Сварка полуавтоматом в среде углекислого газа – Сварка полуавтоматом в среде углекислого газа для начинающих
alexxlab | 12.09.2020 | 0 | Вопросы и ответы
Сварка полуавтоматом в среде углекислого газа для начинающих

Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Содержание статьи
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
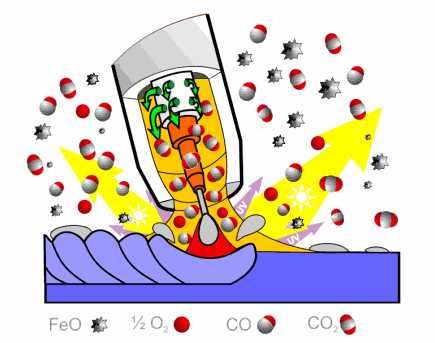
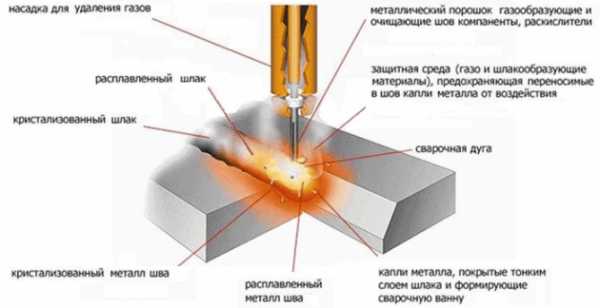
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
2СО2=2О2+2СО
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
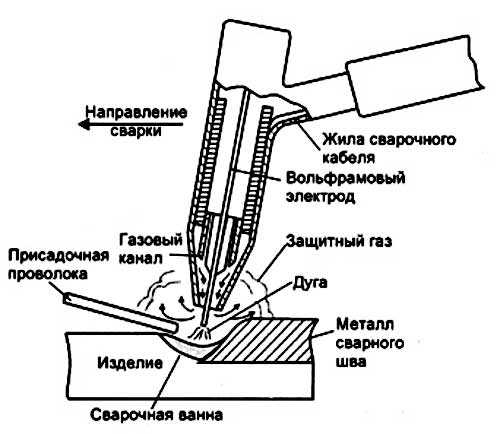
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
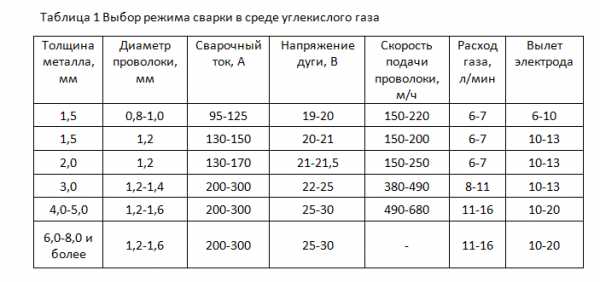
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:

- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.

2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
svarkaed.ru
Полуавтоматическая сварка в среде углекислого газа: преимущества и недостатки
Полуавтоматическая сварка в среде углекислого газа дает возможность соединить металлические детали. Сварочный шов при использовании такой сварки отличается высокой прочностью. Поэтому сваривание металлов с использованием углекислого газа широко востребовано как у новичков, так и у профессионалов.
Что такое сварка полуавтоматом в среде СО2?
Принцип действия полуавтоматического спаивания с использованием углекислого газа достаточно прост. Одновременно с электродом в сварочную ванну подается СО2. Газ заполняет ванну, тем самым защищая металл от негативного влияния воздуха.

Режимы и особенности сварки в углекислоте
Основной особенностью сварки в среде СО2 является вытеснение воздуха при сваривании частей. Это позволяет добиться высокого качества шва. Необходимо учитывать, что железо и углерод, находящиеся в составе заготовок, вступая в химическую реакцию с СО2, окисляются. Для предотвращения окисления следует использовать специализированную проволоку, имеющую в своем составе большое количество кремния и марганца.

Технология накладывания сварного шва в углекислоте
Еще одной особенностью полуавтоматической сварки в газовой среде является возможность применения как прямой, так и обратной полярности. Использование обратной полярности прямого тока отлично подходит для начинающих сварщиков. Такой метод дает возможность легко удерживать дугу. Прямая полярность применяется при необходимости наплавления металла.
Сварка полуавтоматом возможна в различных режимах. Настройку аппарата необходимо производить исходя из толщины металла свариваемых деталей и диаметра проволоки. При повышении сварочного тока увеличивается глубина провара. Так, чем больше толщина металлических частей, тем большую силу тока необходимо установить в настройках.
Характеристики сварки в углекислом газе
Газ, применяемый для сваривания полуавтоматом, имеет более высокую плотность, чем воздух. Благодаря этому он вытесняет воздушную массу из сварочной ванны. Он бесцветен и не имеет запаха. К аппарату СО2 подается из баллона, в котором он находится в жидком состоянии под давлением. Подключение баллона осуществляется через специализированный редуктор. Он поддерживает требуемое давление в системе.
Спаивание в среде СО2 можно выполнять на двух видах оборудования:
- Выпрямитель. Полуавтоматический аппарат, применяется для дугового сваривания различных заготовок, в том числе и из нержавеющей стали.
- Инвертор. Является преобразователем переменного тока в постоянный. Преобразованный ток используется для создания дуги.

Электродом при выполнении полуавтоматической сварки в среде углекислого газа является специализированная проволока. В зависимости от толщины деталей, диаметр и состав проволоки может отличаться.
Подготовительные работы
Для того чтобы получить качественный шов, необходимо подготовить заготовки и настроить оборудование. Спаиваемые части следует предварительно очистить от ржавчины, окислений, лакокрасочных покрытий и т. д.

Настройка оборудования перед работой
Окислы и посторонние примеси могут привести к разбрызгиванию электрода и нарушению качества сварного шва. Для очистки используется наждачная бумага, абразивный камень или пескоструйная обработка. При сваривании тонких листов следует предварительно отбортовать кромки заготовок.
Помимо подготовки деталей перед началом сварки полуавтоматом в среде СО2, необходимо настроить оборудование. Все составляющие подключаются в строгом соответствии с определенной схемой. Для нормальной работы устройства нужно исключить утечку вещества из системы.
После включения полуавтомата в электрическую сеть осуществляется его настройка. В зависимости от толщины металла устанавливается сила тока. При выборе скорости подачи электрода нужно опираться на скорость горения сварочной дуги.
Перед началом работы нужно изучить правила техники безопасности во время выполнения сварочных работ полуавтоматическим сварочным аппаратом в среде углекислого газа. Во время работы используются специализированные средства индивидуальной защиты.
ВНИМАНИЕ: Пренебрежение правилами безопасности может привести к различного рода травмам, ожогам или поражению электричеством!
Технология и методы выполнения работ
После подготовки деталей и правильной настройки оборудования можно приступать к выполнению сварочных работ. При спаивании в среде углекислого газа начальный шов лучше осуществлять при небольшой силе тока. Таким образом удастся избежать деформации спаиваемых заготовок и вероятности возникновения трещин. Подача электрода, независимо от полярности, осуществляется двумя способами:
- Углом вперед. С использованием такого метода глубина провара будет небольшой, а шов — широким;
- Углом назад. Применяя такой метод, сварщику удается добиться большой глубины провара при малой ширине шва.
Как правильно варить полуавтоматом в углекислоте
По окончании работ сварочная ванна заполняется металлом из проволоки. После того как шов положен, подача проволоки прекращается. Электричество, подаваемое на электрод, следует отключить. Углекислоту, в отличие от напряжения, нужно подавать до полного затвердевания шва. Это дает возможность защитить металл, находящийся под воздействием высокой температуры, от негативного влияния воздушных масс.
После полного затвердевания шва металл кристаллизуется и происходит образование шлака. Для контроля над качеством спаивания необходимо удалить шлак. После остывания он становится хрупким и легко очищается.
Контроль качества спаивания металла
Расход СО2
Расход газа при спаивании в среде газа СО2 прямо зависит от толщины металлических заготовок, диаметра проволоки и силы тока. На расход влияют и другие факторы. Если работы выполняются на открытом воздухе, то расход газа будет гораздо больше, чем при сваривании в закрытом помещении. Это связано с тем, что ветер сдувает часть газа, подаваемого в сварочную ванну.

Увеличение производительности при работе в среде СО2
Выполняя сварочные работы полуавтоматическим аппаратом в среде углекислого газа, можно повысить производительность несколькими способами:
Увеличить силу тока
При нижнем положении сварки можно увеличить сварочный ток, тем самым повысив КПД. При вертикальном или потолочном положении шва силу тока можно увеличивать только при ускоренной кристаллизации металла.
Увеличение вылета электрода
При применении тонкой проволоки можно повысить производительность, увеличив ее вылет. Такой метод дает возможность повысить скорость плавления электрода. Это увеличивает количество металла, попадающего в сварочную ванну за определенный промежуток времени.
При увеличенном вылете электрода может возникнуть самопроизвольная подача проволоки. Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.

Преимущества и недостатки
Сварка в углекислом газе СО2 имеет ряд преимуществ. К ним относятся:
- Возможность спаивать тонкие листы металла;
- Хорошая дуга при выполнении работ. Это особенно удобно для начинающих сварщиков;
- Возможна сварка деталей с различными характеристиками;
- Металл, находящийся под действием высокой температуры, защищен от влияния воздуха. Это делает шов прочным и не допускает окислений;
- Высокое качество места соединения заготовок;
- Безопасность в использовании;
- Доступность. Приобрести оборудование может любой желающий.
К недостаткам полуавтоматической сварки в среде углекислого газа можно отнести то, что применяемое оборудование более сложное, чем в случае с другими газами.
Из вышеперечисленного следует, что сварка в среде СО2 является доступным способом соединения металлических деталей. Такой способ спаивания отличается высоким качеством и простотой в применении.
Видео: Как настроить давление защитного газа и его расход
promzn.ru
Сварка в среде углекислого газа
Сварка металла в защитной среде углекислого газа считается профессионалами одной из самых эффективных. Особенно когда дело касается соединения тонких по толщине заготовок или деталей. Именно поэтому сварка в углекислом газе используется для ремонта кузовов автомобилей, минимальная толщина которых составляет 0,5 мм. К основным достоинствам данного вида сваривания металлов можно отнести:
- достаточно высокую производительность;
- незначительный нагрев свариваемых заготовок, что приводит к минимальному их короблению;
- варить швы можно в любом положении, и это не составляет большого труда, и не влияет на качество конечного результата;
- благоприятные условия проведения сварочного процесса;
- минимальные затраты, так как сам углекислый газ стоит очень дешево.

Проводить дуговую сварку в среде углекислого газа можно ручным способом, при помощи полуавтоматов и автоматов. В небольших цехах по ремонту автомобилей используется именно сварка в среде углекислого газа полуавтоматами. Это удобно, это позволяет регулировать подачу присадочной проволоки в зону сваривания, скорость которой варьируется в пределах 148-600 м/ч.
Режим и техника сварки
На что необходимо обратить внимание, проводя полуавтоматическую сварку в среде углекислого газа.
- Сварка металлов проводится на постоянном токе при обратной полярности. Это когда минус подключается к заготовке, а плюс к электроду. В данном случае с полуавтоматами к присадочной проволоке.
- Силу тока регулируют в зависимости от толщины свариваемых металлов, от скорости подачи присадочной проволоки в зону сваривания и от напряжения электрической дуги.
- Напряжение дуги является очень важной составляющей сварочного процесса. От его значения зависят размеры сварного шва. К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой.
- Вылет проволоки тоже играет немаловажную роль. Если вылет небольшой, то сварщик плохо видит и сам процесс соединения, и зону сварки. При большом вылете проволоки сварочная дуга дестабилизируется.
Поэтому качество сварки зависит от вылета проволоки из горелки, а также от скорости перемещения последней. Если скорость будет большая, то сварка произойдет прерывистыми участками. Если малая, то расплавленный металл заполнит не только зазор между заготовками, но и вытечет за его пределы, что приведет к последующей доработке стыка. К тому же при небольшой скорости появляется вероятность получения прожогов.
Что касается техники при сварке полуавтоматом, то она достаточно проста и не требует каких-то особых манипуляций с горелкой. В первую очередь перед началом сварочных работ необходимо убедиться, что углекислый газ подается из баллона на горелку. Для этого нужно всего лишь открыть вентиль на редукторе баллона и подставить ладонь под горелку. Небольшой ветерок говорит о том, что система подачи работает нормально.
Кстати, давление углекислоты в баллоне должно составлять 60-70 кгс/см², что контролируется манометром на редукторе, а вот давление самого газа в горелке показывает второй манометр на редукторе баллона. Его значение должно быть 2,0 кгс/см². Этот показатель не является абсолютным, потому что сам сварочный процесс может проходить при разных условиях. К примеру, сквозняки в цеху, на открытой площадке. При таких условиях давление на горелке необходимо поднять, что увеличит расход углекислоты.
Все готово, можно приступать к сварке. Для этого проволоку необходимо выпустить из горелки немного больше, чтобы легко ею можно было бы дотронуться до свариваемого металла для возбуждения дуги. Конец проволоки устанавливается на поверхность металлической заготовки, после чего сварщик нажимает на кнопку пуск на рукоятке горелки. Происходит поджиг дуги, после чего проволока убирается до необходимого размера. Открывается вентиль на редукторе баллона с углекислым газом, производится подача углекислоты в зону сварки.
В процессе углекислотной сварки горелку можно перемещать в любом направлении. Здесь важно, чтобы для сварщика данное направление было удобным. То есть, он смог бы отслеживать и контролировать сварочную операцию. При этом горелка должна располагаться под углом 60-70° по отношению к свариваемой поверхности заготовок.
Специалисты же отмечают различия направления сварки и угла наклона проволоки. К примеру, если варить слева направо, то горелку лучше держать углом назад. Если справа налево, то углом вперед. В первом случае глубина сваривания резко увеличивается, а вот ширина сварного шва заметно уменьшается. Во втором случае, наоборот, глубина проварки уменьшается, а ширина шва увеличивается. Последний вариант лучше всего подходит к сварке тонкостенных металлических деталей.
Внимание! Завершать сварочный процесс необходимо полным заполнением кратера расплавленным металлом. Подачу проволоки после этого нужно прекращать, а вот с отключением газа лучше повременить. Здесь важно, чтобы расплавленный металл в сварочной ванне остывал постепенно. Поэтому стоит немного поддержать температурный режим до того, пока металл не застынет.
Особенности процесса сваривания
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и сварка под флюсом. Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород. Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо. Вот почему так важно нейтрализовать окисляющий химический элемент.
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом. Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0. То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
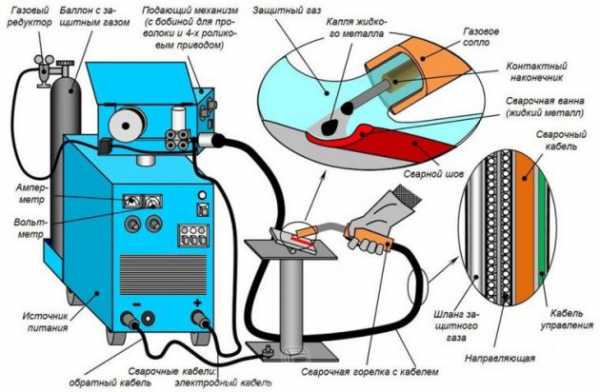
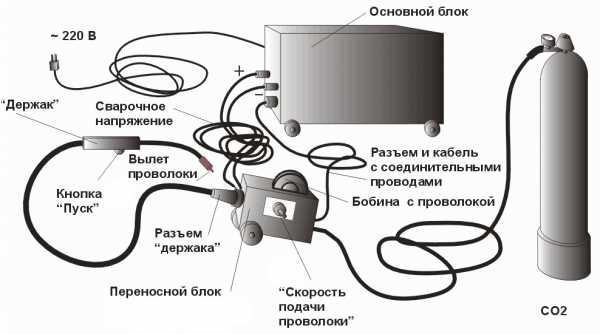
Комплектность оборудования
Сварочный пост комплектуется нижеследующим оборудованием и принадлежностями.
- Источник постоянного тока. Это может быть сварочный трансформатор или инвертор. Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- Подающий механизм. Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
Итак, сварка металлических заготовок в среде защитного углекислого газа – эффективный способ сваривания. Он зависит от выбранного режима работы и техники проведения процесса. А в качестве конечного результата получается хорошо сформированный шов с отличным проваром по всей глубине зазора, плюс великолепные технические свойства наплавленного металла.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Полуавтоматическая сварка в среде углекислого газа: нержавейки и других металлов
Существуют самые разные способы сварки, однако к полуавтоматической сварке в среде углекислых газов уже давно проявляется интерес, как среди профессиональных мастеров, так и среди любителей.
В первую очередь, это связанно с тем, что данный метод обладает хорошей универсальностью и высокой производительностью.
Следует отметить и то, что сварка при помощи среды углекислого газа — достаточно дешевый способ делать прочное и достаточно качественное соединение различных металлических поверхностей, в том числе и нержавейки.
Полуавтоматическая сварка, которая проводится в специально создаваемой среде углекислого газа, нашла широкое применение и в наше время.

Она активно используется в промышленной сфере, при работах на строительных площадках, монтаже самых разных трубопроводов.
Кроме этого, она нашла широкое применение и у домашних умельцев, которые предпочитают всю работу по дому проводить исключительно своими руками.
Это отличный и эффективный способ сделать достаточно прочное сварное соединение листов из нержавейки, а также многих других видов металлов.
Ручная полуавтоматическая сварка, которая проводится в определенной среде углекислого газа, должна в обязательном порядке соответствовать установленному ГОСТ.
Некоторые понятия
Данная ручная сварка, которая проводится полуавтоматом, в среде создаваемого определенным способом углекислого газа, считается одним из самых дешевых способов произвести достаточно качественное соединение металлических поверхностей, в том числе и из нержавейки и производится согласно ГОСТ.
Цена необходимого оборудования достаточно низкая, что и объясняет популярность этого метода.
Она проводится по специальной схеме, которую прописывает соответствующий ГОСТ, а также некоторые другие руководящие документы.
Сущность данного метода получения сварного соединения заключается в том, что в рабочую зону сварки поступает углекислый газ под давлением, который создает определенную защиту, и в результате создаваемой дугой высокой температуры впоследствии распадается на угарный газ, а также кислород.
Видео:
Весь процесс распада происходит по определенной реакции и сопровождается образованием углекислого, угарного газов, а также кислорода.
Данные элементы, которые образуют поток, обеспечивают эффективную защиту сварного соединения, а кроме этого, достаточно активно осуществляют взаимодействие с поверхностью обрабатываемого металла.
Для того чтобы снизить негативное воздействие углекислого газа на металл, в используемую сварочную проволоку дополнительно вводят такие элементы, как кремний и марганец.
При проведении сварочных работ полуавтоматом в специально создаваемой среде углекислого газа для предотвращения процесса окисления на поверхности металла в рабочую зону вводят в свободном состоянии марганец или кремний.
При этом следует учитывать, что количество эти двух элементов в сварной проволоке строго регламентировано.
Для того чтобы сварной шов получился максимально прочным и качественным по ГОСТ, кремний и марганец в проволоке должны находиться в определенном соотношении.
При проведении сварочных работ в среде углекислого газа непосредственно ручным полуавтоматом в определенный момент начинают формироваться оксиды, как кремния, так и марганца.
Вместо растворения в сварочной ванне, данные элементы начинают особым образом реагировать между собой, в результате чего на металлической поверхности начинает образовываться в виде шлака легкоплавкое соединение.
На видео, которое размещено ниже, подробно показан процесс сварки при помощи полуавтомата в образованной особым образом среде углекислого газа.
Видео:
Основные особенности
Ручная сварка с использованием среды защитного газа имеет ряд существенных особенностей, а также некоторые тонкости и нюансы, на которые необходимо обращать внимание в обязательном порядке.
Данный метод получения сварных соединений высокого качества был разработан советскими инженерами около ста лет назад, однако и в наше время не утратил своей актуальности.
Схема выполнения работ относительно несложная и широко используется как на крупных производствах и строительных площадках, так и в бытовых условиях, а также при частном строительстве.
Для данного типа сварки разработан специальный ГОСТ, который обязателен для исполнения, вне зависимости от того, где используется сварка полуавтоматом в углекислой защитной среде.
Работа с металлом в углекислой среде выполняется только постоянным током, который обязательно должен иметь обратную полярность.
Если попробовать выполнить сварное соединение с использованием постоянного тока, но прямой полярности, то это, в первую очередь, отрицательно отразится на стабильности вырабатываемой полуавтоматом электрической дуги.
А во-вторых, приведет к тому, что шов будет формироваться неправильной формы с образованием дефектов, а используемый при данном процессе электрод будет сильно разбрызгиваться, а также образовывать слой угара.
В том случае, когда с использованием данного метода сварки выполняется не сварка в прямом понимании этого слова, а наплавка, специалисты настоятельно рекомендуют использовать непосредственно прямую полярность постоянного тока.
Это связано, главным образом, с тем, что используемый в этом конкретном случае коэффициент наплавки практически в два раза выше, чем при применении тока с обратной полярностью.
В некоторых отдельных случаях данный тип сварки можно проводить и при переменном токе.
Однако для этого общая схема сварочного аппарата должна содержать в своем составе специальный осциллятор.
Кроме этого, следует отметить то, что основными источниками постоянного тока при сварке в среде углекислого газа должны быть преобразователи тока, которые имеют жесткие характеристики.
При выполнении сварки с использованием полуавтомата в специально создаваемой защитной среде, состоящей из углекислого газа, необходимо строго контролировать соответствие всех рабочих параметров принятому ГОСТ.
Более подробно процесс сварки с использованием полуавтомата и защитной среды, состоящей из углекислого газа, показан на видео ниже.
Видео:
Подготовка аппарата и заготовки
Полуавтоматом при создании среды углекислого газа можно варить самые разные металлические поверхности, в том числе из нержавейки.
Оборудование, которое используется в этом случае, в обязательном порядке должно быть собрано в специальную схему.
Необходимо максимально герметично произвести соединение всех шлангов, держателей, баллонов с углекислым газом, а также подключить полуавтомат к основному источнику питания.
Последовательность сборки оборудования в схему определяется ГОСТ и другими руководящими документами.
Следует помнить, что от правильности подключения оборудования во многом зависит не только качество работы, но и техника безопасности, согласно ГОСТ.
Данный метод сварки считается одним из наиболее опасных и обязательно должен проводиться в соответствии с правилами по технике безопасности и регламентом работ.
Перед тем как приступить непосредственно к выполнению работ, необходимо изучить не только технологию проведения сварочных работ с использованием среды углекислого газа, но и иметь представление о соответствующем ГОСТ, который определяет порядок работ.
Видео:
Также следует обязательно использовать соответствующие средства защиты.
Сварка металла, в том числе из нержавейки, в углекислой среде при помощи полуавтомата выполняется достаточно эффективно.
При проведении работ следует помнить, что соединение тонких листов нержавейки и стали осуществляется с обязательной отбортовкой кромок.
Можно проводить сварку и без проведения отбортовки, но только в том случае, когда зазор между листами будет минимальным.
Листы нержавейки и стали средней толщины можно сваривать без предварительной разделки кромок, однако в этом случае зазор не должен превышать один миллиметр.
Листы с большой толщиной следует в обязательном порядке сделать V-образную разделку. Кроме этого при данном методе сварки используется также и Х-образная разделка листового металла и нержавейки.
Видео:
В любом случае перед тем, как приступить к сварке, необходимо тщательно зачистить кромки у металла до состояния блеска.
Для этого можно воспользоваться автоматическим инструментом, например болгаркой. При необходимости выполнить прихватку рекомендуется использовать электроды из углеродистых сталей.
Также перед проведением работ следует правильно раскрепить в полуавтомате сварочную проволоку.
Режимы выполнения работ
Ручная сварка полуавтоматом с использованием защитной углекислой среды может выполняться в нескольких различных режимах.
Режимы работы, главным образом, зависят от толщины обрабатываемого материала и выставляются на аппарате ручным способом.
В том случае, когда металл имеет большую толщину, необходимо уменьшить скорость сварки и, в свою очередь, увеличить силу тока.
Видео:
При минимальной толщине обрабатываемого металла наоборот — скорость работ возрастает, соответственно снижается показатель силы тока.
При выполнении работы должно быть обеспечено стабильное горение дуги, при этом она должна быть максимально короткой.
Если увеличить сварочную дугу, то ее горение будет нестабильным, а кроме этого, значительно увеличится разбрызгивание металла, что может привести к появлению на металлической поверхности различных дефектов.
Данный метод сварки достаточно простой. Его можно использовать как в промышленности, так и в быту.
При этом всю необходимую работу следует выполнять только в средствах защиты.
На видео ниже подробно показана сварка полуавтоматом в защитной углекислой среде с аргоном.
Видео:
rezhemmetall.ru
Сварка полуавтоматом без газа обычной проволокой и в среде углекислого газа
Сварочные работы при помощи полуавтоматического аппарата выполняются либо в среде защитного газа, либо с использованием специальной флюсосодержащей проволоки. Зачастую сварка полуавтоматом без газа обычной проволокой приводит к формированию несовершенного шва, подверженного быстрой деградации.
Защитная среда, образованная газом или испарениями флюсовой присадочной проволоки, обеспечивает хорошую проварку поверхностей и гарантирует отсутствие существенных дефектов сварного шва.
Что такое полуавтоматическая сварка в среде углекислого газа?
Сварка полуавтоматом без газа и с газом используется в таких промышленных отраслях:
- судостроение и судоремонтные работы;
- кузовные работы;
- строительство трубопроводов;
- монтажные работы;
- производство котлов и габаритной аппаратуры;
- сваривание поверхностей при стальном литье.
Принцип действия полуавтоматической сварки заключается в следующем: в зону сварки из баллона подводится углекислый газ, который распадается на угарный газ и кислород под действием высокой температуры от электрической дуги.
Угарный газ идеально подходит для защиты поверхности от окисления, однако, смесь углекислого газа и кислорода способствуют выгоранию легированных добавок и углерода из соединяемых изделий. Такой процесс приводит к падению качества шва и образованию в нем большого количества пор.
Для нейтрализации недостатков сварки в углекислой среде используют специальный присадочный материал. Проволока, используемая при варке в защитном газе, представляет собой сплав на основе кремния и марганца.
Наиболее популярными марками присадочной проволоки являются: Св-08ГС, Св-08Г2С. Присадки значительно активнее железа и окисляются первыми, тем самым перетягивая на себя кислород и не давая ему разрушить сварной шов при выполнении механизированной сварки.
Особенности сварки в углекислом газе
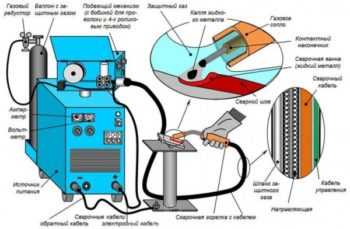
Схема полуавтоматической сварки.
Главным преимуществом работ в углекислотной атмосфере по сравнению со сваркой полуавтоматом без газа является хороший контроль над процессом варки. При использовании защитного газа оператор хорошо видит горение дуги и наблюдает за самим процессом варки.
Если же использовать проволоку с флюсом, то область сварки покрывается густым дымом, ограничивающим обзор и не позволяющим полноценно контролировать сварочный процесс.
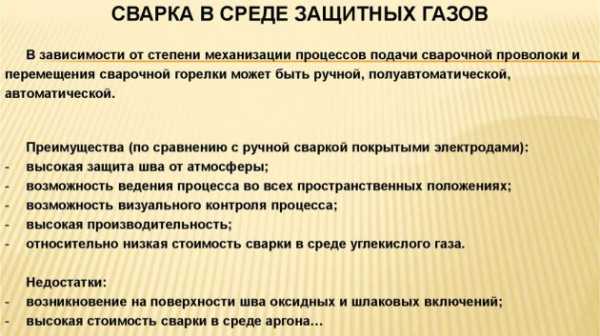
Проведение сварочных работ в среде углекислого газа при помощи полуавтоматической аппаратуры обладает следующими преимуществами:
- Полноценное использование энергии электрической дуги, обеспечивающее впечатляющую скорость варки.
- Высокое качество полученных сварных швов.
- Возможность сварки в различных пространственных положениях.
- Низкое потребление сварщиком газа при сварке полуавтоматом.
- Сравнительно невысокая стоимость сжиженного углекислого газа.
- Возможность соединения материалов любой толщины.
- Проведение работ на весу.
- Высокая производительность труда.
- Практически полное отсутствие повреждения детали.
При ремонте кузовов автомобилей локальный нагрев, который возникает при полуавтоматической сварке, позволяет аккуратно отремонтировать изделие, без серьезных повреждений лакокрасочного покрытия. - Отсутствие необходимости в подаче и отводе флюса.
Недостатки сварки в среде углекислого газа также имеют место быть.
К таковым относятся:
- Низкое качество продаваемых углекислотных смесей.
- Более слабое, по сравнению с использованием аргоновых смесей, качество сварных швов.
- Невозможность работы со всеми металлами.
- Сложности в очистке аппаратуры после использования углекислоты.
- Серьезный износ комплектующих в случае выставления неверных параметров сварки.
В целом, полуавтоматическая сварка с углекислым газом – это очень простой процесс, быстро освоить который может даже новичок.
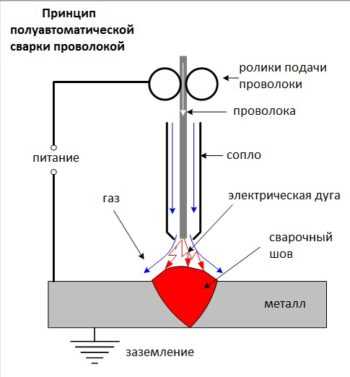
Принцип полуавтоматической сварки проволокой.
Характерной особенностью технологии углекислотной сварки являются:
- Проведение процесса на обратной полярности постоянного тока.
Подобный подход позволяет получить стабильную электрическую дугу и избежать различных деформаций. Кроме этого, обратный ток серьезно снижает расход присадочной проволоки, что позволяет использовать сварочный полуавтомат в экономном режиме. - Возможность использования прямой полярности тока для наплавки металла.
При совершении подобных работ коэффициент полезного действия в наплавке материалов выше. - Возможность проведения работ с проволочным сварочным аппаратом, питаемым от сети переменного тока.
Для использования такого функционала необходимо использовать осциллятор.
Режимы полуавтоматической сварки в углеродно-кислородной кислородной атмосфере разделяются на:
- сварку с принудительными короткими замыканиями;
- работу с переносом крупных капель;
- сварку с непрерывным горение электрической дуги.
Нормы расхода углекислого газа при использовании полуавтоматической аппаратуры составляют:
- 8-9 литров в минуту при варке проволокой от 0.8 до 1 миллиметра диаметром.
- 9-12 литров при 1.2 миллиметровой проволокой.
- 12-14 литров при соединении изделий при помощи присадочной проволоки с диаметром 1.4 миллиметра.
- 15-18 литров при качественной проварке деталей проволокой 1.6 миллиметра.
- 18-20 литров при сварке толстой двухмиллиметровой проволокой.
При сварке черных металлов углекислота сварочного полуавтоматического аппарата уходит со скоростью примерно 8-9 литров в минуту.
Кроме диаметра проволоки на расход газа влияет: метод варки, сила тока и скорость выполнения работ.
Режимы полуавтоматической сварки в среде защитных газов
Углекислотная сварка позволяет соединять множество видов металлов и сплавов.
Выбор режима работы аппаратуры зависит от толщины свариваемого металла, например, сварка труб должна производится при таких настройках:
- диаметр проволоки – 1.2 миллиметра;
- сварочный ток – 130-170 ампер;
- напряжение дуги – 21-21.5 вольт;
- скорость подачи присадочного материала – 150-250 метров в час;
- расход газа – 6-7 литров в минуту;
- вылет электрода 10-13 сантиметров.
По данным выше можно сделать вывод, что баллон на 10 литров при испарении, образующий порядка 5 кубических дециметров газа, сможет обеспечить около 6 часов беспрерывной работы сварочного аппарата. Наиболее оптимальные параметры рабочего давления углекислоты следует подбирать в зависимости от свариваемых материалов.
Сварочные работы в труднодоступных местах могут осуществляться при помощи присадочной проволоки с флюсом. Такой подход позволяет обойтись без тяжелого баллона с сжиженной углекислотой.
Чертеж полуавтоматической сварки с защитным газом.
С каждым сварочным аппаратом поставляется документация, в которой четко описаны оптимальные режимы работы техники. Кроме этого, в сопроводительных бумагах обычно имеются данные о настройке устройства в зависимости от толщины свариваемых изделий.
При проведении работ следует помнить следующие правила:
- при увеличении сварочного тока увеличивается глубина сварного шва;
- напряжение дуги напрямую зависит от длины;
- скорость подачи присадочного элемента следует откалибровать так, чтобы обеспечивалось стабильное горение сварочного разряда;
- вылет электрода напрямую влияет на качество шва, а, следовательно, следует эмпирически вычислить оптимальные параметры.
Большинство современных полуавтоматических сварочных устройств собраны на базе инверторного источника питания. Такая конструкция позволяет подключать аппаратуру в сеть переменного тока.
При подключении инверторной сварки не требуется использование специальной аппаратуры, поскольку в самом источнике питания установлены все требуемые выпрямитель и высокочастотный трансформатор.
Подготовка к работе
Панель управления сварочным полуавтоматом без газа содержит несколько элементов управления, среди которых:
- переключатель сварочного тока полуавтомата;
- регулировка скорости подачи присадочной проволоки;
- таймер включения и отключения для точечной пайки;
- крепление для сварочного пистолета.
Все сварочные аппараты, позволяющие проводить соединение металлов в углекислоте, в процессе подготовки к работе должны пройти череду этапов:
- Проверка заземления аппаратуры.
Согласно пожарной безопасности и стандарту ГОСТ все сварочное оборудование должны быть присоединено к заземляющему проводнику. - Проверка сети.
Полуавтоматы очень уязвимы к различным отклонениям напряжения в электрической сети. - Выбор режима работы.
Настройка аппаратуры производится под конкретный вид сварочных работ. - Диагностика работоспособности горелки и системы подачи присадочной проволоки.
- Проверка качества проволоки.
Присадочный материал не должен иметь отслоений, повреждений и вмятин.
Настройка и подключение сварочного оборудования
Качественная сварка в углекислом газе возможно лишь при предварительной тонкой настройке аппаратуры.

Проволока с наполнителем для полуавтоматической сварки.
Перед началом сварочных работ сварщикам необходимо:
- Вставить присадочную проволоку.
- Проверить подающие ролики.
Комплектующие должны быть совместимы с используемым присадочным материалом. Если ролики установлены от неправильной проволоки, то следует заменить ведущий компонент. - Установить проволоки в соответствующую борозду.
- Закрепить регулировочный валик.
Поджимать нужно не прилагая лишних усилий, поскольку при чрезмерном нажатии проволока будет серьезно деформироваться и затруднять работу сварочной дуги. - Разложить подающий рукав.
- Снять сопла и наконечник.
- Проконтролировать, чтобы присадочная проволока вышла на 10-15 сантиметров из горелки.
- Надеть наконечник и сопло.
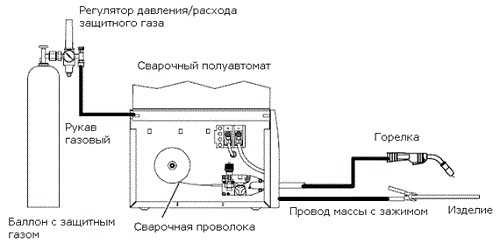
- Присоединить баллон с сжиженным газом к аппарату через редуктор.
- Зафиксировать подводящий шланг при помощи хомутов.
Подготовка металлов для сварки в CO2
Сварка полуавтоматом с углекислотой позволяет варить металлы любой толщины.

Классификация ручной дуговой сварки в защитном газе.
Тонкости подготовки изделий к варке зависят от толщины металла:
- Тонкие металлические листы до 1 миллиметра сваривают с использованием отбортовки кромок.
Допускается отсутствие подобной обработки, но в таком случае зазор между свариваемыми поверхностями не должен быть более 0.5 миллиметров. - Листы толщиной от 1 до 8 миллиметров можно сваривать без разделки кромок.
Максимально допустимый зазор составляет 1 миллиметр. - Более толстый металл, толщиной до 12 миллиметров требует дополнительной обработки в виде проведения V-образной разделки.
- Изделия, толщиной свыше 12 миллиметров, рекомендуется сваривать, предварительно выполнив X-образную разделку.
Перед непосредственным выполнением работ, изделия должны подвергнуться таким процедурам:
- Полная очистка свариваемых кромок.
Снятие загрязнения и окалин можно осуществить при помощи дробеструйной или пескоструйной установки. Если таковых не имеется, можно очистить поверхности при помощи простой наждачной бумаги. - Прихватывание поверхностей.
Предварительное приваривание в нескольких местах производится электродами Э42 или Э42А.
Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
- Перед началом сварочных работ следует убедиться, что газ поступает из горелки.
Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери. - Угол горелки должен находится в пределах от 65 до 75 градусов.
- Проварку необходимо производить справа налево.
Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний.
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
- Углом вперед.
В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла. - Углом назад.
Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
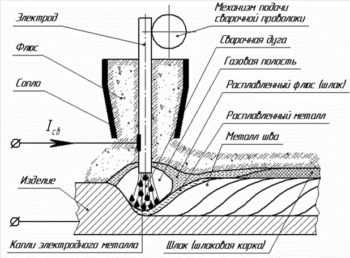
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
- Полная мобильность.
Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах. - Большой выбор специализированных проволок.
На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом. - Упрощенный сварочный процесс.
- Отсутствие необходимости в постоянной заправке баллона.
Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Важно отметить, что сварочные работы можно проводить и с помощью обычной проволоки, однако, получаемый в таком случае шов будет рыхлым и недолговечным.
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
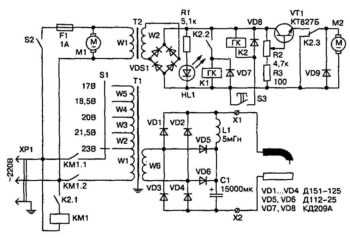
Схема сварочного полуавтомата.
- Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
- Выставление тока обратной полярности на аппаратуре.
- Выбор скорости подачи паяльной проволоки.
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее. - Проверка выставленных параметров на пробном образце.
Для данного этапа оптимально подойдут небольшие куски металла. В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса. - Установка переключателя в положение вперед.
- Нажатие на кнопку запуска сварочных работ.
- Зажигание электрической дуги.
- Поворот горелки на 5 градусов относительно вертикальной оси.
- Начало движения электродом вдоль предполагаемого соединения.
Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе. - Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
- Остановка сварочного аппарата и отключение его от сети электропитания.
Расход углекислоты при сварке для сварочного полуавтомата
Сварка полуавтоматом в среде углекислого газа требует постоянного присутствия углекислоты в специальном баллоне.
В большинстве случаев, количество используемого при варке газа зависит от таких параметров:
- качество присадочного материала;
- погодные условия;
- вид свариваемых металлов.
Кроме этого, в формулах расчета фигурирует толщина проволоки и рабочий ток. Стандартный сорокалитровый баллон содержит порядка 25 килограмм углекислоты. При подключении емкости к полуавтомату, благодаря химической реакции сварщик может получить до 510 литров рабочей газовой смеси из одного килограмма углекислоты.
Расход защитного газа СО2 при полуавтоматической сварке при идеальных условиях составляет примерно 8-9 литров газа в минуту, что позволяет обеспечить до 24 часов беспрерывной работы.
Режимы сварки в среде защитных газов для цветных металлов предполагают значительно больший расход смеси:
- Соединение алюминиевых изделий потребляет до 15-20 литров газовой смеси.
- Процесс образования шва между медными деталями забирает около 12 литров в минуту.
- На соединение изделий из магния потребуется до 14 литров смеси в минуту.
- Расход на варку никеля составляет 10-12 литров.
Важно отметить, что во время подготовки оборудования допускается расход защитного газа вплоть до 10% от общего объема, запасенного на проведение всех работ.

Порошковая самозащитная проволока.
Теоретический расчет расхода сварочной проволоки при работе полуавтоматической аппаратуры должен учитывать следующие параметры:
- тип свариваемого металла;
- диаметр проволоки;
- наличие или отсутствие защитного газа;
- характеристики сварочной аппаратуры;
- место выполнения работы, например, для потолочной сварки расход материала выше, а для полувертикальной – ниже.
Как правило, расход присадочного компонента не превышает 1.5% от все массы конструкции. Перед тем, как варить сваркой, необходимо тщательно просчитать количество требуемых для работы материалов, дабы не прерывать сварочный процесс.
Расход проволоки для сварки без газа зависит от:
- качества используемых компонентов;
- толщины проволоки;
- вида металлического изделия.
Техника безопасности
Сварочные работы – это достаточно опасный процесс, зависящий от внимательности, профессионализма и оснащения мастера.
Лучший вариант защиты для проведения сварки с проволокой включает:
- Глазную защиту.
Для полной защиты зрения оператора сварочной установки следует экипировать специальными защитными очками и маской. - Фильтрацию воздуха.
При выполнении сварочных работ с использованием флюсовой проволоки необходимо обеспечить специалиста соответствующей защитой. От вредных испарений химических элементов могут помочь респираторы или фильтрующие маски. - Защиту от капель расплавленного металла.
Не стоит пренебрегать рабочей спецодеждой, поскольку капля раскаленного металла может серьезно травмировать мастера.

Таблица расхода защитного газа и скорость подачи проволоки.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
- Выполнение сварочных работ исключительно с деревянного помоста.
Использование металлических настилов строго запрещено. - Свет, используемый для освещения места варки, должен питаться от сети 12 с напряжением 12 вольт.
- Страховка мастера должна быть выполнена с использованием веревок, закрепленных на поясе.
Для обеспечения подвижности мастера длина страховочных тросов должна быть не менее двух метров. - Рабочее место сварщика должно быть укомплектовано вытяжными системами, позволяющими эффективно очищать воздух и убирать вредные примеси.
Некоторые флюсы, используемые при сварке без газа, при попадании в дыхательные пути могут вызвать серьезные отравления. - Перемещение сварочных заготовок должно производится строго в рабочих перчатках.
- Проведение работ на открытой местности во время выпадения осадков строго запрещено.
Технология полуавтоматической сварки среде углекислого газа позволяет обеспечивать качественное соединение материалов. Однако, при недостаточно хорошей проветриваемости рабочего места, углекислый газ может вызвать удушье мастера и вызвать серьезные проблемы со здоровьем.
Заключение
Сварка без газа – это отличный вариант для небольших мастерских. Подобная технология позволяет не переживать об остатке углекислоты в баллоне.
Однако, к специальным флюсосодержащим проволокам, благодаря которым доступна сварка без газа, имеются определенные требования: высокое качество, совпадение заявленного состава и целостность полости с флюсом.
По сравнению со сваркой в атмосфере углекислого газа, безгазовый вариант позволяет выполнять работу даже в самых труднодоступных местах из-за отсутствия необходимости в переноске тяжелой емкости.
tutsvarka.ru
Особенности сварки газом с помощью полуавтомата для начинающих, видео
Сварочный полуавтомат является доступным современным оборудованием, используемым в бытовых работах внутри дома и на подворье. Приобретая аппарат, начинающий сварщик получает возможность без усилий научиться выполнять сварку черных и цветных металлов. С применением полуавтоматической сварки в среде углекислого газа появляется возможность быстро соединять поверхности металлических деталей без дополнительного усиления. Применяются другие элементы, способствующие сварке металлов повышенного качества.
Для работы сварочного полуавтомата разработан механический способ подачи в рабочую зону проволоки, применяемой в качестве электрода. Проволоку изготавливают из специально разработанного сплава. Оборудование является простым в эксплуатации и его может с успехом освоить каждый новичок.
Особенности работы
Для тех, кто не имеет большого опыта, лучшим способом освоить соединение металлов является сварка полуавтоматом для начинающих. Видео сварочного процесса с подробными комментариями можно посмотреть в интернете. Полуавтомат относится к типу приборов, эффективность работы которого наполовину зависит от умения оператора. Конструкция сварочного полуавтомата состоит из определенного числа узлов:
- прибор преобразования напряжения в сети до нужных параметров;
- горелка сварочная для среды углекислого газа;
- механизм для постоянного передвижения проволоки;
- автоматическая система поступления газа.
Принцип действия
Очень важным рабочим приспособлением является горелка, которая образовывает определенную среду проведения сварки и защитную атмосферу из газов, используемых для работы сварочного полуавтомата. Без применения инертных газов увеличивается разбрызгивание капель горячего металла и уменьшается яркость горения электрической дуги. Учитывая показатели работы сварочного полуавтомата, можно говорить о незаменимости приборов для определенных технологических циклов в производственном процессе при работе с металлами любого качества.
Среда с инертными показателями создается применением определенных газов. К ним относят аргон, гелий, углекислый газ или их смешанные составы. Чаще всего применяется аргон и углекислый газ для придания сварочному процессу инверторного способа, если такой необходим в процессе. Рабочим источником питания является постоянный ток обратного направления, при этом на деталь подается отрицательный импульс. Применение газа усложняет сам процесс работы, но качество получаемого шва перекрывает небольшое неудобство. Смесь газа применяется в заданных пропорциях, которые определяются для каждого инертного носителя отдельно.
Разновидности работы сварочных полуавтоматов
Существует несколько видов по способу подачи проволоки, отличающихся друг от друга. В некоторых агрегатах предусмотрен тянущий принцип действия, другие сварочные полуавтоматы проталкивают проволоку в рабочую область. Эффективными в работе оказываются те автоматы, которые предусматривают два принципа работы – проталкивающий и тянущий.
Для сварки различных металлов иногда применяется стальная проволока, соединение других деталей требует применения проволоки из алюминия. Некоторые ответственные производственные этапы требуют использования проволоки универсального состава, определенного в производственных документах. Защита шва во время его создания выполняется тремя основными способами:
- выбирается способ использования флюсовой реакции;
- сварочный полуавтомат работает в среде углекислого газа;
- сварка производится с помощью порошкового электрода в виде проволоки.
Классификация выбранного оборудования выделяет три типа, отличающего агрегаты друг от друга:
- в зависимости от разновидности применяемой проволоки;
- от варианта защиты полученного сварного шва;
- по виду перемещения проволоки и горелки.
Характеристика работы позволяет разделить сварочное оборудование для сварки на три вида:
- стационарные агрегаты, установленные для продолжительного использования;
- передвижное оборудование на небольшие расстояния;
- переносные компактные приборы для бытового использования.
Соединение металлов при помощи полуавтомата
Начало работы
Для качественного проведения процесса сварки определяются с наименованием инструментов, необходимых для работы. Сварщик подготавливает угловую шлифовальную машину (болгарку) с установленным кругом по металлу для зачистки поверхности. Потребуется дырокол и два — три зажима и сам аппарат для сварки металла в среде с применением углекислого газа. Ручная непромышленная сварка переносного типа позволяет соединять металлические поверхности толщиной до 6 мм.
Перед сваркой очищают место прокладки шва, кромки зачищаются болгаркой. Сначала устанавливают бухту с проволокой и проверяют возможность беспрепятственного нормированного попадания флюса. Состыковывают две поверхности в намеченных местах и прижимают их зажимами. После этого нужно пустить электрический отрицательный заряд на одну из приготовленных поверхностей.
Процесс сварки
Ставим переключатель полуавтомата в положение «три» и выбираем оптимальную подачу. Полуавтоматическая сварка производится встык, вначале делают небольшие участки прихваток через промежутки, после этого проваривают стыкующиеся плоскости деталей сплошным швом. При выполнении шва наконечник прибора располагают наклонно к поверхности под углом около 20º. Подобным образом сваривают поверхности внахлест или под заданным углом.
Имеет значение модель аппарата и вид проволоки, применяемой в качество электродов, которые подбирают под вид металла. Оптимальными и самыми распространенными типами электродов считаются МП-3 и ОЗС-12. Они могут варить металл разной толщины, но имеют недостаток в виде большой массы шлака.
Чтобы не допустить затекания шлака в ванну от сгоревшего сварочного флюса, как в стандартной классической сварке с применением обычного типа электродов, рекомендуется после выполнения шва его очистить и наложить еще один сверху. Это поможет получить качественное герметичное соединение.
Порошковая проволока имеет большую хрупкость и малую толщину стенки, следовательно, малую жесткость конструкции. При выполнении работы применяют подающий механизм с небольшим сжатием, а поворот шланга выполняют медленно, без резких поворотов. Обязательно сохранять правильность подачи фаз на детали и держателе. От этого зависит горение электрической дуги и выделение защитного газового слоя.
Выбор режима полуавтоматической сварки
 При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.
При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.
Для выполнения соединения металла с помощью сварки нужно следить за расходом и поступлением газа. Напор газа не делается большим. Он только обдувает место сварки с негромким шипением, но не вылетает из горелки под давлением. Для качественной сварки принят расход газа, который определяется семью литрами за минуту. Такое потребление позволяет эффективно выполнить полуавтоматическую сварку без искривления или деформации металла. Правильный расход уменьшает зону теплового действия на рабочую поверхность, и шов получается идеальным в соответствии с требованиями. Опытный мастер самостоятельно определяет скорость работы и выбирает требуемую высоту сварного шва.
Сварка своими руками
В начале работы следует определить и подобрать силу тока, зависящую от толщины соединяемого металла. Эту работу делают с помощью таблицы, напечатанной в инструкции к агрегату. Снижение силы тока приводит к уменьшению производительности сварочного полуавтомата.
Настраивают необходимую скорость подачи проволоки к автомату, это делают подбором разного типа шестеренок, продаваемых вместе с агрегатом. Выбирают необходимую величину напряжения тока.
Для определения правильности подбора вышеуказанных параметров делают пробную сварку на участке металла с подобными характеристиками. Правильные настройки позволят автомату дать устойчивую дугу и выделить достаточное количество флюса.
Выбирают положение «вперед» на переключателе подачи проволоки и наполняют флюсом приемную воронку. Устанавливают держатель, подводя мундштук в рабочую сварочную зону. Открыть заслонку для флюса, нажать «пуск» и выполнять касательные движения к месту предполагаемого шва для зажигания дуги.
Особенности сварки алюминия
На алюминиевой поверхности при сварке в условиях поступления кислорода обычно образовывается пленка из оксида алюминия, туго плавящаяся и имеющая плотность выше, чем само металлическое основание. Для успешной сварки алюминия кромки и место наложения шва обрабатываются химическими растворителями для удаления пленки или зачищаются абразивным механическим способом.
Следить за качеством шва при сварке алюминия очень сложно, сильное подогревание приводит к хрупкости кромок, которые разрушаются. Проследить степень нагревания металла очень трудно, так как он не меняет цвет при подогреве. Текучесть алюминия приводит к просачиванию металла через шов, и контролировать размеры ванны затруднительно. Чтобы избежать прожогов металла, используют прокладки из керамики или другого металла для коррекции размера шва.
Алюминий и его сплавы отличаются большим коэффициентом расширения, но при этом имеют низкую упругость. Чтобы избежать деформации, детали предварительно подогревают или производят сварку с оптимальными параметрами.
В процессе остывания металла шва происходит растрескивание, вызванное деформации при остывании материала ванны. Чтобы избежать разрушительного явления, в материал шва добавляют пластификаторы, а соединения алюминия не располагают близко друг к другу.
Для алюминиевой сварки лучше использовать механизм подачи проволоки тянущего типа. Провариваемая глубина напрямую зависит от силы сварочного тока. Ширина шва не зависит от величины электрического тока. На увеличение провариваемой глубины влияет уменьшение диаметра электрода, что особенно проявляется при невысоко силе тока. При повышении величины тока зависимость от диаметра электрода проявляется не так явно. При увеличении диаметра электрода становится шире сварной шов.
Применение в быту полуавтомата для сварки очень эффективно, так как он не требует большого потребления тока, может варить все металлы без исключения и пользоваться таким агрегатом может каждый желающий научиться сварке.
Оцените статью: Поделитесь с друзьями!stanok.guru
Полуавтоматическая сварка в среде углекислого газа: режимы, ГОСТ
Существует много различных способов сварки металла. Использование полуавтомата для этого является одним из лучших вариантов получить действительно качественный шов с минимальной вероятностью появления брака. Полуавтоматическая сварка в среде углекислого газа является не только качественным, но и относительно дешевым процессом. Использование профессионального оборудования позволяет добиться надежной защиты для сварочной ванны, и как следствие, получить отличный шов. Здесь соблюден принцип, который используется во всех полуавтоматических аппаратах. Главной особенностью данного процесса является автоматическая подача проволоки в сварочную ванну.

Процесс полуавтоматической сварки в среде углекислого газа
Сварка полуавтоматом в среде углекислого газа производится на постоянном токе, полярность которого является обратной, так как при прямой полярности дуга оказывается излишне нестабильной. При наплавке металла лучше использовать как раз прямую полярность, так как коэффициент наплавки при этом будет значительно больше, чем при других параметрах.
Область применения
Применяется такой тип сварки преимущественно для простых соединений. Углекислота уступает аргону по защитным свойствам, но для стандартных видов металла, которых используется в промышленности большинство, он отлично подходит. Это как бюджетная замена другим газам, обладающая более безопасными свойствами хранения и использования. Углекислый газ для полуавтоматической сварки не рекомендуется использовать в закрытых и плохо проветриваемых помещениях, так как он вызывает удушье.
Данная технология находит применение в строительстве, когда делаются каркасы для металлоконструкций. Заводы по производству металлических изделий, а также предприятия, где возникает потребность в ремонте, часто используют полуавтоматы с углекислым газом. Это легкодоступный и освоенный в газ, который может применяться практически везде, где возникает необходимость в соединении металлических изделий
Преимущества
Преимущества полуавтоматической сварки в углекислом газе состоят в следующих основных факторах:
- Обеспечивается высокое качество соединения, в котором минимизируется появление бракованных изделий;
- Защитный газ обладает относительно низкой стоимостью;
- Сварочный процесс можно проводить даже на весу без подкладки;
- Здесь не возникает проблем со сваркой металла на малых толщинах, а также при сварке электрозаклепками;
- Соединение металла может осуществляться практически в любом пространственном положении, если правильно подобраны режимы;
- Рационально используется тепло сварочной дуги, что дает высокую производительность сварки.
Недостатки
Помимо преимуществ, здесь присутствуют и недостатки:
- Сварка металлов, которые трудно поддаются соединению, здесь может происходить с проблемами, одной из которых является пористость шва;
- Здесь не рекомендуется проводить многослойную сварку, так как специалисты в большинстве случаев проводят полуавтоматом только первый корневой слой;
- При использовании в плохо проветриваемом помещении углекислота может вызывать удушье;
- Не совсем удобно применять данный способ, если нужно сварить что-либо по-быстрому, так как процесс подготовки самого оборудования занимает много места.
Режимы сварки
Режимы полуавтоматической сварки в среде защитных газов определяются тем, какова толщина металла заготовки. Здесь можно проводит соединение как самых тонких деталей, данный параметр которых составляет 1-2 мм, так и более толстых, более 6 мм. В среднем же толщина основного металла колеблется в пределах от 3 до 5 мм, если речь идет о стандартных заготовках. От этого значения металла зависит диаметр используемой проволоки или непокрытого электрода, сила тока и напряжения, скорость подачи расходного материала и сколько газа будет затрачено при данном процессе. В среднем, параметры режима для толщины выглядят следующим образом:
Толщина, мм | Диаметр проволоки, мм | Величина тока, А | Напряжение, В | Скорость подачи проволоки, м/ч | Расход газа |
1,5 | 0,8 | 120 | 19 | 150 | 6 |
| 1,7 | 1 | 150 | 20 | 200 | 7 |
2 | 1,2 | 170 | 21 | 250 | 10 |
| 3 | 1,4 | 200 | 22 | 490 | 12 |
4-5 | 1,6 | 250 | 25 | 680 | 14 |
| 6 и более | 1,6 | 300 | 30 | 700 | 16 |

Размеры зазоров в зависимости от положения детали
Принцип работы
В основе принципа работы данной методики лежит электродуговая сварка. Она является основной температурной силой, которая служит для расплавления присадочного материала и заготовки. В отличие от ручной дуговой, здесь нет плавкого электрода, который расплавляется в сварочной ванне, образуя тем самым шов соединения. Здесь применяется неплавкий электрод из вольфрама, благодаря которому и зажигается дуга. Из-за того, что он не расплавляется, сварочная ванна может поддерживаться беспрерывно в течение длительного периода времени.
Сварочная проволока подается отдельно, так как она не участвует в процессе передачи тока и служит просто для наплавки. Она подается через специальное устройство подачи. Естественно, что в проволоке нет защитной обмазки, которая существует в стандартных сварочных электродах. Чтобы обеспечить достаточный уровень защиты, требуется использовать защитный газ, которым здесь выступает углекислота. Она обволакивает сварочную ванну, что дает надежную защиту от проникновения посторонних элементов.
Технология
Сам процесс сваривания в среде углекислого газа является относительно простым и не требует от сварщика каких-то особых усилий. От мастера требуется всего лишь выдержать вылет проволоки, который определяется режимом сварки. Также требуется равномерно с одинаковой скоростью перемещать горелку. Существует ряд рекомендаций, которые относятся к работе с углекислотой на полуавтомате. Для данного процесса следует выполнять следующие правила:
- Перед тем как начать сам процесс, нужно убедиться, что углекислота выходит из горелки и сам инструмент является исправным. Давление газа во время сваривания должно составлять 0,02 кПа. Это не постоянный показатель, так как при сквозняке и ветре, которые сдувают часть расходного материала, расход становится больше, а соответственно и подачу нужно осуществлять при большем давлении.
- Горелка должна работать под особым углом. В среднем, данный параметр лежит в пределах от 65 до 75 градусов. Шов желательно вести справ налево. Это обеспечивает лучший просмотр для свариваемых кромок.
- Если шов получается не соответствующим требуемому качеству, то следует сразу поменять режимы сварки, отрегулировав ток, скорость подачи проволоки, напряжение дуги или прочие значения.
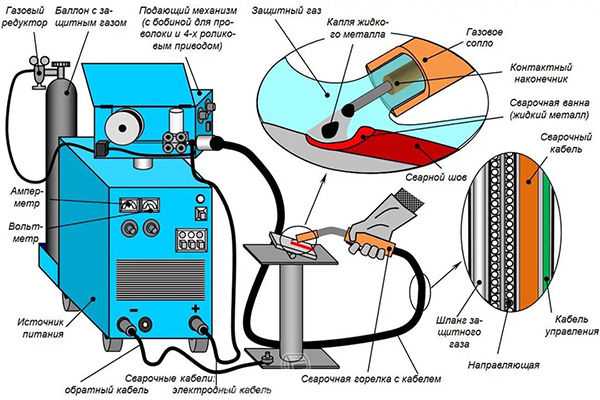
Схема полуавтоматической сварки в среде углекислого газа
Используемые материалы
Здесь применяется два основных вида расходных материалов. Первым является сама углекислота. Она не горючая, так что не вызывает опасности взрыва, но обеспечивает достаточный уровень защиты. Вторым является сварочная проволока, которая подбирается в соответствии с металлом, который будет свариваться. Дополнительно может использоваться флюс, но это зависит от требований сварки.
Заключение
Сварка полуавтоматом с использованием углекислоты является бюджетным вариантом профессионального соединения, уровень которого значительно превосходит газовый и электрический методы соединения.
svarkaipayka.ru