных деталей медными сплавами медь проникает в свариваемый чугун на глубину до 0,5 мм и повышает тем самым механическую прочность соединения, достигая прочности соединения на разрыв свыше 200 МН/м2.
Пайко-сварка ведется при температуре 700 … 750 °С. Такое снижение рабочей температуры получено за счет применения специальных поверхностно-активных флюсов ФПСН-1 и ФПСН-2. Активное флюсование обеспечивает высокую смачиваемость чугуна припоем.
Применяют также флюсы ФНЧ-1 , ФСЧ-2, МАФ-1, ЗП-19, АНП-2, АН-ШТ-1, АН-ШТ-2, № 209 и № 284.
sxteh.ru
Восстановление деталей сваркой и наплавкой
Строительные машины и оборудование, справочник
Восстановление деталей сваркой и наплавкой
Категория:
Ремонт большегрузных авто
Восстановление деталей сваркой и наплавкой
Сваркой и наплавкой восстанавливают более половины всех ремонтируемых деталей автомобилей. При помощи сварки завариваются также трещины и изломы на раме и платформе, ставятся заплаты, различные накладки и усилительные косынки, восстанавливаются картеры агрегатов. Поврежденная или изношенная резьба на поворотных цапфах и других деталях восстанавливается заваркой с последующим нарезанием новой резьбы. Таким же способом восстанавливают внутренние резьбы. Восстановление деталей наплавкой заключается в том, что изношенные рабочие поверхности наплавляют так, чтобы их можно было обработать под номинальные или ремонтные размеры. При ремонте автомобилей. применяются автоматическая и полуавтоматическая наплавка и сварка под слоем флюса или в среде углекислого газа.
При автоматической наплавке зажигание дуги, подача электродной проволоки и перемещение дуги вдоль шва ‘механизированы. При более простой — полуавтоматической наплавке или сварке дуга вдоль шва перемещается вручную.Полуавтоматическую сварку или наплавку целесообразно применять при коротких сварочных швах и наплавках, когда автоматическая сварка нерациональна.
Преимуществами автоматической и полуавтоматической сварки и наплавки по сравнению с ручной являются более высокая производительность и лучшее качество. Повышение качества наплавленного слоя или сварного шва под слоем флюса достигается тем, что расплавленный флюс предохраняет свариваемый или наплавляемый металл от воздействия кислорода и азота окружающего воздуха. Наплавкой под слоем флюса ремонтируют распределительные и шлицевые валы, ободы колес автомобилей БелАЗ, головку сошки рулевого управления и другие детали. Для круговой и продольной наплавки изношенных деталей применяют специальные установки.
Наплавку цилиндрических поверхностей деталей осуществляют на-токарных станках. Деталь устанавливают в центрах, а сварочную головку — на суппорте токарного станка. Для сообщения необходимой скорости вращения на станке устанавливается понижающий редуктор. Электродная проволока диаметром 1—2 мм подается из наплавочной головки роликами через токопроводящий мундштук в зону сварочной дуги. Одновременно в зону сварки из бункера через шланг и мундштук самотеком поступает сухой флюс. От пламени электрической дуги вместе с электродной проволокой и металлом восстанавливаемого вала плавится и флюс, образуя над поверхностью шва защитную шлаковую корку.
Наряду со сваркой и наплавкой под слоем флюса при ремонте автомобилей применяется злектродуговая полуавтоматическая сварка и наплавка в среде углекислого газа. При этом способеэлектрическая дуга и расплавленная ванночка металла изолированы от воздуха потоком углекислого газа. Электродная проволока подается в зону сварки или наплавки через специальную горелку, к которой подводятся сварочный ток и углекислый газ. Последний поступает в горелку из баллонов, оттесняет воздух и таким образом предохраняет расплавленный металл от воздействия воздуха. Сварка в среде углекислого газа применяется для сварки тонкого листового металла и наплавки деталей из углеродистых и малолегированных сталей малого диаметра. Таким методом производится восстановление крестовин, шкворней подвески, пальцев, фланцев карданных валов, крышек цилиндров подвески, головок реактивных штанг, фланцев и шестерен главной передачи и других деталей.
Для восстановления деталей малого диаметра при незначительном износе может применяться автоматическая вибродуговая (электроимпульсна) наплавка. Этим методом целесообразно наплавлять слой металла толщиной 0,9—1,5 мм. Наплавочную головку закрепляют на суппорте токарного станка, а ремонтируемую деталь — в центрах. Электродная проволока, подаваемая роликами из кассеты через вибрирующий мундштук к вращающейся детали, постоянно вибрирует и, соприкасаясь с деталью под действием электрических разрядов от источника тока, оплавляется. Для охлаждения детали насосом к месту контакта непрерывно подается жидкость. Вибрация мундштука достигается при помощи электромагнитного вибратора. При толщине слоя наплавки 0,5—0,7 мм этот способ является более .производительным, чем другие способы наплавки. Его применяют для восстановления стальных деталей с малыми износами.
Технологический процесс восстановления деталей сваркой и наплавкой состоит из трех этапов: подготовки к сварке (наплавке), сварки (наплавки) и термообработки для снятия внутренних напряжений и улучшения свойств детали.
Подготовка к сварке (наплавке) состоит в разделке кромок свариваемых деталей и тщательной очистке свариваемых поверхностей от грязи, масел, ржавчины, окалины. Разделку кромок производят механическими способами или при помощи кислородной резки металла. В последнем случае требуется тщательная зачистка кромок от окалины на всю длину.
При подготовке деталей цилиндрической формы (пальцы, оси, валы) к наплавке, при наличии на их поверхностях задиров, мелких поверхностных трещин, эксцентрического износа, расслоений (если износ не превышает 1 мм) производится токарная обработка. Толщина снимаемого при этом слоя 1,5—2 мм.
При подготовке к восстановлению изношенных или поврежденных резьбовых поверхностей их первоначально освобождают (путем токарной обработки) от старой резьбы, которая препятствует хорошему сцеплению металла. После этого поверхность, подлежащую наплавке, обжигают газовой горелкой для удаления следов масла. Отверстия, пазы, канавки, которые при наплавке необходимо сохранить,- заделывают медными, графитовыми или угольными вставками.
Детали, которые должны после наплавки проходить механическую обработку, после наплавки подвергают отжигу в горне или печи.
Для предохранения деталей от нагрева и коробления наплавку ведут с погружением шестерни в воду, оставляя на поверхности только наплавляемый участок.
Сварку деталей из серого чугуна ведут с общим нагревом до температуры 600-650 °С. При снижении температуры ниже 350 °С сварка прекращается и деталь подвергается повторному нагреву. Разделка кромок при этом производится выжиганием металла газовой горелкой.
Детали из алюминиевых сплавов сваривают и наплавляют в несколько проходов. Для их сварки и наплавки применяют алюминиевые электроды или сварочную проволоку из алюминиевых сплавов. Сварку ведут с общим или местным подогревом (до 250— 300 °С) детали.
Реклама:
Читать далее: Восстановление деталей гальваническим покрытием
Категория: – Ремонт большегрузных авто
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Лекция №10. Ремонт деталей сваркой и наплавкой
Сваркой называется процесс образования неразъемного соединения деталей или их отдельных частей вследствие межатомарного взаимодействия или действия сил молекулярного сцепления. Сваркой соединяют металлы и неметаллические материалы, например, стекло, пластмассы и др. При сварке металлов, за исключением холодной сварки, производят местный нагрев соединяемых частей до перехода их в пластическое (сварка давлением) или в расплавленное состояние (сварка плавлением). Стремятся, чтобы металл шва обладал одинаковыми свойствами с основным металлом. Это определяет подбор присадочного материала и режима сварки.
Оборудование, используемое при ремонте деталей сваркой, такое же, как и при сварке новых деталей. Сваркой соединяют отдельные части деталей, заваривают трещины, раковины и устраняют другие дефекты.
Наплавка — процесс нанесения расплавленного металла необходимого состава на поверхность детали, нагретую до температуры плавления, При наплавке нанесенный слой металла прочно соединяется с основным металлом вследствие образования металлической связи.
Наплавку применяют для восстановления размеров детали и придания заданных свойств ее поверхности путем правильного выбора химического состава и структуры наплавленного металла.
Наплавка является разновидностью сварки. Однако наплавочные процессы отличаются от сварочных. При наплавке сварочный процесс используется для наращивания на основной металл слоя металла или сплава со свойствами, иногда отличающимися от свойств основного металла.
В связи с этим к процессу наплавки предъявляются следующие основные требования;
1) для обеспечения заданных физико-механических свойств в наплавленном слое процесс наплавки не должен изменять исходного химического состава и структуры наносимого металла, т.е. при наплавке доля основного металла в наплавленном слое должна быть минимальной;
2) для сохранения прочности ремонтируемой детали процесс наплавки не должен изменять ее исходного химического состава, структуры и напряженного состояния;
3
Виды наплавки
Ручная
Механизированная
) наплавленный слой должен обладать достаточно высокой прочностью сцепления с основным металлом.
Рисунок 10.1 – Виды ремонта деталей наплавкой
Лекция №10. Ремонт деталей сваркой и наплавкой
Сваркой называется процесс образования неразъемного соединения деталей или их отдельных частей вследствие межатомарного взаимодействия или действия сил молекулярного сцепления. Сваркой соединяют металлы и неметаллические материалы, например, стекло, пластмассы и др. При сварке металлов, за исключением холодной сварки, производят местный нагрев соединяемых частей до перехода их в пластическое (сварка давлением) или в расплавленное состояние (сварка плавлением). Стремятся, чтобы металл шва обладал одинаковыми свойствами с основным металлом. Это определяет подбор присадочного материала и режима сварки.
Оборудование, используемое при ремонте деталей сваркой, такое же, как и при сварке новых деталей. Сваркой соединяют отдельные части деталей, заваривают трещины, раковины и устраняют другие дефекты.
Наплавка — процесс нанесения расплавленного металла необходимого состава на поверхность детали, нагретую до температуры плавления, При наплавке нанесенный слой металла прочно соединяется с основным металлом вследствие образования металлической связи.
Наплавку применяют для восстановления размеров детали и придания заданных свойств ее поверхности путем правильного выбора химического состава и структуры наплавленного металла.
Наплавка является разновидностью сварки. Однако наплавочные процессы отличаются от сварочных. При наплавке сварочный процесс используется для наращивания на основной металл слоя металла или сплава со свойствами, иногда отличающимися от свойств основного металла.
В связи с этим к процессу наплавки предъявляются следующие основные требования;
1) для обеспечения заданных физико-механических свойств в наплавленном слое процесс наплавки не должен изменять исходного химического состава и структуры наносимого металла, т.е. при наплавке доля основного металла в наплавленном слое должна быть минимальной;
2) для сохранения прочности ремонтируемой детали процесс наплавки не должен изменять ее исходного химического состава, структуры и напряженного состояния;
3) наплавленный слой должен обладать достаточно высокой прочностью сцепления с основным металлом.
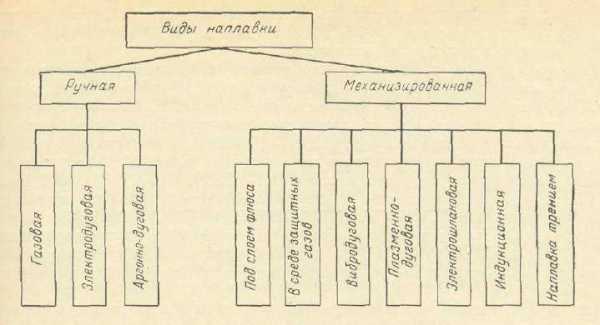
Рисунок 10.1 – Виды ремонта деталей наплавкой
Для ручной газовой и электродуговой наплавки обычно используют металлические электроды, что объясняется сравнительной простотой процесса наплавки и возможностью широкого регулирования химического состава и свойств наплавленного слоя. Регулирование химического состава и свойств наплавленного слоя осуществляют через покрытие или через электродный стержень, или комбинированным методом. Для предотвращения появления деформаций и трещин при наплавке применяют предварительный нагрев детали в пределах 200—400°С, предварительный изгиб детали в направлении, обратном деформации, погружение детали в воду без смачивания наплавляемой поверхности, наложение наплавляемых валиков в определенной последовательности, высокий температурный отпуск детали после наплавки.
Ручная газовая сварка и наплавка. При ручной газовой сварке и наплавке расплавление основного и присадочного материала осуществляется теплом, выделяющимся в процессе сгорания горючих газов (ацетилена, пропанбутановых смесей и других) в среде кислорода (рис. 5.10). Наиболее распространенным горючим газом, применяемым на ремонтных предприятиях, является ацетилен.
В зависимости от соотношения подаваемых в горелку ацетилена и кислорода можно получить нормальное, науглероживающее и окислительное пламя. Нормальное или, как его часто называют, нейтральное пламя образуется при соотношении кислорода и ацетилена в смеси, равном 1,0—1,2. Нормальное пламя является восстановительным в отношении к свободной закиси железа и в зоне I плавления ограничивает окисление поверхности. При соотношении кислорода и ацетилена, составляющем 0,8—0,9, возникает науглероживающее, а при соотношении, равном 1,2—1,5, окислительное пламя. Выбор сварочного пламени влияет на качество сварного шва или наплавки, а также на производительность процесса.
Сварку деталей из алюминиевых сплавов, а также из стали с содержанием углерода до 0,5% ведут нормальным пламенем. Науглероживающее пламя обычно используют для сварки деталей из серого чугуна и стали с содержанием углерода более 0,5%.
Для сварки деталей из цветных металлов, заварки трещин и раковин небольшой длины в чугунных деталях при толщине стенок 10—15 мм, а также для сварки деталей из малоуглеродистой стали толщиной до 7 мм применяют бензинокислородное пламя и горелку ГКУ-01-55.
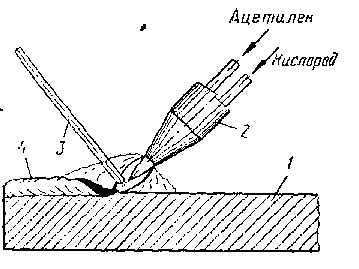
Рисунок 10.2 – Ручная газовая наплавка
К недостаткам газовой наплавки следует отнести неравномерность толщины наплавленного слоя.
Электродуговая сварка и наплавка. Ручная электродуговая сварка и наплавка. При электродуговой сварке и наплавке источником тепла для расплавления металлов является электрическая сварочная дуга, возникающая между электродом и свариваемым металлом. Качество сварного шва и наплавленного слоя определяется диаметром электрода, типом и маркой электрода, величиной сварочного тока, напряжением на дуге, родом и полярностью тока, скоростью сварки и положением шва в пространстве.
При ручной электродуговой сварке и наплавке чаще всего используются металлические электроды, представляющие собой металлический стержень, на поверхность которого нанесен слой покрытия, предназначенного для стабилизации горения дуги, защиты расплавленного металла от кислорода и азота воздуха, легирования наплавленного металла. В состав электродных покрытий входят следующие группы компонентов: стабилизирующие, шлакообразующие, газообразующие, раскисляющие, легирующие и связующие. Электроды изготовляют диаметром 1,6—12 мм и длиной 225—450 мм. В зависимости от назначения стальные электроды подразделяются на типы. Тип и марку электродов выбирают в зависимости от химического состава металла ремонтируемой детали и требований, предъявляемых к сварному шву или наплавленному слою.
Диаметр электрода выбирают в зависимости от толщины наплавляемого слоя. При толщине наплавки менее 2 мм рекомендуется применять электроды диаметром 3 мм, а при большей толщине наплавки — электроды диаметром 4—5 мм.
При ремонте закаленных деталей ненаплавляемую часть детали погружают в воду во избежание отпуска. Наплавку легированных сталей производят при большой плотности тока с предварительным подогревом поверхности.
Ручную электродуговую наплавку целесообразно применять при небольшом объеме работ, а также при наплавке труднодоступных мест.
К преимуществам ручной электродуговой наплавки относятся удобство и простота процесса. Недостатки ее — низкая производительность , низкая стабильность дуги и невысокое качество наплавки.
Автоматическая электродуговая наплавка под слоем флюса. При указанном виде наплавки электрическая дуга горит под слоем флюса, подаваемого систематически в зону наплавки. В зоне горения дуги оплавляются поверхность детали, электрод и прилегающий слой флюса. Электродная проволока по мере оплавления автоматически подается в зону дуги одновременно с флюсом. При плавлении флюса выделяется газ и образуется газовая оболочка, защищающая расплавленный металл от взаимодействия с окружающим воздухом выгорания легирующих элементов. Кроме того, флюсовое покрытие способствует сохранению тепла дуги и препятствует разбрызгиванию жидкого металла.
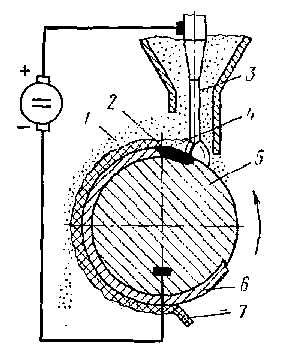
На рис.10.3 представлена схема наплавки под слоем флюса тел вращения. Между поверхностью детали 5 и электродной проволокой 3 возбуждена электрическая дуга. Расплавленная капля металла электрода 3, смещаясь в направлении вращения детали, смешивается е расплавленным основным металлом детали, образуя сварочную ванночку. При остывании образуется наплавленный валик, который покрыт шлаковой коркой 7 и частично неиспользованным флюсом 1.
Наплавка в среде защитных газов. При этом виде наплавки защитный газ, подаваемый в зону наплавки под избыточным давлением, изолирует сварочную дугу и плавильное пространство от кислорода и азота воздуха.
Рисунок 10.3 – наплавка под
слоем флюса
Наплавка в среде защитных газов. При этом виде наплавки защитный газ, подаваемый в зону наплавки под избыточным давлением, изолирует сварочную дугу и плавильное пространство от кислорода и азота воздуха.
Наплавку углеродистых, легированных сталей и чугуна производят в среде углекислого газа; для высоколегированных сталей применяют аргон. При высокой температуре сварочной дуги происходит диссоциация углекислого газа. Образовавшийся атомарный кислород окисляет металл, что приводит к выгоранию железа и других примесей стали. Чтобы прекратить окисление, а также пополнить выгоревшие примеси при наплавке в углекислом газе применяют электродную проволоку, легированную марганцем и кремнием, которые связывают кислород и раскисляют ранее образовавшуюся закись железа. Образующиеся окислы марганца и кремния переходят в шлак.
Наплавку в среде защитных газов применяют, когда невозможна или затруднительна подача флюса и удаление шлаковой корки, например при наплавке мелких деталей, внутренних поверхностей и деталей сложной формы.
Преимуществами наплавки в среде защитных газов являются высокая производительность и простота ведения и управления процессом.
Недостатки ее — сложность работы на открытом воздухе из-за срыва струи углекислого газа под действием ветра и окислительная способность углекислого газа.
Вибродуговая наплавка. Автоматическая вибродуговая наплавка основана на использовании тепла кратковременной электрической дуги, возникающей в момент разрыва цепи между вибрирующим электродом и наплавляемой поверхностью. Отличительной особенностью этого вида наплавки является возможность получения наплавленного слоя малой толщины 0,3—2,5 мм, охлаждение поверхности наплавки в результате прерывистого характера процесса, что позволяет значительно уменьшить нагрев детали, снизить в ней остаточные напряжения и предотвратить ее деформирование.
Автоматическую вибродуговую наплавку применяют для наращивания изношенных наружных и внутренних цилиндрических поверхностей, в частности, шеек валов, штоков буровых насосов, замков бурильных труб и других деталей.
К преимуществам вибродуговой наплавки относятся: возможность получения тонких и прочных покрытий, малая глубина зоны термического влияния, небольшой нагрев детали и незначительное выгорание легирующих электродной проволоки.
Производительность при вибродуговой наплавке выше, чем ручной электродуговой, но ниже, чем при наплавке под флюсом.
Наплавка металлов трением. Сущность процесса наплавки металлов трением, предложенного и разработанного Я.М. Кершенбаумом и Б.А. Авербухом, заключается в плавлении наносимого металла за счет теплоты трения и соединении его с деталью при повышенных температуре и давлении. Наносимый металл или сплав в гранулированном состоянии (в виде стружки) плавится в закрытом пространстве за счет трения о наплавляемую деталь или специальный инструмент. Трение обеспечивается вращением наплавляемой детали или инструмента относительно массы наносимого металла или сплава.
Литература: 2 осн. [43-47], 3 осн. [122-143], 5 осн. [81-148].
Контрольные вопросы:
1. Какие особенности процессов сварки и наплавки?
2. Какие виды сварки и наплавки Вы знаете и объясните их различия в зависимости от технологических процессов?
studfiles.net
Ремонт деталей сваркой
Ремонт деталей сваркой — выбор оборудования
Сварка — часто используемый метод для ремонта. В общем объеме ремонтных работ она занимает 70%. Значит, в этом непростом деле без нее не обойтись никак. Так же как и без инвертора, выбор которого зависит от габаритов и марки материала ремонтируемого.
Если говорить о марке, то выбирать оборудование нужно следующим образом:
• для сталей используют ручную сварку ММА на токе DС.
• для алюминиевых сплавов — инверторы TIG на токе AC.
Вся премудрость технологии сводится к сварке и наплавке.
Подготовка деталей к сварке и наплавке
ремонт распредвала
Уделите этому моменту достойное внимание.
Дефекты типа «скол» необходимо тщательно зачистить металлической щеткой, не желательно оставлять острые кромки, они – концентраторы напряжения. Поэтому кромки нужно скруглить, либо «притупить».
Сварка трещины
Трещины требуют полного удаления путем их разделки (то же с порами, раковинами), иначе оставшаяся внутри и заплавленная снаружи трещина при знакопеременных нагрузках, снова разрастется с выходом на наружный диаметр или поверхность.
При восстановлении деталей наплавкой
«Прохудившиеся» диаметры, требующие наплавки, просто тщательно защищаются металлической щеткой.
Не забывайте, что перед заваркой дефектов алюминиевых сплавов изделия и присадочный материал необходимо протравить в 4-5%-ном растворе едкого натра и 20-25%-ом растворе азотной кислоты, либо зачистить до металлического блеска и немедленно варить.
Какие изъяны устраняют?
Заваривают трещины на платформах и рамах, так же делают заплаты и разнообразные накладки и т.д. и т.п.
Производят восстановление резьб путем наплавки с последующей обработкой и нарезанием резьбы плашкой или метчиком. Соответственно, ремонтируют наружные и внутренние резьбы.
Выбор технологии восстановления деталей
Детали машин ремонтируют автоматической и полуавтоматической сваркой в углекислоте.
Автоматическая представляет собой полностью автономный процесс, нужно только лишь зафиксировать деталь и нажать кнопку, то же касается сварочных роботов.
При проведении ремонтно-восстановительных работ в автосервисе наиболее простой способ – полуавтоматической сварки, когда проволока подается с заданной скоростью, а горелка перемещается вручную вдоль шва. КПД полуавтомата существенно проще по сравнению с ручным инвертором и лучше качество шва. Газ, используемый для защиты: углекислота – активный , существенно окисляет расплавленную углеродистую сталь, а связывает и выводит кислород на поверхность марганец, в большом количестве присутствующий в проволоке 08Г2С. Сварка полуавтоматом в углекислоте идеальна для ремонта пальцев, фланцев карданных валов и т.д.
Популярна в деле ремонта и восстановления так же сварка под флюсом благодаря тому, что она обеспечивает высокую производительность и прочность, обеспечивая надежную защиту ванной. Она и названа так потому, что во время процесса дуга, зажженная между металлом и электродом скрыта под слоем флюса. Таким образом ремонтируют, например, распредвалы.
При небольшом износе на деталях с малым диаметром практикуют восстановление электроимпульсной наплавкой.
svarka-master.ru
Ремонт деталей машин сваркой и наплавкой
Строительные машины и оборудование, справочник
Ремонт деталей машин сваркой и наплавкой
Категория:
Техническое обслуживание дорожных машин
Ремонт деталей машин сваркой и наплавкой
При ремонте дорожных машин сварка и наплавка являются наиболее распространенными способами восстановления деталей. Из общего количества ремонтируемых деталей дорожных машин около 50—60% восстанавливают сваркой и наплавкой. Широкое применение указанных способов объясняется возможностью ремонтировать детали, изготовленные из различных металлов и имеющие самые разнообразные дефекты.
Сваркой устраняют трещины, пробоины, разрывы, отколы, обломы, а также наращивают наплавкой изношенные поверхности деталей.
На ремонтных предприятиях наибольшее распространение получили следующие виды сварки и наплавки деталей дорожных машин:
1) ручная электродуговая сварка и наплавка;
2) газовая сварка и резка металлов;
3) автоматическая наплавка под слоем флюса;
4) сварка и наплавка в среде защитных газов и пара;
5) электроимпульсная наплавка.
Сварка плавлением имеет ряд отрицательных свойств, как, например, изменения в химическом составе наплавленного и основного металлов, изменения в их структуре, механических свойствах и геометрической форме. Эти изменения различны для газовой и электродуговой сварок. Все это следует учитывать при ремонте деталей сваркой.
При газовой сварке происходит сгорание ацетилена в кислороде. При этом сварка происходит в восстановительной среде, где расплавленный металл защищен нейтральными и восстановительными газами. Выгорание элементов сплава незначительно и поглощение’ кислорода и- азота из окружающего воздуха почти не происходит.
При электродуговой сварке и наплавке расплавленный металл электрода проходит через окислительную среду воздуха. При высокой температуре активизируются процессы окисления, происходит соединение железа с азотом и образуются нитриды железа. Одновременно происходит выгорание легкоплавких элементов. Сварной шов получается обедненным углеродом, марганцем, кремнием и обогащенным окислами и нитридами железа, что снижает его прочность и ухудшает обрабатываемость. Поглощение газов расплавленным металлом вызывает образование пор в шве. Все это делает шов хрупким, малопластичным и неплотным.
Для устранения указанного недостатка рекомендуется применять электроды со специальными (толстыми) обмазками. Обмазки при плавлении образуют шлак и этим защищают металл от вредного действия окислительной среды воздуха, а также ограничивают поглощение газов жидким металлом. Аналогичные процессы происходят при сварке под слоем флюса в среде защитных газов и пара, о чем подробнее будет сказано ниже.
Рекомендуется также работать с возможно короткой дугой или дугой под слоем флюса, что уменьшает выгорание С, Mn, Si. Применением перечисленных средств удается почти полностью устранить указанный недостаток электродуговой сварки.
Рис. 122. Распределение температуры нагрева- в зоне сварки
Внутренние термические напряжения, возникающие в шве и в основном металле, являются результатом неравномерного нагрева и изменения объема металла шва при плавлении и остывании. При местном нагреве деталь на различных участках имеет различную температуру.
Рис. 123. Схема структуры металла в зоне термического влияния при сварке (малоуглеродистая сталь)
На рис. 122 приведен разрез сварочного шва и диаграмма распределения температур в зоне термического влияния. Участки детали с меньшей температурой будут препятствовать объемным изменениям участков с повышенной температурой, что приведет к возникновению внутренних напряжений в детали. Внутренние напряжения могут вызывать деформацию детали, коробление или появление трещин.
Меры по борьбе с появлением высоких внутренних напряжений рекомендуются следующие:
а) предварительный подогрев деталей перед сваркой,.или наплавкой и медленное охлаждение после сварки;
б) отжиг детали после сварки или наплавки;
в) частичное погружение детали в воду с целью уменьшения деформации и сохранения термообработки;
г) жесткое закрепление деталей при сварке и легкая проковка шва после сварки.
Изменения структуры металла происходят в основном металле детали (в околошовной зоне) под действием нагрева. Так как металл детали при сварке доводится до плавления, то имеет место постепенное изменение температуры по мере удаления от места сварки.
На рис. 123 дано схематическое изображение структуры малоуглеродистой стали в зоне термического влияния.
Глубина зоны термического влияния со структурными изменениями при электродуговой сварке составляет около 3,5 мм, при газовой — 20—30 мм.
Наименее желательным участком зоны термического влияния является четвертый, так как крупнокристаллическая структура с явно выраженными следами перегрева обладает резко ухудшенными механическими свойствами, особенно в отношении ударной вязкости. Поэтому для ответственных деталей участок перегрева должен быть сведен к минимуму в процессе сварки или термообработки после сварки — отжигом или закалкой с отпуском.
При сварке или наплавке ответственных деталей, изготовленных из легированных сталей, имеет место диффузия легирующих примесей из основного металла в наплавленный слой, что при быстром охлаждении шва приводит к его закалке и образованию трещин. Детали, изготовленные из этих сталей, и детали, имеющие сложную термическую обработку, после сварки должны быть обязательно подвергнуты повторной термообработке.
Ниже приводится подробный анализ перечисленных выше видов сварки, из которого вытекает возможность их применения для восстановления различных деталей дорожных машин.
Реклама:
Читать далее: Ручная электродуговая сварка
Категория: – Техническое обслуживание дорожных машин
Главная → Справочник → Статьи → Форум
stroy-technics.ru